Накатные ролики – устройство и параметры, накатывание резьбы
alexxlab | 17.09.2019 | 0 | Разное
Накатка для токарного станка: виды, державки
Содержание статьи:
Накатка — это способ обработки поверхностного слоя металлических деталей. В процессе на детали формируется сетка, риски. Существует несколько ее разновидностей. Методом накатывания изготавливают, например, рифленые ручки для станков и механизмов. Осуществляется накатка с помощью специального одноименного инструмента.
Виды накатывания

токарная накатка
Различают два вида накатки:
- формообразующую;
- упрочняющую.
Формообразующая используется для формирования зубьев на валах или колесах, шкал на деталях или сетчатой структуры на поверхности. Этот метод называется еще зубонакаткой. Насечку рисунка можно отнести к этой категории или отдельной. Небольшие, очень жесткие инструменты с рельефной поверхностью наносят узор на металлическую поверхность.
Упрочняющая используется для повышения износостойкости, прочности. В процессе обработки на поверхности детали формируется наклеп, улучшающий эксплуатационные качества изделия. Таким образом обрабатывают втулки, валы, шестеренки и другие детали.
Накатка резьбы это метод получения резьбы холодным деформированием поверхности заготовки. При накатывании резьбы не образуется стружка, потому что канавка продавливается инструментом. Выполняются работы плоскими плашками, затылованными роликами, резьбовыми сегментами и другими инструментами. Используются токарные станки, револьверные, резьбонакатные механизмы. Таким методом получают резьбу на заготовках из мягких сплавов, небольшие зубья, канавки, выступы.
Накатка рифления
накатка рифленой детали: 1- державка, 2, 3 — ролики для накатки
Чтобы создать на поверхности детали рифленый рисунок используют специальные ролики из инструментальной стали. Для простого рифления достаточно одного ролика, для перекрестного — двух.
Державка крепится в резцедержатель токарного станка. Во время работы ролики необходимо прижать к крутящейся болванке, они вдавливаются в металл и создают сетчатый узор.
В процессе накатки нужно заранее проверить, будут ли совпадать зубцы роликов с уже сделанными канавками при дальнейшем вращении детали. До начала накатки поверхность роликов чистят металлической щеткой, в процессе обработки периодически смазывают техническим маслом. Скорости обработки деталей из различных материалов указаны в таблице.
| Скорость, м\мин | Материал заготовки | ||||
| Стали мягкие | Стали твердые | Бронза | Латунь | Алюминий | |
| 10 — 15 | 20 — 25 | 25 — 40 | 40 — 50 | 80 — 100 | |
| Подача инструмента продольная, мм\об | 1 — 1,5 | 1 — 1,5 | 1,5 — 2 | 2, 25 | 2 — 2,5 |
Таблица 1. Скорость детали и подача инструмента продольная при обработке различных материалов
Станки и инструменты
виды рифления
Станки. Для выполнения накатки необходим токарный или другой станок с мощным держателем резца, потому что во время работы инструмент поперечно подается и прижимается к детали с повышенным усилием. Возможна автоматическая или ручная подача. На станке выставляются обороты не более 100 в минуту. Самые мощные и специализированные станки выполняют процедуру в один проход, иногда необходимо пройти несколько раз.
Ролики. Существует множество видов роликов, выполняющих различные формы рифления на поверхности детали. Ролик вставляется в державку, которая может быть:
- с плавающей головкой;
- V-образная;
- U-образная;
- двухсторонняя;
- односторонняя.
Универсальные накатки позволяют работать одновременно парой роликов, создавая крестовой узор. У некоторых моделей есть возможность изменения глубины канавок. Универсальные модели устанавливаются практически на любой станок. Ролики идут в комплект, их можно приобрести дополнительно.
Демонстрация токарной накатки в видеоролике:
Обзор моделей и сравнение цен
stanokgid.ru
Накатные ролики
Накатные ролики
Программа продуктов zeus Накатные ролики содержит большое количество вариантов накатных формовочных и фрезеровочных инструментов. Наряду со стандартной продукцией, в наш ассортимент входят специальных профили и накатные ролики, разработанные для конкретного заказчика. Высочайшая точность и применение износостойких материалов – наиболее важные особенности продукции марки zeus Premium. Если Вам нужна индивидуальная конструкция накатного ролика, Вы можете положиться на наш многолетний опыт.
zeus Premium – Порошковый металл для повышенной износостойкости
В стандартной программе zeus мы предлагаем все накатные ролики из порошкового металла в качестве исходного материала. Этот материал отличается высокой твёрдостью при повышенной температуре и прочностью на сжатие, а также высокой вязкостью и износостойкостью. Кроме стандартных вариантов из порошкового металла по запросу предлагаются также исполнения из быстрорежущей стали и твёрдого сплава.
Накатные формы – Ролики с фаской
Накатные ролики в фрезерованном исполнении, для применения в накатных фрезеровочных инструментах.
Дополнительная информация
Накатная фрезеровка
Накатные ролики без фаски для применения в накатной фрезеровке , с высокими требованиями к качеству профиля.
Дополнительная информация
Специальные накатные ролики
В сегменте накатных роликов мы разрабатываем инструменты для конкретного заказчика, по чертежу и согласно требованиям применения.
Дополнительная информация
Ролики для накатного полирования
Цилиндрические и выпуклые ролики для накатного полирования, для улучшения качества поверхности.
Дополнительная информация
Последующая обработка
Для повышения срока службы мы предлагаем разнообразные методы последующей обработки.
