На станке работает – рабочий, работающий на станке, 6 букв, сканворд
alexxlab | 07.06.2020 | 0 | Разное
Работа на токарном станке или управление токарным станком
Эта статья посвящена правилам и технике управления токарным станком. От соблюдения правил работы на токарном станке зависит ваша безопасность. Уверенная техника управления токарным станком влияет на качество изделия и производительность управляемых работ. Если ваша цель узнать больше о токарном деле, следуйте руководству.
Шаг 1. Проверка токарного станка перед пуском
Прежде, чем запустить токарный станок, должен быть произведен допусковой контроль, а именно:
- При сменной работе на производстве сменщик, передающий вам токарный станок, обязан доложить о замеченных в нем неполадках (устно, письменно, по телефону). Отсутствие замечаний подразумевает, что токарный станок находится в исправном состоянии.
На производстве устранением неисправностей токарного станка занимается ремонтная служба. Станочник должен только информировать их об возникновении неисправности.
- Что на станке нет какого-либо предупреждения, типа (токарный станок в ремонте не включать);
- Кожухи, дверки, люки, которые закрывают основные детали, и механизмы токарного станка должны быть закрыты.
- Рукоятки управления шпинделем, подачами, маточной гайкой должны находятся в нейтральном положении.
- Подача охлаждения выключена, сопла подачи жидкости направлены вниз.

- Частоты оборотов и шаги подач установлены такие, какими вы их хотите увидеть, после запуска шпинделя.
- Установленная вами деталь, которую следует обработать должна быть надежна закреплена.

- Пол возле токарного станка должен быть чистым, а под ногами не должно быть лишних предметов.
- Одежда токаря должна быть аккуратно (без свисающих лоскутов).
- Не забыть ключ в патроне (всегда следить за выемкой ключа из патрона).

Выполнив допусковой контроль: включаем главный рубильник токарного станка, дополнительные включатели, если такие имеются. Далее проводится смазка токарного станка.

Шаг 2. Управление шпинделем.
Перед запуском шпинделя или главного двигателя, обязательно убеждаемся, что у вращающихся элементов на нем, в частности патрона, не будет препятствий вращению со стороны неподвижных частей станка. Особую опасность при запуске шпинделя на высоких оборотах представляют собой выступающие за его пределы тонкие прутковые заготовки.

Также это касается деталей больших диаметров со значительным вылетом из патрона и не поджатым с другого конца центром задней бабки.

Как уже говорилось в первом уроке «Устройство токарного станка», настройки частот оборотов шпинделя производят установкой переключателей и рычагов на его узлах в определенное положение согласно таблице, расположенной на станке.

Правила переключение можно обобщить так – «Нельзя переключать или доводить до конца переключения, если таковые вызывают характерный звук не входящих в зацепление зубьев шестерен. В таком случае нужные переключения следует делать при полной остановке.
На всех токарных станках прямые обороты включаются подачей рукоятки включения на себя, а обратные от себя. У рукоятки с вертикальным ходом (на себя это вверх), а у рукоятки с горизонтальным перемещением (на себя это соответственно вправо).

Прямые обороты на всех токарных станках соответствуют вращению шпинделя по часовой стрелке, если смотреть с задней стороны шпинделя. Торможение шпинделя на высоких оборотах за счет реверсирования фрикционов или обратной тяги главного двигателяэто недопустимо, так как ведет к перегрузке и перегреву механизма. Торможение должно выполняться тормозом. А если эффективности тормоза недостаточно, то ее следует восстановить регулировкой или ремонтом.
Для крепления в трехкулачковом патроне деталей обычно используется одно гнездо «0» для введения в него ключа, что требует установки этого гнезда в верхнее положение зажима и отжима. В станках с механическим фрикционом это действие (при некоторых навыках) можно выполнять рукояткой управления фрикционов.

При обработке резцом нельзя останавливать шпиндель при включенной подаче и не отведенном от детали резце (это приводит к поломке резца).
Шаг 3. Управление подачей токарного станка

Ручное управление подачей станка подразумевает подачу инструмента на небольшие длины (при обработках, настройках, подводках).
Ручное управление подачей позволяет быстро вести, прерывать и возобновлять подачу, а также мгновенно изменять ее скорость (в зависимости от изменения условий и ситуаций обработки). Ручная подача в продольном направлении приводится маховиком с горизонтальной ручкой или без нее. Вращение маховика против часовой стрелки приводит движение суппорта влево, а по часовой стрелке вправо.

Продольное перемещение суппорта на токарном станке осуществляется за счет шестеренно реечной передачи. У таких передач есть люфты или зазоры в контактах деталей и ее механизмах.

Ручное управление поперечной подачей (выполняется Т-образной рукояткой с горизонтальной ручкой). Вращение рукоятки по часовой стрелке подает салазки инструмент вперед, то есть от себя, вращение рукоятки против часовой стрелки подает инструмент к себе. На нашем станке есть ускоренное включение перемещения салазок. Существуют разные техники вращения маховика одной и двумя руками, которые применяются в зависимости от выполняемой работы на токарном станке.

Подача верхними салазками
На верхних салазках вращение рукоятки по часовой стрелке двигает салазки вперед, а вращение против часовой стрелки назад. Быстрое холостое перемещение таких рукояток можно делать за одну из ручек. При этом салазки должны быть отрегулированы на легкое перемещение. Более подробно о регулировке механизмов, салазок, токарного станка мы рассмотрим в следующем уроке по токарному делу.


