Начинающий сварщик самоучитель: Руководство по ручной дуговой сварке для начинающих
alexxlab | 14.01.2023 | 0 | Разное
как правильно варить электросваркой своими руками
Содержание
Приобретение расходников
Кроме оборудования необходимо приобретение расходных материалов. Главным является маска сварщика, защищающая его лицо от возможных повреждений.Привлекательным вариантом является “Хамелеон”.
Регулировка освещения происходит автоматически, что делает необязательным снимать маску во время небольших перерывов в работе, чтобы оценить результат работы или заменить сгоревший электрод. Светофильтр реагирует затемнением на изменение яркости электрической дуги.
Помимо маски необходимо позаботиться о защите тела, рук и головы, приобретя или подобрав костюм, рукавицы и шапку. Должна быть одета прочная обувь. Оставлять незащищенным не следует оставлять ничего.
Для сбивания окалины понадобится молоток. Обычный молоток для этого малопригоден, поскольку он много весит и им неудобно отбивать шлак в труднодоступных местах. Шлакоотбойный молоток является весьма полезным инструментом, чтобы выполнять сварочные работы своими руками. С его помощью можно легко зачистить проваренный слой перед тем, как наложить поверх него следующий.
С его помощью можно легко зачистить проваренный слой перед тем, как наложить поверх него следующий.
Чтобы надежно зафиксировать свариваемые детали могут понадобиться тиски, зажимы. Щетка по металлу поможет избавиться от ржавчины перед тем, как приступить непосредственно к процессу.
Необходимо позаботиться о том, чтобы рядом с местом сварки находилась емкость с водой на случай появления возгорания.
Инструменты и средства защиты
В обмундирование и средства индивидуальной защиты входят:
- маска сварщика со встроенным светофильтром для защиты глаз от яркого света и ультрафиолетового излучения дуги;
- спилковые перчатки — краги для защиты рук от брызг раскаленного металла;
- плотная одежда из негорючей ткани;
- шапочка под маску;
- прочная обувь.
- респиратор для защиты органов дыхания от образующихся газов и пыли, особенно при работе с цветными металлами.
Из инструментов, материалов и оборудования понадобятся:
- Угловая шлифмашина (болгарка) для нарезки заготовок и зачистки швов;
- Набор ручного слесарного инструмента — молотки, зубила, пассатижи и пр.
 ;
; - Металлическая щетка для зачистки заготовок;
- Струбцины и зажимы для соединения заготовок;
- Электроды.
 ;
;Ну, и наконец, инвертор с входящими в комплект кабелями и держателем.
Как узнать – где металл, а где шлак
Новичку стоит научиться понимать, где металл, а где шлак. Через маску шлак имеет вид тёмных пятен
Когда сварочные работы будут завершены, требуется осторожно убрать шлак с помощью специального молоточка. Лучше при этом, чтобы маска была опущена
Сварочный электрод зажигается, как спичка, либо легким постукиванием. Бывает такое, что электрод прилипает и после этого не зажигается. Нужно аккуратно убрать обмазку руками, поскольку в этом варианте сгорает стержень.
Нельзя стучать электродом, так как может отлететь обмазка больше требуемого, и стержень останется голым. Тогда риск залипания электрода лишь увеличится.
Когда начинающий сварщик со всем этим научится справляться, можно попробовать нанести вертикальные валики. Для этого прихватывается пластина к столбу и накладывается вертикальный шов.
Для этого прихватывается пластина к столбу и накладывается вертикальный шов.
Делается это снизу вверх. При использовании рутиловых электродов сварка выполняется в отрыв. Если и этот этап сварщик прошёл успешно, то он может пробовать приниматься за монтаж забора.
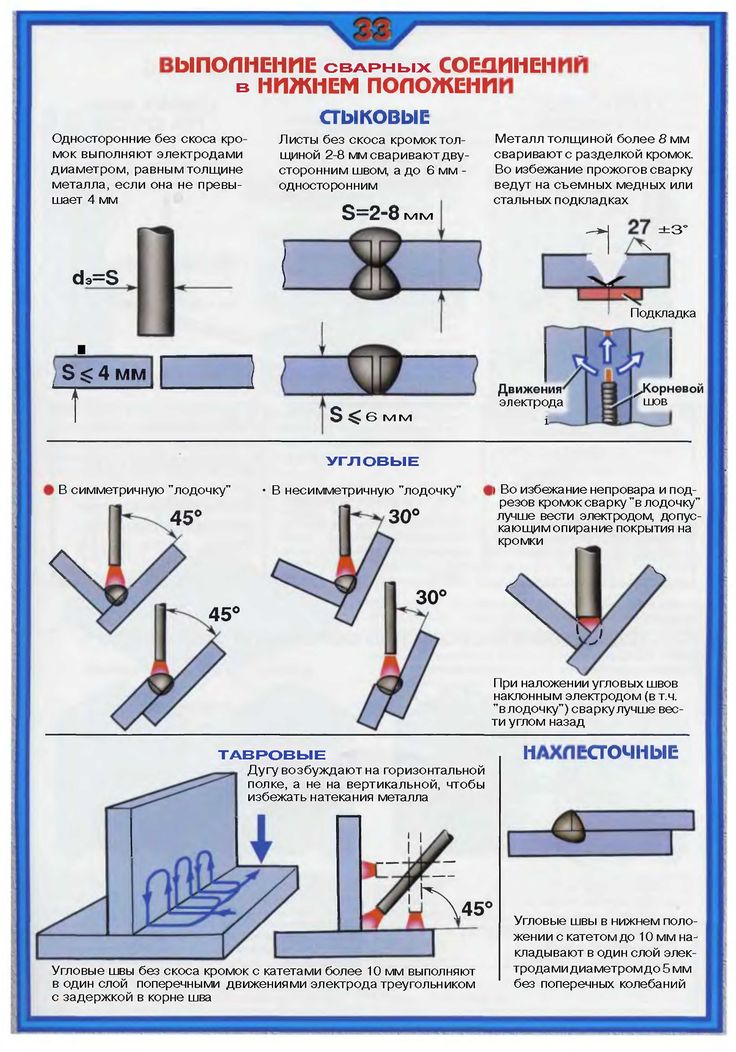
Разновидности сварных швов и соединений труб
Способов, как варить трубы электросваркой, может быть несколько:
- размещая детали встык – в данном случае отрезки трубы находятся точно напротив друг друга;
- соединение в тавр – эта технология сварки труб подразумевает, что два куска трубы размещены перпендикулярно, в форме буквы «Т»;
- скрепление внахлест – в таком варианте один из кусков трубы развальцовывается, чтобы его можно было надеть на другой;
- угловое соединение – то есть, две детали размещены под углом 45° или 90°.
При выполнении сварки труб электросваркой могут выполняться такие швы:
- горизонтальные – в таком случае свариваемые трубы расположены вертикально;
- вертикальные – это швы на вертикальном участке трубы;
- потолочные – в данном случае электрод помещают в нижней части детали, над головой работника;
- нижние – соответственно, швы, для выполнения которых нужно наклоняться вниз.

Есть еще несколько рекомендаций, как сваривать трубы электросваркой:
- При проведении сварочных работ следует держать электрод под углом в 45° или чуть меньше, тогда расплавленный металл будет попадать внутрь свариваемой трубы в гораздо меньшем количестве.
- Если вы выполняете соединение в тавр или встык, то вам понадобятся 2-3 мм электроды. При этом сила тока, оптимальная для надежной герметизации системы, составляет в пределах 80-110 ампер.
