Напряжение холостого хода сварочного инвертора: Что такое напряжение холостого хода сварочного инвертора и что от него зависит? | Часто задаваемые вопросы
alexxlab | 20.06.1989 | 0 | Разное
Как напряжение хх влияет на качество шва? – Страница 2 – Ручная дуговая сварка — ММA
#21 слива
Отправлено 02 February 2014 17:59
Точно могу сказать, УОНИ хоршо зажигаются,и повторно поджигаются на аппаратах с высоким напряжением хх (80в).
morgmail и причем тут твоя реплика- молитва помогает? А если и помогает то что будет?
Это ВЫ зря,бывает не идет,и все,помогает,и твою мать помогает.
- Наверх
- Вставить ник
#22 Nub
Отправлено 02 February 2014 18:24
Точно могу сказать, УОНИ хоршо зажигаются,и повторно поджигаются на аппаратах с высоким напряжением хх (80в).
Это следствие недорогого аппарата у которого ток в паузах может падать до нуля (режим прерывистого тока силовой части инвертора), тогда вступает в силу напряжение холостого как и у обычного выпрямителя.
- Наверх
- Вставить ник
#23 слива
Отправлено 02 February 2014 18:43
Это следствие недорогого аппарата у которого ток в паузах может падать до нуля (режим прерывистого тока силовой части инвертора), тогда вступает в силу напряжение холостого как и у обычного выпрямителя.
Согласен,я по факту (и про вд тоже).
А дорогие аппараты хазяина покупать не хочет.
- Наверх
- Вставить ник
#24 Александр Козлов
Отправлено 02 February 2014 19:33
Ответственная работа -длительная работа (ПВ аппарата на необходимом для выполнения задачи токе должно быть 100%), иначе в самый неподходящий момент аппарат может уйти в защиту. Чем выше напр.ХХ- тем лучше поджиг . Сомневаюсь про качество шва и глубину проплавления. Не зря на пачке ответственный производитель указывает напр.ХХ минимальное для работы с данными электродами. Так например если на пачке ХХ 75V , то шов сваренный аппаратом с ХХ что 75V что 80V будет одинаковым. Отличаться будет шов сваренный аппаратом с ХХ менее 75V(брызги и т.д). Как то так.
Чем выше напр.ХХ- тем лучше поджиг . Сомневаюсь про качество шва и глубину проплавления. Не зря на пачке ответственный производитель указывает напр.ХХ минимальное для работы с данными электродами. Так например если на пачке ХХ 75V , то шов сваренный аппаратом с ХХ что 75V что 80V будет одинаковым. Отличаться будет шов сваренный аппаратом с ХХ менее 75V(брызги и т.д). Как то так.
- Наверх
- Вставить ник
#25 serg1974
Отправлено 02 February 2014 20:28
от напряжения хх зависит легкость зажигания дуги
- Наверх
- Вставить ник
#26 Nub
Отправлено 02 February 2014 21:29
Не зря на пачке ответственный производитель указывает напр.ХХ минимальное для работы с данными электродами.
Не зря конечно, но ГОСТ по которому они маркируются 70 лохматых годов когда слаще трехфазного выпрямителя был только сварочный генератор. Термина сварочный инвертор тогда даже не было. ИМХО желательно брать аппарат с напряжением холостого повыше, так как будет некоторая страховка от убогой системы управления не способной обеспечить динамику напряжения необходимую для работы электродами с основным покрытием, если точно известно, что алгоритм управление хороший напряжение холостого неважно. Особый случай сварка сосудов внутри или работа во влажной среде, там аппарат должен быт с отсекателем напряжения и тогда напряжение холостого хода вообше не приделах.
Сообщение отредактировал Nub: 02 February 2014 21:30
- Наверх
- Вставить ник
#27 Рудольф Шнапс
Отправлено 02 February 2014 21:45
После зажигания сварочной дуги ванна забывает о напряжении холостого хода, дальше работает только вольт-амперная характеристика в области сварочного тока и напряжения дуги. И ничего другого быть не может. По этой причине напряжение холостого хода просто не может влиять на качество сварочного шва. У моего аппарата напряжение ХХ всего 50В, зато УОНИ поджигает гораздо лучше Ресанты, у которой этот параметр 80В. И при поджиге рутиловых электродов по умеренной ржавчине проблем не возникает. А чтоб УОНИ зажигались хорошо, надо уметь их поджигать чирком, а не тычком, и зачищать место сварки до чистого металла, как того требует сварочная наука. И никаких домомучений.
И ничего другого быть не может. По этой причине напряжение холостого хода просто не может влиять на качество сварочного шва. У моего аппарата напряжение ХХ всего 50В, зато УОНИ поджигает гораздо лучше Ресанты, у которой этот параметр 80В. И при поджиге рутиловых электродов по умеренной ржавчине проблем не возникает. А чтоб УОНИ зажигались хорошо, надо уметь их поджигать чирком, а не тычком, и зачищать место сварки до чистого металла, как того требует сварочная наука. И никаких домомучений.
- Наверх
- Вставить ник
#28 chegevarik
Отправлено 02 February 2014 21:56
После зажигания сварочной дуги ванна забывает о напряжении холостого хода, дальше работает только вольт-амперная характеристика в области сварочного тока и напряжения дуги.
И ничего другого быть не может. По этой причине напряжение холостого хода просто не может влиять на качество сварочного шва. У моего аппарата напряжение ХХ всего 50В, зато УОНИ поджигает гораздо лучше Ресанты, у которой этот параметр 80В. И при поджиге рутиловых электродов по умеренной ржавчине проблем не возникает. А чтоб УОНИ зажигались хорошо, надо уметь их поджигать чирком, а не тычком, и зачищать место сварки до чистого металла, как того требует сварочная наука. И никаких домомучений.

Но ведь косяки как раз чаще и бывают в начале и в конце шва )))
- Наверх
- Вставить ник
#29 Рудольф Шнапс
Отправлено 02 February 2014 21:59
chegevarik
, а для этого и придуманы технологические пластины, на которых сварщик начинает шов и его заканчивает. Обычно это стартовые поры и непровар в начале шва и кратер в конце шва.
Обычно это стартовые поры и непровар в начале шва и кратер в конце шва.Применение технологических планок решает обе эти проблемы.
Чтоб не было проблем с нечётким зажиганием дуги, нужно зачищать металл и использовать хорошие электроды. От начального непровара напряжение холостого хода не спасает, это удел горячего старта, который на профессиональных аппаратах часто регулируемый.
Сообщение отредактировал Рудольф Шнапс: 02 February 2014 22:03
- Наверх
- Вставить ник
#30 chegevarik
Отправлено 02 February 2014 22:00
chegevarik, а для этого и придуманы технологические пластины, на которых сварщик начинает шов и его заканчивает.

Не всегда есть возможность их применить )))
- Наверх
- Вставить ник
#31 Рудольф Шнапс
Отправлено 02 February 2014 22:06
chegevarik, тогда учитесь варить. У меня не получается на толстом металле сделать качественное начало шва. Это удел крутых дядек.
- Наверх
- Вставить ник
#32 chegevarik
Отправлено 02 February 2014 22:09
chegevarik, а для этого и придуманы технологические пластины, на которых сварщик начинает шов и его заканчивает.
Обычно это стартовые поры и непровар в начале шва и кратер в конце шва.
Применение технологических планок решает обе эти проблемы.
Чтоб не было проблем с нечётким зажиганием дуги, нужно зачищать металл и использовать хорошие электроды. От начального непровара напряжение холостого хода не спасает, это удел горячего старта, который на профессиональных аппаратах часто регулируемый.
горячий старт это не форсаж дуги случайно ?
chegevarik, тогда учитесь варить. У меня не получается на толстом металле сделать качественное начало шва. Это удел крутых дядек.
Я думаю все на этом форуме присутствующие к этому и стремятся ))) Иначе зачем тогда он создавался ?
- Наверх
- Вставить ник
#33 Рудольф Шнапс
Отправлено 02 February 2014 22:21
chegevarik, вы задаёте столь избитые вопросы, что. ..
..
Горячий старт- это кратковременное увеличение сварочного тока в момент розжига сварочной дуги. Для более уверенного прогрева металла инверторный аппарат накидывает ток, а потом уменьшает его до рабочего значения, которое сварщик выставляет крутилочкой.
Форсаж дуги проявляется в процессе работы. Напряжение в дуге линейно зависит от её длины (с высокой точностью в пределах реалистичной картины). При уменьшении длины дуги напряжение падает, следовательно, уменьшается тепловлажение в зону сварки. Так вот чтоб не произошло угасание сварочной дуги, аппарат увеличивает силу тока.
