На токарном станке изделия: Что можно сделать на токарном станке по дереву: точение необычных изделий, видео
alexxlab | 02.03.2023 | 0 | Разное
Обработка металла на токарном станке: методы и виды оборудования
СОДЕРЖАНИЕ
- Суть обработки металла на токарном станке
- Виды токарных станков для обработки металла
- Типы резцов для обработки металла на токарном станке
- Виды токарных работ по металлу
- Обработка цилиндрических заготовок из металла на токарном станке
- Обработка поверхностей конического типа
- Обработка торцов и уступов заготовки
- Резка металлических изделий на токарном станке
- Обработка отверстий заготовок из металлов на токарном станке
Обработка металла на токарном станке – это основная задача данного типа оборудования, цель которой – получение разнообразных по габаритам и назначению деталей. В зависимости от требований к конечному изделию могут использоваться станки с ручным или числовым управлением.
Не менее важны для процесса резцы, которыми выполняют необходимые процедуры. В нашей статье мы расскажем, какие бывают станки и инструменты для обработки металла, и поговорим о типах и технологии самих работ.
В нашей статье мы расскажем, какие бывают станки и инструменты для обработки металла, и поговорим о типах и технологии самих работ.
Суть обработки металла на токарном станке
Токарный станок – это инструмент, относящийся к категории металлорежущего оборудования, с помощью которого происходит обработка металлического изделия. Срезка верхнего слоя осуществляется до момента, пока оно не примет заданную форму и не приобретет нужный размер, а поверхность не станет гладкой и ровной.
На токарных станках обтачивают кольца, валы, втулки, гайки, муфты, колеса и другие детали и элементы конструкций.
Чаще всего обработке подлежат цилиндрические изделия или изделия конической формы, а также торцевые и фасонные поверхности, уступы. С помощью токарного станка можно обработать отверстие, проточить канавку, сделать нарезку резьбы, убрать часть заготовки. В процессе работы доступны такие действия, как сверление, растачивание, зенкерование, развертывание, накат.
Обработка металла на токарном станке осуществляется с участием режущих инструментов.
Процесс обработки металлической заготовки происходит следующим образом: режущий край клиновидного резца погружается в заготовку на нужную глубину и как бы расклинивает ее. Его передняя поверхность сжимает находящийся на поверхности металлический слой и с усилием преодолевает сцепление его частиц.
В результате происходит их отделение от основной поверхности детали. В ходе снятия припуска с детали образуется металлическая стружка.
Обязательными условиями осуществления технологического процесса является вращение заготовки, закрепленной в специальном патроне. Оно становится возможным благодаря наличию шпинделя или планшайбы. Силу и частоту подачи через ременную передачу и коробку скоростей обеспечивает электродвигатель.
Токарный станок представляет собой многофункциональное устройство. Благодаря ему можно:
- осуществить нарезку резьбы;
- удалить лишние элементы заготовки;
- проложить канавки по поверхности обрабатываемой детали;
- просверлить, расточить, очистить и отшлифовать различные отверстия и т. д.
Профессионально проведенная обработка изделия из металла на токарном станке должна обеспечить его высокое качество на выходе. Соответствие размера и формы заданным стандартам должно быть идеальным, а любые шероховатости полностью отсутствовать.
Проконтролировать результат можно с помощью специальных измерительных инструментов. В условиях масштабного производства параметры серийной продукции измеряются предельными калибрами, а работники небольших мастерских используют для этой цели штангенциркули, микрометры, нутромеры и т. д.
д.
Виды токарных станков для обработки металла
Существует несколько вариантов токарного оборудования, характеризующегося наличием особых функциональных возможностей. Классификация станков происходит в соответствии с их назначением, универсальностью и наличием конструктивных особенностей.
В зависимости от того, какое изделие подлежит обработке и насколько точен должен быть конечный результат, выделяют:
-
Токарно-винторезное оборудование – это универсальные станки, предназначенные для обработки деталей точением. В ходе обработки происходит одновременное вращение заготовки и продольное движение резца по направлению, параллельному оси.
Токарно-винторезное оборудование применяется для изготовления конусообразных и цилиндрических изделий всевозможных диаметров и нарезки резьбы. Устанавливаются такие станки как в цехах крупных производственных объектов, так и в небольших мастерских. Обрабатывать с их помощью можно детали из цветных и черных металлов.

- Токарно-карусельные станки предназначены для работы с крупногабаритными изделиями небольшой длины.
- Лоботокарное оборудование – оно предусматривает возможность работы с конусообразными заготовками и цилиндрами, но также позволяет производить обработку изделий из металлов, как на простом токарном станке, установив заготовку в горизонтальном положении.
- Токарно-револьверное оборудование – это станки со сменным держателем инструмента, выполнять различные манипуляции на которых можно, автоматически переключаясь на нужный резец.
Этот список можно дополнить перечнем узкоспециализированного оборудования, которое относят к токарным станкам на основании такого признака, как наличие резцов.
Читайте также: «Оборудование для сварочных работ»
Существенно повысить точность соблюдения параметров и качество обработки материалов стало возможно благодаря появлению токарных станков с числовым программным управлением. Применение ЧПУ также оказало позитивное влияние на стоимость проведения работ.
Применение ЧПУ также оказало позитивное влияние на стоимость проведения работ.
Эффективность нового оборудования была подтверждена:
- ростом эффективности труда;
- возможностью обработки изделий из металлов и инструментальных сталей при наличии правильной оснастки;
- минимизацией участия человека в технологическом процессе за счет автоматизации;
- включением в программу числового управления разнообразных вариантов обработки с запланированной скоростью резания и подачи;
- повышением уровня безопасности;
- увеличением точности выполнения работ и снижением количества бракованных изделий.
Токарное оборудование с ЧПУ активно производится американцами и китайцами. Установить ЧПУ на станок можно только в том случае, если он обладает высокой точностью позиционирования частей.
Типы резцов для обработки металла на токарном станке
В зависимости от того, как расположена режущая кромка и куда направлено движение суппорта, резцы для обработки изделий из металла на токарном станке подразделяются на два типа:
- правые резцы;
- левые резцы.

