Напряжение на выходе сварочного инвертора: Ответы на вопросы
alexxlab | 24.10.1986 | 0 | Разное
Каким должно быть напряжение холостого хода сварочного инвертора?
Напряжение холостого хода сварочного инвертора – это напряжение между положительным и отрицательным выходными контактами устройства при отсутствии дуги. У сварочного инвертора в исправном состоянии оно должно находиться в пределах, указанных в инструкции производителя. Обычно это напряжение от 40 В до 90 В. Такой номинал обеспечивает легкое зажигание дуги при сварке металла. Это создает и безопасность работы сварщика.
Схема сварочного инверторного полуавтомата.
Напряжение холостого хода: как возникает и на что влияет
Напряжение холостого хода получается путем преобразования напряжения питающей сети (220 В или 380 В, 50 Гц) в двух последовательных преобразователях, сначала в напряжение постоянного тока, а затем в переменное частотой 20-50 кГц. Затем высокочастотное напряжение подается на регулятор, поддерживающий необходимую величину напряжения на выходных клеммах и заданную силу тока при зажигании дуги.
Преобразование тока в сварочном инверторе.
Многие считают, что этот параметр влияет только на легкость зажигания дуги, чем выше напряжение, тем легче зажигается дуга. Условия работы сварщиков при монтаже конструкций далеки от идеальных.
У многих моделей инверторов напряжение холостого тока и сила рабочего тока находятся в прямой зависимости. При сварке металла, покрытого толстым слоем ржавчины или краски, дуга зажигается с трудом.
Если в этой ситуации увеличить напряжение холостого хода, то рабочий ток окажется избыточным, и вместо качественного соединения металла могут образоваться шлак и поры.
Вернуться к оглавлению
На чем отражается правильность подбора режима
Правильно установленный режим холостого хода обеспечивает качественное сгорание электрода и четко выраженный капельный перенос металла в сварную ванночку, образование надежного соединения с проваром корня шва.
Трехфазный сварочный выпрямитель с регулировкой напряжения холостого хода секционированием витков обмоток трансформатора.
В некоторых моделях сварочного инвертора реализована дополнительная защитная функция от поражения сварщика электрическим током при повышенном напряжении холостого хода. Аппарат автоматически снижает напряжение до безопасной величины при возникновении нештатной ситуации и восстанавливает при исчезновении. Аппараты с увеличенным напряжением холостого хода используются при сварке электродами с тугоплавкой обмазкой, применяемыми для работы со специфическими сплавами.
Определенные модели инверторов для лучшего зажигания дуги оснащены схемой сварочного осциллятора. Такие устройства использовались на трансформаторных сварочных аппаратах с переменным и постоянным током.
В таких устройствах еще предусмотрена защита от поражения электрическим током. Потребляемая мощность осцилляторов составляет 250-300 Вт, что незначительно увеличивает общую потребляемую мощность сварочного инвертора. Осцилляторы можно приобрести в виде отдельного блока или изготовить самостоятельно.
Вернуться к оглавлению
Возможные неполадки в работе и их причины
Причины возникновения неполадок в работе инвертора могут возникнуть по причине:
- неисправности самого инвертора;
- неудовлетворительного состояния сварочных кабелей и цепи питания устройства.

Функциональные возможности сварочного инвертора.
Температурная деформация и напряжение на выходе устройства находятся в неразрывной связи. Из-за скачков напряжения изменяется температура горения дуги, металл либо не прогревается до необходимой температуры, либо сгорает, образуя шлак и поры. Способы устранения неполадок зависят от обнаруженной неисправности. Самой простой причиной может быть плохой контакт в соединениях сварочных кабелей с крокодилами и штекерами для подключения к инвертору. Он ведет к появлению деформаций при сварке. Обычно такой дефект проявляется в резких непериодических скачках сварочного тока, самопроизвольном затухании дуги, что может привести к некачественному соединению, деформации и напряжению при сварке деталей от неравномерного нагрева.
Способ устранения прост и может быть выполнен самостоятельно. Для устранения необходимо снять защитные изоляционные ручки, отсоединить кабель и осмотреть места соединения. При наличии окислов и следов нагрева нужно зачистить поверхности наждачной шкуркой и собрать, тщательно затянув соединительные болты. Кабели с подломленными или оборванными жилами и поврежденной изоляцией необходимо заменить на аналогичные. Длину кабеля лучше сохранить прежнюю. Многие модели инверторов рассчитаны на строго определенную нагрузку по индуктивному сопротивлению и при изменении длины кабеля могут изменить параметры работы.
Кабели с подломленными или оборванными жилами и поврежденной изоляцией необходимо заменить на аналогичные. Длину кабеля лучше сохранить прежнюю. Многие модели инверторов рассчитаны на строго определенную нагрузку по индуктивному сопротивлению и при изменении длины кабеля могут изменить параметры работы.
Если напряжение на выходе инвертора находится в допустимых пределах при нормальном напряжении питающей сети, следует тщательно проверить цепь подачи питающего напряжения на устройство от вводной точки электроснабжения или прибора учета. Минимальная потребляемая мощность устройств в режиме сварки находится в пределах 4-5 кВт. Необходимое сечение подводящих проводов из меди при такой мощности должно быть не менее 2,5 мм2 с длительно допустимым рабочим током 25 А по всей цепи питания. Кабель с меньшим сечением будет быстро нагреваться, на нем будут возрастать потери напряжения.
Необходимое сечение подводящих проводов из меди при такой мощности должно быть не менее 2,5 мм2 с длительно допустимым рабочим током 25 А по всей цепи питания. Кабель с меньшим сечением будет быстро нагреваться, на нем будут возрастать потери напряжения.
Обязательно необходимо проверить качество всех соединений по цепи питания. Слабая скрутка или другой вид некачественного соединения тоже могут создавать проблемы при сварочных работах и привести к возгоранию. Разъемные соединения из пары вилка-розетка должны быть нового типа с увеличенным диаметром электропроводящих штифтов на вилках. Вилки старого типа не выдерживают нагрузки при длительных режимах работы. Розетки тоже должны быть соответствующего типа. Длина подводящих питание линий не может быть больше 50 м, если иное не указано в технической документации на устройство.
В сельской местности часто наблюдается нештатная работа инверторов из-за перегруженных общих линий электропроводки и заниженного напряжения сети.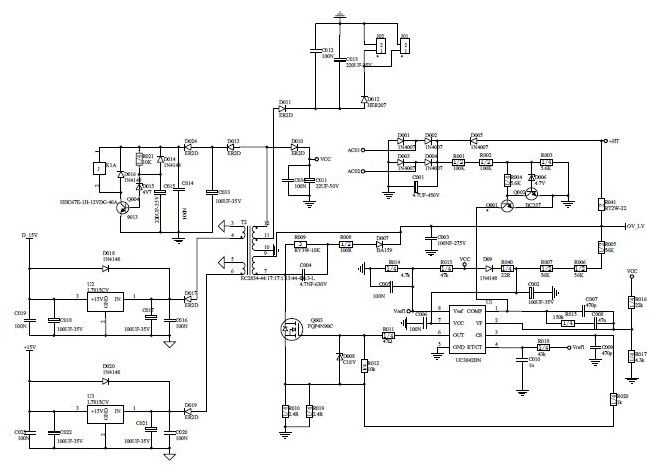
Если при попытке зажечь дугу питающее напряжение падает до недопустимо низкого значения в точке ввода, это свидетельствует о недостаточной пропускной способности общей линии и ее перегрузке.
Иногда в такой ситуации могут помочь стабилизаторы напряжения. Эффективность работы стабилизаторов также зависит от нескольких причин и не всегда оправдывается. Общая потребляемая мощность комплекта из сети электроснабжения составит мощность сварочного устройства плюс потери в устройстве стабилизации. Увеличатся расходы по оплате электроэнергии, возрастет перегрузка общих линий, что еще более снизит напряжение на вводе.
Перед решением использовать такое устройство в комплекте со сварочным оборудованием желательно обратиться в электросети с письменным заявлением о некачественном электроснабжении.
Выходное напряжение сварочного аппарата – Вместе мастерим
Вопрос:
Ответ:
Среди характеристик сварочных инверторов есть несколько важных показателей. Это напряжение питающей электросети (220 или 380 Вольт), диапазон выдаваемого тока (от 10 до 600 Ампер), имеющиеся функции, вес и габариты аппарата, а также напряжение холостого хода.
