Направление резьбы как определить: Как обозначается на чертеже резьба различного назначения
alexxlab | 17.04.2023 | 0 | Разное
Резьба. Термины и определения (гост 11708-82)
Резьбовые соединения широко распространены в машиностроении. Они обладают такими достоинствами, как универсальность, высокая надежность, способность воспринимать большие нагрузки, удобство сборки и разборки, простота изготовления.
Резьба – поверхность, образованная при винтовом движении плоского контура по цилиндрической или конической поверхности.
Рис. 1
Резьбы классифицируются по следующим признакам:
В зависимости от формы поверхности, на которой нарезана резьба, они подразделяются на цилиндрические и конические.
В зависимости от расположения резьбы на поверхности стержня или отверстия они подразделяются на внешние и внутренние.
В зависимости от формы профиля различают резьбы треугольного, прямоугольного, круглого и других профилей.

По эксплуатационному назначению резьбы делятся на крепежные (метрические, дюймовые), крепежно-уплотнительные (трубные, конические), ходовые (трапецеидальные, упорные, прямоугольные, круглые), специальные и др.
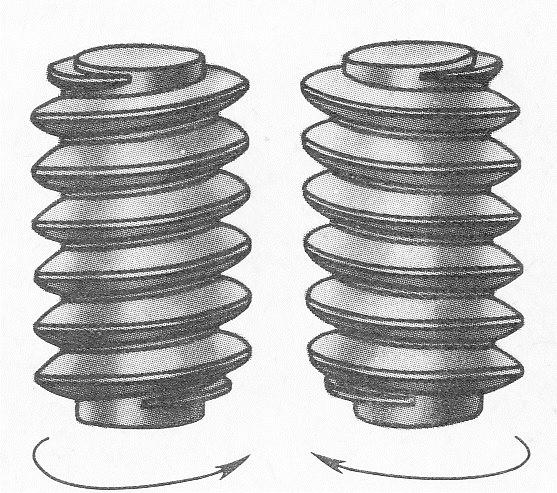
В зависимости от направления винтовой поверхности различают правые и левые резьбы.
По числу заходов резьбы подразделяются на однозаходные и многозаходные (двух-трехзаходные) и др.

Все резьбы разделяют на следующие группы:
‑ стандартизованные – резьбы с установленными стандартами параметрами: профилем, шагом, диаметром;
‑ нестандартизованные или специальные – резьбы, параметры которых не соответствуют стандартизованным.
Рис. 2
Основные элементы и параметры резьб имеют следующие определения.
Ось резьбы – прямая, относительно которой происходит винтовое движение контура, образующего резьбу (рис.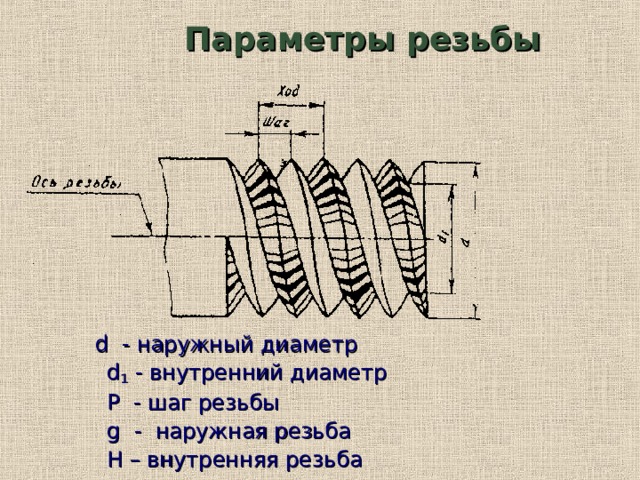 2).
2).Профиль резьбы – контур сечения резьбы плоскостью, проходящей через ее ось. Резьбу называют по форме ее профиля: треугольной, прямоугольной, трапецеидальной и т. п.
Левая резьба – образована контуром, вращающимся против часовой стрелки и перемещающимся вдоль оси в направлении от наблюдателя. К обозначению левых резьб добавляется «LH».
Правая резьба – образована контуром, вращающимся по часовой стрелке и перемещающимся вдоль оси в направлении от наблюдателя.
Шаг резьбы (Р) – расстояние между соседними одноименными боковыми сторонами профиля в направлении, параллельном оси резьбы (рис. 1).

Наружный диаметр резьбы (d – для болта, D – для гайки) – диаметр воображаемого цилиндра, описанного вокруг вершин наружной резьбы или впадин внутренней резьбы (рис. 2).
Внутренний диаметр резьбы (d1 – для болта, D1 – для гайки) – диаметр воображаемого цилиндра, описанного во впадины наружной резьбы или в вершины внутренней резьбы.
В машино- и приборостроении применяются стандартные резьбы различных типов.
2.1.Метрическая резьба
Профиль метрической резьбы представляет собой равнобедренный треугольник с углом при вершине 60. Вершины и впадины витков имеют срез, благодаря которому между вершинами витков болта и впадинами гайки оставляется некоторый зазор, который предотвращает заклинивание.