Дополнительная информация
www.zeus-tooling.de
Круглые резьбовые накатные ролики | Методы получения резьб и режущий инструмент
Круглые резьбовые накатные ролики весьма различаются по конструкции, расположению профиля резьбы и схеме работы. Ролик (рис. 24) представляет собой цилиндрическое тело с винтовой или кольцевой резьбой на поверхности цилиндра. В работе одновременно может участвовать один—три и более роликов.
Рис. 24. Круглый резьбовой накатный ролик
Процесс формирования резьбы на заготовке можно осуществлять при радиальной, тангенциальной, осевой или комбинированной подачах накатного ролика. Схемы накатывания резьбы роликами по различным методам приведены на рис. 25.
Рис. 25. Схемы накатывания резьбы роликами: а — при радиальной подаче: б, в, г — при тангенциальной подаче
Накатывание резьбы роликами, имеющими винтовую нарезку, при радиальной подаче (рис. 25, а) можно производить одним, двумя, тремя и более роликами. Соответственно ролики в накатной головке устанавливают со смещением по оси на 1/2, 1/3 шага и т. д. Направление витков на ролике противоположно направлению резьбы на заготовке. Профиль резьбы при накатывании роликами формируется постепенно, путем вдавливания битов ролика на полную глубину за несколько оборотов заготовки. Число этих оборотов определяется глубиной накатываемой резьбы и величиной радиальной подачи, которую в свою очередь назначают в зависимости от материала обрабатываемой заготовки и ее формы. Таким способом можно накатывать резьбу даже на тонкостенных заготовках, так как есть возможность изменением подачи влиять на силы, возникающие при накатывании резьбы. Ширина ролика перекрывает длину накатываемой резьбы. Заготовка в осевом направлении не перемещается. Оси заготовки и роликов параллельны, а так как диаметр ролика больше диаметра накатываемой резьбы, то для того чтобы угол подъема накатываемой резьбы и резьбы на ролике были одинаковыми, ролик должен иметь многозаходную резьбу. Число заходов i резьбы ролика определяют из соотношения
де Dcp. рол — средний диаметр ролика, мм; dcp — средний диаметр накатываемой резьбы, мм.
Тангенциальная подача при накатывании резьбы роликами получается различными способами. Для этого используют, например, разность окружных скоростей на наружной поверхности роликов. Двум роликам (рис. 25, б) одинакового диаметра сообщают разную частоту вращения n
Тангенциальную подачу при накатывании резьбы можно также осуществить за счет специальной конструкции роликов. Эти ролики (рис. 25, г) имеют выемки для размещения и последующего удаления заготовки, а на остальном винтовом резьбовом участке заборную, калибрующую и сбрасывающую части. Калибрующая и сбрасывающая части имеют полный профиль резьбы, а заборная часть срезана по архимедовой спирали и напоминает своим профилем резьбу на заборной части плоской плашки, изображенной на рис. 22, в. Ролики одинакового диаметра вращаются в одном направлении, заготовка поступает в выемку, захватывается роликами, приводится во вращение, и на ней постепенно выдавливается резьба. Цикл обработки завершается за один оборот роликов. Резьба у роликов многозаходная, число заходов кратно диаметру накатываемой резьбы.
Для накатывания длинных резьб заготовку или ролики необходимо перемещать вдоль оси заготовки. Ролики при этом могут быть с кольцевой или винтовой нарезкой. Осевое перемещение заготовки относительно роликов обеспечивается соответствующей установкой накатных роликов к оси заготовки. Так, например, при накатывании резьбы двумя роликами с кольцевой нарезкой их оси должны быть развернуты на угол подъема накатываемой резьбы, как показано на рис. 25, а. При применении роликов с винтовой нарезкой, угол подъема которой λрол отличается от угла подъема накатываемой резьбы λ (λ
,
где σокр — окружная скорость ролика.
Рис. 26. Схема накатывания длинных резьб роликами:
а — с кольцевой нарезкой; б — с винтовой нарезкой
Ролики имеют заборный конус и калибрующую часть. Заборный конус позволяет распределить нагрузку при накатывании резьбы на несколько витков ролика, вследствие чего профилирование резьбы осуществляется постепенно, что способствует повышению качества накатываемой резьбы.