Это напряжение питающей электросети (220 или 380 Вольт), диапазон выдаваемого тока (от 10 до 600 Ампер), имеющиеся функции, вес и габариты аппарата, а также напряжение холостого хода.
Эта характеристика показывает нам, с каким напряжением ток выходит на электрод после того, как пройдет все стадии преобразования после электросети. Напомним, что из электросети по питающему кабелю ток поступает на первый преобразователь, оттуда он выходит уже постоянным и идет на фильтр, а затем на второй преобразователь. В итоге мы снова получаем переменный ток с частотой не 50 Гц, а 20-50 кГц. Затем следует понижение входного напряжения с одновременным повышением силы тока. В итоге мы получаем выходное напряжение 55-90 Вольт и силу, которую можно регулировать в заданном для каждой конкретной модели диапазоне.
Вот это выходное напряжение и является напряжением холостого хода. От него зависит два момента:
• Безопасность инструмента для владельца;
• Легкость поджигания сварочной дуги.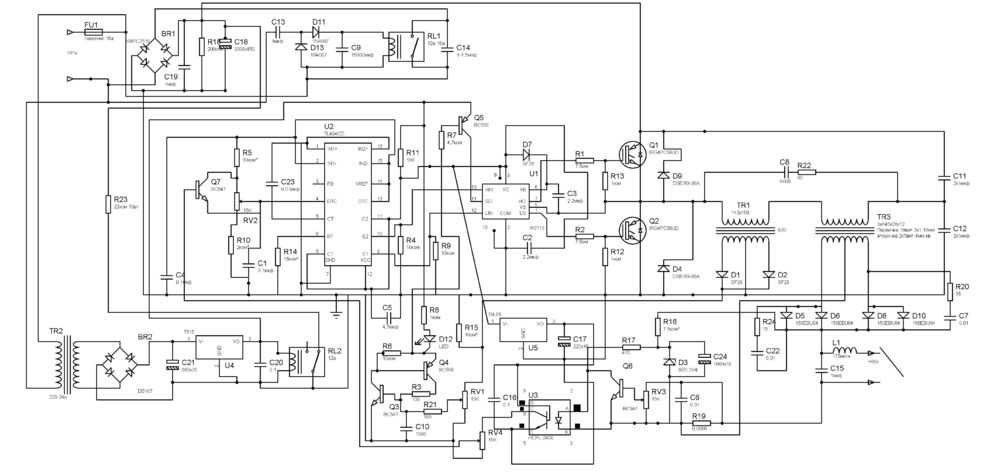
Чем выше будет напряжение холостого хода, тем легче будет зажечь сварочную дугу инвертора. Казалось бы, стоит тогда покупать инверторные аппараты с высоким показателем напряжения холостого хода. Но высокое напряжение достаточно опасно для человека в случае соприкосновения, поэтому его далеко не всегда делают высоким. Если же вы все-таки хотите, чтобы зажигать дугу было легко, то стоит выбрать сварочный инвертор с высоким напряжением, но с дополнительно установленной функцией защиты, которая автоматически снижает напряжение до безопасного для человека уровня в том случае, если существует риск для пользователя, а затем возвращает уровень назад.
Если Вы ещё не выбрали сварочный инвертор, то среди бытовых моделей обратите внимание на сварочные аппараты Аврора и инверторы Blueweld, из полупрофессиональных моделей можно порекомендовать сварочные аппараты Foxweld и ММА-оборудование Сварог, «профессионалы» хороши из сварочных аппаратов Kemppi и ММА-инверторов EWM. Это оборудование есть у нас на сайте в каталоге и его можно приобрести с доставкой в любой уголок России.
Занимаясь поисками подходящего сварочного трансформатора, многие отказываются от заводских моделей в пользу самодельных. Причины такого решения могут быть самые разнообразные, начиная от неприемлемых цен и заканчивая желанием сделать сварочный трансформатор самостоятельно. По сути особых сложностей в том, как сделать сварочный трансформатор, нет, к тому же, самодельный сварочный трансформатор может по праву считаться предметом гордости любого хозяина. Но при его создании невозможно обойтись без знаний об устройстве и схеме трансформатора, его характеристиках и расчетах по ним.
Рабочие характеристики сварочного трансформатора
Любой электроинструмент обладает определенными рабочими характеристиками и сварочный трансформатор не исключение. Но кроме привычных, таких как мощность, количество фаз и требуемое для работы напряжение в сети, сварочный трансформатор имеет целый набор уникальных характеристик, каждая из которых позволит безошибочно подобрать в магазине аппарат под определенный вид работ. Для тех же, кто собирается изготовить сварочный трансформатор своими руками, знание этих характеристик потребуется для выполнения расчетов.
Для тех же, кто собирается изготовить сварочный трансформатор своими руками, знание этих характеристик потребуется для выполнения расчетов.
Но прежде чем перейти к детальному описанию каждой характеристики, необходимо разобраться, что собой представляет базовый принцип работы сварочного трансформатора. Он довольно прост и заключается в преобразовании входящего напряжения, а именно его понижении. Понижающая вольтамперная характеристика сварочного трансформатора имеет следующую зависимость – при понижении напряжения (Вольт) возрастает сила тока сварки (Ампер), что и позволяет плавить и сваривать металл. На основе этого принципа и построена вся работа сварочного трансформатора, а также связанные с ней другие рабочие характеристики.
Напряжение сети и количество фаз
С этой характеристикой все довольно просто. Она указывает на требуемое для работы сварочного трансформатора напряжение. Это может быть 220 В или 380 В. На практике напряжение в сети может немного колебаться в пределах +/- 10 В, что может сказаться на стабильной работе трансформатора.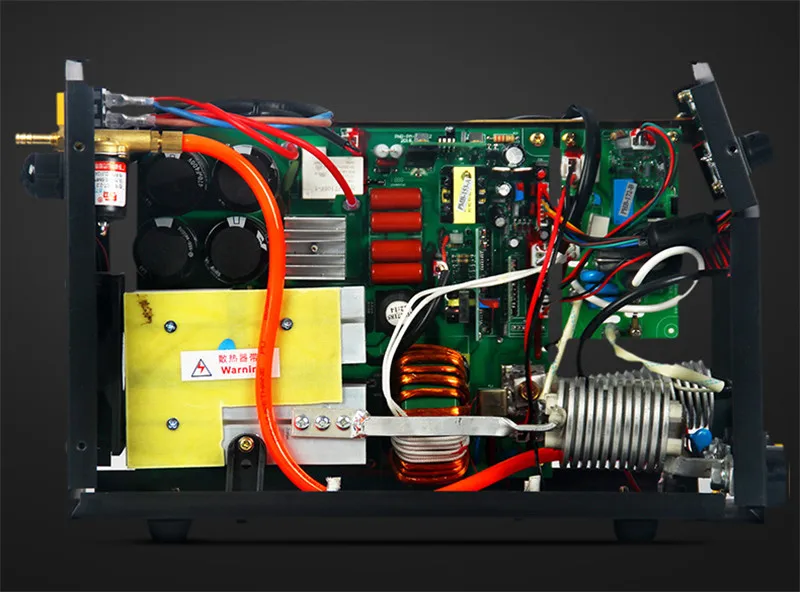 При расчетах для сварочного трансформатора напряжение в сети является основополагающей характеристикой для расчетов. К тому же, от напряжения в сети зависит количество фаз. Для 220 В – это две фазы, для 380 В – три. В расчетах это не учитывается, но для подключения сварочного аппарата и его работы это важный момент. Также есть отдельная категория трансформаторов, которые могут работать как от 220 В, так и от 380 В.
При расчетах для сварочного трансформатора напряжение в сети является основополагающей характеристикой для расчетов. К тому же, от напряжения в сети зависит количество фаз. Для 220 В – это две фазы, для 380 В – три. В расчетах это не учитывается, но для подключения сварочного аппарата и его работы это важный момент. Также есть отдельная категория трансформаторов, которые могут работать как от 220 В, так и от 380 В.
Номинальный сварочный ток трансформатора
Это основная рабочая характеристика любого сварочного трансформатора. От величины силы сварочного тока зависит возможность резки и сварки металла. Во всех сварочных трансформаторах это значение указывается максимальным, так как именно столько способен выдать трансформатор на пределе возможностей. Конечно, номинальный сварочный ток можно регулировать для возможности работы электродами различного диаметра, и для этого в трансформаторах предусмотрен специальный регулятор. Необходимо отметить, что для бытовых сварочных трансформаторов, созданных своими руками, сварочный ток не превышает 160 – 200 А. Это связано в первую очередь с весом самого трансформатора. Ведь чем больше сила сварочного тока, тем больше требуется витков медного провода, а это лишние неподъемные килограммы. В дополнение на сварочный трансформатор цена зависит от металла для проводов обмоток, и чем больше провода было потрачено, тем дороже обойдется сам аппарат.