Рис. 3
Размеры метрической
резьбы для диаметров от 1 до 600 мм
установлены по ГОСТ 8724-81 и 9150-81.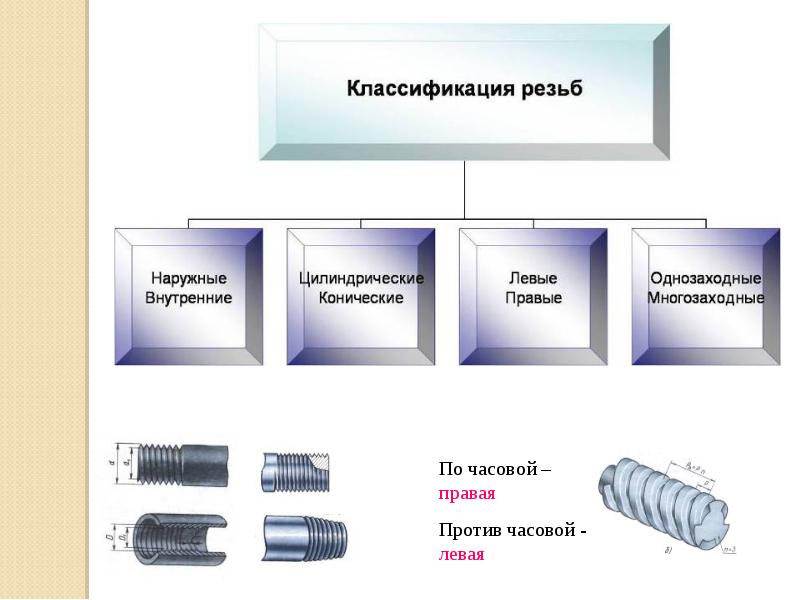 Диаметры
резьб разделены на три ряда, а шаги на
крупные и мелкие. Крупным называют
наибольший из шагов для номинального
размера диаметра резьбы. Метрические
резьбы с крупным шагом установлены для
диаметров от 1 до 63 мм; метрические резьбы
с мелкими шагами ‑ для диаметров от
1 до 600 мм.
Диаметры
резьб разделены на три ряда, а шаги на
крупные и мелкие. Крупным называют
наибольший из шагов для номинального
размера диаметра резьбы. Метрические
резьбы с крупным шагом установлены для
диаметров от 1 до 63 мм; метрические резьбы
с мелкими шагами ‑ для диаметров от
1 до 600 мм.
Резьба с крупным шагом обозначается прописной буквой М и номинальным диаметром, например: М24, М36.
Резьба левая обозначается буквами LH, например: М24 LH, М242LH.
Резьбы многозаходные
обозначаются буквой М,
номинальным диаметром, числовым значением
хода и в скобках буквой P,
и числовым значением шага, например:
трехзаходная резьба с шагом 2 мм М363(Р2),
для левой резьбы М363(Р2)LH.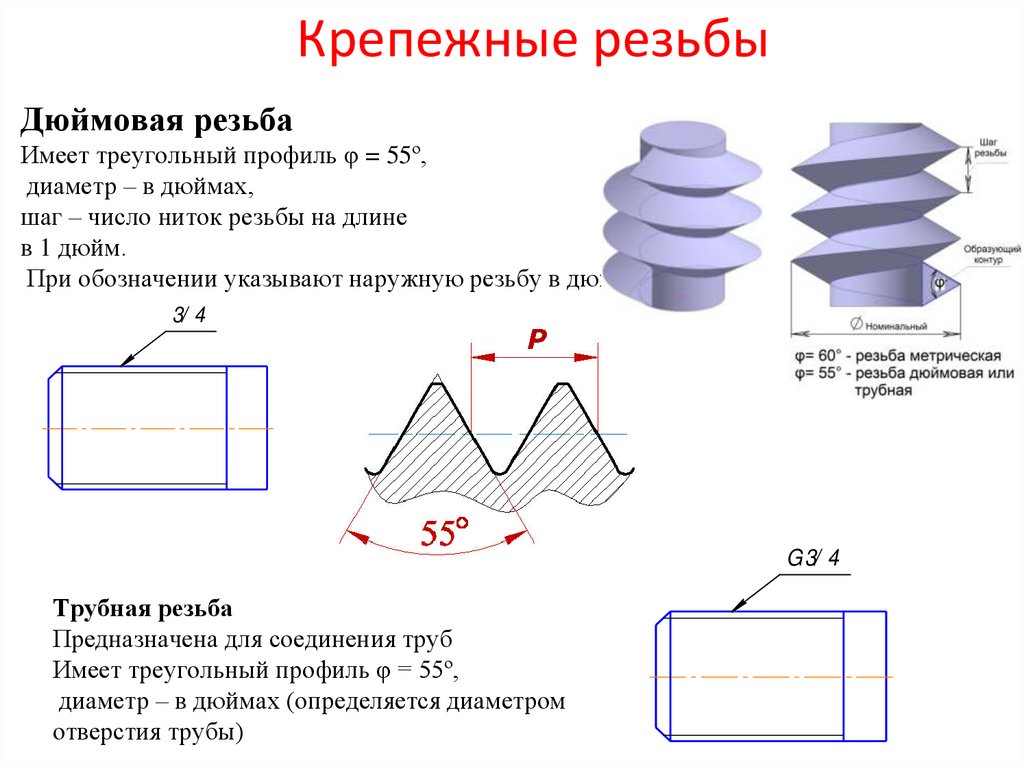
Согласно ГОСТ 16093-81 система допусков резьб общего назначения предусматривает допуски диаметров резьб, устанавливаемые степенями точности:
для наружного диаметра наружной резьбы (болта) – 4, 6, 8;
для внутреннего диаметра внутренней резьбы (гайки) – 4, 5, 6, 7, 8;
Положение полей допусков диаметров резьбы имеют следующие обозначения:
для резьбы болтов – d, e, f, d, h;
для резьбы гаек – E, F, G, H.
Примеры обозначения резьбы номинальным диаметром 20 мм с обозначением полей допусков:
M20-6g ‑ с крупным шагом, наружная;
M20-6Н ‑ с крупным шагом, внутренняя;
M202-6g ‑ с мелким шагом, внутренняя;
M202LH-6g ‑ с мелким шагом,
наружная, левая.
Посадка обозначается дробью: числитель – поле допуска внутренней резьбы, знаменатель ‑ поле допуска наружной, например: M202LH
Для покупных крепежных изделий рекомендуется применять следующие значения полей допуска: для гайки – 6Н, 7Н и для болта ‑ 6g, 8g.