Шаг 4. Управление механическими подачами
Механические подачи работают от привода через ходовой вал, а управление ими делается ручкой 4-х позиционного переключателя. Направление перемещение рукоятки переключателя соответствует направлению движения инструмента на суппорте.
Перед включением механической подачи в любом направлении нужно визуально убедиться в отсутствии у всех точек суппорта препятствий со стороны других узлов станка особенно вращающихся. Частой оплошностью начинающих токарей является попытка приблизить суппорт к патрону при сдвинутых вправо салазок, что приводит к сталкиванию. Поэтому следует проверять беспрепятственное перемещение суппорта заранее.
Нужно отработать техники ручной подачи так, чтобы не происходила остановка резца или остановка была минимальной.
Шаг №5. Ускоренная подача токарного станка
На станках имеющих ускоренную подачу необходимо соблюдать такие требования:
- Для исключения случайного нажатия кнопки ускоренной подачи управление рычагом переключения подач необходимо производить приложением руки сбоку, но не сверху.
- До пуска ускоренной подачи нужно надежно убедиться в отсутствии препятствий для продвижения у любых точек на суппорте, в том числе и у инструмента, в направлении, куда вы хотите подать.
- Нельзя применять ускоренную подачу для коротких перемещений, особенно при подводам к вращающимся элементам.
- Тяжелые суппорты средних станков имеют инерцию, которую усиливается при ускоренной подаче механизмом его привода.
Бывают совмещенные подачи токарных станков (по виду привода, по направлениям). Такие токарные станки применяются для обработки неответственных конусов (неответственных фасок) и фасонных поверхностей.
Резьбовые подачи
Для нарезания резьб подача суппорта проводится за счетсмыкания маточной гайки с ходовым винтом. Включение и выключения маточной гайки делается отдельным рычагом. Шпиндель и ходовой винт вне зависимости от настроенного шага резьбы вращаются синхронно. Изменения направления вращения шпинделя приводит к изменению направления движения суппорта. Также изменение частоты вращения шпинделя приводит к изменению скорости перемещения суппорта. Попадание резца в ранее нарезанную канавку обеспечивается синхронизацией вращения шпинделя и ходового винта и соответственно хода суппорта.

Можно нарезать, как правую, так и левую резьбу с помощью переключателя на передней бабке, который изменяет направление движения винта относительно шпинделя. При нарезании резьб, не рекомендуется увлекаться высокими оборотами шпинделя, так как его вращение напрямую связано с перемещением суппорта.
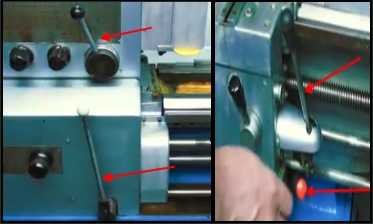
Управление задней бабкой токарного станка
Фиксация задней бабкой токарного станка выполняется рычагом, по мере рабочего хода которого, нарастает усилие прижима. При обработках с большими нагрузками, требующей лучшей фиксации задней бабкой воздействие на рычаг должно быть энергичным. Важно не спутать сопротивление рычага при зажиме с его жестким упором в конце рабочего хода. Когда задняя бабка используется с минимальными нагрузками, ее максимальная фиксация со станиной не нужна. Зажим задней бабки рационально соизмерять с предстоящей нагрузкой.

Пиноль задней бабки приводится ручной подачей путем вращения маховика. Закрепление инструмента и приспособлений в конусе пиноли производится в следующем порядке:

- Проверка конусов пиноли и инструмента на отсутствие загрязнений;
- Введение наружного конуса в конус пиноли и нахождение положения совпадения разъема замка в пиноли с лапкой на конусе инструмента (для инструментов, не имеющих лапки, не требуется).
Управление резцедержателем
Резцедержатель представляет из себя, достаточно точный механизм, обеспечивающий жесткость крепления резца в заданных позициях. Правильное положение рукоятки резцедержателя в зажатом виде должно соответствовать положению часовой стрелки на 3-4 часа. Это положение обеспечивается положением проставной шайбы под гайкой рукоятки резцедержателя. Зажим рычага производится средним локтевым усилием. А отжис рукоятки нельзя делать давлением своего веса во избежание потери веса. Отжим рукоятки делается одним или несколькими короткими толчками основанием ладони в направлении против часовой стрелки. Перед поворотом резцедержателя убедитесь в отсутствии препятствий для него самого и закрепленного в нем инструмента. Большую опасность представляют препятствия со стороны вращающихся элементов станка.