Это связано в первую очередь с весом самого трансформатора. Ведь чем больше сила сварочного тока, тем больше требуется витков медного провода, а это лишние неподъемные килограммы. В дополнение на сварочный трансформатор цена зависит от металла для проводов обмоток, и чем больше провода было потрачено, тем дороже обойдется сам аппарат.
Диаметр электрода
В работе со сварочным трансформатором для сварки металла используются наплавляемые электроды различного диаметра. При этом возможность использовать электрод определенного диаметра зависит от двух факторов. Первый – номинальный сварочный ток трансформатора. Второй – толщина металла. В приведенной ниже таблице указаны диаметры электродов в зависимости от толщины металла и сварочного тока самого трансформатора.
Как видно из этой таблицы, использование 2 мм электрода будет просто бессмысленным при силе тока в 200 А. Или наоборот, 4 мм электрод бесполезен при силе тока в 100 А. Но довольно часто приходится выполнять сварку металла различной толщины одним и тем же аппаратом и для этого сварочные трансформаторы оборудуются регуляторами силы тока.
Пределы регулирования сварочного тока
Для сварки металла различной толщины используются электроды различного диаметра. Но если сила сварочного тока будет слишком большой, то металл при сварке прогорит, а если слишком маленькой, то не удастся его расплавить. Потому в сварочных трансформаторах для этих целей встраивается специальный регулятор, позволяющий понижать номинальный сварочный ток до определенного значения. Обычно в самодельных сварочных трансформаторах создается несколько ступеней регулировки, начиная от 50 А и заканчивая 200 А.
Номинальное рабочее напряжение
Как уже отмечалось, сварочный трансформатор преобразует входящее напряжение до более низкого значения, составляющего 30 – 60 В. Это и есть номинальное рабочее напряжение, которое необходимо для поддержания стабильного горения дуги. Также от этого параметра зависит возможность сварки металла определенной толщины. Так для сварки тонколистового металла требуется низкое напряжение, а для более толстого – высокое. При расчетах этот показатель весьма важен.
При расчетах этот показатель весьма важен.
Номинальный режим работы
Одной из ключевых рабочих характеристик сварочного трансформатора является его номинальный режим работы. Он указывает на период беспрерывной работы. Этот показатель для заводских сварочных трансформаторов обычно составляет около 40%, а вот для самодельных он может быть не выше 20 – 30%. Это значит, что из 10 минут работы можно беспрерывно варить 3 минуты, а 7 давать отдохнуть.
Мощность потребления и выходная
Как и любой другой электроинструмент, сварочный трансформатор потребляет электроэнергию. При расчетах и создании трансформатора показатель потребляемой мощности играет важную роль. Что касается выходной мощности, то её также следует учитывать, так как коэффициент полезного действия сварочного трансформатора напрямую зависит от разницы между этими двумя показателями. И чем меньше эта разница, тем лучше.
Напряжение холостого хода
Одной из важных рабочих характеристик является напряжение холостого хода сварочного трансформатора. Эта характеристика отвечает за легкость появления сварочной дуги, и чем выше будет напряжение, тем легче появится дуга. Но есть один важный момент. Для обеспечения безопасности человека, работающего с аппаратом, напряжение ограничивается 80 В.
Эта характеристика отвечает за легкость появления сварочной дуги, и чем выше будет напряжение, тем легче появится дуга. Но есть один важный момент. Для обеспечения безопасности человека, работающего с аппаратом, напряжение ограничивается 80 В.
Схема сварочного трансформатора
Как уже отмечалось, принцип работы сварочного трансформатора заключается в понижении напряжения и повышении силы тока. В большинстве случаев устройство сварочного трансформатора довольно простое. Он состоит из металлического сердечника, двух обмоток – первичной и вторичной. На представленном ниже фото изображено устройство сварочного трансформатора.
С развитием электротехники принципиальная схема сварочного трансформатора совершенствовалась, и сегодня производятся сварочные аппараты, в схеме которых используются дроссели, диодный мост и регуляторы силы тока. На представленной схеме видно, как диодный мост интегрирован в сварочный трансформатор (фото ниже).
Одним из самых популярных самодельных сварочных трансформаторов является трансформатор с тороидальным сердечником, в силу его малого веса и прекрасных рабочих характеристик. Схема такого трансформатора представлена ниже.
Схема такого трансформатора представлена ниже.
Сегодня существует множество различных схем сварочных трансформаторов, начиная от классических и заканчивая схемами инверторов и выпрямителей. Но для создания сварочного трансформатора своими руками лучше выбирать более простую и надежную схему, не требующую использования дорогой электроники. Как, например, сварочный тороидальный трансформатор или трансформатор с дросселем и диодным мостом. В любом случае для создания сварочного трансформатора, кроме схемы, придется выполнить определенные расчеты, чтобы получить требуемые рабочие характеристики.
Расчет сварочного трансформатора
При создании сварочного трансформатора под конкретные цели приходится определять его рабочие характеристики заранее. Кроме этого, расчет сварочного трансформатора выполняется для определения количества витков первичной и вторичной обмоток, площади сечения сердечника и его окна, мощности трансформатора, напряжения дуги и прочего.
Для выполнения расчетов потребуются следующие исходные данные:
- входящее напряжение первичной обмотки (В) U1;
- номинальное напряжение вторичной обмотки (В) U2;
- номинальная сила тока вторичной обмотки (А) I;
- площадь сердечника (см2) Sс;
- площадь окна (см2)So;
- плотность тока в обмотке (A/мм2).

Рассмотрим на примере расчета для тороидального трансформатора со следующими параметрами: входящее напряжение U1=220 В, номинальное напряжение вторичной обмотки U2=70 В, номинальная сила тока вторичной обмотки 200 А, площадь сердечника Sс=45 см2, площадь окна So=80 см2, плотность тока в обмотке составляет 3 A/мм2.
Вначале рассчитываем мощность тороидального трансформатора по формуле:
P габаритн = 1,9*Sc*So. В результате получим 6840 Вт или упрощенно 6,8 кВт.
Важно! Данная формула применима только для тороидальных трансформаторов. Для трансформаторов с сердечником типа ПЛ, ШЛ используется коэффициент 1,7. Для трансформаторов с сердечником типа П, Ш – 1,5.
Следующим шагом будет расчет количества витков для первичной и вторичной обмоток. Чтобы это сделать, вначале придется вычислить необходимое количество витков на 1 В. Для этого используем следующую формулу: K = 35/S. В результате получим 0,77 витка на 1 В потребляемого напряжения.
Важно! Как и в первой формуле, коэффициент 35 применим только для тороидальных трансформаторов. Для трансформаторов с сердечником типа ПЛ, ШЛ используется коэффициент 40. Для трансформаторов с сердечником типа П, Ш – 50.
Далее рассчитываем максимальный ток первичной обмотки по формуле: Imax = P/U. В результате получим ток для первичной обмотки 6480/220=31 А. Для вторичной обмотки силу тока берем за константу в 200 А, так как возможно придется варить электродами с диаметром от 2 до 3 мм металл различной толщины. Конечно, на практике 200 А – это предельная сила тока, но запас в пару десятков ампер позволит аппарату работать более надежно.
Теперь на основании полученных данных рассчитываем количество витков для первичной и вторичной обмоток в трансформаторе со ступенчатым регулированием в первичной обмотке. Расчет для вторичной обмотки выполняем по следующей формуле W2 =U2*K, в результате получим 54 витка. Далее переходим к расчету ступеней первичной обмотки. Для этого используем формулу W1ст = (220*W2)/Uст.
Далее переходим к расчету ступеней первичной обмотки. Для этого используем формулу W1ст = (220*W2)/Uст.
Uст – необходимое выходное напряжение вторичной обмотки.
W2 – количество витков вторичной обмотки.
W1ст – количество витков первичной обмотки определенной ступени.
Но прежде чем приступить к расчету витков ступеней первичной обмотки, необходимо определить напряжение для каждого. Сделать это можно по формуле U=P/I, где:
U – напряжение (В).
