Напильника фото – Напильники по металлу – виды и размеры
alexxlab | 05.04.2020 | 0 | Разное
Напильники по металлу – виды и размеры
В любой современной мастерской обязательно присутствуют напильники по металлу. Иногда, даже странно видеть эти простейшие инструменты. За последние сто лет они практически не изменились. Изобилие электроинструмента приучило современных домашних мастеров пользоваться благами механизации труда при обработке металлов и других конструкционных материалов. У некоторых пользователей имеется инструмент, которым далекий прадедушка пользовался в начале двадцатого столетия. Отличия чаще только в том, что старый инструмент сильно изношен.
Посетитель торговых точек, реализующих товары для дома, может увидеть определенное разнообразие предлагаемого ручного инструмента для обработки стали и сплавов. Если же в поисковике указать слово «Напильник», то появится несколько десятков предложений. В них можно найти самые разные виды и типы предлагаемого товара.
Предназначение напильников

Напильник – ручной инструмент универсального назначения, способный при одном поступательном движении срезать тонкий слой с поверхности обрабатываемого материала. С его помощью решают много разнообразных задач:
- Очищают детали и заготовки от ржавчины и других видов коррозии.
- Удаляют слой грязи или краски.
- Выполняют точение детали до получения требуемого размера.
- Затачивают другие инструменты, используемые в повседневной работе.
- Зачищают электрические контакты в системах электрооборудования.
- Шлифуют и полируют поверхность металла и иного материала.

Виды напильников
Современные школьники, оказываясь в инструментальных цехах на экскурсии, часто с усмешкой разглядывают инструмент, которым пользуются слесари инструментальщики. Рядом могут стоять сложные станки, способные в течение нескольких секунд срезать толстые слои металла.
А слесари обрабатывают деталь с помощью ручных приспособлений с ручками, водят ими по заготовкам, добиваясь нужного размера или вида детали. Часто для уточнения каких-то особенностей просматривают результаты труда через лупы.
Однако особо тонкую доводку изделия порой нельзя доверить машине. Только с помощью напильника или его младшего брата – надфиля можно добиться требуемых параметров. Эти инструменты используются для снятия слоя металла.
Чаще всего на прочной стальной полосе имеется насечка. Это невысокие зубья, расположенные в определенной последовательности (нанесена специальная насечка). Специальным стандартом (ГОСТ 1465-80) утверждены правила расположения зубьев и их форма.

Для изготовления используются углеродистые стали (У9…У11) или специальные сплавы железа с легирующими элементами. Напильники проходят термообработку, в результате которой поверхностная твердость достигает до 54…60 HRC (твердость по прибору Роквелла).
Для удобства использования на конце имеется треугольный или цилиндрический хвостовик. На хвостовик надевают рукоятку. Ее изготавливают из разных материалов (древесина, оргстекло, металл). Профессионалы предпочитают пользоваться деревянными ручками из березы или ореха.
Важно! Чтобы ручка не раскалывалась при вбивании хвостовика, на конце устанавливается металлическое кольцо.
Инструментальные стали для изготовления напильников
Исследуя свойства стали, заметили, что при определенном содержании углерода появляется возможность с помощью специальной термообработки получать высокую твердость. Низкое содержание углерода не позволяет производить закалку, повышающую прочностные свойства металла.
Только при концентрации 0,8% и выше меняются свойства сплава Fe-FeC₃ (свойства изучаются в специальном курсе технологии металлов, получившем название «Материаловедение»). Отожженная сталь довольно пластична, ее можно обрабатывать на металлорежущих станках. Есть состояние, при котором отмечается высокая пластичность. Его называют аустенитом. Достигается при температуре 727 ⁰С и выше.

Только заэвтектоидные стали могут подвергаться закалке и отпуску. Если нет никаких других добавок, то их принято обозначать в виде У8…У13. Буква «У» характеризует углеродистую сталь, а число – указывает на содержание углерода в сотых долях процента.
Внимание! Чтобы проводить закалку, нужно нагревать стальную деталь до температуры аустенита и выше. Ее легко определить с помощью магнита. При достижении нужного значения при нагревании полностью пропадают магнитные свойства.
Некоторые считают, что достаточно нагреть до соответствующей температуры. При нагревании теплопроводность металла резко снижается. В течение одной минуты детали массой около 1 кг прогреваются на глубину 0,10…0,13 мм.
Важно! Чтобы закалить поверхность на глубину 1,5…2,5 мм потребуется выдержка при нужной температуре не менее 15…20 минут. Менее глубокая закалка может сопровождаться тем, что измерительный конус на приборе Роквелла провалится сквозь тонкий слой закаленного металла. Результат окажется неутешительным.
Закалку выполняют в воде, на воздухе и в минеральном масле. Высокая скорость охлаждения способствует более глубокому закаливанию металла. При изготовлении режущих инструментов выполняют закалку в масле. Охлаждение стали происходит со скоростью 400…450 ⁰/сек.
После закалки детали приобретают определенную хрупкость. Поэтому для снятия внутренних напряжений выполняют низкий отпуск. Он происходит при температуре 180…250 ⁰С. Деталь помещают в муфельные печи, разогретые до заданной температуры. Выдерживают в них не менее 30…40 минут. Потом дают возможность медленно остыть.
На практике термообработка металла напильника происходит в следующей последовательности:
- Заготовка нагревается до температуры 900…920 ⁰С (более высокое значение объясняется тем, что требуется меньше времени на внутренний прогрев металла).
- Выдерживается в нагретом состоянии в течение 15…20 минут.
- Закаливается в минеральном масле (допускается использовать отработку из двигателей внутреннего сгорания).
- Выполняется проверка твердости, при правильном нагревании и охлаждении получают тростит закалки (HRC 54…58).
- Заготовка помещается в муфельную печь с температурой 200…210 ⁰С.
- Выдерживается 30…40 минут и вынимается наружу.
- Остывает на воздухе (температура 18…22 ⁰С) самостоятельно.
- Проверяется твердость, у тростита отпуска (состояние закаленного и отпущенного металла) твердость увеличивается на 2…4 единицы.
Чтобы повысить прочность и твердость сталей при их варке добавляют легирующие элементы. Они позволяют улучшить эксплуатационные характеристики и получить металл заданными свойствами.
Формы напильников
Виды напильников по металлу вырабатывались в течение последних двухсот пятидесяти лет. Размеры и параметры определялись в зависимости от тех задач, которые требовалось выполнять. Поэтому корректировалась и форма зубьев.
Первоначально мастерам требовалось обрабатывать чугунное литье, а также изделия из латуни и бронзы. Отливки имели литниковую систему и облой. Их спиливали, а потом поверхность шлифовали. Использовали напильники с разной величиной зуба. Для грубой обработки применяли инструмент, способный одним движением снимать до 0,5…1,0 мм слоя.
В дальнейшем у современных мастеров имеются наборы ручного режущего инструмента, которым пользуются, чтобы довести детали до требуемых параметров. На производственных предприятиях имеется категория рабочих (слесари). Одним из основных инструментов являются напильники.
Классификация по форме сечения
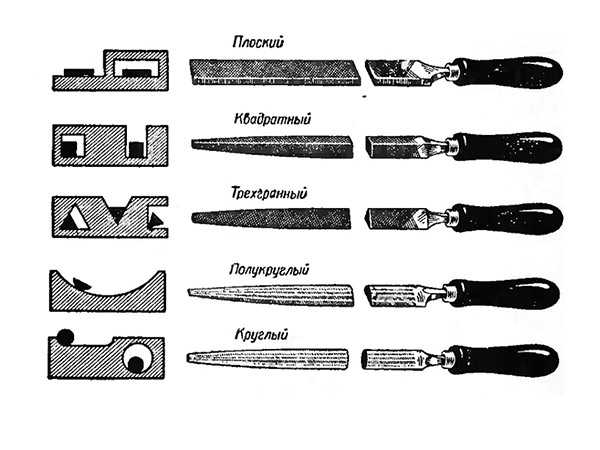
Форма определила название и назначение напильников, на ней создана основная классификация. В зависимости от профиля обрабатываемой поверхности подбирается сечение инструмента. Производители напильников предлагают использовать специальный ручной инструмент следующих сечений:
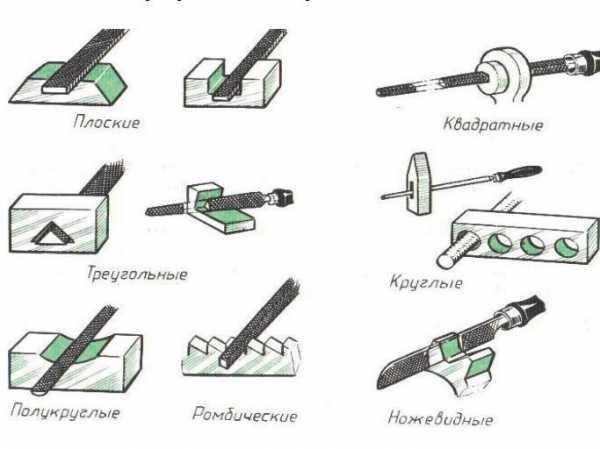
- Плоские – напильники подобной формы подходят для обработки плоских и закругленных (выступающих) поверхностей. Это наиболее распространенное сечение у подобного инструмента.