- Для надежного проваривания соединения внахлест сила тока должна быть увеличена до 120 ампер, а электроды можно использовать аналогичные.
- Оптимальная высота сварного шва должна составлять 3 мм над поверхностью трубы. Только после ее достижения можно считать работу завершенной.
С чего начать начинающему сварщику
Вот наконец-то перед вами сварочный инвертор, маска сварщика и электроды. Это далеко не все что понадобится опытному сварщику, но начинающему вполне достаточно, чтобы начать учиться варить электросваркой.
В первую очередь потребуется подсоединить два кабеля к инвертору. Один кабель с электрододержателем, а второй с клеммой массы
Куда лучше подключать какой кабель, к плюсу или минусу инвертора пока не столь важно. Про прямую и обратную полярность вы сможете узнать дальше, познавая постепенно азы сварки
Поэтому смело, подсоединяем электрододержатель к плюсу инвертора, а зажим с массой к минусовому разъёму, вставляем электрод в держатель и пробуем варить. При этом перед тем как зажечь электрод, отрегулируйте правильным образом сварочный ток на инверторе. Просто воспользуйтесь таблицей с параметрами электродов и сварочного тока (смотрите выше), после чего выберите наиболее подходящее значение.
Итак, сначала нужно научиться зажигать дугу. Делается это легким постукиванием электрода о металл или небольшим движением его кончика по металлу. Для начинающих предпочтительно использовать именно второй вариант.
Слишком сильно втыкать электрод в металл не нужно, поскольку он обязательно прилипнет к поверхности. Как только сварочная дуга загорится, нужно постоянно удерживать ее в горящем состоянии пока ведётся сварка. При этом расстояние между электродом и поверхностью металла должно составлять порядка 2-3 мм (короткая дуга).
Как только сварочная дуга загорится, нужно постоянно удерживать ее в горящем состоянии пока ведётся сварка. При этом расстояние между электродом и поверхностью металла должно составлять порядка 2-3 мм (короткая дуга).
Если у вас все получилось и дуга горит, можно попытаться сварить заготовку. Для этого наклоните электрод в сторону и удерживайте его под углом в 40-60 градусов. Аккуратно начните движение электродом из стороны в сторону вдоль стыка. Вести электрод можно различными способами, но освоить всё за один раз, попросту невозможно.
Как сваривать детали? Основные приемы и секреты для начинающих.
Как варить сварочным инвертором знает любой сварщик. Инверторная сварка в своей основе имеет вполне себе классический принцип. Металл инвертором сваривается от высокой температуры электрической дуги. Чтобы между электродом и металлической деталью появилась дуга, их нужно подключить к разным полюсам. Выбор плюса или минуса для электрода и металла зависит от того, какой толщины деталь, подлежащая сварке. Существует разделение на прямую и обратную полярность или электрод-отрицательную и электрод-положительную. Последнее наименование разновидностей полярности более понятно. При прямой или электрод-отрицательной полярности сварочный электрод подключается к минусу, а свариваемая металлическая деталь – к плюсу. Если поменять их местами, будет обратная полярность или электрод-положительная.
Существует разделение на прямую и обратную полярность или электрод-отрицательную и электрод-положительную. Последнее наименование разновидностей полярности более понятно. При прямой или электрод-отрицательной полярности сварочный электрод подключается к минусу, а свариваемая металлическая деталь – к плюсу. Если поменять их местами, будет обратная полярность или электрод-положительная.
Между этими двумя видами соединений существует разница. Сварочный электрод либо деталь для сварки будут нагреваться больше, если к ним присоединить положительный заряд. Это происходит потому, что электроды в дуге перемещаются от минуса к плюсу, что делает температуру плюса более высокой. При сварке труб толще 3-х мм, целесообразней будет подключить к трубе положительный заряд. Трубы такой толщины нужно значительно «разогреть» для получения хорошего шва. Поэтому, присоединив плюс к трубе, металл лучше расплавится, шов будет качественным и прочным. Если труба из тонкого металла, то положительным зарядом ее можно «сжечь», приведя тем самым в негодность. Поэтому, лучше к ней подсоединить минус.
Поэтому, лучше к ней подсоединить минус.
Подготовка к практическим занятиям ↑
Навыками сварщика овладевают в основном на практике. Потому необходимо знать, чем нужно запастись начинающему сварщику, получившему теоретические сведения и желающему применить знания.
Внимание. Сварка сопряжена с опасностью получения ожогов от брызг расплавленных металлов, с отравлением токсичными выделениями, с вероятностью поражений электротоком. Излучение может вызвать ожог роговицы глаз
Тщательно подготовьтесь без экономии на экипировке и оборудовании
Излучение может вызвать ожог роговицы глаз. Тщательно подготовьтесь без экономии на экипировке и оборудовании.
Работа сварщика сопряжена с угрозой травмирования, отравления газом, получением ожогов
Для практических занятий можно сделать сварочный агрегат собственноручно. Но если и в этом деле нет практики, желательно взять в аренду или купить сварочное оборудование с устройством плавной регулировки показателей силы тока, максимальные значения которого около 160 А.
- Сварочный трансформатор, осуществляющий преобразование переменного тока, поставляемого сетью, в переменный ток сварочного процесса. У простого в обслуживании, производительного, дешевого агрегата есть недостатки: он не обеспечивает высокую стабильность дуги, «просаживает» напряжение, отличается излишней тяжестью.
- Сварочный выпрямитель, действие которого основано на получение постоянного тока сварки за счет преобразования переменного тока сети. В отношении набора недостатков и достоинств агрегат аналогичен предыдущему варианту, но лучше поддерживает стабильность дуги, благодаря чему у сварочных швов повышается качество.
- Сварочный инвертор, поставляющий для сварки постоянный ток и напряжение, полученное в результате преобразования переменного тока. Это легкий компактный аппарат с плавной регулировкой параметров тока, быстродействующее и производительное оборудование с легким зажиганием.
Выбор сварочного оборудования должен производится исходя из нужд
Бывалые сварщики советуют купить инвертор. Он и места много не займет и в обучении лучше поможет. Посмотрите ролик о том, как подобрать аппарат, как подготовиться и как научиться варить электросваркой – видео поможет наглядно представить начало практического курса.
Он и места много не займет и в обучении лучше поможет. Посмотрите ролик о том, как подобрать аппарат, как подготовиться и как научиться варить электросваркой – видео поможет наглядно представить начало практического курса.
Дуговая сварка выполняется с использованием плавящихся электродов. Их функция заключается в подведении тока ко шву. Основным компонентом автоматической или полуавтоматической сварки может служить порошковая проволока, механизированным способом поставляемая в зону плавления по мере использования. Однако большинство обучающих курсов рекомендуют начать с электродов, выпускаемых в виде твердых стержней со специальным плавящимся покрытием. С ними можно быстрее «набить» руку и получить навыки в формировании четких ровных наплавленных линий.
Сварочные электроды в виде металлических стержней — оптимальный выбор для начинающих
Оптимальными для начинающих признают электроды-стержни с диаметром 3 мм. Для работы с более «толстыми» электродами потребуется мощное оборудование. Стержни с сечением 2 мм используют для сварки деталей из тонколистового металла. Не стоит использовать старые, завалявшиеся у кого-то компоненты дуговой сварки, а если они к тому же отсырели, вообще толку не будет.
Стержни с сечением 2 мм используют для сварки деталей из тонколистового металла. Не стоит использовать старые, завалявшиеся у кого-то компоненты дуговой сварки, а если они к тому же отсырели, вообще толку не будет.