www.stroitelstvo-new.ru
Ролики для накатывания накатные – Энциклопедия по машиностроению XXL
Размеры роликов для накатывания метрической резьбы регламентированы ГОСТом 9539—60, предусматривающим выполнение роликов двух типов и двух исполнений (фиг. 42). Область применения накатных роликов приведена в табл. 54. [c.383]
Б. Накатные ролики [14] 1. Допуск на шаг резьбы ролика для накатывания точной резьбы не должен превышать 0,01 мм на длине [c.295]
При накатывании внутренней резьбы в глубоких отверстиях применяется схема с осевой подачей ролика. Для этой цели используется резьбонакатная головка с тремя накатными роликами. [c.257]
На специальных станках для накатывания шлицев (рис. 189) накатная головка / размещается на салазках, для которых направляющими служат валы 2 и 5, соединяющие две массивные стойки. Салазки перемещаются приводом от гидроцилиндра, расположенного в задней стойке. В передней стойке находится гидравлический зажимной патрон 4, в котором закрепляется обрабатываемая деталь 3. Каждый ролик независимо регулируется на требуемую высоту. Головка как самостоятельный узел снимается со станка, не нарушая расположения роликов. На смену роликов затрачивается 5—10 мин, на наладку станка — около 30 мин. [c.343]
Угол подъёма резьбы плашки (ролика) должен быть равен углу подъёма накатываемой резьбы. Для накатывания правых резьб направление резьбы на накатных роликах должно быть левое, и наоборот. [c.612]
Накатывание может производиться путем поперечной или продольной подачи, В первом случае ширина накатного ролика должна быть на 3—4 мм больше длины накатываемой поверхности. Для накатывания на токарных и револьверных станках поверхностей, длина которых [c.876]
При накатывании резьбы с d накатные ролики должны иметь более 70 заходов. Изготовление роликов с таким числом заходов весьма сложно. Уменьшить число заходов можно, если применить ролики малого диаметра, а уменьшению диаметра роликов препятствуют конструктивные данные станка — минимальное расстояние между осями роликов. В этих случаях используют накладные головки конструкция таких головок и роликов для них приведены, например, в работе [10]. Установка накатных роликов в комплекте должна допускать быстрые и точные установочные перемещения роликов вдоль оси с целью правильной установки профилей роликов в нитку. [c.383]
Для накатывания роликами с тангенциальной подачей накатываемой детали могут быть использованы универсальные роликовые накатные станки при незначительной их переделке. [c.319]
Накатывание внутренних резьб накатными головками. Опыт работы еще недостаточен для обобщения и рекомендаций. Ознакомиться с конструкциями головок можно в работе [2]. Резьбы диаметром от 100 мм и выше вначале нарезают резцом или фрезой, оставляя припуск по среднему диаметру. В подготовленное таким образом отверстие ввинчивают головку для накатывания резьбы. Головка имеет три ролика и получает принудительное вращение ролики вращаются под действием сил трения. Ролики имеют кольцевую нарезку, ось каждого ролика повернута на угол подъема накатываемой резьбы. [c.326]
Накатывание может быть осуществлено поперечной и продольной подачей. В первом случае щирина накатного ролика должна быть на 3—4 мм больше длины накатываемой поверхности. Работа с поперечной подачей обычно осуществляется по упору. Для накатывания на токарных и револьверных станках поверхностей, по длине превышающих ширину накатного ролика, рекомендуются продольные подачи для деталей диаметром до Омм — мм об, свыше 10 до 25 мм—1,5 мм/об, свыше 25 до 40 мм — 2,0 мм/об и свыше 40 до 60 мм— 2,5 мм об. [c.892]
Накатные ролики. Процесс накатывания резьбы роликами основан на принципе радиальной подачи (фиг. 367). Подвижный ролик 2 подается по направлению к заготовке 3 и неподвижному ролику 1. Образование резьбы заготовки осуществляется обоими роликами в одинаковой степени, поэтому каждый ролик перемещается к центру заготовки на расстояние, равное приблизительно высоте ножки резьбы (при условии, что диаметр заготовки ориентировочно равен среднему диаметру резьбы). В результате сближения витки роликов вдавливаются в заготовку и образуют на ней резьбу. Ролики вращаются принудительно в одну сторону с одинаковой окружной скоростью и заставляют заготовку вращаться без скольжения. Для правильного формирования резьбы при накатывании скольжение между заготовкой и роликами не должно иметь места. Заготовка устанавливается на опорную линейку 4 и упирается своим торцом в упор 5. Рабочая часть линейки с целью повышения ее износоустойчивости снабжена пластинкой твердого сплава. Во избежание выталкивания заготовки из роликов вверх, центр заготовки должен быть выше [c.629]
Накатные ролики представляют собой цилиндрические тела, нз наружной поверхности которых образована резьба (фиг. 67,6). При работе они передают отпечаток своей наружной поверхности на поверхность накатываемой заготовки, поэтому угол подъема резьбы на роликах должен быть равен углу подъема резьбы детали, а направление витков резьбы роликов должно быть противоположным направлению витков детали, т. е. для накатывания детали с правой резьбой ролик должен иметь левую резьбу. Профиль резьбы ролика должен соответствовать профилю резьбы детали. Однако при расчете высоты головки резьбы необходимо предусмотреть запас на износ, который колеблется в зависимости от размеров резьбы от 0,008 до 0,045 Л1Ж. При выборе высоты ножки должен быть предусмотрен гарантированный зазор во впадине резьбы ролика, на величину которого (0,01—0,04 мм) следует также увеличивать высоту ножки. На работу роликов большое влияние оказывает их диаметр. С увеличением диаметра ролика процесс накатывания резьбы улучшается, поэтому средний диаметр ролика берется в несколько раз больше среднего диаметра резьбы. Для того чтобы при этом выдержать равенство углов подъема резьбы, на ролике выполняется многозаходная резьба. Расчетный средний диаметр ролика [c.110]