Например, нам требуется сделать четыре ступени со следующими показателями номинальной силы тока на вторичной обмотке: 160 А, 130 А, 100 А и 90 А. Такой разброс понадобится для использования электродов различного диаметра и сварки металла различной толщины. В результате получим Uст = 40,5 В для первой ступени, 50 В для второй ступени, 65 В для третьей ступени и 72 В для четвертой. Подставив полученные данные в формулу W1ст = (220*W2)/Uст, рассчитываем количество витков для каждой ступени. W1ст1 = 293 витка, W1ст2 = 238 витков, W1ст3 = 182 витка, W1ст4 = 165 витков. В процессе намотки провода на каждом из этих витков делается отвод для регулятора.
W1ст1 = 293 витка, W1ст2 = 238 витков, W1ст3 = 182 витка, W1ст4 = 165 витков. В процессе намотки провода на каждом из этих витков делается отвод для регулятора.
Осталось рассчитать сечение провода для первичной и вторичной обмоток. Для этого используем показатель плотности тока в проводе, который равен 3 A/мм2. Формула довольно проста – необходимо максимальный ток каждой из обмоток разделить на плотность тока в проводке. В результате получим для первичной обмотки сечение провода Sперв = 10 мм2. Для вторичной обмотки сечение провода Sвтор = 66 мм2.
Создавая сварочный трансформатор своими руками, необходимо выполнить все вышеперечисленные расчеты. Это поможет правильно подобрать все необходимые детали и затем собрать из них аппарат. Для новичка выполнение расчетов может показаться весьма запутанным занятием, но если вникнуть в суть выполняемых действий, все окажется не таким уж и сложным.
Работа при пониженном напряжении в питающей сети
Данная особенность аппарата, в условиях отечественных электросетей – безусловно важна. Если инвертор не справляется с просадкой в сети до 190В – грош ему цена. Работа в гараже или на даче, в местах, где сети не могут похвастать стабильностью, – будет просто невозможна. Даже если в вашей розетке стабильно 220В, то при использовании удлинителей в 30, 50 или 100 метров – просадок всё равно не избежать.
Если инвертор не справляется с просадкой в сети до 190В – грош ему цена. Работа в гараже или на даче, в местах, где сети не могут похвастать стабильностью, – будет просто невозможна. Даже если в вашей розетке стабильно 220В, то при использовании удлинителей в 30, 50 или 100 метров – просадок всё равно не избежать.
Обман, как и в случае с дополнительными функциями, вызван страхом производителей проиграть в конкурентной борьбе. Если все продавцы техники обещают, что их инверторы работают при 160 В в розетке, почему бы не заявить, что наш «Дуб» не может работать и при 120 В, не теряя при этом в качестве шва.
Простейший способ проверки работоспособности инвертора при пониженном напряжении – использовать устройство под названием ЛАТР. Лабораторный АвтоТрансформатор позволяет настроить нужные параметры напряжения и посмотреть, как сварочный аппарат, подключенный через прибор, будет справляться со сваркой. Как вы понимаете, данное оборудование найдётся далеко не в каждом гараже. В лаборатории Aurora данное устройство имеется, и тесты на работу при низком напряжении в сети мы обязательно будем проводить. Так что следите за обновлениями видео на канале Aurora Online Channel.
Так что следите за обновлениями видео на канале Aurora Online Channel.
Другая крайность – обещание продавцов сварочной техники, что при 100-110В в питающей сети аппарат будет выдавать такой же результат сварки, что и при номинальном напряжении. Это, безусловно, не правда. Сварочный ток аппарата снижается пропорционально напряжению в сети. Вопрос только при каком напряжении в розетке качество шва при работе с данным диаметром электрода станет неприемлемым. Для некоторых аппаратов это 180 В, для других 160 В.
Ещё раз повторим, работа с питающим напряжением в 220 В является гарантией идеального сплавления кромок свариваемого металла, снижение напряжения – является нештатной ситуацией и ожидать высокого качества сварочного шва в таких условиях нельзя.
Судя по рекламе – сварка при сверхнизком напряжении в питающей сети является чуть ли не главным требованием к аппарату. Между тем, хотим обратить внимание покупателей, что сварка процесс многосоставной. Кроме собственно сплавления кромок металла, нужно провести значительный объём подготовительных работ. Разрезать заготовки, зачистить место сварки, в конце концов осветить рабочее место сварщика. А падении напряжения до 140-160В ни болгарка, ни даже освещение работать не будут.
Разрезать заготовки, зачистить место сварки, в конце концов осветить рабочее место сварщика. А падении напряжения до 140-160В ни болгарка, ни даже освещение работать не будут.
Пределы регулирования сварочного тока
Эта характеристика позволяет понять, как сварочный аппарат справится с работой с разными диаметрами электродов. Чем тоньше свариваемый металл, тем меньше должен быть сварочный ток, и соответственно, диаметр выбранного электрода. Учитывая, что минимальный диаметр электродов в свободной продаже составляет 1.6 мм, ток для них должен быть в районе 40-50А. Для работы с большими толщинами заготовок, ток, напротив, должен быть высоким, для электрода 4мм, – 140-200А.
Стоит напомнить, что ток сварки подбирается в зависимости от диаметра электрода. Для приближённых расчётов используется формула:
Значения коэффициента k – можно узнать из таблицы:
Кратность регулирования сварочного тока вычисляется делением максимального сварочного тока на минимальный.
Для простейших бытовых ММА аппаратов данное соотношение должно быть не менее 2, для профессиональной техники и производственного оборудования – от 3 до 8.
Обман в данном случае может сводиться к преувеличению диапазона регулировок. Если аппарат выдаёт ток от 80 до 120А – работать с электродами тоньше 2.5 и толще 4 мм – будет сложно.
Устойчивость и стабильность процесса сварки
Любитель, который сталкивается со сваркой впервые, думает, что раз электрод «искрит» – значит аппарат работает. Это неверно. Если аппарат зажигает дугу, это совсем не значит, что процесс сплавления кромок свариваемого металла идёт так, как нужно.
Бывает, что аппарат даже выдаёт заявленные токовые характеристики, а сварка всё равно не идёт. И тут стоит обратить внимание на ещё один принципиальный момент – устойчивость системы: «Источник питания-Дуга». Для того чтобы процесс сварки был стабильным должны выполняться следующие условия:
U (напряжение) дуги = U источника
I (ток) дуги = I источника.
Графически эти равенства определяются точкой пересечения статической Вольт-амперной характеристики дуги (СВАХ дуги) и статической внешней характеристики источника питания (Внешняя характеристика ИП).
Все эти ВАХ и СВАХ для обывателя – тёмный лес. А значит жулики будут этим беззастенчиво пользоваться. К примеру, есть два аппарата с одинаковыми токовыми характеристиками: EWM PICO 162 и наш, уже знаменитый «Дуб». Допустим оба аппарата выдают заявленный номинальный ток в 150А, при этом сварка PICO – просто песня. Аппарат не варит а шепчет. В то время как у владельца «ДУБа» – проблема… очень много брызг, дуга не стабильна и то обрывается, то прожигает дыры в заготовках. В чём может быть дело? Да как раз, в форме внешней характеристики источника. Так что соберитесь, и постарайтесь вникнуть в детали, о которых пойдёт речь далее:
СВАХ дуги представляет собой зависимость напряжения дуги от её тока, т.е. U дуги= ʄ (I дуги) (Напряжение дуги – есть функция от тока дуги).
Т.к. дуга является нелинейным элементом электрической цепи, то и СВАХ дуги будет иметь криволинейный характер и состоять из 3-х характерных участков: падающего, жёсткого и возрастающего.
При разных способах сварки СВАХ дуги реализуется только на некоторых участках.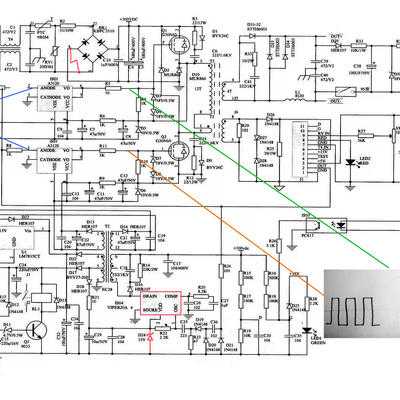 Для ММА сварки это падающий и жёсткий:
Для ММА сварки это падающий и жёсткий:
Положение СВАХ дуги зависит от длинны дуги
Удаляя электрод от детали сварщик удлиняет дугу напряжение при этом растёт (L1), приближая электрод к поверхности дуга уменьшается, а вместе с ней падает и напряжение (L3).
