Наплавка коленвала: Наплавка коленвалов и распредвалов / Ремонт / Ремонт Моторов
alexxlab | 22.03.2023 | 0 | Разное
Ремонт и напыление шеек коленвала
Ремонт и напыление шеек коленвала | Доставка по Самаре, России и СНГ @rpcpro
@stanokdvs
🕿 8-927-712-80-98 менеджер
🕿 8-927-766-09-04 менеджер
🕿 8-917-109-23-41 техконсультация
🕿 8-917-829-24-55 ремонт турбин
Поиск…
Previous Next
Магазин турбокомпрессоров:
Более 620 видов для легковых авто на складе
Уважаемые клиенты и партнеры. Мы предлагаем Вам нашу новую услугу по восстановлению провернутых шеек коленвалов любых производителей.
Мы предлагаем Вам нашу новую услугу по восстановлению провернутых шеек коленвалов любых производителей.
Все валы перед напылением шеек проходят обязательную процедуру дефектовки.
Проверка кривизны коленчатого вала и проверка на микротрещины. Если таковые обнаруживаются, то с кривизной можно справиться. При наличии трещин коленвал нужно сдать в металлолом.
Далее занимаемся правкой коленвала. Довести прямолинейность коленвала нужно до 0,02 мм на всей длине вала.
Далее подготавливаем поверхность к напылению и соответственно само напыление шеек.
После напыления шлифуем шейки. Поверхность после шлифовки проверяется проверки на твердость.
Гарантированная твердость восстановленных шеек 57-60 HRC.
Телефон технической консультации +7-917-109-23-41.
Адрес:
443063, Россия, г. Самара,
пр. Юных Пионеров, 34Б
Схема проезда
Телефоны:
8-927-712-80-98 (МТС) менеджер
8-927-766-09-04 (Мегафон) менеджер
8-917-109-23-41 (МТС) техконсультация
Электронная связь:
E-mail: rem-turbina@yandex. ru
ru
Scype: rem-turbina
icq: 697123182
Оплата и Доставка:
Нал, Безнал, Пластик. Работаем с НДС и без!
.
Доставка в любые регионы транспортными компаниями
На главную
Ремонт коленчатых валов в компании Техноплазма недорого
Применяемая у нас технология ремонта коленчатых валов двигателей внутреннего сгорания и компрессоров позволяет воспроизвести на восстанавливаемой шейке эксплуатационные свойства, аналогичные свойствам, которые шейки получают при изготовлении вала. Цилиндрическая поверхность имеет после восстановления высокую твердость (до HRC 56…58) и износостойкость при работе в условиях трения-скольжения при смазке, а галтель сохраняет пластичность, способную работать при знакопеременных нагрузках. При этом наплавленный материал на галтели увеличивает остаточную усталостную прочность до 20 %. Достигается такой эффект применением технологии плазменной наплавки и используемыми материалами.
Поступающий коленчатый вал тщательно проверяется по основным дефектам: прогибу, размерам шеек, их твердости и наличию микротрещин. В случае возможности ремонта вала путем его шлифовки в ремонтный размер, он отправляется на шлифовку и передается заказчику. Во всех остальных случаях об имеющихся дефектах на валу информация передается заказчику и вместе с ним согласовывается оптимальный способ ремонта с учетом его финансовых затрат.
В нашей организации технология и оборудование позволяют ремонтировать стальные коленчатые валы длиной до 1200 мм и весом до 200 кг. Однако, при кооперации, мы можем производить наплавку валов длиной до 2000 мм и весом до 500 кг. В этом случае механическая обработка производится у соисполнителя. У наплавочного оборудования имеются ограничения по восстанавливаемым валам – размеры плазмотрона не позволяют наплавлять коленчатые валы с шириной шеек менее 50 мм, по диаметру шеек ограничений нет.
При ремонте коленчатого вала рекомендуем заказчику применять технологию наплавки не более 2…3 шеек. Это обусловлено предшествующими ремонту условиями эксплуатации вала. Некоторые валы до поступления к нам подвергались шлифовке в ремонтный размер, и при дефектовке выявляется недопустимая низкая твердость на некоторых из них – до HRC 25…28. На валах имеется также дефект «подрезанных» галтелей, иными словами при предыдущем ремонте не был выдержан радиус галтели при шлифовании шеек. Оба перечисленных дефекта приводят к резкому снижению усталостной прочности вала. В первом случае — возникновением напряжений в зоне галтели при нагреве шейки в процессе аварийной эксплуатации вала, приводящей к потере твердости цилиндрической части шейки, а во втором случае – нарушением геометрии самой галтели. Ограничения по количеству наплавляемых шеек обусловлены также несовершенством оборудования и технологий дефектоскопии галтелей шеек на микротрещины.