Исходя их внешнего вида рабочей части они бывают:
- прямые — когда у рабочей часть и корпуса присутствуют общие боковые поверхности;
- отогнутые — когда режущая кромка с переменным сечением выходит за плоскость корпуса.
В соответствии с производимыми при внешней обработке детали операциями различают:
- проходные резцы;
- канавочные резцы;
- фасонные резцы;
- резьбовые резцы;
- расточные резцы.
Читайте также: «Металлические стеллажи для склада»
Если необходимо обработать торцы, используют торцевые и отрезные резцы на суппорт. Чтобы совершить необходимые операции, на задней бабке закрепляют:
- сверла;
- зенкеры;
- метчики;
- расточные резцы.
Режущая кромка клина в зависимости от поставленной задачи может располагаться к направлению движения по-разному — перпендикулярно или под определенным углом.
Виды токарных работ по металлу
Обработка изделий из металла на токарном станке представляет собой технически сложную процедуру. Точность соблюдения заданных параметров и идеальное состояние поверхности может быть достигнуто благодаря использованию станков с ЧПУ. При этом очень важно обратить внимание на качество резцов и выбранного сверла.
Перечень стандартных видов работ выглядит следующим образом:
- обработка поверхности заготовок в форме цилиндров и конусов;
- нарезка деталей нужного размера в соответствии с требованиями заказа;
- подготовительная и чистовая обработка торцов и уступов;
- вытачивание пазов и канавок;
- расточка, сверление и развертывание отверстий;
- нарезка резьбы во внутренней части изделия и снаружи.
Выбор станка для решения той или иной задачи определяется в соответствии с объемами предстоящих работ и времени, которое отводится на их выполнение.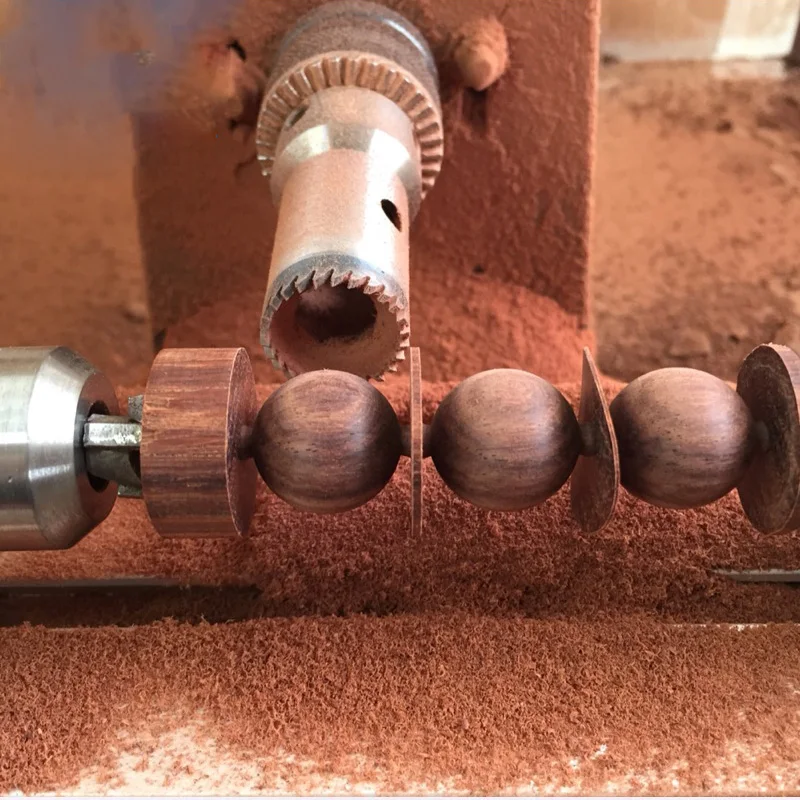 С этой точки зрения беспроигрышным вариантом является станок с числовым программным управлением.
С этой точки зрения беспроигрышным вариантом является станок с числовым программным управлением.
Обработка цилиндрических заготовок из металла на токарном станке
Точные параметры будущей детали задаются на основе вводных данных, указанных в техническом задании. Скорость, с которой лишний металл снимается с заготовки, и толщина слоя, подлежащего удалению, определяются в соответствии с маркой обрабатываемого материала.
Выполняться такие действия могут как на станках с числовым программным управлением, так и с использованием станков с ручным управлением. В процессе обработки металлических заготовок используются резцы упорного и проходного типов. Изготовленные оси, валы, крепежные элементы и другие детали должны идеально соответствовать указанным в заказе параметрам.
Обработка поверхностей конического типа
Данный вид работ относится к сложным и имеет следующую специфику:
- обработка конусообразной заготовки из металла на токарном станке осуществляется сразу в двух плоскостях, и добиться качественного результата с использованием стандартного оборудования практически невозможно;
- инструмент должен подаваться в поперечном и продольном направлении одновременно;
- выполнить работу быстро, качественно и в четком соответствии с техническим заданием возможно, только используя станок с числовым программным управлением.

Обработка торцов и уступов заготовки
Эта несложная операция предполагает использование проходных резцов. Чаще всего для обработки торцов используются станки с ручным управлением.
Для реализации поставленной задачи необходимо выбрать параметры с учетом марки стали и провести обработку детали в соответствии с требованиями технического задания.
Резка металлических изделий на токарном станке
Для проведения этой операции используются специальные отрезные резцы, которые движутся от внешнего края детали по направлению к центру. На последнем этапе обработки важно не допустить ее падения, так как это может нанести вред не только ей самой, но и инструменту, участвующему в процессе обработки. Для этого необходимо предусмотреть вариант поддержки детали.
Читайте также: «Оборудование для СТО»
Фиксация изделий большой длины осуществляется с помощью люнета. Этот инструмент поддерживает деталь и позволяет избежать сколов резца.
Обработка отверстий заготовок из металлов на токарном станке
К данной категории работ можно отнести следующие процессы:
- сверление отверстия по центру цилиндрической или конусообразной детали, которая предварительно фиксируется с помощью кулачков патрона. Необходимый режущий инструмент закрепляется в оправе на бабке;
- последующая внутренняя и внешняя расточка. Деталь размещается на передней бабке и с помощью специальных резцов с нее постепенно снимается необходимый слой металла;
- нарезка внутренней и внешней резьбы, развертывание отверстий, подготовка канавок внутри детали и другие операции по обработке отверстий могут быть качественно выполнены на станке с числовым программным управлением.