Неисправности токарного станка
В процессе работы любому токарю рано или поздно придется столкнутся с непредвиденными ситуациями при работе на токарном станке.
Возможные ситуации при работе на токарном станке:
- Самопроизвольная остановка токарного станка во время работы, во время отключения электропитания или механической неисправности;
- Сталкивания вращающихся элементов с элементами суппорта;
- Проворот детали в патроне;
- Вырыв детали из зажимных приспособлений токарного станка;
Неисправности токарного станка могут быть выражены в посторонних шумах, запахом горящей электропроводки и т.д.
Отлучатся от токарного станка запрещено (нельзя оставлять токарный станок без внимания).
Для экстренной остановки обработки детали следует быстро отвести резец от детали, отключить подачу, остановить шпиндель и выключить главный двигатель. При остановке шпинделе главное не включить обратные обороты, а включить именно нейтральное положение. О неисправностях токарного станка следует сразу же доложить руководству.
www.autoezda.com
как работать на станке начинающим
Наверх Перепланировки- Каталог домов
- Квартира
- Спальня
- Кухня
- Столовая
- Гостиная
- Ванная комната, санузел
- Прихожая
- Детская
- Мансарда
- Маленькие комнаты
- Рабочее место
- Гардеробная
- Библиотека
- Декорирование
- Мебель
- Аксессуары
- Загородный дом
- Ландшафт
- Системы хранения
- Коридор
- Уборка
- Фундамент
- Кровля
- Стены
- Окна
- Двери и перегородки
- Потолок
- Балконы и лоджии
- Внутренние конструкции
- Пол
- Водоснабжение и канализация
- Отопление
- Вентиляция и кондиционирование
- Газо- и энергоснабжение
- Освещение
- Сантехническое оборудование
- Безопасность и домашняя автоматика
- Бани, сауны, бассейны
- Строительные материалы
- Отделочные материалы
- Инструменты
- Техника
- Законы и финансы
www.ivd.ru
2.2. Работа на станках. Межотраслевые правила по охране труда на автомобильном транспорте в вопросах и ответах. Пособие для изучения и подготовки к проверке знаний
2.2. Работа на станках
Вопрос 123. В каком случае работник обязан выключить станок? Ответ. Обязан выключить в случае: прекращения подачи тока; смены рабочего инструмента;
установки или снятия со станка обрабатываемой детали; измерения обрабатываемой детали;
ремонта, чистки и смазки станка, уборки опилок и стружки (п. 2.2.4).
Вопрос 124. Каково требование Правил при обработке на станках деталей или заготовок массой свыше 30 кг – мужчинами и 10 кг-женщинами (до 2 раз в час) и 15 кг – мужчинами и 7 кг – женщинами (постоянно в течение рабочей смены)?
Ответ. Необходимо их установку и снятие производить с помощью подъемных устройств или приспособлений (п. 2.2.7).
Вопрос 125. Каковы требования при укладке материалов и деталей у рабочих мест станочника?
Ответ. Должна происходить способом, обеспечивающим их устойчивость. Высота штабеля заготовок, деталей у рабочего места должна выбираться в зависимости от условий устойчивости и удобства снятия с него деталей, но не более 1 м (п. 2.2.10).
Вопрос 126. С применением каких устройств должна производиться обработка металлов, образующих сливную стружку?
Ответ. Должна производиться с применением стружколомателей для дробления стружки. Обработка хрупких металлов и пылеобразующих материалов должна проводиться с применением местной вытяжной вентиляции (п. 2.2.18).
Вопрос 127. Чем должна удаляться стружка от вращающейся фрезы?
Ответ. Должна удаляться деревянной палочкой или кисточкой с ручкой длиной не менее 250 мм (п. 2.2.25).
Вопрос 128. Каким должно быть расстояние для свободного прохода между стеной и столом или ползуном строгального станка в крайнем положении при их максимальном выходе?
Ответ. Не должно быть менее 700 мм (п. 2.2.26).
Вопрос 129. Какие действия не допускаются при работе на станках?
Ответ. Не допускается:
стоять против резца, поправлять детали и подкладки при работающем строгальном станке;
снимать со станка имеющиеся ограждения или держать их открытыми во время работы;
работать на неисправных станках, а также на станках с неисправными или плохо закрепленными ограждениями;
прижимать наждачное и полировочное полотна к детали руками;
класть на станки инструмент и детали, оставлять ключ в патроне станка;
применять сверла и патроны с забитым, или изношенным хвостовиком;
использовать при работе на сверлильном станке рукавицы;
удерживать изделие во время работы руками;
применять фрезы, имеющие трещины или поломанные зубья;
пускать в ход станки и работать на них другим лицам;
касаться руками вращающихся частей, вводить руки в зону их движения, применять для охлаждения смоченные тряпки, облокачиваться на станок;
убирать стружку руками;
сдувать металлическую пыль и стружку со станков и деталей сжатым воздухом (п. 2.2.27).
Вопрос 130. Какое дополнительное устройство необходимо применить при установке абразивного круга?
Ответ. Необходимо между фланцами и кругом устанавливать прокладки из картона или другого эластичного материала толщиной 0,5–1 мм. Прокладки должны выступать за фланец по всей окружности на 1–5 мм (п. 2.2.31).
Вопрос 131. Как проверяется перед началом работы круг, установленный на шлифовальный станок?
Ответ. Должен быть проверен на ходу (вхолостую) при рабочем числе оборотов: круг диаметром до 400 мм – не менее 2 мин, свыше 400 мм – не менее 5 мин (п. 2.2.32).
Вопрос 132. В каком случае можно приступить к работе на шлифовальном станке?
Ответ. Можно приступить только убедившись в том, что круг не имеет биения, а биение шпинделя станка не превышает 0,03 мм
(п. 2.2.33).
Вопрос 133. Какие действия не допускаются при работе на станках с абразивными кругами?
Ответ. Не допускается:
стоять против вращающегося круга;
устанавливать круги без отметки о его испытании;
производить правку кругов неспециальным инструментом;
применять рычаги для увеличения нажима на круг;
использовать для охлаждения жидкости, вредно влияющие на здоровье работников или механическую прочность круга;
выполнять работу боковыми поверхностями кругов, специально не предназначенных для такого вида работ;
работать на станке, у которого установлены два круга на одном шпинделе, если размер одного круга по диаметру отличается от другого более чем на 10 %;
работать без защитного экрана (п. 2.2.35).
Вопрос 134. Какие инструкции должны иметься в организации, где применяется абразивный инструмент?
Ответ. Должны иметься инструкции:
по установке и эксплуатации абразивного инструмента;
по испытанию кругов на прочность (п. 2.2.37).
Вопрос 135. Какие приспособления должны применяться для поддержки изделий, подаваемых к шлифовальному (заточному) кругу вручную?
Ответ. Должны применяться подручники или заменяющие их приспособления. Подручники должны быть передвижными, позволяющими устанавливать их в требуемом положении по мере срабатывания круга (п. 2.2.38).
Вопрос 136. Каким должен быть зазор между краем подручника и рабочей поверхностью шлифовально-заточного круга?
Ответ. Должен быть менее половины толщины обрабатываемой детали, но не более 3 мм, причем край подручника со стороны круга не должен иметь выбоин, сколов и других дефектов (п. 2.2.39).
Вопрос 137. Как устанавливают подручники?
Ответ. Устанавливают так, чтобы прикосновение детали к шлифовально-заточному кругу происходило выше горизонтальной плоскости, проходящей через центр круга, но не более чем на 10 мм
(п. 2.2.40).
Вопрос 138. Какие абразивные круги должны испытываться в соответствии с требованиями действующих государственных стандартов?
Ответ. Должны испытываться абразивные круги диаметром 30 мм и более, кроме кругов типа ПН, ПР, К и М (ПН – плоские наращенные, ПР – плоские рифленые, К – круги-кольца, М – для разрезки минералов), а также все круги диаметром 150 мм и более перед установкой на станок (п. 2.2.43).
Вопрос 139. Какая маркировка должна быть у каждого станка?
Ответ. На видном месте станка должна быть вывешена таблица с указанием допустимой рабочей окружной скорости используемого абразивного круга и числа оборотов в минуту шпинделя станка и табличка с указанием работника, ответственного за его эксплуатацию (п. 2.2.45).
Вопрос 140. Что необходимо применять при работе на фуговальных станках, при обработке пиломатериалов короче 400 мм, уже 50 мм или тоньше 30 мм, а также при допиливании?
Ответ. Необходимо применять специальные толкатели; при их использовании обе руки станочника должны находиться на толкателе (п. 2.2.48).
Вопрос 141. Что необходимо устанавливать около станка для обработки материала длиной более 1 500 мм?
Ответ. Должны устанавливаться приставные роликовые опоры; работа с материалом длиннее 1 500 мм без роликовых опор запрещается (п. 2.2.49).
Вопрос 142. Какие действия не допускаются при работе на деревообрабатывающих станках? Ответ. Не допускается:
останавливать станок путем надавливания на диск куском материала;
работать на дисковых пилах с трещинами, поломанными зубьями или выпавшими пластинами, а также без расклинивающего ножа;
убирать опилки из-под круглых и ленточных пил во время их работы (п. 2.2.52).
Поделитесь на страничкеСледующая глава >
tech.wikireading.ru
Техника безопасности при работе на станках с ЧПУ: основные правила
Охрана труда при работе на станках с ЧПУ — одно из условий безаварийной эксплуатации оборудования и отсутствия несчастных случаев. Какие правила необходимо соблюдать оператору, чтобы исключить риск получения производственной травмы?
Общая характеристика
Оператор станка с числовым программным управлением должен соблюдать правила техники безопасности при работе на оборудовании. Если халатно отнестись к их исполнению, это может стоить рабочему здоровья, а то и жизни.
Самые тяжелые травмы, иногда со смертельным исходом работники получали из-за несоблюдения этих простых правил. По статистике только 3,6% несчастных случаев в промышленности происходит по причине отказа оборудования, все остальное — человеческий фактор.
Правила техники безопасности
При эксплуатации станков с ЧПУ каждому этапу производственного процесса соответствуют свои правила, соблюдая которые можно минимизировать риск получения производственной травмы или профессионального заболевания.
Общие
Чтобы быть допущенным к управлению станком, оператор должен пройти медосмотр, и подтвердить знание правил эксплуатации оборудования. Присвоенный рабочему разряд указывается в квалификационном свидетельстве.
Приводы станка требуется отключать каждый раз, когда необходимо установить заготовку или снять готовое изделие. Это же правило следует соблюдать при уборке стружки, проведении замеров и смене инструмента.

