На станке сверлят отверстие диаметром 20: Помогите, пожалуйста.СРОЧНО.30 баллов. На станке сверлят отверстие диаметром 20 мм при скорости внешних точек сверла 0,4 м/с. а) Определите центростремительное ускорение внешних точек сверла и укажит…
alexxlab | 12.07.1992 | 0 | Разное
| ||||||
| Специальный поиск | ||||||
|
Физика Теория вероятностей и мат. статистика Гидравлика Теор. механика Прикладн. механика Химия Электроника Витамины для ума |
Главная Поиск по сайту Формулы Все задачи Помощь Контакты Билеты |
|||||
определить угловую скорость вращения Задача 13171 Две материальные точки массами m1 и m2 расположены друг от друга на расстоянии R. Определите угловую скорость вращения, с которой они должны вращаться вокруг общего центра масс, чтобы расстояние между ними осталось постоянным.
Задача 12237 Блок массой М, имеющий форму однородного цилиндра радиусом R, может без трения вращаться вокруг своей оси. На блок плотно намотана нить, к концу которой прикреплен небольшой груз массы m. Груз приподнимают так, что нить оказывается не натянутой, и затем отпускают. В результате падения груза в определенный момент нить натягивается и приводит во вращение блок. Определить угловую скорость вращения блока в момент натяжения нити, если высота свободного падения груза равна h.
Задача 17312 Резиновый мяч массой m, летящий со скоростью v, попадает в точку А на диске (диск массы М) и прилипает к нему. Определить угловую скорость вращения диска.
Задача 19384 На станке сверлят отверстие диаметром 20 мм при скорости внешних точек сверла 0,4 м/с.
Задача 19670 Однородный тонкий стержень, находящийся на гладкой горизонтальной поверхности, свободно вращается вокруг своего конца с некоторой угловой скоростью ω0. В некоторый момент ось вытаскивают, и стержень скользит по плоскости, вращаясь. Определить угловую скорость этого вращения.
Задача 21353 В дверь массой 40 кг и шириной 1,2 м упруго ударяется мячик массой 1 кг, летящий со скоростью 6 м/с перпендикулярно двери. Точка удара находится на расстоянии 0,6 м от оси. Определите угловую скорость вращения двери после удара.
| ||||||

 а) Определите центростремительное ускорение внешних точек сверла и укажите направления векторов мгновенной скорости и центростремительного ускорения. б) Определите угловую скорость вращения сверла. в) Сколько времени потребуется, чтобы просверлить отверстие глубиной 150 мм при подаче 0,5 мм на один оборот сверла?
а) Определите центростремительное ускорение внешних точек сверла и укажите направления векторов мгновенной скорости и центростремительного ускорения. б) Определите угловую скорость вращения сверла. в) Сколько времени потребуется, чтобы просверлить отверстие глубиной 150 мм при подаче 0,5 мм на один оборот сверла? Трением в петлях двери пренебречь.
Трением в петлях двери пренебречь.|
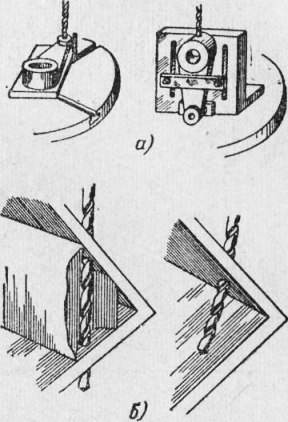
Сверление отверстий на сверлильном станке Категория: Сверление металла Сверление отверстий на сверлильном станке Сверление по разметке. Перед началом работы на сверлильном станке подготовляют рабочее место. Инструмент должен быть установлен в шпинделе надежно и правильно, а изделие — неподвижно закреплено на столе станка. Нельзя допускать биения сверла, которое обычно происходит из-за неправильной его установки. Рукоятки (рычаги) управления скоростями станка переводят в положение, соответствующее выбранному режиму резания. Приступая к сверлению, нужно пустить станок и подвести сверло к изделию плавно, без ударов: оно установится вершиной точно в накерненном углублении. продолжить сверление и довести его до конца. Если же надсверленное углубление отошло от центра, то его исправляют, для чего прорубают от центра в ту сторону углубления, куда нужно сместить сверло, две-три канавки. Сделав еще одно надсверливание и убедившись в его правильности, доводят сверление до конца. При сверлении необходимо быть очень внимательным. Надо изредка выводить сверло из отверстия и освобождать его канавки от стружки. Вводить обратно сверло в отверстие нужно осторожно, так как его легко сломать. Если производится сверление сквозного отверстия, то в момент выхода из него сверла надо выключить автоматическую подачу и перейти