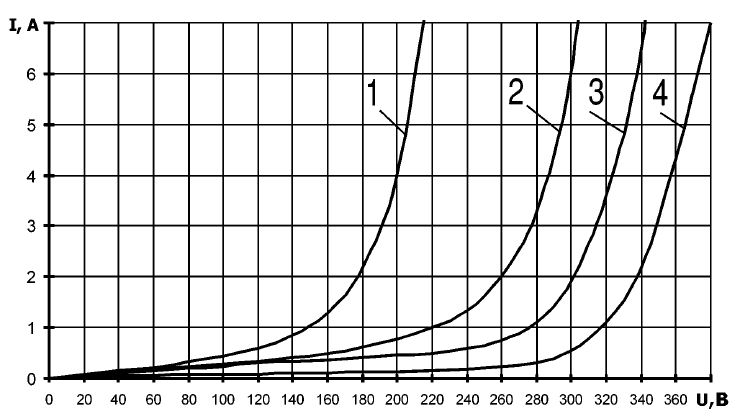
На картинке показана ВАХ Форсажа-161 (взял на сайте ГРПЗ). Стрелочками показаны точки, когда включается форсаж дуги. Из графика видно, что форсаж включается при падении напряжения в дуге до примерно 10В, хотя рабочее напряжение больше 20В.
Прикрепленные изображения
- Наверх
- Вставить ник
#34 chegevarik
Отправлено 02 February 2014 22:33
chegevarik, вы задаёте столь избитые вопросы, что.
..
Для вас они избитые , а для меня полезная информация . Спасибо за ответы.
- Наверх
- Вставить ник
#35 Рудольф Шнапс
Отправлено 02 February 2014 22:37
chegevarik, мне ответить не сложно, просто даже на этом форуме это уже столько раз обсасывалось… В любом случае рад помочь.
- Наверх
- Вставить ник
#36 morgmail
Отправлено 02 February 2014 23:33
вроде ни кому не *тыкал*!!
да ты забыл ещё указать что есть электроды
Вот ещё один бескультурный тип.
причем тут твоя реплика- молитва помогает?
При том, что ХХ не влияет на качество шва.
Более высокое напряжение означает более простой поджиг дуги и большую стабильность ее горения. Данную характеристику стоит учитывать при подборе электродов – разные типы требуют разного напряжения. Так устроит ? )))
Нет, не устроит. Что бы доказать обратное, мне пришлось видео снимать, ХХ-65В, дросселя нет, разные марки УОНИ и забугорный аналог я жёг в отрыв, читайте пост №20.
Nub, есть люди, которым бессмысленно доказывать что-то, ну верят они в ХХ, верят, что хотстарт и форсаж это одно и тоже, верят, что на прямой полярности провар лучше и т.д.
- Наверх
- Вставить ник
#37 Урий
Отправлено 03 February 2014 00:24
Вот ещё один бескультурный тип.
При том, что ХХ не влияет на качество шва.
написано вроде слово способствует, хотя и повлиять тоже может. По поводу типов – на грубость нарываешься? Нарвешься!
- Наверх
- Вставить ник
#38 morgmail
Отправлено 03 February 2014 00:31
Ахаха.
Сообщение отредактировал morgmail: 03 February 2014 00:35
- Наверх
- Вставить ник
#39 LamoBOT
Отправлено 03 February 2014 11:44
Напряжение хх на качество шва влиять не может, т. к. при горении дуги напряжения хх нет.
к. при горении дуги напряжения хх нет.
книги по сварке: http://rutracker.org…c.php?t=2616333
- Наверх
- Вставить ник
#40 Урий
Отправлено 03 February 2014 12:52
Качество шва – это качество шва, оно должно быть (хоть какими аппаратами варите а требования к шву не меняются) Хход -это тоже другое понятие. Разница между аппаратами в 30вольт (в холостом ходу) существенно ощутима. Варил хх 55в по прибору и хх-95в по прибору. На слух это как гаркнуть (55в) и приятно сказать на ушко (95в), или резать яблоко острым тонким ножем (95 в)и тупым топором (55в). Предпочтение в большую сторону ххода. Это если объяснить простым языком. Как-то так.
Сообщение отредактировал Урий: 03 February 2014 13:40
- Наверх
- Вставить ник
Напряжение холостого хода сварочного инвертора что это
- Автор: Sereg985
- Прокоментировать
- Рубрика: Строительство
- Ссылка на пост
- https://firmmy.
 ru/
ru/
Содержание
- 1 Вопрос:
- 2 Ответ:
- 3 Завышение токовых характеристик
- 4 Дополнительные функции
- 5 Напряжение холостого хода
- 6 Вы можете посмотреть данную статью на видео:
Можно провести испытание сварочного инвертора на что он способен. Берем самый доступный сварочный инвертор TIG. Приведу пример аппарата на фото там IN 256T/ IN 316T.
Если посмотреть таблицу там указано где находится холостой ход в виде индикации. На таких аппаратах холостой ход запрограммирован компьютером. Когда вы выбираете нужный режим автоматически выставляется холостой ток. Его можно проверить обычным вольтметром именно на концах силовых проводов в включенном состоянии. То есть на держаке и крокодиле. Падение напряжения не должно отклонятся, при зажигании дуги и сварки, более чем на пять вольт.
К примеру ели китайский бюджетник там вы вообще не найдете информации о холостом ходе. Плюс еще Амперы завышены по показателям. На самом деле некоторые даже электроды уони 13/55 не потянут.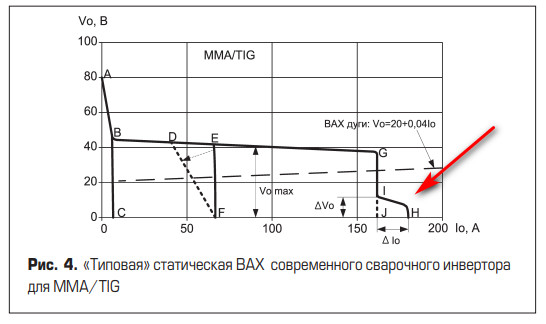 А все почему? Этим электродом нужен холостой ток 70 вольт при 80 амперах. А такие сварочные аппараты устроены таким образом что при увеличении силы тока возрастает и напряжение. Другими словами при самом большом токе выдадут они вам 90 вольт. Напряжением еще до вторичной обмотки управляет блок, который преобразует высокое напряжение в первичной обмотки. Потом под воздействием электромагнитной силы передается на вторичную обмотку. Напряжение снятое с нее переходит дальше. Если на входе первичной обмотки мало напряжение то и на выходе будет низкое.
А все почему? Этим электродом нужен холостой ток 70 вольт при 80 амперах. А такие сварочные аппараты устроены таким образом что при увеличении силы тока возрастает и напряжение. Другими словами при самом большом токе выдадут они вам 90 вольт. Напряжением еще до вторичной обмотки управляет блок, который преобразует высокое напряжение в первичной обмотки. Потом под воздействием электромагнитной силы передается на вторичную обмотку. Напряжение снятое с нее переходит дальше. Если на входе первичной обмотки мало напряжение то и на выходе будет низкое.
Рассмотрим примитивный ВД-306М У3. На малых токах 70-190 А напряжение 95 вольт плюс минус 3 вольта. На больших токах 135-325 А холостой ток 65 вольт плюс минус 3 вольта. При этом он стабилен во всех диапазонах силы тока. Как рукоятку не крути и меняй амперы сколько душе угодно холостой холостой ход не убавится.
Я к чему это веду если сварочный инвертор плохо варит на малых токах у вас причина в блоке управления описанная выше. Как некоторые говорят ставьте дополнительный дроссель или на выходе балластник. Силу тока выкручиваем на полную и регулируем уже на балласте. Лишние амперы возьмет на себя а холостой ход останется не измененным.
Как некоторые говорят ставьте дополнительный дроссель или на выходе балластник. Силу тока выкручиваем на полную и регулируем уже на балласте. Лишние амперы возьмет на себя а холостой ход останется не измененным.
Сами ради интереса проверьте свой сварочный аппарат. Киньте щупы от вольтметра на силовые кабеля и попробуйте варить. Увидите как падает напряжение. Сам лично варил в домашней сети инвертором интерскол 250А электродами 3мм УОНИ 13/45 с обратной полярностью. Как только не крутил амперы так толком и не смог их разжечь, зато МР-3 горят будь здоров от первого прикосновения.
Читайте в паспорте при покупке оборудования сколько холостого тока выдает аппарат и на каких токах. Если это не профессиональное оборудование холостой ход вы ни как не отрегулируете. Если не метод описанный выше. На самом корпусе агрегата вы навряд ли найдете такую информацию. Производители обычно ее скрывают громкими названиями и силой тока.
Вопрос:
Ответ:
Среди характеристик сварочных инверторов есть несколько важных показателей. Это напряжение питающей электросети (220 или 380 Вольт), диапазон выдаваемого тока (от 10 до 600 Ампер), имеющиеся функции, вес и габариты аппарата, а также напряжение холостого хода.
Это напряжение питающей электросети (220 или 380 Вольт), диапазон выдаваемого тока (от 10 до 600 Ампер), имеющиеся функции, вес и габариты аппарата, а также напряжение холостого хода.
Эта характеристика показывает нам, с каким напряжением ток выходит на электрод после того, как пройдет все стадии преобразования после электросети. Напомним, что из электросети по питающему кабелю ток поступает на первый преобразователь, оттуда он выходит уже постоянным и идет на фильтр, а затем на второй преобразователь. В итоге мы снова получаем переменный ток с частотой не 50 Гц, а 20-50 кГц. Затем следует понижение входного напряжения с одновременным повышением силы тока. В итоге мы получаем выходное напряжение 55-90 Вольт и силу, которую можно регулировать в заданном для каждой конкретной модели диапазоне.