Инструментом для накатывания резьб являются винтовые и кольцевые ролики, плоские плашки и резьбовые сегменты для накатывания шлицевых валов — накатные головки, зубчатые ролики и рейки для накатывания зубчатых колес — накатные зубчатые валки и рейки. Накатной инструмент изготовляют из легированных сталей, термически обрабатывают и после этого подвергают доводке. Винтовые резьбонакатные ролики имеют многозаходную резьбу с направлением подъема, противоположным накатываемой нитке, и профилем, соответствующим профилю впадин изготовляемой резьбы. Кольцевые резьбонакатные ролики имеют кольцевую нарезку, заборную и калибрующую части. Они работают на перекрещивающихся осях под углом, соответствующим углу подъема [c.627]
Накатные ролики предназначаются для накатывания резьбы и устанавливаются на специальных станках. Обычно резьба накатывается двумя роликами. Накатываемое изделие помещается между роликами (фиг. 160). [c.158]
Общий вид станка показан на рис. 132 станок предназначен для накатывания резьбы с шагом до 4,5мм и длиной 70 мм при наибольшем диаметре 42 мм. Допустимая максимальная сила 196 кн (20 т). Цикл работы станка состоит из переходов быстрый подвод подвижной бабки к заготовке медленное врезание накатного ролика выдержка (без подачи), во время которой происходит калибрование резьбы быстрый отвод подвижной бабки до жесткого упора. [c.222]
Резьбы на деталях получают нарезанием на сверлильных, резьбонарезных и токарных станках, а также и накатыванием, т. е. методом пластических деформаций. Инструментом для накатывания резьбы служат накатные плашки, накатные ролики и накатные головки. [c.358]
Назначение станка. Резьбонакатной станок мод. НР-3 (фиг. VI, 7) п ед-назначается для накатывания круглыми накатными роликами резьбы на метчиках с шагом от 2,75 до 4,5 мм при наименьшем диаметре изделия 27 мм, наибольшем — 42 мм. [c.141]
Накатывание резьбы с продольным перемещением заготовки на специальных резьбонакатных станках. В качестве инструмента используются два ролика с кольцевой нарезкой, профиль которой соответствует профилю накатываемой резьбы. Расстояние между осями роликов сохраняется постоянным. Оси роликов перекрещиваются под углом, соответствующим углу подъема накатываемой резьбы по среднему диаметру. При каждом обороте вокруг своей оси заготовка перемещается в осевом направлении на величину шага резьбы. Одним и тем же комплектом роликов накатывается резьба данного шага на заготовках различных диаметров и различного направления. Диаметры накатных роликов не зависят от диаметра накатываемой резьбы, поэтому размеры их могут быть меньше, чем роликов с винтовой нарезкой. Ролики с кольцевой нарезкой имеют заборную и калибрующие части. Угол заборной части 3°. Материал роликов такой же, как и для роликов с винтовой нарезкой. [c.263]Для. сообщения валкам (накатным роликам) перед их вдавливанием в заготовку 8 требуемой угловой скорости на оправке вместе с заготовками устанавливается делительное зубчатое колесо. Оно же служит для синхронизации вращения роликов и заготовки. Делительное зубчатое колесо можно специально не изготовлять и использовать одно из накатанных колес. Когда зубья роликов входят в заготовку, направление осуществляется самой заготовкой. Накатывание производится при осевой подаче роликов. [c.272]
Нагрев арматуры для оплавления луженого слоя токами высокой частоты 908 Надписи — Накатывание на деталях 270 Накатники зубошлифовальных станков — Размеры установочные 475 Накатные ролики — см. Ролики накатные Накатывание арматуры цилиндрической 314 [c.964]
Для холодного накатывания профилей радиальным или радиально-осе-вым способом создан резьбонакатный полуавтомат (рис. 28). В полуавтомате применен раздельный привод шпинделей от электродвигателей соответственно 1 и 6. Через муфты 2 и 7 вращение передается червяками S -а 8, а от них с помощью червячных колес 4 к 9 — зубчатым парам Л и Б. Зубчатые колеса Б приводят во вращение длинные валы, состоящие из трех шарнирно соединенных частей, приводящих во вращение накатные ролики 5. Синхронное вращение шпинделей правого и левого редукторов осуществляется с помощью муфты W. Симметричность движения головок относительно оси накатывания обеспечивается с помощью рычажного устройства 11. [c.68]
Конструкция трехроликового приспособления для накатывания пакета заготовок на токарно-револьверном станке мод. СМ36 изображена на рис. 183. Корпус II накатной головки крепится в конической втулке 12, устанавливаемой в револьверной головке станка. Каретки 4 с накатными роликами 2, которые вращаются во втулках 3 и фиксируются гайками 1, располагаются в пазах корпуса и крепятся гайками 6. Винты 5 позволяют пере- [c.320]Резьбонакатный ролик 9 крепится гайкой W. Зубчатое колесо, надетое на шпиндель станка, крепится, для предохранения от осевого перемеш,ения винтом II. Резьбонакатные ролики 9 вращаются в одну сторону с числом оборотов 120 в минуту, что соответствует скорости накатывания 15— 20 м/мин. Размеры накатных роликов для резьб малого диаметра нри условии использования устройства к накатным станкам приведены в табл. 74. Помимо использования станков с дополнительными устройствами, для накатывания резьб малого диаметра рядом заводов используются специальные станки типа МФЮЗ, в которых расстояние между шпинделями и диаметр роликов 45—50 мм. [c.263]
С увеличением диаметра ролика процесс накатывания резьбы улучшается, поэтому при расчете надо выбирать О р насколько воз-хможно большим. Однако выбор его ограничивается размерами накатного станка и в основном пределами раздвижения роликов. Для распространенных моделей станков максимально допустимые средние диаметры роликов О р = 150 мм, а минимально допустимые О р = 130 мм, причем О р не должно быть больше L —где Ь — максимальное расстояние между роликами в мм. Это ограничивает нижний предел использования моделей для диаметров резьбы меньше 2 мм из-за резкого увеличения числа заходов. Так, например, для резьбы М1,7 X 0,35 оно возрастает до 88, а для более мелких размеров свыше 100. С увеличением числа заходов шлифование резьбы на закаленных роликах сильно осложняется из-за износа (осыпания) шлифовального круга с малыми размерами профиля. Вследствие этого профили резьбы на первом и последнем заходе получаются [c.631]