2.2. Трубная цилиндрическая резьба
Трубную цилиндрическую резьбу (ГОСТ 6357-81) применяют в трубопроводах, а также в соединениях внутренней цилиндрической резьбы с наружной конической резьбой.
Профилем трубной резьбы (рис. 4) является равнобедренный треугольник с углом при вершине 55 и закругленными вершинами и впадинами. Профили наружной и внутренней резьбы совпадают, что обеспечивает герметичность в соединениях этой резьбы.
Характерные особенности трубной цилиндрической резьбы:
– резьба имеет более мелкий шаг и меньшую высоту профиля по сравнению с дюймовой цилиндрической резьбой;
– фактический наружный диаметр резьбы большего его номинального значения примерно на двойную толщину стенок трубы;
– номинальный
наружный диаметр резьбы условно принимают
равным внутреннему диаметру трубы, на
которой нарезается резьба (рис. 5).
5).
Рис. 4
Трубную резьбу условно обозначают в дюймах (1 =25,4 мм), указывающих (приближенно) величину диаметра отверстия трубы, который называют диаметром условного прохода трубы и обозначают Dy.
Трубную цилиндрическую резьбу нарезают на трубах до 6. Трубы свыше 6 сваривают.
Рис. 5
Обозначение трубной цилиндрической резьбы по ГОСТ 6357-81 состоит из буквы G, номинального размера резьбы в дюймах и класса точности изготовления резьбы. Для трубной цилиндрической резьбы установлены два класса точности – А и В., например:
– резьба класса точности А: G1 – A;
– резьба левая (LH) класса точности B: G3LH – B;
– резьбовое
соединение при классах точности
внутренней резьбы А,
наружной B: G3
– А/B.
2.3. Трапецеидальная резьба
Трапецеидальная резьба по ГОСТ 9484-81 служит для передачи движений и усилий. Трапецеидальная резьба применима для диаметров от 10 до 640 мм и может иметь шаги от 2 до 48 мм. Предусмотрено выполнение резьб одного и того же диаметра, но с различными шагами.
Трапецеидальная резьба имет профиль в виде равнобочной трепеции с углом между ее боковыми сторонами, равными 30 (рис. 6).
Рис. 6
Симметричный профиль резьбы позволяет применять ее для риверсивных винтовых механизмов. Одинаковые зазоры по наружному и внутреннему диаметрам создают благоприятные условия для смазывания. Трапецеидальная резьба может быть однозаходной и многозаходной, правой и левой.Номинальные размеры трапецеидальной однозаходной резьбы устанавливает ГОСТ 24738-81.
Условное обозначение
однозаходной трапецеидальной резьбы
включает буквы Tr,
номинальный диаметр и шаг, а также буквы LH для левой резьбы, например, Tr403LH.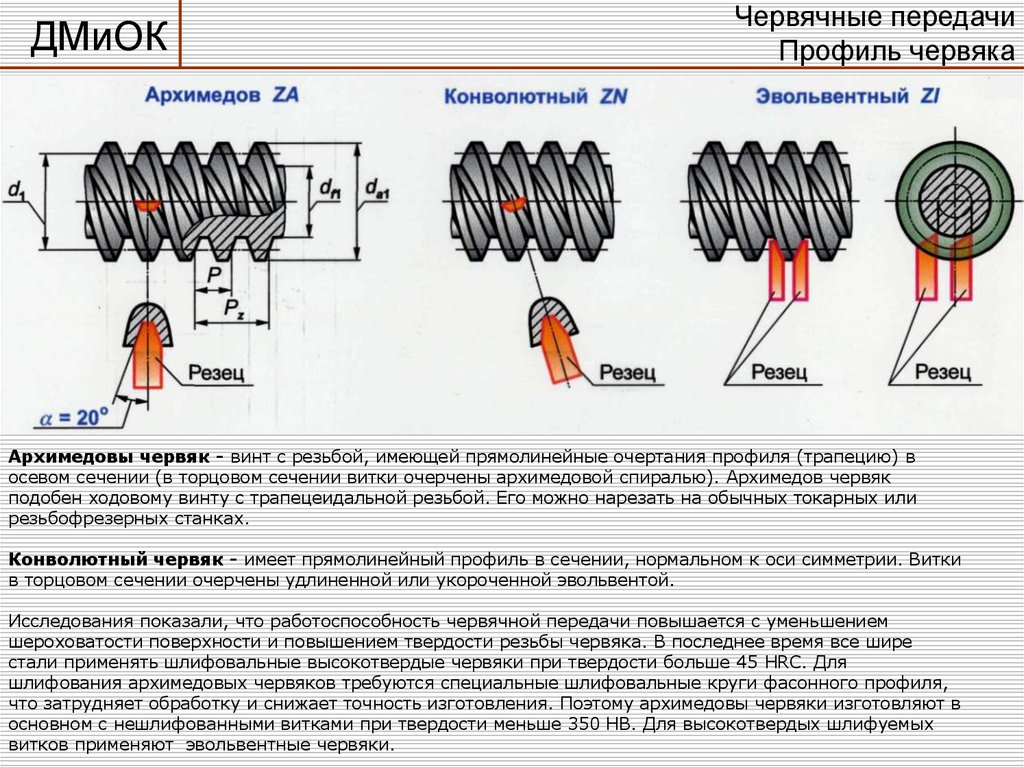
Основные размеры и допуски резьбы трапецеидальной многозаходной устанавливает ГОСТ 24739-81.
Условное обозначение трапецеидальной многозаходной резьбы содержит буквы Tr, номинальный диаметр, числовое значение хода и в скобках буква Р с числовым значением шага, например,
В производственных чертежах в обозначение резьбы обязательно включают обозначение поля допуска, состоящее из цифры, показывающей степень точности среднего диаметра резьбы и буквы латинского алфавита, обозначающей основное отклонение этого диаметра, например, Tr204(Р2)LH–8Н/8е.