Вот это выходное напряжение и является напряжением холостого хода. От него зависит два момента:
• Безопасность инструмента для владельца;
• Легкость поджигания сварочной дуги.
Чем выше будет напряжение холостого хода, тем легче будет зажечь сварочную дугу инвертора. Казалось бы, стоит тогда покупать инверторные аппараты с высоким показателем напряжения холостого хода. Но высокое напряжение достаточно опасно для человека в случае соприкосновения, поэтому его далеко не всегда делают высоким. Если же вы все-таки хотите, чтобы зажигать дугу было легко, то стоит выбрать сварочный инвертор с высоким напряжением, но с дополнительно установленной функцией защиты, которая автоматически снижает напряжение до безопасного для человека уровня в том случае, если существует риск для пользователя, а затем возвращает уровень назад.
Если Вы ещё не выбрали сварочный инвертор, то среди бытовых моделей обратите внимание на сварочные аппараты Аврора и инверторы Blueweld, из полупрофессиональных моделей можно порекомендовать сварочные аппараты Foxweld и ММА-оборудование Сварог, «профессионалы» хороши из сварочных аппаратов Kemppi и ММА-инверторов EWM. Это оборудование есть у нас на сайте в каталоге и его можно приобрести с доставкой в любой уголок России.
Приходя в магазин или заглядывая на интернет-порталы, покупатель в первую очередь смотрит на ценник представленного оборудования, естественно ищется вариант, который был бы оптимален по соотношению стоимости и качества.
В то же время, цена не всегда является объективным критерием выбора. Именно в низшей ценовой категории лежит огромный пласт некачественного товара. В этой статье мы поговорим о технологиях, которые применяются для обмана покупателя.
Начнём с самого простого:
Завышение токовых характеристикЧасто цифры, указанные на аппаратах, в инструкциях или на коробках оборудования не имеют к реальности никакого отношения. Бывает, что обещанные и реальные значения сварочного тока расходятся на 20 а то и 50%. К примеру, вместо заявленных 200А – аппарат выдаёт только 125.
Выбирая сварочный аппарат, покупатель смотрит на верхний предел сварочного тока и сравнивает цену с конкурентами, исходя из их технических характеристик. Как вы понимаете, стоимость аппаратов на 120 и 200А – значительно отличается в пользу первого, а заплатить за него вам предлагают, как за гораздо более мощное устройство.
Профессионал никогда не покупает сварочный аппарат с теми токовыми характеристиками, которые ему нужны, т.е. если специалисту в области сварки нужен 180А источник тока, то в магазине он остановит свой выбор на 200 — 250А инверторе. Такой выбор, с одной стороны защищает покупателя от занижения характеристик, с другой — позволяет иметь запас мощности.
Производитель, зная об этой особенности выбора, периодически завышает токовые характеристики. В итоге, запас мощности, который покупатель рассчитывает получить — оказывается нулевым, зато аппарат на якобы «200А» стоит чуть дороже 180А аналога.
Ещё одна уловка маркетологов – присвоение названия аппарату с цифровым кодом, который намекает на сварочный ток, однако отношения к нему не имеет. Возьмём, к примеру, воображаемый аппарат «Дуб 250», (надеюсь такого нет), или даже «Дуб 250А» — название как бы намекает нам, что аппарат должен обладать током в 250 А, в то время, как в инструкции к инвертору обозначены 160А, но кто же читает эти бумажки? Так что, меньше внимания надписям на корпусе – больше времени изучению аппаратов.
Устраивая чехарду с характеристиками продавцы рассчитывают на поверхностные знания покупателя. Рядовой любитель сварки не сможет проверить характеристики инструмента, который планирует приобрести.
К сожалению, наши люди больше доверяет рекламе или «цифровому табло», которое частенько не имеет ничего общего с реальным током. Вот наглядное доказательство: в одном из наших видео посвящённых сравнению сварочных аппаратов мы тестировали инвертор ELAND:
При подключении аппарата к стенду статической нагрузки выяснилось, что показания амперметра на нашем аппарате и цифрового табло ELAND — расходятся на 50А(!). Многие производители устанавливают на своё оборудование не измерительные приборы, а индикаторы, которые показывают значения в зависимости от положения ручки настройки. Т.е. цифры на табло не являются показаниями амперметра — это просто цифры.
Дополнительные функции
Поводом для обмана могут быть дополнительные функции аппарата. Antistick, Hot Start, Arc Force, функция снижения напряжения VRD – они стали джентельменским набором, который заявляется почти на всех современных инверторах. Продавцы опасаются, что отсутствие какой-либо из указанных функций, может оттолкнуть покупателя, и поэтому пишут, что инвертор оснащён всем набором опций вне зависимости от того присутствуют они на аппарате или их нет.
Продавцы опасаются, что отсутствие какой-либо из указанных функций, может оттолкнуть покупателя, и поэтому пишут, что инвертор оснащён всем набором опций вне зависимости от того присутствуют они на аппарате или их нет.
В свою очередь многие покупатели не очень представляют, что такое, например, Горячий старт, или что скрывается за аббревиатурой VRD. Наш небольшой ликбез по ссылкам. Жмите – не стесняйтесь:
Самый распространённый вариант обмана, как вы поняли – отсутствие заявленных функций на инверторе.
Проверить их наличие, кроме Антистика и VRD, можно только в условиях лаборатории. Антизалипание проверяется продолжительным контактом электрода и свариваемой детали. При наличии данной функции, электрод не должен раскаляться докрасна: после небольшого периода нагрева – аппарат, при наличии функции Антистик, должен сбросить значение сварочного тока до минимума, и сохранить электрод пригодным к дальнейшей работе.
Наличие VRD – проверяется вольтметром, подключенным к байонетам аппарата. Значение напряжения холостого хода при включенной VRD не должно превышать безопасные для сварщика параметры: 12-18-24 Вольт, в зависимости от значений, заявленных производителем. Наличие VRD проверяется вольтметром, подключенным к байонетам аппарата.
Значение напряжения холостого хода при включенной VRD не должно превышать безопасные для сварщика параметры: 12-18-24 Вольт, в зависимости от значений, заявленных производителем. Наличие VRD проверяется вольтметром, подключенным к байонетам аппарата.
Есть ещё более простой способ проверки, предложенный одним из владельцев AURORA MINIONE 1600. Однако пользоваться им, если Вы не уверены в наличии данной функции на аппарате, мы не рекомендуем. https://youtu.be/O_8VjgKiiJ8?t=5m58s
Напряжение холостого хода
Раз уж мы заговорили о безопасности, нельзя обойти вниманием такой параметр сварочного оборудования как напряжение холостого хода. Это «палка о двух концах», с одной стороны, чем выше напряжение, тем надёжнее будет зажигание, выше эластичность дуги, а сам процесс сварки – стабильнее. С другой стороны – высокое напряжение холостого хода ограничено требованиями безопасности сварщика. В итоге, минимальным напряжением холостого хода для источников питания сварки покрытым электродом принято считать 40 В, а максимальное значение не должно превышать 100 В (среднее значение). Проверить напряжение, как и в случае с VRD, можно вольтметром подключенным к выходным зажимам сварочного источника.
Проверить напряжение, как и в случае с VRD, можно вольтметром подключенным к выходным зажимам сварочного источника.
Наиболее распространённый обман – завышение значения холостого хода. Вместо 80-90 В, аппарат выдаёт всего 40, что не может не отразиться на поджиге и стабильности горения дуги.
Вы можете посмотреть данную статью на видео:
Рабочее напряжение сварочного инвертора
В статье будет рассмотрена классическая схема сварочного инвертора. На сегодняшний день они очень популярны, цена их достаточно доступна. У них очень много положительных качеств, в частности, простота работы и малый вес. Но, как и остальные электронные устройства, сварочный аппарат может выйти из строя.
Поиск данных по Вашему запросу:
Рабочее напряжение сварочного инвертора
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.

По завершению появится ссылка для доступа к найденным материалам.
Содержание:
- Каким должно быть напряжение холостого хода сварочного инвертора?