Обработка цилиндрических и конусообразных деталей с помощью специальных инструментов может осуществляться и на станках с ручной регулировкой, но использование оборудования с ЧПУ позволяет получить качественный результат в более короткие сроки.
Для того чтобы качественно произвести обработку металла на токарном станке, необходимо овладеть практическими навыками. Отработать их можно с помощью операций, выполненных на разных станках. В качестве опытного материала можете использовать бракованные заготовки.
Читайте также: «Гибочные прессы»
Ваша цель – понять принципы работы оборудования и набить руку. Только так вы сможете научиться точному выполнению поставленных задач и добиться высокой производительности труда.
Обработка металла на токарном станке
Оцените, пожалуйста, статью
12345
Всего оценок: 1, Средняя: 5
Изготовление изделий на токарном станке
| Точение кубка При изготовлении кубка в патрон вколачивают деревянную болванку и навертывают его на шпиндель.
Точение кубка: а — общий вид, б — разрез
После выточки внутренней полости выполняют наружную обработку кубка. Наиболее тонкие части изделия, такие, как ножка, обтачивают в конце работы. Точение вазыОбщий принцип точения вазы такой же, как и точение кубка. Различие в том, что кубок точат целиком, а вазу частями.
Точение вазы: аа1 — колонка-ножка, б— полая часть
Сначала вытачивают колонку-ножку, затем верхнюю полую часть и наконец нижнюю — цоколь вазы. Точение шкатулкиШкатулку собирают из трех частей: самой шкатулки, крышки и кнопки крышки. Сначала вытачивают крышку и в центре высверливают отверстие для кнопки, затем точат шкатулку и кнопку; причем внутреннюю часть крышки вытачивают окончательно, а наружную только вчерне.
Точение шкатулки
Крышку отрезают и приступают к вытачиванию самой шкатулки. На выточенную шкатулку надевают вчерне крышку и обтачивают ее сверху начисто. Готовые части склеивают, изделие просушивают и отделывают. Точение бочонка Для изготовления бочонка с крышкой применяют способ одноцентрового точения, то есть заготовку устанавливают консольно на шпинделе передней бабки. Когда выточка сделана, край ее растачивают под фальц притвора. Диаметр выточки делают равным диаметру внутренней полости бочонка; диаметр фальца притвора должен быть равен половине толщины обработанной стенки бочонка. Высоту фальца делают в зависимости от величины бочонка. Обычно глубину фальца притвора делают 5—8 мм.
Точение бочонка
Закончив обработку внутренней части крышки, выполняют приближенную обточку ее наружной поверхности, оставляя для доводки 1—2 мм. Затем крышку отрезают от заготовки и приступают к выточке внутренней полости, подрезав торец заготовки. Когда полость бочонка готова, обтачивают наружную поверхность, оставляя на доводку 1—2мм, и приступают к выточке фальца притвора на бочонке. Для этого от наружной кромки отмеряют высоту его, равную высоте фальца крышки, и острым углом прямой стамески делают подрез. Для обеспечения плотного притвора стенки фальцев бочонка и крышки должны быть цилиндрическими, а высота фальца бочонка должна быть ниже фальца крышки на 0,2—0,3 мм. Чтобы крышка надевалась на остов бочонка без задиров волокон, на наружной кромке его делают мелкую фаску. Затем насаживают крышку на остов бочонка и совместно доводят их наружные диаметры до нужных размеров. Незаметность притвора зачастую достигается тем, что на наружной поверхности бочонка делают проточки, имитирующие обручи. Изготовленный бочонок отрезают от заготовки. Для украшения бочонок часто делают из комбинированной древесины. Последовательность точения бочонка: выбор заготовки, вставка в патрон приточенного конца, округление, отторцовка конца, разметка, внешняя обточка крышки (первичная), внутренняя выточка крышки, внешняя обточка крышки (вторичная) и ее срезка, отторцовка конца после срезки, обточка бочонка (первичная), внутренняя выточка бочонка, выточка фальцев, проточка фальцев по крышке, чистовая обточка бочонка вместе с крышкой, шлифовка шкуркой, покрытие лаком, отрезка бочонка от заготовки. Точение рюмкиТочение рюмки выполняют в последовательности, указанной на рисунке.
Последовательность точения рюмки: а — вытачивание цилиндра по максимальному диаметру изделия, б— разметка и обтачивание внешней поверхности, в— растачивание внутренней полости, г— вытачивание ножки и основания, д — лакирование и отрезание изделия, е — готовые изделия
Точение русской матрешкиВначале протачивают внешнюю сторону нижней части основания, затем внутреннюю полость, делают переход для надевания верхней части и отрезают заготовку. Верхнюю часть игрушки вначале вытачивают с внешней стороны. Затем растачивают внутреннюю полость, протачивают уступ по диаметру выточенной нижней части матрешки.