Холодное накатывание профильной многороликовой головкой производится по схеме, показанной на фиг. 22. Для этого метода станки строит фирма ОгооЬ (ФРГ), станок для профилирования прямобочных шлицев приведен на фиг. 23. Этот метод накатывания требует особо точного изготовления многороликовой головки. Инструментальная головка состоит из жесткого закаленного кольца, в котором размещены сегменты, в каждом сегменте установлено по одному профилирующему ролику (фиг. 24). Накатные ролики свободно вращаются на осях в подшипниках. Ролики регулируют и заменяют независимо один от другого. Обрабатываемую деталь закрепляют в центрах зажимного устройства, а многороликовая головка перемещается вдоль оси неподвижной обрабатываемой детали на точно установленную длину. [c.67]
Шлифование резьбы резьбонакатных роликов. Резьба на резьбонакатных роликах к накатным станкам многозаходная. Резьбу шлифуют на резьбошлифовальных станках и реже на универсаль-но-ззтыловочных станках. Шлифование резьбы производят однониточными или многониточными шлифовальными кругами. Шлифование однониточными кругами — трудоемкая операция и ее производят только в Тех случаях, когда на станке отсутствует устройство для накатывания многониточной резьбы на шлифовальном круге. [c.163]
В настоящее время освоено накатывание микрометрической резьбы на микровинтах на специальных накатных станках. Для накатывания применяют шестнадцатизаходные накатные ролики. [c.336]
Резьбонакатные плашки применяют для накатывания точных профилей резьб. Резьбонакатные плашки (рис. 270, а) имеют корпус, на котором устаналивают накатные ролики с резьбой. Ролики можно регулировать на размер нарезаемой резьбы. Плашки вращают двумя рукоятками, ввертываемыми в корпус. [c.124]
Некоторые детали (рукоятки, головки винтов, ручки калибров и т. д.) имеют наружную рифленую поверхность с различным узором линейчатым (прямым или косым), елочным, сетчатым, точечным и др. Рифление получают накатыванием повер.хности закаленными накатными роликами с соответствующим узором. Б державку закрепляют один накатной ролик или два (для накатывания сетчатых рифлений). При накатывании сетчатых рифлений обой- [c.168]
Накатные ролики и плашки изготовляют из легированной инструментальной стали марки Х12М. Для накатывания микрометрической резьбы накатные ролики должны быть изготовлены с высокой точностью. Отверстие и торцы у роликов должны быть доведены, торцовые поверхности должны быть перпендикулярны к оси роликов. Резьбу на роликах следует шлифовать на наиболее точных резьбошлифовальных станках. [c.138]
Накатку зубчатыми роликами с прямыми формообразующими зубьями (прутковое накатывание) с осевой подачей заготовки можно осуществлять на модернизированных резьбонакат-ных или специальных шлиценакатных станках. Накатку осуществляют двумя или Тремя параллельно расположенными накатниками, каждый из которых имеет заборную и коническую части, а также цилиндрический калибрующий участок. Вращение заготовки синхронизировано с вращением накатных роликов. Осевое перемещение заготовки или накатных роликов осуществляется принудительно. Накатку с осевой подачей применяют для получения эвольвентных и остроугольных шлицев. [c.343]
Универсальный резьбонакатной полуавтомат 5933 предназначен для наружного накатывания метрических и дюймовых резьб двумя накатными роликами в крупносерийном производстве. На станине полуавтомата (рис. 151) установлена ножевая опора / для установки и подачи деталей, относительно которой на станине 6 слева установлена неподвижная бабка 2, а справа — подвижная бабка 3. В зону расположения накатных роликов по трубопроводу 4 подается охла- [c.204]
При накатывании осевое перел1ещение заготовки принудительно, ролики имеют заборную часть. Заготовка вращается синхронно вращению накатных роликов и перемещается вдоль оси накатников. Расстояние между накатниками устанавливают заранее и не меняют в процессе накатывания. Диаметр заготовки под холодное накатывание роликами выполняют точнее, чем при шлииефрезеровании, с отклонением от номинала для валов диаметром 30—50 мм не более 0,05— 0,07 мм, биением его относительно оси центров не более 0,06 мм. Режим накатывания окружная скорость роликов 15—20 м/мин при диаметре начальной окружности накатных роликов 200 мм и скорости осевой подачи 150—200 мм мин. Накатной инструмент для получения эвольвентных шлицев относительно прост, — одним и тем же накатником с определенным модулем можно получить шлицы с различным числом зубьев разной длины. Холодной накатке подвергают заготовки твердостью не свыше НВ 220. [c.66]
Накатывание прямобочных шлицев этим методом затруднено, так как профиль рабочих поверхностей накатных роликов значительно усложняется и необходи. ю специальное оборудование для шлифования рабочих поверхностей накатника. [c.66]
mash-xxl.info
Резьбонакатные ролики, ВНГН, ВНГН-трап, ВНГТ, накатные
Ролики резьбонакатные для накатывания метрической
резьбы к резьбонакатным головкам ВНГН
ТУ2-035-642-78
 Ролики резьбонакатные, 45-45х4.5, к головке ВНГН-5БМ, шаг резьбы 4.5
Ролики резьбонакатные, 45-45х4.5, к головке ВНГН-5БМ, шаг резьбы 4.5
обозначение, шаги резьб, Роликов к головкам ВНГН-3М – 5М, с каталога завода ФРЕЗЕР
Комплект резбонакатных роликов для резьбонакатных головок состоит из трех штук.
 Резьбонакатные ролики к головкам ВНГН-трап., называемые так же – накатные ролики, предназначены для накатывания наружных правых и левых трапецеидальных резьб с профилем по ГОСТ 9484-81 8-ой степени точности по ГОСТ 9562-81 на деталях из углеродистых, конструкционных, коррозионностойких сталей, цветных металлов и сплавов с относительным удлиннением более 8% и твердостью не более 200 НВ в составе разьбонакатных головок. Ролики резьбонакатные изготавливаютя из сталей марок Х12МФ и Х6ВФ по ГОСТ 5950-73.
Резьбонакатные ролики к головкам ВНГН-трап., называемые так же – накатные ролики, предназначены для накатывания наружных правых и левых трапецеидальных резьб с профилем по ГОСТ 9484-81 8-ой степени точности по ГОСТ 9562-81 на деталях из углеродистых, конструкционных, коррозионностойких сталей, цветных металлов и сплавов с относительным удлиннением более 8% и твердостью не более 200 НВ в составе разьбонакатных головок. Ролики резьбонакатные изготавливаютя из сталей марок Х12МФ и Х6ВФ по ГОСТ 5950-73.Комплект резьбонакатных роликов для резьбонакатных головок состоит из трех штук.
