На какой электрод какой ток: Сварочный ток | Диаметр электрода и толщина металла
alexxlab | 18.04.2023 | 0 | Разное
Какой нужен ток для сварки
- Главная
- |
- Азбука сварки – Справочный раздел
- |
- Общие сведения о сварке
Одним из главных параметров электродуговой сварки является сварочный ток. Именно он характеризует свойства электрической дуги, необходимой для расплавления металла. Уровень сварочного тока влияет на количество тепла, вкладываемого в металл. От этого зависит глубина и скорость сварки, а также качество получаемых швов. Важно знать, какой нужен ток для сварки в том или ином случае, потому что неправильный выбор приведет к множеству проблем. Например, слишком маленький ток не сможет хорошо расплавить металл, а слишком высокий наоборот приведет к прожогам.
Чаще всего вопрос, какие токи применяются при сварке
 Но иногда помощь в процессе может потребоваться и более опытным профессионалам. В нашей статье вы найдете советы, как правильно подбирать сварочный ток.
Какие токи применяются при сварке
Но иногда помощь в процессе может потребоваться и более опытным профессионалам. В нашей статье вы найдете советы, как правильно подбирать сварочный ток.
Какие токи применяются при сваркеДля сварки используют постоянный и переменный сварочный ток. Каждый тип тока имеет свои преимущества и недостатки. То, какой ток используется при сварке, зависит от конкретных условий.
Преимущества сварки постоянным током:
- стабильное горение дуги с минимум отклонений,
- высокая производительность,
- минимальное разбрызгивание,
- снижение расхода электродов.
Постоянный ток отлично подходит для хорошо свариваемых металлов. Он обеспечивает хорошую глубину проплавления и качественный ровный шов. Часто постоянный ток также выбирают при работе с тонкими металлами, а также для сварки в вертикальном и потолочном положении.
Переменный ток в основном используют для тугоплавких металлов, содержащих оксиды, при сварке алюминия для разрушения оксидной пленки на поверхности металла, а также для сварки загрязненных металлов, которые невозможно очистить перед сваркой. Это связано с особенностью самого переменного тока: изменение движения электродов в процессе разрушает оксидные и загрязняющие пленки. Большим преимуществом сварки на переменном токе является более дешевое сварочное оборудование, что особенно важно для начинающих сварщиков.
Это связано с особенностью самого переменного тока: изменение движения электродов в процессе разрушает оксидные и загрязняющие пленки. Большим преимуществом сварки на переменном токе является более дешевое сварочное оборудование, что особенно важно для начинающих сварщиков.
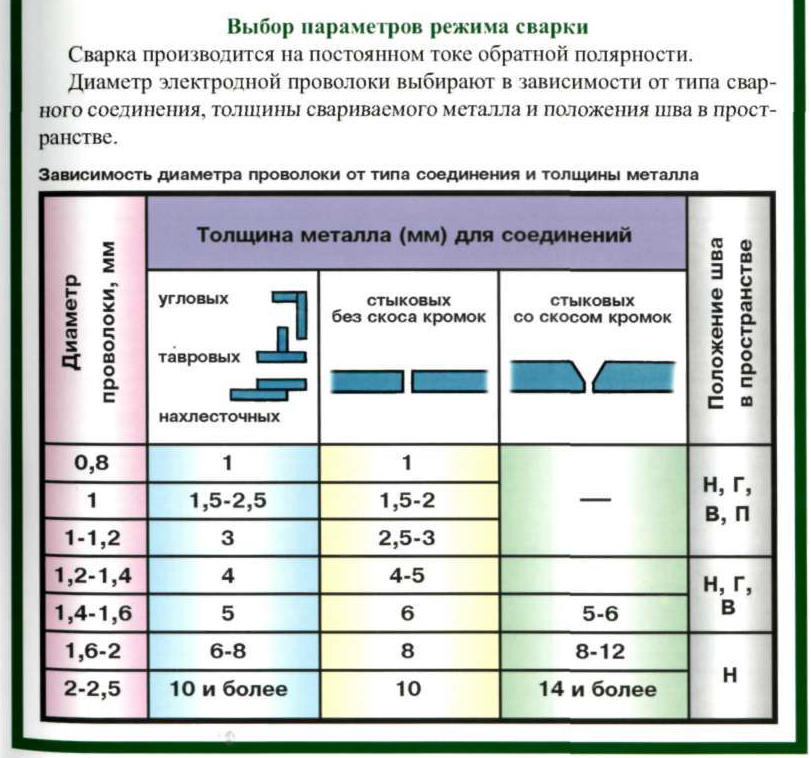
Самым важным является вопрос, какой ток выставить при сварке в амперах. И этот выбор напрямую зависит от толщины свариваемого металла и выбранного для сварки электрода. Чем тоньше основной металл, тем меньшего диаметра выбирают электрод и тем меньше уровень сварочного тока. Примерная схема выбора тока по диаметру электрода следующая:
- 1,6 мм – 35-60A,
- 2 мм – 30-80А,
- 2,5 мм – 50-110А,
- 3 мм – 70-130А,
- 4 мм – 110-170А,
- 5 мм – 150-220А,
- 6-8 мм – 200-350А.