Точение русской матрешки: а — вытачивание цилиндра, б— разметка и обтачивание внешней поверхности, в — растачивание внутренней полости и вытачивание уступа, г — отрезание основания игрушки, д — разметка и выгачивание верхней части игрушки, е — растачивание внутренней полости и протачивание уступа, ж— подгонка и протачивание в сборке, з — отрезание изделия, и— ютовое изделие
Нижнюю часть игрушки надевают на верхнюю. Защитно-декоративное покрытие токарных (точеных) изделийПростейшим способом отделки изделий является покрытие их с помощью тампона или кисти масляным или нитролаками, но предварительно необходимо хорошо отшлифовать шкуркой и загрунтовать порозаполнителем КФ (для древесины светлых пород) и КФ-3 (для древесины красного дерева и др.). Лучший результат нанесения лака достигается пульверизатором или способом окунания в него точеного изделия. При покрытии нитролаком первый слой просушивается 15—20 мин, затем шлифуется пастой или мелкозернистой шкуркой. При необходимости выточенные изделия перед лакированием покрывают морилкой, имитирующей ценные породы. На мореной поверхности хорошо смотрятся вырезанные резцами (штихелями) узоры или проточенные на станке канавки, углубления, полоски. Красиво смотрятся изделия, отделанные выжиганием и обжиганием. Кроме обычной иглы электровыжигательного аппарата часто применяются различные формочки (крючки) из проволоки, штемпеля. Различные узоры можно сделать спиралью, насаженной на жало паяльника. Нередко выжиганием получают контурный рисунок для последующего раскрашивания. Контур препятствует растеканию краски. Рисунок для выжигания можно выполнить на бумаге, затем проколоть по контуру иглой. Бумагу или кальку с отверстиями накладывают на изделие и припудривают тампоном толченым углем. Когда шаблон снимают, на изделии остается контурный рисунок, который можно раскрасить акварелью и покрыть лаком. Для раскраски можно использовать гуашь, но, чтобы не пачкалась и не текла при раскрашивании, в нее добавляют немного жидкого столярного клея или водоэмульсионной краски. Яркими выглядят изделия, раскрашенные анилиновыми красками. Они разводятся в воде и наносятся кистью. Изделие перед этим обязательно грунтуется. В качестве грунта можно использовать клейстер, который наносится тампоном или губкой. Грунтовка проводится два-три раза с интервалами на просушку в 10 ч. Окрашивать точеные изделия можно и масляными красками, но в этом случае применяется грунт, состоящий из одной части желатина (столярного клея) и пяти частей зубного порошка. Ручки, рукоятки, веретена и другие изделия после обработки шлифовальной шкуркой окунаются в лак ПФ-283 (бывший 4С) и сушатся в течение 24 ч. Затем по лакированной поверхности наносятся черной тушью рисунки, надписи перьевой ручкой. Рисунки раскрашиваются цветной тушью. После этого изделия снова окунаются в тот же лак и сушатся в подвешенном положении. |
 Болванку обтачивают и придают ей черновую форму кубка. Затем приступают к вытачиванию внутренней полости. Для этого ставят подручник поперек направляющих станины и продвигают его к торцу, а полукруглую стамеску поворачивают желобком книзу и, поставив ее слегка наискось, нажимают слева направо от центра вращения. Получается довольно глубокая впадина (углубление), которую окончательно растачивают выточками-крючками соответствующей формы. Вытачиваемые полости и отверстия проверяют нутромером. При точении надо следить, чтобы внутренняя выемка была гладкая, а стенки — равномерной толщины.
Болванку обтачивают и придают ей черновую форму кубка. Затем приступают к вытачиванию внутренней полости. Для этого ставят подручник поперек направляющих станины и продвигают его к торцу, а полукруглую стамеску поворачивают желобком книзу и, поставив ее слегка наискось, нажимают слева направо от центра вращения. Получается довольно глубокая впадина (углубление), которую окончательно растачивают выточками-крючками соответствующей формы. Вытачиваемые полости и отверстия проверяют нутромером. При точении надо следить, чтобы внутренняя выемка была гладкая, а стенки — равномерной толщины. Выточив колонку на трезубце обычным путем, заготовляют кусок древесины и согласно рисунку вытачивают из него верхнюю часть, в центре которой центровым сверлом делают углубление для колонки и срезают ее, затем вытачивают цоколь, используя при точении чашечный патрон. В нижней части также делают углубление для нижнего конца ножки. Закончив точение отдельных частей, их собирают на клею. Когда клей просохнет, изделие отделывают на станке.
Выточив колонку на трезубце обычным путем, заготовляют кусок древесины и согласно рисунку вытачивают из него верхнюю часть, в центре которой центровым сверлом делают углубление для колонки и срезают ее, затем вытачивают цоколь, используя при точении чашечный патрон. В нижней части также делают углубление для нижнего конца ножки. Закончив точение отдельных частей, их собирают на клею. Когда клей просохнет, изделие отделывают на станке. Заготовку обтачивают в цилиндр, затем обрабатывают ее свободный торец и делают в нем выточку согласно чертежу или образцу.
Заготовку обтачивают в цилиндр, затем обрабатывают ее свободный торец и делают в нем выточку согласно чертежу или образцу.

 После их подгонки на поверхности игрушки делают риску — отметку. Выточенная матрешка хорошо закрывается всегда только в одном положении. В собранном состоянии игрушку окончательно вытачивают, отделывают и грунтуют под последующее раскрашивание. При изготовлении семейства матрешек, вставляемых одна в другую, вначале вытачивают самую маленькую. В этом случае внутренние полости последующих матрешек вытачивают под размер предыдущей. Следует иметь в виду, что место разъема у всех матрешек данного семейства должно быть в одной плоскости.
После их подгонки на поверхности игрушки делают риску — отметку. Выточенная матрешка хорошо закрывается всегда только в одном положении. В собранном состоянии игрушку окончательно вытачивают, отделывают и грунтуют под последующее раскрашивание. При изготовлении семейства матрешек, вставляемых одна в другую, вначале вытачивают самую маленькую. В этом случае внутренние полости последующих матрешек вытачивают под размер предыдущей. Следует иметь в виду, что место разъема у всех матрешек данного семейства должно быть в одной плоскости. После этого наносится второй и последующие слои лака.
После этого наносится второй и последующие слои лака. Краска немного обесцвечивает тона.
Краска немного обесцвечивает тона.Как работает токарный станок? Все, что вам нужно знать
Токарные станки — невероятно важный инструмент для механической обработки, используемый при изготовлении изделий из металла и дерева. Они предшествуют промышленной революции: древние египтяне разработали токарный станок еще в 1300 г. до н. э., а французы изобрели более современный токарный станок в 1569 году. бейсбольные биты. Современные ремесленники используют станки меньшего размера для создания красивых произведений искусства, в то время как слесари используют станки большего размера для производства промышленных материалов.
Они предшествуют промышленной революции: древние египтяне разработали токарный станок еще в 1300 г. до н. э., а французы изобрели более современный токарный станок в 1569 году. бейсбольные биты. Современные ремесленники используют станки меньшего размера для создания красивых произведений искусства, в то время как слесари используют станки большего размера для производства промышленных материалов.
Итак, как работает токарный станок? Читайте все, что вам нужно знать об этих инструментах.
Что такое токарный станок?Токарный станок использует силу вращения и стационарный режущий инструмент для придания формы заготовке, которая обычно изготавливается из металла или дерева.