ТУ2– 035-330-73
Ролики имеют кольцевую нарезку витков.
www.frezer-prom.com
Накатные ролики — – Энциклопедия по машиностроению XXL
При накатывании мелких шлицев на валах (рис. 6.П6, в) накатной ролик имеет профиль шлицев. Он внедряется в поверхность заготовки при вращении и поступательном продольном перемещении вдоль вала. [c.390]Для изготовления внутренней резьбы применяют . резцы, метчики, раздвижные метчики, групповые фрезы, накатные ролики. [c.233]
Резьбу можно накатывать двумя способами 1) плоскими накатными плашками и 2) накатными роликами (иногда их называют круглыми плашками). [c.253]
Накатные ролики имеют винтовые канавки с числом заходов, равным отношению средних диаметров роликов и накатываемой резьбы. [c.256]
Накатывание резьбы в отверстиях диаметром от 20 до 100 мм производится накатным роликом, который вводится в отверстие заготовки и вместе с ней вращается, получая одновременно радиальное перемещение, направленное в тело заготовки, и выдавливая при этом профиль резьбы на стенке отверстия. [c.257]
При накатывании внутренней резьбы в глубоких отверстиях применяется схема с осевой подачей ролика. Для этой цели используется резьбонакатная головка с тремя накатными роликами. [c.257]
Назначение — для инструмента, работающего в условиях, не вызывающих разогрева режущей кромки фрез, зенковок, топоров, стамесок, долот, пил продольных и дисковых, накатных роликов, кернеров, отверток, комбинированных плоскогубцев, боковых кусачек. [c.366]
| Фиг. 99. Конструкция накатных роликов (о = = 20–35° / = 1—5жж). | 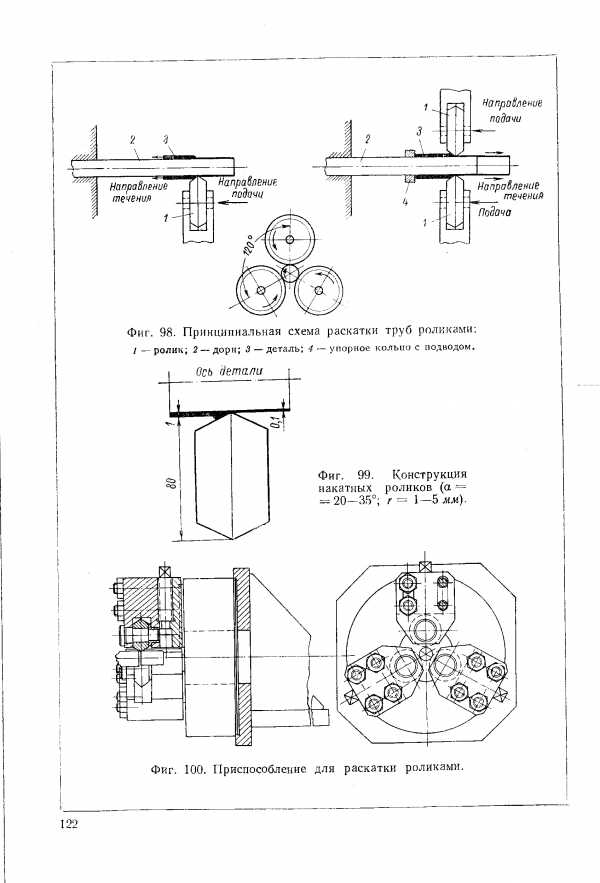 |
УЗА Фрезы, зенковки, цековки, топоры, стамески, долота, пилы продольные и дисковые, накатные ролики, плиты п стержни для форм литья под давлением цветных металлов, обжимки, кернеры, бородки, отвертки, плоскогубцы, острогубцы, боковые кусачки [c.346]
Число оборотов заготовки за время профилирования резьбы накатными роликами [c.574]
Резьба — Профиль 7 — 371 Накатные плашки — см. Плашки накатные Накатные ролики—см. Ролики накатные Наклеиваемые датчики сопротивления — см. [c.165]
Резьбы более крупных диаметров целесообразно изготовлять с помощью накатных роликов. [c.368]
Шарошки с фасонным профилем (накатной ролик) применяют для правки фасонных кругов, предназначаемых для нарезания многониточной резьбы, шлифования дисковых резцов и других фасонных деталей. Этот инструмент имеет продольные пазы (прорезы) с неравномерным шагом для придания ему правящей способности. Фасонную шарошку изготовляют из инструментальной углеродистой, легированной или быстрорежущей сталей и закаливают на твёрдость = 62—64. [c.475]
Размеры плоских плашек установлены ГОСТ 2248-43. Диаметры накатных роликов обусловливаются расстоянием между осями шпинделей и диаметрами цанг, на которых ролики крепятся. Как правило, диаметры роликов получаются в несколько раз больше, чем диаметры накатываемых резьб, а резьба роликов — с числом заходов до 15. Средний диаметр резьбы накатного ролика равен [c.612]
Угол подъёма резьбы плашки (ролика) должен быть равен углу подъёма накатываемой резьбы. Для накатывания правых резьб направление резьбы на накатных роликах должно быть левое, и наоборот. [c.612]
Точность накатываемой резьбы зависит от жёсткости станка и точности инструмента. На станках с круглыми накатными роликами высокую точность получать легче, так как можно работать с меньшими усилиями и применять более точный накатной инструмент. [c.612]
Ориентировочная часовая производительность (в шт.) станков с круглыми накатными роликами [c.612]
Станки с круглыми накатными роликами (фиг. 23 и 24) в большинстве случаев выполняются с горизонтальным расположением осей роликов. Привод главного движения осуществляется от отдельного электродвигателя, пло- [c.615]Привод подачи подвижной бабки осуществляется гидравликой (чаще), механически или вручную. При гидравлической подаче автоматический цикл состоит из а) рабочей подачи накатного ролика на всю глубину профиля резьбы б) выдержки без подачи, за время которой происходит укатка и калибровка резьбы в) отвода ролика в исходное положение. [c.616]
При выборе диаметра накатных роликов учитывают, что процесс накатки улучшается с увеличением диаметра роликов. Чтобы обеспечить одинаковый угол а подъема резьбы на ролике и на заготовке, резьбу выполняют многозаходной, при этом число заходов определяют по формуле [c.244]