2.4. Упорная резьба
Упорная резьба обладает высокой прочностью и высоким КПД. Она применяется в грузовых винтах для передачи больших усилий, действующих в одном направлении в мощных домкратах, прессах и т. д.
Профиль резьбы
(рис. 7) представляет собой трапецию,
одна сторона которой является рабочей
стороной профиля, и ее положение
определяется углом наклона 3. Другая сторона трапеции (нерабочая
сторона профиля) имеет угол наклона
30.
Другая сторона трапеции (нерабочая
сторона профиля) имеет угол наклона
30.
Профиль и параметры упорной резьбы предусматривает ГОСТ 10177-82. Для упорной резьбы предусмотрены номинальные диаметры резьбы от 10 до 640 мм, резьба может выполняться с разными шагами при одном и том же диаметре.
На чертеже упорная резьбы обозначается буквой S, номинальным диаметром и шагом, например: резьба упорная левая, имеющая номинальный диаметр 80 мм и шаг 16 мм – S8016 LH.
В прессостроении применяется также упорная резьба, профиль которой представляет собой неравнобочную трапецию с углом рабочей стороны 0 и нерабочей – 45. Усиленная упорная резьба предусмотрена для диаметров от 80 до 2000 мм.
Рис. 7
2.5. Прямоугольная и квадратная резьбы
Прямоугольная и
квадратная резьбы имеют высокий КПД и
дают большой выигрыш в силе, поэтому
они применяются для передачи осевых
усилий в грузовых винтах и движения в
ходовых винтах.
Прямоугольная и квадратная резьбы не стандартизованы, так как имеют следующие недостатки:
– в соединении (типа «болт – гайка») трудно устроить биение;
– они обладают прочностью меньшей, чем трапецеидальная резьба, так как основание витка у трапецеидальной резьбы при одном и том же шаге шире, чем у прямоугольной или квадратной резьб;
– их труднее изготовить, чем трапецеидальную.
В соответственных соединениях эти резьбы заменены трапецеидальными.
При изображении этих резьб обязательно указывают ее профиль и размеры (рис. 8). Диаметр резьбы предпочтительно выбирать из ряда номинальных диаметров метрической резьбы.
Рис.8
Резьба. Виды, геометрия и профили резьбы
Содержание страницы
- 1. Геометрия винтовой линии резьбы
- 2. Профили резьбы и определения основных элементов
Резьбовые соединения деталей являются наиболее распространенными в машиностроении.
В результате сочетания вращательного движения заготовки и поступательного перемещения резца (рис. 1, а) на поверхности заготовки наносится след в виде винтовой линии. При углублении резца на поверхности заготовки образуется винтовая поверхность (рис. 1, б), называемая резьбой.
Рис. 1. Схема нарезания наружной резьбы: а – схема движения инструмента и заготовки; б – нарезание резьбы резцом
Метод получения винтовой поверхности используется для получения различных типов резьбы при заданных сочетаниях параметров движений заготовки и резца.
Среди резьбовых соединений наиболее распространены крепежные соединения – болт, винт, гайка и др. В резьбовом соединении (болта с гайкой) при вращении одной детали относительно другой, происходит взаимное перемещение деталей вдоль оси вращения. Если развернуть винтовую линию на плоскость, то наклон винтовой линии к плоскости, перпендикулярной к оси вращения детали, называют углом подъема винтовой линии – Ψ (рис. 2).
2).
Расстояние между соседними винтовыми линиями, измеренное вдоль оси заготовки, называется шагом Р винтовой линии. Если часть поверхности детали, равную шагу винтовой линии, развернуть на плоскость, то из прямоугольного треугольника АБВ (рис. 2) можно определить tgΨ=Р/πd, где d – диаметр детали с винтовой линией.
При этом углубление или выступ на поверхности детали, расположенные по винтовой линии, образуют винтовую поверхность – резьбу.
Резьбу применяют для соединения, уплотнения или обеспечения заданных взаимных перемещений деталей машин и механизмов.
Рис. 2. Геометрия винтовой линии
2. Профили резьбы и определения основных элементовВ зависимости от назначения резьбового соединения применяют резьбы различного профиля. Профилем принято называть контур выступа и канавки резьбы в плоскости ее осевого сечения. Широко применяют резьбы с остроугольным, трапецеидальным и прямоугольным профилем.
К основным элементам резьбы относят (рис. 3, а-е):
3, а-е):
- профиль резьбы – контур сечения витка в плоскости, проходящей через ось резьбы;
- угол профиля α – угол между смежными боковыми сторонами резьбы в плоскости осевого сечения;
- вершину профиля – часть винтовой поверхности, соединяющую смежные боковые стороны резьбы по вершине ее выступа;
- впадину профиля – часть винтовой поверхности, соединяющую смежные боковые стороны резьбы по дну ее канавки;
- шаг р резьбы – расстояние, измеренное по линии, параллельной оси резьбы, между точками одноименных боковых сторон профиля, лежащими в одной осевой плоскости по одну сторону от оси резьбы;
- наружный диаметр d резьбы – диаметр воображаемого цилиндра, описанного вокруг вершин наружной или впадин внутренней цилиндрической резьбы;
- внутренний диаметр d1 резьбы – диаметр воображаемого цилиндра, вписанного во впадины наружной или вершины внутренней цилиндрической резьбы;
- средний диаметр d2 резьбы – диаметр воображаемого цилиндра, соосного с резьбой, образующая которого делится боковыми сторонами профиля на отрезки, равные половине шага резьбы;
- угол Ψ подъема резьбы – угол наклона профиля, образованный касательной к винтовой линии, описываемой средней точкой боковой стороны резьбы и плоскостью, перпендикулярной оси резьбы:
Для многозаходной резьбы вместо р следует подставлять рn, где n – число заходов.