- Квадратные напильники применяют для обработки прямоугольных и квадратных отверстий. Ими обтачивают прямоугольные пазы на поверхности.
- Круглые – с помощью них обрабатывают внутренние полости и отверстия, удаляют наплыв от сварных швов и облоя у отливок. Добиваются нужной конфигурации при доводке эллиптических поверхностей внутри детали.
- Трехгранные – в сечении представляют правильный треугольник с углом наклона поверхностей 60 ⁰ друг к другу. Чаще всего подобный инструмент используют для заточки зубьев у другого инструмента, например, ножовки для пиления древесины.
- Специальные – на некоторых предприятиях в инструментальных цехах изготавливают напильники особой формы. Например, при изготовлении двухтактных двигателей внутреннего сгорания с воздушным охлаждением нужно дорабатывать впускные отверстия. Заготовки получают литьем, но доработку выполняют вручную (дешевле, чем использовать специализированный станок).
- Овальные или полуцилиндрические напильники применяют для обработки цилиндрических или конических впадин.
Ручной инструмент в зависимости от размеров обрабатываемых деталей изготавливают разной длины. Во времена использования паровозов у каждой бригады машинистов имелся напильник длиной 720 мм. Использовали для очистки сажи и иных загрязнений с поверхности труб парового котла.
Современные напильники редко изготавливаются длиннее 500 мм (размер определяется по длине рабочей части, где имеются зубья). Для мелких работ, например, в работе часовщиков используются надфили, с рабочей длиной около 50 мм.
Принята закономерность: чем крупнее зуб, тем длиннее рабочая часть. Объясняется довольно просто. Работа выполняется при поступательном движении вперед. Продвигая рабочую часть дальше, добиваются более глубокого снятия слоя при стачивании.
Крупные зубья оставляют на обрабатываемой поверхности глубокие риски. Чтобы добиться более качественной поверхности оставляют припуск на получение качественной поверхности. Ее получают, обрабатывая с помощью напильников, имеющих менее крупные зубья.
Используя бархатные напильники, получают блестящую поверхность с минимальным количеством рисок. Последующая полировка производится уже другими инструментами. На практике выполняется обработка в несколько этапов (не менее двух). Первый – обработка грубым инструментом, второй – чистовая доводка поверхностей.
Особенности применения инструментов ручного точения
Есть весьма условное деление по назначению. Выделяют основные категории.
- Слесарные – наиболее распространённые напильники. Их используют на любом промышленном предприятии. В домашних мастерских и личных хозяйствах нетрудно встретить подобный инструмент.
- Надфили используются для тонкой работы. Основными пользователями являются ювелиры, слесари-лекальщики. Без мелкого инструмента трудно невозможно обрабатывать труднодоступные места. Например, Михаил Тимофеевич Калашников уже будучи известным конструктором автоматического оружия дорабатывал отдельные детали самостоятельно с помощью набора надфилей.
- Заточные напильники (в основном треугольные и ромбовидные) используются для заточки зубьев на ножовках, пильных цепях и в других местах, где требуется восстановить требуемую остроту режущих кромок.
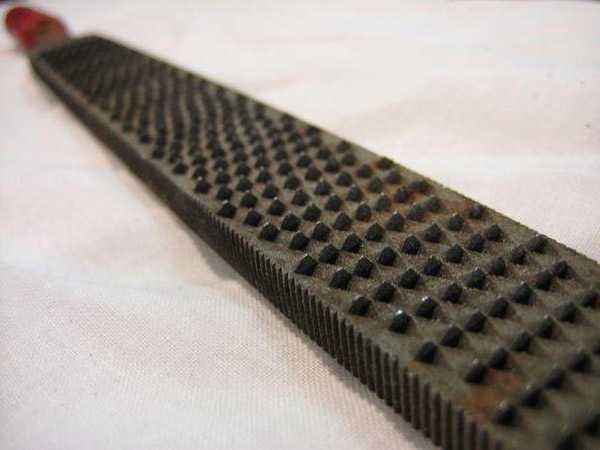
- Рашпили – особый класс инструментов, используемых для обработки древесины и иных неметаллических материалов. Их отличает наличие зубьев особой точечной формы. Иногда рашпили называют драчевыми напильниками, хотя – это не совсем верно.
Виды насечки на поверхности инструмента
По характеру насечек принято говорить об одинарном или двойном исполнении.
Одинарное исполнение чаще встречается у грубого инструмента. Здесь зуб имеет длинную режущую кромку. Ее длина соответствует ширине напильника. Чтобы легче производить заглубление в толщу обрабатываемого металла, насечку выполняют наклонной под углом 25⁰. Получается резание с некоторым смещением. Облегчается внедрение вглубь детали. Несколько снижается усилие.
Двойное исполнение насечки выполняют под углом друг к другу. Вторую насеку выполняют под углом 45 ⁰. Теперь режущие зубья ограничены по длине. Там, где происходит пересечение линий, формируются места, где ломается стружка. Следовательно, подобные напильники при работе требуют меньших физических затрат (не нужно тратить силы на скручивание длинной стружки).
Нумерация насечек на инструментах
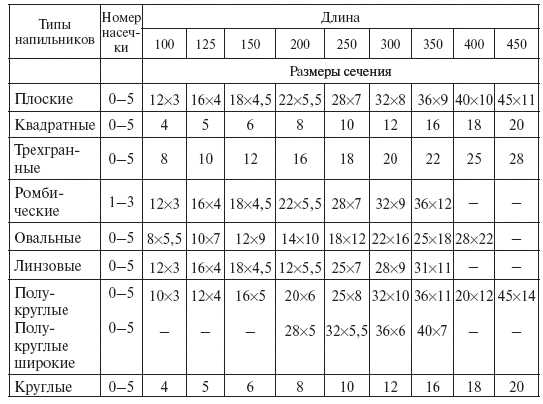
Таблица для определения номера насечки, применительно к разным формам сечения
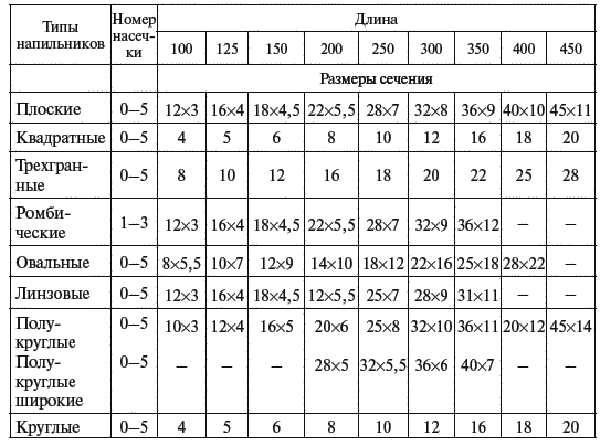
Размер зуба на поверхности зависит от плотности нанесения насечек. Чем их больше, тем меньше зубья.
Принята классификация насечек по цифровым значениям от 0 до 5. Самые крупные зубья могут снимать до 0,8…1,1 мм металла. Принято такому инструменту присваивать нумерацию «0» или «1». Такой инструмент получил наименование «драчевый».
Напильники, срезающие за один проход металл на глубину от 0,02…0,04 до 0,08…0,10 мм, нумеруются под цифрами «2» или «3». Такие напильники называют «личными».
Если же инструмент снимает 0,010…0,015 мм, то ему присваивают номер «4» или «5». Их называют «бархатными». При работе с ними получается самое высокое качество обработки и точность.