Будущему сварщику обязательно нужен защитный щиток или маска сварщика. Они оберегут глаза от ожогов, получаемых из-за воздействия яркого излучения, и кожу лица от раскаленных металлических брызг.
Для практических занятий потребуется защитный щиток или маска сварщика
Кожу рук тоже нужно защитить от попадания обжигающих брызг расплавленного металла. Нужны рабочие брезентовые рукавицы или замшевые перчатки (трикотажные и х/б не подойдут).
Костюм или халат со штанами должны быть из плотного материала, лучше всего из толстого брезента высокой плотности.
Для практических занятий предпочтительно, но необязательно расположиться на улице. Все возгораемые предметы в районе работ и вероятной досягаемости искры нужно убрать.
Расстояние между электродом и деталью
Имеет немаловажное значение, на каком расстоянии держать электрод при сварке. Это влияет на форму, ширину, шероховатость шва. В зависимости от этого параметра находится и длина электрической дуги
Это влияет на форму, ширину, шероховатость шва. В зависимости от этого параметра находится и длина электрической дуги
Идеальной считается сварочная дуга длиной 2-3 мм
В зависимости от этого параметра находится и длина электрической дуги. Идеальной считается сварочная дуга длиной 2-3 мм.
Небольшое расстояние следует выбирать, когда предстоит сваривание толстых деталей. Поперечные движения становятся необязательными. Короткая дуга получается, когда расстояние от конца электрода до металлической поверхности равно половине диаметра электрода. Такая дистанция увеличивает глубину проплавки. Ширина шва уменьшается. Короткая дуга актуальна для получения вертикального шва, но может использоваться и при других положений и всех типов соединений.
Дуга средней величины равняется диаметру сварочного электрода. Шов значительно расширяется, а напряжение становится больше. При таком расстоянии сварки увеличиваются ток и глубина проплавления, а ширина шва и напряжение уменьшаются.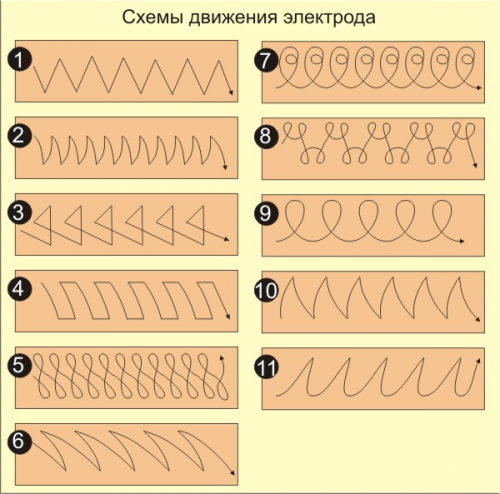 Достоинством является отличная защищенность ванны. Средняя дуга возникает при расстоянии между электродом и металлической поверхностью, равным или немного превосходящим диаметр электрода.
Достоинством является отличная защищенность ванны. Средняя дуга возникает при расстоянии между электродом и металлической поверхностью, равным или немного превосходящим диаметр электрода.
Длинная дуга в полтора раза превышает диаметр электрода. Это не особенно желательно, поскольку шов становится слишком широким, глубина проплавления уменьшается, а брызги раскаленного металла начинают лететь во все стороны. В сварочном шве будут формироваться поры. Значительно снижается защита ванны.
Что нужно для сварки в домашних условиях?
Для проведения работ потребуется, прежде всего, сварочный аппарат. Существует несколько его разновидностей.
Определимся, какому из них отдать предпочтение.
- Сварочный генератор. Отличительная особенность заключается в возможности вырабатывать электрическую энергию и использовать ее на создание дуги. Будет полезен там, где нет источника тока. Имеет внушительные габариты, поэтому не очень удобен в работе.
- Сварочный трансформатор. Прибор преобразует переменное напряжение, подающееся от сети, в переменное напряжение другой частоты, что необходимо для сварки. Аппараты просты в эксплуатации, но имеют значительные габариты и негативно реагируют на возможные скачки сетевого напряжения.
- Сварочный выпрямитель. Устройство, которое преобразовывает подающееся от сети напряжение в постоянный ток, необходимый для образования электрической дуги. Отличаются компактностью и высокой эффективностью работы.
 Прибор преобразует переменное напряжение, подающееся от сети, в переменное напряжение другой частоты, что необходимо для сварки. Аппараты просты в эксплуатации, но имеют значительные габариты и негативно реагируют на возможные скачки сетевого напряжения.
Прибор преобразует переменное напряжение, подающееся от сети, в переменное напряжение другой частоты, что необходимо для сварки. Аппараты просты в эксплуатации, но имеют значительные габариты и негативно реагируют на возможные скачки сетевого напряжения.Для работы в домашних условиях предпочтителен выпрямитель инверторного типа. Их обычно называют просто инверторами. Оборудование имеет весьма компактные размеры. При работе его вешают на плечо. Принцип работы устройства достаточно прост.
Оно преобразует высокочастотный ток в постоянный. Работа с током такого типа обеспечивает максимально качественный сварной шов.
Сварочный генератор может работать при отсутствии сети. Он сам вырабатывает ток. Система очень громоздкая, работать с нею достаточно сложно
Инверторы экономичны, работают от бытовой сети. Помимо этого, именно с ними лучше работать новичку. Они предельно просты в эксплуатации и обеспечивают стабильную дугу.
Помимо этого, именно с ними лучше работать новичку. Они предельно просты в эксплуатации и обеспечивают стабильную дугу.
К недостаткам инверторов можно отнести более высокую, чем у других приборов, стоимость, чувствительность к попаданию пыли, влаги и к скачкам напряжения
При выборе инвертора для домашней сварки обращают внимание на диапазон значений сварочного тока. Минимальное значение – 160-200 А. Дополнительные функции оборудования могут облегчить работу для новичка
Дополнительные функции оборудования могут облегчить работу для новичка.
Из таких приятных «бонусов» стоит отметить:
- Hot Start – что означает повышение начального тока, подающегося в момент поджига сварочной дуги. Благодаря этому дугу активировать намного легче.
- Anti-Stick – автоматически уменьшает сварочный ток если электродный стержень залип. Это облегчает его отрыв.
- Arc Force – увеличивает сварочный ток, если электрод подносят к изделию слишком быстро. Залипания в таком случае не происходит.

Кроме сварочного аппарата любого типа понадобятся электроды. Их марку лучше всего подобрать по специальной таблице, в которой указывается тип свариваемого материала.
Потребуется также сварочная маска. Лучше всего та, что надевается на голову. Модели, которые требуется держать в руке, крайне неудобны.
Работать со сваркой нужно только в защитном костюме. Специальная маска защитит глаза от ультрафиолета и брызг, плотный костюм и брезентовые перчатки предотвратят ожоги
В маске может быть простое затемненное стекло или так называемый «хамелеон». Последний вариант предпочтительнее, поскольку при появлении дуги стекло автоматически затемняется.
Работать необходимо только в специальной одежде, защищающей от брызг и ультрафиолета. Это может быть плотная х/б спецовка, сапоги или высокие ботинки, брезентовые или прорезиненные перчатки.
