Можно ли заварить алюминий: Как сваривать алюминий в домашних условиях
alexxlab | 30.08.1987 | 0 | Разное
Как сваривать алюминий в домашних условиях
Освоив сварку черного металла, некоторые сварщики-любители задумываются, можно ли сваривать алюминий в домашних условиях. Это более трудная задача, требующая определенного вида оборудования и расходных материалов, а также правильной подготовки деталей перед сваркой. Рассмотрим все возможные способы сварки алюминия в быту и необходимые аппараты, что поможет определиться с выбором.
- Какие алюминиевые детали можно варить в домашних условиях
- Трудности при сварке алюминия
- Полезные хитрости
- Методы сварки алюминия в домашних условиях
Какие алюминиевые детали можно варить в домашних условиях
В гараже, на даче, во дворе частного дома или небольшой мастерской можно соединять сваркой алюминиевые заготовки толщиной 0.8-10 мм. В самых простых случаях это могут быть:
- дверная фурнитура
- посуда
- элементы декора интерьера
- емкости из алюминия
- крючки для одежды.

При ремонте или стройке может понадобиться сварить алюминиевый профиль, уголок, пластины. Трещина поддона картера, ГБЦ или блока двигателя тоже устраняется при помощи аппаратов для сварки алюминия. Некоторые части кузова авто выполнены из алюминиевого сплава для снижения массы и улучшения антикоррозионных свойств. Ремонт вмятин или разрывов на таких участках после ДТП потребует умения сваривать алюминий.
Если машина на скорости наехала на бордюр, камень, другое препятствие, легкосплавный диск может треснуть, и для устранения дефекта понадобится проведение сварочных работ. Все это можно заварить в домашних условиях, если иметь необходимое оборудование, расходные материалы, знать секреты подготовки деталей и ведения шва.
Трудности при сварке алюминия
Алюминий варится не так, как малоуглеродистая или легированная сталь, ввиду своих характеристик и физических свойств. Решая попробовать варить алюминий, вы столкнетесь со следующими трудностями:
- Разница плавления оксидной пленки и самого металла.
 Поверхность алюминия покрыта оксидом — тугоплавким слоем, разрушающимся химическими веществами или температурой свыше 2000 градусов. Сам металл течет при достижении 660 градусов. Получается дилемма — на малом токе оксид не прожечь, присадочный металл накладывается сверху, нет провара. На большом токе оксид пробивается, но возникают прожоги основного металла.
Поверхность алюминия покрыта оксидом — тугоплавким слоем, разрушающимся химическими веществами или температурой свыше 2000 градусов. Сам металл течет при достижении 660 градусов. Получается дилемма — на малом токе оксид не прожечь, присадочный металл накладывается сверху, нет провара. На большом токе оксид пробивается, но возникают прожоги основного металла. - Повышенная текучесть жидкого металла мешает формировать шов. Сварщику труднее контролировать, куда потечет расплавленное вещество. Кроме прожогов, возникают наплывы, неравномерная чешуя и ширина шва.
- Увеличенная теплопроводность алюминия влечет деформацию конструкции при нагреве от сварки. Изделие может сильно повести, и порой вернуть его в исходную форму невозможно.
- В составе алюминиевых сплавов присутствуют сера, железо, медь, марганец, цинк, титан.При переходе металла в жидкое состояние, они вступают в реакцию с окружающим воздухом. После застывания сварочной ванны на поверхности шва образуются поры.
 Такое соединение слабое и не герметичное.
Такое соединение слабое и не герметичное. - В жидком виде металл сильно увеличивается в объеме, а после остывания дает усадку.
Полезные хитрости
Учитывая эти трудности, проводились многочисленные тесты и эксперименты, чтобы подобрать оптимальные способы сварки алюминия, позволяющие получить качественный шов. Немаловажную роль играет подготовка поверхности. Поделимся несколькими хитростями и полезными советами для новичков, собирающихся варить алюминий.
Убираем оксидную пленку механическим или химическим путем.
СкрытьПодробнее
Убрать оксидную пленку можно механическим или химическим путем. В первом случае ее счищают наждачной бумагой, болгаркой с зачистным диском, дрелью с насадкой-щеткой. Наждак и ручная зачистка подойдут для небольших участков. При объемной работе лучше болгарка или дрель. Химическим способом оксид удаляется обработкой щелочным раствором. Но после промывки и сушки оксид образуется вновь от контакта с воздухом, поэтому обрабатывать поверхность нужно непосредственно перед сваркой.
Но после промывки и сушки оксид образуется вновь от контакта с воздухом, поэтому обрабатывать поверхность нужно непосредственно перед сваркой.
Снижаем количество прожогов при сварке тонкого листового алюминия.
СкрытьПодробнее
Снизить количество прожогов при сварке тонкого листового алюминия можно, подложив под него медную пластину. Материалы не сварятся между собой (получится их легко разделить), а медь послужит поддержкой для жидкотекучего алюминия, чтобы сварочная ванна не провалилась под действием собственного веса. Дополнительно медь возьмет на себя часть температуры, снизив деформацию конструкции.
Создаем ровную поверхность.
СкрытьПодробнее
Убедитесь, что заготовка лежит ровно на столе в горизонтальной плоскости. Наклон затруднит сварку, поскольку металл будет стекать.
Проводим предварительную разделку кромок.
СкрытьПодробнее
Сварка толстого алюминия от 4 мм проводится с предварительной разделкой кромок. В единичном случае это выполняется напильником. Углы на стыке стачиваются под 45 градусов. Для больших объемов работ лучше использовать болгарку со шлифовальным кругом толщиной 6 мм. V-образная кромка подходит для соединения алюминиевых пластин сечением 4-7 мм. При увеличении толщины заготовок выполняется Х-образная разделка и накладываются швы с обеих сторон.
Предварительно нагреваем заготовки.
СкрытьПодробнее
Толстые заготовки от 5 мм и более предварительно нагревают. Это можно сделать газовой горелкой, резаком, паяльной лампой. Нагрев обеспечивает равномерное распределение температуры, снижая вероятность трещин и местных деформаций.
Методы сварки алюминия в домашних условиях
ММА сварка алюминия
Сваривать алюминий дома или в гараже можно штучными покрытыми электродами с инвертором ММА, полуавтоматами MIG или неплавящимися электродами с инверторами TIG. Рассмотрим суть каждого способа и что понадобится для его реализации.
Суть метода — сварка ведется покрытым электродом, зафиксированном в держателе. Дуга горит между концом электрода и алюминиевым изделием. Стержень плавится и заполняет собой соединение. Одновременно плавятся кромки. Покрытие электрода сгорает, выделяя дым и защищая сварочную ванну от посторонних включений.
Для реализации метода понадобятся инвертор ММА, выдающий постоянный ток, электроды для алюминия. Но РДС сварка алюминия возможна только на изделии толщиной от 3 мм. На тонких деталях неизбежны прожоги. Подходит способ для неответственных конструкций. Дуга возбуждается сложно, в шве присутствуют поры, бугры, наплывы, идет сильное разбрызгивание металла. Прилипшие рядом окалины отделяются с трудом. Метод допустим, чтобы укрепить алюминиевую конструкцию, если к прочностным характеристикам шва нет серьезных требований.
Прилипшие рядом окалины отделяются с трудом. Метод допустим, чтобы укрепить алюминиевую конструкцию, если к прочностным характеристикам шва нет серьезных требований.
Советуем держать дугу без отрыва, поскольку при затухании сварочная ванна закрывается плотным слоем шлака. Повторный поджиг дуги затруднителен. Шов важно хорошо очищать от шлака, иначе под ним развивается коррозия.
MIG-сварка алюминия
Сварщик манипулирует горелкой, из которой одновременно подается проволока и газ. Проволока выступает электродом для возбуждения дуги и присадочным материалом. Газ защищает сварочную ванну от контакта со внешней средой. Полуавтоматическая сварка алюминия в бытовых условиях потребует:
- полуавтомат MIG с горелкой и кабелем массы
- сварочную проволоку для алюминия
- баллон с защитным газом (аргон или смесь с гелием)
- редуктор
- шланг для подключения баллона к аппарату
 Важно, чтобы они были без насечек, царапающих проволоку. Канал в горелке меняется на тефлоновый, а мундштук в сопле устанавливается с увеличенным диаметром выходного отверстия. Если не модернизировать полуавтомат, расходный элемент начнет застревать, шов вести не получится. После каждого прерывания дуги следует бокорезами откусывать кончик проволоки в горелке, иначе следующих поджиг затруднится из-за диэлектрического шарика.
Важно, чтобы они были без насечек, царапающих проволоку. Канал в горелке меняется на тефлоновый, а мундштук в сопле устанавливается с увеличенным диаметром выходного отверстия. Если не модернизировать полуавтомат, расходный элемент начнет застревать, шов вести не получится. После каждого прерывания дуги следует бокорезами откусывать кончик проволоки в горелке, иначе следующих поджиг затруднится из-за диэлектрического шарика.
МИГ способ сварки алюминия обеспечивает повышенную производительность. Можно накладывать непрерывные швы любой длины. Упрощается сварка кольцевых швов на трубах и плоскости. Метод подходит для создания герметичных соединений под воду, сборки профильных конструкций. Но швы получаются бугристые, для лицевой части изделия понадобится дополнительная обработка.
Важные нюансы выбора полуавтомата для сварки алюминия
Полуавтоматическую сварку алюминия можно вести инверторами MIG разного функционала, что определяет качество шва. Модели с постоянным током позволяют варить неответственные конструкции. Полуавтоматы AC/DC обеспечивают лучший провар, поскольку переменный ток многократно меняет направление движения электронов, разрушая оксидную пленку.
Модели с постоянным током позволяют варить неответственные конструкции. Полуавтоматы AC/DC обеспечивают лучший провар, поскольку переменный ток многократно меняет направление движения электронов, разрушая оксидную пленку.
Сварочные аппараты с импульсом варят еще круче. У них отдельно настраиваемый базовый и импульсный токи. Базовый обеспечивает стабильное горение дуги и уменьшает тепловложение. Заготовка меньше коробится. Импульсный ток эпизодически подключается к процессу, пробивая оксидную пленку. Швы получаются аккуратными, ровными, с хорошим проплавлением. Имея импульсный полуавтомат, можно не зачищать оксидную пленку.
TIG сварка алюминия
Сварка ведется горелкой, подключенной к инвертору TIG. Дуга горит между вольфрамовым электродом и алюминиевым изделием. Вольфрам не плавится, поэтому электрод не укорачивается. Сварщику легче контролировать дугу. Защита сварочной ванны обеспечивается подачей газа из сопла горелки. Используется чистый аргон или смесь с гелием.
Используется чистый аргон или смесь с гелием.
Важный момент! Для аргоновой сварки алюминия понадобится инвертор ТИГ, способный переключаться на переменный ток. “Постоянка” сильно проигрывает по качеству. Модели AC/DC обеспечивают эффективное разрушение оксида и хорошее проплавление.
Свободной рукой сварщик подает присадочный пруток. Он должен быть аналогичного состава, что и свариваемое изделие. Как и в случае с полуавтоматом, необходим баллон, редуктор и шланг.
Аргоновая сварка алюминия позволяет получить качественные ровные швы. Высокая герметичность разрешает использовать сосуды под давлением. TIG-метод обеспечивает глубокое проплавление, но подходит для сварки и тонкого листового алюминия. Аргонодуговой сваркой варят поддоны двигателей, головки ГБЦ, стенки блоков ДВС, посуду. Но способ сильно проигрывает по производительности полуавтомату.
Советуем настроить предпродувку газа на 4 секунды до возбуждения дуги и 6 секунд после затухания. Это ускорит охлаждение сварочной ванны и предотвратит образование пор в шве. Варите короткой дугой на расстоянии 3 мм.
Это ускорит охлаждение сварочной ванны и предотвратит образование пор в шве. Варите короткой дугой на расстоянии 3 мм.
Ответы на вопросы: как сваривать алюминий в домашних условиях
Какую проволоку выбрать для присадки методом ТИГ или для заправки в полуавтомат при сварке алюминия?
СкрытьПодробнее
Для аргоновой сварки удобнее использовать прутки БАРСВЕЛД AISi диаметром 3-4 мм, которые являются аналогом СВ-АК5. В полуавтомат заправляют проволоку БАРСВЕЛД AlSi5, ESAB OK Autrod 5356. Если нет возможности купить прутки для аргона, проволока подойдет в качестве присадки.
Чем лучше всего варить силумин?
СкрытьПодробнее
Силумин в быту встречается в дверной фурнитуре, из него делают вешалки и другие предметы для дома. Если изделие треснуло, развалилось на две части, более качественно силумин получится заварить аргонодуговой сваркой.
Если изделие треснуло, развалилось на две части, более качественно силумин получится заварить аргонодуговой сваркой.
Какой метод сварки обеспечивает наилучшую герметичность шва?
СкрытьПодробнее
Герметичные швы при сварке алюминия получаются с помощью полуавтоматов и инверторов TIG. Если в приоритете скорость — выбирайте МИГ сварку. Когда важнее внешний вид — используйте ТИГ сварку.
Что лучше — газовая линза или обычное сопло при ТИГ сварке алюминия?
СкрытьПодробнее
В обычном узком керамическом сопле создается турбулентность и защитный газ распределяется вокруг сварочной ванны неравномерно. Газовая линза обеспечивает равномерную подачу аргона, улучшает внешний вид шва. Вольфрамовый электрод из линзы можно выдвигать до 25 мм, что удобно для сварки угловых соединений. Обзорность в таком случае выше. Но расход газа с линзой тоже выше — 12-13 л/мин, когда у сопла — 9-10 л/мин.
Обзорность в таком случае выше. Но расход газа с линзой тоже выше — 12-13 л/мин, когда у сопла — 9-10 л/мин.
С какой полярностью варят алюминий аргоновой сваркой постоянным током?
СкрытьПодробнее
Если нет инвертора с переменным током, алюминий можно попытаться заварить “постоянкой”. Тогда нужна обратная полярность с плюсом на горелке. Это предотвратит перегрев изделия.
Как заточить электрод для сварки алюминия?
СкрытьПодробнее
Вольфрамовый электрод затачивают для получения полукруглого конца. Тогда дуга будет гореть прямо, не “гуляя”.
Какая длина горелки МИГ лучше для сварки алюминия?
СкрытьПодробнее
Чем короче, тем лучше. Это связано с тем, что алюминиевая проволока очень мягкая и ее подача в полуавтомате затрудняется при увеличивающейся длине канала. Оптимально работать с горелками 3 м.
Это связано с тем, что алюминиевая проволока очень мягкая и ее подача в полуавтомате затрудняется при увеличивающейся длине канала. Оптимально работать с горелками 3 м.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
Товары
Быстрый просмотрСварочный полуавтомат ANDELI MIG-200PE (220 В) 37 440 руб
Купить
Быстрый просмотрАргонодуговой аппарат TSS TOP TIG/MMA-250P AC/DC (220 В)
Цена по запросуЗапросить цену
Быстрый просмотрСварочный инвертор NEON ВД-183 19 900 руб
Купить
Быстрый просмотрСварочный полуавтомат РЕСАНТА САИПА-135 16 490 руб
Купить
Быстрый просмотрПрутки алюминиевые ALUMAT AL99,7 ⌀ 2,0 мм (упак. 5 кг)
975.65 руб / кг
5 кг)
975.65 руб / кг
Купить
Быстрый просмотрСварочный инвертор FUBAG IQ 200 (220 В) 7 510 руб
Купить
Быстрый просмотрАргонодуговой аппарат БАРСВЕЛД Profi TIG-217 DP AC/DC (220 В) 70 850 руб
Купить
Быстрый просмотрСварочный инвертор БАРСВЕЛД Profi ARC-207 D МОД. II Росс. (220 В)
21 150 руб
II Росс. (220 В)
21 150 руб
Купить
Быстрый просмотрСварочный инвертор РЕСАНТА САИ-190 6 890 руб
Купить
Быстрый просмотрБаллон аргоновый 5 -150У (новый, 5 л пустой) 3 450 руб
Купить
Быстрый просмотрРукав газовый имп. ⌀ 6,3 мм, ЧЕРНЫЙ (III кл., бухта 40 м)
42 руб / м
⌀ 6,3 мм, ЧЕРНЫЙ (III кл., бухта 40 м)
42 руб / м
Купить
Быстрый просмотрРедуктор аргоновый БАРО-5МГ, БАМЗ 3 269 руб
Купить
Быстрый просмотрПрутки алюминиевые БАРСВЕЛД AlMg5 ⌀ 1,6 мм (1000 мм, аналог СВ-АМг5) 890 руб / кг
Купить
хит продаж
Быстрый просмотрСварочный полуавтомат БАРСВЕЛД Profi MIG-200 D (220 В) 29 690 руб
Купить
Быстрый просмотрПроволока алюминиевая БАРСВЕЛД AlMg5 ⌀ 1,6 мм (кассета 6 кг) 900 руб / кг
Купить
Быстрый просмотрЭлектроды алюминиевые ОЗАНА-1 ⌀ 3,0 мм 2 839 руб / кг
Купить
2. ВЕС:
ВЕС:
пачка 2 кг
- пачка 2 кг
ПРОИЗВОДИТЕЛЬ:
Риметалк
- Риметалк
- Спецэлектрод
- ЗЗСМ (Зеленоград)
Как заварить алюминий электродом? – Народ, подскажи !!!