Обычно насечку наносят методом накатывания. Разогретая до аустенитного состояния заготовка поступает на формовочный станок. Система роликов производит накатывание каналов на рабочей поверхности инструмента.
Для изготовления личных и бархатных напильников используется метод фрезерования. Обработка выполняется на заготовках перед закалкой.
Размеры зубьев
Размеры зависят от количества насечек. Принято следующая классификация:
- Напильники номеров 0 и 1 на один сантиметр длины имеют 10…13 зубьев.
- Номера 2 и 3 характеризуются наличием 14…25 впадин на один сантиметр длины.
- Бархатные напильники могут иметь от 30 до 80 впадин на 1 см рабочей поверхности.
Высокий зуб забивается реже. Мелкие зубья при обработке мягких металлов могут забиваться довольно быстро. Поэтому для очистки используют металлические щетки, ими и удаляются остатки металла из впадин.
Ручки для напильников своими руками
Настоящие мастера оснащают имеющийся у них инструмент ручками, изготавливаемыми своими руками. С появлением пластических масс появился более широкий выбор материалов для самодельного изготовления.
Если имеется токарный станок, то ручку можно выточить из древесины твердых пород: орех, береза, ясень. В интернете довольно много чертежей, пользуясь которыми, изготавливается подходящая рукоятка.
Некоторые мастера используют эпоксидную смолу, чтобы изготовить необычную рукоять.
- Сначала подбирают возможные пористые материалы, которые можно пропитать эпоксидной смолой. Чаще всего используют ткани разного цвета. Создается микарта – многослойная ткань, пропитанная эпоксидкой.
- Их укладывают в желаемой последовательности.
- Разводят эпоксидную смолу согласно прилагаемой рецептуре.
- Смачивают каждый слой.
- Укладывают в выбранной последовательности и помещают под пресс.
- После завершения полимеризации образуется новый материал – микарта.
- Из микарты вытачивают ручку для напильника.

Видео: напильники “кубинские”.
Заключение
- Напильник – это универсальный инструмент, который можно использовать для самостоятельного выполнения точной и качественной работы своими руками.
- В зависимости от поставленной цели и требованиям к готовой детали подбирается необходимый тип инструмента, а также подбирается номер зуба для обработки поверхности.
metmastanki.ru
Напильники по металлу – виды насечек, формы и размеры
 Удаление поверхностного слоя с твердых материалов, частичная выборка массы (для обустройства каналов, пазов и так далее) производится различными способами. Если это касается металлов, тем более при работе вручную, то наиболее подходящий инструмент – напильник. Есть несколько разновидностей напильников по металлу, и от правильного выбора конкретного образца зависит и качество, и скорость выполнения проводимой технологической операции.
Удаление поверхностного слоя с твердых материалов, частичная выборка массы (для обустройства каналов, пазов и так далее) производится различными способами. Если это касается металлов, тем более при работе вручную, то наиболее подходящий инструмент – напильник. Есть несколько разновидностей напильников по металлу, и от правильного выбора конкретного образца зависит и качество, и скорость выполнения проводимой технологической операции.
Классификация напильников
По форме
*Для каждого типа указаны пределы длины (в мм).
Универсальные (идентично – от 100 до 450):
- Плоские.
- Трехгранные.

Специфического применения:
- Ромбические (100 – 350).
- Полукруглые (200 – 350).
- Круглые (100 – 450).
- Квадратные (100 – 450).
- Овальные (100 – 400).
- Линзовые (100 – 350).
По насечкам
Данный признак предполагает более сложное категорирование. Дело в том, что, во-первых, насечки бывают разными – точечными, дуговыми, перекрестными (двойными) или одинарными. Во-вторых, они могут быть расположены неодинаково (в этом случае говорят об их шаге). А от этого напрямую зависит общее количество режущих кромок по всей длине рабочей части инструмента («плотность» насечек).
- Драчевые (№№ 0 и 1) – служат для грубой обработки, и чаще используются при работе с древесиной. Хотя применяются и для удаления с металлов ржавчины, если толщина ее слоя значительная.
- Личные, полуличные (№№ 2 и 3) – наиболее используемый в быту инструмент, дающий возможность качественного удаления верхнего слоя любого металла.
- Бархатные (№№ 4 и 5) – для финишной (чистовой) обработки заготовок.
На заметку!
- Для работы с мягкими металлами лучше использовать инструмент с одинарной насечкой. При обработке стали или твердых сплавов – с двойной.
- Рашпиль – напильник с крупной точечной насечкой. Служит для обработки как мягких металлов, так и пластмасс, резины и иных материалов.
По форме кончика
- Остроносые.
- Тупоконечные.
Что учесть
- Мелкие насечки повышают точность обработки детали, но увеличивают ее время.
- Размер зерна зависит от длины напильника. Чем она больше, тем крупнее насечки. Даже если инструмент продается и под одним номером, визуально разница в зернах будет заметна.
- Напильники алмазные (с напылением) стоят дорого (раза в 3,5 больше традиционных аналогов). Их приобретать есть смысл только для работы с особо прочными сплавами и металлами, которые обычный инструмент не «берет».
- Надфили не классифицируются по номерам, только по конфигурации поперечного сечения и используются для проведения мелких, специфических операций.
Советы по выбору напильников
- Специалисты-практики рекомендуют приобретать напильники отечественного изготовления. При высоком качестве стали они характеризуются приемлемой стоимостью, в отличие от импортных изделий.
- В доме желательно иметь несколько типов напильников, разных номеров и профиля. Работать одним и тем же в различных ситуациях и малоэффективно, и долго.
ismith.ru
Инструменты – Как выбрать напильник
[img width=500, height=]http://100metrov.com.ua/images/napilnikiraznue5.jpg[/img]
Напильник – достаточно простой и одновременно узкоспециализированный инструмент. Его основное и, по сути, единственное предназначение – обработка рабочей поверхности путем ее зачистки (шлифовки) для удаления заусенцев, «подгонки» размера, заточки и т.д.
При этом напильники достаточно широко применяются в разных сферах. Они используются для обработки деталей из дерева, металла и других материалов. Они применяются для заточки цепей или полотен пил. Они бывают полезны при установке и сборке различных конструкций.
Таким образом, ценность и необходимость напильника как инструмента не подлежит сомнению. Именно поэтому попытаемся определиться, как выбрать подходящий экземпляр.
Немного истории
Напильники появились несколько тысяч лет назад. История их возникновения связана с применением различных подручных материалов в качестве средства обработки поверхности. В качестве такого инструмента долгое время использовались плоские камни, смоченные водой и (или) посыпанные песком, а также шкуры некоторых животных, намотанные на деревянную палку.
Постепенно к человеку пришло осознание того, что камень слишком гладкий, а шкуры не слишком долговечны для обработки некоторых материалов. Так появились металлические напильники. Они активно использовались в Древнем Риме, постепенно стали применяться и в других странах.

Долгое время напильники изготавливали из бронзы. Постепенно на смену ей пришло железо.
В некоторых источниках можно найти описание технологии изготовления напильников. Так, в работах по технике различных художественных ремесел монаха-бенедиктинца Теофила, жившего в начале XII в., сказано о существовании разных видов напильников: четырехгранных, трехгранных и круглых. Автор описывает, что для такого инструмента изготавливалась заготовка из металла, на которую кузнец наносил с помощью зубила и молотка специальные насечки. После этого заготовка закаливалась.
Кстати, любопытно, что напильники еще с древних времен активно применялись не только ремесленниками, но и врачами. В частности, были популярны при лечении зубов. Более того, существовали разные обряды и обычаи, в которых были задействованы эти инструменты. Например, ацтеки подпиливали, а североамериканские индейцы затачивали зубы с помощью напильника. Это помогало идентифицировать принадлежность к племени и устрашать врагов. В Древней Греции с помощью напильника зубы выравнивались для создания эстетического эффекта. А во Франции в XVI в. им стачивали поломанные зубы.
В начале XIX в. появился ряд работ известных дантистов, посвященных проблеме вреда манипуляций с напильником для зубов. Однако инструмент продолжал активно использоваться в стоматологии вплоть до начала XX в. В наши дни стоматологические напильники применяются только в некоторых случаях. Например, для обработки межзубных промежутков.
[img width=450, height=]http://img.medicalexpo.ru/images_me/photo-g/74538-8115401.jpg[/img]
Особенности конструкции и виды напильников
Вернемся к современным напильникам, используемым в качестве столярно-слесарного инструмента.