Как варить тонкий металл инвертором
Сварочные аппараты, выдающие постоянный ток хороши тем, что мы можем варить на обратной полярности.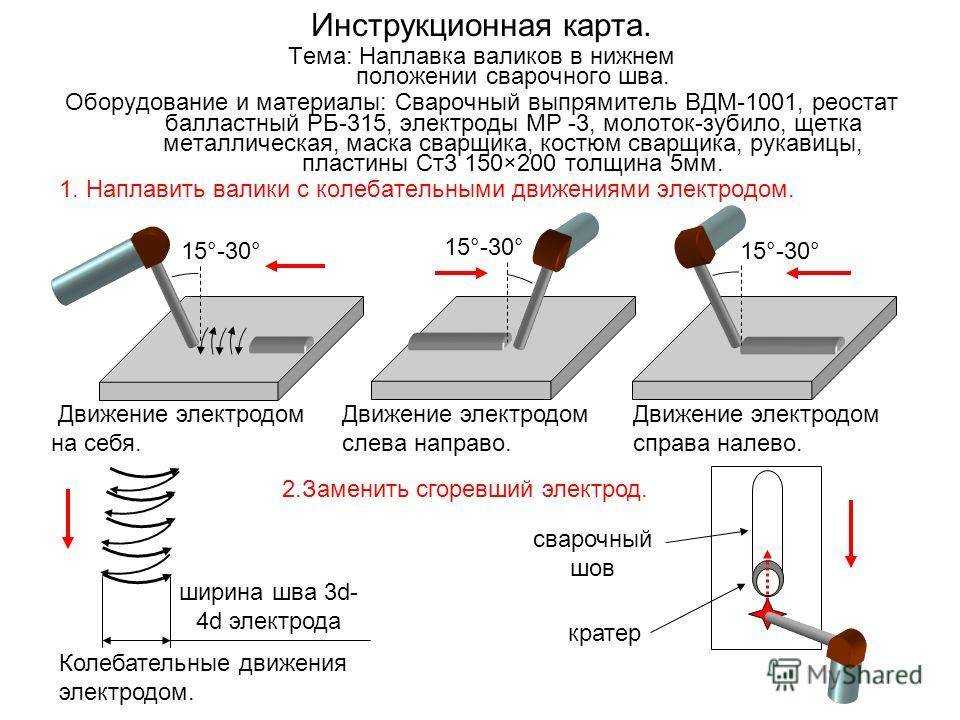 Для этого к «+» подключаем кабель с держателем электрода, а «-» цепляем к детали. При таком подключении больше греется электрод, а металл прогревается минимально.
Для этого к «+» подключаем кабель с держателем электрода, а «-» цепляем к детали. При таком подключении больше греется электрод, а металл прогревается минимально.
Варить необходимо с использованием самых тонких электродов: от 1,5 мм до 2 мм. При этом выбирать нужно с высоким коэффициентом расплавления: тогда даже при малых токах шов будет качественным. Ток выставляется маленький. Для электродов размером 1,5 мм он должен быть порядка 30-45 ампер, для «двойки» — 40-60 ампер
Реально ставят иногда и ниже: важно чтобы вы смогли работать
| Толщина металла, мм | 0,5 мм | 1,0 мм | 1,5 мм | 2,0 мм | 2,5 мм |
|---|---|---|---|---|---|
| Диаметр электрода, мм | 1,0 мм | 1,6 мм — 2 мм | 2 мм | 2,0 мм — 2,5 мм | 3 мм |
| Сила тока, А | 10-20 ампер | 30-35 ампер | 35-45 мм | 50-65 мм | 65-100 мм |
Чтобы металл меньше нагревался, детали ставят в вертикальном или хотя-бы наклонном направлении. Тогда варят сверху-вниз, двигая кончик электрода строго в этом направлении (не отклоняя и не возвращая). Угол наклона — углом вперед, при этом его величина 30-40°. Так прогрев металла будет минимальным, а это для сварки тонких металлов — одна из самых важных задач.
Тогда варят сверху-вниз, двигая кончик электрода строго в этом направлении (не отклоняя и не возвращая). Угол наклона — углом вперед, при этом его величина 30-40°. Так прогрев металла будет минимальным, а это для сварки тонких металлов — одна из самых важных задач.
Положения электрода при сварке и их использование
Общая рекомендация по выбору электродов для сварки тонких металлов: купите для такой работы качественные импортные электроды. Проблем будет в разы меньше.
Зажег дуги
Сварка для начинающих, прежде всего, предполагает умение зажигать дугу, также правильно отрывать электрод от детали после этого. Самоучитель по сварке рекомендует два способа зажигания дуги. Первый из них осуществляется касанием, а второй чирканьем.
Касаются или чиркают поверхность детали, предназначенной для сварки. Можно вначале потренироваться делать это неподключенным к сварочному аппарату электродом. Касание должно быть легким, после чего следует быстро отводить электрод назад. Чирканье напоминает всем известное добывание огня с помощью спичек и спичечного коробка.
Чирканье напоминает всем известное добывание огня с помощью спичек и спичечного коробка.
Если поджиг дуги производится касанием, то электрод по отношению к поверхности следует держать максимально перпендикулярно, а приподнимать его наверх всего на несколько миллиметров. Быстрое отведение является гарантией того, что электрод не прилипнет к поверхности изделия. Если эта неприятность все же случится, то надо оторвать прилипший электрод, резко отклонив его в сторону. После этого зажигание дуги следует продолжить.
Сварка для чайников рекомендует использовать для зажигания дуги второй способ — чирканьем. Для этого достаточно использовать воображение, представив себе, что чирканье происходит не электродом, а обыкновенной спичкой. В труднодоступных местах этот способ является неудобным, но к начинающим сварщикам это отношения не имеет, поскольку учиться они будут пока на простых соединениях.
К розжигу дуги придется возвращаться еще не раз после того, как электрод полностью сгорит и предстоит его замена на новый.
Поскольку начальная часть шва будет выполнена, то при повторном зажигании придется применить некоторые правила. Вначале сварочный шов надо освободить от шлака, образовавшегося при работе предыдущим электродом. Зажигать дугу следует непосредственно за кратером.
Подготовка к сварке не закачивается розжигом дуги. Затем предстоит формирование сварочной ванны. Для этого электродом придется сделать несколько раз оборот вокруг точки, из которой планируется начать сваривать шов.
Сварочные работы и их обучение включают в себя умение держать дугу после того, как она будет зажжена. Чтобы тренировка прошла удачно, ток на сварочном аппарате следует установить величиной 120 Ампер. Это не только облегчит разжигание дуги, но и снизится вероятность затухания пламени, а также будет обеспечен контроль заполнения сварочной ванны.
Понять, каким образом может происходить контроль ванны, можно, постепенно понижая значение тока. При этом надо увеличить расстояние между концом электрода и деталью для того, чтобы не возникло его прилипание к ее поверхности.
Начинающему сварщику следует быть готовым к тому, что при увеличении длины дуги также увеличится разбрызгивание металла. При сварке длина используемого электрода по мере его сгорания будет неизменно уменьшаться, поэтому для сохранения величины дуги следует его приближать к поверхности изделия на соответствующее расстояние.
Если расстояние станет недостаточным, то металл будет прогреваться плохо и шов получится слишком выпуклым, а края его останутся непроплавленными.
Однако нельзя делать это расстояние и слишком большим, поскольку в этом случае возникнут своеобразные подскоки дуги, что приведет к образованию некрасивого шва с бесформенной формой.
Технология сварочных работ для получения удовлетворительного результата требует выбор правильного расстояния между электродом и изделием. Существует подсказка — оптимальной длиной дуги будет ее размер, не превышающий диаметр электрода, включая его покрытие обмазкой. В среднем это равняется трем миллиметрам.