Это обусловлено предшествующими ремонту условиями эксплуатации вала. Некоторые валы до поступления к нам подвергались шлифовке в ремонтный размер, и при дефектовке выявляется недопустимая низкая твердость на некоторых из них – до HRC 25…28. На валах имеется также дефект «подрезанных» галтелей, иными словами при предыдущем ремонте не был выдержан радиус галтели при шлифовании шеек. Оба перечисленных дефекта приводят к резкому снижению усталостной прочности вала. В первом случае — возникновением напряжений в зоне галтели при нагреве шейки в процессе аварийной эксплуатации вала, приводящей к потере твердости цилиндрической части шейки, а во втором случае – нарушением геометрии самой галтели. Ограничения по количеству наплавляемых шеек обусловлены также несовершенством оборудования и технологий дефектоскопии галтелей шеек на микротрещины.
На поступающих в ремонт валах, имеющих номинальный размер шеек, может быть дефект аварийного износа коренной или шатунной шейки, возможно двух шеек, или сочетание износа коренных и шатунных. Ремонт такого вала возможен наплавкой только изношенных шеек и их шлифовкой в номинальный размер. В таком случае все шейки вала после ремонта будут иметь номинальный размер.
Ремонт такого вала возможен наплавкой только изношенных шеек и их шлифовкой в номинальный размер. В таком случае все шейки вала после ремонта будут иметь номинальный размер.
В ремонт поступают также валы и с другими дефектами: износ поверхностей под сальник, износ шпоночного паза, износ поверхностей под крепление маховика и другие дефекты. Мы производим ремонт валов и с такими дефектами.
Ремонт коленчатых валов наша организация занимается почти тридцать лет. Технология прошла всестороннюю проверку в лабораторных условиях и в условиях эксплуатации восстановленных валов. За последние 8…10 лет работы претензий от заказчиков по восстановленным валам не поступало. Ресурс работы восстановленных шеек валов не ниже 100000 км пробега.
Китай Автоматическая автоматическая машина для наплавки коленчатого вала Поставщики, Фабрика
Автоматическая машина для наплавки коленчатого вала
1. Автоматическая машина для наплавки коленчатого вала используется для сварки кругового шва на коленчатом валу. Толщина и ширина плавления достигают рабочих требований. С равномерным и гладким внешним видом сварки.
Толщина и ширина плавления достигают рабочих требований. С равномерным и гладким внешним видом сварки.
2. Тип сварки под флюсом. Сварочная горелка будет запрограммирована так, чтобы она уходила с траектории сварки.
3. Машина может работать непрерывно в течение 24 часов.
4. Машина для наплавки коленчатого вала Код HS: 8515319900
5. Машина для наплавки коленчатого вала в основном состоит из корпуса, корпуса оси вращения, опорной рамы для материала, коробки задней бабки, конструкции пневматического пресса коробки задней бабки, и левый и правый ходовой узел луча, пневматический передний и задний узел, узел ручной трехмерной регулировки, механизм подачи проволоки, система восстановления потока, электрическая система управления, пневматическая система и так далее.
6. Система рекуперации и транспортировки флюса состоит из сварочной воронки, автоматической машины рекуперации флюса и коробки рекуперации. Флюс, оставшийся в процессе сварки, попадает в коробку для восстановления флюса, а собранный флюс снова поступает в автоматическую машину для восстановления флюса и перерабатывается, чтобы обеспечить автоматическую рециркуляцию и повторное использование флюса. Это позволяет экономить расходные материалы и рабочую силу.
Это позволяет экономить расходные материалы и рабочую силу.
Длина сварки | 1,2 метра |
Eccentricity (A) | Max 100 |
Welding system | Omron PLC |
Welding speed | 500mm/min |
Давление воздуха | 0,4 ~ 0,6 МПа |
Угол зажигания | 15 ° -60 ° |
Текущая швара | |
.0006 | 600A |
Диаметр сплошной проволоки | 3,2 мм |
9000 . Сайт: www.chinacncweldingmachine.com, www.mhdcnc.com
Whatsapp: +86 188 6582 2870
Эл.0002 Facebook: www.facebook. com/jnweldingmachine
com/jnweldingmachine
MHD CNC — известная компания сварочной отрасли, занимающаяся производством непревзойденного качества автоматических сварочных аппаратов и сварочных аппаратов с ЧПУ в Китае. Предлагаемые нами сварочные аппараты сконфигурированы таким образом, чтобы наилучшим образом соответствовать динамическим ожиданиям пользователей.
MHD Сварочные аппараты с ЧПУ ценятся нашими клиентами за их особую конструкцию, гарантированную надежность, повышенную долговечность, простоту обслуживания и отсутствие травм. У нас есть высококвалифицированная команда экспертов, которые помогают нам в разработке сварочных аппаратов.
Hot Tags: Автоматическая машина для наплавки коленчатого вала, Китай, поставщики, завод, Машина для наплавки, Автоматическая машина для сварки амортизаторов, Контактный наконечник сварочной горелки, Автоматическая машина для сварки штока поршня, Автоматическая машина для сварки резервуаров, Автоматический сварочный манипулятор
Гальванические накладки для Подшипники коленчатого вала | Дж.