Конструкция такого инструмента не слишком изменилась с течением времени. Это по-прежнему металлический брусок различной формы с насечками. Рабочая часть напильника заканчивается хвостовиком, на который может быть надета рукоятка. Существуют и автоматизированные напильники (речь о специальных станках и электрическом инструменте), но в бытовых условиях их использование не слишком актуально. Именно поэтому оставим их за рамками материала.
Отметим виды напильников. С учетом специфики использования выделяют:
1. Слесарные напильники общего назначения;
2. Слесарные напильники для специальных работ;
3. Автоматизированные (машинные и ленточные) напильники;
4. Рашпили;
5. Надфили.
Слесарные напильники общего назначения используются как в профессиональной сфере, так и в быту. Это один из наиболее распространенных видов данного инструмента, который чаще всего и подразумевается при его упоминании.
[img width=450, height=]http://stanok.guru/images/66752/primenenie-napilnikov.jpg[/img]
Слесарные напильники для специальных работ применяются для уменьшения больших припусков, работы с пазами, криволинейными поверхностями, цветными металлами и неметаллическими материалами.
Машинные напильники устанавливаются в инструментальные станки. Их применение актуально при наличии большого объема работ. Именно поэтому наряду с представителями предыдущего вида машинные напильники популярны преимущественно на производстве. Ленточный напильник – это автоматизированный ручной инструмент, используемый, например, для обработки сложных по форме криволинейных поверхностей. Его отличает высокая производительность (по сравнению с ручными напильниками).
[img width=450, height=]http://www.kuvalda.ru/_terminal/catalogue/main/landing-41591.png?v=68[/img]
Рашпили отличает крупная и редкая насечка, которая обеспечивает высокую производительность работы, но одновременно грубую обработку материала. Такой инструмент часто используется при работе с камнем, деревом или пластиком.
[img width=450, height=]http://www.tatianka.ru/userfiles/images/700101-Raspel,-flachstumpf.jpg[/img]
Надфили изготавливаются из металлических прутьев. Их отличает мелкая насечка. Такой инструмент удобен для обработки и шлифовки мелких пазов, деталей и отверстий. Надфили делятся на обычные и покрытые алмазным напылением. Первые используются для обработки металла и дерева. Вторые – для обработки камня, стекла, керамики и др.
[img width=450, height=]https://www.tdkalibron.ru/img/zoom/75492_01_mid.jpg[/img]
По форме поперечного сечения напильники делятся на плоские, квадратные, круглые, полукруглые, ромбические, треугольные, ножевидные и др.
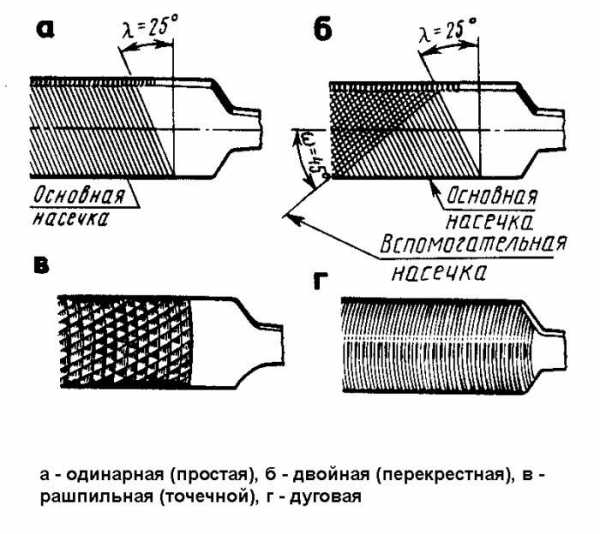
По характеру насечек выделяют напильники:
а) с простой одинарной насечкой;
б) с двойной или крестовой перекрестной насечкой;
в) с точечной рашпильной насечкой;
г) с фрезерной дуговой насечкой.
[img width=450, height=]http://moiinstrumenty.ru/wp-content/uploads/2015/02/Vidy-nasechek.jpg[/img]
Простая одинарная насечка удобна при обработке цветных мягких металлов и некоторых неметаллических материалов, обладающих незначительным сопротивлением к механическому воздействию. Кстати, именно такая насечка применяется при изготовлении отдельных видов специальных напильников (например, применяемых для заточки пил).
Двойная насечка усиливает воздействие на поверхность материала, что позволяет использовать такие напильники для работы со сталью, бронзой, чугуном и т.д. Напильники с простой и двойной насечкой позволяют добиться относительно грубой обработки поверхности материала.
Подвидом двойной является перекрестная насечка. По сути, это сочетание основной (для более глубокой обработки) и вспомогательной (для шлифовки) насечек. Такое расположение и сочетание позволяют добиться качественной обработки поверхности материала.
Точечная насечка (в виде маленьких заусениц на рабочей части напильника) актуальна при обработке кожи, мягких пород дерева, резины.
Наконец, дуговая насечка за счет особой формы позволяет добиться высокой производительности работ и хорошего качества обработки поверхности. Применяется при работе с цветными металлами и деревом.
Напильники делятся на шесть классов. А их насечки имеют номера от 0 до 5 (с учетом величины шага). Эти характеристики используются для обозначения эксплуатационных особенностей инструмента.
Напильники первого класса имеют насечки №№ 0-1, которые отличаются крупными редкими зубьями (от 4 до 12 штук на 10 мм). Такие напильники называют драчевыми. Они подходят для черновой обработки поверхности материала.
[img width=450, height=]http://remoskop.ru/wp-content/plugins/texterpub/backgrounds/8555.png[/img]
Напильники второго класса имеют насечки №№ 2-3. Для них характерно наличие 13-24 зубьев на 10 мм рабочей части инструмента. Такие напильники называют личными (ударение на второй слог). Они используются для более гладкой (чистовой) обработки .
[img width=450, height=]http://www.220-volt.ru/f/a0/ru/images/catalogue/61/61508.jpg[/img]
Напильники третьего, четвертого, пятого и шестого классов имеют насечки №№ 4-5. Для них характерно наличие более 24 зубьев на 10 мм рабочей части инструмента. Такие напильники называют бархатными. Они полезны при финишной обработке поверхности материала.
[img width=450, height=]https://toolfp.ru/images/photos/medium/shop_category283.jpg[/img]
Сводные характеристики ручных напильников представлены в таблице.
[img width=450, height=]http://www.e-reading.by/illustrations/129/129625-i_021.png[/img]
Основные критерии выбора напильника
Выбирая напильник, рекомендуем учитывать качество материалов и эксплуатационные характеристики инструмента. Визуальная оценка прочности материала – задача непростая. Поэтому залогом покупки достойного инструмента может стать ориентация на известных производителей. К таковым, например, относятся Bahco, Husqvarna, Intertool, Makita, Зубр, Vira, Stayer, Master, Matrix, Mega, Stihl, Topex и др.
Среди эксплуатационных характеристик обращайте внимание на:
1. Особенности насечек;
2. Длину рабочей части;
3. Особенности рукоятки;
4. Форму рабочей части напильника.
Ключевой принцип работы с напильником: чем крупнее и грубее насечка, тем выше скорость работы, но ниже ее качество. Используя напильник, необходимо учитывать и особенности обрабатываемого материала. Подробнее об особенностях насечек можно прочитать выше.
Рабочая часть напильника обычно имеет длину от 100 до 350 мм (но бывает и больше). Выбор размера напильника осуществляется в прямой зависимости от размера детали. Для обработки крупных заготовок удобен инструмент, имеющий длину рабочей части 200-350 мм. Для работы с небольшими деталями подойдет напильник длиной 150-180 мм.
Рукоятка инструмента должна быть эргономичной и долговечной. В продаже чаще встречаются напильники с деревянной, резиновой и пластиковой рукоятками, либо вообще без нее (в этом случае рукоятку рекомендуется насадить самостоятельно). Считается, что деревянная рукоятка менее надежна. Дерево гниет, трескается, легко пачкается. Потребительские характеристики резины и пластика сопоставимы. При этом резиновая рукоятка может меньше скользить. Впрочем, конечный выбор зависит от предпочтений покупателя. Выбирать инструмент исключительно по рукоятке неправильно.
Форма напильника определяет особенности его использования.