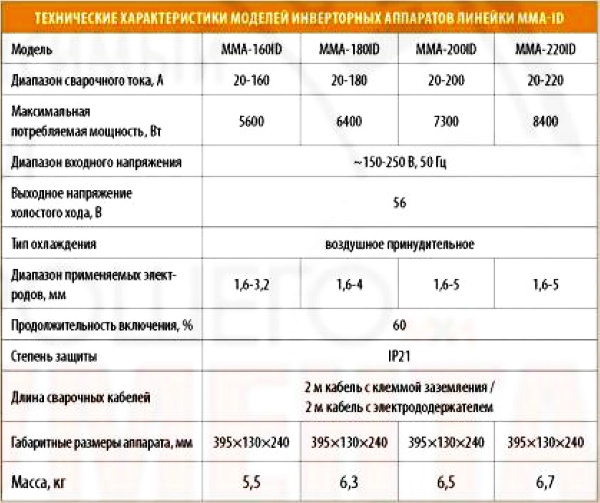
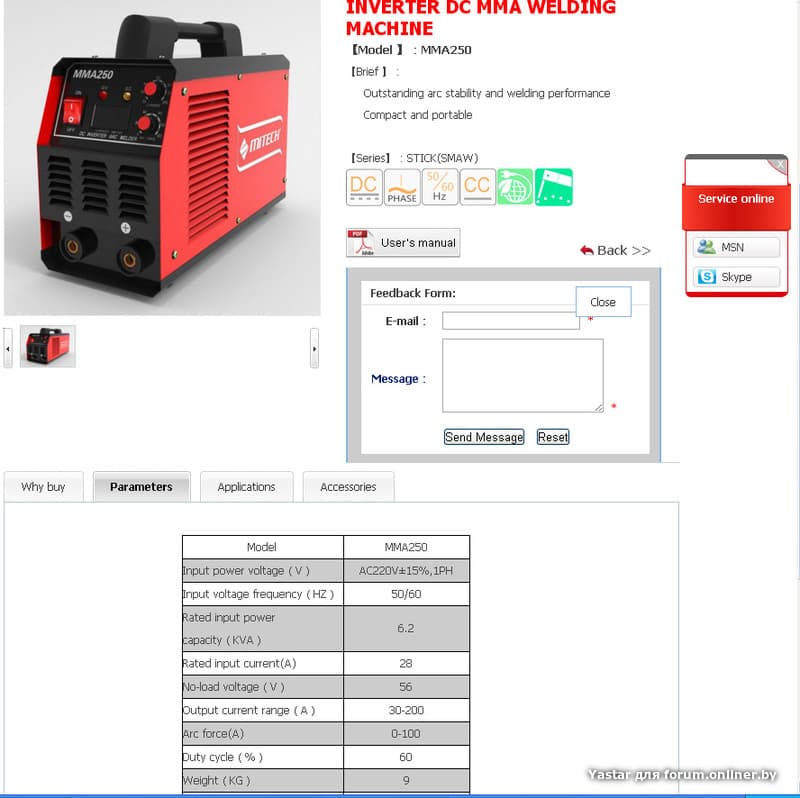
- Сварочные инверторы для ручной дуговой сварки ММА
- Практика сварочного обмана. Как не проколоться при выборе аппарата. Часть 2
- Каким должно быть напряжение холостого хода сварочного инвертора?
- Устройство сварочного инвертора
- Напряжение холостого хода сварочного инвертора
- Напряжение холостого хода сварочного инвертора
- Как отремонтировать сварочный инвертор своими руками. Напряжение на выходе сварочного инвертора
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: сварочный инвертор КЕДР К62501 ММА 250 включается но на выходе нет напряжение причину как найти.
Каким должно быть напряжение холостого хода сварочного инвертора?
Забыли пароль? Изменен п. Расшифровка и пояснения – тут. Автор: mehanik , 31 июля в Электроника. Вольтметром какой системы кошерно измерять напряжение постоянного тока на выходе сварочного инвертора? Емкость на выход инвертора не ставить она зарядится до амплитудного значения ШИМ , и показания будут завышенными.
Китайские мультиметры часто от ВЧ составляющей просто глючит. Спросил потому что как бы особо эти измерения не нужны. Значение тока выставляется регулятором на инверторе, и он поддерживает его вне зависимости от напряжения на дуге. Измерение проводить клещами которые умеют мерять постоянный ток, или городить шунт.
Совершенно не факт что там будет реально постоянное напряжение. Скорее наоборот. Поэтому померить-то можно, но насколько реальными окажутся показания – большой вопрос. Если уж так надо, можно ткнуться осциллографом, тогда хотя бы будет видно, чего там на выходе делается. Если ставить отдельно измерительную головку, то просто подобрать добвочный резистор, до удобного для шкалы значения.
Если уж так надо, можно ткнуться осциллографом, тогда хотя бы будет видно, чего там на выходе делается. Если ставить отдельно измерительную головку, то просто подобрать добвочный резистор, до удобного для шкалы значения.
В параллель к головке конденсатор электролит на мкФ приблизительно, что бы не мандражировала рамка в головке,. Если б там чистая постоянка была Нужен True-RMS вольтметр. Или осцилл. Он вам и покажет постоянную составляющую и переменную и действующее значение.
Стрелочник просто инерционен. Но если он будет мерять не постоянку вы ж не думаете, что внутренний дроссель инвертора сделает вам постоянку с минимальными пульсациями? И само это желание измерить постоянку на выходе источника непонятно. Не варит? Варит – хорошо, зачем мерять? Не варит – вы придете с Ц20 к продавану и будете показывать 40В? А может у вас сеть слабая.
На глазок среднеквадратичное положительное напряжение вольт 18 и получается площадь под кривой. Китайский тестер тупо показал максимальный общий размах сигнала, причем достаточно точно – по осциллографу там порядка 90 вольт. Советский, видимо, тоже показал амплитудное значение, но считая его от нуля вверх. Среднеквадратическое чисто на глаз вольт 15 будет, возможно указанные Чтобы получить точное значение надо считать интеграл по кривой за период.
Советский, видимо, тоже показал амплитудное значение, но считая его от нуля вверх. Среднеквадратическое чисто на глаз вольт 15 будет, возможно указанные Чтобы получить точное значение надо считать интеграл по кривой за период.
Нет пользователей, просматривающих эту страницу. Поиск в. Уже зарегистрированы? Войти анонимно. Вся активность Главная Технические дисциплины Электроника Измерение напряжения постоянного тока на выходе сварочного инвертора – Чем? Измерение напряжения постоянного тока на выходе сварочного инвертора – Чем? Назад 1 2 Вперёд Страница 1 из 2. Рекомендованные сообщения. Опубликовано: 31 июля Здравия желаю, господа специалисты! Поделиться сообщением Ссылка на сообщение Поделиться на других сайтах.
Если ток постоянный, то все равно какой. Вольтметром какой системы. Всё таки спрошу. Ток в Амперах или напряжение в Вольтах? Измерить выходное напряжение холостого хода – тем чему доверяете в показаниях. Опубликовано: 1 августа В параллель к головке конденсатор электролит на мкФ приблизительно, что бы не мандражировала рамка в головке, тогда работет сабильней. Если ставить отдельно измерительную головку,.
Если ставить отдельно измерительную головку,.
Любой вольтметр справится без разници, стрелочный удобней. От вы даете, то стрелочный, то китайский. Опубликовано: 1 августа изменено. Делал бы так: 1. Осциллографом посмотрел бы с чем имеем дело. По ситуации. Можно более точно сформулировать ТЗ измерения. Если возможно – использовал бы стрелочник. Почитал, почухал за ухом и пошел измерять. И как с этим бороться? Изменено 1 августа пользователем mehanik Наврали все кроме осциллографа. А где у находится реальная линия “нуля вольт” на последней фотографии?
По центру. Хороший глазок, точный. Если средняя линия таки по центру фотографии – вольт 6,5 действующего значения. Если средняя линия таки по центру. Эта тема закрыта для публикации сообщений.
Перейти к списку тем Электроника. Войти Регистрация.
Сварочные инверторы для ручной дуговой сварки ММА
Сварка инверторным способом сегодня нашла широкое применение. При всей надежности инверторов нередки случаи выхода их из строя по разным причинам. В таких моментах остро встает вопрос о том, как произвести ремонт сварочного инвертора своими руками. Сам ремонт сварочных инверторов не является большой проблемой. Для его проведения надо знать конструкцию аппарата и основные принципы ремонта оборудования такого типа.
В таких моментах остро встает вопрос о том, как произвести ремонт сварочного инвертора своими руками. Сам ремонт сварочных инверторов не является большой проблемой. Для его проведения надо знать конструкцию аппарата и основные принципы ремонта оборудования такого типа.
Сварочный инвертор MMA MASTER ( В) аналог ARC регулирования сварочного тока А Номинальное рабочее напряжение 25 В.
Практика сварочного обмана. Как не проколоться при выборе аппарата. Часть 2
Чтобы разобраться в вопросе, как правильно выбрать сварочный аппарат, которым можно было бы работать в доме или на даче, необходимо рассмотреть все их виды и найти оптимальный вариант. Вопрос поднимается практически всеми владельцами дач и частных домов, потому что всегда на участке найдется работа для сварщика. А приглашать мастера и платить ему деньги за небольшой объем работы накладно. Поэтому стоит приобрести аппарат для сварки и научиться производить несложные сварочные операции, которые не требуют запредельной квалификации. Название электросварка говорит само за себя, то есть, для соединения двух металлических элементов требуется электрический сварочный аппарат. Производители сегодня предлагают агрегаты, работающие от напряжения или вольт. Некоторые модели на выходе выдают постоянный ток, другие переменный. Еще совсем недавно это был практически единственный аппарат, с помощью которого производилась сварка.
Название электросварка говорит само за себя, то есть, для соединения двух металлических элементов требуется электрический сварочный аппарат. Производители сегодня предлагают агрегаты, работающие от напряжения или вольт. Некоторые модели на выходе выдают постоянный ток, другие переменный. Еще совсем недавно это был практически единственный аппарат, с помощью которого производилась сварка.
Каким должно быть напряжение холостого хода сварочного инвертора?