Элементы наружной резьбы (болта) обозначают d, d1 и d2, а внутренней резьбы (гайки) – D, D1 и D2:
Рис. 3. Резьбы различного профиля: а – остроугольная; б – прямоугольная; в – трапецеидальная; г – упорная; д – круглая; е – двух- и трехзаходная
Резьбы бывают левые и правые. Винт с правой резьбой завертывается при вращении по часовой стрелке – слева направо, винт с левой резьбой при вращении против часовой стрелки – справа налево.
Различают резьбы однозаходные и многозаходные (рис. 3, е). Однозаходная резьба образована одной непрерывной ниткой резьбы и ее шаг р=d2πtgΨ, а многозаходная – несколькими нитками резьбы, эквидистантно расположенными на поверхности детали и ее шаг рn=p. Число заходов n, ниток резьбы, легко определить на торце детали, где начинается резьбовая поверхность (рис. 3, е).
3, е).
В многозаходной резьбе различают ход и шаг. Ходом многозаходной резьбы называют расстояние между одноименными точками одного витка или нитки, измеренное параллельно оси детали. Ход многозаходной резьбы равен шагу резьбы, умноженному на число заходов – рn=pn, где n – число заходов.
Резьбы в зависимости от выполняемой работы бывают передающие движение и крепежные. Первые предназначены для преобразования вращательного движения в поступательное, которое часто применяют в механизмах перемещения, в зажимных устройствах и т. д. Обычно такие резьбы имеют прямоугольный или трапецеидальный профиль. Когда направление действия осевого усилия не зависит от направления вращения гайки или винта, применяют упорную резьбу. Резьбы треугольного профиля используют на крепежных деталях.
Применяют три системы резьбы: метрическую, дюймовую и трубную; кроме того, имеются также резьбы: прямоугольная, трапецеидальная, упорная, круглая и коническая резьба Бриггса по ГОСТ 6111-52.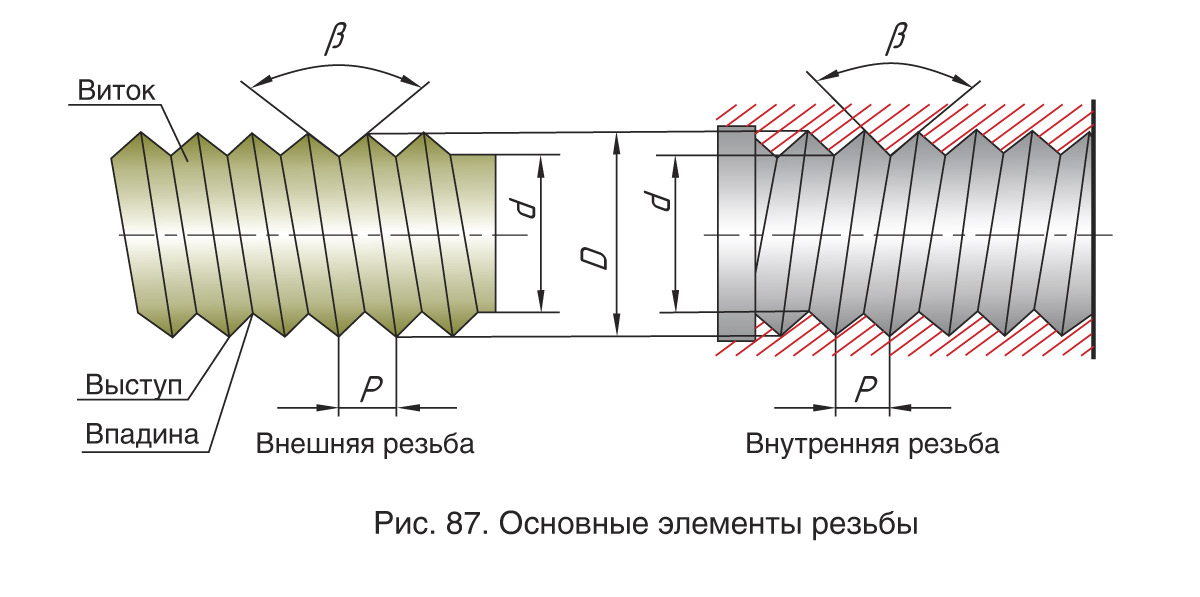
Профиль метрической резьбы (рис. 3, а) имеет вид треугольника с углом при вершине α=60°. Существует шесть видов метрической резьбы с различными величинами шага — основная (М10, М20 и т. д.) и мелкие от 1-й до 5-й включительно (М24х1,5; М30х2 и т.д.). Метрические резьбы в основном применяют для крепежных деталей: шпилек, винтов, болтов, гаек и др.
Профиль прямоугольной и трапецеидальной резьбы (рис. 3; б, в) по ГОСТ 9484-81 применяют для передачи движения, например, в ходовых винтах и винтах суппортов металлорежущих станков, домкратах и т.п.
Профиль упорной резьбы (рис. 3, г) используют для механизмов, работающих под большим давлением, действующим в одном направлении, например, в гидравлических и механических прессах. Профиль упорной резьбы регламентирован стандартами: профиль резьбы упорной с углом профиля α=30° по ГОСТ 10177-82 и профиль резьбы упорной с углом профиля α=45° по ГОСТ 13535-87. Рабочий угол профиля, совпадающий с диаметром резьбы, принят равным 3° из технологических соображений для нарезания резьбы.
Рабочий угол профиля, совпадающий с диаметром резьбы, принят равным 3° из технологических соображений для нарезания резьбы.
Профиль трубной цилиндрической резьбы имеет вид треугольника с углом α=55°, который при вершине имеет закругление. Каждому размеру резьбы в дюймах соответствует определенное число ниток резьбы на 1″ (не менее 11). За диаметр трубной резьбы условно принимают условный диаметр отверстия трубы. Трубная резьба, с зазором в пределах допуска под уплотнитель, предназначена для различных трубных соединений, арматуры трубопроводов и фитингов.