#1 ВНЕ САЙТА abasov
Отправлено 01 September 2015 – 20:35
Народ подскажите как заварить алюминевую деталь электродом, говорят что варят электродом и даже я сам лично видел это, стоял смотрел как сварщик варил поддон из алюминя – что нужно для этого?
- Наверх
- ↓
- ↑
#2 ВНЕ САЙТА walke
Отправлено 01 September 2015 – 20:45
Сам не варил, но помоему надо есть электроды по алюминию, подъедь в магазинчик типа Дом сварки, они все расскажут что надо.
- Наверх
- ↓
- ↑
#3 ВНЕ САЙТА Danila
Отправлено 01 September 2015 – 20:59
Электроды такие на базаре не купишь, там только одно гауно, а спец электроды можно купить только в специализированной фирме вот тут например у них должны быть http://elektrody.com…CFYHNcgodPEgPrw
- Наверх
- ↓
- ↑
#4 ВНЕ САЙТА Artsmith
Отправлено 01 September 2015 – 21:10
І
Народ подскажите как заварить алюминевую деталь электродом, говорят что варят электродом и даже я сам лично видел это, стоял смотрел как сварщик варил поддон из алюминя – что нужно для этого?
И что електрод типа как стальной, с обмазкой зажимал в держак и сваривал?
Сообщение отредактировал Artsmith: 01 September 2015 – 21:11
- Наверх
- ↓
- ↑
#5 ВНЕ САЙТА Danila
Отправлено 01 September 2015 – 21:20
Именно сварить спецэлектродом и притом качественно, ток при этом 70-80А, металл надо нагреть до 150-200 градусов, потом перед началом зачистить от оксидной пленки, а потом уже можно варить без зачистки, так как в обмазке присутствует щелочь, которая удаляет оксидированную пленку. И учтите что электроды очень быстро сгорают и держать его надо под прямым углом с малой дугой иначе будет расплыв металла.
И учтите что электроды очень быстро сгорают и держать его надо под прямым углом с малой дугой иначе будет расплыв металла.
Сообщение отредактировал Danila: 01 September 2015 – 21:23
- борода это нравится
- Наверх
- ↓
- ↑
#6 ВНЕ САЙТА abasov
Отправлено 01 September 2015 – 21:58
Данила, огромное спасибо за полезные сведения, завтра же к ним заеду. Я так понял что вы сами тоже варили так по алюминю, насколько прочно потом держится сваренные детали?
- Наверх
- ↓
- ↑
#7 ВНЕ САЙТА mara
Отправлено 01 September 2015 – 22:40
Не знал не знал, так вродь и на ничего сложного, деб взять штук пять электродов на попопробовать потренироваться.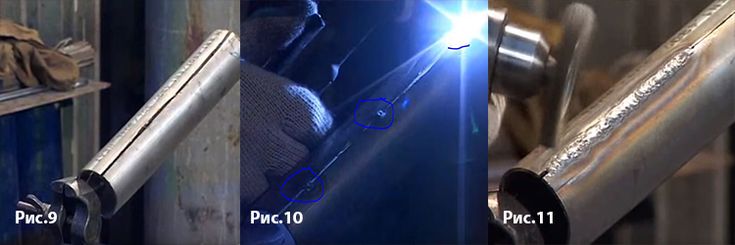 .
.
- Наверх
- ↓
- ↑
#8 ВНЕ САЙТА победа
Отправлено 02 September 2015 – 01:59
Народ подскажите как заварить алюминевую деталь электродом, говорят что варят электродом и даже я сам лично видел это, стоял смотрел как сварщик варил поддон из алюминя – что нужно для этого?
Подробнее о детали,что от чего и фото.Очень важно какой сплав,толщина-от этого зависит полноценность советов.
Без опыта и учителя умеющего варить электродами будет сложно,5-10 не хватит “набить руку”.
Сообщение отредактировал победа: 02 September 2015 – 01:59
- Наверх
- ↓
- ↑
#9 ВНЕ САЙТА Олежа
Отправлено 02 September 2015 – 08:59
Прикольно, а я и не подозревал о такой возможности, не понял а греть деталь перед сваркой зачем, электрод же ее итак нагреет за секунду.
- Наверх
- ↓
- ↑
#10 ВНЕ САЙТА Rom
Отправлено 02 September 2015 – 09:26
Danila, спасибо за полезную информацию
- Наверх
- ↓
- ↑
#11 ВНЕ САЙТА Трой
Отправлено 02 September 2015 – 09:28
Прикольно, а я и не подозревал о такой возможности, не понял а греть деталь перед сваркой зачем, электрод же ее итак нагреет за секунду.
Электрод прогревает локально, может в этом дело.
- Наверх
- ↓
- ↑
#12 ВНЕ САЙТА rut
Отправлено 02 September 2015 – 09:53
Электрод прогревает локально, может в этом дело.
Да, именно в этом и дело. У алюминия очень высокая теплопроводность, и без прогрева большая часть тепла будет расходиться по детали, уходя от места сварки.
- Наверх
- ↓
- ↑
#13 ВНЕ САЙТА Eduardo
Отправлено 02 September 2015 – 09:57
Надо же, я и не знал, что такие чудесные электроды бывают. Считал, что алюминий можно только в аргоне варить нормально. Но посмотрев ролик понял, что не стоит обольщаться – там говорится о щелочи и солях используемых в обмазке электрода в качестве флюса, для снятия оксидной пленки и защиты от окисления. А остатки этого самого флюса надо обязательно удалять (иначе алюминий будет быстро корродировать). Т.е. такими электродами невозможно варить закрытые емкости (баки-канистры)и ответственные узлы
Считал, что алюминий можно только в аргоне варить нормально. Но посмотрев ролик понял, что не стоит обольщаться – там говорится о щелочи и солях используемых в обмазке электрода в качестве флюса, для снятия оксидной пленки и защиты от окисления. А остатки этого самого флюса надо обязательно удалять (иначе алюминий будет быстро корродировать). Т.е. такими электродами невозможно варить закрытые емкости (баки-канистры)и ответственные узлы
- Наверх
- ↓
- ↑
#14 ВНЕ САЙТА OCTAN
Отправлено 02 September 2015 – 10:02
- Eduardo это нравится
- Наверх
- ↓
- ↑
#15 ВНЕ САЙТА mara
Отправлено 02 September 2015 – 10:48
Судя по первому видео ничего сложного нету, ну потренироваться только дугу держать тяжело будет т. к. горят они быстро.
к. горят они быстро.
- Наверх
- ↓
- ↑
#16 ВНЕ САЙТА Artsmith
Отправлено 02 September 2015 – 12:14
Ну теперь все начнут латать “титановые” диски 🙂
А если серьезно, то есть большая вероятность что вместо трещины, в поддоне, после самостоятельного ремонта таким способом, появится нехилое отверстие.
Сообщение отредактировал Artsmith: 02 September 2015 – 12:15
- Наверх
- ↓
- ↑
#17 ВНЕ САЙТА Danila
Отправлено 02 September 2015 – 22:28
Прикольно, а я и не подозревал о такой возможности, не понял а греть деталь перед сваркой зачем, электрод же ее итак нагреет за секунду.

Алюминий очень гигроскопичен, именно поэтому место сварки надо хорошо прогреть, чтобы выпарить из него воду. При нагреве 180-200 градусов Вы сразу заметите на поверхности потнички из влаги. Ну и важно держать короткую дугу. Это основные правила
- борода это нравится
- Наверх
- ↓
- ↑
#18 ВНЕ САЙТА adelt
Отправлено 03 September 2015 – 09:16
Спасибо за информацию, сегодня хочу приобрести такие электроды и есть что попробовать поварить, не знаю получится, но начать надо и так научусь однозначно. Дело очень интересное и полезное, например ручку заварю на сковородке, как раз для тренировки. Спасибо!
- Наверх
- ↓
- ↑
#19 ВНЕ САЙТА Толстяк
Отправлено 03 September 2015 – 14:04
Электроды просушить в духовке 200 град пол часа. Грязными руками электроды не трогать, свариваемые детали сначала хорошо обезжирить ацетоном, зачищать чистым диском. Варить переменным током, ток по ощущениям для тройки электрода 120А. Варил диск, все нормально, лестницу тонкостенную варил.
Грязными руками электроды не трогать, свариваемые детали сначала хорошо обезжирить ацетоном, зачищать чистым диском. Варить переменным током, ток по ощущениям для тройки электрода 120А. Варил диск, все нормально, лестницу тонкостенную варил.
- Наверх
- ↓
- ↑
#20 ВНЕ САЙТА bruno
Отправлено 03 September 2015 – 14:20
Варится постоянным током.
- Наверх
- ↓
- ↑
Как правильно сваривать алюминий полуавтоматом
Содержание:
- Поэтапная инструкция сварки алюминия при помощи полуавтомата
- Сварка алюминия в среде газа и без использования газа
- Нюансы выбора полуавтоматической сварки
Полуавтомат – довольно распространенный метод сваривания металлов. Он несложный и понятный даже неопытным сварщикам, особенно при использовании современных инверторных полуавтоматов. Полуавтоматической сваркой получаются прочные швы, можно варить большие объемы металлов.
Он несложный и понятный даже неопытным сварщикам, особенно при использовании современных инверторных полуавтоматов. Полуавтоматической сваркой получаются прочные швы, можно варить большие объемы металлов.
Возможно возникновение некоторых трудностей только при сварке алюминия – металла мягкого и обладающего высокой теплопроводимостью. При сварке алюминия полуавтоматом важно знать все детали сварного устройства, тщательно следовать установленным правилам сварки и придерживаться техники безопасности. Сварка полуавтоматом алюминия может выполняться с газом и без защитного газа, с помощью проволоки порошкового типа.
О том, как правильно варить алюминий полуавтоматом, чтобы не испортить материал, как сделать сварочный шов на алюминии прочным и качественным, я расскажу в этой статье.
Как сваривать алюминий полуавтоматом
Сварка полуавтоматом алюминия используется в случае необходимости что-то наплавить, а также для закрытия зазоров. Перед началом сварки самой детали нужно подготовить все необходимое оборудование, а также удалить загрязнения и оксидную пленку, которой покрывается алюминиевая поверхность. Алюминий – металл, который имеет повышенную теплопроводность, сваривать его нужно при низких температурах, в этом и заключается наибольшая сложность.
Перед началом сварки самой детали нужно подготовить все необходимое оборудование, а также удалить загрязнения и оксидную пленку, которой покрывается алюминиевая поверхность. Алюминий – металл, который имеет повышенную теплопроводность, сваривать его нужно при низких температурах, в этом и заключается наибольшая сложность.
Сварка алюминия полуавтоматом проходит поэтапно:
- Подготовка материала до сварочного процесса. Для начала нужно сделать шлифовку, чтобы поверхность была гладкой и ровной. С помощью щеток, флюсов и специальных машинок сделать поверхность чистой, без оксидной пленки и загрязнений. Затем нужно обезжирить поверхность детали (для этого используют ацетон). Если толщина детали составляет 5 и более мм, то необходимо расширять кромки. Следующий этап – подрезка заготовки, которая осуществляется под углом 30-45 градусов. Затем поверхность обрабатывается флюсом. Последний шаг подготовки материала к сварке – подогрев, это убережет детали от деформации и продлит их срок службы.

- Контроль за подачей проволоки, которая должна двигаться плавно, без лишних движений, при этом находиться перед горелкой. Что касается механизма подачи проволоки, то лучше выбирать специальный ролик для алюминия, который имеет канавку в форме U. Это обеспечит плавное скольжение проволоки по ролику.
- Регулировка горелки во время работы. Сваривая алюминий, нужно следить, чтобы горелка двигалась вдоль шва. Здесь также очень важно правильно выбрать канал, который будет направлять проволоку, этот канал находится в рукаве горелки. Для алюминия лучше выбирать канал тефлонового вида.
- Выбор скоростного режима, который должен быть максимальным.
- Настройка параметров. Чтобы аппарат работал с максимальной точностью, нужно правильно выставить параметры сварочного устройства.
- Проверка качества соединений. Для этого можно использовать керосин, но проверять качество нужно после остывания материала.
- Обработка шва. Шов после сварки должен выглядеть эстетическим, без недостатков.
Также нужно учитывать некоторые нюансы. Во-первых, коэффициент усадки алюминия выше, чем у других металлов, поэтому следует тщательно контролировать усадку. Во-вторых, для сваривания тонких деталей нужно под алюминий класть нержавеющую сталь, чтобы сварка не прожгла пластину. Что касается наконечника, то лучше всего подойдет медный наконечник, выполнен по технологии сверления.
Сварка алюминия с газом и без газа
Использования газа защищает сварочную поверхность, делает сварочный шов более качественным и прочным. Чаще всего для сварки алюминиевых деталей полуавтоматом используют чистый аргон или аргон с добавлением гелия. Подобные смеси защищают поверхность детали от окисей, ослабляя, таким образом, силу воздействия атмосферы. Сварка алюминия полуавтоматом с углекислотой также используется, но очень редко. Использование углекислого газа – более дешевый вариант, нежели аргон, но шов может получиться не таким качественным.
Сварка полуавтоматом без аргона выполняется порошковой проволокой. Этот расходный материал для сварки имеет специальные испарения, которые заменяют защитный газ, оберегают деталь от окисей.
Выбор полуавтомата для сварки алюминия
Выбирая полуавтомат для сварки алюминиевых деталей, нужно учитывать такие технические характеристики:
- Мощность – этот критерий зависит от продолжительности работы со сварочным аппаратом. Если устройство используется часто и в большом объеме, лучше выбрать полуавтомат профессионального класса, который, несмотря на свою дороговизну, отличается большим запасом мощности;
- Режим работы – лучше всего устраняет оксидную пленку, предотвращает прожог деталей, обеспечивает качество сварочного шва полуавтомат, работающий в режиме PULSE;
- Напряжение – наибольшую стабильность дуги обеспечивают полуавтоматы, подключенные к трехфазной сети (380В).
На долговечность и качество сварочных аппаратов также влияет марка. Лучше выбирать проверенных, надежных производителей. Среди зарубежных компаний, наибольшей популярностью пользуются бренды, выпускающие полуавтоматическую сварку: Deca, Tekhmann, Hugong. Среди украинских марок, лучше всех себя зарекомендовал киевский сварочный завод «Патон». Его полуавтоматы долговечны, отличаются великолепным функционалом, и, что очень важно, приспособлены к отечественным условиям сварки на стройках, предприятиях.
Лучше выбирать проверенных, надежных производителей. Среди зарубежных компаний, наибольшей популярностью пользуются бренды, выпускающие полуавтоматическую сварку: Deca, Tekhmann, Hugong. Среди украинских марок, лучше всех себя зарекомендовал киевский сварочный завод «Патон». Его полуавтоматы долговечны, отличаются великолепным функционалом, и, что очень важно, приспособлены к отечественным условиям сварки на стройках, предприятиях.
Если у вас возникли вопросы после прочтения статьи, оставляйте комментарии ниже. Я с радостью на них отвечу!
Сварка алюминия с железом, нержавеющей сталью и медью
Екатерина
Довольно часто на стройках, промышленных предприятиях, в быту необходима сварка алюминия. Технология сварки алюминия и его сплавов гораздо сложнее технологии соединения иных цветных металлов, поэтому стоит заранее внимательно изучить все возможные способы соединения. Многих интересует, какие существуют методы сварки алюминия, в чем заключаются особенности сварки алюминия и его сплавов, как проходит подготовка алюминия к сварке, что представляет собой сварка алюминия в домашних условиях. С ответами на подобные вопросы, а также полезными рекомендациями вы можете ознакомиться в этой статье.
Многих интересует, какие существуют методы сварки алюминия, в чем заключаются особенности сварки алюминия и его сплавов, как проходит подготовка алюминия к сварке, что представляет собой сварка алюминия в домашних условиях. С ответами на подобные вопросы, а также полезными рекомендациями вы можете ознакомиться в этой статье.
Содержание статьи
- Где применяется алюминий
- Подготавливаем металл к свариванию
- Особенности сваривания алюминия
- Технология сварки
- Соединение алюминия и железа
- Как сварить алюминий и нержавеющую сталь
- Сварка алюминия и меди
Где применяется алюминий
Благодаря хорошей электро- и теплопроводности этот металл популярен при изготовлении электротехники и теплового оборудования. Так как алюминий мало подвержен коррозии, то алюминиевые конструкции просто незаменимы в строительстве. Используют этот металл и в пищевой промышленности – в качестве посуды, столовых приборов, упаковки, фольги для запекания.
Наиболее широко алюминий и его сплавы представлены в авиа- и судостроении. Поскольку этот металл довольно легкий, из него изготавливают корпусы транспортных средств, надстройки на палубу и прочие детали. Алюминий быстро возгорается, и его активно используют для производства взрывчатых веществ. Также металл входит в состав твердого топлива для ракет. Кроме того, из него изготавливают архитектурные элементы, скульптуры, барельефы; фурнитуру для одежды и мебели; корпусы для всевозможной техники; и многое другое.
Подготавливаем металл к свариванию
Подготовка алюминия к сварке состоит из ряда манипуляций. Среди них:
- Тщательная очистка. Перед тем как приварить алюминий к любому металлу, все поверхности следует отчистить от масляных и жирных пятен, пыли. Это можно сделать с помощью растворителей.
- Обработка кромок. Алюминий в листах толщиной до 1, 5 мм проходит отбортовку торцов. В деталях толщиной более 20 мм, свариваемых электродами, выполняют разделку кромок.
 Если сварка производится неплавящимся электродом или присадочной проволокой, а толщина детали превышает 4 мм, также проводят разделку кромок.