Выбирая перед покупкой сварочный инвертор, одним из первых параметров, на который обращают внимание покупатели, является сила тока аппарата. Так уж сложилось, что украинский потребитель отдает предпочтение инструментам по-мощнее. И сегодня этим активно пользуется большинство производителей. В этой статье мы хотим разобраться с указанной и реальной силой тока сварочных инверторов, рассказать, какие маркетинговые ходы используют производители, что бы вы отдали предпочтение именно их товару, а так же мы попробуем подсказать, какая реальная сила тока в сварочном инверторе потребуется, в зависимости от поставленных задач и условий работы сварочного аппарата. Здесь уместным будет вспомнить стихотворение рубаи с глубоким смыслом от Омара Хайяма:.
Здесь уместным будет вспомнить стихотворение рубаи с глубоким смыслом от Омара Хайяма:.
Среди характеристик сварочных инверторов есть несколько важных показателей. Это напряжение питающей электросети или Вольт , диапазон выдаваемого тока от 10 до Ампер , имеющиеся функции, вес и габариты аппарата, а также напряжение холостого хода.
Устройство сварочного инвертора
Перейти к содержимому. У вас отключен JavaScript. Некоторые возможности системы не будут работать. Пожалуйста, включите JavaScript для получения доступа ко всем функциям. Отправлено 02 Февраль
Напряжение холостого хода сварочного инвертора
Статья представляет собой обзор публикаций, посвященных особенностям организации управления током нагрузки сварочных выпрямителей инверторного типа с учетом специфики различных сварочных процессов. При разработке источника сварочного тока ин-верторного типа ИИСТ возникает естественный вопрос о выборе способа регулирования и стабилизации тока нагрузки — сварочной дуги. Оптимальный способ регулирования тока ИИСТ должен соответствовать ряду основных требований, отражающих специфику источников сварочного тока: формировать статическую вольт-амперную нагрузочную характеристику ВАХ нужного вида; учитывать динамические особенности поведения нагрузки при тех сварочных процессах, для которых предназначен данный ИИСТ; представлять собой надежное, технологичное и экономичное решение; беспечивать дополнительные сервисные функции, повышающие качество сварного соединения. Так как основным выходным параметром ИИСТ является ток нагрузки, то далее мы обсудим способы регулирования именно этого параметра. Обычно применяется два способа регулирования: по среднему значению тока нагрузки или по мгновенному импульсному значению тока силового транзистора либо первичной обмотки силового трансформатора, то есть по мгновенному значению тока нагрузки, приведенному к первичной обмотке.
Оптимальный способ регулирования тока ИИСТ должен соответствовать ряду основных требований, отражающих специфику источников сварочного тока: формировать статическую вольт-амперную нагрузочную характеристику ВАХ нужного вида; учитывать динамические особенности поведения нагрузки при тех сварочных процессах, для которых предназначен данный ИИСТ; представлять собой надежное, технологичное и экономичное решение; беспечивать дополнительные сервисные функции, повышающие качество сварного соединения. Так как основным выходным параметром ИИСТ является ток нагрузки, то далее мы обсудим способы регулирования именно этого параметра. Обычно применяется два способа регулирования: по среднему значению тока нагрузки или по мгновенному импульсному значению тока силового транзистора либо первичной обмотки силового трансформатора, то есть по мгновенному значению тока нагрузки, приведенному к первичной обмотке.
Выбирая перед покупкой сварочный инвертор, одним из первых Рабочее сварочное напряжение=20+0,04*Сила тока аппарата.
Напряжение холостого хода сварочного инвертора
Рабочее напряжение сварочного инвертора
Несмотря на свои положительные качества, они, как и любое другое электронное устройство, временами выходит из строя. Чтобы отремонтировать инвертор сварочного аппарата нужно хотя бы поверхностно знать его устройство и основные функциональные блоки. Информация будет полезна всем тем начинающим радиолюбителям, которые хотели бы научиться самостоятельно ремонтировать сварочные аппараты инверторного типа. Дальше будет много букв — наберитесь терпения.
Как отремонтировать сварочный инвертор своими руками. Напряжение на выходе сварочного инвертора
ВИДЕО ПО ТЕМЕ: ПОДОБРАТЬ ТОК ДЛЯ СВАРКИ. ПРАКТИКА.
Напряжение холостого хода сварочного инвертора — это напряжение между положительным и отрицательным выходными контактами устройства при отсутствии дуги. У сварочного инвертора в исправном состоянии оно должно находиться в пределах, указанных в инструкции производителя. Обычно это напряжение от 40 В до 90 В. Такой номинал обеспечивает легкое зажигание дуги при сварке металла.
У сварочного инвертора в исправном состоянии оно должно находиться в пределах, указанных в инструкции производителя. Обычно это напряжение от 40 В до 90 В. Такой номинал обеспечивает легкое зажигание дуги при сварке металла.
Использование сварочных инверторов для различных целей привело к необходимости развития нескольких типов сварки. Самым используемым режимом является сварка покрытым электродом английская аббревиатура ММА.
Сварочный аппарат является неотъемлемым инструментом при проведении монтажных работ, где задействован металлопрофиль. На смену тяжелым трансформаторным пришли инверторные сварочники. Они имеют небольшой вес и более мобильны, поэтому полюбились многим мастерам. Во время эксплуатации могут происходить типичные и нетипичные поломки, поэтому важно знать, можно ли провести ремонт сварочного инвертора своими руками. Что для этого нужно и как проходит процесс устранения неполадок, будет рассмотрено в этой статье. Инверторный сварочный аппарат получил свое название в силу того, какие в схеме происходят преобразования. Сетевой ток, который поступает в него имеет частоту в 50 Гц, это означает, что импульс изменяется 50 раз в секунду.
Сетевой ток, который поступает в него имеет частоту в 50 Гц, это означает, что импульс изменяется 50 раз в секунду.
Скорее всего в вашем браузере отключён JavaScript. For the best experience on our site, be sure to turn on Javascript in your browser. На примере мощных автономных источников для промышленности, мы рассмотрим особенности работы сварочных инверторов от автономных источников электропитания и разберемся, для чего необходим запас по мощности, при подключении сварочного инвертора к генератору. Все чаще на производстве стали появляется автономные установки, которые оборудованы сварочными постами.
Что такое OCV (напряжение холостого хода) в источнике сварочного тока? – AMARINE
В этой теме мы поговорим о OCV в источнике сварочного тока. Нам нужно решить некоторые вопросы, чтобы прояснить эту тему ИЛИ дополнительные ссылки по следующим темам:
Щелкните здесь: Что такое OCV Максимальное значение напряжения холостого хода
Нажмите здесь: Типы сварочной мощности CC, CV, RAV
- Что такое OCV ?
- Типы статических характеристик источника питания?
- Как идентифицировать?
- Как узнать, какой тип сварки используется (CC или CV)?
1) Что это?
Напряжение холостого хода (или потенциал) — это напряжение, которое не подключено к какой-либо нагрузке в цепи.
Как видите, напряжение холостого хода отключено и не образует полной цепи. Вот почему он называется открытым. Он открыт и не соединен, чтобы сформировать полный электрический путь.
Максимальное напряжение — это напряжение холостого хода источника питания.
Если вы пытаетесь получить сертификацию CSWIP, CWI, нижеприведенные вопросы и ответы помогут вам легко сдать экзамен (100% пройти теоретический раздел).
[КУПИТЬ] CSWIP 3.1 Learning Package
(145mb) Книги и вопросы по главам (общий документ + технический документ) и ответы. Экзаменационные заметки по практическому осмотру плиты/трубы CSWIP 3.1 Учебная презентация
80,00 $
CSWIP 3.1 СЕРИЯ ВОПРОСОВ И ОТВЕТОВ
CSWIP 3.1: Вопрос с ответом и объяснением – Часть 1
CSWIP 3.1: Вопрос с ответом и объяснением – Часть 2
CSWIP 3.1: Вопрос с ответом и объяснением – Часть 3
CSWIP 3.1: Вопрос с ответом и объяснением – Часть 4
CSWIP 3.1: Вопрос с ответом и объяснением – Часть 5
CSWIP 3. 1: Вопрос с ответом и объяснением – Часть 6
CSWIP 3.1: Вопрос с ответом и объяснением – Часть 7
CSWIP 3.1: Вопрос с ответом и объяснением – Часть 8 Объяснение – Часть 9
CSWIP 3.1: Вопрос с ответом и объяснением – Часть 10
CSWIP 3.1: Вопрос с ответом и объяснением – Часть 11
CSWIP 3.1: Вопрос с ответом и объяснением – Часть 12 Часть 13
CSWIP 3.1: Вопрос с ответом и объяснением – Часть 14
CSWIP 3.1: Вопрос с ответом и объяснением – Часть 15
CSWIP 3.1: Вопрос с ответом и объяснением – Часть 16
CSWIP 3.1: Вопрос с ответом и объяснением – часть 17
CSWIP 3.1: вопрос с ответом и объяснением – часть 18
CSWIP 3.1: вопрос с ответом и объяснением – часть 19
CSWIP 3.1: вопрос с ответом и объяснением – часть 20
2) Типы статической характеристики источника питания:
Статическая характеристика источника сварочного тока показывает тенденцию изменения напряжения в зависимости от тока, когда источник питания подключен к нагрузке. Эта вариация может быть трех типов:
Эта вариация может быть трех типов:
- постоянный ток (CC)
- постоянное напряжение (CV)
- нарастающее напряжение (RV): будет обсуждаться позже.
a) Характеристика постоянного тока/силы тока (называется CC):
Это легко понять, если добавить кривую длины дуги.