Профиль резьбы трубной конической с углом профиля 55° по ГОСТ 6211-81 соответствует закругленному профилю трубной цилиндрической резьбы.
Профиль резьбы трубной конической с углом профиля 60° по ГОСТ 6111-52 имеет остроконечный профиль.
Сбеги, недорезы, проточки и фаски. При нарезании резьбы на детали образуются участки с резьбой неполного профиля (с неполной глубиной резьбы), которые необходимо учитывать при определении рабочей длины резьбы (рис.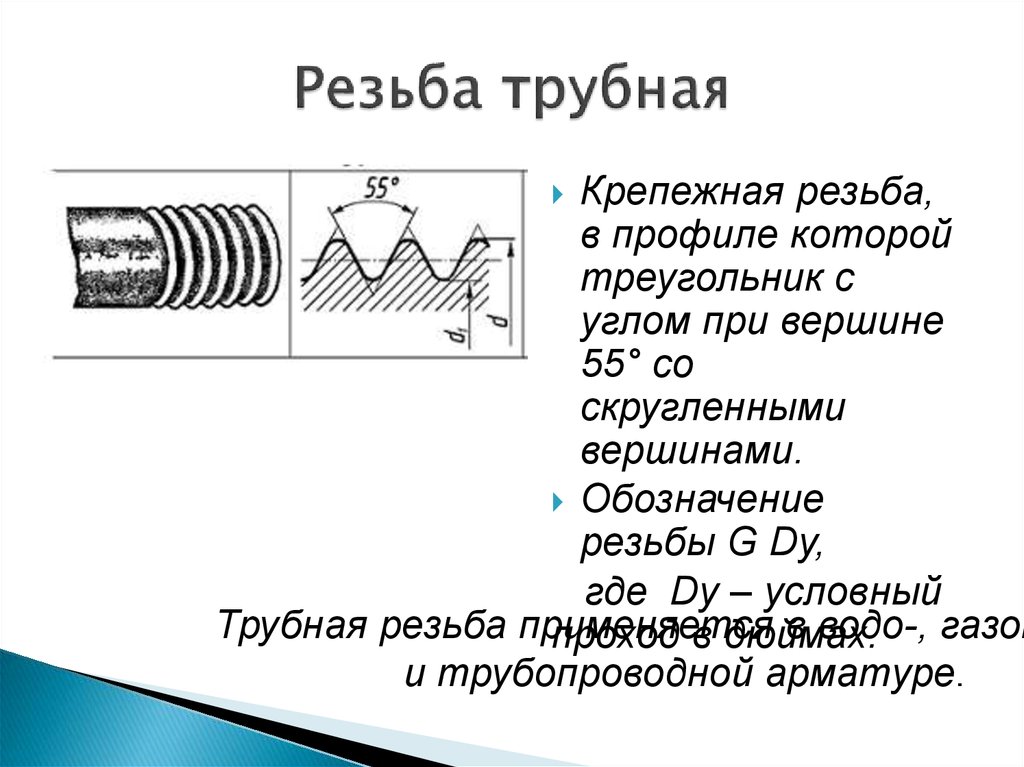 4).
4).
Рис. 4. Элементы резьбы: x – сбег; а – недорез; с – фаска; f1 – проточка
Если необходимо дать выход инструменту при нарезании резьбы, то предусматривают на нарезаемой поверхности канавку (проточку).
Сбег резьбы – длина поверхности вдоль оси стержня или отверстия с неполным профилем резьбы, образуемой заходной режущей кромкой инструмента.
Недорез резьбы – длина поверхности вдоль оси стержня или отверстия с учетом неполного профиля резьбы, образуемого заходной режущей кромкой инструмента, когда инструмент упирается в торцовую поверхность.
Проточка – углубление на поверхности стержня или отверстия, которое исключает сбег или недорез резьбы.
Фаска – переходная поверхность от торцовой поверхности к цилиндрической, которая служит для захода инструмента при нарезании резьбы и защитой заходных витков резьбы.
Длина свинчивания – сопрягаемая длина вдоль оси контакта резьбы болта и гайки. Для стандартной резьбы нормальной длиной свинчивания является высота стандартной гайки – 0,8d.
Для стандартной резьбы нормальной длиной свинчивания является высота стандартной гайки – 0,8d.
Величину сбегов, недорезов, проточек и фасок для соединений с наружной и внутренней метрической резьбой определяют по табл. 1 и 2.