Если сварка производится неплавящимся электродом или присадочной проволокой, а толщина детали превышает 4 мм, также проводят разделку кромок. - Удаление оксидной пленки. Перед сваркой алюминия в домашних условиях газовой горелкой кромки обрабатывают бензином либо каустической содой. Последнюю обязательно смывают водой. Ликвидировать пленку также можно напильником или стальной щеткой.
- Проверка целостности металла. Для этого его поверхность обрабатывают проникающим составом, который позволяет выявить дефекты и место, подходящее для того, чтобы сформировать шов.
Особенности сваривания алюминия
Сварка алюминия в домашних условиях должна начинаться с подробного изучения свойств материала. Без этого металла не обойтись во многих сферах жизни, однако сварка и пайка сопряжены с некоторыми трудностями.Чтобы соединение было прочным и прослужило не одно десятилетие, нужно обратить внимание на особенности сварки алюминия и его сплавов.
- Окисная пленка, которая находится на металле, плавится при температуре 20440 градусов по Цельсию.
 Сам же металл плавится при 660 градусах по Цельсию. Эта пленка не позволяет получить качественный шов, поэтому сварочные работы по алюминию должны происходить в среде защитных газов.
Сам же металл плавится при 660 градусах по Цельсию. Эта пленка не позволяет получить качественный шов, поэтому сварочные работы по алюминию должны происходить в среде защитных газов. - Довольно трудно формировать сварные ванны, поскольку металл имеет высокую текучесть. Для облегчения работы стоит использовать подкладки, отводящие тепло.
- Кремний и водород, содержащиеся в алюминии, ухудшают качество шва: при малейшем нарушении технологии могут возникнуть такие дефекты, как поры и трещины.
- Сваривание алюминия газовой горелкой должно проводиться при высоких значениях тока, поскольку он имеет высокую теплопроводность.
- Сварка алюминиевых сплавов сложна тем, что не всегда удается точно определить их марку и выбрать соответствующий режим.
- При застывании металл усаживается, что ведет к деформации деталей.
Чтобы разрушить прочную оксидную пленку, сварка алюминия постоянным током должна проводиться на обратной полярности. Только в этом случае можно достичь катодного распыления, необходимого для уничтожения тугоплавкой пленки.
Автоматическая сварка алюминия при помощи плазмы позволяет добиться более качественных результатов, которые не может гарантировать сваривание алюминия газовой горелкой. Присадка в этом случае производится проволокой, а дуга образована ионизированным газом. С помощью плазматрона возможна как сварка алюминия дома,так и соединение алюминиевых поверхностей на СТО, в монтажном цехе, на строительной площадке и т.д. Технология сварки алюминиевых сплавов плазмой позволяет присоединять к алюминию тонкие детали (не толще 0,2 – 1,5 мм), при этом вероятность прожога шва минимальна.
Технология сварки
Сварку алюминиевых конструкций можно проводить разными способами:
- При помощи вольфрамовых электродов в среде инертных газов;
- Полуавтоматической сваркой в инертных газах;
- С помощью покрытых плавящихся электродов;
- Методом контактной сварки.
Для сваривания ответственных участков используют аргонодуговой способ. Технология сварки алюминия и его сплавов при помощи тугоплавких вольфрамовых электродов предполагает, что присадочная проволока будет перемещаться только вдоль шва, перед электродом. Длина дуги должна быть минимальной, а подача проволоки — плавной. Для сварки по алюминию следует использовать максимальную скорость, иначе соединение будет иметь дефекты. Как правило, сваривают во всех положениях. Масса аргона гораздо больше, чем у воздуха, поэтому лучшее качество шва будет у горизонтальных соединений. Для сварки алюминия в потолочном и вертикальном положениях лучше смешать аргон с гелием.
Длина дуги должна быть минимальной, а подача проволоки — плавной. Для сварки по алюминию следует использовать максимальную скорость, иначе соединение будет иметь дефекты. Как правило, сваривают во всех положениях. Масса аргона гораздо больше, чем у воздуха, поэтому лучшее качество шва будет у горизонтальных соединений. Для сварки алюминия в потолочном и вертикальном положениях лучше смешать аргон с гелием.
Обычно сварка алюминиевых радиаторов и других конструкций проходит с помощью полуавтомата тогда, когда они толще 3-х мм. Для сварки алюминия полуавтоматом используется алюминиевая проволока. Она подается в автоматическом режиме, а газовая горелка перемещается вручную. Инертный газ, поступающий во время работы, служит для защиты алюминиевых деталей от окисления. Режимы сварки алюминия подбираются в зависимости от толщины деталей и электродов, а также силы тока. Перед тем, как сварить алюминий, убедитесь, что ток — обратной полярности, наконечник имеет диаметр больший, чем проволока, а подающий проволоку механизм снабжен четырьмя роликами. Такие меры обеспечат целостность оксидной пленки и нормальный вылет проволоки из сопла, без излишнего трения и сминания.
Такие меры обеспечат целостность оксидной пленки и нормальный вылет проволоки из сопла, без излишнего трения и сминания.
Сварка алюминия электродом в домашних условиях производится тогда, когда толщина деталей превышает 4 мм, а использовать громоздкое профессиональное оборудование нет возможности. Сварка алюминия и его сплавов таким образом требует предварительного нагрева поверхностей: если они средней толщины, то до 250°С, если большой толщины, то до 400°С. Если толщина деталей превышает 20 мм, то нужно заранее выполнить разделку кромок. Как правило, сварка алюминия своими руками при помощи электрода производится электродами ОЗАНА и УАНА. Обратите внимание, что этот способ имеет ряд недостатков: металл в процессе разбрызгивается, шлак тяжело счищается с поверхностей, шов получается пористый и в результате недостаточно прочный. Поэтому дуговая сварка алюминия электродом применяется относительно редко.
Контактная сварка алюминия может быть:
- точечной,
- стыковой,
- шовной.

Точечная сварка алюминия сложна тем, что сварщику необходимо перемещать электрод на высокой скорости, чтобы обеспечить равномерное давление на материал. Точечная сварка алюминия может проводиться электродами, выполненными из меди и ее сплавов. Как и материал свариваемой поверхности, они достаточно прочные и отлично проводят электричество, поэтому такая сварка задействует аккумулированную энергию.
Использование стыкового метода позволяет оплавлять металл равномерно. Величина тока при этом должна составлять примерно 15 тысяч А на 1 сантиметр сечения детали.
Шовный способ целесообразен тогда, если машина имеет большую мощность и оснащена ионными прерывателями.
Соединение алюминия и железа
Если соединение между собой алюминиевых деталей не вызывает вопросов, то многие начинающие сварщики задаются вопросом — можно ли приварить алюминий к железной поверхности? Ведь сплавы алюминия с железом, где последнего содержится более 12 %, имеют низкую степень ковкости, а показатели теплоемкости, теплопроводимости и теплового расширения у этих металлов настолько различны, что при сварке трудно избежать термических напряжений.
Приварить алюминий к железу можно двумя способами:
Как сварить алюминий и нержавеющую сталь
Сварка алюминия и нержавейки необходима прежде всего при монтаже сложного промышленного оборудования, которое эксплуатируется в агрессивной среде, поэтому высокие требования к качеству сварного шва вполне обоснованы. Сварка алюминия со сталью может быть проведена как с помощью биметаллических вставок, так и благодаря покрытию деталей разнородными материалами.
В первом случае сварка алюминия постоянным током должна начаться с алюминиевых поверхностей, чтобы обеспечить существенный отвод тепла при соединении стальных поверхностей. Вставка из стали и алюминия не должна быть перегрета в процессе, иначе интерметаллическое соединение в ней станет хрупким и ненадежным.
Электросварка может проводиться в случае, если сталь будет покрыта тонким слоем алюминия. После того, как будет нанесено покрытие, сталь можно приваривать к алюминию дуговой сваркой. В процессе обязательно следите за тем, чтобы дуга не соприкасалась со стальной поверхностью. Сварка алюминиевых сплавов со сталью может быть проведена и в случае, если сталь будет покрыта серебряным припоем. Сваривать нужно присадочным сплавом из алюминия, не нарушая целостность слоя, образованного серебряным припоем.
Сварка алюминиевых сплавов со сталью может быть проведена и в случае, если сталь будет покрыта серебряным припоем. Сваривать нужно присадочным сплавом из алюминия, не нарушая целостность слоя, образованного серебряным припоем.
Сварка алюминия и меди
Сварка меди и алюминия широко распространена в электропромышленности (соединение проводов) и холодильной промышленности (сварка труб). С помощь плавления соединять эти металлы проблематично: чем выше содержание меди в сварном шве, тем более хрупким и склонным к образованию трещин он будет. Сварка алюминия с медью обычно проводится двумя способами:
- “Замковое” соединение. На алюминиевую поверхность приваривается медная накладка. Затем производится наплавка, соединяющая все сварные швы.
- Сварка при помощи графитовых электродов. Сила сварного тока при этом должна находиться в пределах 500 – 550 А, длина дуги – не превышать 20-25 мм при напряжении 50-60 В.
Сварка меди и алюминия может проводиться как электродуговым способом,так и аргонодуговым, и газовым. Не менее распространено холодное сваривание.
Не менее распространено холодное сваривание.
Похожие публикации
Сварка алюминия – руководство за 20 минут
Что вы узнаете:
Сварка алюминия, алюминий и его сплавы
Алюминий — это химический элемент, который составляет около 8% земной коры, что делает его самым распространенным металлом и третьим по распространенности элементом после кислорода и кремния. Алюминий хорошо известен своей низкой плотностью (около 2,7 г / см 3 ) и, благодаря явлению пассивации, отличной коррозионной стойкостью.
Сварка алюминия — полное руководство. Как мне сварить алюминий?
Поскольку чистый алюминий является относительно мягким, добавляются небольшие количества легирующих элементов для получения ряда механических свойств. Сплавы сгруппированы по основным легирующим элементам. Определенные коммерческие сплавы имеют четырехзначное обозначение в соответствии с международными спецификациями на деформируемые сплавы или буквенно-цифровую систему ISO.
Сплавы сгруппированы по основным легирующим элементам. Определенные коммерческие сплавы имеют четырехзначное обозначение в соответствии с международными спецификациями на деформируемые сплавы или буквенно-цифровую систему ISO.
В таблице 1 представлены дополнительные сведения о составе этих классификаций.
Система нумерации алюминия
Первая цифра серии указывает на основной легирующий элемент, добавляемый в алюминиевый сплав, и используется для описания серии, то есть серии 1000 или серии 5000 и т. д.
Вторая цифра представляет модификацию конкретного сплава в серии; т.е. x1xx представляет первую модификацию указанного сплава, в то время как x2xx представляет вторую модификацию. Третья и четвертая цифры обозначают сплав в определенной серии. Подводя итог, сплав 2024, входит в серию сплавов 2000 года, имеет ноль модификаций и указан сплав типа 24.
Однако есть исключение из этой системы нумерации, которая касается алюминия серии 1000; последние две цифры показывают минимальный процент алюминия выше 99%.
Например, 1050 означает минимальное содержание алюминия 99,50%.
Алюминиевые сплавы также будут включать обозначение допуска, они определяют дополнительные этапы обработки (если они реализованы).
Обозначения и допуски приведены в таблице 2. В дополнение к обозначениям и допуски, приведенным в таблице 2, есть два поднабора для «Н» — деформационное упрочнение и «Т» — термическая обработка. Таблицы 3 и 4 описывают эти обозначения «H» и «T» соответственно.
| Серия | легирующий элемент | Прочность на растяжение (МПа) * 1 | Термообработанные | Приложения |
| 1 ххх | 99% минимум алюминия (чистый) | 70 — 185 | нет | Коррозионная стойкость, трубопровод, электропроводность |
| 2 ххх | медь | 185 — 430 | ✔ | Универсальные, аэрокосмические, поковки |
| 3 ххх | марганца | 110 — 280 | нет | Кастрюли и сковородки, теплообменники, коррозионная стойкость |
| 4 ххх | кремний | 170 — 380 | X / ✔ | Присадочная проволока (сварочная) |
| 5 ххх | магниевый | 125 — 350 | нет | Морские, автомобильные, сосуды под давлением, мосты, здания |
| 6 ххх | Магний и кремний | 125 — 400 | ✔ | Экструзии, декоративные, автомобильные, универсальные |
| 7 ххх | цинк | 220 — 750 | ✔ | Универсальная, аэрокосмическая, броневая плита, спортивное спортивное снаряжение |
* 1 Зависит от состава и последующих этапов обработки
| Обозначение характера | Смысл |
| F | Как изготовлено — применяется к продуктам процесса формования, в которых не применяется особый контроль над условиями термического или деформационного упрочнения |
| О | Отожженный — применяется к продукту, который был нагрет для получения условий с самой низкой прочностью для улучшения пластичности |
| H | Штамм закаленный — применяется к продуктам, которые укрепляются за счет холодной обработки. Деформационное упрочнение может сопровождаться дополнительной термической обработкой, которая приводит к некоторому снижению прочности. Две или более цифры всегда следуют за ‘H’ Деформационное упрочнение может сопровождаться дополнительной термической обработкой, которая приводит к некоторому снижению прочности. Две или более цифры всегда следуют за ‘H’ |
| W | Термообработка раствора — нестабильный характер, применимый только к сплавам, которые самопроизвольно стареют при комнатной температуре после термической обработки раствора |
| T | Термическая обработка — для получения стабильных температур, отличных от F, O или H. Применяется к продукту, который был подвергнут термообработке, иногда с дополнительным деформационным упрочнением для получения стабильного отпуска. Одна или несколько цифр всегда следуют за буквой «Т» |
| Обозначение Н * 2 | Значение |
| h2x | Напряжение закаленное |
| h3x | Напряжение закаленное и частично отожженное |
| h4x | Штамм закаленный и стабилизированный |
| h5x | Штамм закаленный и лакированный или окрашенный |
* 2 Вторая цифра «х» указывает на степень деформационного упрочнения: х2 — четверть жесткой, х4 — полутвердой, х6 — три четверти твердой, х8 — полная жесткая, х9 — сверхтвердая
| Обозначение Т * 3 | Значение |
|---|---|
| T1 | Естественно состарился после охлаждения от процесса формирования при повышенной температуре |
| T2 | Холод работал после охлаждения в процессе формирования при повышенной температуре, а затем подвергался естественному старению |
| T3 | Раствор подвергается термообработке, холодной обработке и естественному старению |
| T4 | Раствор подвергается термообработке и естественному старению |
| T5 | Искусственно состаренный после охлаждения в процессе формирования при повышенной температуре |
| T6 | Раствор термообработан и искусственно состарен |
| T7 | Раствор термообработан и стабилизирован (отработанный) |
| T8 | Раствор подвергается термообработке, холодной обработке и искусственному старению |
| T9 | Раствор термообработанный, искусственно состаренный и обработанный холодным способом |
| T10 | Холод работал после охлаждения в процессе формирования при повышенной температуре, а затем подвергался искусственному старению |
* 3 Дополнительные цифры могут быть добавлены к обозначению «Tx» и обозначают снятие напряжения. TX51 или TXX51 — напряжение, снятое при растяжении, и TX52 или TXX52 — напряжение, снятое при сжатии
TX51 или TXX51 — напряжение, снятое при растяжении, и TX52 или TXX52 — напряжение, снятое при сжатии
Зачем используют и нужна сварка алюминия?
Алюминиевые сплавы широко распространены в транспортных целях, поскольку они обеспечивают инженерные материалы хорошим соотношением прочности и веса при разумных затратах. В дальнейшем используют его коррозионную стойкость и проводимость (термическую и электрическую) некоторых сплавов. Хотя обычно у него низкая прочность, некоторые из более сложных сплавов могут иметь механические свойства, эквивалентные сталям.
В связи с многочисленными преимуществами алюминиевых сплавов, предлагаемых для промышленности, существует необходимость в определении лучших практик для его сварки.
Сложно ли сваривать алюминий?
Алюминиевые сплавы создают множество трудностей при сварке, в том числе:
- Высокая теплопроводность. Это приводит к чрезмерному рассеиванию тепла, что может затруднить сварку и / или привести к нежелательному искажению деталей из-за того, что требуется больший подвод тепла.
 Для анализа сварки желательно использовать рентгенографический метод контроля рентгеновские пленки, типа AGFA D7, AGFA D4 от GE
Для анализа сварки желательно использовать рентгенографический метод контроля рентгеновские пленки, типа AGFA D7, AGFA D4 от GE - Растворимость водорода. Водород очень хорошо растворяется в расплавленном алюминии, в результате чего сварочная ванна поглощает водород во время обработки. Как только расплавленный материал затвердевает, пузырьки водорода захватываются, создавая пористость.
- Оксидный слой. Алюминий имеет оксидный слой (оксид алюминия), который имеет гораздо более высокую температуру плавления (2060 ° С), чем исходный алюминиевый сплав (660 ° С). При сварке это может привести к тому, что оксидный слой будет включен в область сварного шва, что может привести к отсутствию дефектов плавления и снижению прочности сварного шва. Следовательно, заготовки должны быть очищены проволочной щеткой или химическим травлением перед сваркой, чтобы предотвратить включение оксида.
Как можно сварить алюминий?