Выходные вольт-амперные кривые для источника питания постоянного тока называются «падуперами». При изменении напряжения дуги изменение сварочного тока невелико, поэтому при сварке плавящимся электродом скорость плавления электрода остается довольно постоянной даже при незначительном изменении длины дуги.
Эти источники питания необходимы для процессов, в которых используются относительно более толстые расходуемые электроды, которые иногда могут прилипать к обрабатываемым деталям, или с неплавящимся вольфрамовым электродом, где касание электрода с основным металлом для зажигания дуги может привести к повреждению электрода, если ток неограниченно. В этих условиях ток короткого замыкания должен быть ограничен, что обеспечит безопасность источника питания и электрода.
В источнике постоянного тока изменение сварочного тока в зависимости от напряжения дуги (из-за колебаний длины дуги) очень мало, поэтому сварочный ток остается более или менее постоянным, несмотря на колебания напряжения/длины дуги. Следовательно, этот тип источника питания также встречается подходит для всех тех сварочных процессов, где вероятны большие колебания длины дуги, например, сварка MMA и TIG (важное примечание)!!!
b) Характеристика постоянного напряжения (называемая CV):
В источниках питания CV небольшое изменение напряжения дуги (из-за колебаний длины дуги) вызывает значительное изменение сварочного тока. Поскольку напряжение дуги во время сварки остается почти постоянным, несмотря на колебания длины дуги, этот тип источника питания называется источником постоянного напряжения.
Более того, источники питания с постоянным напряжением не обеспечивают истинное постоянное выходное напряжение, поскольку кривая зависимости ток-напряжение имеет слегка нисходящий или отрицательный наклон. Этот отрицательный наклон объясняется внутренним электрическим сопротивлением и индуктивностью в сварочной цепи, что вызывает незначительное падение выходных вольт-амперных характеристик источника питания.
Этот отрицательный наклон объясняется внутренним электрическим сопротивлением и индуктивностью в сварочной цепи, что вызывает незначительное падение выходных вольт-амперных характеристик источника питания.
Этот тип источников питания более подходит для всех тех сварочных процессов, где колебания длины дуги во время сварки ограничены, например, при полуавтоматической сварке MIG, SAW, PAW.
Эта функция дает нам так называемую «саморегулирующуюся дугу», когда изменения длины дуги, напряжения и тока автоматически возвращаются к требуемым значениям, обеспечивая стабильные условия сварки. Это несколько облегчает задачу сварщика по сравнению со сваркой MMA или TIG. Хотя в принципе можно использовать источник питания с постоянным напряжением для сварки ММА, сварщику гораздо труднее оценить скорость выгорания, чем длину дуги, поэтому возникает нестабильность дуги, и этот метод неприменим при сварке ММА и GTAW. также.
3) Как идентифицировать?
Установка правильного напряжения холостого хода важна для стабильности сварочной дуги, особенно при использовании переменного тока.
Выбор оптимального значения OCV (50-100В) зависит от типа основного металла, состава электродного покрытия, вида и полярности сварочного тока, типа сварочного процесса и т. д.
Основной металл с низким потенциалом ионизации ( что указывает на легкость испускания свободных электронов) требует более низкого OCV, чем у металла с высоким потенциалом ионизации. Наличие элементов с низким потенциалом ионизации, таких как K, Na и Ca, в электродном покрытии/флюсе в оптимальном количестве снижает настройку OCV, необходимую для сварки.
Сварка на переменном токе требует более высокого OCV по сравнению со сваркой на постоянном токе из-за проблемы со стабильностью дуги, поскольку в случае сварки на переменном токе ток постоянно меняет свое направление и величину, в то время как в случае постоянного тока он остается постоянным.
Аналогичным образом, для GTAW требуется более низкий OCV, чем для GMAW и других сварочных процессов, таких как SMAW и SAW, потому что в GTAW используется вольфрамовый электрод, который обладает хорошей способностью к эмиссии свободных электронов за счет механизма тепловой и полевой эмиссии. Избыток свободных электронов в GTAW в условиях сварки снижает OCV, необходимый для стабильной сварочной дуги.
Избыток свободных электронов в GTAW в условиях сварки снижает OCV, необходимый для стабильной сварочной дуги.
Слишком высокое значение OCV может привести к поражению электрическим током. Обычно обнаруживается, что OCV отличается от напряжения дуги. Напряжение дуги — это разность потенциалов между кончиком электрода и поверхностью заготовки при протекании тока. Любое колебание длины дуги влияет на сопротивление протеканию тока через плазму и, следовательно, также влияет на напряжение дуги.
Увеличение длины дуги или удлинения электрода увеличивает напряжение дуги. Кроме того, электрическое сопротивление нагрева электрода увеличивается с удлинением электрода для заданных параметров сварки.
4) Резюме:
В таблице ниже приведены сравнения процессов сварки по электрическим характеристикам:
Мы можем разделить процесс сварки на 2 группы, чтобы легко определить, какие электрические характеристики используются:
- Группа 1: для процесса сварки, где колебание длины дуги во время сварки ограничено, как и при полуавтоматической сварке MIG, MAG, FCAW, SAW, PAW -> требуется CV.

- Группа 2: предназначена для процесса сварки, где возможны большие колебания длины дуги, например, MMA и TIG, сварка под флюсом…—> нужен CC.
Источники питания MMA, TIG и сварки под флюсом имеют так называемую падающую выходную мощность или статическую характеристику постоянного тока, а источники питания MIG/MAG и FCAW имеют плоскую статическую характеристику или статическую характеристику постоянного напряжения.
Нравится:
Нравится Загрузка…
Ocv?
01-09-2012 #1
Окв?
Прошу прощения, если это глупый вопрос, но у моей машины есть два диапазона: низкий и высокий.на передней части машины указано, что верхний диапазон составляет 55 OCV, а нижний диапазон — 80 OCV.
также говорится, что высокий диапазон предназначен для резки, выдалбливания, прожигания отверстий и вертикального/надземного исполнения только с 6013. это Linde 225AC
Делает ли более высокое OCV сварку проще/лучше? Я хотел бы иметь возможность использовать машину в меру своих возможностей.
спасибо за любой вклад,

Ответить с цитатой
01-09-2012 #2
Re: Окв?
Здравствуйте, Meborder, короткий ответ заключается в том, что более высокий OCV облегчает запуск дуги и иногда помогает предотвратить гашение дуги, когда вы радикально меняете длину дуги.С уважением, Аллан
эвальд
Ответить с цитатой
01-09-2012 #3
Re: Окв?
OCV означает напряжение разомкнутой цепи. Согласно Nema, я считаю, что максимально допустимое значение составляет 80 вольт разомкнутой цепи. Чем больше напряжение, тем легче зажечь дугу на старых машинах. Новые инверторы имеют напряжение холостого хода от 9 до 13 вольт, но все равно отлично запускаются.

Джей Дэвис
АВС-КВИ
C-60 Подрядчик по специальной сварке
Любящий муж и отец двух сыновей («Я надеюсь сварить половину того, что половина людей здесь говорит, что может».
Ответить с цитатой
01-09-2012 #4
Re: Окв?
Было несколько почти идентичных сварочных аппаратов, проданных под названиями Century, Canadian Tire, Sears, Montgomery Ward и т.Д., Которые имели как высокий, так и низкий выходной домкрат. Вот объяснение из руководства пользователя модели Century 110-114.
Большинство сварочных операций на переменном токе будет выполняться с использованием разъема LOW AMPERAGE, поскольку он имеет более высокое напряжение холостого хода (OCV) и обеспечивает дугу с глубоким проникновением для сварки ржавых или более толстых металлов. Стержни типов 6011 и 7018, одобренные Американским обществом сварщиков (AWS), разработаны для работы с более высоким OCV гнезда LOW AMPERAGE. НИЗКИЙ/180 ампер. гнездо = прибл. 71,6 ОСВГнездо HIGH AMPERAGE лучше подходит для сварки более тонких деталей, потому что OCV на этом ответвлении намного ниже. Этот метчик обеспечивает дугу с неглубоким проплавлением и плавную сварку без прилипания, предпочтительную для сварки более тонких металлов. Стержни типа 6013 и 7014 с рейтингом AWS хорошо работают в этом ответвлении, поскольку для их запуска не требуется очень высокое напряжение холостого хода.
ВЫСОКАЯ / 230 ампер. гнездо = прибл. 44.7 ОСВ
Вот и все… прямо от производителя.
Рик В
1 Airco Heliwelder 3A/DDR
3 инвертора CTC 70/90 amp Stick/Tig параллельно
1 Линкольн МИГ ПАК 15
1 Окси-Ацет
Ответить с цитатой
01-09-2012 #5
Re: Окв?
Вот Это Да! говорить о противоречащем интуиции ... использовать высокий отвод для более тонких металлов и низкий отвод для более толстых металлов.
, однако, это соответствует моему восприятию. 7014, казалось, лучше работал на высоком кране и казался более легким в управлении.
Скоро я собираюсь заняться ремонтом листового металла (5/64 6013), так что хорошо бы знать, какой метчик использовать… я бы его испортил
Еще раз спасибо за помощь!