Удаление материала с заготовки — основная функция токарного станка. Когда деталь вращается, режущий инструмент прижимается к ней. Это может создать резьбу, отверстия, грани и другие конструкции.
Благодаря своей универсальности токарный станок получил прозвище «Мать всех станков».
Токарный станок работает по простому принципу, но имеет много сложных движущихся частей. Большинство токарных станков содержат переднюю бабку, заднюю бабку, шпиндель, двигатель, патрон и набор режущих инструментов.
Сначала заготовка крепится к патрону. Это часть машины, которая удерживает деталь на месте. Патрон обычно захватывает заготовку снаружи.
Шпиндель, прикрепленный к патрону, соединен с двигателем, вращающим заготовку. Это та часть, которая позволяет заготовке вращаться. Как только кусок вращается, он готов к резке.
Затем слесарь прикрепляет режущий инструмент к держателю инструмента. Держатель инструмента прочно удерживает режущий инструмент на месте и позволяет инструменту перемещаться по длине детали при вращении.
Режущие инструменты бывают самых разных размеров, каждый из которых служит своему назначению.
Токарные инструменты могут срезать материал с заготовки. Эти плоские лезвия являются наиболее распространенным типом режущего инструмента, используемого в токарных работах.
Другие режущие инструменты включают расточные оправки для увеличения отверстий, инструменты для снятия фасок для создания фасок и инструменты для разделения, чтобы разрезать заготовку пополам.
Токарные станки и изделия из дереваПринципиально все токарные станки работают одинаково. Однако не все токарные станки режут один и тот же материал. Токарные станки, предназначенные для обработки дерева, не могут резать металл.
Токарный станок по дереву может только формовать древесину. Эти токарные станки меньше по размеру и имеют менее мощный двигатель, чем их металлорежущие аналоги.
Токарные станки по дереву работают со скоростью 500-1200 оборотов в минуту (об/мин). Некоторые токарные станки по дереву имеют регулировку скорости, а другие нет.
Токарные станки с регулируемой скоростью предпочтительны для деревообработки, так как возможность точить древесину на более низкой скорости может снизить вибрацию, которую испытывает заготовка. Вибрация может вызвать неравномерную резку, что приведет к получению неудовлетворительного конечного продукта.
Вибрация может вызвать неравномерную резку, что приведет к получению неудовлетворительного конечного продукта.
В деревообработке токарные станки чаще всего используются для изготовления из дерева цилиндрических деталей. Эти части становятся ножками стульев или столов, или далее обрабатываются в декоративные шпиндели.
Токарные станки и металлообработкаТокарные станки по металлу крупнее и вращаются намного быстрее, чем токарные станки по дереву. Эти токарные станки могут резать некоторые из наиболее распространенных промышленных металлов, таких как алюминий, железо и сталь.
Важно отметить, что токарный станок по металлу также может придавать форму деревянным заготовкам.
Токарные станки по металлу имеют более крупные и острые режущие инструменты, чем токарные станки по дереву. Это связано с тем, что металл гораздо труднее резать, чем дерево.
Большинство специализированных токарных станков по металлу могут работать с переменной скоростью. Некоторые металлы, такие как алюминий, требуют высоких оборотов, в то время как другие металлы, такие как мягкая сталь, должны вращаться медленно.
Некоторые металлы, такие как алюминий, требуют высоких оборотов, в то время как другие металлы, такие как мягкая сталь, должны вращаться медленно.
Токарные станки являются неотъемлемой частью производственного процесса и могут создавать широкий ассортимент продукции. Из-за этого некоторые токарные станки имеют специальные функции.
Токарные станки с двигателямиЭти токарные станки получили свое название от паровых двигателей, которые приводили их в действие во время промышленной революции. Машинисты используют токарные станки в металлообработке для выполнения таких задач, как сверление и растачивание. Это наиболее распространенные виды токарных станков, используемых в промышленности.
Скоростные токарные станки Скоростные токарные станки — это небольшие токарные станки, используемые в деревообработке. Это одни из самых простых токарных станков с точки зрения их конструкции, поскольку они имеют только переднюю бабку, заднюю бабку и револьверную головку. Они получили свое название из-за своего шпинделя, способного вращаться с высокой скоростью.
Они получили свое название из-за своего шпинделя, способного вращаться с высокой скоростью.
Токарно-револьверные станки имеют револьверную головку вместо задней бабки. Башня способна удерживать несколько режущих инструментов, каждый из которых можно использовать последовательно. Это позволяет оператору производить идентичные заготовки на одном и том же станке, экономя время и обеспечивая идентичность каждой детали.
Токарные станки для инструментальных цеховЭти токарные станки по функциям аналогичны токарным станкам с двигателями, но обеспечивают больший контроль. Токарные станки инструментального цеха используются, когда точность резов имеет первостепенное значение. Они имеют регулируемую скорость и могут вращаться быстро или очень медленно, в зависимости от потребностей оператора.
Токарные станки по стеклу Токарные станки по стеклу похожи на другие токарные станки тем, что они используют энергию вращения для придания формы материалу, но у них нет режущих инструментов. Вместо этого они используют горелку, чтобы нагреть стекло, пока оно не станет пластичным.
Вместо этого они используют горелку, чтобы нагреть стекло, пока оно не станет пластичным.
Эти токарные станки вращают нагретое стекло, которое оператор формирует вручную. Токарные станки по стеклу являются основой научного процесса изготовления стекла и чаще всего используются для изготовления стеклянной посуды.
Производственные решения, на которые можно положитьсяТокарный станок был одним из первых когда-либо созданных станков. С момента своего создания он упростил формование металла и дерева и продолжает служить обрабатывающей промышленности по сей день.
Как работает токарный станок? Что ж, существует много разных видов токарных станков, и все они работают по принципу использования стационарного режущего инструмента для придания формы вращающейся заготовке.
All Metals Fabricating является лидером в области производства и обработки листового металла. Их приверженность честности не имеет себе равных, поэтому вы знаете, что можете доверять их надежному сервису. Запросите предложение сегодня.
Запросите предложение сегодня.