Для сварки металлов толщиной до 1-2мм может использоваться сварочный ток в пределах 10-45А.
Хорошую помощь при выборе сварочного тока оказывает тестовая сварка или наплавка. Такой сваркой проверяют выставленные характеристики на аналогичном металле, прежде чем приступить к сварке основной детали.
Какой ток должен быть при сварке электродами – настройка силы тока и полярности
Содержание
Почему это так важно?
Неправильный подбор параметров для настройки сварочного тока никогда вам не даст хорошего и прочного результата сварки. Так, например, если сила сварочного тока будут слишком низкая, то это приведет к нестабильному горению дуги, появлению непроваренных участков, процесс сваривания будет постоянно прерываться и в итоге сварщик получит некачественное соединение. Если параметры наоборот будут слишком высокими, то это приведет к перегреву или прожогу в зоне сваривания, а также к интенсивному разбрызгиванию.
Какой нужен ток для сварки электродами?
Прежде чем начать работать со сваркой определитесь, какие электроды вам нужны, какой марки и какого диаметра.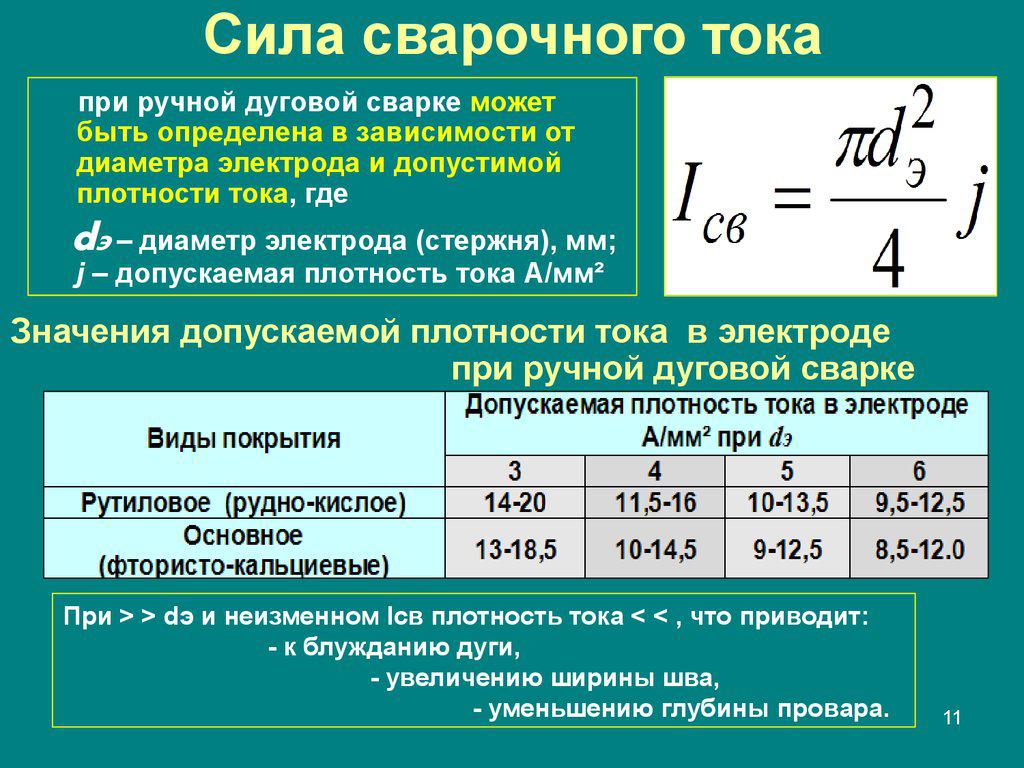 Марка электрода выбирается по принципу – состав электродов должен соответствовать типу металла. Диаметр выбирается на основании размера зазора в металле, который был до сварки и толщине свариваемого металла.
Марка электрода выбирается по принципу – состав электродов должен соответствовать типу металла. Диаметр выбирается на основании размера зазора в металле, который был до сварки и толщине свариваемого металла.
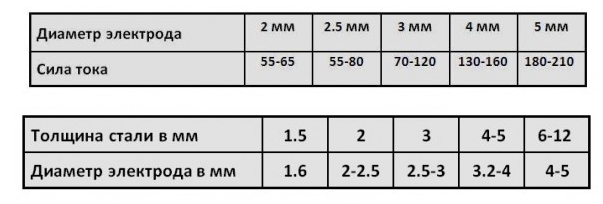
Когда вы определились с расходными материалами, то можете прочесть на упаковке или на сайте производителя, какая сила тока необходима именно этой марке и диаметру электродов. Если такой возможности нет, то можете воспользоваться примерными параметрами на основании диаметра стержня.