Какие могут быть ошибки
При проведении сварочных работ своими руками новички могут допускать следующие ошибки:
- неправильно выбран режим работы сварочного аппарата;
- расплав в ванной сформирован не с той структурой, которая требуется;
- сила тока не соответствует металлу или его толщине, в результате чего наблюдаются проплавления или несваренные участки;
- неверно выбрана полярность подключения массового и электродного кабелей;
- сварочный аппарат запитан от нестабильной сети, в результате чего может выйти из строя и потребуется дорогой ремонт;
- сварные швы формируются без прихватов, за счёт чего стыковка элементов конструкции выполняется не в соответствии с требованиями по сборке;
- соединяются детали без зачистки до чистого металла;
- не соблюдены меры пожарной безопасности.

При отсутствии опыта сварочных работ рекомендуется использовать универсальные электроды диаметром 3,2 мм. Они позволяют обучиться азам за счёт отсутствия сложностей при регулировке аппарата, подборе скорости перемещения.
Технология работ
Чтобы возникла электрическая дуга, необходимы токопроводящие элементы: в этом случае это металл и электрод. При соприкосновении металла и электрода появляется электрическая дуга. В этом же месте сразу начинает плавиться металл, одновременно с ним плавится и электрод, который переносится в сварную ванну.
Также в процессе горит и защитная поверхность электрода, при этом частично испаряясь и выделяя определенное количество газов. Эти газы создают завесу и защищают металл от окисления. Также металл покрывается шлаком, который помогает металлу, поддерживая температуру.
Также металл покрывается шлаком, который помогает металлу, поддерживая температуру.
Образование шва происходит при перемещении электрода, в чем и заключается весь секрет сварки. Еще необходимо следить за углом наклона и параметрами тока. После остывания металла на нем остается корка шлака, которая защищает металл от окисления. Шлак затем отбивают при помощи молотка.
Частые ошибки новичков
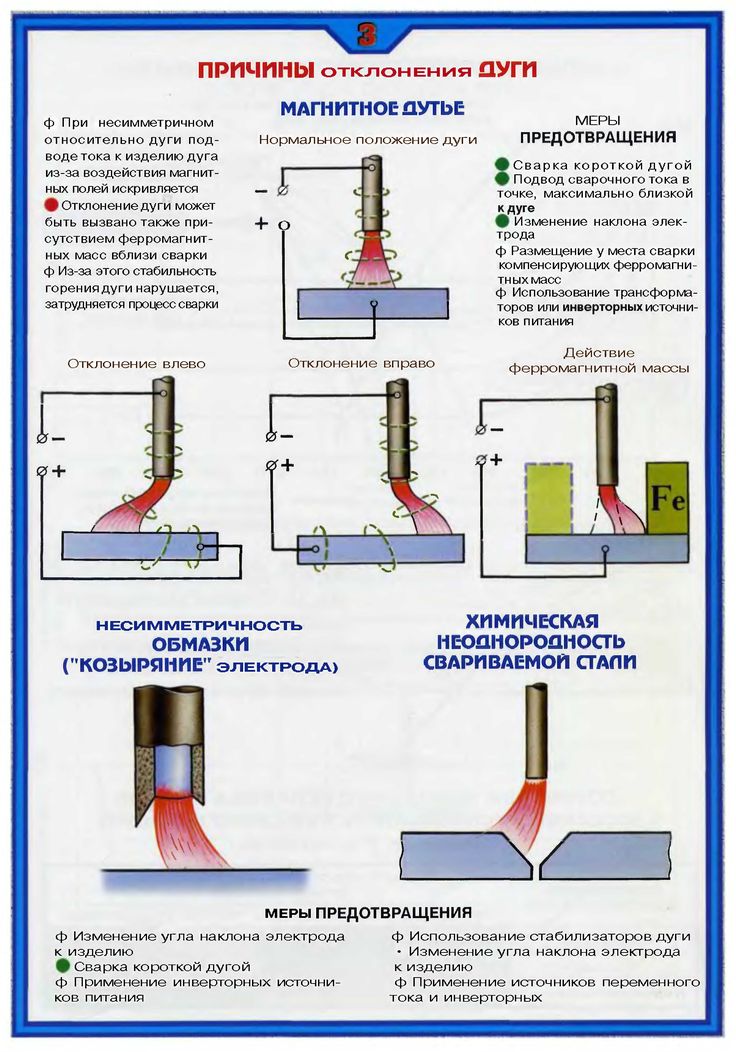
Схема дуговой сварки.
Начинающим сварщикам свойственно совершать ошибки, связанные с незнанием азов, касающихся использования сварочного оборудования. Например, новички могут не знать, как правильно выбрать полярность сварки инвертором, что приведет к некачественному формированию соединения или даже к прожигу детали.
Можно выделить следующие основные ошибки:
- пренебрежение техникой безопасности;
- неправильный выбор сварочного автомата;
- применение некачественных или неподготовленных электродов;
- работа без пробных швов.
Для новичков стоит отдельно отметить одну особенность, если варить сваркой Ресанта. Это оборудование очень популярно, однако оно имеет короткие кабели подключения, что может создавать неудобства в работе.
Это оборудование очень популярно, однако оно имеет короткие кабели подключения, что может создавать неудобства в работе.
выбор электрода, советы для начинающих
У любого домашнего мастера часто возникают ситуации, когда без применения электросварки не обойтись. Ранее в таких ситуациях чаще всего приходилось обращаться к профессионалам в мастерские, поскольку сварочный аппарат мог себе позволить далеко не каждый любитель. И дело вовсе не в дороговизне (хотя это тоже немаловажный фактор), а в том, что традиционные трансформаторные аппараты очень требовательны к электросети. Подключив его в бытовую сеть, скорее всего, получите «выбитые» автоматы или сгоревшие предохранители.
Что представляет собой инвертор
Сейчас есть широкий ассортимент инверторных сварочных аппаратов, которые гораздо менее требовательны к электросети, обладают малым весом и компактными размерами. К тому же они отличаются довольно демократичной ценой. Но купить — это только полдела, главное, научиться самостоятельно варить. Аппарат инверторной сварки производит двухэтапное преобразование обычного переменного тока электросети.
Аппарат инверторной сварки производит двухэтапное преобразование обычного переменного тока электросети.
Сначала преобразование в ток с высокочастотными характеристиками, а после — в постоянный ток, при этом коэффициент полезного действия (КПД) достигает около 90%. Практически все инверторные аппараты предназначены для бытового применения и рассчитаны на напряжение в 220 В. Ими лучше всего варить электродами диаметром от 2 мм до 4 мм. Немаловажным плюсом такой дуговой сварки для начинающих является сравнительная простота розжига и удержания дуги.
Как образуется шов
Основа для чайника в вопросах работы ручного сварочного аппарата — понимание, как образовывается шов. Электрическая дуга возникает при взаимодействии сердцевины электрода и металлической поверхности. Загорается обмазка, и она начинает плавиться, переходит в жидкое состояние, выделяется газ. Этот газ окружает место сварки (сварочная ванна) и препятствует проникновение к нему воздуха.
Этот газ окружает место сварки (сварочная ванна) и препятствует проникновение к нему воздуха.
Расплавленный металл из сердечника переходит на сварочную ванну, частично смешивается с расплавленными металлом из нее и застывает, образуется шов. Обмазка, которая ранее перешла в жидкое состояние, застывая, образует шлак, его нужно после сваривания удалять. Можно пойти на уроки сварки для начинающих или практиковаться самому.