Существует множество процессов, которые можно использовать для сварки алюминия и его сплавов, которые подробно описаны ниже:
Дуговая сварка алюминия
Дуговая сварка обычно используется для соединения алюминиевых сплавов. Большинство сортов кованой стали серий 1xxx, 3xxx, 5xxx, 6xxx и 7xxx средней прочности (например, 7020) могут быть сварены методом дуговой сварки. В частности, сплавы серии 5ххх обладают отличной свариваемостью. Высокопрочные сплавы (например, 7010 и 7050) и большая часть серии 2xxx не рекомендуются для сварки плавлением, поскольку они склонны к растрескиванию и образованию трещин.
Большинство сортов кованой стали серий 1xxx, 3xxx, 5xxx, 6xxx и 7xxx средней прочности (например, 7020) могут быть сварены методом дуговой сварки. В частности, сплавы серии 5ххх обладают отличной свариваемостью. Высокопрочные сплавы (например, 7010 и 7050) и большая часть серии 2xxx не рекомендуются для сварки плавлением, поскольку они склонны к растрескиванию и образованию трещин.
- Можете ли вы сварить алюминий с помощью MIG? Сварка может быть успешно использована для соединения алюминиевых сплавов. Процесс лучше всего подходит для более тонких материалов, таких как алюминиевый лист, потому что количество требуемого тепла меньше по сравнению с более толстыми пластинами. Чистый аргон является предпочтительным защитным газом для этого процесса, и используемая сварочная проволока / стержень должна быть по составу максимально схожей со свариваемыми деталями.
- Можете ли вы сварить алюминий с TIG? Сварка может также использоваться для соединения алюминиевых сплавов.
 Вследствие высокой теплопроводности сыпучего алюминия процесс TIG обеспечивает достаточное выделение тепла для поддержания зоны сварки достаточно горячей, чтобы создать сварочную ванну. Сварка TIG может использоваться для соединения толстых и тонких профилей. Подобно сварке MIG, чистый аргон является предпочтительным защитным газом, и используемая сварочная проволока / стержень должна быть по составу аналогична свариваемым деталям.
Вследствие высокой теплопроводности сыпучего алюминия процесс TIG обеспечивает достаточное выделение тепла для поддержания зоны сварки достаточно горячей, чтобы создать сварочную ванну. Сварка TIG может использоваться для соединения толстых и тонких профилей. Подобно сварке MIG, чистый аргон является предпочтительным защитным газом, и используемая сварочная проволока / стержень должна быть по составу аналогична свариваемым деталям.
Лазерная сварка алюминия
Как и другие процессы сварки, в том числе дуговой сварки, лазерные лучи могут быть использованы для сварки многих серий алюминиевых сплавов. Лазерная сварка обычно является более быстрым процессом сварки по сравнению с другими процессами сварки из-за высокой плотности мощности на поверхности материала. Лазерная сварка в замочной скважине позволяет получать сварные швы с высоким соотношением сторон (узкая ширина сварного шва: большая глубина сварного шва), что приводит к узким зонам термического влияния Лазерная сварка может использоваться с чувствительными к растрескиванию материалами, такими как алюминиевые сплавы серии 6000, в сочетании с подходящим присадочным материалом, таким как алюминиевые сплавы 4032 или 4047. Используемые защитные газы выбираются в зависимости от марки алюминия, подлежащего соединению.
Используемые защитные газы выбираются в зависимости от марки алюминия, подлежащего соединению.
Электронно-лучевая сварка
Подобно лазерной сварке, электронные лучи хороши для получения быстрых сварных швов и небольших сварочных ванн. Электронные пучки также лучше при изготовлении сварных швов в очень толстых сечениях алюминия. В отличие от других процессов сварки , электронно-лучевая сварка происходит в вакууме, что означает, что защитный газ не требуется, что приводит к очень чистым сварным швам.
Правильный выбор присадочного металла (присадочная проволока или присадочный стержень), тщательно выбранные параметры сварки и конструкция соединения необходимы для минимизации риска образования горячих трещин в алюминиевых сплавах при использовании процессов сварки плавлением, таких как дуговая, электронно-лучевая и лазерная сварка.
Сварка трением алюминия
Сварка трением — это процесс соединения в твердом состоянии (т. е. плавление металла не происходит), который особенно подходит для соединения алюминиевых сплавов. Сварка трением способна объединить все серии алюминиевых сплавов, в том числе 2ххх и 7ххх, которые сложны в процессах на основе плавления. Кроме того, благодаря природе твердотельного процесса, необходимость в защитном газе устраняется, и достигается превосходная механическая производительность области сварки по сравнению со сваркой плавлением. Существует несколько вариантов обработки трения:
е. плавление металла не происходит), который особенно подходит для соединения алюминиевых сплавов. Сварка трением способна объединить все серии алюминиевых сплавов, в том числе 2ххх и 7ххх, которые сложны в процессах на основе плавления. Кроме того, благодаря природе твердотельного процесса, необходимость в защитном газе устраняется, и достигается превосходная механическая производительность области сварки по сравнению со сваркой плавлением. Существует несколько вариантов обработки трения:
- Сварка трением с перемешиванием, была разработан в TWI Ltd в 1991 году. Она работает с использованием нерасходуемого инструмента, который вращается и погружается в интерфейс двух заготовок. Затем инструмент проходит через поверхность раздела, и тепло от трения вызывает нагрев и размягчение материала. Вращающийся инструмент затем механически смешивает размягченный материал для получения сварного шва. Процесс обычно используется для соединения алюминиевого листа / материала плиты
- Заправка фрикционной мешалкой точечной сварки, является развитием процесса сварке трением и используется в качестве метода точечной сварки для замены заклепок в алюминиевом листовом металле.

- Линейная сварка трением, работает путем колебания одной заготовки относительно другой, находясь под большим сжимающим усилием. Трение между колеблющимися поверхностями производит тепло, в результате чего материал поверхности раздела пластифицируется. Затем пластифицированный материал вытесняется с поверхности раздела, в результате чего заготовки укорачиваются (выгорают) в направлении силы сжатия. Во время выгорания интерфейсные загрязнения, такие как оксиды и посторонние частицы, которые могут повлиять на свойства и, возможно, срок службы сварного шва, выбрасываются во вспышку. После удаления загрязнений происходит чистый контакт металла с металлом, что приводит к сварке. Процесс используется для соединения сыпучих алюминиевых компонентов для получения почти чистых форм
- Роторная сварка трением, аналогичен линейной сварке трением за исключением того, что объемные алюминиевые детали имеют цилиндрическую форму и вращаются для генерирования тепла от трения вместо линейных колебаний
Какой метод лучше всего использовать для сварки алюминия?
Лучший метод для сварки алюминия и его сплавов зависит от области применения соединения.
Следующие пункты должны быть включены для рассмотрения, прежде чем принимать решение о сварочном процессе:
- Стоимость (сварочное оборудование, расходные материалы, утилизация отходов, расходы оператора и т. д.)
- Желаемая производительность сварки
- Геометрические ограничения
- Наличие поставщика
- стабильность
- Допуск искажения
- Скорость производства
Сварка алюминия и его сплавов
Содержание
Алюминий – это цветной металл светло-серого цвета, который нашёл массовое применение во всех отраслях. Алюминий имеет малый вес, легко поддаётся механической обработке, его легко отливать, ковать, а также варить. Хотя у него есть особенности, которые затрудняют процесс сварки, но об это позже.
Алюминий обладает хорошей пластичностью даже при минусовой температуре. Хорошо проводит электрический ток (4 раза лучше чем сталь) и обладает высокой теплопроводностью (в 3 раза лучше проводит тепло чем сталь). Благодаря окисной плёнке, которая образуется на поверхности металла, обладает высокой устойчивостью к коррозии. Также эта плёнка негативно влияет на сварку алюминия и его сплавов.
Благодаря окисной плёнке, которая образуется на поверхности металла, обладает высокой устойчивостью к коррозии. Также эта плёнка негативно влияет на сварку алюминия и его сплавов.
Температура плавления алюминия 660 ºC, но не всё так просто! Алюминий имеет на своей поверхности плёнку из оксида алюминия. Образуется она при взаимодействии алюминия с кислородом. Температура плавления оксида алюминия составляет 1982 C, что почти в три раза превышает температуру плавления чистого алюминия.
Основная задача перед тем как приступить к сварке или пайки, это удаление оксидной плёнки с поверхности металла. Удаление защитной плёнки является неотъемлемой частью технологии сварки и устраняется несколькими способами:
- механическим;
- химическим;
- электрическим способом.
Механический способ является самым простым и доступным. К такому способу относится обработка поверхности металлической щёткой, напильником или наждачной бумагой.
К химическому способу удаления оксидной плёнки относится травление металла. Травление осуществляется специальными щелочными растворами, которые наносят на поверхность металла. А также применяются сварочные флюсы в процессе сварки или пайки.
К электрическому способу относится сам процесс сварки, при котором происходит разрушение оксидной плёнки. Отличным примером такого способа является аргонодуговая сварка алюминия на переменном токе. При использовании переменного тока, происходит интенсивное разрушение окислив с поверхности металла.
Химический способ является самый эффективным. Но по причине того, что алюминий быстро окисляется, не стоит затягивать процесс сварки. Рекомендуется в течении 2-3 часов произвести процесс сварки или пайки.
Выполнить сварку алюминия и его сплавов можно разными способами. Основные из них: аргонодуговая TIG, полуавтоматическая в среде защитных газов, ручная дуговая и газовая сварка. Также алюминий можно паять.
Также алюминий можно паять.
Аргонодуговая сварка алюминия выполняется вольфрамовым электродом в защитном газе аргоне. Лучшим вариантом будет применение смеси аргона и гелия. Дело в том, что гелий имеет более высокую теплопроводность, а это позволяет нагреть сварочную ванну до больших температур. Отлично подходит для деталей из тонколистового алюминия.
Как говорилось выше, сварку выполняется на переменном токе высокой частоты. Допускается небольшое выступание вольфрамового электрода из сопла. TIG сварка алюминия производится короткой дугой. Не допускается касание электрода поверхности расплавленной ванны. Это приведёт электрод к негодности.
Возможно выполнять сварочные работы постоянным током прямой полярности. Использование постоянного тока может принести некоторые проблемы (в частности, тяжелое зажигание и поддержка дуги, разбрызгивание металла, большой расход присадочного материала и т.д.). Поэтому дл я сварки алюминия лучше применять переменный ток, или постоянный обратной полярности.
Перед сваркой необходимо выполнить качественное травление поверхности металла. Более подробную технологию и режимы сварки алюминия, производимую аргонодуговой сваркой можно прочесть здесь.
Ручная дуговая сварка алюминия
Ручная дуговая сварка алюминия выполняется электродами разного диаметра. Такой тип соединения применяется для неответственных изделий.
Чтобы заварить алюминий электродом, понадобится инвертор и алюмо-кремниевые электроды марок E 4043 или E 4047. Основная задача сварочных электродов – устранение небольших повреждений участков изделия в полевых условиях. Такой способ применяется крайне редко.
Полуавтоматическая сварка в среде защитного газа (MIG)
Также можно сварить алюминий полуавтоматом. Сварку таким способом производят на постоянном токе обратной полярности. В качестве защитного газа выступает аргон. Он обеспечивает хорошую защиту сварочной ванны и стабильное горение дуги. В качестве наплавляемого материала применяется специальная проволока для сварки алюминия (СвAМг5, СвАМг6).
Сварку таким способом производят на постоянном токе обратной полярности. В качестве защитного газа выступает аргон. Он обеспечивает хорошую защиту сварочной ванны и стабильное горение дуги. В качестве наплавляемого материала применяется специальная проволока для сварки алюминия (СвAМг5, СвАМг6).
Хорошо использовать инверторные аппараты, которые снабжены специальным программным обеспечением, которое позволяет работать с алюминием. В таких устройствах заложены оптимальные режимы работы с таким металлом.
Наклон горелки при таком способе сварки — 30º относительно поверхности металла. Сварку можно выполнять без сопутствующих колебательных движений.
При V – образной разделке корень шва варить короткой дугой.
Газовая сварка алюминия
Для газовой сварки алюминия применяют газовые горелки. В качестве горючего гага используют ацетилен. Для раскисления сварочной ванны применяются специальные флюсы, которые способен растворить окись алюминия. В качестве присадки можно применить сплав алюминия и силиция (кремния).Для газовой сварки применяют присадочные прутки. Более подробную технику сварки алюминия горелкой можно прочесть здесь.
В качестве присадки можно применить сплав алюминия и силиция (кремния).Для газовой сварки применяют присадочные прутки. Более подробную технику сварки алюминия горелкой можно прочесть здесь.
Можете ли вы сварить алюминий? Вот как это сделать…
Да! Алюминий можно сваривать. Это сложнее, чем сварка стали палочкой, и внешний вид готового соединения может быть менее художественным. Вам нужен правильный электрод, правильные настройки, достаточный опыт и соответствующие ожидания.
Поскольку это более сложная и менее привлекательная процедура, некоторые говорят, что сварка алюминия электродом невозможна или не стоит затрачиваемых усилий.
Но они пораженцы и просто не правы.
Итак, давайте рассмотрим эту тему поближе, и мы должны начать с обзора того, почему сварка алюминия отличается и более требовательна.
Проблемы при сварке алюминия стержнем
Многие проблемы при сварке алюминия связаны с его высокой теплопроводностью и низкой температурой плавления.
Добавьте к этому проблемы, связанные с химическим составом, и мы получим множество уникальных проблем, связанных с алюминием, которые необходимо решить.
Мощность сварщика
Первая из этих проблем связана с мощностью вашего сварочного аппарата.
Так как алюминий так хорошо проводит тепло, тепло очень быстро уходит от соединения в окружающий алюминий. Таким образом, вам нужно направить больше тепла в сварочную ванну, даже если температура плавления ниже.
Также…
Вы должны иметь возможность изменять выходную мощность сварочного аппарата, чтобы получить нужный нагрев.
Он должен быть достаточно высоким, чтобы обеспечить необходимое тепло. Для сварки алюминия потребуется больше мощности, чем для стали той же толщины.
Вам нужна короткая дуга
Другая проблема связана с низкой температурой плавления алюминия.
Поскольку тепло отводится от места соединения очень быстро, трудно добиться нужной температуры в сварочной ванне.
Лужа схватывается быстрее, чем обычно, из-за невероятно эффективной теплопроводности алюминия. Это означает, что вы должны держать короткую дугу и двигаться быстрее, чем ожидалось.
Требуемая короткая дуга создает еще одну проблему при сварке алюминия…
Ваша палка может «замерзнуть» в луже. Требуется некоторая практика, чтобы избежать расплавления электрода-стержня в быстро остывающей ванне и добиться более быстрого движения, необходимого в самый раз.
Грубый внешний вид
Многие пользователи считают внешний вид одной из наиболее важных «проблем» или проблем.
Когда вы свариваете алюминий, вы обычно используете положительный электрод постоянного тока («DCEP») или обратную полярность, что приводит к большему разбрызгиванию флюса, чем обычно.
Но брызги — это лишь одна из эстетических проблем. Короткая, быстро движущаяся дуга может быть неустойчивой и обычно дает бусину, противоположную сложенным десятицентовикам.
Даже при большом опыте короткая, быстро движущаяся дуга может создать менее привлекательные бусины.
Кроме того, оксид магния обесцвечивает сустав.
В основном это происходит из-за того, что используется неправильный наполнитель. Итак, выбор электрода имеет решающее значение при сварке алюминия. (Подробнее об этом позже.)
Деформация и прожоги
Поскольку количество тепла, нагнетаемого в металл, может быть высоким, деформация более тонких деталей может стать проблемой.
Кроме того, при использовании более тонкой заготовки нередко происходит прожигание металла или даже расплавление больших участков соединения.
Правильный нагрев сварочной ванны требует некоторой практики, и даже опытные сварщики время от времени прожигают тонкий алюминий.
Растрескивание
Теплопроводность и состав сплава алюминия также могут вызывать растрескивание.
Горячее и холодное растрескивание является постоянной проблемой, и выбор хорошего наполнителя имеет жизненно важное значение.
Сварщики часто предварительно нагревают алюминий с помощью ацетиленовой горелки, чтобы «выровнять» тепловое расширение и сжатие металла во время сварки, что также помогает предотвратить коробление.
Но предварительный нагрев также помогает замедлить проблему «затекания» тепла, что позволяет образоваться и проникнуть в лужу, улучшить текучесть и обеспечить более прочный сварной шов с меньшей пористостью.
Специальные электроды
Еще одна «проблема» при сварке алюминия электродами связана с хранением специальных электродов, которые вам понадобятся.
Алюминиевые электроды покрыты специальным флюсом, очень чувствительным к влаге.
Храните эти алюминиевые электроды в сухом защищенном месте, иначе они быстро испортятся. Таким образом, получение и обслуживание «свежих» электродов может быть проблемой.
Также стоит отметить, что алюминиевые стержневые электроды дороги. Так что, если вы ищете дешевый ремонт, сварка электродом может быть не такой экономичной, как вы думаете.
Подготовка поверхности важна
Если этот список еще не был достаточно длинным, есть еще одна проблема с алюминием, о которой мы должны упомянуть…
Этот металл образует уникальный слой оксида алюминия на поверхности при воздействии воздуха.
Защищает алюминий и предотвращает его ржавление, поэтому полезно. Но это также затрудняет привязку чего-либо к нему.
По этой причине правильная очистка алюминиевого соединения перед сваркой имеет первостепенное значение.
Лучшие процессы для сварки алюминияДля быстрого ремонта в полевых условиях электродуговая сварка может быть простым и быстрым методом выполнения работы.
Но это не лучший способ сварки алюминия.