Так, например, электроды диаметром 2 мм лучше всего работают при силе тока от 30 до 80 ампер. Большой разброс в значениях зависит от металла и выбранного пространственного положения.
Для электродов диаметром 3 мм ток должен находиться в границах от 65 до 130 ампер. Разброс достаточно большой, поэтому советуем перед началом работ попробовать данные электроды на среднем значении 80-90 А и в зависимости от результата регулировать показатели.
При работе со стержнем диаметром 4 мм средние показатели силы тока от 110 до 200 ампер. Это одни из самых универсальных электродов, которые можно использовать для работы и с большими, и с маленькими швами, поэтому уметь с ними работать очень полезный навык, который можно освоить только с помощью опыта.
Чтобы быстро узнать нужное напряжение для других диаметров электродов, можете сохранить себе удобную и универсальную таблицу:
Если таблицу не всегда удобно держать под рукой, вы можете запомнить и всегда пользоваться двумя формулами для расчета силы тока необходимой для сварки электродом.
Так, для электродов диаметром 2-3 мм используется формула I = 30*d, где:
- I – сила тока в амперах (А)
- D – диаметр электрода в миллиметрах (мм)
А для электродов диаметром 4-8 мм используется формула I = (20 + 6d)*d с теми же обозначениями.
К тому же, на то, какой ток используется при сварке, влияет еще несколько факторов, которые тоже обязательно нужно учитывать.
Переменный и постоянный ток
Для работы с ручной дуговой сваркой важно обращать внимание на то, с каким током работают необходимые вам электроды. Они могут относиться к переменному току и подходить для любых работ, в том числе для работы с постоянным током. Или быть предназначенными только для постоянного тока.
Важно понимать, что универсальные электроды зачастую чуть менее надежные, хотя и более простые в использовании, и подойдут только для неответственных конструкций.
Электроды для сварки переменным током (универсальные):
- Электроды марки АНО-21 предназначены для сварки рядовых конструкций из углеродистых сталей марок: по ГОСТ 380.
 К преимуществам марки относится: легкое возбуждение, стабильное и мягкое горение дуги, незначительное разбрызгивание, малое количество и легкое отделение шлаковой корки.
К преимуществам марки относится: легкое возбуждение, стабильное и мягкое горение дуги, незначительное разбрызгивание, малое количество и легкое отделение шлаковой корки. - МР-3 – электроды с рутиловым покрытием. Из преимуществ ー легкое первичное и повторное зажигание сварочной дуги, хорошее формирование сварных швов, мелкочешуйчатые швы, легкое отделение шлаковой корки, средняя и короткая длина дуги.
- Марка электроды GOODEL-ОК46 одна из популярных на рынке. Они хорошо работают во всех пространственных положениях короткой дугой. Допускается сварка средней длиной дуги. Обеспечивают высокое качество шва, в том числе и при сварке в вертикальном положении. В качестве источников питания можно использовать трансформаторы, выпрямители и инверторы.
Электроды для сварки постоянным током:
- УОНИ 13/55 – универсальные электроды для работы на ответственных конструкциях. Их большие плюсы в том, что: они обеспечивают отличную защиту сварочной ванны, обладают стабильными техническими характеристиками, а металл шва устойчив к низким температурам и знакопеременным нагрузкам.

- Электроды ОЗЛ-6 – это электроды с основным покрытием, предназначенные для сварки конструкций из жаростойких сталей марок 10Х23Н18, 20Х23Н13, 20Х23Н18 и др., работающих при температуре до 1000 °С.
- Электроды ЦЛ-11 предназначенные для сварки конструкций из коррозионностойких хромоникелевых сталей марок: 12Х18Н10Т, 12Х18Н10, 09Х18Н12Б и им подобных, работающих в агрессивных средах. При использовании данных электродов по нержавейке, металл шва характеризуется высокой стойкостью против межкристаллитной коррозии.
Прямая и обратная полярность для дуговой сварки
Полярность зависит от определенного варианта подключения аппаратуры
, почти все аппараты по этому критерию универсальны, так как для переключения полярности достаточно переместить клеммы по схеме.В чем различия между прямой и обратной полярностью?
Прямая полярность больше подходит для тех случаев, когда необходимо соединить две толстые детали, а швы должны быть глубокими. Подключение прямой полярностью приводит к тому, что в процессе работы образуются катодные и анодные пятна. Более горячее из них (анодное) возникает на заготовке: именно к ней подключена плюсовая клемма. Из-за этого металл прогревается (а, следовательно, и плавится) на большую глубину. Это дает возможность работать с алюминиевыми, чугунными и другими деталями из сложных сплавов.