Необходимое оборудование и экипировка
Прежде чем постигать на практике основы электродуговой сварки, необходимо подготовить все необходимое:
- Аппарат инверторной сварки. Чтобы познать азы сварки инвертором для начинающих, не нужно гоняться за дорогими моделями, но не стоит впадать и в другую крайность, покупая очень дешевое «нонэйм» оборудование. Лучше всего остановить выбор на бюджетном варианте от проверенного производителя. Следует обратить внимание на пределы регулировки сварочного тока. Для бытового и полупрофессионального применения подойдут аппараты с диапазоном регулирования до 200 А. Еще один важный параметр для новичка — легкость розжига дуги. Для этого нужно выбирать оборудование с максимальным напряжением холостого хода или с функцией облегчения розжига. Небольшой совет — практически все сварочные аппараты от бюджетных до дорогих комплектуются с завода короткими проводами, купите сразу им замену длиной 3−4 м.
- Сварочная маска — одни из главных элементов защиты. Защищает глаза от слепящего яркого свечения дуги и выделяемого при этом потока ультрафиолета, а также лицо от ожогов. Раньше маски комплектовались сменными затемненными стеклами, которыми ее подстраивали под необходимые рабочие условия и предпочтения. Сейчас в продаже имеются удобные маски с автоматическим затемнением — «хамелеоны». Степень затемнения легко регулируется. Это оптимальный выбор, чтобы учиться электродуговой сварке для начинающих, да и для профессионалов тоже.
- Роба и рукавицы защищают тело сварщика от ожогов и брызг раскаленного металла. Выбирайте качественную экипировку. Категорически запрещено использовать защитную одежду из «синтетики».
- Молоток, щипцы, струбцина и т. д. Молоток потребуется для сбивания шлака, остальное повысит комфорт работы.
 Еще один важный параметр для новичка — легкость розжига дуги. Для этого нужно выбирать оборудование с максимальным напряжением холостого хода или с функцией облегчения розжига. Небольшой совет — практически все сварочные аппараты от бюджетных до дорогих комплектуются с завода короткими проводами, купите сразу им замену длиной 3−4 м.
Еще один важный параметр для новичка — легкость розжига дуги. Для этого нужно выбирать оборудование с максимальным напряжением холостого хода или с функцией облегчения розжига. Небольшой совет — практически все сварочные аппараты от бюджетных до дорогих комплектуются с завода короткими проводами, купите сразу им замену длиной 3−4 м.
Не забудьте также подготовить свое рабочее место — убрать все мешающие и легковоспламеняющиеся предметы. Желательно иметь под рукой огнетушитель, на случай возникновения нештатной ситуации. На случай ожога сетчатки глаз («нахвататься зайчиков») нужно купить специальные глазные капли или воспользоваться народными методами.
Как правильно сваривать металл
Итак, все готово и можно постигать технику электросварки для начинающих. Курс обучения лучше всего начать со сваривания двух отрезков металла или трубы толщиной около 5 мм. В первую очередь необходимо зачистить место сваривания от ржавчины и грязи при помощи обычной щетки по металлу. Если этого не сделать, то будет трудно зажечь электрод, да и соединение будет с дефектами.
Чтобы сварить детали указанной толщины, следует воспользоваться электродом ф3 мм.
 Для такого электрода на инверторном аппарате следует выставить ток около 100 А. Чаще всего регулировочная шкала на инверторе врет и необходимо подкручивать «по ситуации», если металл недостаточно прогревается добавить, если горит — уменьшить.
Для такого электрода на инверторном аппарате следует выставить ток около 100 А. Чаще всего регулировочная шкала на инверторе врет и необходимо подкручивать «по ситуации», если металл недостаточно прогревается добавить, если горит — уменьшить.Работа по свариванию начинается с розжига дуги, для этого необходимо постучать концом электрода по металлу или чиркнуть, как спичкой. С первого раза, скорее всего, не получится, но здесь тот случай, когда необходимо пробовать, а не смотреть. После розжига дуги электрод необходимо проводить вдоль линии шва на расстоянии около 2 мм, при этом «выписывая» фигуры, как бы сшивая свариваемые детали. Благодаря этому шов становится прочнее и шире.
Теперь по поводу длины дуги, 2 мм это оптимальное расстояние в большинстве случаев, при большем расстоянии дуга не стабильна, место сварки не прогревается в достаточной мере и соединение получается очень слабое. Если выдерживать слишком маленькое расстояние, шов получается очень выпуклым, площадь сварки недостаточная, как следствие — непрочное соединение. В зависимости от условий и предпочтений сварщика, есть три метода ведения электрода вдоль шва:
Если выдерживать слишком маленькое расстояние, шов получается очень выпуклым, площадь сварки недостаточная, как следствие — непрочное соединение. В зависимости от условий и предпочтений сварщика, есть три метода ведения электрода вдоль шва:
- Ведение перпендикулярно свариваемым деталям позволяет получить красивую и симметричную ванну, но крайне неудобно для реализации. Также очень быстро устает рука. Чаще всего применяют при сварке в труднодоступных местах.
- Ведение под углом назад. Такой метод позволяет иметь максимальный контроль над сварочной ванной, но применим только для нижних швов.
- Ведение под углом вперед. Позволяет достигать большей глубины прогрева свариваемых деталей. Наиболее распространённый и универсальный способ сварки.
После сваривания деталей легким постукиванием молотком следует отделить шлак и проконтролировать полученный шов. Не стоит ожидать, что все получится уже с первого раза. Чтобы начать более или менее правильно варить, добиваться желаемого результата и чувствовать процесс сварки, нужно выварить не один десяток килограмм электродов.
Главное — практика, но она должна быть подкреплена теоретическими знаниями. Если вы начинающий сварщик, вам для обучения пригодится самоучитель. Также можно посмотреть видеоурок в интернете.
Originally posted 2018-04-06 09:21:58.
Изучите сварку MIG быстро и легко
Последнее обновление: Гаррет Стронг
Если вы хотите научиться сварке MIG онлайн, потому что у вас нет времени или денег, чтобы тратить их на школу сварщиков, то вы попали по адресу.
Любой может научиться сварке MIG онлайн, не выходя из дома, за считанные часы. Я честен с тобой здесь.
Достаточно вложить немного денег в приличный сварочный аппарат с подачей проволоки или в сварочный аппарат MIG, и вы будете на верном пути.
Кроме того, если вы давно мечтали о первом сварочном проекте, будь то хот-род или декоративные ворота, вы легко сможете делать то, что хотите, изучая сварку MIG онлайн.
Если вы не выберете правильный сварочный аппарат MIG в самом начале, вы обречены на разочарование. Большинство инструкторов курсов по сварке для начинающих скажут вам то же самое.
Первое, что вам нужно знать, это то, что вы можете использовать 2 различных процесса сварки с проволочным сварочным аппаратом.
Первый процесс известен как флюсовая сердцевина, и в нем используется рулон проволоки, заполненный флюсом. Этот флюс внутри проволоки действует как защитный агент, когда сварочная ванна остывает.
Зачем нужен защитный агент? В каждом процессе сварки, будь то палка, TIG или MIG, используется защитный агент для защиты расплавленной сварочной ванны от атмосферных газов.
Если кислород или азот вступят в контакт с расплавленной сварочной ванной, это приведет к образованию небольших отверстий, называемых пористостью, которые ослабят сварной шов.
К чему именно я здесь клоню? Как я уже говорил ранее, у вас есть 2 различных процесса сварки на выбор, когда вы используете проволочный сварочный аппарат. Мы говорили о флюсовой сердцевине и о том, для чего этот флюс используется… теперь давайте поговорим о MIG (металлический инертный газ).
Как выполнять сварку MIG
MIG — это второй процесс сварки проволокой, в котором для защиты сварочной ванны используется газ, а не флюс. Так что это само собой разумеется, но вам нужно будет купить газовый баллон, который подключается к вашему сварочному аппарату с подачей проволоки. Защитный газ представляет собой смесь 75 % аргона и 25 % СО2.