Когда при обработке металлических заготовок образуется мелкая стружка, оператор должен пользоваться защитными экранами или очками. Запрещено выдувать стружку ртом либо счищать ее со станка руками. Для этого надо использовать щетки или специальные крючки.
Оператор станка обязан знать:
- устройство станка, включая органы управления;
- основные неисправности;
- требования санитарных норм;
- правила распорядка в цеху.
Запрещено на рабочем месте принимать спиртные напитки или наркотические вещества. Оператор, находящийся в пьяном виде, не может быть допущен к эксплуатации оборудования.
Начало работы
До начала работы станочник обязан провести проверку:
- надежности ограждений;
- наличия и работоспособности инструмента;
- заземления;
- функционирования на холостом ходу;
- целостности смазочной системы и трубопроводов охлаждения.
Станочнику необходимо прочно закрепить обрабатываемую заготовку. Для этих целей нужно использовать предназначенные для этого приспособления.
Необходимо закрепить рабочий инструмент таким образом, чтобы исключить вероятность его раскрепления и поломки. Если зажимной механизм изношен, то нужно заменить кулачки или губки.

В процессе работы
Оператору оборудования запрещено размещать на вибрирующем станке заготовки или инструмент — они могут нанести травмы работнику в случае падения.
Привод станка необходимо отключать в следующих ситуациях:
- если обнаружена неисправность оборудования;
- при коротких перерывах в работе;
- на период смазки или станков;
- при сбоях в питающей электросети.
Если при работе произошел захват ветоши вращающимися деталями, надо остановить станок. Нельзя пытаться ее вытянуть.
В начале работы оператор должен производить операции в следующей последовательности:
- Сначала включить привод инструмента, затем подавать его на заготовку;
- После завершения операции отвести рабочий инструмент от детали, затем остановить вращение шпинделя.
Нельзя нажимать руками на вращающиеся части оборудования, чтобы затормозить шпиндель.
Станочнику запрещено на работающем оборудовании выполнять следующие операции:
- смазывать и чистить станок;
- убирать образовавшуюся стружку;
- измерять детали;
- проверять рукой обрабатываемую поверхность.
Окончание работы
После завершения технологических операций станочнику нужно отключить электропривод оборудования. Затем необходимо удалить стружку, сложить заготовки и готовые изделия. Инструмент надо убрать на штатное место.
Если в течении рабочей смены были неполадки оборудования или со станком проводились ремонтные операции, необходимо передать эту информацию следующему станочнику или мастеру.
После остановки движущихся частей станка требуется провести их смазку. При этом использованную ветошь надо поместить в закрывающийся стальной ящик.
Аварийная ситуация
При любой технической неисправности, которая может послужить причиной аварии, надо остановить работу и известить мастера цеха.
Останавливать станок требуется при наступлении следующих событий:
- несчастный случай;
- возгорание;
- взрыв;
- стихийное бедствие — ураган, затопление, землетрясение;
- поломка оборудования — обесточивание, заклинивание, обрыв приводного ремня.
При наступлении несчастного случая нужно вызвать медиков, оказать доврачебную помощь и доложить о происшествии руководству.