Внешняя характеристика источника питания
Внешняя характеристика источника питания представляет собой зависимость напряжения на внешних зажимах от тока, т.е. U источника = ʄ (I дуги). (Напряжение на внешних зажимах источника есть функция от тока дуги)
Внешняя характеристика может быть падающей (1), Жёсткой (2), или возрастающей (3).
Для каждого способа сварки, для того, чтобы добиться устойчивости процесса – необходим источник питания с определённой внешней характеристикой. Для ММА сварки источник питания в общем виде должен иметь падающую или круто падающую внешнюю характеристику:
Сварщик не может удержать дуговой промежуток неизменным. Длинна дуги во время сварки то увеличивается, то уменьшается, соответственно меняется и сила тока.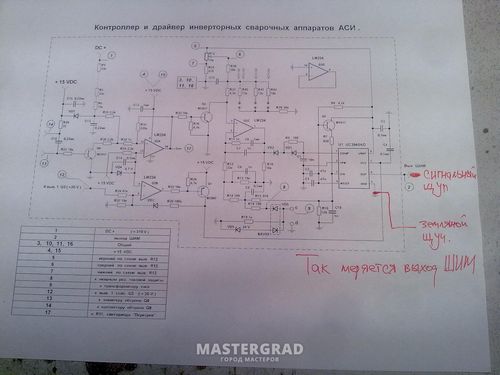 При падающей внешней характеристике изменение длинны дуги сопровождается незначительными изменениями сварочного тока. Это значит, что размер сварочной ванны и геометрические параметры шва остаются постоянными. Чем круче падение графика внешней характеристики источника питания – тем меньше изменения тока. Сварщик может удлинять дугу не опасаясь её обрыва, или укорачивать её без опасения прожечь заготовку.
При падающей внешней характеристике изменение длинны дуги сопровождается незначительными изменениями сварочного тока. Это значит, что размер сварочной ванны и геометрические параметры шва остаются постоянными. Чем круче падение графика внешней характеристики источника питания – тем меньше изменения тока. Сварщик может удлинять дугу не опасаясь её обрыва, или укорачивать её без опасения прожечь заготовку.
Давайте остановимся на падающей внешней характеристике подробнее, почему важна именно такая форма графика, и чем чреват обман? Предположим, что мы решили использовать для сварки аппарат с полого падающей внешней характеристикой, которой, кстати, часто грешат производители бюджетного сварочного оборудования. Некоторые производители в погоне за высокими токами, вместо номинального сварочного тока указывают ток короткого замыкания. При разработке дешёвого аппарата инженеры не мудрят, а создают источник с такой вот внешней характеристикой:
Ток короткого замыкания здесь, допустим, 200А, которые, недобросовестные продавцы обозначают как номинальный сварочный ток. Однако из данного графика видно, напряжение дуги при токе в 200А – равно нулю, а значит сварочный процесс будет невозможен. Для нормального сплавления кромок металла, напряжение 200-амперного источника должно быть в районе 28 В (откуда появилось это значение мы расскажем чуть позже, когда будем говорить об условной рабочей нагрузке), а значит максимальный сварочный ток приведённого на графике инвертора будет значительно ниже заявленного производителем значения.
Однако из данного графика видно, напряжение дуги при токе в 200А – равно нулю, а значит сварочный процесс будет невозможен. Для нормального сплавления кромок металла, напряжение 200-амперного источника должно быть в районе 28 В (откуда появилось это значение мы расскажем чуть позже, когда будем говорить об условной рабочей нагрузке), а значит максимальный сварочный ток приведённого на графике инвертора будет значительно ниже заявленного производителем значения.
Чем ещё плоха данная внешняя характеристика для аппаратов ММА?
При изменении длинны дуги – будет серьёзно меняться и выдаваемый ток аппарата. Как видите диапазон изменения тока при полого падающей характеристике – очень велик, а значит о стабильности сварочного процесса говорить не приходится: аппарат с пологой ВАХ будет то прожигать металл, то не проваривать его в зависимости от положения электрода относительно сварочной ванны. Так же можно сказать, что для сварки покрытым электродом не подходят аппараты с жёсткой или возрастающей внешней характеристикой. Добиться стабильного процесса сварки при таких условиях будет невозможно.
В случае с крутопадающей внешней характеристикой Источника питания диапазон изменения тока будет незначителен, а значит процесс сплавления металла – гораздо стабильнее:
Именно поэтому, для ММА сварки так принципиальна крутизна падения графика. Чем круче – тем стабильнее процесс.
У современных источников питания для ММА сварки внешняя характеристика может быть комбинированной и состоять из 4-х участков:
Такая характеристика обеспечивает соответствие инвертора специфическим требованиям к каждой стадии сварочного процесса.
1 участок – Высоковольтной подпитки
Формируется специальной цепью с напряжением холостого хода 80-100В и Током короткого замыкания 10-50А, для обеспечения стабильности сварочного процесса при работе на малых токах.
2 участок – пологопадающий или жёсткий
Формируется основной силовой цепью с напряжением холостого хода 40-60В, с наклоном 0-0. 05 В/А.
Эти параметры выбирают на основе компромисса:
- Требования экономичности (чем ниже напряжение холостого хода, тем дешевле источник питания)
- Получение удовлетворительных сварочных свойств: чем выше напряжение холостого хода, тем выше надёжность зажигания и эластичность дуги.
3 участок – крутопадающий (рабочий режим)
Обеспечивает поддержание устойчивого дугового разряда при установленном значении сварочного тока. Наклон участка можно изменять при проектировании источника – чем он круче, тем выше стабильность тока при изменении длинны дуги. Именно падающая форма данного участка, как уже было сказано, – гарантирует постоянство глубины проплавления и эластичность дуги.
4 участок – Форсирование дуги
О данном отрезке мы говорили выше, когда разбирались с функцией Arc Force. Некоторые источники имеют регулировку форсажа, что позволяет изменять жёсткость дуги. Уменьшение форсирования снижает разбрызгивание, увеличение – позволяет добиться увеличения глубины проплавления и снижение возможности залипания электрода.
Вы можете посмотреть данную статью в видео-ролике:
Какое напряжение на выходе сварочного инвертора
Инверторный аппарат Ресанта САИ предназначен для выполнения сварки методом MMA — ручной дуговой с использованием штучных электродов с покрытием. Его схема и конструкция разработаны латвийскими инженерами, а выпускается он китайским производителем. Этот инвертор является одним из самых мощных среди работающих от однофазной сети напряжением В и классифицируется как аппарат промышленного назначения. Величина главной характеристики САИ — максимального сварочного тока — А.
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.

Содержание:
- Как замерить напряжение холостого хода сварочного инвертора?
- Ремонт сварочного инвертора. Нет опорного напряжения
- Сварочный инвертор
- Каким должно быть напряжение холостого хода сварочного инвертора?
- Ресанта САИ-250 – промышленный инвертор для работы от сети 220 В
- ТЕХНОЛОГИИ ОБМАНА: СВАРОЧНЫЕ АППАРАТЫ MMA
- Универсальный сварочный инвертор. Часть 3.
- Как отремонтировать сварочный инвертор своими руками. Напряжение на выходе сварочного инвертора
- Самостоятельная доработка сварочного инвертора
- Какой сварочный инвертор, работающий при пониженном напряжении выбрать?
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Дроссель для сварочного инвертора.
Как замерить напряжение холостого хода сварочного инвертора?
Сварочный аппарат является неотъемлемым инструментом при проведении монтажных работ, где задействован металлопрофиль. На смену тяжелым трансформаторным пришли инверторные сварочники. Они имеют небольшой вес и более мобильны, поэтому полюбились многим мастерам.
Во время эксплуатации могут происходить типичные и нетипичные поломки, поэтому важно знать, можно ли провести ремонт сварочного инвертора своими руками. Что для этого нужно и как проходит процесс устранения неполадок, будет рассмотрено в этой статье. Инверторный сварочный аппарат получил свое название в силу того, какие в схеме происходят преобразования.
Сетевой ток, который поступает в него имеет частоту в 50 Гц, это означает, что импульс изменяется 50 раз в секунду. На выходе из инверторного сварочника частота тока близка к постоянному, т. Чтобы добиться этого применяется несколько модулей, которые собраны в одну или несколько схем. На входе находится первичный блок, который производит выравнивание, он состоит из диодного моста.