Этот газ выделяется и начинает вытекать из сопла для сварки MIG, как только вы начинаете сварку, что, в свою очередь, защищает расплавленную сварочную ванну.
Сейчас я точно не говорил о том, какое это имеет отношение к покупке правильного сварочного аппарата. Когда вы идете покупать сварочный аппарат с подачей проволоки, вам нужно знать, что некоторые из них являются просто сварочными аппаратами с флюсовой проволокой, и у них нет возможности сваривать газом.
Это нормально, если вы просто хотите сваривать порошковой проволокой, но рано или поздно вам понадобится сварочный аппарат, который не образует шлака и обеспечивает красивые сварные швы. Поэтому, если вы действительно этого хотите, просто убедитесь, что вы ищете сварочный аппарат для проволоки, который может работать как сварочный аппарат MIG.
Шаг 2: Купите приличный шлем, чтобы научиться сварке онлайн
Я хотел бы поделиться с вами тем, что мои первые 2 шлема, которые я купил, были сделаны в Китае. Кажется, я заплатил 65 долларов за первый и 60 долларов за второй.
Эти китайские шлемы – дешевое дерьмо, от которого лучше держаться подальше. Мой первый продержался около месяца, и разъемы, удерживающие шлем, когда вы им не пользуетесь, сломались.
Со вторым у меня капало немного пота со лба, а так как это электронный автозатемняющий шлем, то он просочился в датчик затемнения и поджарил его.
Итак, мой третий шлем – это американский шлем Miller. Я заплатил за него немного больше, но это потрясающий шлем.
Шаг 3: Практикуйтесь, и вы сможете сварить что угодно
Одна из ошибок, которую я совершил, заключалась в том, что я начал свой первый сварочный проект, прежде чем научился сваривать соединение. Сварочные соединения являются наиболее важным аспектом обучения сварке.
Вы можете накладывать сварной шов в течение всего дня, но это ни хрена не значит, если вы не можете соединить 2 куска металла вместе и сделать их одним целым.
Сварочные швы, безусловно, самая сложная часть обучения сварке, но немного потренировавшись, вы справитесь.
Если вы можете успешно сварить тавровое соединение, стыковое соединение, угловое соединение, угловое соединение и соединение внахлестку, то вы можете сварить все, что захотите.
Подумайте об этих этапах сварки и убедитесь, что вы выучили сварочные соединения, о которых я упоминал.
У меня есть онлайн-курс по сварке MIG, с которым вы можете ознакомиться.
Автор: Гаррет Стронг
Я владелец MakeMoneyWelding.com. Сварка действительно затронула меня, и я страстно занимаюсь ею уже почти 9 лет. Недавно я получил квалификацию AWS, чтобы повысить свои навыки. Теперь я решил помочь другим учиться, поэтому я выпустил курс сварки MIG, чтобы помочь новичкам быстро учиться.
Как настроить сварочный аппарат MIG
| How-To
Сварка MIG — это доступный и простой в освоении процесс для домашних любителей. Вот как начать.
Коллега однажды сказал мне: «Если вы можете запотеть зеркало, вы можете сварить MIG». Это уже старая истина, которую он услышал от своего многолетнего друга-автомобилиста. Хотя кто-то может воспринять это заявление как оскорбление, не думайте об этом в таком ключе. Сварка MIG — это эффективный и доступный процесс, которому легко научиться. Короче говоря, это отличный вход в крутой мир металлообработки.
Сварка MIG — это эффективный и доступный процесс, которому легко научиться. Короче говоря, это отличный вход в крутой мир металлообработки.
Мы уже рассматривали этот вопрос в других статьях, но, чтобы повторить основы, MIG означает металлический инертный газ, и это более распространенный термин для отраслевого описания процесса: GMAW: дуговая сварка металлическим электродом в газе. Металл подается машиной в виде катушки с тонкой стальной проволокой, покрытой медью, которая по кабелю подается к горелке. Провод заряжается положительным напряжением, которое создает дугу на заземленной детали. Тепло, выделяемое этой электрической цепью, плавит проволоку и окружающий металл заготовки, который плавится и образует сварное соединение по мере охлаждения. Электрическая дуга возникает в облаке инертного газа (I и G в MIG), который выбрасывается на кончике горелки. Этот нереакционноспособный газ окружает дугу, стабилизируя ее и предотвращая попадание кислорода в расплавленный металл до того, как он остынет.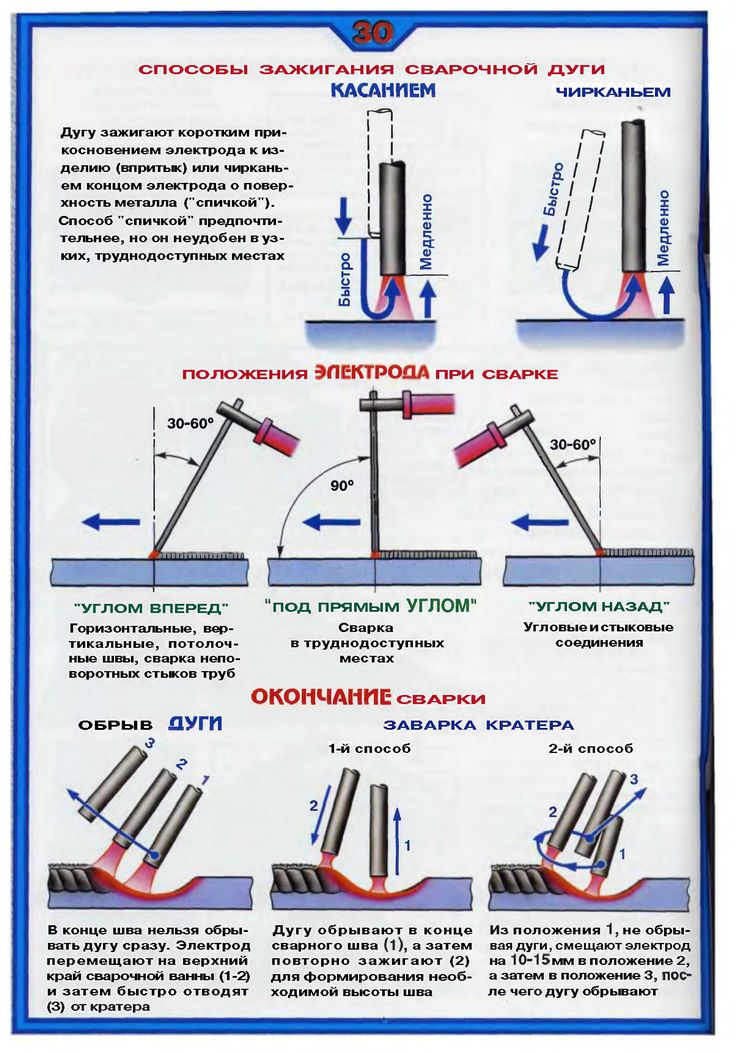 Почему вы хотите, чтобы кислород не попадал в расплавленную сталь? Любой, кто живет в ржавом поясе, знает ответ на этот вопрос.
Почему вы хотите, чтобы кислород не попадал в расплавленную сталь? Любой, кто живет в ржавом поясе, знает ответ на этот вопрос.
Сварка MIG проста в освоении и может применяться не только в автомобилестроении. Машины становятся все более доступными с каждым днем, а также стали очень сложными за последние несколько лет, практически настраиваясь для вас, оставляя вам простую работу по подключению зажима заземления и нажатии на курок резака.