на ручную, ослабив нажим на сверло. При диаметрах свыше 30 мм отверстия сверлят в два приема: сначала сверлом меньшего диаметра, а затем сверлом в окончательный размер. Если требуется повышенная чистота поверхности отверстия, то рассверливание производят зенкером или, для еще большей чистоты, развертками, иногда в несколько переходов. Рассмотрим несколько примеров сверления отверстий на сверлильных станках. Сверление в чугунном бруске сквозного отверстия диаметром 20 мм. При выполнении этой работы следует придерживаться такой последовательности действий: 11) исправив надсверленное углубление, окончательно просверлить отверстие; 12) остановить станок, снять брусок, вынуть из шпинделя сверло и очистить станок от стружек.  Рис. 1. Прорубание канавок при уводе надсверленного углубления в сторону Рис. 2. Чертеж чугунного бруска Рис. 3. Сверление отверстия в угольнике: а — с зажимом детали в тисках; б — с зажимом детали в приспособлении; 1 — сверло, 2 — угольник (обрабатываемая деталь), 3 — подкладка, 4 — тиски или приспособление, 5 — стол станка Сверление в угольнике сквозных отверстий диаметром 8 мм. Материал — мягкая сталь. Работу над каждым отверстием нужно выполнять так: 3) настроить станок на выбранное число оборотов шпинделя и выбранную подачу; 4) вставить сверлильный патрон или переходные втулки в шпиндель станка; 5) закрепить сверло и проверить его на биение; 6) подвести сверло к намеченному углублению; 7) пустить станок; 8) засверлить пробное углубление и проверить его по контрольным окружностям; остановить станок и исправить увод углубления, если он имеется; 9) пустить станок, вновь засверлить небольшое углубление, проверить, устранен ли увод; 10) окончательно просверлить отверстие; 11) переставить угольник в тисках для сверления отверстия на другой его полке; 12) повторить операции, указанные в пп.  8—11; 8—11;13) остановить станок; 14) снять с тисков угольник, вынуть сверло, очистить станок. Рис. 4. Сверление несквозного отверстия: а—чертеж детали; б —установка детали для сверления; 1 — приспособление, 2 — прижимная планка, 3 — призмы Сверление в валике несквозного отверстия. Центр отверстия размечен. Эту работу выполняют следующим образом: На рис. 5 показаны другие случаи сверления отверстий. Сверление по кондуктору. Рис. 5. Примеры сверления Рис. 6. Сверление в приспособлениях: а и б — типы кондукторов Кондуктор накладывают на ту часть поверхности изделия, где нужно просверлить отверстия. Крепят кондуктор на изделии боковыми винтами или прижимами различных конструкций. Коробчатый кондуктор имеет форму коробки с откидной крышкой. Обрабатываемое изделие закладывают внутрь коробки и крепят крышкой. Для сверления сверло вводят в соответствующую направляющую втулку кондуктора и просверливают в изделии отверстие. Пользование кондуктором сокращает время на установку и выверку изделий; кроме того, отпадает надобность в разметке и пробном надсверливании. Сверление глухих отверстий. Глухие отверстия свер. лят на требуемую глубину, пользуясь упорным приспособлением, имеющимся на сверлильном станке, или же (если такого приспособления нет) упорной втулкой, закрепленной на сверле. Глубину сверления отмечают на сверле мелом или карандашом. Сверление неполных отверстий. Для получения неполных отверстий (полуотверстий) закрепляют в тисках по две детали так, чтобы поверхности их, на которых должны быть просверлены неполные отверстия, совпали. Размечают на линии стыка закрепленных деталей центры отверстий и производят сверление обычным способом. Рис. 7. Сверление несквозных от< верстий по втулочному упору на сверле: 1 — быстродействующее зажимное приспособление, 2 — изделие, 3 — упорная втулка Сверление «пакетом». При сверлении тонких деталей для ускорения работы обычно собирают несколько штук деталей в «пакет», сжимают его струбцинами, зажимают в тисках и производят сверление собранных таким образом деталей одновременно. Реклама:Читать далее:Ручное сверление металла
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