Как прикрепить древесину к токарному станку
Когда вы только начинаете, может быть немного сложно определить, как прикрепить древесину к токарному станку. Чем один метод лучше другого? И, что еще хуже, почему один человек делает это так, а другой иначе?
Я думаю, как только вы полностью поймете эти три подхода к креплению дерева к токарному станку, вы будете лучше понимать, почему, как и когда использовать их при точении чаши.
Когда заготовка чаши готова для токарного станка, ее необходимо правильно прикрепить, чтобы начать токарную обработку. Есть три простых, простых, безопасных и надежных способа крепления дерева к токарному станку, которые мы рассмотрим в этом посте. Каждый метод крепления дерева имеет свои сильные стороны и преимущества, а также некоторые недостатки.
Два раза прикреплять древесину
В процессе производства чаша прикрепляется два раза. Во-первых, заготовка чаши должна быть прикреплена к токарному станку таким образом, чтобы обеспечить достаточный доступ к основанию, чтобы сформировать шип, а затем сформировать внешнюю часть чаши.
Во-вторых, чаша должна быть перевернута после создания шипа и внешней формы. После изготовления шипа чаша поворачивается и прикрепляется к токарному станку с помощью четырехкулачкового патрона для дальнейшего создания внутренней части чаши.
Шип представляет собой утолщенный цилиндрический выступ на дне чаши, используемый в качестве точки крепления четырехкулачкового патрона. Если вы хотите узнать все о создании идеального шипа, прочитайте эту статью.
Также можно создать паз. В этом примере я покажу шип. Прочитайте в этой статье все о создании врезного соединения чаши. И если вы не уверены, использовать ли шип или паз, эта статья может помочь вам решить.
Размер имеет значение
Как вы помните в статье об изготовлении деревянной заготовки чаши, форма заготовки чаши может варьироваться от простого отрезанного сучка до большой сбалансированной и настоящей цилиндрической заготовки из дерева. Форма и размер деревянной заготовки будут влиять на то, как заготовка чаши изначально крепится к токарному станку.
Все описанные здесь различные подходы будут использоваться для создания шипа или ножки, чтобы позже перевернуть заготовку чаши и прикрепить ее к четырехкулачковому патрону. Если вы хотите выточить чашу без четырехкулачкового патрона, ознакомьтесь с этой статьей.
Цилиндрический патрон
Цилиндрический патрон — недорогой и быстрый способ крепления дерева к токарному станку. Цилиндрический патрон представляет собой «приводной центр», что означает, что он не вращается свободно на подшипниках.
Он приводится в движение передней бабкой и имеет прочный вал с конусом Морзе, который входит в полый центр шпинделя передней бабки.
Затем деревянная заготовка чаши центрируется между цилиндрическим патроном и «подвижным центром» с вращающимися подшипниками, прикрепленными к задней бабке.
Одним из существенных преимуществ использования цилиндрического патрона является то, что деревянную заготовку чаши можно легко ослабить и переместить как со стороны передней, так и со стороны задней бабки независимо друг от друга и в любой момент процесса токарной обработки.
Возможность переналадки полезна, особенно при токарной обработке необработанной заготовки с неопределенной формой дна.
Много раз при формировании изгиба дна чаши обнаруживалось, что одна сторона требует гораздо большего выворачивания, чем противоположная сторона.
Вместо того, чтобы строгать заготовку чаши, удаляя лишний материал с одной стороны, чтобы он соответствовал другой светлой стороне, заготовку можно визуально отцентрировать на задней бабке.
Повторная регулировка чаши усредняет тяжелую сторону с легкой стороной, оставляя больше материала для придания формы и создания окончательной формы дна чаши.
Цилиндрическая скорость
Еще одним преимуществом цилиндрического патрона является скорость.
Когда вы прикрепляете деревянную заготовку чаши с помощью цилиндрического патрона, заготовку чаши можно быстро и эффективно заменить, просто ослабив заднюю бабку, удалив выточенную деревянную деталь и вставив новую заготовку чаши. Это отличный вариант, если важны скорость и производительность.
Цилиндрический скрытый предохранитель
Хотя он не предназначен для свободного вращения, как приводной центр, цилиндрический патрон будет проскальзывать и вращаться, если при вращении возникнет чрезмерное сопротивление.
Проскальзывание может быть как положительной, так и отрицательной характеристикой цилиндрического патрона. Если заготовка чаши проблематична и имеет зацепы, эти зацепы минимальны при использовании прямозубого патрона.
Вместо внезапного потенциально сильного захвата цилиндрический патрон просто начнет проскальзывать и снизит скорость привода токарного станка.
Токарный станок может полностью остановиться, даже если двигатель и шпиндель передней бабки все еще вращаются. Если проскальзывание цилиндрического патрона нежелательно, затягивание задней бабки снизит вероятность проскальзывания.
Имейте в виду, что соединение цилиндрического патрона с конусом Морзе представляет собой чистое трение, а не жесткое быстрое механическое соединение, как в других методах, которые мы рассмотрим.
Цилиндрический патрон не обязательно является хорошим решением для крепления большой и тяжелой древесины к токарному станку. С дополнительным крутящим моментом и импульсом заготовок чаши большего размера более вероятно, что цилиндрический патрон вырвет древесные волокна в точке контакта, что снизит удерживающую силу патрона.
Кроме того, дополнительная сила больших заготовок чаши облегчает отрыв заготовки от токарного станка во время токарной обработки.
Цилиндрический патрон и шип
Поворот шипа при использовании цилиндрического патрона может быть сложной задачей, так как задняя бабка будет мешать.
После небольшой практики работа вокруг задней бабки не представляет сложности, но требует немного больше времени, чем освобождение конца заготовки чаши от задней бабки.