Таблица 1. Сбеги, недорезы, проточки и фаски для наружной метрической резьбы, мм (зависимости эмпирические)
| Сбег | Проточки | Фаска | |||||||||
| Шаг резьбы, Р | b | d2 | R | r | с | ||||||
| при α | тип I и II | тип III | тип I и II | тип III | при сопряжении с внутренней резьбой с проточкой типа | ||||||
| 25° | 45° | проточка | |||||||||
| не более | Н | У | |||||||||
| I и II | III | ||||||||||
| 0,2 | 0,5 | 0,2 | — | — | — | — | — | — | — | 0,2 | — |
| 0,25 | |||||||||||
| 0,3 | |||||||||||
| 0,35 | 0,3 | 1 | d-0. 5 5 | 0,3 | 0,3 | ||||||
| 0.4 | d-0,6 | ||||||||||
| 0,45 | 1 | d-0,7 | |||||||||
| 0,5 | 0.4 | 0,8 | d-0.8 | 0.5 | |||||||
| 0,6 | d-0,9 | ||||||||||
| 0,7 | 0,5 | 1,5 | 1 | d-1 | 0,5 | ||||||
| 0,75 | 1,5 | d-1,2 | |||||||||
| 0,8 | 0,6 | 0.7 | |||||||||
| 1 | 0,7 | 2 | 1,5 | 2,1 | d-1,5 | 1 | 1 | ||||
| 1,25 | 2 | 0,9 | 1,8 | 2.3 | d-1,8 | I | |||||
| 1,5 | 2.5 | 1,2 | 3 | 2,5 | 3,7 | d-2,2 | 1 | 2 | 0,5 | 2 | |
| 1,75 | 1,5 | 4 | 4,5 | d-2,5 | 2,5 | 1,5 | 2. 5 5 | ||||
| 2 | 3,0 | 3,5 | 4,8 | d-3 | |||||||
| 2.5 | 4 | 5 | 6,8 | d-3,6 | 1,5 | 4 | 2 | 4 | |||
| 3 | 4,5 | 2 | 6 | 4,5 | 7,5 | d-4,5 | 1 | ||||
| 3,5 | 5,5 | 2,5 | 8 | 9,6 | d-5,2 | 2 | 5,5 | 2.5 | 5,5 | ||
| 4 | 6 | 5.5 | 10,3 | d-6 | 3 | ||||||
| 4,5 | 7 | 3 | 10 | 6 | 12.3 | d-6,8 | 3 | 7 | 7 | ||
| 5 | 7,5 | 3,5 | 6,5 | 12.9 | d-7,5 | 3,5 | |||||
| 5,5 | 8,5 | 7,5 | 13,9 | d-8,2 | 7,5 | 4 | 7,5 | ||||
| 6 | 9 | 4 | 8 | 15,5 | d-9 | 8,5 | 8,5 | ||||
Примечание. Н – нормальная; У – узкая. Н – нормальная; У – узкая. | |||||||||||
Таблица 2. Сбеги, проточки, недорезы и фаски для внутренней метрической резьбы (зависимости эмпирические)
| Сбег | Проточки | Фаска | ||||||||
| шаг резьбы, Р | 1, не более | b1 | d3 | R1 | r1 | С1 | ||||
| тип I и II | тип III | тип I и II | тип III | При сопряжении с внутренней резьбой с проточкой типа | ||||||
| проточка | ||||||||||
| Н | У | I и II | III | |||||||
| 0,2 | 1 | — | — | — | — | — | — | — | 0,2 | — |
| 0,25 | ||||||||||
| 0,3 | ||||||||||
0. 35 35 | 1* | d+0,2 | 0,3 | 0,3 | ||||||
| 0,4 | — | — | — | |||||||
| 0,45 | ||||||||||
| 0,5 | 1* | 0,8* | d+0,2 | 0,3 | 0,5 | |||||
| 0,6 | 1,2 | — | — | — | — | |||||
| 0,7 | 1,4 | |||||||||
| 0,75 | 1,5 | 1,5* | 1* | d+0,2 | 0,5 | |||||
| 0,8 | 1,6 | — | — | — | — | 0,7 | ||||
| 1 | 2 | 2 | 1,5 | 2,1 | d+0,2 | 0,5 | 1 | 1 | ||
| 1,25 | 2,5 | 3 | 1,8 | 2,3 | 1 | 0,5 | 1 | |||
| 1,5 | 3 | 2,5 | 3,7 | d+0,3 | 2 | 2 | ||||
| 1,75 | 3,5 | 4 | 4,5 | 2,5 | 1,5 | 2. 5 5 | ||||
| 2 | 4 | 5 | 3,5 | 4,8 | d+0,4 | 1,5 | ||||
| 2.5 | 5 | 6 | 6,8 | 4 | 1 | 2 | 4 | |||
| 3 | 6 | 4,5 | 7,5 | d+0,6 | ||||||
| 3,5 | 7 | 8 | 9,6 | 2 | 5,5 | 2,5 | 5,5 | |||
| 4 | 8 | 5,5 | 10,3 | d+0,8 | 3 | |||||
| 4,5 | 9 | 10 | 6 | 12,3 | 3 | 7 | 7 | |||
| 5 | 10 | 6,5 | 12,9 | 1,5 | 3,5 | |||||
| 5,5 | — | 12 | 7,5 | 13,9 | d+l | 7,5 | 4 | 7,5 | ||
| 6 | 8 | 15,5 | 8,5 | 8,5 | ||||||
Примечание.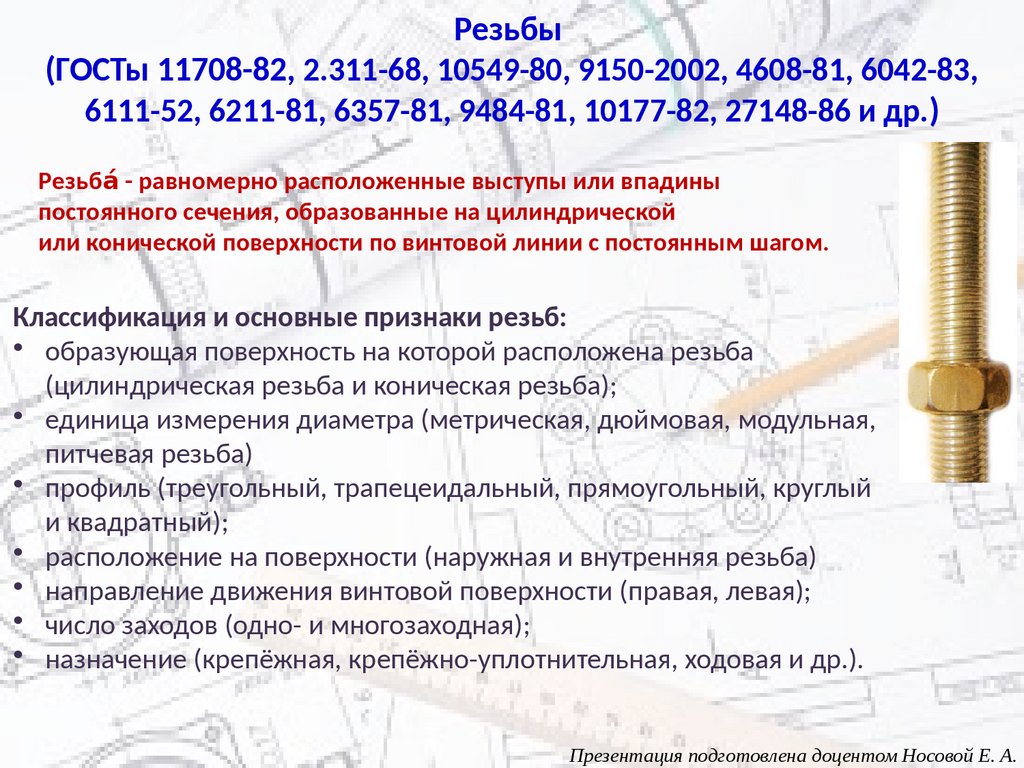 * Ширина проточек дана для диаметров 6 мм и более. Н – нормальная; У – узкая * Ширина проточек дана для диаметров 6 мм и более. Н – нормальная; У – узкая | ||||||||||
Просмотров: 5 148
Левая резьба
| ||||||||||||||||||||||||||||||||||||||||||||||||||
 Любой, кто знает, какой конец молотка использовать, вероятно, использовал эту небольшую песенку, чтобы помочь им вспомнить, в какую сторону поворачивать гаечный ключ или отвертку. Это применимо почти во всех ситуациях, когда используется резьбовое крепление. До тех пор, пока вы не сядете на парусную лодку.