Сварочные аппараты MIG и TIG производят более привлекательные и «чистые» сварные швы с алюминием.
Вы лучше контролируете нагрев более тонкой бумаги, что помогает предотвратить коробление, растрескивание и прожоги.
Сварка алюминия MIG
Для сварки MIG требуется алюминиевая проволока. Эту мягкую, легко сгибающуюся проволоку трудно протолкнуть через кабель горелки MIG без запутывания или образования птичьих гнезд.
По этой причине многие предпочтут использовать шпульный пистолет, который является более надежным способом подачи алюминиевой проволоки в сварной шов в качестве присадочного материала.
Еще одна вещь, о которой следует помнить при сварке MIG, вам нужен защитный газ. (На рынке нет порошковой алюминиевой проволоки.)
Это не проблема в магазине, но в полевых условиях может быть трудно таскать большой тяжелый баллон с газом на сварочном аппарате. Баллон с газом не нужен при сварке электродом.
Читать далее : Сварка алюминия методом МИГ – Руководство для начинающих
Сварка алюминия методом ВИГ
Сварочные аппараты ВИГ производят самые красивые сварные швы на алюминии. Если вам нужны эти профессиональные сложенные десятицентовики, используйте этот процесс.
Но сварщики TIG также нуждаются в защитном газе, и их использование более суетливо, чем сварочные аппараты. Вы должны использовать обе руки, а TIG медленнее палки.
Таким образом, при использовании аппаратов для сварки MIG и TIG вы получаете более красивые валики. Но поскольку они используют защитный газ, оба не являются хорошим выбором на открытом воздухе на ветру.
Хотя для алюминия я бы предпочел использовать сварку MIG или TIG, а не электродуговую сварку, на сварочные аппараты не так сильно влияет слабый или умеренный ветер в полевых условиях.
Кроме того, сварочный аппарат легче освоить и использовать.
Таким образом, несмотря на то, что сварочные аппараты MIG и TIG являются лучшим выбором для алюминия во многих ситуациях, сварка алюминия электродами имеет свое применение.
Как сварить алюминий с помощью сварочного аппарата
Сварка алюминия электродом выполняется в соответствии с большинством основных «правил» сварки электродом. Но есть некоторые моменты, характерные для сварки алюминия палкой, и их стоит рассмотреть.
1. Проверьте свой сварочный аппарат
Сварка алюминия электродом начинается с проверки мощности вашего сварочного аппарата.
Он должен иметь переменную выходную силу тока, чтобы вы могли регулировать температуру. Вы захотите иметь возможность изменять мощность усилителя в зависимости от толщины алюминия и диаметра используемого электрода.
Кроме того, ваш сварочный аппарат должен быть в состоянии обеспечить достаточную силу тока для верхнего конца используемого электрода (см. спецификации производителя электрода).
2. Выберите правильный электрод
Используемый электрод имеет решающее значение.
Обычно используется электрод 4043 (подобно этим), но есть и другие варианты в зависимости от свариваемого алюминиевого сплава.
Для электрода 3/32 дюйма требуется 50–80 ампер, для электрода 1/8 дюйма требуется 80–130 ампер, а для электрода 5/32 дюйма требуется 100–160 ампер.
Убедитесь, что у вас достаточно электродов. Вам понадобится больше, чем вы думаете, и планируйте часто менять электроды во время работы. Они быстро сгорают.
3. Проверьте толщину алюминия
Сварка алюминия электродом хорошо подходит для более толстых материалов. Но с более тонким материалом это становится случайным.
Некоторые говорят, что они могут уменьшить толщину только до 1/4 дюйма, но другие считают, что можно уменьшить толщину до 1/8 дюйма.
Если вы хотите сделать тоньше, я предлагаю вам попробовать несколько тестовых сварных швов, чтобы определить, сможете ли вы сварить материал.
4. Подготовка поверхности
Необходимо удалить защитный слой оксида алюминия, чтобы обеспечить прочное соединение соединительных деталей.
Проволочные щетки из нержавеющей стали обычно используются, но шлифовальная машина не рекомендуется.
Шлифовальные машины, как правило, просто «вворачивают» оксидный слой в алюминий, что не помогает.
Таким образом, проволочная щетка из нержавеющей стали, легкая шлифовка или химические методы очистки работают лучше всего.
5. Правильная сборка
Хорошо подгоните детали, чтобы не было значительных зазоров, которые потребуют лишнего наполнителя.
Сварка алюминия электродом достаточно прочная, не создавая дополнительных проблем.
6. Настройки сварочного аппарата
Используемый ток должен соответствовать выбранному вами электроду (рекомендуемые настройки начального тока см. в разделе выбора электрода выше).
в разделе выбора электрода выше).
Каждый производитель электродов указывает рекомендуемый ток для своих алюминиевых электродов.
Кроме того, для большинства электродов требуется установка положительного электрода постоянного тока («DCEP»).
Обязательно перепроверьте полярность и правильность ее установки для используемого электрода.
Если вы обратитесь к «калькуляторам» электродов в Интернете, вы обнаружите, что сварка алюминиевых электродов не популярна.
Алюминий не включен ни в один из этих калькуляторов или таблиц. Таким образом, вы должны использовать диапазон, указанный для электрода, в качестве отправной точки. Затем настройте параметры усилителя, чтобы получить подходящее проникновение для свариваемой толщины.
7. Получите правильное движение дуги
Движение дуги может быть личной проблемой для некоторых.
Многие советуют плести кончик, и лучше сделать несколько пробных запусков, чтобы определить, что лучше всего подходит для вас. А вообще надо двигаться быстро , быстрее обычной сварки стали.
А вообще надо двигаться быстро , быстрее обычной сварки стали.
Некоторые считают, что это трудно сделать правильно. Но если двигаться слишком медленно, можно прожечь заготовку.
Двигайтесь слишком быстро, и вы не получите надлежащего провара, что приведет к слабому сварному шву.
Также нужно держать короткую дугу.
Сварщики, не умеющие сваривать алюминий электродом, находят это странным, так как вы должны держать наконечник достаточно близко, чтобы почувствовать, как флюс на электроде «волочится» по сварному шву.
Чтобы стать мастером, нужна практика, так что запланируйте несколько пробных сварных швов. Вам нужно пройти по тонкой линии, где вы почти вплавляете электрод в ванну, но не подходите достаточно близко к металлу, чтобы оплавить наконечник в сварочной ванне.
8. Используйте правильный угол
Угол наклона электрода может быть индивидуальным, но он не должен быть слишком крутым.
Также необходимо наклонить электрод так, чтобы угол был направлен к конечной точке.
9. Конец сварного шва
Кратеры представляют собой проблему на концах алюминиевых сварных швов. Не просто убегайте в конце сварки.
Выделите время в конце сварки, чтобы немного вернуться назад и заполнить место соединения.
Если у вас образовалась одна или две кратеры ближе к концу сварного шва, вам нужно будет подправить свою работу и вернуться, чтобы заполнить эти кратеры.
Кратеры могут быть отправными точками для образования трещин, которые затем распространяются по всей длине сварного шва.
10. Очистка
Будьте готовы к некоторым работам по очистке. Сварной алюминий получает достаточное количество брызг, которые необходимо очистить.
Чтобы не констатировать очевидное, но шлак тоже нужно почистить.
Вы обнаружите, что шлак от алюминиевых сварных швов особенно трудно удалить. Итак, будьте готовы.
Можно ли сваривать сталь и алюминий? >> Все, что вам нужно знать
Сварочные работы обычно включают в себя сплавление подобных металлов. Вы когда-нибудь задавались вопросом, можно ли сваривать сталь и алюминий? Однако иногда вам приходится иметь дело с различными материалами, такими как сталь и алюминий. С различными температурами плавления, пористостью и другими характеристиками вы можете задаться вопросом, можно ли эффективно сваривать эти материалы вместе.
Вы когда-нибудь задавались вопросом, можно ли сваривать сталь и алюминий? Однако иногда вам приходится иметь дело с различными материалами, такими как сталь и алюминий. С различными температурами плавления, пористостью и другими характеристиками вы можете задаться вопросом, можно ли эффективно сваривать эти материалы вместе.
Итак, можно ли сваривать сталь и алюминий? Сталь и алюминий не могут быть сварены с помощью традиционных методов сварки. Сталь слишком хрупкая. Однако есть несколько обходных путей для сплавления разнородных металлов. Использование биметаллических переходов или нанесение специального покрытия может дать удовлетворительные результаты.
Я обнаружил, что каждый металл имеет свои характеристики, влияющие на процесс сварки. Если вы попытаетесь сварить алюминий и сталь, вы в конечном итоге расплавите алюминий до того, как сталь достигнет своей точки плавления. Чтобы не создавать комки расплавленной стали, я искал подходящие методы. Вот что я нашел.
Вот что я нашел.
Содержание
Почему сталь и алюминий не сплавляются?Сталь и алюминий имеют очень разные металлургические свойства и температуры плавления. Сталь — плотный, упругий материал, а алюминий — податливый , что позволяет легко сгибать его и придавать ему форму.
При сварке одинаковых металлов они должны достичь температуры плавления. Сварочная дуга нагревает металлы до тех пор, пока они не начнут плавиться. Когда металлы остывают, они остаются расплавленными. Этого трудно добиться, когда металлы плавятся при разных температурах.
Как более плотный материал, сталь имеет более высокую температуру плавления. Он должен достичь температуры около 2500 градусов по Фаренгейту, прежде чем он начнет таять. Алюминий мягче и плавится при температуре около 1200 градусов по Фаренгейту.
Здесь вы можете найти статью с нашего сайта о том, сколько времени нужно, чтобы научиться сварке?
Если вы попытаетесь приварить стальную заготовку к куску алюминия, алюминий расплавится до того, как сталь достигнет точки плавления. Комбинация металлических материалов также создаст хрупкое соединение, что приведет к слабому сплавлению.
Комбинация металлических материалов также создаст хрупкое соединение, что приведет к слабому сплавлению.
Оказывается, сплавление разнородных металлов — обычная проблема для сварщиков, поэтому они создали множество методов для решения этой проблемы. Некоторые из наиболее часто используемых методов включают:
- Механические застежки
- Связующие вещества
- Пайка
- Биметаллические переходы
- Покрытие
Если возможно, попробуйте заменить один из металлов более подходящим материалом. Вторым лучшим вариантом является использование механических креплений. Добавление заклепок или болтов для крепления одной детали к другой устраняет необходимость сплавлять разнородные металлы.
Можно ли соединить алюминий со сталью? В зависимости от размера и формы заготовок может подойти нанесение эпоксидной смолы. Однако для нанесения связующего вещества требуется большая площадь поверхности. Соединение также, вероятно, останется структурно слабым по сравнению с использованием одного из других методов.
Однако для нанесения связующего вещества требуется большая площадь поверхности. Соединение также, вероятно, останется структурно слабым по сравнению с использованием одного из других методов.
Склеивание также требует много времени . Сначала вам нужно смешать связующее вещество, а затем нанести его на алюминий и сталь. Затем вам нужно подождать несколько дней, пока он высохнет и затвердеет.
При склеивании алюминия со сталью поверхность обоих материалов необходимо сделать шероховатой для улучшения сцепления. Эпоксидная смола также должна подходить для вашего приложения. Компании производят связующие вещества для морских применений и проектов, требующих повышенной прочности на растяжение.
Как использовать пайку для соединения алюминия со сталью Пайка — не самый эффективный метод соединения алюминия со сталью, но он может работать в некоторых случаях. Пайка используется для крупносерийного производства кастрюль и сковородок из нержавеющей стали с алюминиевыми пластинами.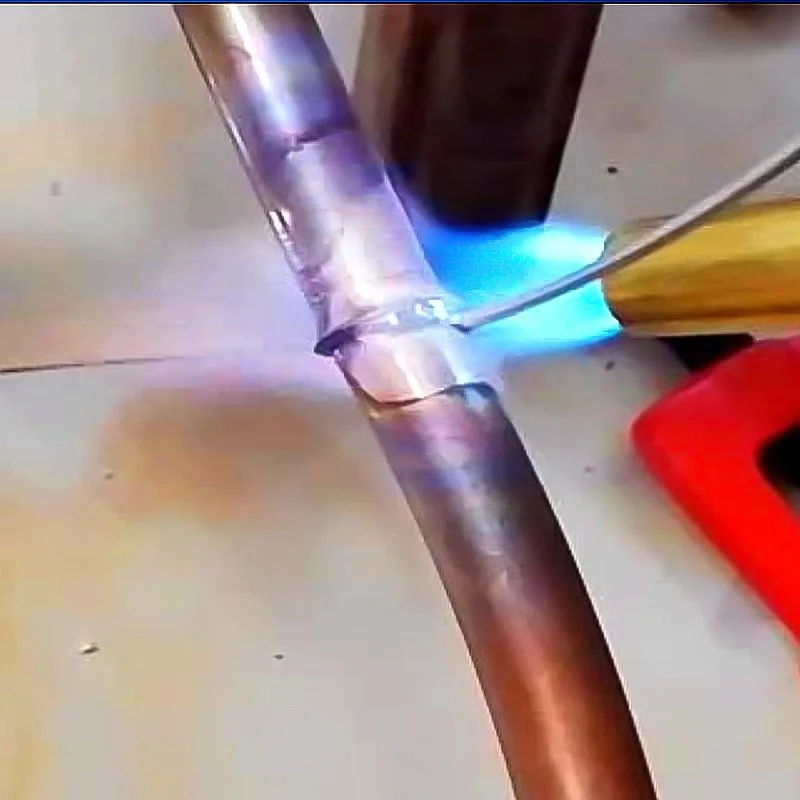 Для любителей успех пайки зависит от площади поверхности.
Для любителей успех пайки зависит от площади поверхности.
Использование двухэтапного метода пайки может позволить вам соединить алюминий и сталь при работе с большой площадью поверхности. Соединение будет иметь меньшую прочность по сравнению с обычным сварным швом с аналогичными металлами, но может держаться, когда детали имеют хорошую механическую посадку.
Для этого метода требуются два типа припоя — припой с содержанием серебра 56% и припой на основе алюминиевого сплава. Серебряный припой наносится на сталь, а алюминиевый припой на алюминий . Затем две части соединяются.
Температуры плавления присадочных металлов выше по сравнению с алюминием и ниже по сравнению со сталью, действуя как переход между разнородными металлами.
Использование биметаллических переходов для сплавления алюминия и стали Биметаллическая переходная вставка обеспечивает более надежный переход по сравнению с методом пайки. Как следует из названия, биметаллические переходные вставки — это детали, которые вставляются между разнородными металлами для создания перехода. В этом случае одна сторона вставки изготовлена из алюминия, а другая – из стали.
Как следует из названия, биметаллические переходные вставки — это детали, которые вставляются между разнородными металлами для создания перехода. В этом случае одна сторона вставки изготовлена из алюминия, а другая – из стали.
Вы привариваете алюминиевую сторону к алюминиевой заготовке, а стальную сторону к стальному материалу. Технически этот вариант основан на склеивании, поскольку вставка предварительно склеивается. Метод, используемый для соединения материалов, включает:
- Горячая прокатка
- Сварка взрывом
- Сварка трением
- Сварка оплавлением
При использовании биметаллического переходника избегайте перегрева вставок. Перегрев может создать такое же хрупкое интерметаллическое соединение, которое возникает при непосредственной сварке алюминия со сталью.
Начните с алюминиевой стороны, так как для достижения точки плавления требуется более низкая температура. Алюминиевый материал также помогает создать больший радиатор при сварке стальной стороны со стальным материалом. Это снижает риск перегрева переходного элемента.
Это снижает риск перегрева переходного элемента.
Нанесение покрытия — это обходной путь, который позволяет сплавлять алюминий со сталью с алюминиевым покрытием. Сталь покрывается алюминиево-кремниевым сплавом в процессе, называемом горячим алитированием погружением. Когда алюминиевый сплав охлаждается на стальной поверхности, он создает прочную металлургическую связь.
Полученный материал называется алюминированной сталью . Материал имеет тонкий внешний слой из оксида алюминия и стальной сердечник, а средний слой представляет собой смесь стали, алюминия и кремния.
Поскольку внешняя поверхность стали теперь состоит из алюминиевых сплавов, к ней можно приваривать алюминиевые детали. Я бы не рекомендовал этот метод, если у вас нет большого опыта сварки, так как он требует точности.
Тепло от сварки может привести к выгоранию алюминиевого покрытия, что также приводит к выделению вредных газов. После выгорания алюминиевого покрытия алюминиевая деталь не может привариться к стальному сердечнику.
После выгорания алюминиевого покрытия алюминиевая деталь не может привариться к стальному сердечнику.
Успех достигается только при направлении дуги в сторону от стали и соблюдении осторожности, чтобы расплавленный алюминий стекал на алюминизированную стальную поверхность. Даже при осторожности покрытие может начать пузыриться и трескаться, в результате чего соединение становится хрупким.
Вывод: Какой метод сварки алюминия со сталью лучше всего?Можно ли сваривать сталь и алюминий? Сварка алюминия и стали без дополнительного компонента практически невозможна . Алюминий может деформироваться или полностью расплавиться до того, как сталь достигнет своей точки плавления.
Наконец, биметаллические переходные вставки обеспечивают наилучшее соединение между алюминием и сталью. Предварительно склеенные вставки обеспечивают прочную структурную поддержку для большинства применений. От крепления алюминиевой трубы к стальной трубе до добавления алюминиевой рубки к стальной палубе на корабле — вы можете использовать биметаллические вставки для небольших или крупных проектов.