Об использовании наиболее распространенных форм подробнее в таблице.
| Форма напильника | Особенности использования |
| Плоский | Работа с поверхностями плоской формы |
| Трехгранный | Работа с отверстиями, пазами, канавками |
| Квадратный | Увеличение отверстий |
| Круглый (полукруглый) | Обработка вогнутых поверхностей и отверстий по размеру |
Рекомендации по выбору
Подведем итоги. Выбирая напильник, оцените будущий фронт его использования. Целесообразно приобрести несколько видов инструмента различной формы рабочей части, длины, с насечками разного вида.
Для бытовых нужд, как правило, достаточно наличия напильников плоской, круглой и трехгранной формы с насечками №№ 3-5.

Для более частного использования нелишними будут напильники и других форм, включая экземпляры с насечками крупного размера.
Наконец, профессионалам своего дела рекомендуем к покупке максимально полный ассортимент напильников.
3 ноября 2017 г. 03:004788
10club.dns-shop.ru
плюсы и минусы, изготовление, как закалить
Потребность в высококачественном ноже есть у каждого мастера, изготовить хороший нож возможно при домашних условиях. В прошлом столетии, когда происходил дефицит ножей, изготавливали режущий инструмент из подручных деталей. Напильник изготавливается из твердых металлов, способных выдерживать повышенные нагрузки, именно из этого инструмента делается нож.
 Подарочный нож из напильника
Подарочный нож из напильникаНеобходимые инструменты и материалы
Процесс изготовления ножа включает немало трудностей, в том числе подбор материалов. Для изготовления необходимо подобрать напильник шириной более 3 см, желательно поискать инструмент советского производства. Сечение поверхности напильника должно быть плоским или ромбовидным, если найдется последнее – это будет лучшим вариантом, так как форма стали более крепка и выдержит нагрузки.
Процесс изготовления потребует наличие инструментов и предметов:
- Заклепки, сделанные из латуниевого сплава.
- Травление выполняется хлорным железом.
- Магнит для проверки степени закаленности.
- Для обработки поверхностей потребуется наждачная бумага.
Обработка осуществляется болгаркой или шлифовальной машинкой. Так же нужно определиться с материалом ручки будущего ножа. Нож из напильника может быть с металлической или деревянной ручкой, от этого зависит его вес и предназначение. Перед изготовкой стоит подготовить эскиз будущего изделия, обычно его рисуют на бумаге.

Процесс изготовления ножа из напильника
Проведение обжига заготовки
Напильники изготавливаются из стали марки У10, которая обогащена углеродом, напильник из данной стали хрупок, легко может расколоться при нагрузке. Для того, чтобы металл был тверд и не сыпался при ударах, его необходимо закалить. Обычно процедура производиться в специальной печи, температура которой достигает 700 °C.
Для закалки ножа из напильника, который сделан своими руками, возможно использовать обычную газовую плиту.
Температура горения на плите не высока, достигает не более 300 градусов. Чтобы достичь необходимого жара, нужно использовать своеобразный экран. При отсутствии специального термометра, можно воспользоваться обычной поваренной солью, температура ее плавления равная закаливанию стали для ножа.

Закалка ножа
Закаливание напильника необходимо только в режущей части. Проверка равномерного закаливания происходит визуально, после достижения температуры, нож должен быть равномерно красноватого цвета. На максимальных температурах необходимо продержать изделие не менее 4 часов. Остывание производится плавно, в случае если, остудить деталь сразу, она просто расколется. Остужение детали происходит посредством плавного снижения температуры, нагрев уменьшается каждый час на четверть своей начальной интенсивности.
Как закалить нож из напильника
После обжига возможно приступи к формированию будущего изделия. Заготовка закрепляется в тисках, болгаркой обрабатывается детали и снимается все лишние шлаки, слои металла. Заточный станок используется с крупнозернистым кругом из абразивного состава. Степень, форма заточки осуществляется согласно подготовленному эскизу. На отделении для рукоятки необходимо высверлить одно или два отверстия для крепления рукоятки.
После происходит закаливание инструмента из напильника, обработать необходимо всю поверхность кроме рукояти. Инструментом для закаливания может выступать горелка, так как температура более высока и закаливание ножа произойдет быстрее. Равномерное выполнение закала ножа из напильника придаст прочность будущему изделию. Правильность закалки ножа, сделанного из напильника, возможно определить магнитом, если не происходит реакции с металлом, значит он пригоден к дальнейшему использованию. После процесса металл необходимо резку остудить, достаточно опустить его в ведро с водой.

Нож из напильника и чертеж к нему
Существует такое понятие, как напряжение металла. При данном действии, металл крошится и сыпется. Чтобы избежать неблагоприятных последствий, необходимо прогреть инструмент в духовке при максимально температуре несколько часов.
Изготовление рукояти
Перед изготовкой рукояти для изделия, следует определиться с внешним видом, материалами и формой. Материал можно использовать любой, который имеется под рукой. Гармоничным вариантом считается деревянная рукоять.

Рукоять ножа из напильника
Процесс включает в себя несколько этапов:
- Подбор материалов, возможно использовать разные виды дерева для уникального дизайна.
- Необходимо изготовить больстер, нижнюю часть ножа. Используется остаток напильника или другого металла.
- Накладываются деревянные куски друг на друга, между собой склеиваются эпоксидным клеем.
- Чтобы склеить куски между собой качественнее и быстрее, нужно использовать пресс.
- Обрезка лишних частей происходит пилой, после чего обрабатывается шкуркой до необходимой формы.
- Рукоятка при готовом виде покрывается лаком для большей сохранности, возможно использование морилки для затемнения.
Важно понимать, что все ножи, вне зависимости от категории, считаются холодным оружием. Однако, режущее изделие, длина лезвия которого не более 90 см, а толщина более 6 мм, может вывести из категории холодного оружия.
Заточка производится обычным способом на шлифовальном станке.
Рукоятка может быть выполнена из материалов кожи, оленьего рога или других материалов. Установка зависит от формы, к каждому виду необходим индивидуальный подход. Кожаный ремень плотно надевают на площадь рукоятки, склеивая специальным клеем.
Правильное осуществление обработки
Первоначальная обработка лезвия ножа выполняется любым имеющимся инструментом. Заточка ножа из напильника может быть произведена на шлифовальной машине, что ускорит процесс, сделает лезвие более равномерным по плоскости. Первоначальная заточка не требует идеальных параметров, так как за ней происходит процесс травления.

Травление лезвия в лимонной кислоте
Травление происходит химическим образом с помощью хлорного железа, которое возможно приобрести в радиодеталях либо магазинах хозяйственных товаров. Необходимо полностью смазать изделие раствором, или опустить его в плоскую емкость с ним. Процесс придаст клинку пленку, образованную на лезвии, которая придаст защиты и снимать ее крайне не рекомендуется. В домашних условиях для травления возможно использовать лимонную кислоту, смешанную с уксусом.
После всех процессов, произведенных по обработке и изготовке ножа из напильника, необходимо осуществить финальную обработку. Лезвие тщательно затачивается на шлифовальной машинке для придания остроты. Рукоятку полируют раствором воска со скипидаром или покрывают лаком.
Ножик из напильника плюсы и минусы
Изготовка самодельного ножа может показаться нецелесообразной при различном выборе на рынке. Нож производится для уникальности, изучения процесс производства. В качестве материалов может быть использована бурильная часть сверла, любой другой материал. Для твердого и качественного ножа используют сталь, при содержании которой используется углерод.

Нож из напильника
При изготовлении стоит выделить несколько минусов.
- Трудоемкий процесс изготовления, который требует внимательности, соблюдения технического состояния. Ошибки допускать не рекомендуется, так как заготовка может быть испорчена или недостаточно крепка.
- Из выбранного материала не получится изготовить гибкое изделие. Структура металла такова, что при изгибе он может рассыпаться и повредить другие поверхности или человека.
Плюсами возможно отметить параметры стали, технологию и процесс изготовки.
- Долговечность правильно закаленного материала придаст уверенности при выполнении сложных работ.
- Доступный материал — напильник, который найдется в любом хозяйстве или гараже. Сложный процесс может окупиться по сравнению с затратами на готовое изделие.
- Толщина конструкции – более 6 миллиметров, что не относит его к категории холодного оружия.