 Сверление по разметке выполняют в два приема: сначала производят пробное сверление, а затем окончательное. При пробном сверлении надсверливают при ручной подаче небольшое углубление размером около lU диаметра отверстия, потом сверло поднимают, удаляют стружку и проверяют совпадение засверленного углубления с центром размеченной окружности. Если такое совпадение есть, можно
Сверление по разметке выполняют в два приема: сначала производят пробное сверление, а затем окончательное. При пробном сверлении надсверливают при ручной подаче небольшое углубление размером около lU диаметра отверстия, потом сверло поднимают, удаляют стружку и проверяют совпадение засверленного углубления с центром размеченной окружности. Если такое совпадение есть, можно


Что такое Gundrilling? Как работает Gundrilling и когда его использовать
Начните здесь: Обзор глубокого сверления
Gundrilling — это процесс глубокого сверления, в котором используется длинный тонкий режущий инструмент для создания отверстий в металле с высоким отношением глубины к диаметру. Пистолетное сверление эффективно при диаметрах от 1 до 50 мм [0,04–2,00 дюйма]. Инструмент Gundrill отличается от обычного спирального сверла своей уникальной геометрией головки; стандартная ружейная дрель имеет единственную эффективную режущую кромку, которая удаляет стружку по мере продвижения в металлическую заготовку.
Пистолетное сверление эффективно при диаметрах от 1 до 50 мм [0,04–2,00 дюйма]. Инструмент Gundrill отличается от обычного спирального сверла своей уникальной геометрией головки; стандартная ружейная дрель имеет единственную эффективную режущую кромку, которая удаляет стружку по мере продвижения в металлическую заготовку.
Процесс ружейного сверления позволяет сверлить глубокие отверстия, превышающие то, что возможно с помощью обычного оборудования и инструментов, таких как спиральные сверла, с использованием охлаждающей жидкости под высоким давлением для чистого отвода стружки даже на экстремальных глубинах.
Оружейное сверление изначально было разработано для изготовления оружейных стволов, где прямолинейность и долговечность ствола были важны для правильного функционирования ствола. Процесс сверления огнестрельным оружием и инструменты были усовершенствованы для обеспечения максимальной производительности и использования на современном специализированном оборудовании. Огнестрельное оружие по-прежнему является распространенным применением для стрельбы из огнестрельного оружия. Другие отрасли промышленности включают компоненты дизельного топлива, медицинские инструменты, пресс-формы для литья пластмасс и многое другое.
Огнестрельное оружие по-прежнему является распространенным применением для стрельбы из огнестрельного оружия. Другие отрасли промышленности включают компоненты дизельного топлива, медицинские инструменты, пресс-формы для литья пластмасс и многое другое.
Пистолетное сверление может выполняться с ограниченной производительностью на обычных станках с ЧПУ. Отверстия с отношением глубины к диаметру 20:1 или выше обычно требуют специального оборудования для достижения максимальной производительности и надежности процесса, и могут достигать экстремальных соотношений 400:1 или выше.
Сверление с помощью пистолета по сравнению со сверлением с помощью BTA
Процесс сверления с помощью пистолета идеально подходит для отверстий меньшего диаметра, до 50 мм [2,00 дюйма]. Процесс сверления пистолетом отличается от сверления BTA из-за входа охлаждающей жидкости и удаления стружки; Gundrills вводят охлаждающую жидкость внутрь через небольшое отверстие в инструменте, а стружка удаляется охлаждающей жидкостью через канавку за пределами длины инструмента. В сверлильных станках BTA охлаждающая жидкость подается извне, через узел вокруг инструмента, а стружка удаляется через само сверло.
В сверлильных станках BTA охлаждающая жидкость подается извне, через узел вокруг инструмента, а стружка удаляется через само сверло.
Узнайте больше о сверлении BTA
Оптимальные характеристики процесса сверления с применением огнестрельного оружия
Сверление с применением огнестрельного оружия — это идеальный процесс для просверливания глубоких отверстий различной глубины и диаметра. Чрезвычайно глубокие отверстия и отверстия малого диаметра используют пушечное сверление со специальным оборудованием для сохранения прямолинейности и точности.