Недостаток заключается в том, что вам нужно найти вставки, которые соответствуют вашей механической конструкции, или изменить вашу конфигурацию, чтобы она соответствовала существующим вставкам.
Если вставки не соответствуют вашим конкретным потребностям, можно использовать покрытие или пайку материалов. Просто помните, что эти методы могут не обеспечивать самую сильную связь и требуют большего мастерства.
Вы также можете рассмотреть возможность переделки своей конструкции, чтобы исключить необходимость сварки алюминия со сталью. Если возможно, замените один из материалов или найдите способ соединить их с помощью механического крепления.
Рекомендуемая литератураМогут ли сварщики MIG сваривать алюминий? | Как успешно сварить алюминий?
Как сварить алюминий в домашних условиях >> Руководство для начинающих
Каковы преимущества и ограничения плазменно-дуговой обработки?
Сварка нержавеющей стали с алюминием Сварка >> Учебное видео
Сварка алюминия не сложная, просто другая изготовление прицепов и кузовов грузовых автомобилей.
Он видел, как производители использовали желательные характеристики алюминия — его легкий вес, высокую прочность, универсальность как экструзии, так и литья, а также коррозионную стойкость — и воспользовались улучшенной топливной экономичностью и превосходными возможностями переработки.
Наряду с этим он видел проблемы, с которыми приходится сталкиваться при сварке.
«Произошли изменения в культуре и в понимании разницы между сталью и алюминием — потому что они очень разные в том, что касается сварки», — говорит он. «Довольно часто считается, что сварить алюминий очень сложно, что на самом деле не так. Это просто другое. Как только вы поймете разницу, сварить его будет очень легко — гораздо проще, чем сталь».
Андерсон написал статью «Дуговая сварка алюминия в производстве грузовых прицепов: понимание характеристик оборудования и необходимость технического обучения».
Он говорит, что его личные интересы направлены на разработку и использование одного из наиболее традиционных методов сварки алюминия: дуговой сварки металлическим газом (GMAW) или сварки в среде инертного газа (MIG).
Некоторыми присущими сварке MIG алюминия проблемами, по сравнению со сваркой стали, являются: непровар, неполное проплавление в начале сварного шва и образование кратеров или концевых трещин на концах сварного шва. Он говорит, что в последнее время были усовершенствованы как источники питания, так и системы подачи, используемые для этого процесса сварки:
- Возможность подачи
Он говорит, что это способность последовательно подавать сварочную проволоку в катушке при сварке MIG, без перерыва.
«Самая частая проблема при переходе от сварки MIG стали к сварке MIG алюминия — это, пожалуй, самая распространенная проблема», — говорит он.
 «Возможность подачи — гораздо более важная проблема для алюминия, чем для стали. В первую очередь это связано с различием механических свойств материалов.
«Возможность подачи — гораздо более важная проблема для алюминия, чем для стали. В первую очередь это связано с различием механических свойств материалов.«Стальная сварочная проволока приспособлена, ее легче подавать на большее расстояние и она выдерживает гораздо большее механическое воздействие по сравнению с алюминиевой. Алюминий мягче, более подвержен деформации или стружке во время операции подачи и, следовательно, требует гораздо большего внимания при выборе и настройке системы подачи для сварки МИГ.
«Проблемы с подачей проволоки часто проявляются в форме неравномерной подачи проволоки или обратного прожога (приплавление сварочной проволоки к внутренней части контактного наконечника). Чтобы предотвратить чрезмерные проблемы с подачей такого рода, важно понимать всю систему подачи и ее влияние на алюминиевую сварочную проволоку».
Он говорит, что при запуске системы подачи со стороны катушки в первую очередь необходимо учитывать настройки тормоза.
 По его словам, натяжение тормоза должно быть сведено к минимуму. Требуется только достаточное тормозное давление, чтобы предотвратить свободное вращение катушки при остановке сварки.
По его словам, натяжение тормоза должно быть сведено к минимуму. Требуется только достаточное тормозное давление, чтобы предотвратить свободное вращение катушки при остановке сварки.«Электронные тормозные системы, а также электронные и механические комбинации были разработаны для обеспечения большей чувствительности тормозной системы», — говорит он. «Входные и выходные направляющие, а также вкладыши, которые обычно изготавливаются из металлического материала для сварки стали, должны быть изготовлены из неметаллического материала, такого как нейлон, чтобы предотвратить истирание и стружку алюминиевой проволоки.
«Были разработаны приводные валки, часто с контурами U-образного типа со скошенными и не острыми краями, которые являются гладкими, выровненными и обеспечивают правильное давление приводных валков. Чрезмерное давление приводного ролика может деформировать алюминиевую проволоку и увеличить сопротивление трения через вкладыш и контактный наконечник. Контактный наконечник I.
 D. и качество имеют большое значение.
D. и качество имеют большое значение.«Мы видим появление контактных наконечников, изготовленных специально для сварки алюминия, с гладкими внутренними отверстиями и отсутствием острых заусенцев на входном и выходном концах наконечников, которые могут легко срезать более мягкие алюминиевые сплавы. Алюминиевая сварочная проволока используется как в нажимных, так и в тянущих системах подачи; однако признаются ограничения, зависящие от области применения и расстояния подачи. Системы двухтактной подачи для алюминия были разработаны и усовершенствованы, чтобы помочь решить проблемы с подачей, и могут использоваться в более важных/специализированных операциях, таких как роботизированные и автоматизированные приложения».
- Функция горячего запуска
Он говорит, что алюминий имеет теплопроводность примерно в шесть раз больше, чем сталь, и из-за этой способности быстро отводить тепло от зоны сварки всегда существовала неотъемлемая проблема, особенно при начале сварки этого материала.
 Он добавляет, что нередко происходит неполное проплавление в начале сварки алюминия из-за высокой теплопроводности материала.
Он добавляет, что нередко происходит неполное проплавление в начале сварки алюминия из-за высокой теплопроводности материала.«Одним из методов, который теперь можно использовать для решения этой проблемы, особенно на более толстых алюминиевых профилях, используемых в конструкционных приложениях, является использование оборудования с функцией горячего пуска», — говорит он. «Эта функция может позволить пользователю программировать характеристики начального тока сварки независимо от общих параметров сварочного тока, тем самым предоставляя пользователю возможность начать сварку с более высокой плотностью тока в течение заданного периода времени, прежде чем перейти к общему режиму сварки. Условия для остальной части сварного шва.
«Это позволяет использовать более высокое тепловложение в начале сварки, что может помочь преодолеть значительный отвод тепла, связанный с этим материалом, до того, как область сварки нагреется в процессе сварки. Результатом этого метода является устранение или значительное снижение вероятности неполного сплавления в начале сварки и, таким образом, увеличение ожидаемого срока службы сварных компонентов, подвергающихся высоким нагрузкам или усталостным нагрузкам».

- Функция заполнения кратера
Он говорит, что другие характеристики алюминия, которые могут создавать проблемы при сварке, связаны с его тепловым расширением (которое примерно вдвое больше, чем у стали) и его усадкой при затвердевании (которое составляет 6% по объему). Это может увеличить как деформацию, так и размер кратера сварки.
«Одной из распространенных проблем при сварке алюминия является растрескивание кратера или то, что иногда называют растрескиванием концов», — говорит он. «При сварке MIG на обычном оборудовании после отпускания курка сварочной горелки дуга гаснет, и в сварочную ванну не добавляется дополнительный присадочный металл для заполнения кратера. Следовательно, если не принять никаких дополнительных мер предосторожности, останется большая воронка, которая будет иметь более высокую вероятность растрескивания.
«Кратеры могут быть серьезными дефектами, и большинство стандартов сварки требуют, чтобы они были заполнены и не имели трещин.
 Сливные язычки или другие методы обнаружения кратеров сварки на обрезках вдали от сварного шва обычно непрактичны. Однако, если размер сварочной ванны можно уменьшить до того, как дуга полностью погаснет, образующийся кратер может быть очень маленьким или почти полностью исчезнуть, и, следовательно, сварной шов может быть свободен от трещин.
Сливные язычки или другие методы обнаружения кратеров сварки на обрезках вдали от сварного шва обычно непрактичны. Однако, если размер сварочной ванны можно уменьшить до того, как дуга полностью погаснет, образующийся кратер может быть очень маленьким или почти полностью исчезнуть, и, следовательно, сварной шов может быть свободен от трещин.«В прошлом для решения этой проблемы с подключением использовался ряд методов сварки. Изменение направления движения в конце сварного шва, увеличение скорости движения для уменьшения размера кратера, а также обеспечение подходящего наращивания и повторного формования области кратера заподлицо с поверхностью сварного шва механическими средствами – вот некоторые из используемых методов. Эти методы часто трудно контролировать, они требуют специальной подготовки и не всегда достигают своей цели.
«В последнее время для сварки алюминия было разработано сварочное оборудование со встроенной функцией заполнения кратера. Эта функция предназначена для постепенного прекращения сварки путем уменьшения сварочного тока в течение заданного периода времени по мере завершения сварки.
 Эта функция может быть регулируемой, чтобы пользователь мог выбирать наиболее благоприятные условия окончания сварки и, таким образом, предотвращать образование кратера в месте окончания сварного шва. Испытания показали, что эта функция заполнения кратера чрезвычайно удобна для пользователя и очень эффективна в устранении проблемы растрескивания кратера».
Эта функция может быть регулируемой, чтобы пользователь мог выбирать наиболее благоприятные условия окончания сварки и, таким образом, предотвращать образование кратера в месте окончания сварного шва. Испытания показали, что эта функция заполнения кратера чрезвычайно удобна для пользователя и очень эффективна в устранении проблемы растрескивания кратера».
Андерсон говорит, что, несмотря на то, что более широкое использование сварки алюминия повысило спрос в отрасли на технически компетентный персонал, по-прежнему не хватает опытных инженеров-сварщиков, техников, инспекторов, контролеров и сварщиков, потому что сварка алюминия традиционно составляла небольшая часть всей сварочной промышленности.
В рамках своей роли в Техническом консультативном совете Университета штата Феррис, который выпускает наибольшее количество инженеров-сварщиков из всех колледжей США, Андерсон пытался помочь разработать учебную программу, в которой больше внимания уделяется алюминию. Его компания также проводит четырехдневные программы по технологии сварки алюминия на различных заводах, которые переходят от стали к алюминию.
Его компания также проводит четырехдневные программы по технологии сварки алюминия на различных заводах, которые переходят от стали к алюминию.
Сварка алюминия MIG для начинающих|YesWelder
перейти к содержаниюСварка алюминия сложнее, чем сварка стали, но у вас гораздо больше шансов получить качественные сварные швы, если вы изучите основы.
Сварка алюминия MIG проще, чем сварка алюминия TIG, и для этого требуется менее дорогое оборудование. Тем не менее, есть еще много переменных и областей, где вы можете ошибиться.
В этом руководстве по сварке алюминия методом MIG для начинающих вы узнаете, почему алюминий сложно сваривать, как настроить аппарат для сварки MIG, очистить алюминий и узнать об основных методах сварки алюминия.
Итак, приступим к основному пункту.
Почему сложно сваривать алюминий
Алюминий имеет большое сродство к кислороду, в результате чего его атомы соединяются с кислородом воздуха, образуя оксидный слой на поверхности алюминия. Этот оксид имеет более высокую температуру плавления, чем чистый алюминий под ним, и это первая проблема, с которой вы столкнетесь при сварке алюминия.
Этот оксид имеет более высокую температуру плавления, чем чистый алюминий под ним, и это первая проблема, с которой вы столкнетесь при сварке алюминия.
Чистый алюминий имеет температуру плавления 1200°F (650°C), а оксид на поверхности имеет температуру плавления 3700°F (2037°C). В двух словах это означает, что вы должны удалить оксидный слой, прежде чем пытаться сварить алюминий MIG.
Следующая проблема, с которой вы столкнетесь, это высокая проводимость алюминия. Этот металл быстро отводит тепло от сварного соединения. Это означает, что для сварки этого металла требуется большее количество тепла, чем для сварки мягкой стали.
Однако низкая температура плавления чистого алюминия в сочетании с необходимостью применения высокой температуры из-за высокой проводимости алюминия приводит к узкому диапазону рабочих температур. Это означает, что его легко прожечь или недостаточно нагреть, чтобы образовалась лужа.
Кроме того, алюминиевые сварные швы уменьшатся в объеме примерно на 6 процентов после того, как сварной шов остынет. Усадка может привести к трещинам из-за чрезмерной деформации соединения из-за возникающих напряжений.
Усадка может привести к трещинам из-за чрезмерной деформации соединения из-за возникающих напряжений.
Алюминий сильно подвержен загрязнению. Поэтому его необходимо тщательно очищать и сваривать в относительно чистой среде. Будьте осторожны с перекрестным загрязнением частицами металлической пыли в воздухе, такими как пыль из мягкой стали и искры.
Очистка алюминия перед сваркой MIG
Естественный оксидный слой на поверхности алюминия необходимо удалить перед сваркой. Но удалять этот слой сначала — не лучшая идея.
Во-первых, алюминиевую деталь необходимо очистить от грязи, масел и жира. В противном случае вы рискуете внедрить эти примеси в алюминиевую деталь, когда начнете удалять оксид алюминия.
Совет по безопасности: алюминий — немагнитный металл. Если в глаза попадет пыль или мусор, офтальмологам будет сложно оказать медицинскую помощь. Убедитесь, что вы носите все необходимое защитное оборудование, включая защиту для глаз.
Алюминий обычно чистят щеткой из нержавеющей стали. Однако вы должны использовать проволочную щетку, предназначенную только для алюминия. Если вы используете щетку, которой раньше чистили мягкую или нержавеющую сталь, вы загрязните алюминий, и сварной шов будет слабым из-за пористости.
Однако вы должны использовать проволочную щетку, предназначенную только для алюминия. Если вы используете щетку, которой раньше чистили мягкую или нержавеющую сталь, вы загрязните алюминий, и сварной шов будет слабым из-за пористости.
Также можно использовать специализированные шлифовальные круги для алюминия для удаления поверхностного окиси. Но использовать обычные шлифовальные круги не рекомендуется. Они быстро заполнятся алюминием, потому что алюминий мягкий и имеет низкую температуру плавления.
Этот металл также можно очищать сильной щелочью или кислотой, но перед сваркой его необходимо промыть и тщательно высушить. Но большинству сварщиков-любителей следует придерживаться ручной щетки для сварки MIG алюминия.
Защитное оборудование для сварки MIG алюминия
Как и при любом процессе дуговой сварки, MIG требует, чтобы вы носили сварочный шлем для защиты глаз и лица от вредного излучения. Вы также должны носить сварочные перчатки, сварочную куртку и как минимум фартук для защиты от радиации, высокой температуры и брызг расплавленного металла.
Использование сварочного респиратора также является хорошей идеей, особенно при сварке в неидеальной вентилируемой среде.
Убедитесь, что под сварочной маской надеты защитные очки, особенно при шлифовке или резке. Всегда соблюдайте кодекс и законы вашего региона. Помните, что сварка — отличное хобби, но также и опасное занятие, если вы не защищены.
Подготовка оборудования к сварке алюминия методом MIG
Теперь давайте рассмотрим все, что вам нужно знать, чтобы успешно сварить алюминий новичку. Мы расскажем об алюминиевой сварочной проволоке MIG, пистолете для катушки, защитном газе, сварочном аппарате, переносе распылением, подаче проволоки и других важных деталях.
Защитный газ
Сварка алюминия методом MIG в большинстве случаев требует использования 100% защитного газа аргона. Сварщики-любители не выиграют от любой другой газовой смеси, но вы должны знать, что добавление гелия может помочь вам добиться более глубокого проплавления очень толстых алюминиевых профилей.
Чистый аргон является наиболее популярным защитным газом, так как он обеспечивает отличный старт и стабильность дуги. Добавление гелия способствует проплавлению, но за счет стабильности дуги. Кроме того, он расширяет сварной шов. Таким образом, для большинства людей подходит чистый аргоновый защитный газ.
Выбор алюминиевой проволоки для сварки MIG
Выбор присадочной проволоки для алюминиевой сварки зависит от основного алюминиевого сплава и условий, которым будет подвергаться готовая деталь. Поэтому очень важно сопоставить присадочную проволоку с этими двумя переменными.
Наиболее часто используемыми алюминиевыми сварочными проволоками MIG являются ER4043 и ER5356.
ER4043 — это универсальная сварочная проволока MIG, используемая для сварки алюминиевых сплавов 2014, 3003, 3004, 4043, 5052, 6061, 6062 и 6063. Сварные швы обладают высокой пластичностью и отличной стойкостью к растрескиванию. Кроме того, проволока содержит добавки кремния, которые снижают температуру плавления и повышают текучесть сварочной ванны.
ER5356 содержит добавки магния для повышения прочности на растяжение, но в отличие от ER4043, ER5356 имеет более низкую стойкость к растрескиванию при сварке. ER5356 сваривает алюминиевые сплавы 5050, 5052, 5056, 5083, 5086, 5154, 5356, 5454 и 5456.
Пистолет с катушкой или графиновый вкладыш для горелки MIG
Вы можете успешно сваривать MIG алюминий без шпульного пистолета, если используете графеновый вкладыш для горелки MIG и несколько других деталей, которые может указать производитель сварочного аппарата MIG.