Безопасность электрооборудования
Для исключения несчастных случаев, вызванных поражением электротоком, операторы станков с ЧПУ должны соблюдать правила электробезопасности при эксплуатации оборудования.
Подключать станок к электрической сети можно только после того, как станина и электродвигатель заземлены.
Оператор обязан отключить электропитание в следующих обстоятельствах:
- при выявлении напряжения на стальных частях машины;
- электропривод издает гудящий звук — работа на 2 фазы;
- цепь заземления разомкнута.
При проведении ремонта и наладочных работ нужно устанавливать ограждения и знаки безопасности. Электробезопасность станка обеспечивается путем отсоединения концов питающих линий.
В случае поражения оператора электрическим током следует прежде всего прекратить воздействие электричества на пострадавшего. Для этого нужно использовать сухие предметы, которые не проводят электроток — доска, канат, швабра. Человека требуется оттащить от источника напряжения, избегая брать его за обувь или открытые участки тела. При этом для защиты рук надо использовать любой диэлектрик — сухую ветошь или резину.
Пожарная безопасность
При эксплуатации машин и механизмов с числовым программным управлением возникают риски возникновения пожара. Причинами могут быть как нарушение техники безопасности, так и техническая неисправность оборудования.
Для предотвращения возникновения пожара требуется:
- не курить в производственном помещении;
- не использовать открытый огонь в цеху;
- следить за работой электроприводов, не допуская их перегрева;
- не хранить промасленную ветошь на столах и открытых стеллажах;
- не складировать материалы и готовую продукцию в цеховых проходах;
- при работе с деталями из сплавов титана или магния не сдувать стружку сжатым воздухом, чтобы не образовывалась взрывоопасная взвесь.
В приказе по предприятию перечисляются лица, ответственные за пожарную безопасность в цеху.

Если возгорание произошло, станочнику необходимо предпринять следующие действия:
- Обесточить оборудование;
- Вызвать пожарную команду по телефону;
- Подать сигнал пожарным извещателем и известить руководство о происшествии;
- До прибытия пожарных тушить очаг углекислотным или порошковым огнетушителем;
- Покинуть цех, если локализовать пожар не удалось.
При выполнении всех мер по борьбе с пожаром риски получения ожогов и травм, а также отравления токсичными газами будут минимальными.
Инструктаж
Эксплуатация станков с ЧПУ разрешается обслуживающему персоналу только после прохождения инструктажа по технике безопасности. Его проведение позволяет убедиться, что оператор знает все риски, которые могут возникнуть при работе с данным видом оборудования.
Существуют такие виды инструктажа для операторов станков, как:
- вводный;
- первичный;
- повторный;
- внеплановый;
- целевой.
Приказ об организации проведения инструктажей и обучения подписывается руководителем предприятия. Факт прохождения инструктажа должен фиксироваться в журнале учета.

Вводный
При найме на работу нового оператора оборудования с ЧПУ он обязательно проходит вводный инструктаж. Он не зависит от уровня квалификации станочника или предыдущего стажа работы. Также данный инструктаж проводят с учениками и студентами, которые проходят практику в цеху.
Операторам и практикантам во время данного инструктажа разъясняются следующие положения:
- информация о предприятии;
- права, предоставленные работникам законодательством о труде;
- правила распорядка и ответственность за их нарушение;
- сведения о мерах по организации охраны труда;
- виды опасных факторов на данном производстве;
- способы профилактики профзаболеваний и несчастных случаев;
- соблюдение гигиены на производстве;
- информация об авариях и их последствиях на предприятиях металлообрабатывающей отрасли;
- применение СИЗ;
- первичная доврачебная помощь;
- последовательность выполнения действий при возгораниях;
- расследование происшествий.
В отличие от остальных видов, вводный инструктаж выполняется лицом, назначенным приказом по предприятию — инженером по охране труда.

Первичный
Принятые на работу операторы станков и практиканты проходят на рабочем месте первичный инструктаж вне независимости от факта прохождения вводного инструктажа.
Этот инструктаж охватывает следующий круг вопросов:
- перечень потенциальных опасностей при работе на станке;
- поддержание порядка на рабочем месте;
- местонахождение частей оборудования, которые представляют потенциальную опасность;
- последовательность подготовки к началу работы;
- способы эксплуатации станка, исключающие появление нештатных ситуаций;
- безопасность при передвижении людей по цеху;
- порядок действий при авариях;
- причины возникновения и методы профилактики аварий и несчастных случаев.
В определенных случаях на предприятии может издан приказ об освобождении работающих от прохождения данного вида инструктажа.

Повторный
Для проверки уровня знаний по технике безопасности все рабочие каждые полгода обязаны проходить повторный инструктаж. Его можно проводить как отдельно с каждым оператором, так и с группой станочников.
Перечень вопросов, входящих в данный инструктаж, повторяет список положений первичного инструктажа.
Проверку знаний работающих выполняет мастер цеха либо лицо, ответственное за учеников или студентов.

Внеплановый
В зависимости от причины, послужившей проведению данного инструктажа, его объем и программа определяются отдельно для каждой ситуации.
Случаи, при которых операторы обязаны проходить внеплановый инструктаж:
- требования государственных контролирующих служб;
- инциденты в цеху, повлекшие аварию или ущерб здоровью станочников;
- изменения в технологическом процессе;
- модернизация оборудования;
- изменение нормативных документов, регламентирующих производственный процесс;
- пропуски в работе более 60 суток.