Ответить с цитатой
01-09-2012 #6
Re: Окв?
Первоначальное сообщение от Meborder
.
Это то, что сказано в руководстве … но было бы лучше почувствовать для разницы. Я бы попробовал запустить несколько бусинок, используя оба разъема, с поправкой на одинаковую указанную силу тока. Идите с тем, что вам больше нравится... так что хорошо знать, какой кран использовать … я бы облажался с этим
Приятно иметь такой выбор – между резкой дугой и мягкой дугой. Я не знал об этом (нет руководства) в течение длительного времени. Веселиться!
Рик В.
1 Airco Heliwelder 3A/DDR
3 инвертора CTC 70/90 amp Stick/Tig параллельно
1 Линкольн МИГ ПАК 15
1 Окси-Ацет
Ответить с цитатой
01-09-2012 #7
Re: Окв?
Кажется, я не могу понять этот «фрагмент» из производителя.OCV не имеет отношения к характеристикам дуги, так как после замыкания цепи (зажигания дуги) машина будет работать при напряжении, определяемом силой тока и длиной дуги.
Мы все сошли с ума?
Ответить с цитатой
01-09-2012 #8
Re: Окв?
Привет, sn0border88, да это лепта путает точно.Да, что действительно важно, так это «дуговые напряжения», а не столько напряжение разомкнутой цепи (OCV).

Некоторые примеры:
Мой Linde 250 AC/DC требует 30 дуговых вольт и OCV 78 вольт.
Мой Lincoln AC/DC 225/125 требует 25 дуговых вольт и OCV 79 вольт.
Мой инвертор CTC (80 ампер) требует 21 дугового вольта и OCV 80 вольт.
Обратите внимание, что OCV почти идентичны, но напряжение дуги сильно отличается.Как они свариваются?
У Linde пухлая проникающая дуга.
Линкольн имеет «нормальную» дугу.
Инвертор CTC имеет «мягкую» дугу.Все эти машины могут рисовать довольно длинную дугу – частичная мера OCV. Высокий OCV помогает поддерживать дугу, когда дуговой промежуток становится слишком длинным, но он довольно бесполезен для сварки, т. е. для наплавки металла. Ни один из этих сварщиков не может вытянуть дугу длиной от 3 до 4 дюймов, которую можно получить от Lincoln V350pro! Но что в этом хорошего – для рисования световых картинок в воздухе? Тем не менее, это может спасти вас от перезагрузки.
У меня был трансформаторный сварочный аппарат на 115 вольт, у которого был 64-вольтовый OCV, но он выдавал только 60 ампер.
Он мог рисовать длинную дугу, которая отлично подходила для использования горелки с угольной дугой — пары угольных стержней для поддержания пламени дуги для нагрева. Я продолжал удалять витки проволоки со вторичной обмотки трансформатора, постоянно повышая сварочный ток (но снижая напряжение дуги и OCV). Я заставил машину выдавать около 90 ампер, но … дуги или OCV больше не хватало для работы этой угольно-дуговой горелки, и при сварке мне приходилось поддерживать короткую дугу, иначе дуга гасла.
В конце я думаю, что имеет значение «вольт дуги».
Что касается обсуждаемой машины, я заглянул внутрь и увидел, что разъемы LOW и HIGH — это просто разные ответвления от одной и той же вторичной обмотки трансформатора, один из которых имеет большее напряжение, но меньшую силу тока, чем другой разъем… вроде этого мой старый сварочный аппарат на 117 вольт.
Надеюсь, это немного поможет…
Рик В.
1 Airco Heliwelder 3A/DDR
3 инвертора CTC 70/90 amp Stick/Tig параллельно
1 Линкольн МИГ ПАК 15
1 Окси-Ацет

Ответить с цитатой
01-09-2012 #9
Re: Окв?
Они называли это склоном. Теперь это называется силой дуги в палке.Buttery smooth для 7018
Crisp для 6010.
6013 DCEN Crisp подходит мне лучше всего. Я почти никогда не использую 6013, но после нескольких экспериментов с несколькими сварочными аппаратами я пришел к этому.
Над головой и вертикально вверх быстрее застывают на Crisp, что облегчает сварку независимо от того, какой стержень
я использую.Мой V350 имеет OCV 60, если я не увеличу усилие дуги до значения выше 9, то для строжки оно возрастет до 70 OCV.
Я обнаружил это на собственном горьком опыте, и мне пришлось позвонить Линкольну, потому что этого НЕ было в руководстве.Маслянистая гладкая для красивых бусин 7018 на плоской поверхности. Самоотслаивающийся шлак, плоские гладкие шарики с тонкими линиями. В этом режиме я могу работать с большей силой тока и более короткой дугой.
У меня сейчас нет сварочного аппарата переменного тока. Я видел краны HI и LO на сварочных аппаратах и использовал их. В то время я понятия не имел, в чем разница.
Запустите оба и убедитесь сами. Знакомство с машиной.
Дэвид

Реальная сварка.
Когда я вырасту, я хочу стать сварщиком.
Ответить с цитатой
Напряжение холостого хода…
15.
 09.2007
#1
09.2007
#1Холостое напряжение…
Я понимаю, что это такое. Но какое значение это имеет для различных процессов сварки? Существует ли идеальный OCV?
Специально для сварки стержней и воздействия на разные стержни. Кроме того, Тиг.
Спасибо
Ответить с цитатой
09-15-2007 #2
Re: Напряжение холостого хода.
 ..
..7018 и некоторые другие стержни просто не будут работать на машинах с более низким напряжением. Я считаю, что стержни 7018AC были сделаны больше для машины с более низким напряжением, чем для работы на переменном токе. Я думаю, что OSHA ограничивает OCV примерно до 80 или 90 вольт. Я уверен, что есть нечто большее, чем это.
Ответить с цитатой
09-15-2007 #3
Re: Напряжение холостого хода.
 ..
..ocv – это напряжение без нагрузки… напряжение будет падать при возгорании дуги или коротком замыкании стержня. стержни переменного тока были спроектированы таким образом, чтобы дуга могла снова загореться, когда напряжение превысит 0 вольт. Моя династия имеет опцию для высокого напряжения или низкого напряжения OCV … Я установил его на низкое, что составляет около 8 вольт. Бегает 7018 как чемпион. Не знаю, для чего нужен кайф… никогда им не пользовался.
Ответить с цитатой
09-15-2007 #4
Re: Напряжение холостого хода.
 ..
..Мне потребовались годы, чтобы понять это. В конце концов я узнал об этом, когда читал «Справочник по процедурам дуговой сварки» от lincoln Electric. Я сейчас обедаю. Я найду схему и выложу фото, когда закончу.
Хороший вопрос.
Дэвид
Реальная сварка.
Когда я вырасту, я хочу стать сварщиком.
Ответить с цитатой
17.09.2007 #5
Re: Напряжение холостого хода.
 ..
..OCV – это напряжение, когда вы не свариваете, например, зацепляете VOM через жало и рабочий зажим, сварочное напряжение зависит от длины дуги, короткой дуги – низкое напряжение, длинной дуги – более высокое напряжение.
Ответить с цитатой
09-17-2007 #6
Re: Напряжение холостого хода…
Хорошо, я нашел это. это показывает, какое отношение OCV может иметь к сварке.

Как видите, более низкий OCV дает больше контроля сварщику. Доступное изменение силы тока для высокого OCV составляет 40 ампер, а для низкого OCV — 15 ампер.
, чтобы отдать должное издателю, Справочник по процедурам дуговой сварки, подготовленный фондом James F. Lincoln Are Welding.
Последний раз редактировалось Дэвидом Р.; 17 сентября 2007 г., 18:16.
Реальная сварка.
Когда я вырасту, я хочу стать сварщиком.
Ответить с цитатой
18.09.2007 #7
Re: Напряжение холостого хода.
 ..
..Спасибо, парни.
Ответить с цитатой
18.09.2007 #8
Re: Напряжение холостого хода…
Дэвид Р. Я читал именно эту страницу всего несколько месяцев назад и совершенно забыл о ней. Спасибо, что сообщили мне, что я теряю его.
Ответить с цитатой
09-18-2007 #9
Re: Напряжение холостого хода.
 ..
..Я столкнулся с высоким напряжением холостого хода с моим небольшим дуговым сварочным аппаратом на 117 В переменного тока — см. пост «Лоботомия дугового сварочного аппарата» на http://www.weldingweb.com/vbb/showthread.php?t=11143
. 71 виток вторичной обмотки и напряжение холостого хода ~60 вольт. При сварке с помощью Lincoln 7018AC (стержень 3/32) сварочное напряжение составляло ~33 вольта при токе не более ~84 ампер. Высокое напряжение холостого хода позволило мне (по моей неопытности) поддерживать довольно длинную дугу, что привело к пористым сварным швам, которые не склеивали металл.
Я удалил 15 витков провода (до 56 витков на вторичной обмотке), и напряжение холостого хода упало до ~47 вольт. При сварке с помощью Lincoln 7018AC (стержень 3/32) сварочное напряжение составляло ~23 вольта при максимальном токе ~105 ампер.