Диаметр сверления пистолета
| 1–3 мм | Возможно при соответствующем оборудовании |
| 3–25 мм | Общий |
| 25–50 мм | Общий |
| 50–75 мм | Возможно, но менее продуктивно, чем бурение БТА |
Соотношение D:d для сверления пистолетом
| 5:1 | Обычные спиральные сверла |
| 10:1 | Высокопроизводительные спиральные сверла со сквозной подачей СОЖ |
| 20:1 | Специальные инструменты для глубокого сверления со сквозной подачей СОЖ |
| 100:1 | Инструменты для сверления пистолета на специальном станке для сверления пистолета |
| 200:1 | Инструменты для сверления пистолета на высокопроизводительном станке для сверления пистолета |
| 400:1 | Экстремальный диапазон бурения, требуются собственные процессы и оборудование |
Сверлильный станок для огнестрельного оружия
Сверлильные станки для огнестрельного оружия спроектированы и изготовлены для достижения желаемых допусков в глубоких отверстиях. Просмотрите схему станка и узнайте о высокоточных компонентах, из которых состоит оборудование для сверления огнестрельного оружия.
Просмотрите схему станка и узнайте о высокоточных компонентах, из которых состоит оборудование для сверления огнестрельного оружия.
Узнать больше >
Инструменты для сверления выбираются и интегрируются в систему глубокого сверления для достижения максимально возможных стандартов допуска.
Найти инструменты для сверления >
Формулы для сверления | Коллекция формул обработки | Введение в обработку
На этой странице представлены формулы для расчета основных параметров, необходимых для бурения. Цифры, полученные в результате расчета, приведены только для справки. Условия обработки зависят от используемого станка. Используйте оптимальные условия в соответствии с вашими реальными условиями обработки.
- Скорость резания (vc)
- Подача шпинделя (vf)
- Время обработки (Tc)
- Угол подъема резьбы (tan α)
- π (3.14): круговая постоянная
- DC (мм): Диаметр сверла
- n (мин.
 -1 ): Скорость шпинделя
-1 ): Скорость шпинделя
- памятка
Эта формула используется для расчета скорости резания по диаметру сверла и скорости шпинделя.
Пример:
Диаметр сверла (DC) = 10 мм
Скорость вращения шпинделя (n) = 1500 мин -1
В этом случае скорость резания (vc) составляет приблизительно 47,1 м/мин.
- fr (мм/об): подача на оборот (скорость подачи)
- n (мин. -1 ): Скорость шпинделя
- памятка
Эта формула используется для расчета подачи шпинделя (ось Z) из подачи на оборот (подачи) и скорости шпинделя.
Пример:
Подача на оборот (fr) = 0,3 мм/об
Скорость шпинделя (n) = 1500 мин -1
В этом случае подача шпинделя (по оси Z) (vf) составляет 450 мм/мин.
- ld (мм): Глубина сверления
- i: Количество отверстий
- n (мин. -1 ): Скорость шпинделя
- fr (мм/об): подача на оборот (скорость подачи)
- памятка
Эта формула используется для расчета времени обработки по глубине сверления, количеству отверстий, подаче шпинделя и подаче на оборот.
Пример сверления стали SCM430:
Глубина сверления (ld) = 35 мм
Количество отверстий (i) = 1
Скорость вращения шпинделя (n) = 1500 мин -1
Подача на оборот (fr) = 0,1 мм/ rev
В этом случае время обработки (Tc) составляет приблизительно 14 секунд (0,233 мм/мин).
- I: свинец
- n: Количество потоков
- P (мм): Шаг
- d (мм): Эффективный диаметр резьбы
- памятка
- А
- Угол опережения (α°)
- Б
- Угол наклона (β°)
- С
- Угол наклона листа или держателя (θ°)
Эта формула используется для расчета угла подъема винтовой резьбы.
Угол в плане можно рассчитать по шагу, количеству витков резьбы, шагу и эффективному диаметру резьбы.
Пример нарезания трапециевидной резьбы ISO под углом 30° с правой наружной резьбой (внешний диаметр):
Эффективный диаметр = 18 мм
Шаг (P) = 4 мм
Количество витков (n) = 1
Подача на оборот (fr ) = 0,1 мм/об
В этом случае угол опережения (tan α) составляет приблизительно 4,05°.