Ручной пистолет также является опцией, но требует дополнительных затрат. Пистолет с катушкой имеет систему катушки, прикрепленную к горелке MIG, и приводной ролик подачи проволоки. Таким образом, алюминиевая проволока не должна перемещаться с катушки с проволокой внутри сварочного аппарата и, возможно, вызывать вложенность проволоки. Преимуществом шпульного пистолета является повышенная надежность. Тем не менее, недостатком является более высокая стоимость и невозможность доступа в труднодоступные места из-за прикрепленной к нему большой катушки.
Некоторые сварочные аппараты, такие как сварочный аппарат YesWelder 250A Aluminium MIG Welder, совместимы с катушечным пистолетом. Использование защитного газа, состоящего из 100 % аргона, U-образного валика, наконечников A+ и графенового вкладыша обеспечит хорошие результаты при сварке MIG алюминия любителями.
Для сварки алюминия методом MIG требуется установка графенового вкладыша или катушечного пистолета. Это связано с тем, что алюминиевая проволока мягкая и может легко перегибаться при обычной подаче проволоки, предназначенной для проволоки из мягкой стали.
Получение струйного переноса при сварке MIG алюминия
При сварке MIG можно использовать режим переноса металла шаровым, коротким замыканием или распылением. Тем не менее, MIG-сварка алюминия лучше всего достигается с помощью распыления.
Распылительный перенос требует высокой скорости перемещения и подачи проволоки. В нем используются высокие значения силы тока и напряжения, что приводит к образованию крошечных капель расплавленного металла поперек дуги. Дуга постоянно горит, а скорость наплавки металла высокая. Эффективность использования проволоки также выше, чем при шаровом замыкании или коротком замыкании, потому что при разбрызгивании теряется очень мало присадочного металла.
Дуга постоянно горит, а скорость наплавки металла высокая. Эффективность использования проволоки также выше, чем при шаровом замыкании или коротком замыкании, потому что при разбрызгивании теряется очень мало присадочного металла.
Для обеспечения переноса распылением при сварке MIG алюминия необходимо настроить скорость подачи проволоки и напряжение для совместной работы. Ни один из них не должен быть слишком низким или слишком высоким по сравнению с другим. Лучше всего использовать рекомендуемые настройки сварочного аппарата MIG и точно настроить их в соответствии с вашими личными предпочтениями.
Как новичок вы должны знать, что если вам нужно увеличить скорость подачи проволоки и напряжение для сварки более толстых участков, вы должны пропорционально увеличить оба параметра. Кроме того, лучше начинать с более низкого напряжения, чем со слишком высокого напряжения, потому что наконечник горелки MIG может выйти из строя и его потребуется заменить. Затем постепенно увеличивайте напряжение на испытательном алюминиевом образце, пока не почувствуете его.
С другой стороны, если вы работаете слишком сильно и прожигаете алюминий, уменьшите скорость подачи проволоки и напряжение, но опять же с упором на то, чтобы сначала проверить более низкие напряжения. Как только вы освоитесь в этом, вам не нужно будет делать пробные сварные швы.
Предварительный нагрев алюминия
Обычно в профессиональных условиях нет необходимости предварительно нагревать алюминий. Тем не менее, вы можете извлечь выгоду из предварительного нагрева при сварке алюминия методом MIG в небольших сварочных мастерских или для любителей. Использование стандартного бутона розы для предварительного нагрева примерно до 200 ° F поможет вам сваривать более толстые материалы и массивные алюминиевые секции.
Поскольку алюминий обладает высокой электропроводностью, иногда сложно сваривать более толстые детали на стандартном оборудовании. В профессиональной среде сварка более толстого алюминия выполняется с помощью дорогостоящего оборудования с высокой силой тока и не требует предварительного нагрева, но у большинства людей нет необходимости или ресурсов для сварщиков промышленного уровня.
Никогда не нагревайте до температуры выше 200°F, поскольку алюминий теряет механические свойства при слишком сильном воздействии тепла. Таким образом, сведите предварительный нагрев к минимуму и применяйте его только в случае необходимости.
Сварка алюминия методом МИГ
Для достижения наилучшего качества сварки алюминия методом МИГ следует использовать метод сварки проталкиванием. Отталкивание сварочной горелки MIG от ванны вместо ее вытягивания приводит к более качественной очистке, лучшему покрытию защитным газом и уменьшению загрязнения сварного шва.
Поскольку температурный диапазон между низкой температурой плавления алюминия и высокой теплопроводностью является узким, что требует высокой подводимой энергии, сварку необходимо проводить быстро и в горячем состоянии. Это означает использование высокой скорости перемещения, поскольку в противном случае вы рискуете прожечь металл, особенно при сварке тонких листов алюминия. Кроме того, поскольку вся алюминиевая деталь нагревается во время сварки, вам придется еще больше увеличить скорость перемещения.
Если вам нужно сваривать медленнее, вы можете использовать теплоотвод для поглощения избыточного тепла, отводимого от сварного шва.
При сварке MIG алюминия с переносом напыления, как обсуждалось выше, вам понадобится более длинный выступ проволоки. Это расстояние между кончиком проволоки и металлической деталью. В этом случае у вас должен быть примерно 3/4 дюйма выступа проволоки. Использование более короткого выступа приводит к подгоранию наконечников и затрудняет поддержание стабильного переноса распыления. около 1/8 дюйма внутри сопла. Поскольку сварочная ванна и тепло, отражающееся от нее, сильно нагреваются, держите контактный наконечник ближе, чем это увеличивает вероятность обратного пригорания проволоки к нему.
Перемещение вокруг детали приведет к распространению тепла, что полезно, если вы хотите уменьшить деформацию тонких алюминиевых деталей и расплавить их. Поэтому, если возможно, целесообразно разбивать сварные швы на несколько этапов.
Заключение
Сварка алюминия в среде инертного газа – сложная задача, но с небольшой практикой вы сможете добиться хороших результатов. После нескольких выполненных проектов вы почувствуете себя увереннее и улучшите свои навыки.
Соединение алюминия с помощью процесса сварки MIG проще, чем сразу приобрести аппарат для сварки TIG на переменном токе, но он обеспечивает меньшую технологичность и регулировку. Итак, после того, как вы освоите этот метод, возможно, вам стоит попробовать сварку алюминия методом TIG на переменном токе.
Всегда помните о мерах безопасности при сварке, независимо от процесса или выполняемой работы. Сварка алюминия так же опасна, как сварка MIG мягкой стали, если не соблюдать необходимые меры предосторожности. Носите надлежащие средства индивидуальной защиты и соблюдайте инструкции по эксплуатации сварочного аппарата и другого оборудования.
15 комментариев
Назад к YesWelder
YesWelder MP200 Vs. CT2050 — Характеристики по сравнению с моделью
Сварка MIG и MAG – есть ли разница?
{{ tier_title }}
“,”reward_you_get_popup”:”Вы получаете”,”reward_they_get_popup”:”Они получают”,”reward_free_shipping_popup”:”Вы получаете скидку на бесплатную доставку\r\n Они получают скидку на бесплатную доставку”,”reward_you_get_free_popup “:”Бесплатная доставка”,”popup_item_tier_benefits_title”:”Преимущества”,”popup_item_tier_benefits_next_tier”:”Следующий уровень”,”popup_item_tier_benefits_list_of_tiers”:”Список уровней”,”reward_tier_achieved_on”:”Достигнуто {{ month }} {{ day } }, {{ year }}”,”reward_tier_multiply”:”Множитель”,”reward_tier_multiply_points”:”{{multiply_points }}x”,”earn_tier_more_points”:”Заработано {{ more_points }}/{{ next_tier_points }} {{ points_name }}”,”reward_as_discount”:”{{ сумма }} скидка”,”reward_as_points”:”{{ сумма }} {{ points_name }}”,”reward_as_gift_card”:”{{ сумма }} подарочная карта”,”flexible_discount “:”Скидка”,”flexible_discount_price”:”Цена со скидкой”,” available_discount_title”:”В данный момент у вас нет доступных наград”,”reward_your_tier”:”Ваш уровень:”,”reward_next_tier”:”Нет уровень xt:”,”reward_page_confirm”:”Подтвердить обмен”,”reward_redeem_cancel”:”Отменить”,”reward_redeem_confirm”:”Подтвердить”,”reward_page_earn_points”:”Заработать баллы”,”reward_not_enough_points”:”Недостаточно баллов”,” select_rewards”:”Выберите награду”,”reward_birthday”:”День рождения”,”reward_enter_birthday”:”Введите день рождения”,”reward_please_enter_birthday”:”Пожалуйста, укажите день рождения”,”reward_enter_valid_birthday”:”Введите правильную дату дня рождения”,” warning_title_for_reward”:”К сожалению, похоже, что программа лояльности и вознаграждений недоступна для этой учетной записи. “,”warning_title_for_reward_requirelogin”:”Чтобы принять участие в нашей программе лояльности и вознаграждений, вы должны сначала подтвердить свою учетную запись. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.”,”reward_notifications_earned_points”:”Вы заработали {{ points_name }}!”,”reward_notifications_spend_your_points”:”Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}”,”reward_activity_reset_points”:”Сбросить баллы”,”reward_activity_reset_tiers”:”Сбросить уровни”,”reward_activity_reset_tiers_description”:””,”reward_notifications_you_have”:”У вас есть {{ points_name }}”,”reward_notifications_discount_check”:”Используйте скидку на странице оформления заказа”,”reward_notifications_add_discount_to_your_cart”:”У вас есть доступная скидка. Добавьте скидку в корзину!”,”reward_discount_unavailable”:”Скидка недоступна”,”reward_program_emails”:”Письма по бонусной программе”,”reward_title_earn_for_place_order”:”Купите этот товар и заработайте {{ points_count }} {{ points_name }}”,” награда_title_earn_for_place_order_on_cart_or_checkout”:”Вы зарабатываете {{points_count}} {{points_name}} за эту покупку”,”reward_save_btn”:”Сохранить”,”reward_delay_points_pending_status_rule”:”В ожидании”,”referral_page_inviting_text”:”Пригласив друга”,” referral_page_your_benefit”:”Ваша выгода”,”referral_page_your_friends_benefit”:”Привилегия вашего друга”,”referral_page_get”:”Получите”,”referral_page_no_reward_text”:”похвалите, пригласив своих друзей!”,”referral_link”:”Реферальная ссылка”,”copy_link “:”Копировать ссылку”,”referral_page_share_title”:”Поделиться в социальных сетях”,”referral_page_active_discounts”:”Активные скидки”,”claim_referral”:”Claim”,”referral_notification_label”:”Пожалуйста, введите адрес электронной почты, чтобы получить подарок”, “email_sent_successfully”:”Ваше письмо успешно отправлено полностью!”,”referral_page_share_link_not_log_in”:”Войдите, чтобы начать делиться ссылкой”,”reward_activities_order_refund”:”Возврат заказа”,”reward_activities_order_updated”:”{{rule_title}} (Заказ обновлен)”,”activity_refund_earn_point”:”-{ { points_count }} {{ points_name }}”,”activity_refund_earn_points”:”-{{ points_count }} {{ points_name }}”,”activity_order_tier_lowered”:”Уровень понижен ({{ tier_title }})”,”order_refunded_activity_spend”:” +{{ points_count }} {{ points_name }}”,”reward_activity_discount_refund”:”Возврат скидки”,”reward_activity_gift_card_refund”:”Возврат подарочной карты”,”refund_tier_activity_discount_refund”:”Возврат скидки ({{ Discount_code }})”,”referrer_guest_notify_message “:”Зарегистрируйтесь, чтобы получить скидку”,”reward_sender_block_list_in_referral_program”:”К сожалению, эта реферальная ссылка больше не активна”,”referral_title_history”:”История”,”referral_not_allowed_to_use_referral_program”:”Вам не разрешено использовать реферальную программу”, “referral_no_activity”:”Нет активности”,”referral_history_c ustomer_name”:”Имя”,”referral_history_customer_email”:”Электронная почта”,”referral_history_status”:”Статус”,”referral_history_date”:”Дата”,”order_redeem_discount_name”:”Скидка на заказ ({{ name_order }})”, “discount_expire_in_day”:”Скидка действует через {{ days_count }} день”,”discount_expire_in_days”:”Скидка действует через {{ days_count }} дней”,”activity_discount_expired_code”:”Скидка истекает {{ code }}”,”activity_discount_expired”: “Срок действия скидки истек”,”current_balance”:”Текущий баланс”,”birthday_gift_multiply_message”:”Баллы за каждый заказ, сделанный в день вашего рождения, будут умножены на {{multiply_points }}!”,”your_discount_code”:”Ваш код скидки:”, “verify_account_message”:”Чтобы получить вознаграждение за создание учетной записи, подтвердите свой адрес электронной почты.
“,”verify_account_email_is_send_massage”:”Письмо с подтверждением отправлено, , пожалуйста, проверьте свой почтовый ящик.”,”verify_account_button”:”Подтвердите аккаунт”,”spending_card”:”Карта правила расходов”,”minimum_purchase”:”Требуется минимальная покупка {{ Discount_amount }}”,”tier_info”:”Информация об уровне” ,”completed_rule”:”Выполненное правило”,”earning_rule”:”Правило заработка”,”reward_popup”:”Всплывающее окно вознаграждения”,”birthday_field”:”Поле дня рождения”,”shop_it”:”КУПИТЬ”,”назад”: “Назад”,”click_for_sound_on”:”Нажмите, чтобы включить звук”,”click_for_sound_off”:”Нажмите, чтобы отключить звук”,”view_on_instagram”:”Посмотреть в Instagram”,”view_on_tiktok”:”Посмотреть в Tiktok”,”instagram_gallery”: “Галерея Инстаграм”}
Ноу-хау в области алюминия – Производительность сварки
В сообществе сварщиков имеется некоторая дезинформация или недостаток информации об алюминии. Алюминиевые конструкции не обязательно сложнее проектировать или сваривать, чем стальные, они просто другие.
И слишком часто эти различия не учитываются. В этой статье представлены лишь некоторые из распространенных ошибок, которых следует избегать сварщикам для достижения более качественной сварки алюминия, независимо от того, выполняется ли сварка TIG или MIG.
Различия свойствПри сварке алюминия проектировщик и сварщик не могут предполагать, что свойства основного материала и свойства сварного шва равны. В случае стали сварной шов можно сделать таким же прочным, как и основной материал, но в случае с алюминием это не так. В большинстве случаев сварной шов алюминиевого сплава слабее свариваемого сплава.
«Сварной шов не такой прочный, как основной материал, чего многие люди не осознают, — говорит Франк Г. Армао, директор по алюминиевым технологиям в Lincoln Electric Co. — Тепло от сварки влияет на свойства исходного материала. Редко когда вы можете сделать сварной шов таким же прочным, как основной материал, когда вы свариваете алюминий».
Требуемые сварочные токи и напряжения для сварки алюминия выше, чем для стали, поэтому сварщикам действительно требуется мощное оборудование для сварки алюминия.Сварка по-разному влияет на две классификации алюминиевых сплавов, термообрабатываемые и нетермообрабатываемые. Серии термообрабатываемых алюминиевых сплавов — 2000, 6000 и 7000, а нетермообрабатываемые сплавы — 1000, 3000, 4000 и 5000. где-то между 325 F и 400 F. Но при сварке материал вокруг сварного шва становится намного горячее, чем 400 F, поэтому материал имеет тенденцию терять некоторые из своих механических свойств. Если сварщик выполняет термообработку после сварки, свойства термообрабатываемого алюминиевого сплава могут быть улучшены, но если нет, то область вокруг сварного шва становится значительно слабее, чем остальная часть алюминия.
Алюминиевые сплавы, не подлежащие термообработке, упрочняются путем их деформационного упрочнения, что вызывает физические изменения в материале. «Но когда вы свариваете сплав, подвергнутый холодной обработке, зона термического влияния (ЗТВ) сварного шва возвращается к свойствам после слабого отжига», — говорит Армао. Таким образом, сварщик может сделать сварной шов таким же прочным, как основной материал, только в случае нетермообрабатываемых сплавов, когда он начинает с отожженного материала. Но в большинстве случаев сниженные свойства приемлемы.
«Две недели назад я работал на флоте, — говорит Армао. «Многие судовые алюминиевые сплавы не подлежат термической обработке, и мы работали с 5083-h26, прочность которого после холодной обработки составляет около 50 тысяч фунтов на квадратный дюйм. Но отожженные свойства составляют всего около 40 тысяч фунтов на квадратный дюйм, поэтому, когда вы его сварите, вы получите HAZ, который составляет 40 тысяч фунтов на квадратный дюйм. Но часто дизайнеры этого не понимают. Они рассчитаны на 50 тысяч фунтов на квадратный дюйм, и сварные швы выходят из строя. На самом деле это очень распространено».
Требуется для тяжелых условий эксплуатацииАлюминий имеет низкую температуру плавления – 1200 F по сравнению с 2600–2700 F для стали. «Люди склонны думать, что из-за такой низкой температуры плавления они могут использовать легкое оборудование для сварки алюминия, что неверно», — говорит Армао.
Теплопроводность алюминия в пять раз выше, чем у стали, а это означает, что тепло рассеивается очень быстро. При сварке алюминия, как только добавляется тепло, материал пытается его отвести. Следовательно, требуемые сварочные токи и напряжения для сварки алюминия выше, чем для стали, поэтому сварщикам действительно требуется мощное оборудование для сварки алюминия.
«Обычно, если вы хотите сварить алюминий толщиной 1/2 дюйма или более, вам понадобится аппарат на 300 ампер, будь то сварка TIG или MIG», — отмечает Армао.