Подключение прямой полярностью приводит к тому, что в процессе работы образуются катодные и анодные пятна. Более горячее из них (анодное) возникает на заготовке: именно к ней подключена плюсовая клемма. Из-за этого металл прогревается (а, следовательно, и плавится) на большую глубину. Это дает возможность работать с алюминиевыми, чугунными и другими деталями из сложных сплавов.
Обратную полярность используют для противоположных случаев, когда нужно работать с тонкими и легкоплавными металлами, так как анодное, более горячее, пятно может образоваться только на расходнике, а значит, на изделие попадает значительно меньше тепла, которое сильнее расходится по поверхности металла и создает более широкую, но менее глубокую зону проплавления.
В зависимости от поставленных целей и материалов сварщик выбирает на инверторе тот или иной вариант полярности. Молодые специалисты, которые не изучали теоретическую часть, нередко испытывают проблемы при работе с металлами малой или большой толщины. Поэтому очень важно внимательно изучить техническую документацию, которая идет в комплекте с инвертором. И только после этого можно приступать к практической части.
Поэтому очень важно внимательно изучить техническую документацию, которая идет в комплекте с инвертором. И только после этого можно приступать к практической части.
Заключение
То, какой ток необходимо выставлять при ручной дуговой сварке зависит от нескольких критериев, которые в свою очередь зависят от специфики конкретных работ и желаемого результата. Чтобы выставить силу тока надо обратить внимание на диаметр электрода и толщину свариваемого металла. Для понимания на каком роде тока работать, необходимо знать марку электродов. Выставление полярности зависит от основного металла, который собираетесь варить.
Все эти нюансы легко понять, когда у сварщика есть большой опыт работы. Но если его нет, то методом изучения правил использования или с помощью предварительных тестов выбранных параметров можно добиться необходимого результата. Главное в этом именно практика. А о том как выбрать электроды для сварки можно почитать здесь.
Модели электродов для электротоковой компьютерной томографии
. 1989 г., сен; 36 (9): 918-24.
дои: 10.1109/10.35300.
К. С. Ченг, Д. Исааксон, Дж. К. Ньюэлл, Д. Г. Гиссер
- PMID: 2777280
- PMCID: PMC4816634
- DOI: 10.1109/10.35300
Бесплатная статья ЧВК
К. С. Ченг и др. IEEE Trans Biomed Eng. 1989 Сентябрь
Бесплатная статья ЧВК
. 1989 г., сен; 36 (9): 918-24.
1989 г., сен; 36 (9): 918-24.
дои: 10.1109/10.35300.
Авторы
К. С. Ченг, Д. Исааксон, Дж. К. Ньюэлл, Д. Г. Гиссер
- PMID: 2777280
- PMCID: PMC4816634
- DOI: 10.1109/10.35300
Абстрактный
В данной статье разработана математическая модель физических свойств электродов, подходящих для использования в электротоковой компьютерной томографии (ECCT). Модель включает эффекты дискретизации, шунтирования и контактного импеданса. Полная модель была подтверждена экспериментом. Исследованы удельные сопротивления ванн 284,0, 139,7, 62,3, 29,5 Ом.см. Значения «эффективного» контактного импеданса дзета, используемые в численных аппроксимациях, составляли 58,0, 35,0, 15,0 и 7,5 омега·см2 соответственно. Согласие между расчетными и экспериментально измеренными значениями было превосходным во всем исследованном диапазоне электропроводностей ванны. В системах визуализации электрического импеданса желательно моделировать наблюдаемые напряжения с той же точностью, с которой они измеряются, чтобы иметь возможность реконструировать внутреннюю проводимость с самым высоким разрешением, которое позволяет точность измерения. Полная модель электрода, которая включает в себя эффекты дискретизации схемы тока, шунтирующий эффект из-за материала электрода с высокой проводимостью и эффект «эффективного» контактного импеданса, позволяет рассчитать напряжения, связанные с любой формой тока, приложенной к однородное поле сопротивления.
Исследованы удельные сопротивления ванн 284,0, 139,7, 62,3, 29,5 Ом.см. Значения «эффективного» контактного импеданса дзета, используемые в численных аппроксимациях, составляли 58,0, 35,0, 15,0 и 7,5 омега·см2 соответственно. Согласие между расчетными и экспериментально измеренными значениями было превосходным во всем исследованном диапазоне электропроводностей ванны. В системах визуализации электрического импеданса желательно моделировать наблюдаемые напряжения с той же точностью, с которой они измеряются, чтобы иметь возможность реконструировать внутреннюю проводимость с самым высоким разрешением, которое позволяет точность измерения. Полная модель электрода, которая включает в себя эффекты дискретизации схемы тока, шунтирующий эффект из-за материала электрода с высокой проводимостью и эффект «эффективного» контактного импеданса, позволяет рассчитать напряжения, связанные с любой формой тока, приложенной к однородное поле сопротивления.