Целевой
При возникновении необходимости с операторами и практикантами проводят целевой инструктаж. Он обязателен в следующих случаях:
- выполнение операций с использованием наряда-допуска;
- устранение последствий аварийных ситуаций;
- разовые производственные операции, не связанные со специальностью оператора;
- проведение массовых мероприятий на цеховой территории.
Ответственный за проведение данного инструктажа — мастер цеха или преподаватель студентов-практикантов.

Использование СИЗ
При выполнении рабочих операций станочник должен находиться в спецодежде и спецобуви. Комбинезон или куртка застегиваются на все пуговицы. Это снижает риск захвата одежды движущимися частями оборудования, а также защищает кожу работающего от ранений и ожогов при нештатных ситуациях.
Обувь оператора должна быть закрытого типа с металлическим подноском, чтобы при падении тяжелых предметов — инструмента или заготовок — защитить ноги от травм.
Оператор станка с ЧПУ должен использовать следующие средства защиты:
- производственный костюм;
- фартук;
- ботинки кожаные с металлическим подноском;
- нарукавники;
- перчатки с полимерным покрытием;
- трикотажные перчатки;
- каска с подшлемником;
- защитные очки.

Нормативные документы
Инструкция по охране труда — основной документ по технике безопасности на производствах, где применяются станки с ЧПУ. Она разрабатывается в соответствии с «Межотраслевыми правилами по охране труда при холодной обработке металлов» и утверждается приказом по организации. Инструкцию по охране труда для станочника должен хранить у себя мастер цеха.
Обязанности оператора по безопасным методам эксплуатации оборудования указаны в технологической инструкции, которая составляется с учетом ГОСТа 3.1105.
Регламент проведения инструктажа со станочниками и его периодичность определяются ГОСТом 12.0.004.
Подключение электропитания к станку и обслуживание его электродвигателей производится согласно «Правил техники безопасности при эксплуатации электроустановок потребителей».