Любой, кто знает, какой конец молотка использовать, вероятно, использовал эту небольшую песенку, чтобы помочь им вспомнить, в какую сторону поворачивать гаечный ключ или отвертку. Это применимо почти во всех ситуациях, когда используется резьбовое крепление. До тех пор, пока вы не сядете на парусную лодку.  Совсем недавно европейские строители отказались от метрической грубой резьбы и теперь используют те же талрепы, что и строители США. Это также может сбивать с толку, поскольку они все еще используют проволоку метрического размера с талрепами британского размера.
Совсем недавно европейские строители отказались от метрической грубой резьбы и теперь используют те же талрепы, что и строители США. Это также может сбивать с толку, поскольку они все еще используют проволоку метрического размера с талрепами британского размера. У некоторых улиток есть левосторонние раковины, но лишь у очень немногих видов есть образцы того и другого.
У некоторых улиток есть левосторонние раковины, но лишь у очень немногих видов есть образцы того и другого. Обязательно указывайте направление нитей при заказе новой оснастки или страховочных тросов. Если у вас есть вопросы или вам нужна помощь в определении некоторых тем, сообщите нам об этом!
Обязательно указывайте направление нитей при заказе новой оснастки или страховочных тросов. Если у вас есть вопросы или вам нужна помощь в определении некоторых тем, сообщите нам об этом!Как определить рукоятку болта?
спросил
Изменено 9 лет, 5 месяцев назад
Просмотрено 7к раз
У меня есть кустарная газонокосилка (с двигателем Honda), и я пытаюсь снять лезвие газонокосилки, чтобы заточить его. Кажется, это действительно тесно. Мне интересно, не поворачиваю ли я болт в неправильном направлении. У кого-нибудь есть хитрость, чтобы определить, является ли это «нормальным» болтом или болтом с обратной резьбой?
Крутящий момент на болте максимальный, когда лезвие зацеплено. Будьте осторожны, думая об этом, поскольку по мере того, как лезвие зацепляется и ускоряется, само лезвие – из-за ускорения (или сопротивления этому ускорению со стороны самого лезвия) – хочет «скользить» в противоположном направлении. Это «направление скольжения» должно быть направлением затягивания болта. Затем ослабьте болт в том же направлении, в котором вращается лезвие.
Будьте осторожны, думая об этом, поскольку по мере того, как лезвие зацепляется и ускоряется, само лезвие – из-за ускорения (или сопротивления этому ускорению со стороны самого лезвия) – хочет «скользить» в противоположном направлении. Это «направление скольжения» должно быть направлением затягивания болта. Затем ослабьте болт в том же направлении, в котором вращается лезвие.
4
Если вы видите резьбу на болте, обратите внимание на то, чтобы она поднималась от гайки в направлении ослабления болта. Чтобы использовать фотоискусство с веб-камеры, посмотрите на болт сбоку с гайкой внизу:
… вы должны повернуть эту гайку вправо, чтобы открутить ее.
Для чего-то вроде газонокосилки, где вы подвергаетесь воздействию большого количества грязи и влаги, я бы нанес на резьбу немного WD-40, чтобы разрушить ржавчину. Дайте ему впитаться на некоторое время.
А для многих устройств с быстро вращающимся лезвием нередко бывает перевернутая резьба, так что движение лезвия затягивает гайку, а не медленно ее ослабляет. Это не значит, что у вас наоборот, просто это возможно и не будет чем-то необычным.
Это не значит, что у вас наоборот, просто это возможно и не будет чем-то необычным.
Стандартный подход — попытаться ослабить в стандартном направлении (против часовой стрелки). Если это не сработает и есть основания полагать, что резьба может быть обратной, попробуйте другое направление. Я бы обильно побрызгал резьбу и пропитал ее WD-40, прежде чем делать что-то еще.
Если есть сомнения, потому что он упорно застрял:
Обычно гайка ножа газонокосилки открыта. Если шпилька застревает в гайке или на гайке оголяется резьба, внимательно посмотрите, чтобы определить фактическое направление ослабления. Например, это обычное ослабление против часовой стрелки (видите, как резьба сзади слева выше, чем сзади справа?):
Если шпилька болта и гайка выровнены таким образом, что не остается открытой резьбы, самый простой метод — просто поэтапно применять более агрессивные действия. Увеличьте пробную силу примерно на 33% сначала в одном направлении, а затем в другом.