Цифры
Рис.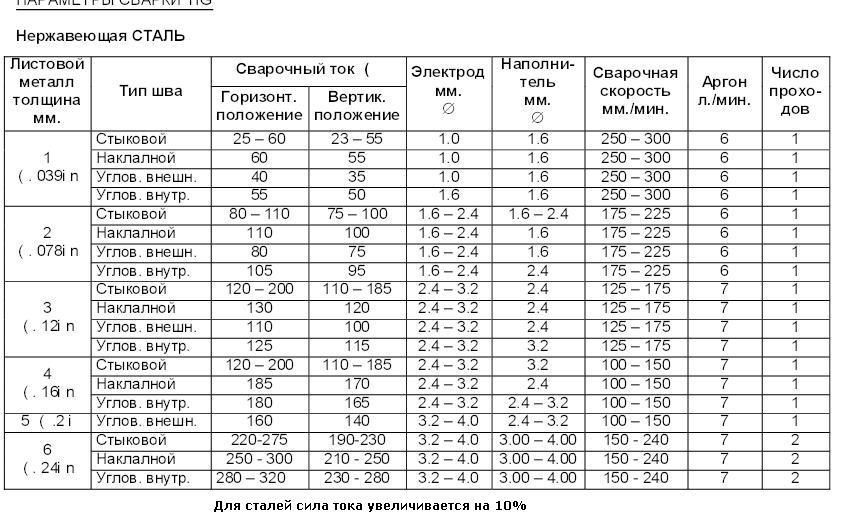 1
1
Схематическое изображение электрода…
Рис. 1
Схематическое изображение рассматриваемых конфигураций электродов. Слева много электродов…
рисунок 1Схематическое изображение рассматриваемых конфигураций электродов. Слева множество электродов размещено на периферии однородно проводящего диска. Справа два электрода расположены на концах цилиндра с равномерной проводимостью.
Рис. 2
Произведение характеристического сопротивления…
Рис. 2
Произведение характеристического сопротивления на пространственную частоту отображается в зависимости от пространственной частоты…
Рис. 2
2 Произведение характеристического сопротивления на пространственную частоту в зависимости от пространственной частоты для пространственных частот от 1 до 16. Экспериментальные измерения, выполненные с однородным соляным фантомом с удельным сопротивлением 284 Ом · см, показаны звездочками. Горизонтальная линия с надписью «НЕТ» — это модель без электродов. Кривая, отмеченная звездочками «ЗАВЕРШЕНА», включает эффекты дискретизации, шунтирования и контактного импеданса 58 Ом · см 2 .
Рис. 3
Профили плотности тока и напряжения…
Рис. 3
Профили плотности тока и напряжения на периферии однородного диска. Верх:…
Рис. 3 Профили плотности тока и напряжения на периферии однородного диска. Вверху: идеальный случай без электродов, когда J = применяется cos тета. Внизу: приблизительная плотность тока и напряжение, создаваемые 12-электродной системой. Подробности смотрите в тексте.
Вверху: идеальный случай без электродов, когда J = применяется cos тета. Внизу: приблизительная плотность тока и напряжение, создаваемые 12-электродной системой. Подробности смотрите в тексте.
См. это изображение и информацию об авторских правах в PMC
Похожие статьи
Погрешности измерения напряжения на токоведущих электродах в электротоковой компьютерной томографии.
Ченг К.С., Симске С.Дж., Исааксон Д., Ньюэлл Дж.К., Гиссер Д.Г. Ченг К.С. и др. IEEE Trans Biomed Eng. 1990 января; 37 (1): 60-5. дои: 10.1109/10.43616. IEEE Trans Biomed Eng. 1990. PMID: 2303271
Трехмерная электроимпедансная томография на основе полной модели электрода.
Ваухконен П.
 Дж., Ваухконен М., Саволайнен Т., Кайпио Дж.П.
Vauhkonen PJ и соавт.
IEEE Trans Biomed Eng. 1999 сен; 46 (9): 1150-60. дои: 10.1109/10.784147.
IEEE Trans Biomed Eng. 1999.
PMID: 10493078
Дж., Ваухконен М., Саволайнен Т., Кайпио Дж.П.
Vauhkonen PJ и соавт.
IEEE Trans Biomed Eng. 1999 сен; 46 (9): 1150-60. дои: 10.1109/10.784147.
IEEE Trans Biomed Eng. 1999.
PMID: 10493078Оценка различных моделей стимуляции и измерения на основе внутреннего электрода: применение в импедансной томографии сердца.