В моем случае более низкое напряжение холостого хода было благом; это заставило меня оставить небольшой зазор (иначе дуга погаснет) – это, а более высокие токи позволили мне сделать сварные швы намного лучше.

Однако позже, когда я попытался включить свою двухстержневую угольно-дуговую горелку, которую использовал для пайки, пониженное напряжение холостого хода не смогло поддерживать ту хорошую длинную дугу, которая у меня была раньше.
Рик В.
Ответить с цитатой
18.09.2007 #10
Re: Напряжение холостого хода…
Автор: David R
Как видите, более низкий OCV дает больше контроля сварщику.
 Доступное изменение силы тока для высокого OCV составляет 40 ампер, а для низкого OCV — 15 ампер.
Доступное изменение силы тока для высокого OCV составляет 40 ампер, а для низкого OCV — 15 ампер.Я сомневаюсь, что это хорошо. Если сварщик не очень стабильно контролирует длину своей дуги, он может непреднамеренно изменять силу тока +/- 20 ампер! Кажется, что это требует от сварщика большей квалификации. Мне было бы жарко/холодно повсюду.
Высокий OCV кажется более благоприятным для стабильной сварки, поскольку те же колебания длины дуги влияют на силу тока только на +/- 7,5 ампер.
Я на 99% выполняю автоматизированную сварку, и с этой точки зрения желательно контролировать и ограничивать отклонения всех параметров сварки. Если я поворачиваю цилиндр в позиционере с фиксированным расстоянием от горелки до изделия, но деталь выходит за пределы круглости на 1/16 дюйма, я не хочу, чтобы ток изменялся в зависимости от длины дуги.
Если сварка соединение имеет постоянную толщину, скос, зазор и т. д. сварщику не нужно регулировать 40 ампер на лету.
Ответить с цитатой
18.
 09.2007
#11
09.2007
#11Re: Напряжение холостого хода…
Причина, по которой я задал этот вопрос, заключалась в том, что я собирался приобрести новый блок питания для Stick and Tig. Кто-то упомянул ocv… Я никогда особо не обращал внимания на ocv.
В любом случае, после того, как Трези упомянул OSHA, я провел небольшое исследование. Кому-то это может быть полезно. Это 80 v max ocv. Я их не продаю, у них просто были выдержки из правил.
http://www.groundfaultsystems.com/
Был также австралийский сайт, на котором указаны разные напряжения для разных условий окружающей среды.
 гуглите – сварщик ocv.
гуглите – сварщик ocv.Ответить с цитатой
18.09.2007 #12
Re: Напряжение холостого хода…
Хорошо, я иду. Запустив старый Линкольн, вы можете получить 5 разных дуг с одинаковой силой тока, изменяя напряжение. Я могу запустить 1/8 6010, который пробьет пластину, или я могу щелкнуть вниз и запустить его как масло, оба на 100 ампер. OCV – это то, что делает жало вашей волшебной палочкой, вы можете эффективно изменять производительность своей машины за счет длины дуги.
 У меня есть новый Trailblazer, и его OCV варьируется в зависимости от компьютерной платы в зависимости от длины дуги. Это хорошая машина, не поймите меня неправильно, но вы просто не можете настроить ее, как старый Линкольн. Таким образом, в основном, если вы устанавливаете машину на грубую настройку LO и запускаете точную настройку на Hi, вы «копаете».
У меня есть новый Trailblazer, и его OCV варьируется в зависимости от компьютерной платы в зависимости от длины дуги. Это хорошая машина, не поймите меня неправильно, но вы просто не можете настроить ее, как старый Линкольн. Таким образом, в основном, если вы устанавливаете машину на грубую настройку LO и запускаете точную настройку на Hi, вы «копаете».
Если вы установите грубую настройку на Hi и запустите тонкую настройку на LO, это будет похоже на масло.
Это лучшее, что я могу описать. Вам действительно нужно запустить старую машину, чтобы увидеть все своими глазами.Последний раз редактировалось TozziWelding; 18.09.2007 в 19:30.
Отказ от ответственности; «Я всего лишь сварщик отверстий, не принимайте это на свой счет».
Ответить с цитатой
18.
 09.2007
№13
09.2007
№13Re: Напряжение холостого хода…
Спасибо Tozzi
У меня старый век. Имеет 4 отвода для подключения жала к сварочному аппарату. Я предполагаю, что разные краны имеют разные ocv. Он также имеет 4 шкалы, соответствующие метчикам, и рекомендуемые стержни для каждой шкалы/метчика.
Ответить с цитатой
09-18-2007 №14
Re: Напряжение холостого хода.
 ..
..Я всегда думал, что вы закорачиваете дугу, чтобы охладить лужу. Согласно этому максимально доступный ток при более низком напряжении.
Мой invertec v350 pro утверждает в инструкциях, что он поддерживает одинаковую силу тока независимо от длины дуги. В инструкции к моему Ranger 250 содержится аналогичное утверждение. Я поставил амперметр на рейнджер 250 и проверил его на разных амперах, чтобы настроить мой пульт для ампер и вольт, потому что он пронумерован 1-10. Установите рейнджер на 90 ампер и изменяйте длину дуги как хотите, я все равно получаю ровную линию на микроскопе. Это может варьироваться + или – 1 ампер. Я так и не удосужился попробовать это с V350. Там написано, что даже нетвердой рукой можно получить хорошие сварные швы.
Боб Кроу из Линкольна объяснил мне это после того, как я поговорил с 12 предыдущими людьми из Линкольн Электрик. Они ответили на многие мои вопросы, например: «Что делает эта ручка силы дуги?
Я посмотрел на осциллоскопе сварочное напряжение, пока мой сын сварил.
 Я установил ручку по-другому. Я увидел небольшое изменение длины волны. Предполагается, что это импульсный постоянный ток с частотой 20 МГц. У меня работает на частоте 19 МГц, но это меняется с помощью ручки силы дуги или индуктивности. Прошел год с тех пор, как я это сделал. Вероятно, стоит попробовать это с v350.
Я установил ручку по-другому. Я увидел небольшое изменение длины волны. Предполагается, что это импульсный постоянный ток с частотой 20 МГц. У меня работает на частоте 19 МГц, но это меняется с помощью ручки силы дуги или индуктивности. Прошел год с тех пор, как я это сделал. Вероятно, стоит попробовать это с v350.Я также спросил Боба о настройке трубы для спуска. Он сказал, что он должен эмулировать точную волну, как SA200. Я никогда не устанавливал свой прицел на SA200 или любой другой щеточный двигатель. Он сказал, что ручка силы дуги регулирует наклон.
Надеюсь, это поможет.
Теперь я должен установить прицел на v350.Дэвид
Последний раз редактировалось Дэвидом Р.; 18.09.2007 в 20:54.
Реальная сварка.
Когда я вырасту, я хочу стать сварщиком.
Ответить с цитатой
01.
 10.2007
№15
10.2007
№15Re: Напряжение холостого хода…
OCV для источников питания CV обычно составляет от 35 до 45. Источники питания CC обычно составляют от 70 до 80. Сварочные токи не имеют ничего общего с OCV.
Ответить с цитатой
03.10.2007 №16
Re: Напряжение холостого хода.
 ..
..Первоначально Послано TozziWelding
Хорошо, я иду. Запустив старый Линкольн, вы можете получить 5 разных дуг с одинаковой силой тока, изменяя напряжение. Я могу запустить 1/8 6010, который пробьет пластину, или я могу щелкнуть вниз и запустить его как масло, оба на 100 ампер. OCV – это то, что делает жало вашей волшебной палочкой, вы можете эффективно изменять производительность своей машины за счет длины дуги. У меня есть новый Trailblazer, и его OCV варьируется в зависимости от компьютерной платы в зависимости от длины дуги. Это хорошая машина, не поймите меня неправильно, но вы просто не можете настроить ее, как старый Линкольн. Таким образом, в основном, если вы устанавливаете машину на грубую настройку LO и запускаете точную настройку на Hi, вы «копаете».
Я только что получил этот первопроходец, и это было одной из первых вещей, которые я заметил, что вы не можете регулировать усилие дуги, как в старом sa200. Раньше люди думали, что я сошел с ума из-за того, что изменил настройку корса и намотал с той же силой тока. Разница между плоскостью и вертикалью с двумя разными способами получения одинаковой силы тока подобна ночи и дню.
Если вы установите грубую настройку на Hi и запустите тонкую настройку на LO, это будет похоже на масло.
Это лучшее, что я могу описать. Вам действительно нужно запустить старую машину, чтобы увидеть все своими глазами.
Вам действительно нужно запустить старую машину, чтобы увидеть все своими глазами.Ответить с цитатой
09.10.2007 # 17
Re: Напряжение холостого хода.
 ..
..хм…. чем длиннее дуга, тем меньше тепла достигает сварного шва, так как оно распространяется на большее расстояние. Не возникает ли также вопрос о переносе металла – каково его отношение к напряжению, току и теплу?
Последний раз редактировалось maddog; 09.10.2007, 14:48.
355# Хей Бадден
3 # молот Хофи
Пропановая кузница
Idealarc TIG 300/300
Окси-пропановая горелка AllStates
Смит Литтл ФакелОтветить с цитатой
09.10.2007 # 18
Re: Напряжение холостого хода.