Чтобы добиться этого применяется несколько модулей, которые собраны в одну или несколько схем. На входе находится первичный блок, который производит выравнивание, он состоит из диодного моста.
После предварительного выпрямителя ток попадает на блок инвертора. Здесь в дело вступают транзисторные ключи, он обеспечивают преобразование постоянного тока в высокочастотный, максимальное его значение достигает кГц. Высокочастотный ток поступает из транзисторной сборки на трансформатор. В этом блоке монтируется высокочастотный трансформатор, который понижает напряжение.
При этом производится повышение силы тока, что важно для нормального горения электрода. В отдельных моделях инверторный сварочных аппаратов сила тока на выходе может достигать ампер.
Заключающим модулем является еще один выпрямительный модуль, после которого ток уходит к электродам. Этот модуль также собран на диодном мосте. При этом используются полупроводники большой мощности. Кроме основных элементов, есть и дополнительные, например, вся электроника нуждается в постоянном охлаждении, поэтому предусмотрен высокооборотистый вентилятор, который обеспечивает воздухообмен. Львиная доля поломок инверторных сварочных аппаратов приходится на неправильную их эксплуатацию.
Львиная доля поломок инверторных сварочных аппаратов приходится на неправильную их эксплуатацию.
В некоторых случаях инверторный сварочный аппарат может храниться в ненадлежащем помещении, где есть повышенная влажность. Если она попадает на электронику, то это приведет к замыканию компонентов и выходу их из строя. Также не стоит использовать сварочный инверторный аппарат во время дождя или сразу после него.
Каждый инверторный сварочный аппарат рассчитан на номинальную нагрузку и ее превышение может привести к выходу из строя силовых модулей. Такая причина может, например, крыться в обработке металла большой толщины высокими токами. Это приведет к перегреву и прогоранию транзисторных сборок или других элементов.
Большинство инверторных сварочных аппаратов отлично справляются с пониженным напряжением, но в некоторых случаях оно может стать причиной выхода из строя одного из модулей. Стоит помнить, что при пониженном напряжении мощность инверторного агрегата также падает, что понижает его КПД, т. В некоторых случаях причиной поломки может стать некачественное закрепление рабочего или подводящего кабеля.
В некоторых случаях причиной поломки может стать некачественное закрепление рабочего или подводящего кабеля.
Если контакт ненадежный, тогда в этих узлах возникает перегрев, из-за которого также возможно возникновение замыкания. Недостаточное охлаждение в силу выхода из строя вентилятора или прикрытия вентиляционных отверстий также приводит к выходу из строя схемы. Обратите внимание! Агрегаты могут выходить из строя снова после того, как был произведен ремонт сварочных инверторов. Это связано с применением некачественных комплектующих.
Их всегда стоит заказывать у проверенных продавцов, которые занимаются оптовыми поставками. Существует ряд неисправностей, с которыми сталкиваются при работе с инверторным сварочным аппаратом. Они устраняются довольно просто, поэтому на них стоит остановиться подробнее. Неустойчивость дуги у инверторного сварочного аппарат может проявляться в разбрызгивании металла или прожигании обрабатываемой поверхности. Причиной тому является неверный подбор силы тока на выходе для толщины конкретного металла и электрода.
Некоторые производители электродов указывают на упаковках, какой ток может быть применен для конкретного электрода. Подходящее значение можно выбрать экспериментальным путем, просто покрутив ручку в меньшую сторону. Если есть уверенность в правильности показаний тока на выходном дисплее инверторного сварочного аппарата, тогда можно воспользоваться таблицей, которая приведена ниже.
В некоторых случаях может наблюдаться частое прилипание электрода к заготовке. Такое явление обычно наблюдается у новичков, которые не имеют достаточного опыта работы с инверторным сварочным аппаратом.
Но есть и другая причина такого процесса, она заключается в пониженном напряжении на входе. При этом агрегат не способе выдать требуемую силу тока для конкретного электрода, он разогревается и просто прилипает, а дуга даже не начинает горение. Также стоит проверить надежность подключения рабочих кабелей.
В некоторых случаях плохой контакт может стать причиной прилипания электрода к поверхности заготовки.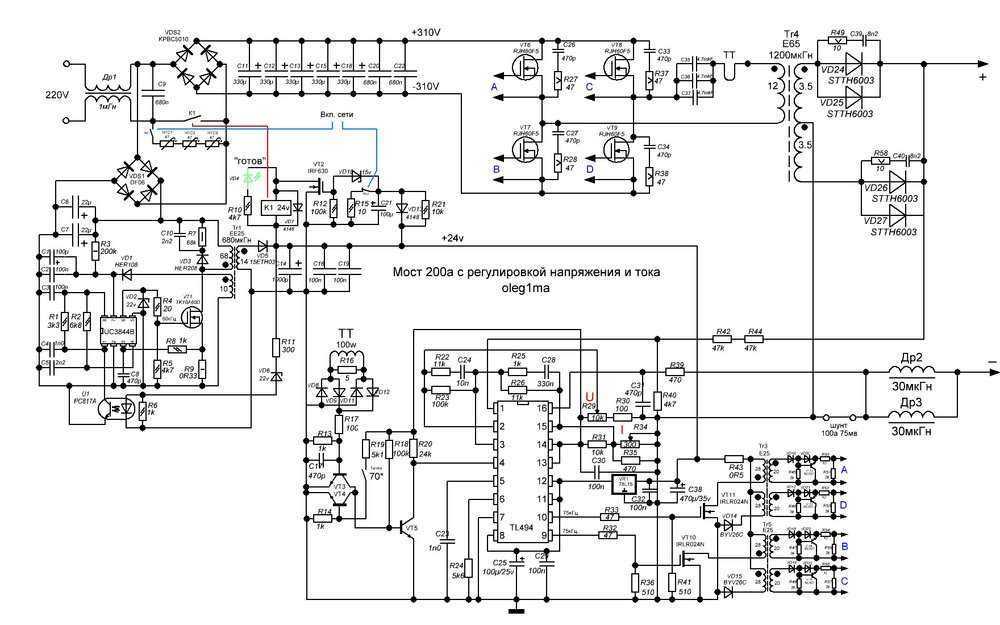 Устранить недостаток можно чисткой байонетных креплений рабочих кабелей. Для этого можно воспользоваться растворителем или мелкой наждачной бумагой. Важно проверить удлинитель, которым сварочный агрегат подключен к сети питания. Если сечение проводника заужено, то оно может быть причиной падения напряжения.
Устранить недостаток можно чисткой байонетных креплений рабочих кабелей. Для этого можно воспользоваться растворителем или мелкой наждачной бумагой. Важно проверить удлинитель, которым сварочный агрегат подключен к сети питания. Если сечение проводника заужено, то оно может быть причиной падения напряжения.
Выявить это можно по нагреву кабеля. Обычно для таких целей подбирается удлинитель с сечением кабеля не меньше 2,5 мм2. Также стоит помнить, что при длине свыше 30 метров на проводниках наблюдаются потери, поэтому необходимо либо большее сечение, либо меньшая длина.
Еще одной причиной прилипания электрода является качество и подготовка заготовок для сваривания. Если на них есть большое количество ржавчины, тогда перед работой ее лучше счистить шлифовальной машинкой. Ниже приведена таблица, которая позволит подобрать сечение провода и номинал автомата для конкретной силы тока сварочника.
Проблема может проявляться в том, что питание в сети есть, а тока на выходе из инверторного агрегата нет, хотя все сигнальные огни могут светиться. В этом случае стоит обратить внимание на состояние агрегата. Если на панели управления загорелась лампочка рядом с пиктограммой термометра, тогда аппарат просто перегрелся. Поэтому стоит выждать время, пока вентилятор достаточно охладит внутренние компоненты. Важно внимательно осмотреть рабочие кабеля, если на них есть следы перебития или сильного изгиба, то такую проблему сразу стоит локализовать, заменив кабель или вырезав поврежденную часть.
В этом случае стоит обратить внимание на состояние агрегата. Если на панели управления загорелась лампочка рядом с пиктограммой термометра, тогда аппарат просто перегрелся. Поэтому стоит выждать время, пока вентилятор достаточно охладит внутренние компоненты. Важно внимательно осмотреть рабочие кабеля, если на них есть следы перебития или сильного изгиба, то такую проблему сразу стоит локализовать, заменив кабель или вырезав поврежденную часть.