Насехи Техрани Дж., О Ти, Джин С., Тиагалингам А., Макьюэн А. Насехи Техрани Дж. и др. Компьютер Биол Мед. 2012 ноябрь;42(11):1122-32. doi: 10.1016/j.compbiomed.2012.09.004. Epub 2012, 25 сентября. Компьютер Биол Мед. 2012. PMID: 23017828
Магнитно-резонансная электроимпедансная томография (МРЭИТ) для визуализации проводимости с высоким разрешением.
Ву Э.
 Дж., Со Дж.К.
Ву Э.Дж. и др.
Физиол Изм. 2008 окт; 29 (10): R1-26. дои: 10.1088/0967-3334/29/10/R01. Epub 2008, 17 сентября.
Физиол Изм. 2008.
PMID: 18799834
Обзор.
Дж., Со Дж.К.
Ву Э.Дж. и др.
Физиол Изм. 2008 окт; 29 (10): R1-26. дои: 10.1088/0967-3334/29/10/R01. Epub 2008, 17 сентября.
Физиол Изм. 2008.
PMID: 18799834
Обзор.Влияние плотности и точности электродов на интерфейсы мозг-компьютер.
Аараби П., Аараби П. Аараби П. и др. Annu Int Conf IEEE Eng Med Biol Soc. 2020 июль; 2020: 430-433. doi: 10.1109/EMBC44109.2020.9176553. Annu Int Conf IEEE Eng Med Biol Soc. 2020. PMID: 33018020 Обзор.
Посмотреть все похожие статьи
Цитируется
NOSER: Алгоритм решения обратной задачи проводимости.
Чейни М., Исааксон Д., Ньюэлл Дж. К., Симске С., Гобл Дж.
 Чейни М. и др.
Int J Imaging Syst Technol. Лето 1990 г .; 2 (2): 66–75. doi: 10.1002/ima.1850020203.
Int J Imaging Syst Technol. 1990.
PMID: 36909677
Бесплатная статья ЧВК.
Чейни М. и др.
Int J Imaging Syst Technol. Лето 1990 г .; 2 (2): 66–75. doi: 10.1002/ima.1850020203.
Int J Imaging Syst Technol. 1990.
PMID: 36909677
Бесплатная статья ЧВК.FISTA, управляемая решателем регуляризации для электроимпедансной томографии.
Ван Ц., Чен С., Ван Д., Ван З., Чжан С., Се Н., Лю Л. Ван Кью и др. Датчики (Базель). 2023 16 февраля; 23(4):2233. дои: 10.3390/s23042233. Датчики (Базель). 2023. PMID: 36850826 Бесплатная статья ЧВК.
Быстрая абсолютная трехмерная электроимпедансная томография на основе CGO на данных экспериментального резервуара.
Гамильтон С.Дж., Мюллер П.А., Исааксон Д., Колехмайнен В., Ньюэлл Дж., Раджаби Шишван О.
 , Солнье Г., Тойванен Дж.
Гамильтон С.Дж. и соавт.
Физиол Изм. 2022 г., 6 декабря; 43(12):10.1088/1361-6579/aca26b. дои: 10.1088/1361-6579/aca26b.
Физиол Изм. 2022.
PMID: 36374007
, Солнье Г., Тойванен Дж.
Гамильтон С.Дж. и соавт.
Физиол Изм. 2022 г., 6 декабря; 43(12):10.1088/1361-6579/aca26b. дои: 10.1088/1361-6579/aca26b.
Физиол Изм. 2022.
PMID: 36374007Разработка хирургического бора, чувствительного к спектроскопии электрического импеданса, с использованием компьютерного моделирования и экспериментальной проверки.
Деварадж Х., К. Мерфи Э., Дж. Холтер Р. Деварадж Х. и др. Биомед Физ Инж Экспресс. 2022 г., 19 декабря; 9(1):10.1088/2057-1976/ac9f4d. doi: 10.1088/2057-1976/ac9f4d. Биомед Физ Инж Экспресс. 2022. PMID: 36322960
Оптимальные параметры реализации метода нелинейной электроимпедансной томографии с использованием модели полного электрода.
Пак Дж., Кан Дж.В., Чхве Э. Парк Дж. и др. Датчики (Базель). 2022 3 сентября; 22 (17): 6667. дои: 10.3390/s22176667. Датчики (Базель). 2022. PMID: 36081128 Бесплатная статья ЧВК.
Просмотреть все статьи “Цитируется по”
Типы публикаций
термины MeSH
Грантовая поддержка
- R01 GM039388/GM/NIGMS NIH HHS/США
- R01-GM15426/GM/NIGMS NIH HHS/США
- R01-GM39388/GM/NIGMS NIH HHS/США
- RR-07104/RR/NCRR NIH HHS/США
Чтение EAP
Чтение EAPЭлектричество помогает химии: гальваническое покрытие
Жидкость, разлагающаяся при прохождении через нее электрического тока,
называется электролитом . Процесс называется электролизом, и
две проволоки или пластины, погруженные в электролит, называются электродами . Электрод, соединенный с положительным полюсом элемента или
батарея называется анодом . Электрод, который подключен к
отрицательный полюс аккумулятора называется катодом .