На уровне производства мероприятия по обеспечению техники безопасности регламентируются приказами. Для этого следующие приказы подписываются руководством предприятия:
- приказ о назначении ответственного за организацию работы по охране труда;
- приказ о назначении ответственных за обеспечение безопасного производства работ и охраны труда.
Заключение
Деловая репутация производственной компании теперь зависит не только от объема и качества выпускаемой продукции, но и от срока безаварийной работы, отсутствия несчастных случаев и производственных травм.
Правильная организация мер по охране труда и строгое соблюдение техники безопасности при работе на станках с ЧПУ – залог успешной имиджевой политики и конкурентное преимущество современного металлообрабатывающего предприятия.
vseochpu.ru
Правила по технике безопасности при работе на токарном станке
Рабочее место у токарного станка – это место с повышенной опасностью. Вращающиеся с огромной скоростью заготовки и части машины, отлетающая стружка, напряжение 380 Вольт представляют угрозу жизни и здоровью человека. Поэтому правила техники безопасности при токарных работах по дереву и металлу – это первое, что должен знать работник.
Скачать инструкцию по технике безопасности при работе на токарных станках
Общие положения
- К токарным работам допускаются совершеннолетние лица, изучившие необходимые инструкции и получившие инструктажи: вводный и на рабочем месте.
- Токарь должен быть обеспечен спецодеждой: халатом или костюмом, ботинками, очками.
- Работник должен выполнять только те задания, которые были поручены мастером.
- Работы производить в чистой отремонтированной спецодежде на исправных станках, к которым есть допуск.
- На рабочем месте должна быть чистота и порядок.
- Запрещается загромождать проходы.
- Приём пищи, и курение разрешается в специально отведённых местах в определённое время.
- Запрещается выполнять работы под воздействием препаратов, снижающих скорость реакции (алкоголь, наркотики, лекарства).
- Токарь должен соблюдать правила личной гигиены.
Техника безопасности перед началом работы
Перед началом работы на токарном станке нужно придерживаться следующих правил техники безопасности:
Спецодежда токаря:
- одежда должна быть полностью застёгнута, без свисающих частей. Особое внимание надо уделять рукавам, манжеты которых должны плотно прилегать к конечностям;
- обувь должна быть плотно прилегающей, закрытой и на жёсткой подошве;
- головной убор должен плотно закрывать волосы и не иметь свисающих концов;
- очки должны быть необходимого размера, прозрачные, с бесцветными не повреждёнными линзами.
- Готовность станка:
- наличие заземления, защитных щитков, ограждений, кожухов;
- наличие необходимого инструмента, а также крючков для отвода стружки, трубок и шлангов для подвода охлаждающей жидкости, щитков для отражения брызг эмульсии;
- отсутствие чего-либо в патроне, корыте или на станке (стружки, заготовок, эмульсии).
- отрегулировать освещение на станке.
- Пробный пуск:
- удостовериться, что запуск не угрожает ни чьей безопасности;
- на холостом ходу проверить работоспособность всех органов управления агрегата, систему смазки и охлаждения.
- Постоянный контроль:
- каждый пуск станка не должен угрожать чьей-либо безопасности;
- не допускать разбрызгивания масла и охлаждающей жидкости;
- контролировать нахождения всех рукояток и переключателей в нейтральном положении.
ТБ во время токарных работ
Во время работы на токарном станке нужно соблюдать правила безопасности:
- Контролировать надёжное закрепление заготовки, режущего инструмента и нахождение торцевого ключа в специально отведённом месте.
- Устанавливать мужчинам заготовки весом больше 16 кг и женщинам более 10 кг разрешается с помощью специальных подъёмных устройств.
- Следить за своевременным удалением стружки из зоны резания с помощью стружколомов, специальных крючков, щёток.
- Контролировать слив охлаждающей жидкости из корыта станка.
- Следить за смазкой центра задней бабки.
- Запрещается:
- передавать что-либо через работающий станок;
- удалять стружку руками или струёй воздуха;
- поддерживать и ловить отрезаемую заготовку руками;
- останавливать патрон с помощью рук или предметов;
- производить уборку работающего станка;
- класть какие-либо предметы на станок;
- работать в рукавицах или перчатках;
- облокачиваться о станок;
- измерять вращающуюся деталь;
- смазывать детали и центры тряпкой;
- отходить от работающего станка.
- Необходимо:
- пользоваться центрами задней бабки, если длина детали превышает 2 диаметра заготовки или при работе на высоких скоростях;
- пользоваться люнетами, если длина детали превышает двенадцатикратный диаметр заготовки или при работе на высоких скоростях;
- использовать специальные резцы с заточкой, если производится обработка вязких металлов;
- использовать стружкоотводы при резке хрупких металлов;
- пользоваться только специальными подкладками под резец соответствующего размера.
Нестандартные ситуации
Если при токарных работах по дереву или металлу появилось электрическое напряжение на металлических частях, ощущается вибрация, исчезла одна фаза, чувствуется запах дыма или возникла какая-нибудь другая опасная или нестандартная ситуация угрожающая выходом из строя оборудования или угрожающая здоровью людей, необходимо выключить станок и сообщить мастеру.
При возникновении пожара необходимо прекратить работы и приступить к тушению с помощью спецсредств.
В случае исчезновения освещения, необходимо оставаться на рабочем месте до возобновления подачи электричества.
Только строгое соблюдение правил техники безопасности при токарных работах не будет подвергать опасности жизнь и здоровье людей.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Опасности работы на станке
Опасность получения травмы от вращающегося ножа в рабочей зоне.
Опасность из-за разрушения строгальных ножей.
Опасность ранения отлетевшими частями заготовок.
Опасность от шума и пыли. Обязательно надевайте средства личной защиты (защита глаз, ушей и
дыхательных путей). Применяйте вытяжные установки!
Опасность из-за разлетающихся частей заготовок.
Опасность поражения электрическим током при неправильной прокладке электрического кабеля.
УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ
мотор не работает
*нет тока – проверить соединительные провода и предохранитель;
*дефект мотора, выключателя или кабеля – вызвать электрика;
*среагировала защита от перегрузки – охладить и опять включить;
сильные вибрации станка
*станок стоит неровно – установить ровно;
*строгальные ножи различные по ширине – ширина ножей должна быть одинакова;
*поврежденные ножи строгального станка – немедленно подлежат замене;
обработанная поверхность выглядит плохо
*нож строгального станка тупой – установить острые ножи;
*ножи забиты стружкой – удалить стружку;
*слишком много стружки – строгать в несколько проходов;
*работа была проведена против волокон – перевернуть заготовку, строгать с другой стороны;
заготовка неравномерна
*влажность заготовки слишком велика – заготовка неровная;
*ножи строгального станка установлены косо – использовать ножевой шаблон;
заготовка зажата
*слишком много стружки – строгать в несколько проходов;
*регулировка стола затруднена;
*недостаточная смазка – смазать механизм подъёма стола и направляющие стойки;
подача заготовки мала
*проскальзывает ремень двигателя – подтянуть ремень или заменить его;
*строгальный вал покрылся смолой – очистить и нанести воск для лучшего скольжения;
*ролики подачи слишком скользкие – придать легкую шероховатость абразивной бумагой.
Ответьте на вопросы
Для чего предназначены рейсмусовые станки;
Виды рейсмусовых станков;
Устройство рейсмусовых станков;
Режущий инструмент рейсмусовых станков;
От чего зависит производительность рейсмусового станка;
Какие рейсмусовые станки имеют наибольшее распространение;
Что необходимо учитывать при работе на рейсмусовом станке;
Какие детали нельзя обрабатывать на рейсмусовых станках;
Обращение с заготовкой;
Опасности работы на станке.
Контрольные вопросы
Рейсмусовый станок используется для строгания:
Досок
Брусков
Бревен
Балясин
Что не входит в состав рейсмусового станка:
Стол
Ножевой вал
Механизм подачи
Плашка
Электродвигатель
Рейсмусовые станки бывают:
Односторонние
Двухсторонние
Трехсторонние
Четырехсторонние
Пятисторонние
Заколы и выровы на брусках образуются в результате того, что плохо отрегулирован(ы):
Стол
Подающий механизм
Прижимная колодка
Ножевой вал
Подача заготовки
Мотор не работает:
Нет тока
Слишком много стружки
Дефект мотора, выключателя или кабеля
Среагировала защита от перегрузки
Проскальзывает ремень двигателя
К какому типу неисправности относятся поврежденные ножи строгального станка:
Заготовка неравномерна
Обработанная поверхность выглядит плохо
Сильные вибрации станка
Заготовка зажата
Как следует поступить с поврежденными ножами строгального станка:
Очистить и нанести воск для лучшего скольжения
Использовать ножевой шаблон
Перевернуть заготовку, строгать с другой стороны
Установить острые ножи
Для повышения чистоты строгания станок снабжен:
Острыми ножами
Стойкой
Прижимными колодками
Прижимным барабаном
Грифленым валиком
Что следует сделать, если работа была проведена против волокон:
Придать легкую шероховатость абразивной бумагой
Установить ровно
Перевернуть заготовку, строгать с другой стороны
Свободный ход каждого секционного кольца подающего вала составляет:
До 10 мм
До 20 мм
До 25 мм
До 40 мм
Ответы:
c, d
d
a, b, c
a, b, d, e
a, b, c
c
d
a, b, d, e
c
b
11
studfiles.net
Техника безопасности при работе на станках с чпу
Техника безопасности при работе на станках с ЧПУ: основные правила
Охрана труда при работе на станках с ЧПУ — одно из условий безаварийной эксплуатации оборудования и отсутствия несчастных случаев. Какие правила необходимо соблюдать оператору, чтобы исключить риск получения производственной травмы?
Общая характеристика
Оператор станка с числовым программным управлением должен соблюдать правила техники безопасности при работе на оборудовании. Если халатно отнестись к их исполнению, это может стоить рабочему здоровья, а то и жизни.
Самые тяжелые травмы, иногда со смертельным исходом работники получали из-за несоблюдения этих простых правил. По статистике только 3,6% несчастных случаев в промышленности происходит по причине отказа оборудования, все остальное — человеческий фактор.
Правила техники безопасности
При эксплуатации станков с ЧПУ каждому этапу производственного процесса соответствуют свои правила, соблюдая которые можно минимизировать риск получения производственной травмы или профессионального заболевания.
Общие
Чтобы быть допущенным к управлению станком, оператор должен пройти медосмотр, и подтвердить знание правил эксплуатации оборудования. Присвоенный рабочему разряд указывается в квалификационном свидетельстве.
Приводы станка требуется отключать каждый раз, когда необходимо установить заготовку или снять готовое изделие. Это же правило следует соблюдать при уборке стружки, проведении замеров и смене инструмента.