Самодельное изделие из напильника сделает уникальными повседневные работы. Изготовление при соблюдении всех инструкций и шагов не столь сложно, а даже интересно. Любителям режущих материалов обязательно стоит изготовить нож самому.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Набор напильников – все, что нужно знать об инструментах + Видео
Напильник – один из тех инструментов, с которым каждый мужчина знакомится еще в детстве. А вместе со взрослением увеличивается и набор напильников, который редко когда покупается одним махом, наоборот, каждый инструмент подбирается под себя. Пора разобраться, какой же полный список этих изделий!
Классификация, типы и виды напильников – расставим все по полочкам
Напильник предназначен для обработки материалов путем удаления слоев – опиливания. Сталь для напильников – исключительно закаленная, высокоуглеродистая, с содержанием углерода в районе 1-1,25 %. Правда, производители довольно часто грешат, покрывая высокоуглеродистым слоем лишь несколько миллиметров рабочей поверхности, под которой может скрываться самый дешевый сплав. Именно поэтому до сих пор ценятся изделия эпохи Советского Союза, когда на таком не экономили.
Так что если у вас где-то завалялся старый инструмент, не выбрасывайте его, а сделайте нож из напильника! Вернемся к теме – на рабочую поверхность инструмента нанесены тонкие зубья-насечки разной величины и частоты. В зависимости от величины этих зубчиков и их числа из расчета на 1 см длины рабочей поверхности, инструментам и присваиваются различные номера:
- Драчевые напильники выпускаются под №1. На 1 см длины приходится всего 5-13 зубьев. Напильник с крупной насечкой пригоден для самой грубой обработки, когда требуется снять приличный слой материала. Например, при обработке металла драчевым инструментом за один ход снимается от 0,08 мм до 0,15 мм
- Личные напильники – инструменты под №2, с частотой зубьев от 13 до 25, что является средней частотой насечки. Применяется для более точной обработки после грубой работы драчевым видом. За один ход при обработке металла снимается 0,02-0,08 мм. Поверхность после обработки покрыта тонкими штрихами, будто бы после шлифовки.
- Бархатные напильники – это номера от 3 до 6. На 1 см рабочей длины приходится от 25 до 80 зубьев! Применяются они для самой точной обработки и подгонки деталей, а также для шлифовки поверхностей. После обработки этими мелкими напильниками на металлической поверхности не остается никаких видимых или ощутимых штрихов. Снимают бархатные инструменты за один ход всего 0,025-0,05 мм.
Набор напильников – разные размеры, разные насечки
По размерам изготовители этих инструментов не придерживаются никаких рамок – изделие может быть как 50 мм длиной, так и все 500 мм. При определении длины учитывается только часть, которая обладает насечками, ручка для напильника в эти подсчеты не входит. По насечкам инструменты делятся на 4 категории:
- Изделия с одинарной насечкой, которая наносится под углом 45° или 70°. Благодаря такой насечке удается снимать широкую стружку. После обработки материал будет слегка шероховат;
- Перекрестная насечка или двойная представляет собой комбинацию из одинарной и вспомогательной, менее глубокой, которая делается под углом к основной. В точках пересечения насечек образуемая стружка разламывается в процессе опиливания;
- «Oberg»-насечка представляет собой ту же комбинацию со вспомогательной насечкой, только гораздо более редкой. Это промежуточный вариант между одинарным и двойным типами;
- Точечная или рашпильная насечка характерна для напильников, которые применяются в обработке неметаллических материалов, таких как кожа, резина, или для очень мягких металлов;
- Дуговая насечка встречается на инструментах, приспособленных для обработки мягких металлов. Для нее характерны большие впадины между зубьями, а благодаря дугообразной форме обеспечивается высокая производительность и качество обработки.
Напильники по металлу, по дереву – не забываем о формах!
Производители предлагают массу вариантов форм рабочей части, что вполне справедливо – обрабатываемые детали могут иметь самое непредсказуемое строение. Поэтому, если вы покупаете набор, проследите, чтобы там было как можно большее разнообразие изделий. Наиболее простой является плоская рабочая часть – она пригодна для обработки плоских и выпуклых материалов. Квадратными напильниками работают по прямоугольным или квадратным поверхностям, а также в аналогичных пазах.
В этой форме изготавливаются так называемые брусовки – квадратные изделия большой длины. Такие удобно использовать при грубом опиливании, когда необходимо снять за один ход сразу 1 миллиметр материала. Трехгранные инструменты служат для обработки внутренних углов, тогда как круглые пригодятся при опиливании углублений и закругленных отверстий. Вогнутые поверхности обрабатываются полукруглыми инструментами. К особой группе относятся овальные, ножевидные и ромбовидные изделия, которые пригодятся для опиливания особых по форме отверстий.
Как выбрать напильник – удачный выбор!
Выбирая напильник, прежде всего, проведите визуальный осмотр на предмет выявления трещин или иных дефектов. Конечно, выявить трещины на глаз не так уж и просто. Зато звук поможет их определить со стопроцентной вероятностью! Для этого слегка стукните рабочей частью по чему-то твердому и прислушайтесь к полученному звуку – если он чистый, значит трещин, и правда, нет. А вот если в звуке слышно дребезжание, то такой инструмент можно сразу же выбрасывать.
При закалке инструмент может погнуться – это считается заводским браком, так что если вам попался такой инструмент, можете смело поменять его на ровный. Обратите внимание на насечки – зубья должны быть острыми, ровными, без пропусков, направленными в сторону носа напильника. Не допускается, чтобы на поверхности при покупке были видимые следы ржавчины и каких-либо загрязнений.
Как и у любых инструментов, у напильников есть свой ресурс эксплуатации. Со временем, рано или поздно, набор напильников придет в негодность. Конечно же, лучше, чтобы это случилось поздно, когда каждый инструмент отработал свою стоимость с лихвой. Поэтому очень важно научиться правильно их эксплуатировать. Например, не обрабатывать материалы, покрытые ржавчиной или окалиной. Кроме того, новую покупку лучше опробовать на мягких металлах – несмотря на твердость напильника, на зубьях новых инструментов множество заусениц, которые на твердых металлах обламываются и приводят к затуплению инструмента.
На мягких металлах они не сломаются, а сотрутся, что приведет к увеличению срока работы всего набора.
Это не касается личных напильников – стружка от мягких металлов забьется во впадины между зубьями и в скорости выведет инструмент из строя, поэтому работать такими нужно только по поверхности твердых металлов. Если же стружка уже забилась, не спешите выбрасывать инструмент – возможно, его еще спасет обработка щеткой с металлическим ворсом.
Электрический напильник – замена ручному труду!
Электрический вариант по принципу работы похож на ленточную шлифовальную машину, да и внешне сходство есть. Электрический аналог напильника также работает с помощью двигателя и клиноременной передачи, благодаря которым вращается шлифовальная лента. Только в отличие от ЛШМ, где минимальная ширина ленты достигает 75 мм, в электронапильнике наждачная лента – всего 9 мм шириной! Благодаря длинной направляющей рамке с помощью этого инструмента вы сможете залезть в недоступные ранее шлифмашинам места и зачистить самые укромные поверхности.
Мощность двигателя, как и в любом ином типе шлифмашин, колеблется в пределах от 250 Вт до 1000 Вт, благодаря чему достигается впечатляющая скорость вращения вплоть до 2000 м/мин. С такой скоростью у инструмента должен в обязательном порядке быть регулятор, который позволяет выставить нужную скорость для того или иного материала.
remoskop.ru
обоюдосторонняя шлифовка, плюсы и минусы ковки, изготовление рукояти для самодельного кинжала
 Чтобы изготовить нож из напильника, вовсе не обязательно быть настоящим профи. Существует несколько простых методик, которые помогут начинающему мастеру успешно справиться с поставленной задачей.
Чтобы изготовить нож из напильника, вовсе не обязательно быть настоящим профи. Существует несколько простых методик, которые помогут начинающему мастеру успешно справиться с поставленной задачей.
Несомненное преимущество таких изделий заключается в том, что для их изготовления можно использовать имеющиеся в наличие подручные средства и простейшее оборудование для обработки.
Нож в домашних условиях
Не стоит спешить избавляться от старого напильника, ведь ему можно найти полезное применение в быту. Так, это подручное средство является прекрасной заготовкой для изготовления самодельного ножа, который можно будет использовать в дальнейшем в разных целях (на кухне, на охоте, для резьбы по дереву, гравировки и пр.).