Работа вокруг задней бабки также добавляет дополнительный шаг по удалению заглушки задней бабки перед тем, как повернутый шип можно будет повернуть вокруг и использовать для удержания заготовки чаши в четырехкулачковом патроне.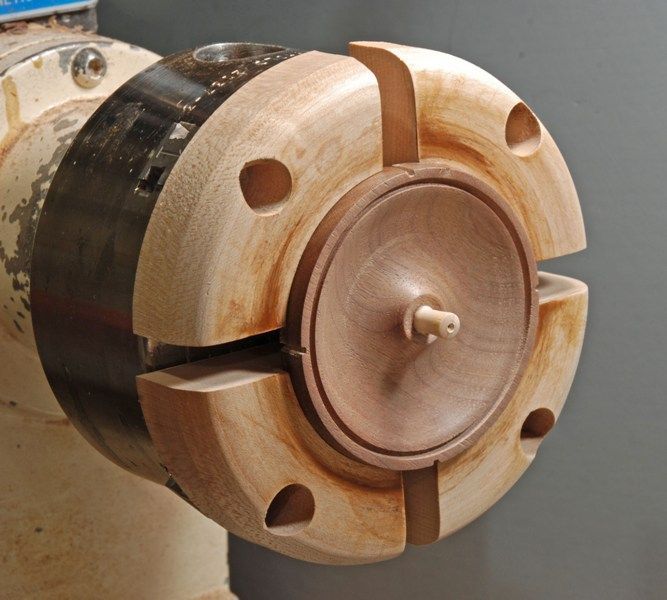
Винтовой патрон
Винтовой патрон является эффективным вариантом для крепления дерева к токарному станку и быстрого и надежного точения с открытой рабочей зоной без задней бабки.
Винтовой патрон, как следует из названия, представляет собой винт, который используется для крепления дерева к токарному станку в одной единственной точке.
Сначала необходимо определить центр заготовки и просверлить отверстие для установки винтового патрона.
Размер отверстия имеет важное значение. Слишком маленькое просверленное отверстие затруднит крепление и снятие заготовки на токарном станке.
С другой стороны, слишком большой зазор позволит винтовому патрону соскользнуть и вырезать отверстие, в результате чего заготовка чаши будет вращаться против передней бабки, а не вращаться.
Некоторые производители могут рекомендовать размер отверстия для сверления.
Чтобы найти сверло нужного размера, поместите сверло за винтовой патрон и посмотрите на торчащую резьбу. Размер сверла должен быть аналогичен валу винтового патрона без резьбы.
Размер сверла должен быть аналогичен валу винтового патрона без резьбы.
Я обнаружил, что даже при использовании сверла правильного размера сырая древесина будет сильно зажимать патрон, и ее будет трудно удалить.
Обычно я вынимаю зажимной патрон и помещаю его квадратную головку в тиски, чтобы зажать заготовку чаши до тех пор, пока он не ослабнет.
Вспомогательный или специальный
Винтовые патроны бывают нескольких различных форм: фиксированные и вспомогательные.
Я использую дополнительный винтовой патрон, поставляемый с моим четырехкулачковым патроном. Этот вспомогательный винтовой патрон выглядит как гигантский болт с резьбой по дереву.
В основании имеется канавка, которая совпадает с внутренней частью четырехкулачкового патрона и принимает вставку винтового патрона при затягивании четырехкулачкового патрона.
В этой конфигурации кулачки четырехкулачкового патрона являются внешним основанием, с которым заготовка чаши должна совпадать.
Важно не только затянуть заготовку чаши в винтовом патроне, но и убедиться, что окружающая область заготовки чаши надежно прилегает к верхней части кулачков четырехкулачкового патрона.
Доступны специальные винтовые патроны, которые включают в себя фиксированный винтовой патрон с окружающим опорным основанием.
Как и в случае с четырехкулачковым зажимным патроном, чтобы прикрепить древесину к токарному станку с помощью специального винтового патрона, обязательно вставьте заготовку до основания для надежного крепления.
В любой конфигурации, если заготовка не прилегает к основанию винтового патрона, она может раскачиваться или расшатываться и, возможно, полететь.
Летающая древесина – это не то, что нам нужно в токарной обработке дерева.
Открытый конец
После надежного крепления винтовой патрон является отличным вариантом крепления заготовок чаши.
Хотя заднюю бабку следует использовать по возможности, ее можно не использовать, если заготовка вращается без проблем.
Когда задняя бабка убрана, формирование шипа чаши и придание формы внешней части чаши становится проще простого.
Еще одним большим преимуществом использования винтового патрона является отсутствие необходимости замены патрона на передней бабке.
Этот метод не подходит для специального винтового патрона, так как его необходимо снять с передней бабки, прежде чем прикрепить к четырехкулачковому патрону.
Однако при использовании дополнительного винтового патрона нужно просто открыть кулачки, что освободит винт, после чего заготовку чаши с новым шипом можно будет перевернуть и поместить в четырехкулачковый патрон, готовый к дальнейшему внутреннему вращению.
Одним из недостатков винтового патрона является тот факт, что его нелегко повторно центрировать после того, как будет сделано первое отверстие.
Если требуется небольшая регулировка и необходимо просверлить новое отверстие рядом с первым отверстием, образовавшаяся полость может не удерживать винтовой патрон.
В этом случае небольшие деревянные прокладки могут быть добавлены к увеличенному отверстию, чтобы попытаться создать подходящую область для зажима винтового патрона.
Кроме того, поскольку винтовой патрон вставляется в деревянную заготовку, он устанавливает ограниченную фиксированную ось, внутри которой заготовка должна вращаться.
Это фиксированное приспособление затрудняет изменение положения конца задней бабки заготовки после начала процесса токарной обработки.
В связи с этим важно не торопиться и заранее определить центр заготовки чаши.
Space Out
Если глубина винтового патрона представляет проблему для маленькой или неглубокой чаши, используйте прокладку.
Небольшой квадрат или несколько квадратов тонкой фанеры можно просверлить и навинтить на винт, образуя прокладку. Распорки сокращают общую длину винта, за счет чего он меньше выступает в заготовке чаши.
Хорошее эмпирическое правило для надежного захвата с резьбой — семь витков. Когда вы прикрепляете древесину к токарному станку, постарайтесь, чтобы было видно как минимум семь витков резьбы для надежной фиксации.
Когда вы прикрепляете древесину к токарному станку, постарайтесь, чтобы было видно как минимум семь витков резьбы для надежной фиксации.
Винтовой патрон является отличным решением для производства и идеально подходит для заготовок малых и средних чаш.
Заготовки с большими чашами, такие как прямозубый патрон, могут создать слишком большое усилие на винтовом патроне и могут выбить древесину из соединения винтового патрона.