Когда при обработке металлических заготовок образуется мелкая стружка, оператор должен пользоваться защитными экранами или очками. Запрещено выдувать стружку ртом либо счищать ее со станка руками. Для этого надо использовать щетки или специальные крючки.
Оператор станка обязан знать:
- устройство станка, включая органы управления;
- основные неисправности;
- требования санитарных норм;
- правила распорядка в цеху.
Запрещено на рабочем месте принимать спиртные напитки или наркотические вещества. Оператор, находящийся в пьяном виде, не может быть допущен к эксплуатации оборудования.
Начало работы
До начала работы станочник обязан провести проверку:
- надежности ограждений;
- наличия и работоспособности инструмента;
- заземления;
- функционирования на холостом ходу;
- целостности смазочной системы и трубопроводов охлаждения.
Станочнику необходимо прочно закрепить обрабатываемую заготовку. Для этих целей нужно использовать предназначенные для этого приспособления.
Необходимо закрепить рабочий инструмент таким образом, чтобы исключить вероятность его раскрепления и поломки. Если зажимной механизм изношен, то нужно заменить кулачки или губки.

В процессе работы
Оператору оборудования запрещено размещать на вибрирующем станке заготовки или инструмент — они могут нанести травмы работнику в случае падения.
Привод станка необходимо отключать в следующих ситуациях:
- если обнаружена неисправность оборудования;
- при коротких перерывах в работе;
- на период смазки или станков;
- при сбоях в питающей электросети.
Если при работе произошел захват ветоши вращающимися деталями, надо остановить станок. Нельзя пытаться ее вытянуть.
В начале работы оператор должен производить операции в следующей последовательности:
- Сначала включить привод инструмента, затем подавать его на заготовку;
- После завершения операции отвести рабочий инструмент от детали, затем остановить вращение шпинделя.
Нельзя нажимать руками на вращающиеся части оборудования, чтобы затормозить шпиндель.
Станочнику запрещено на работающем оборудовании выполнять следующие операции:
- смазывать и чистить станок;
- убирать образовавшуюся стружку;
- измерять детали;
- проверять рукой обрабатываемую поверхность.
Окончание работы
После завершения технологических операций станочнику нужно отключить электропривод оборудования. Затем необходимо удалить стружку, сложить заготовки и готовые изделия. Инструмент надо убрать на штатное место.
Если в течении рабочей смены были неполадки оборудования или со станком проводились ремонтные операции, необходимо передать эту информацию следующему станочнику или мастеру.
После остановки движущихся частей станка требуется провести их смазку. При этом использованную ветошь надо поместить в закрывающийся стальной ящик.
Аварийная ситуация
При любой технической неисправности, которая может послужить причиной аварии, надо остановить работу и известить мастера цеха.
Останавливать станок требуется при наступлении следующих событий:
- несчастный случай;
- возгорание;
- взрыв;
- стихийное бедствие — ураган, затопление, землетрясение;
- поломка оборудования — обесточивание, заклинивание, обрыв приводного ремня.
При наступлении несчастного случая нужно вызвать медиков, оказать доврачебную помощь и доложить о происшествии руководству.

Безопасность электрооборудования
Для исключения несчастных случаев, вызванных поражением электротоком, операторы станков с ЧПУ должны соблюдать правила электробезопасности при эксплуатации оборудования.
Подключать станок к электрической сети можно только после того, как станина и электродвигатель заземлены.
Оператор обязан отключить электропитание в следующих обстоятельствах:
- при выявлении напряжения на стальных частях машины;
- электропривод издает гудящий звук — работа на 2 фазы;
- цепь заземления разомкнута.
При проведении ремонта и наладочных работ нужно устанавливать ограждения и знаки безопасности. Электробезопасность станка обеспечивается путем отсоединения концов питающих линий.
В случае поражения оператора электрическим током следует прежде всего прекратить воздействие электричества на пострадавшего. Для этого нужно использовать сухие предметы, которые не проводят электроток — доска, канат, швабра. Человека требуется оттащить от источника напряжения, избегая брать его за обувь или открытые участки тела. При этом для защиты рук надо использовать любой диэлектрик — сухую ветошь или резину.
Пожарная безопасность
При эксплуатации машин и механизмов с числовым программным управлением возникают риски возникновения пожара. Причинами могут быть как нарушение техники безопасности, так и техническая неисправность оборудования.
Для предотвращения возникновения пожара требуется:
- не курить в производственном помещении;
- не использовать открытый огонь в цеху;
- следить за работой электроприводов, не допуская их перегрева;
- не хранить промасленную ветошь на столах и открытых стеллажах;
- не складировать материалы и готовую продукцию в цеховых проходах;
- при работе с деталями из сплавов титана или магния не сдувать стружку сжатым воздухом, чтобы не образовывалась взрывоопасная взвесь.
В приказе по предприятию перечисляются лица, ответственные за пожарную безопасность в цеху.

i-perf.ru