Другой неприятной неисправностью, которая может возникнуть во время ответственного процесса, является произвольное выключение сварочного агрегата. Проблема может заключаться не в самом сварочном аппарате, а в автоматическом выключателе, который установлен в сети питания. При превышении допустимой силы тока при потреблении он срабатывает, прекращая подачу.
В некоторых случаях из строя может выйти предохранитель самого сварочного агрегата. Это происходит из-за резких всплесков в сети питания. Жучок можно поставить, если задача срочная, но лучше заменить предохранитель на новый. Внезапное отключение может произойти и после продолжительной работы. Это может говорить о несоблюдении режима сварка-отдых.
Внезапное отключение может произойти и после продолжительной работы. Это может говорить о несоблюдении режима сварка-отдых.
Если это так, то срабатывает температурный датчик, который просто прекращает подачу в силу перегрева. Насильно работу продолжить не удастся, поэтому потребуется выждать период остывания. Есть и другие поломки, которые не имеют внешних проявления. Для их выявления есть общий алгоритм, которого следует придерживаться.
Первым делом сварочный агрегат осматривается визуально. Выявляются повреждения корпуса, а также следы прогаров, которые могут возникнуть при коротком замыкании. Далее зажимаются все разъемные соединения и проверяются регуляторы и выключатели. Инспектируется предохранитель сварочного агрегата. Он не всегда имеет вид прозрачной колбы с нитью. Если проблема не была устранена, тогда потребуется дальнейший осмотр после разборки.
Металлический корпус демонтируется, чтобы был доступ к внутренним компонентам. Их также необходимо осмотреть визуально.
Неисправные элементы, обычно, сразу бросаются в глаза. Это могут быть вспухшие конденсаторы или расплавившиеся элементы. Стоит обратить внимание на потемнения, которые есть на плате. В некоторых случаях элемент внешне может выглядеть нормально, но на самом деле быть неисправным. Далее проверяется наличие напряжений, которые должны быть на схеме. Проверяется наличие напряжение на входе и после каждого блока.
Для этого понадобится качественный мультиметр, который способен выдерживать большие токи. Когда выявлен виновный блок, необходимо произвести прозвонку и замеры каждого отдельного элемента, чтобы вычислить виновника. В этом отношении самым доступным и простым может оказаться ремонт сварочного инвертора Ресанта.
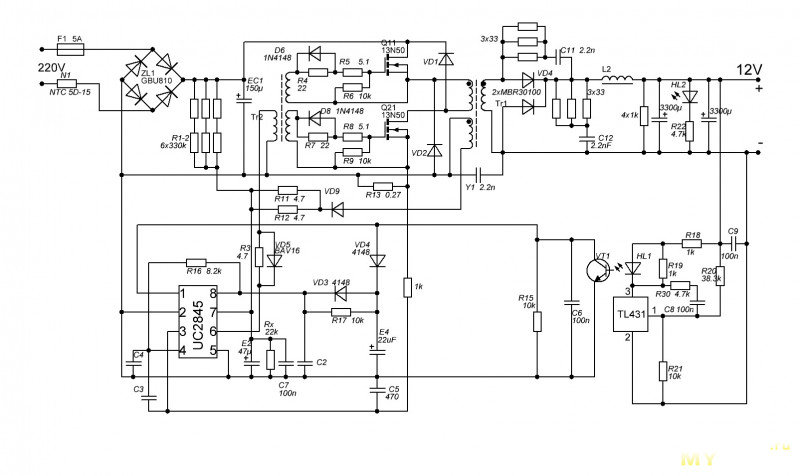
На сварочники фирмы Ресанта и другие есть много схем в свободном доступе, по которым можно определиться со строением. Несколько видео о ремонте инверторного агрегата можно посмотреть ниже. Самостоятельный ремонт инверторного сварочного аппарат подразумевает наличие основных знаний по схемотехнике, электронике и законами физики.
В противном случае будет сложно разобраться с основными компонентами и причинами их выхода из строя. В большинстве случаев выход из строя каких-либо компонентов инверторного сварочника обусловлен неисправностью других компонентов, которые явно не проявляют недостатков. Сварочные инверторы всё более уверенно занимают нишу производственного сварочного оборудования, приходя на смену традиционной трансформаторной технике.
Ремонт сварочного инвертора. Нет опорного напряжения
Сварочный аппарат является неотъемлемым инструментом при проведении монтажных работ, где задействован металлопрофиль. На смену тяжелым трансформаторным пришли инверторные сварочники. Они имеют небольшой вес и более мобильны, поэтому полюбились многим мастерам. Во время эксплуатации могут происходить типичные и нетипичные поломки, поэтому важно знать, можно ли провести ремонт сварочного инвертора своими руками. Что для этого нужно и как проходит процесс устранения неполадок, будет рассмотрено в этой статье. Инверторный сварочный аппарат получил свое название в силу того, какие в схеме происходят преобразования.
Инверторный сварочный аппарат получил свое название в силу того, какие в схеме происходят преобразования.
Чем сварочные инверторы с пониженным напряжением отличаются от обычных? Выбор: Сварочный инвертор также выдает на выходе вольт.
Сварочный инвертор
Просмотр полной версии : Ремонт сварочного инвертора ММА Люди, помогите пожалуйста со схемой на китайский сварочный инвертор ММА В инете нашел фото такой схемы, но с плохим разрешением, что затрудняет в ремонте. Представленная Схема соответствует действительности, но есть но. Не знаю как было раньше, после ремонта ремонтировал сам напряжение ХХ 60В, регулировка тока сварки по индикатору от 40 до А, а фактически сварочный ток примерно в два раза меньше. На выходе чисто постоянка, выпрямительный мост на выходе тоже исправный. Что же может быть. Хотел разобраться, может подрегилировать надо, а по схеме плохо видно. Если есть какой то совет, пожалуйста приму с удовольствием.
Каким должно быть напряжение холостого хода сварочного инвертора?
Логин или эл. Запомнить меня. Ваш e-mail. На что следует обратить внимание при покупке сварочного аппарата ММА.
Запомнить меня. Ваш e-mail. На что следует обратить внимание при покупке сварочного аппарата ММА.
Речь идет абсолютно об одном и том же процессе. Китайская промышленная революция сделала сварочное оборудование доступным для сотен миллионов людей с точки зрения цены.
Ресанта САИ-250 – промышленный инвертор для работы от сети 220 В
Поступил ко мне пару месяцев назад на ремонт сварочник. Очередной трупик. Фотка сделана уже после ремонта. В инете фотку этой сварки не нашел. Видимо очень древний.
ТЕХНОЛОГИИ ОБМАНА: СВАРОЧНЫЕ АППАРАТЫ MMA
Инвертор в последние годы стал одним из самых популярных аппаратов для сварки. Именно он сейчас применяется многими профессионалами и простыми людьми. В некоторых случаях подобное оборудование приходится дорабатывать. Доработку сварочного трансформатора можно доверить и профессионалам, а можно и сделать все своими руками. Ведь именно к этому в основном и сводится вся работа.
Можно-ли увеличить выходное напряжение сварочного инвертора? На аппарате напряжение на выходе 32V а нужно до 40 v. Инвертор TELWiN Techica.
Инвертор TELWiN Techica.
Универсальный сварочный инвертор. Часть 3.
Сварочный инверторный аппарат — это источник постоянного тока для питания электрической дуги. Обычный инверторный источник питания для сварки снижает зависимость от стабильности характеристик электросети. Он способен выдержать падение напряжения с до В вместо
Как отремонтировать сварочный инвертор своими руками. Напряжение на выходе сварочного инвертора
ВИДЕО ПО ТЕМЕ: Сварочный инвертор KAISER NBC-250 PROFI. Измерение параметров напряжения и тока
Авторский сайт, посвященный устройствам, которые вы можете собрать сами в домашних условиях. Не стесняйтесь, присоединяйтесь к обсуждениям на форуме, задавайте вопросы, предлагайте свои идеи. Рассмотрим основные принципы построения сварочных инверторов для двух самых распространённых видов сварки. Далее раскрывать эти понятия я не буду по причине моей не очень глубокой компетенции, в чём я убедился прочитав большой объём материала. А вот напряжение, какое получится. Говоря популярным языком-сварщик не робот.
Далее раскрывать эти понятия я не буду по причине моей не очень глубокой компетенции, в чём я убедился прочитав большой объём материала. А вот напряжение, какое получится. Говоря популярным языком-сварщик не робот.
Теория и практика. Кейсы, схемы, примеры и технические решения, обзоры интересных электротехнических новинок.