Кроме того, из-за низкой температуры плавления при сварке алюминия обычно используются горелки с водяным охлаждением. «Если вы выполняете сварку TIG или MIG силой тока более 200 ампер в производственных условиях, вам необходимо использовать горелки и горелки с водяным охлаждением, — говорит Армао. Горелки с водяным охлаждением позволяют сварщику использовать более высокую силу тока для более продолжительного рабочего цикла. Горелки с воздушным охлаждением перегреваются при использовании при более высокой силе тока и рабочих циклах, необходимых для производственной работы.
Не все сварочное оборудование MIG, подходящее для стали, подходит для алюминия. В то время как большинство людей используют перенос короткой дугой, когда они сваривают сталь MIG, перенос струйной дуги всегда рекомендуется для алюминия.
«Короткая дуга никогда не рекомендуется для алюминия», — говорит Армао. «Токи слишком малы, чтобы генерировать достаточно тепла в материале, чтобы гарантировать хорошее плавление, и вы, как правило, получаете дефекты сварки».
Перенос струйной дуги представляет собой плавный перенос капель расплавленного металла с конца электрода в расплавленную ванну. Однако в переносе струйной дуги участвует большое количество тепла, что создает большую сварочную ванну с хорошим проплавлением. Это может быть трудно контролировать, и его нельзя использовать для алюминия тоньше 3/16 дюйма.
«Но импульсная сварка MIG позволяет получить перенос струйной дуги при гораздо более низком среднем токе, поэтому теперь вы можете сваривать MIG алюминий практически любой толщины. вы хотите», — отмечает Армао.
«Многие люди совершают ошибку, предварительно нагревая каждый свариваемый кусок алюминия, что не обязательно, если у вас есть соответствующее оборудование», — говорит Армао. «Люди увлекаются предварительным нагревом, особенно термообрабатываемых сплавов. Предварительный нагрев в абсолютном смысле не так уж и плох, если вы его контролируете. Поскольку последний этап термообработки нагревается до температуры от 325 F до 400 F, 200 F — это столько, сколько вам нужно для предварительного нагрева. Если вы предварительно нагреете до 600 F, вы не будете знать, какими свойствами вы обладаете, потому что механические свойства алюминия изменяются».
Предварительный нагрев нетермообрабатываемых алюминиевых сплавов не столь вреден, так как не оказывает существенного влияния на механические свойства.
«Проблема, с которой я столкнулся в производственной среде, — добавляет он, — заключается в том, что если у вас есть 100 сварщиков в вашем цеху и вы говорите им, чтобы они предварительно нагревались, но не превышали 200 F, всегда будет пара Ребята, если 200 F хорошо, то 600 F лучше. Поэтому его трудно контролировать в производственной среде».
Исключение составляет сварка толстого куска алюминия с тонким. Для двух разных толщин стандартный метод заключается в предварительном нагреве толстого куска.
Вопросы анодированияПри сварке анодированного алюминия чаще всего используется сварка TIG. Оксид алюминия является электрическим изолятором, и поскольку анодированное покрытие довольно толстое, может быть трудно зажечь дугу. Если люди попытаются сварить анодированное покрытие, сварной шов станет липким и пористым. Поэтому для большинства сварщиков Армао рекомендует шлифовать или шлифовать анодированное покрытие в этой области. Затем сварщик может сварить эту область, как любой алюминий, хотя сварной шов выглядит иначе, чем остальная часть детали, потому что он не анодирован.
Существует процедура, используемая для сварки анодированного покрытия, которое сохраняет внешний вид анодированного покрытия. «Но он специализированный, и его нелегко освоить», — говорит Армао. Эта процедура чаще всего используется в морской индустрии.
Другие соображения для сварщиков включают сварку алюминия методом TIG с полярностью переменного тока. Сварка на постоянном токе затрудняет удаление слоя оксида алюминия. Исключение составляет сварка TIG тяжелого алюминия, например, блоков цилиндров, где постоянный ток обеспечивает более глубокое проплавление.
The Lincoln Electric Co.
Почему алюминий так трудно сваривать?
Алюминий быстро становится популярным металлом в производстве. Он легкий, не вызывает коррозии и имеет привлекательный внешний вид, что делает его идеальным материалом для многих проектов. Однако многие из тех же свойств, которые делают алюминий отличным вариантом для изготовления, также являются причинами, по которым с ним может быть трудно работать.
Хотя может показаться заманчивым предположить, что принципы сварки можно обобщить для целого ряда металлов, это далеко не так. Сварка связана с химией, и каждый металл обладает уникальными химическими свойствами, которые требуют особых процессов. Алюминий не ведет себя так, как другие металлы во время сварки, поэтому может быть сложно определить ход и качество сварки.
Проще говоря, алюминий плохо поддается сварке, потому что он мягкий, очень чувствительный металл, изолированный более прочным оксидным слоем. Алюминий очень чувствительны к примесям в расплавленном состоянии, что увеличивает риск со слабыми, пористыми сварными швами. Низкая температура плавления и отличные тепловые характеристики. проводимость создают гораздо меньшее окно работоспособности, чем вы могли бы получить с металл как сталь. Это маленькое окно в сочетании с недостатком визуального восприятия алюминия. показаний, может затруднить оценку хода сварки.
“Первый день в школе” (CC BY 2.0) Aiko, Thomas & Juliette+Isaac
Специальные инструменты и методы необходимы для эффективного изучения некоторых более сложных свойств алюминия. Однако вам не нужно быть мастером-сварщиком, чтобы научиться работать с алюминием. Нужно просто понять материал — почему он действует так, а не иначе и что вы можете сделать, чтобы работать с ним наиболее эффективно. Обладая этими знаниями и практикой, любой может научиться сваривать алюминий как профессионал.
Сталь и алюминий по-разному реагируют на тепло, что затрудняет передачу принципы сварки от одного к другому совсем не бесшовные. Для начинающих, температура плавления алюминия значительно ниже, чем у стали, 1221 F (660,3°C) и 2500°F (1370°C) соответственно.
Сталь во время сварки проявляет характерные признаки, которые помогают вам ориентироваться
процесс. При нагревании материал меняет цвет, светится, а затем
идет расплавленный. Steel дает вам указания, когда добавлять материалы и двигаться дальше.
Алюминий нет. Материал просто становится блестящим при нагревании. Это отсутствие
визуальные индикаторы могут затруднить распознавание этапов, на которые вы смотрите
для процесса нагрева. Как только вы поработаете с алюминием достаточно, чтобы
зная его поведение, улавливать эти сигналы становится легче. Обучение
сварка алюминия — это просто новый опыт обучения.
Большинство сварочных инструментов и методов предназначены для работы со сталью, а не с алюминием. Позже мы более подробно обсудим, какие именно машины и методы хорошо подходит для сварки алюминия.
Что делает алюминий таким сложным? работать с? ОкислениеАлюминий обладает естественными некоррозионными свойствами, что может сделать сварку процесс немного сложнее. Поверх алюминия находится слой толщиной около 4 нм, образуются в результате воздействия воды или воздуха. Это оксид алюминия, очень стабильный материал, который предотвращает дальнейшую коррозию или окисление металл. Помните, что температура плавления алюминия составляет 1221 F (660,3 C)? Хорошо плавится оксид алюминия при значительно более высокой температуре — 3762 F (2072 С) если быть точным.
Слой оксида алюминия служит изолятором для алюминия внутри,
что затрудняет прямое применение тепла. Плавление через окисленное
слой требует сильного нагрева, но это тепло может так же быстро прожечь дыры в
алюминий снизу. Это является причиной очень маленького окна
работоспособность отмечена ранее.
Крайний случай этого защитного слоя называется анодированным алюминий. Анодирование – это тщательно контролируемое промышленное окисление. процесс, применяемый к алюминию. Более толстый и пористый слой обеспечивает еще большую защищает от коррозии и создает идеальную поверхность для краски и герметика. Бейсбольные биты — отличный пример анодированного алюминия. В то время как есть много преимущества использования анодированного алюминия для определенных проектов, это чрезвычайно сложно сварить. На самом деле, настоятельно рекомендуется этого не делать.
Примеси Алюминий — очень чувствительный металл. Он гораздо более восприимчив к загрязнениям.
чем многие другие материалы, что делает его очень легко скомпрометированным. Есть
количество способов, которыми алюминий может испортиться и создать проблемы во время сварки. Чтобы этого избежать, необходимо тщательно очищать алюминий от примесей.
как его оксидированный слой перед сваркой. Если чистый металл используется неправильно
вдали, его необходимо правильно хранить, чтобы предотвратить попадание воздуха, грязи и воды.
загрязняя его снова. Хранение алюминия при комнатной температуре помогает предотвратить
любое окисление, которое может произойти в результате реакции на конденсацию. Алюминий, имеющий
были правильно очищены и хранились, хранится не более нескольких дней,
хотя всегда полезно очищать материал непосредственно перед его использованием.
для обеспечения наилучшего качества.
Вы рискуете ослабить структурную стабильность сварного шва, если алюминий не подвергался надлежащей очистке и/или хранению. Это верно для базы материал, а также присадочные металлы.
Пористость и горячее растрескивание Расплавленный алюминий поглощает водород с возрастающей скоростью по мере нагревания —
чем горячее жидкий алюминий, тем больше водорода он поглощает. водород начинает выделяться обратно по мере затвердевания металла, образуя пузырьки
внутри материала. Эти пузырьки воздуха делают затвердевший металл пористым.
и слабый. Без использования надлежащего защитного газа микроотверстия, образованные
примеси будут саботировать прочность соединения.
Хотя водород не вызывает растрескивания алюминия, как это происходит в стали, алюминий представляет опасность перегрева растрескивание. Правильный выбор присадочного металла и конструкции шва может минимизировать этот риск. Соображения по выбору лучшего присадочного металла для вашего проект должен включать желаемую отделку, прочность и антикоррозийные свойства среди прочих. Обратитесь к таблице алюминиевых наполнителей, чтобы выбрать наилучший вариант. для данного проекта и выбирается желаемый результат.
Визуализация и толщина Как и в любом проекте, толщина материала влияет на то, как вы
подойти к сварным швам. Алюминий может быть особенно сложным в этом отделе. В связи
низкой температуре плавления и отсутствию четких визуальных ориентиров при работе с
различная толщина материала может иметь тенденцию вызывать разочарование при
первый. Потому что для разрушения оксида алюминия требуется так много тепла.
создать сплав, более тонкий материал может превратиться из готового в разрушенный в течение
секунды.
С другой стороны, более толстый металл может создавать видимость хорошего сварного шва, даже если металл не был достаточно проплавлен для правильного плавления. В результате получается слабый сварной шов, который может сломаться. Опыт является самым большим преимуществом в работе с алюминием различной толщины. Чем лучше вы понимаете, как ведет себя металл, тем больше у вас шансов получить правильный сварной шов для любой толщины материала.
Лучшие методы сварки Алюминий Очистка Первым шагом к успешной сварке алюминия является очистка материала
тщательно. Поскольку алюминий очень чувствителен к примесям, подготовка
металл правильно может иметь огромное значение в качестве сварного шва. Начните с обезжиривания
металл, прежде чем использовать средство для удаления оксидов или щетку из нержавеющей стали, чтобы очистить
внешний слой из оксида алюминия. Если вы используете щетку из нержавеющей стали, убедитесь, что она
использовался/будет использоваться только для алюминия, чтобы предотвратить загрязнение. Не забудьте хранить
подготовленный алюминий правильно, иначе вам придется начать
процесс заново. Также важно убедиться, что алюминий находится в помещении.
Температура перед сваркой. Это предотвратит образование конденсата на
металла, заставляя алюминий восстанавливать окисленный слой.
Большинство сварочных аппаратов предназначены для стали, поэтому важно убедиться, что вы иметь подходящую машину для сварки алюминия — сварочные аппараты TIG и MIG — лучшие варианты для этой работы.
- ВИГ: ВИГ на переменном токе — отличный инструмент для сварки алюминия, поскольку переменный ток по существу «счищает» окисленный слой с алюминия во время сварки. Высокочастотный TIG на переменном токе обеспечивает надлежащее проникновение тепла, что приводит к более ровному сварному шву.
- MIG: Механизм подачи проволоки (MIG) — еще один инструмент, хорошо подходящий для работы с алюминием. Однако вам нужно будет найти отдельные инструменты со специальными возможностями, такие как шпулемет, чтобы эффективно сваривать металл. Также важно выбрать защитный газ, который предотвратит риск пористости алюминия. Гелий и аргон — два варианта, которые минимизируют этот риск. При использовании гелия необходимо применять более высокое напряжение из-за более высокого потенциала ионизации газа. Это относится как к TIG, так и к MIG 9.0278
Правильный выбор
присадочный металл, соответствующий вашему основному сплаву и дающий вам право
properties для вашего проекта имеет важное значение, чтобы избежать взлома. Есть 4
семейства алюминиевых сплавов, из которых можно выбрать присадочный металл.
- 1XXX – 99% или более алюминия
- 2XXX – сплавы меди
- 4XXX – сплавы кремния
2 Просмотр таблицы с подробными сведениями о свойствах каждого сплава семья поможет вам наилучшим образом выбрать присадочный металл.
Шлифование Правильный выбор шлифовального круга, особенно для более мягких металлов
таких как алюминий, латунь и медь, также помогут обеспечить качество сварных швов.
правильно. Поскольку алюминий — такой мягкий металл, он расплавится, если не использовать его.
правильный диск. Это может не только испортить сварной шов, но и склеить диск.
и испортить свой инструмент. Те же шлифовальные диски, которые используются для стальных проектов, не могут быть
используется для алюминия. Помимо риска расплавления алюминия и разрушения
инструмент, диски, уже использованные на стали, загрязнят алюминий. Никогда не делиться
шлифовальные диски между проектами с использованием алюминия и других металлов.
Так же, как алюминий дает менее очевидные визуальные сигналы во время при сварке, при шлифовке тоже выглядит иначе. Алюминий не сбрасывает искрит так же, как и сталь. Это может затруднить определение того, насколько вы притираются. Важно знать об этом и корректировать соответствующим образом. для обеспечения правильно выполненных сварных швов.
Технологии- Стрингер : Использование стрингера позволяет лучше накапливать тепло. Это приводит к гораздо лучшему сварному шву, чем вы могли бы получить, используя технику плетения на алюминии. Как упоминалось ранее, превосходные свойства теплопроводности алюминия делают необходимым воздействие на металл очень высокой температурой. Эти методы обеспечат проникновение тепла и правильное плавление.
- Толкай, не тяни: При сварке MIG на алюминии также важно избегать использования угла перетаскивания или метода натяжения. Недостаточное покрытие газом, создаваемое этими методами, создает серьезные проблемы для алюминия, поскольку он очень чувствителен к примесям. Полученные сварные швы будут пористыми и визуально непривлекательными. В то время как закопченный внешний вид сварного шва можно сделать более эстетичным, точечные отверстия, созданные захваченными примесями, необратимо ослабляют структуру сварного шва.
Толчок Методика решает эти проблемы, обеспечивая полную подачу защитного газа. защищает расплавленный алюминий от примесей.
АксессуарыПоскольку визуальные признаки алюминия очень тонкие, хороший шлем с четкие, качественные линзы могут иметь огромное значение. уже достаточно сложно читайте поведение материала, размытая линза только усугубляет процесс трудно измерить.
Также важно отметить, что алюминий не магнитится. Если ты полагаясь на любой из ваших инструментов, таких как магниты сварочного зажима, чтобы прилипнуть к материал, они не будут.
Зачем использовать алюминий? Вы можете спросить: «Если с алюминием так сложно работать, неужели он действительно
стоит ли тратить время и ресурсы на обучение сварке?» Ответ
– твердое «да».
Как бы трудно ни было поначалу работать, есть много стимулов для учимся сваривать алюминий. Те же уникальные свойства, которые делают его сложным для сварки также являются значительными преимуществами выбора металла для определенных проекты.
- Некоррозионные свойства : То же самое естественное окисление, которое может вызвать головную боль в процессе сварки, на самом деле является значительным преимуществом использования алюминия. Это особенно верно при изготовлении деталей, которые будут подвергаться воздействию агрессивных элементов.
- Легкий материал : Алюминий имеет лучшее отношение прочности к весу (КСВ), чем сталь. В то время как сталь прочнее и менее подвержена деформации при экстремальных нагрузках, КСВ алюминия делает его идеальным выбором для многих проектов, требующих хорошего баланса прочности и веса.
- Проводник: Хотя алюминий не так хорошо проводит тепло, как медь, его низкая цена и малый вес делают его очень популярным материалом для изготовления радиаторов.
- Косметика: Алюминий часто выбирают из-за его косметических качеств, включая его способность эффективно впитывать краску и герметик после анодирования.
- Пригоден для вторичной переработки: Алюминий легко и дешево перерабатывается, что делает его предпочтительной альтернативой более дорогим и сложным материалам, таким как сталь.
- Температура: Хотя алюминий имеет значительно более низкую температуру плавления, чем сталь, он становится прочнее и стабильнее по мере снижения температуры поверхности. Сталь, с другой стороны, становится более хрупкой при понижении температуры. Это не столь важно, учитывая экстремальные условия, необходимые для выявления различных температурных свойств алюминия и стали. Тем не менее, все еще важно отметить, что касается морских и авиационных приложений.
Идите вперед и сваривайте алюминий.
Хотя научиться сваривать алюминий может быть непросто, этот металл имеет
множество полезных свойств, которые оправдывают потраченные усилия.