 Инж. Газовые турбины Power
Инж. Газовые турбины PowerНаучно-исследовательские работы
Д. Р. Истхэм
Информация об авторе и статье
Дж. Инж. Газовые турбины Power . Oct 1993, 115(4): 706-710 (5 страниц)
https://doi.org/10.1115/1.2906763
Опубликовано в Интернете: 1 октября 1993 г.
История статьи
Получено:
1 августа 1992 г.
Онлайн:
24 апреля 2008 г.
- Взгляды
- Содержание артикула
- Рисунки и таблицы
- Видео
- Аудио
- Дополнительные данные
- Экспертная оценка
- Делиться
- Фейсбук
- Твиттер
- MailTo
Иконка Цитировать Цитировать
Разрешения
- Поиск по сайту
Цитата
Eastham, DR (1 октября 1993 г.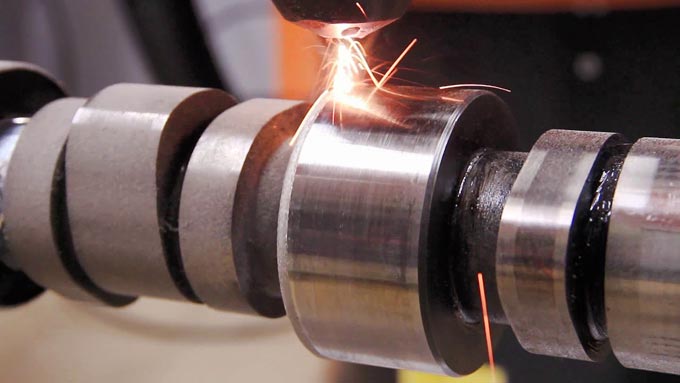 ). «Гальванические накладки на подшипники коленчатого вала». КАК Я. Дж. Инж. Газовые турбины Power . октябрь 1993 г.; 115(4): 706–710. https://doi.org/10.1115/1.2906763
). «Гальванические накладки на подшипники коленчатого вала». КАК Я. Дж. Инж. Газовые турбины Power . октябрь 1993 г.; 115(4): 706–710. https://doi.org/10.1115/1.2906763
- Рис (Зотеро)
- Менеджер ссылок
- EasyBib
- Подставки для книг
- Менделей
- Бумаги
- Конечная примечание
- RefWorks
- Бибтекс
- Процит
- Мушмула
Расширенный поиск
Накладки из свинца-индия или свинца-олова-меди наносятся гальваническим способом на подшипники коленчатого вала как из свинцовой бронзы, так и из алюминиевого сплава для улучшения сопротивления заеданию и прилегания во время первоначального периода приработки. Кроме того, этот слой улучшает как коррозионную стойкость, особенно свинцовистой бронзы, так и эффективную усталостную прочность композитного подшипника. Срок службы покрытия в значительной степени зависит от скорости диффузии низкоплавких соединений к подложке. Таким образом, миграция либо индия, либо олова будет определять скорость коррозии и износа наплавки. Из-за требований к обработке алюминиевые подшипники требуют промежуточного слоя никеля или меди перед окончательным покрытием любым из свинцовых сплавов. По причинам контроля диффузии при осаждении сплава свинец-олово-медь на свинцово-бронзовый обычно используется тонкая никелевая прокладка, чтобы замедлить образование интерметаллидов медь-олово, которые в данных условиях могут снизить общую прочность и адгезию; свинцово-индийные не требуют такой дамбы на свинцово-бронзовых. Принципиальные различия между двумя покрытиями заключаются в их соответствующих усталостных и износостойких свойствах. Таким образом, свинец-индий имеет более высокую усталостную прочность, но более низкую износостойкость, чем свинец-олово-медь. В этой статье сравниваются эти два основных наложения и рассматриваются критерии выбора используемого наложения.
Срок службы покрытия в значительной степени зависит от скорости диффузии низкоплавких соединений к подложке. Таким образом, миграция либо индия, либо олова будет определять скорость коррозии и износа наплавки. Из-за требований к обработке алюминиевые подшипники требуют промежуточного слоя никеля или меди перед окончательным покрытием любым из свинцовых сплавов. По причинам контроля диффузии при осаждении сплава свинец-олово-медь на свинцово-бронзовый обычно используется тонкая никелевая прокладка, чтобы замедлить образование интерметаллидов медь-олово, которые в данных условиях могут снизить общую прочность и адгезию; свинцово-индийные не требуют такой дамбы на свинцово-бронзовых. Принципиальные различия между двумя покрытиями заключаются в их соответствующих усталостных и износостойких свойствах. Таким образом, свинец-индий имеет более высокую усталостную прочность, но более низкую износостойкость, чем свинец-олово-медь. В этой статье сравниваются эти два основных наложения и рассматриваются критерии выбора используемого наложения.