Лицевая пластина
Лицевая пластина представляет собой надежное крепление заготовки чаши Mack к токарному станку.
Когда дело доходит до работы с большими или нестандартными деревянными заготовками чаш, лицевая пластина — это то, что нужно для безопасного и надежного соединения.
Несмотря на то, что лицевая панель является отличным средством подключения, есть некоторые вещи, которые вы никогда не захотите делать с лицевой панелью.
Лицевые панели бывают разных размеров. Из-за этого большие лицевые панели можно использовать для безопасного крепления больших заготовок.
Как правило, для крепления древесины к токарному станку требуются большие планшайбы для более крупных и массивных деревянных заготовок для чаш, особенно тяжелых заготовок из сырого сырого дерева.
Заднюю бабку также следует использовать, когда необходимо добавить дополнительную опору, но не всегда.
Поскольку для крепления лицевой панели к заготовке чаши используется несколько винтов, существует небольшой риск отсоединения лицевой панели от деревянной заготовки.
Необходимо использовать качественные шурупы соответствующего размера для дерева или листового металла, а не шурупы для гипсокартона.
Шурупы для гипсокартона дешевы, не рассчитаны на большой вес и могут сломаться под давлением. Шурупы по дереву хорошего качества, желательно с квадратным хвостовиком, работают лучше всего.
Размер винтов лицевой панели
Важно правильно подобрать размер винтов. Когда я начинал, мой наставник настаивал на том, чтобы винты были десятого размера (#10), что указывает на толщину вала винта.
Однако, когда я вставил эти винты в новую купленную лицевую панель, они не подошли к отверстиям для винтов. Вместо этого я использовал винты размера восемь (#8), и они отлично подошли.
Используйте винты максимально возможной ширины, чтобы соответствовать отверстиям для винтов на лицевой панели, не оставляя зазоров или люфта в посадке.
Также важна длина винтов. Как долго они должны быть? Ну, конечно, надолго. А если серьезно, то это должно определяться несколькими факторами.
Seven Threads
Толщина лицевой панели должна быть удалена из уравнения. Глубина шурупа в древесине имеет решающее значение.
Один из способов определить, достаточна ли длина винта, — вставить его в одно из отверстий для винтов на лицевой панели и подсчитать нижние открытые резьбы.
Если можно насчитать семь нитей, они будут торчать в дереве; это считается идеальным. Если подсчитано меньше резьбы, необходим более длинный винт.
При подсчете большего количества витков винт может оказаться излишне длинным и, возможно, может задеть конечные стенки чаши.
В отличие от ограниченных точечных соединений прямозубого и винтового патрона, планшайба покрывает большую площадь поверхности заготовки, создавая устойчивое основание.
Взаимным преимуществом этой превосходной безопасности является регулируемость после начала процесса токарной обработки.
Расположение лицевой панели со стороны передней бабки можно отрегулировать, удалив все винты и переместив лицевую панель. Это можно сделать, чтобы лучше отцентрировать чашу или изменить ее положение, чтобы воспользоваться немного лучшим углом.
Плоское крепление
Другим небольшим недостатком лицевой панели является необходимость ее крепления к плоской гладкой поверхности.
При токарной обработке относительно грубой заготовки чаши необходимо сгладить плоскую поверхность для размещения планшайбы. Плоскую поверхность можно получить несколькими способами.
Если требуется меньшая лицевая панель, можно использовать сверло Форстнера, чтобы вырезать плоское круглое место для лицевой панели.
Будьте осторожны, используя биту Форстнера с маленькими деревянными заготовками чаши, так как бита может захватить заготовку и начать вращение. В таких случаях для удержания заготовки хорошо подходит большой деревянный зажим или тиски.
Для больших лицевых панелей и когда мне нужно очистить область коры на заготовке чаши с естественным краем, я использую угловую шлифовальную машину с круглым режущим диском, который представляет собой четырехдюймовый диск бензопилы.
Будьте осторожны при очистке плоской поверхности лицевой панели таким инструментом, потому что он может быстро зацепиться и вырваться из рук. Я обнаружил, что лучше всего откусывать материал медленно, вместо того, чтобы пытаться удалять большие куски за один раз.
Критическое место
В любом случае, при создании плоской области важно помнить, что лицевая панель задает форму верхней и нижней части чаши.
Плоское дно деревянной заготовки чаши будет параллельно лицевой панели. Этот фактор необходимо учитывать при определении подготовленной площади, на которую будет устанавливаться планшайба.
Обычно я устанавливаю планшайбу на верстак и периодически наклоняюсь, чтобы проверить положение и угол наклона планшайбы по отношению к плоскому дну, особенно при резке произвольной области угловой шлифовальной машины.
Несмотря на кажущуюся незначительную проблему, важно убедиться, что лицевая панель с прикрепленной к ней деревянной заготовкой чаши плотно прилегает к стержню шпинделя передней бабки и плотно прилегает к ней.
Если по какой-либо причине лицевая панель не прилегает к шпинделю передней бабки, можно использовать небольшие пластиковые шайбы в качестве прокладок, чтобы устранить любые зазоры и создать надежное соединение.
Любой зазор вызовет вибрацию и в лучшем случае приведет к менее плавному движению от передней бабки, а в худшем – к возможности отлета дерева. Опять же, все еще не желательный атрибут.
Опять же, все еще не желательный атрибут.
Для подготовки и крепления планшайбы требуется больше времени, чем для прямозубого или винтового патрона, но в обмен на дополнительное время можно получить надежное соединение, которое будет удерживать большие заготовки чаши, при этом область задней бабки остается открытой для легкого создания шипа и формирование чаши.
Каким бы способом вы ни хотели сначала прикрепить деревянную заготовку чаши к токарному станку, в конечном счете зависит от вас. Надеемся, что один или несколько из обсуждаемых здесь методов подойдут вам.
И я также надеюсь, что вы сможете увидеть все тонкости того, что делает каждый процесс правильным или, возможно, неправильным, в зависимости от конкретной чаши, которую вы решили создать.
Каким способом вы обычно крепите древесину к токарному станку? Оставьте мне комментарий ниже и дайте мне знать.
Подробнее об оборудовании, упомянутом в этой статье, см. в моем Руководстве по рекомендуемому оборудованию.