В этой вводной части мы покажем вам, как настроить сварочный аппарат MIG для первого использования. Мы используем Multimatic 215 от Miller Electric, аппарат, который также выполняет сварку Stick и TIG в одном компактном устройстве. Для целей этой статьи мы сосредоточимся на процессе сварки MIG и будем исходить из того, что вы будете использовать проволоку MIG со сплошным сердечником для сварки мягкой стали, а не нержавеющей стали или алюминия.
Наш Miller Multimatic 215 поставлялся со всем необходимым для начала сварки MIG, даже с небольшой катушкой сплошной проволоки диаметром 0,030 дюйма. большая катушка проволоки тоже). У вас есть несколько вариантов, но для низкоуглеродистой стали обычно рекомендуется смесь 75 процентов аргона и 25 процентов CO2. Мы купили 125 куб. фут баллона “MIG Mix” примерно за 80 долларов. Эта стоимость может показаться высокой, но после первоначальной покупки вы можете обменять пустой баллон на полный за гораздо меньшие деньги.
большая катушка проволоки тоже). У вас есть несколько вариантов, но для низкоуглеродистой стали обычно рекомендуется смесь 75 процентов аргона и 25 процентов CO2. Мы купили 125 куб. фут баллона “MIG Mix” примерно за 80 долларов. Эта стоимость может показаться высокой, но после первоначальной покупки вы можете обменять пустой баллон на полный за гораздо меньшие деньги.
Кроме того, если вы начинаете с нуля, необходимо иметь надлежащее защитное снаряжение. Купите пару толстых кожаных перчаток, кожаную или брезентовую куртку, кожаные туфли или ботинки и шлем. Сварка MIG вызывает брызги, которые способны проникнуть в, казалось бы, недоступные места на вашем теле, и они могут быть достаточно горячими, чтобы обжечь вас. Кроме того, как и в любом хорошем магазине, держите под рукой огнетушитель.
Многие сварочные маски самозатемняются, что означает, что линза автоматически затемняется при зажигании дуги. Это полезно, потому что вам не нужно переворачивать шлем вверх и вниз при перемещении фонарика. Однако они дороже.
Однако они дороже.
Еще одним хорошим приобретением является набор плоскогубцев MIG, которые используются для зажима конца проволоки, очистки от шлака и облегчения снятия сопла горелки.
После того, как вы собрали все расходные материалы и оборудование для обеспечения безопасности, установка машины относительно проста. Мы приобрели эту 11-фунтовую катушку с проводом ER70-S6 диаметром 0,023 дюйма и установили ее на втулку в машине. Буквенно-цифровое обозначение означает проволоку для сварки сопротивлением из определенного сплава (70), которая содержит определенное количество кремния (S6). Таблицы доступны в Интернете, чтобы помочь вам подобрать проволоку для свариваемого материала, но обычно вы будете использовать ER70-S2 или S6 для мягкой стали, и это самое безопасное место для начала. Как правило, вы, вероятно, будете использовать проволоку MIG диаметром 0,023, 0,030 или 0,035 дюйма для большинства сварочных работ в автомобилестроении. Более тонкая проволока лучше подходит для более тонких материалов, таких как внешний листовой металл, в то время как более толстая проволока должна использоваться для более тяжелых материалов, таких как рамы, кожухи осей и компоненты подвески.
Более тонкая проволока лучше подходит для более тонких материалов, таких как внешний листовой металл, в то время как более толстая проволока должна использоваться для более тяжелых материалов, таких как рамы, кожухи осей и компоненты подвески.
В зависимости от диаметра используемой проволоки вам потребуется соответствующий приводной ролик. Это часть механизма, который стягивает проволоку с катушки и пропускает ее через кабель к наконечнику горелки. Он маркируется различными диаметрами проволоки.
Ведущий ролик Miller имеет три различных канавки для проволоки диаметром 0,023, 0,030 и 0,035 дюйма. Ролик надевается на подпружиненный приводной вал, что позволяет установить его на нужную глубину, чтобы он попал в канавку, соответствующую используемой вами проволоке. Другие сварочные аппараты MIG имеют отдельные приводные ролики для разных диаметров проволоки.
Вам также понадобится контактный наконечник, соответствующий используемому проводу. Контактный наконечник ввинчивается в конец горелки. Это часть, которая передает напряжение на провод, когда он покидает горелку. Наш сварочный аппарат поставлялся с контактными наконечниками 0,030 и 0,035 дюйма. Мы купили наконечник 0,023 в нашем местном магазине сварочных материалов.
Контактный наконечник ввинчивается в конец горелки. Это часть, которая передает напряжение на провод, когда он покидает горелку. Наш сварочный аппарат поставлялся с контактными наконечниками 0,030 и 0,035 дюйма. Мы купили наконечник 0,023 в нашем местном магазине сварочных материалов.
Установив правильный приводной ролик и контактный наконечник, вы можете начать подачу проволоки в привод и кабель горелки. Будьте осторожны при ослаблении конца проволоки. В зависимости от того, насколько туго она намотана, несколько футов проволоки могут соскочить с катушки, оставив вас с большой кучей проволоки на полу.
Одной рукой держите проволоку на катушке, а другой зажимайте изогнутый конец проволоки. Вы не хотите подавать перекрученный или согнутый провод в приводной механизм. Он может зацепиться или сбиться внутри кабеля горелки.
Пропустите проволоку через направляющую и приводной ролик, затем в кабель горелки. Проволока зажата верхним роликом, который поддерживает натяжение проволоки с помощью регулировочной ручки.
Теперь вы можете либо вручную протолкнуть провод через кабель до конца наконечника резака, либо включить питание устройства, и приводной механизм сделает всю работу за вас. Multimatic, как и многие другие сварочные аппараты в линейке продуктов Miller, может работать от 110 или 220 вольт и поставляется с двумя разными вилками. Удобно, что вилка на 220 В подходит к обычной розетке сушилки с прямым лезвием.
При включенном сварочном аппарате вы можете активировать горелку и подавать проволоку через кабель. Увеличение скорости подачи проволоки ускорит процесс. В этот момент вы также можете отрегулировать натяжение приводного ролика. Нет необходимости крутить ручку натяжения слишком высоко, все, что нужно, — это предотвратить проскальзывание проволоки.
Газовые регуляторы также входят в комплект поставки Multimatic 215. Правый манометр показывает общее давление в газовом баллоне, а левый манометр показывает давление на выходе из баллона, которое регулируется Т-образной рукояткой. Установка его на уровне около 20 фунтов на квадратный дюйм является хорошим местом для начала.
Установка его на уровне около 20 фунтов на квадратный дюйм является хорошим местом для начала.
Поскольку Multimatic 215 выполняет оба процесса, он имеет двойные входы защитного газа для сварки MIG и TIG. TIG обычно выполняется с использованием чистого аргона или гелия. В нашей сварочной тележке есть место только для одного газового баллона, но есть модели, рассчитанные на два.
Miller включает подробную памятку, которая поможет вам настроить машину. В основном вам нужно знать состав и толщину свариваемого материала, а функция автоматической настройки устанавливает напряжение и скорость подачи проволоки. Судя по опыту, это тоже очень точно.
При желании вы также можете установить напряжение и скорость подачи вручную на сенсорном дисплее на передней панели станка.
Убедитесь, что газ выходит из сопла горелки, несколько раз нажав на горелку. Возможно, вам придется отрегулировать регулятор, чтобы поддерживать постоянное давление от 15 до 20 фунтов на квадратный дюйм во время работы устройства.