Накатывание с радиальной подачей валков колес диаметром более 60 мм целесообразно осуществлять двумя накатными роликами (рис. 181). Заготовка 3 устанавливается на оправку 5 и фиксируется штырями поводка 6. Оправка и поводок закреплены на стойке 12, которая свободно поворачивается на шарнире 13. Предварительное накатывание заготовки производят роликами 2 к 9. а окончательное—калибрующими роликами 4 и 10. Во избежание возможного выдавливания металла в осевом направлении торцов роликов устанавливаются ограничительные диски-реборды 11. [c.319]
Заготовка и накатные ролики получают принудительное вращение от взаимно связанных колес 1, 7 п 8. Ведомое зубчатое колесо 7, жестко связанное и синхронно вращающееся с заготовкой 3, имеет такое же число зубьев, как и обрабатываемое колесо. [c.320]
На фиг. 21 показаны конструкции накатных роликов. Ролики для клейм и других рифлений, накатываемых на [c.584]
| Фиг. 21. Типы накатки и конструкции накатных роликов а — разновидности накатки б — накатные ролики для рифлений в — ролик для накатывания клейма. | 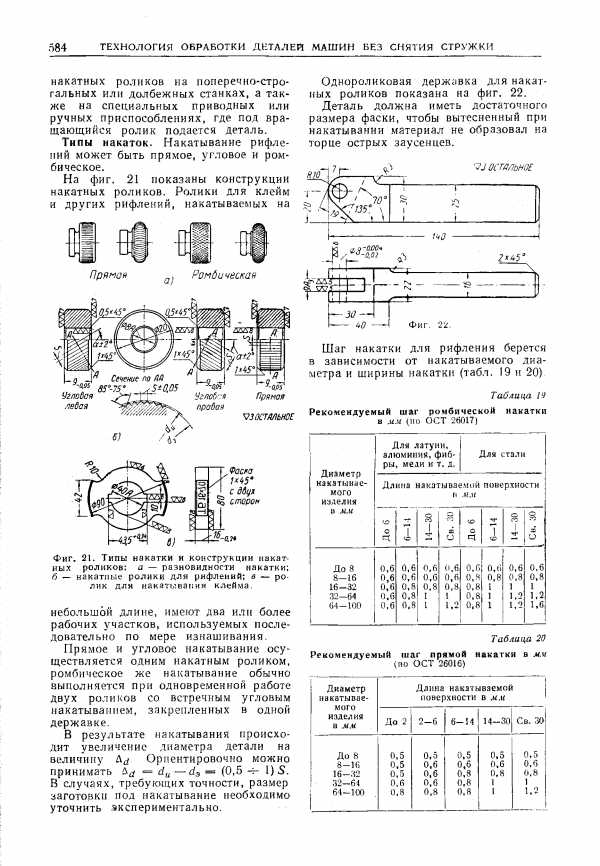 |
Прямое и угловое накатывание осуществляется одним накатным роликом, ромбическое же накатывание обычно выполняется при одновременной работе двух роликов со встречным угловым накатыванием, закрепленных в одной державке. [c.584]
Однороликовая державка для накатных роликов показана на фиг. 22. [c.584]
Шлифование резьбы широко применяется при изготовлении резьбонарезного инструмента, резьбовых калибров, накатных роликов, точных винтов и других деталей с точной резьбой. Шлифуют резьбу обычно после термической обработки, которая часто искажает элементы резьбы. Процесс шлифования резьбы одно- и многониточным круго.м (рис. 116, а) аналогичен фрезерованию соответственно дисковой или групповой фрезой. [c.249]
При достаточно большом соотношении между диаметрами накатных роликов и заготовки на окружности ролика можно сделать два и даже три формообразуюш,их и калибрующих участка с вырезами и накатывать за один оборот роликов не одну, а соответственно две или три заготовки. [c.257]
Высокопрочные болты изготовдяют преимущественно методами холодной пластической деформации. Наиболее рациональна следующая схема высадка головки — редуцирование стержня на ротационно-ковочной машине — механическая обработка — термическая обработка — обкатывание резьбы и га.пелей на участках переходов. При достаточно высокой пластичности материала (5 > 5%) механическую обработку резьбы заменяют выдавливанием (накатыванием) резьбы в холодном состоянии накатными роликами, а на гайках — с помощью бесстружечиых уплотняющих метчиков, что обеспечивает наиболее благоприятное расположение волокон в витках резьбы. [c.515]
Х12М Накатные ролики. штампы сложной формы для холодного деформирования, волочильные диски и валки, глазки для калибрования металла [c.363]Реэьбонакатные плашки плоские — Термическая обработка — Типовой технологический процесс 7 — 499 Резьбонакатные станки 9 — 611 Классифика ция 9 — 611 – с круглыми накатными роликами — Производительность 9 — 612 [c.240]
Накатка земли. На шпильку барабана надевают крышку для формовки, прикрепляемую к нему тремя клиньями. Затем машине дают от 200 до 250 об/мин (4 -б м сек), вставляют в форму скребок и подают совком землю, которая центробежной силой распределяется и прижимается к внутренним стенкам формы. После изъятия скребка, не прекращая вращения формы, в последнюю вводят накатной ролик и нажатием на рукоятку накатывают форму. Земля под роликом уплотняется до 90— 95 по Дитерту. [c.177]
Накатные плашки и накатные ролики изготовляются из стали Х12М с последующей термической обработкой до твёрдости = [c.612]
Накатные ролики для образования метрических резьб диаметром 3—45 мм регламентированы ГОСТом 9539-60. Ролики изготовляют из стали Х12АФ, термически обработанной до твердости HR 58—60. [c.244]
Конструкция трехроликового приспособления для накатывания пакета заготовок на токарно-револьверном станке мод. СМ36 изображена на рис. 183. Корпус II накатной головки крепится в конической втулке 12, устанавливаемой в револьверной головке станка. Каретки 4 с накатными роликами 2, которые вращаются во втулках 3 и фиксируются гайками 1, располагаются в пазах корпуса и крепятся гайками 6. Винты 5 позволяют пере- [c.320]