Процесс называется электролизом, и
две проволоки или пластины, погруженные в электролит, называются электродами . Электрод, соединенный с положительным полюсом элемента или
батарея называется анодом . Электрод, который подключен к
отрицательный полюс аккумулятора называется катодом .
Давайте посмотрим, что происходит, когда два медных электрода используются в растворе.
медного купороса. Цепь показана на схеме. Правая диаграмма
показаны два медных электрода, погруженные в раствор сульфата меди, содержащийся
в стеклянной банке. Ток поступает через анод (+), проходит через раствор,
входит в катод (-), а затем выходит из катода, как показано стрелкой. В
на левой диаграмме V представляет собой стеклянный сосуд, содержащий сульфат меди.
(электролит), а два электрода отмечены + для анода и – для
катод. Когда переключатель S замкнут, ток течет от клеммы –
батареи B в направлении стрелки к аноду (+) V, через
раствора к катоду (-), затем по цепи через S обратно к
минусовая клемма аккумулятора B.
Перед началом этого эксперимента вес двух медных пластин, которые должны быть использованы для анода и катода должны быть тщательно записаны для будущая ссылка. Затем поместите анод и катод в раствор медного купороса. и подключите их к аккумулятору B и переключателю S. Затем переключатель помещается в положении «включено», и ток может течь по цепи около получаса. Затем анод и катод удаляют и тщательно сушат. промокательной бумагой перед повторным взвешиванием.
Вы обнаружите, что произошла удивительная вещь. Анод теперь весит
на несколько миллиграммов меньше, чем раньше, а катод весит на несколько миллиграммов больше
чем до. Вес, потерянный анодом, точно равен приросту веса.
вес на катоде. Каким-то странным образом несколько миллиграммов меди
снимается с анода и проносится через электролит током
и, наконец, прочно прикрепились к катоду. это самое захватывающее
открытием, потому что мы научились использовать электрический ток для передачи крошечных
частиц меди от анода к катоду.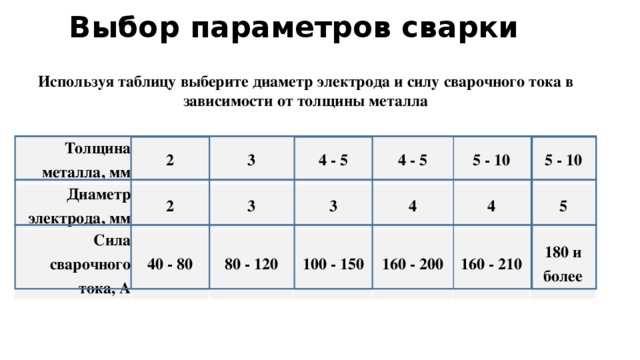
Промышленность девятнадцатого века вскоре нашла применение этому захватывающему открытию.
к нашей повседневной жизни. Ученые обнаружили, что многие другие металлы могут переноситься
от анода к катоду. Анод должен был быть изготовлен из металла, который желателен.
для переноса на катод, а электролит должен быть подходящим раствором
или соль металла. Тогда катод всегда покрывался металлом из
анод. Медь, серебро, золото, никель, цинк и хром можно использовать в
этот процесс, который называется гальванопокрытием. Гальваническое покрытие широко используется
в промышленности по ряду причин. Во-первых, он используется для украшения. Покрытия
из никеля, золота, серебра или хрома придают изделиям приятный блестящий вид
и заставить их выглядеть намного дороже. Корпуса часов и столовые приборы часто покрыты гальваническим покрытием.
с серебром или золотом, чтобы придать им нарядный вид, чтобы они стали привлекательными
потенциальным покупателям. Рули велосипедов и блестящая фурнитура автомобилей
Также привлекательна благодаря никелированию и хромированию.
Это подводит нас ко второй причине гальванопокрытия – в качестве защиты.
против ржавчины или коррозии. Железо и сталь легко подвергаются коррозии при воздействии
атмосфера. Детали автомобилей и блестящие детали велосипедов покрыты гальваническим покрытием.
главным образом по этой причине, чтобы они могли противостоять сильному износу
ежедневного использования. Цинк образует защитный слой для листов железа.
процесс гальванопокрытия, который мы сейчас называем гальванопокрытием. Листы из оцинкованного железа
гораздо лучше противостоят влиянию ветра и непогоды, чем листы из железа.
Олово также используется в качестве защитного средства. Листы тонкого железа покрыты
олово и используется для консервирования фруктов и варенья, а также для всех видов «жестяных» банок, используемых
в промышленности и торговле. Подводя итог, можно сказать, что промышленность использовала процесс
сначала гальванопокрытие для защиты металлических поверхностей, которые в противном случае подверглись бы коррозии;
а во-вторых, придать красивый и привлекательный вид полезным изделиям. В результате наши велосипеды и автомобили, наши часы и столовые приборы, наши здания и
материалы изготовления служат намного дольше и намного приятнее на вид
в.