Особенности самодельного клинка
Самодельные ножи, выполненные из потерявшего свою актуальность напильника, рессоры или любых других тяжелых стальных инструментов, имеют не только существенные преимущества, но и определенные недостатки. Ознакомиться с ними должен каждый мастер, который решится на изготовление клинка своими руками. И чаще всего речь идет о таких особенностях:
- Чтобы изготовить по-настоящему качественный нож, необходимо использовать хороший донор, поэтому лучше сразу отказаться от дешевого сырья китайского производства. А вот напильники, толстые сверла, предназначенные для работы с металлом, рессоры, торцевые ключи и шатуны из старых запасов, напротив, станут отличным подспорьем.
 При желании можно изготовить нож из напильника без ковки своими руками, правда, в этом случае придется попотеть, так как выбранный донор является чересчур толстым для изготовления тонкого упругого лезвия. Это означает, что мастеру придется поработать молотком, чтобы снять с заготовки максимальную толщину излишков.
При желании можно изготовить нож из напильника без ковки своими руками, правда, в этом случае придется попотеть, так как выбранный донор является чересчур толстым для изготовления тонкого упругого лезвия. Это означает, что мастеру придется поработать молотком, чтобы снять с заготовки максимальную толщину излишков.- Если использовать ковку, то на выходе можно получить прочное, упругое и износостойкое изделие. Без ковки ножи получаются более хрупкими, даже если проводить процедуру закаливания по всем правилам.
- Не стоит делать лезвие слишком вычурным и фигурным, ведь чем грубее будет его дизайн, тем более простой, легкой и быстрой окажется обработка заготовки.
- В домашних условиях невозможно обточить напильники, изготовленные из легированной стали, так как для этого требуется специальное оборудование. В обратном случае заготовка будет стачиваться вместе с применяемыми абразивными инструментами (в этом случае со специальным наждаком).
Ознакомившись с особенностями домашнего изготовления ножа из напильника (плюсы и минусы, возможные трудности и нюансы), можно приступать к подготовительному процессу.
Ему следует уделить максимум внимания, чтобы во время обточки и сборки не выяснилось, что не хватает какой-то важной детали или инструмента для ее фиксации и обработки.
Подготовка материалов и инструментов
Одно из главных преимуществ изготовления ножа из напильника без термообработки своими руками заключается в том, что оно не требует использования дорогостоящих материалов и инструментов. Обычно начинающий мастер может ограничиться таким набором подручных средств:
- Старый напильник. В идеале использовать донор уже с полностью сточенными зубцами, что в значительной мере облегчит его обработку.
- Несколько экземпляров ножовки по металлу с высокой зернистостью.
- Рабочий напильник с широкой удобной рукояткой.
- Брус и наждачная бумага для обточки.
- Верстак.
- Железные тиски.
- Дерево для рукоятки и специальная ножовка для работы с ним. Этот материал можно заменить латунной пластиной.
Если для изготовления ножевой рукоятки будет использоваться дерево, нужно заранее подготовить эпоксидный клей для его крепкой фиксации со стальным клинком и деревянную пропитку, которая увлажнит материал и будет противостоять его растрескиванию и усыханию.
Еще одним плюсом деревянной рукоятки является то, что в ней можно не просверливать дырки для фиксации. Они легко прожигаются без задействования дрели.
Пошаговый мастер-класс
Существует несколько методов того, как в домашних условиях сделать нож из напильника, но самыми популярными из них являются обработка металла после его отжигания и грубая шлифовка. Каждый из этих способов имеет свои достоинства и недостатки, поэтому народному умельцу лучше ознакомиться с ними заранее, выбрав для себя оптимальный вариант.
Обработка металла отжигом
Если у начинающего мастера нет в наличии точильного станка или болгарки с толстым шлифовальным диском, то тогда ему придется заранее отжигать напильник, чтобы он стал мягче и податливее.
Чтобы справиться с поставленной задачей, можно соорудить походный горн, который представляет собой небольшой очаг на земле с искусственной подачей воздуха через металлическую трубу с диаметром, не превышающим двух дюймов. При этом подача воздуха может осуществляться не только через компрессор, но и через обычный насос или даже надувной матрас.
Дальнейшая процедура обработки осуществляется по следующему алгоритму:
- В первую очередь необходимо разработать макет будущего кинжала, используя готовые или самодельные чертежи клинка.
- После того как горн будет готов, необходимо поместить на него напильник, зажатый в металлических тисках, и продолжать подачу воздуха из компрессора до тех пор, пока металл не покраснеет. При этом очень важно не перегреть его, иначе готовое лезвие получится слишком хрупким и недостаточно упругим. Самый простой способ определения правильной температуры нагревания клинка заключается в использовании обыкновенного магнита, которым необходимо дотронуться до раскаленной стали. И если она перестанет притягивать магнит, то это верный признак достижения так называемой точки Кюри, после чего необходимо прекратить подачу воздуха, погасить пламя и оставить напильник остывать вместе с использованными для горна углями.
 После того как заготовка остынет, оставаясь при этом достаточно податливой, ее необходимо обточить по заранее подготовленным лекалам. Для этих целей используется ножовка по металлу с высокой зернистостью, которой легче всего будет стесать все лишнее. При этом настоятельно рекомендуется по максимуму подгонять заготовку под заданные размеры, ведь тогда мастеру придется тратить гораздо меньше усилий на финишную шлифовку напильником и наждаком.
После того как заготовка остынет, оставаясь при этом достаточно податливой, ее необходимо обточить по заранее подготовленным лекалам. Для этих целей используется ножовка по металлу с высокой зернистостью, которой легче всего будет стесать все лишнее. При этом настоятельно рекомендуется по максимуму подгонять заготовку под заданные размеры, ведь тогда мастеру придется тратить гораздо меньше усилий на финишную шлифовку напильником и наждаком.- Следующий этап предполагает проведение двухсторонней обточки абразивными инструментами.
- Чтобы получить обоюдоострый клинок, рекомендуется стесывать кромку заготовки на верстаке, предварительно зафиксировав его в струбцине. Обтачивать спуски необходимо с предельной осторожностью, чтобы соблюдать одинаковый угол наклона стачивания металла, ведь только тогда клинок получится по-настоящему острым и не будет быстро тупиться. Для облегчения поставленной задачи можно использовать любую металлическую направляющую для обрабатываемой заготовки, будь то труба с прямоугольным поперечным сечением или металлический профиль. Подойдет для этих целей и зафиксированный брус.
- На финише клинок обрабатывается с помощью наждака, после чего обработку можно считать оконченной.
Однако всех проделанных манипуляций недостаточно для того, чтобы крепить нож к рукоятке и использовать его в быту, ведь после отжига он слишком мягкий и непригоден для полноценной эксплуатации.
А для того чтобы исправить ситуацию, нужно закалить обточенное лезвие, используя специальные охлаждающие смеси.
Закаливать сталь необходимо для того, чтобы поменялся ее состав, в результате чего изделия становятся более упругими и крепкими. Для этого готовый клинок еще раз нагревают докрасна, не забывая применять магнит, помогающий определять точку Кюри. Сразу после того, как металл перестанет притягивать к себе магнит, необходимо быстро отпустить его в заранее подготовленную емкость с минеральным маслом.
Для достижения максимального эффекта клинок можно остужать и нагревать несколько раз подряд, постепенно увеличивая время его нахождения в отработанном масле. Некоторые мастера используют поочередный отпуск в масле и в воде, задерживая клинок в жидкости не дольше двух секунд. И если закалка ножа из напильника была сделана правильно, то в охлажденном виде он сможет оставлять характерные царапины на толстом стекле.
Шлифовка резака без нагревания
Вовсе не обязательно, чтобы самодельный нож был кованый, особенно если в хозяйстве найдется болгарка с толстым шлифовальным диском, которую можно смело использовать вместо профессионального точильного оборудования. В этом случае обработка напильника проводится по следующей схеме:
- Необходимо перенести очертания будущего клинка на заготовку, используя для этих целей лекала и обычный маркер контрастного оттенка.
 Обточка производится постепенно, чтобы избежать перегрева металла, что чревато серьезными деформациями внутри его слоев. Для этого следует время от времени опускать обрабатываемую заготовку в емкость с водой, контролируя процесс ее нагревания.
Обточка производится постепенно, чтобы избежать перегрева металла, что чревато серьезными деформациями внутри его слоев. Для этого следует время от времени опускать обрабатываемую заготовку в емкость с водой, контролируя процесс ее нагревания.- Обтачивать рекомендуется не только клинок, но и его хвостовую часть, форма которой напрямую будет зависеть от выбранной конструкции рукоятки.