Накатные ролики изготовляются из стали У12А и закаливаются до Rq = = 63 65 для накатки клейм твердость после закалки R = 58 60. [c.585]
mash-xxl.info
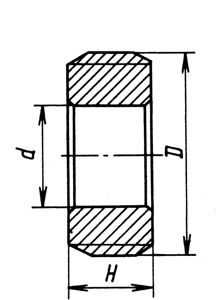
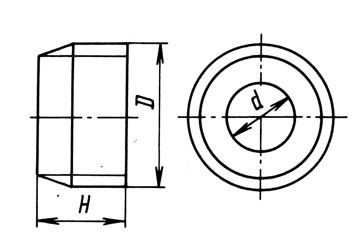
Ролики накатные ГОСТ 12482 – 3291
Ролики накатные ГОСТ 12482-67
Компания «Литштамп» производит и реализует оптом и в розницу расходный металлорежущий инструмент для нанесения резьбы способом накатывания на поверхности различных материалов – ролики накатные ГОСТ 12482-67. Ролики представляют собой диски цилиндрической формы, на внешнюю поверхность которых под определенным углом подъема нанесена многозаходная резьба. Являются важной расходной деталью резьбонакатного станка, на котором, в зависимости от конструкционных особенностей, может использоваться два и больше ролика.
Нанесение резьбы происходит путем постепенного вдавливания ролика в металл заготовки на необходимую глубину. Таким образом, на поверхности металла остается оттиск профиля резьбы роликовой поверхности. Процесс формирования резьбы накатными роликами является наиболее точным и универсальным в применении, благодаря большим технологическим возможностям при нанесении резьбы разного диаметра, длины, шага и степени точности исполнения.
Конструкция накатных роликов и их размеры зависят непосредственно от метода нанесения резьбы и от модели резьбонакатного станка. В зависимости от способа подачи металлорежущего инструмента к поверхности материала, различают три метода нанесения резьбы:
радиальный;
тангенциальный;
осевой.
Выбор метода нанесения резьбы зависит от материала обрабатываемого изделия и его формы. Наибольшей популярностью в металлообрабатывающем производстве получили цилиндрические накатные ролики с радиальной подачей. В этом случае на станок устанавливается два ролика одинакового диаметра, вращающиеся в одном направлении. Скорость вращения роликов выбирается с учетом материала заготовки.
Конструкционные особенности роликов накатных (ГОСТ 12482)
Основными расчетными характеристиками конструкции накатных роликов является средние диаметры металлорежущего инструмента (D, мм) и накатываемой резьбы (d, мм), а также параметры профиля (шаг и номинальный диаметр резьбы). Размер диаметра накатного ролика выбирается с учетом конструкции резьбонакатного станка, в частности, в зависимости от расстояния между осями шпинделей. С увеличением диаметра роликов возрастают показатели твердости и жесткости инструмента, за счет применения при изготовлении более прочным марок стали, что в значительной степени улучает процесс формирования резьбы.
В соответствии с государственными нормативами, ролики могут выполняться из разных марок стали. Резьбонакатные ролики (ГОСТ 12482-67) производятся с тремя классами точности, и предназначаются для нанесения профиля резьбы в диапазоне от 3-х до 68-ми мм, с шагом резьбы 0,5-6,0 мм.
На торце накатных роликов обязательно размещаться следующая информация – товарный знак изготовителя, код обозначения комплекта и его номер, марка стали, класс точности, а также дополнительная маркировка буквами «IH» для левосторонней накатки резьбы. Поскольку ролики являются расходной деталью, то есть, во время эксплуатации быстро изнашиваются, своевременная замена инструментальной детали обеспечит бесперебойную работу оборудования и высокое качество производимой продукции. Критерием изнашиваемости накатных роликов является снижение точности нанесения резьбы.
Накатные ролики от Литштамп
Мы предлагаем продукцию собственного производства – ролики накатные ГОСТ 12482-67 разных типовых размеров. Отличительной особенностью нашей продукции является её высокое качество, а нашего производства – неукоснительное соблюдение технологий изготовления и соответствие государственным стандартам, инструментальная продукция проходит жесткую отбраковку и подвергается обязательному тестированию.
Заказать накатные ролики можно непосредственно на нашем сайте либо, связавшись с нашими менеджерами отела поставок (контактная информация в соответствующем разделе сайта).
Предыдущие статьи:
Похожие статьи:
Следующие статьи:
www.instrument-osnastka.ru