В результате наши велосипеды и автомобили, наши часы и столовые приборы, наши здания и
материалы изготовления служат намного дольше и намного приятнее на вид
в.
Процесс электролиза используется для производства очень чистых образцов металла. Большинство металлов, используемых в промышленности, содержат много примесей. Около 1 млн. тонн рафинированной меди производится каждый год путем электролиза. В этом случае анод состоит из сырой меди, а катод – из тонких листов чистой меди. По мере прохождения тока чистая медь с анода переходит на катод, и все примеси опадают с анода в виде грязи. Таким образом чистая медь собирается на одном электроде, а мутный осадок, падающий с катода, опускается на дно чана и периодически вынимается.
Алюминий настолько широко используется сегодня, что мы едва ли можем вспомнить времена, когда
это было недоступно. Однако несколько лет назад он был дорогим металлом, потому что
был найден удовлетворительный метод коммерческого производства. Алюминиевые руды
настолько распространены в природе, что ученые и инженеры предприняли множество попыток
найти дешевый и удобный способ их переработки.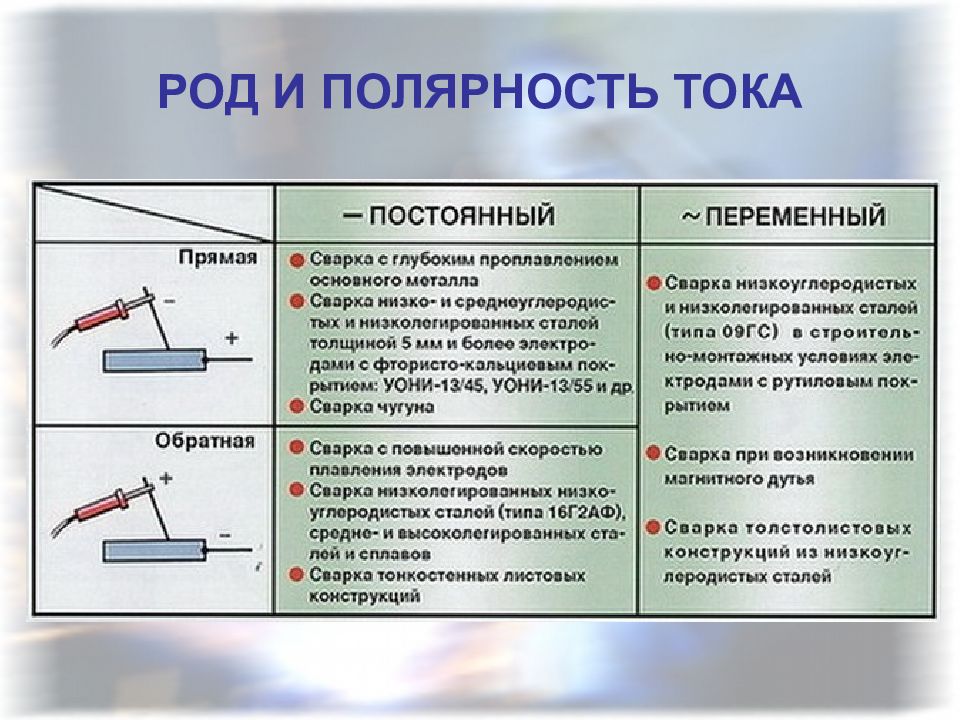 Проблема была наконец
решена электролизом с использованием угольного анода и алюминиевых руд, которые были
плавится при температуре около 1000 ÷ С, как электролит. Алюминий
теперь в изобилии, и каждый день он используется по-новому.
Проблема была наконец
решена электролизом с использованием угольного анода и алюминиевых руд, которые были
плавится при температуре около 1000 ÷ С, как электролит. Алюминий
теперь в изобилии, и каждый день он используется по-новому.
Электролиз имеет важное промышленное применение в полиграфии,
поскольку он часто используется для изготовления «блоков», из которых печатаются изображения и шрифт.
Восковая форма сначала изготавливается из печатного блока, который необходимо воспроизвести. С
воск не проводит электричество, его посыпают графитом, чтобы
поверхность становится проводником и может действовать как катод. Затем эта форма становится
катод, на который с анода осаждается медь или хром. Когда
воск вынут из электролита и покрыт тонкой металлической оболочкой.
Воск удаляется при нагревании, а металлическая оболочка действует как форма, в которую
можно заливать расплавленный металл. Плиты, изготовленные таким образом, очень износостойкие.
и может быть использован для печати многих тысяч экземпляров газет, журналов и
журналы.