- Формирование скосов осуществляется после предварительной разметки. Этот этап требует особой ответственности, так как от качества скосов зависит острота ножа. Обрабатывать эту зону в домашних условиях можно тремя способами: с помощью ленточной шлифовальной машины, болгарки, не забывая про регулярное охлаждение детали, а также наждака. В последнем случае придется потратить немало времени и сил, однако это того стоит, так как мастер сможет контролировать угол шлифовки без профессионального оборудования.
На финише нож шлифуется наждачной бумагой до появления характерного блеска, хотя лучше прибегать к этой процедуре уже после фиксации рукоятки, чтобы не травмироваться во время рабочего процесса.
Простоту дизайна самодельного клинка можно компенсировать эффектной рукояткой из натурального дерева.
Изготовление деревянной рукоятки
Форма рукоятки напрямую зависит от хвостовика. Если эта часть резака является длинной и острой, то достаточно просто просверлить в дереве отверстие нужного диаметра, «посадив» нож внутрь на эпоксидный клей. Как вариант, можно использовать сандвич-конструкцию, но в этом случае хвостовик придется устанавливать между наборными панелями, зафиксированными специальными крепежными болтами.
Самая простая конструкция самодельной рукоятки для кинжала представляет собой обычный брус с латунной вставкой, разграничивающей между собой дерево и сталь. В этом случае рукоятку рекомендуется обрабатывать с помощью пилы, ножовки по дереву и специальной шлифовальной насадки, получая на выходе вполне удобную обтекаемую или прямую ручку.
Если же хочется чего-то более вычурного и необычного, можно поэкспериментировать с прессовкой фрагментов какой-нибудь интересной породы древесины. Для этого необходимо обернуть лезвие несколькими слоями плотной ткани, чтобы не порезаться во время обработки рукояти ножа, и усадить его хвостовую часть на деревянную заготовку, состоящую из нескольких спрессованных между собой брусков дерева.
Проклеивать элементы между собой рекомендуется с помощью эпоксидного клея или более пластичных смол, особенно если клинок будет использоваться в целях метания. В итоге должен получиться очень необычный натуральный рисунок, который будет эффектно смотреться даже без дизайнерской резьбы, обжига и узорной гравировки.
В домашних условиях можно создавать по-настоящему уникальные вещи по размерам, которые не позволят отнести клинок к холодному оружию. И единственный недочет таких изделий заключается в трудоемкости их изготовления, хотя для кого-то этот процесс может стать любимым хобби.
yourknives.ru
Виды напильников по металлу: особенности и предназначение
Шлифовка металла не всегда выполняется с помощью электроинструмента. Иногда для таких работ используют напильники, главное, правильно подобрать их. Этот инструмент бывает двух типов – для работ по металлу и дереву. Напильники, предназначенные для металла, являются более твердыми, чем собратья, используемые для древесины. Это объясняется тем, что поверхность металла обрабатывается гораздо труднее дерева.Производятся такие инструменты из очень твердой стали, а отличаются друг от друга разными формами и размерами надсечек. Такое разнообразие привело к тому, что простому обывателю довольно сложно разобраться в том, для каких целей предназначен тот или иной инструмент. Для улучшения ситуации была разработана их классификация, которая действует и в настоящее время.
Особенности напильника
Несмотря на то, современные технологии достигли больших высот, для работ по металлу по-прежнему используется напильник. Его предназначение – при помощи послойного стачивания поверхности какой-либо детали придать ей необходимую форму и размер.Напильник является режущим инструментом. Внешний вид его представляет собой брусок, для изготовления которого применяется сталь особой марки. Поверхность его иссечена по особому шаблону.
На суженном хвостовике конусообразной формы имеется пластмассовая или деревянная ручка. Она предусмотрена только для того, чтобы работающему с инструментом было удобно. Если вдруг она слетит, то ее можно легко заменить на другую.
Виды насечек
Чтобы правильно подобрать напильник, следует определить вид нанесенной насечки и конфигурацию ее зубьев. Для нанесения зубьев используется метод:
- фрезерования;
- протягивания;
- насекания;
- нарезания;
- точения.
Двойная насечка образуется в результате комбинации основной и вспомогательной, которая выполняется под углом к основной. Такие насечки перемалывают стружку, которая образуется в процессе работы. Обрабатывают этим напильником сплавы и твердые металлы.
Величина зубьев зависит от размера насечек на 1 см длины бруска – чем меньше их, тем крупнее будет зуб. В зависимости от размера зубьев инструмент бывает от 0 до 5 номеров. Самые крупные зубья обозначаются номерами 0 и 1, они позволяют быстро снять довольно большой слой материала (0,05 – 0,10 мм). Главный недостаток инструмента, имеющего такую насечку, — это низкая точность обрабатываемых деталей, составляющая 0,1 – 0,2 мм.
Инструмент, имеющего зубья под номерами 2 и 3, используется тогда, когда необходимо снять слой материала в 0,02 – 0,06 мм. Напильник с зубьями насечки, имеющих номера 4 и 5, применяется для чистовой отделки деталей. Точность обработки – 0,01 – 0,005 мм. Такими зубьями снимают слой материала 0,01 – 0,03 мм, не больше.
Типы напильников
Инструмент по своему предназначению бывает:
- общего назначения;
- надфили;
- специального назначения;
- рашпили.
Напильник специального назначения применяется чаще всего в промышленных условиях, так как способствует устранению больших припусков при подгонке пазов и разной кривизны поверхностей. В зависимости от того, какие будут осуществляться работы, напильники специального назначения делятся на плоские, пазовые, двухконцевые и другие.
Самая многочисленная группа – надфили, бывают 11 типов: круглые, квадратные, овальные, плоские, полукруглые, трехгранные, ножовочные и т. д. Характеризуются они небольшой длиной бруска и насечками 5 класса. Чаще всего оснащаются они двойной насечкой. Используют такой напильник для обработки мелких деталей или таких мест, куда не добраться обыкновенными слесарными инструментами.
Рашпили бывают 3-х видов: общего назначения, копытные и сапожные. Их отличительной чертой является большая длина и большие зубья. В основном рашпили бывают полукруглые, круглые, плоские с острыми и тупыми носами.
Форма напильников
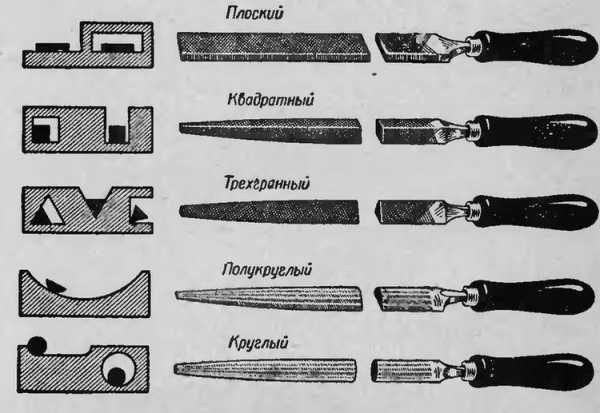
По тому, какую форму имеет инструмент, можно определить сферу его применения:
- плоские остроносые или просто плоские используются для обработки плоских поверхностей;
- квадратные, с помощью которых происходит распиливание отверстий многоугольной, квадратной и прямоугольной формы;
- трехгранные, которые используются для обработки в канавках, отверстиях и пазах;
- с помощью полукруглых инструментов осуществляется обработка больших отверстий и вогнутых поверхностей, имеющих значительный радиус кривизны;
- круглые используются для обработки вогнутых поверхностей с небольшим диаметром или овальных и круглых отверстий;
- ромбические предназначены для работ с зубчатыми деталями;
- ножовочные инструменты используются для выборки канавок и узких пазов.
Большое количество работ выполняют всего тремя видами напильников: круглым, треугольным и плоским. Эти виды должны быть трех основных групп: рашпили, надфили и общего назначения.
Заключение
Напильник является довольно простым инструментом, использование которого не вызывает никаких трудностей. Шлифовальные работы, которые осуществляются этим инструментом, считаются гораздо безопасными, чем если бы использовался электроинструмент. Единственная трудность – это правильно выбрать напильник по металлу, однако, изучив тщательно все тонкости, это не составит никакого труда. Оцените статью: Поделитесь с друзьями!stanok.guru