Самостоятельная доработка сварочного инвертора
Перейти к содержимому. У вас отключен JavaScript. Некоторые возможности системы не будут работать. Пожалуйста, включите JavaScript для получения доступа ко всем функциям. Отправлено 24 Июнь
Какой сварочный инвертор, работающий при пониженном напряжении выбрать?
Напряжение холостого хода сварочного инвертора — это напряжение между положительным и отрицательным выходными контактами устройства при отсутствии дуги. У сварочного инвертора в исправном состоянии оно должно находиться в пределах, указанных в инструкции производителя. Обычно это напряжение от 40 В до 90 В.
Напряжение холостого хода сварочного инвертора
Главная » Статьи » Напряжение холостого хода сварочного инвертора
Каким должно быть напряжение холостого хода сварочного инвертора?
- 21 декабря
- 171 просмотров
- 37 рейтинг
Оглавление: [скрыть]
- Напряжение холостого хода: как возникает и на что влияет
- На чем отражается правильность подбора режима
- Возможные неполадки в работе и их причины
Напряжение холостого хода сварочного инвертора — это напряжение между положительным и отрицательным выходными контактами устройства при отсутствии дуги. У сварочного инвертора в исправном состоянии оно должно находиться в пределах, указанных в инструкции производителя. Обычно это напряжение от 40 В до 90 В. Такой номинал обеспечивает легкое зажигание дуги при сварке металла. Это создает и безопасность работы сварщика.
У сварочного инвертора в исправном состоянии оно должно находиться в пределах, указанных в инструкции производителя. Обычно это напряжение от 40 В до 90 В. Такой номинал обеспечивает легкое зажигание дуги при сварке металла. Это создает и безопасность работы сварщика.
Схема сварочного инверторного полуавтомата.
Напряжение холостого хода: как возникает и на что влияет
Напряжение холостого хода получается путем преобразования напряжения питающей сети (220 В или 380 В, 50 Гц) в двух последовательных преобразователях, сначала в напряжение постоянного тока, а затем в переменное частотой 20-50 кГц. Затем высокочастотное напряжение подается на регулятор, поддерживающий необходимую величину напряжения на выходных клеммах и заданную силу тока при зажигании дуги.
Преобразование тока в сварочном инверторе.
Многие считают, что этот параметр влияет только на легкость зажигания дуги, чем выше напряжение, тем легче зажигается дуга. Условия работы сварщиков при монтаже конструкций далеки от идеальных. Случайное касание токоведущих частей с завышенным напряжением может привести к несчастному случаю.
Случайное касание токоведущих частей с завышенным напряжением может привести к несчастному случаю.
У многих моделей инверторов напряжение холостого тока и сила рабочего тока находятся в прямой зависимости. При сварке металла, покрытого толстым слоем ржавчины или краски, дуга зажигается с трудом.
Если в этой ситуации увеличить напряжение холостого хода, то рабочий ток окажется избыточным, и вместо качественного соединения металла могут образоваться шлак и поры.
Вернуться к оглавлению
Правильно установленный режим холостого хода обеспечивает качественное сгорание электрода и четко выраженный капельный перенос металла в сварную ванночку, образование надежного соединения с проваром корня шва. Образование брызг при поджоге и разрыве дуги минимальное, поверхность свариваемых деталей в зоне шва почти не требует дополнительной очистки. Одним из основных признаков правильно подобранного режима является характерный шипящий звук при горении дуги.
Трехфазный сварочный выпрямитель с регулировкой напряжения холостого хода секционированием витков обмоток трансформатора.
В некоторых моделях сварочного инвертора реализована дополнительная защитная функция от поражения сварщика электрическим током при повышенном напряжении холостого хода. Аппарат автоматически снижает напряжение до безопасной величины при возникновении нештатной ситуации и восстанавливает при исчезновении. Аппараты с увеличенным напряжением холостого хода используются при сварке электродами с тугоплавкой обмазкой, применяемыми для работы со специфическими сплавами.
Определенные модели инверторов для лучшего зажигания дуги оснащены схемой сварочного осциллятора. Такие устройства использовались на трансформаторных сварочных аппаратах с переменным и постоянным током. Осциллятор преобразует питающее напряжение сети в напряжение 2,5-3 кВ с частотой 150-300 кГц и выдает его на выходные клеммы импульсами длительностью в несколько десятков миллисекунд. Осциллятор состоит из повышающего низкочастотного трансформатора, подключенного к колебательному контуру, и разрядника с вольфрамовыми контактами. На выходе стоят конденсаторы, пропускающие токи высокой частоты и ограничивающие ток низкой частоты от сварочного аппарата.
На выходе стоят конденсаторы, пропускающие токи высокой частоты и ограничивающие ток низкой частоты от сварочного аппарата.
В таких устройствах еще предусмотрена защита от поражения электрическим током. Потребляемая мощность осцилляторов составляет 250-300 Вт, что незначительно увеличивает общую потребляемую мощность сварочного инвертора. Осцилляторы можно приобрести в виде отдельного блока или изготовить самостоятельно.
Вернуться к оглавлению
Причины возникновения неполадок в работе инвертора могут возникнуть по причине:
- неисправности самого инвертора;
- неудовлетворительного состояния сварочных кабелей и цепи питания устройства.
Функциональные возможности сварочного инвертора.
Температурная деформация и напряжение на выходе устройства находятся в неразрывной связи. Из-за скачков напряжения изменяется температура горения дуги, металл либо не прогревается до необходимой температуры, либо сгорает, образуя шлак и поры. Способы устранения неполадок зависят от обнаруженной неисправности. Самой простой причиной может быть плохой контакт в соединениях сварочных кабелей с крокодилами и штекерами для подключения к инвертору. Он ведет к появлению деформаций при сварке. Обычно такой дефект проявляется в резких непериодических скачках сварочного тока, самопроизвольном затухании дуги, что может привести к некачественному соединению, деформации и напряжению при сварке деталей от неравномерного нагрева.
Самой простой причиной может быть плохой контакт в соединениях сварочных кабелей с крокодилами и штекерами для подключения к инвертору. Он ведет к появлению деформаций при сварке. Обычно такой дефект проявляется в резких непериодических скачках сварочного тока, самопроизвольном затухании дуги, что может привести к некачественному соединению, деформации и напряжению при сварке деталей от неравномерного нагрева.
Способ устранения прост и может быть выполнен самостоятельно. Для устранения необходимо снять защитные изоляционные ручки, отсоединить кабель и осмотреть места соединения. При наличии окислов и следов нагрева нужно зачистить поверхности наждачной шкуркой и собрать, тщательно затянув соединительные болты. Кабели с подломленными или оборванными жилами и поврежденной изоляцией необходимо заменить на аналогичные. Длину кабеля лучше сохранить прежнюю. Многие модели инверторов рассчитаны на строго определенную нагрузку по индуктивному сопротивлению и при изменении длины кабеля могут изменить параметры работы.
Следующая причина может быть в неисправности самого устройства. Для определения работоспособности аппарата необходимо замерить прибором напряжение на выходных клеммах инвертора и напряжение в питающей сети. При нормальном сетевом напряжении низкое напряжение на выходе инвертора будет свидетельствовать о неисправности устройства. Ремонт инвертора лучше доверить специалистам из сервисного центра.
Если напряжение на выходе инвертора находится в допустимых пределах при нормальном напряжении питающей сети, следует тщательно проверить цепь подачи питающего напряжения на устройство от вводной точки электроснабжения или прибора учета. Минимальная потребляемая мощность устройств в режиме сварки находится в пределах 4-5 кВт. Необходимое сечение подводящих проводов из меди при такой мощности должно быть не менее 2,5 мм2 с длительно допустимым рабочим током 25 А по всей цепи питания. Кабель с меньшим сечением будет быстро нагреваться, на нем будут возрастать потери напряжения.
Обязательно необходимо проверить качество всех соединений по цепи питания. Слабая скрутка или другой вид некачественного соединения тоже могут создавать проблемы при сварочных работах и привести к возгоранию. Разъемные соединения из пары вилка-розетка должны быть нового типа с увеличенным диаметром электропроводящих штифтов на вилках. Вилки старого типа не выдерживают нагрузки при длительных режимах работы. Розетки тоже должны быть соответствующего типа. Длина подводящих питание линий не может быть больше 50 м, если иное не указано в технической документации на устройство.
Слабая скрутка или другой вид некачественного соединения тоже могут создавать проблемы при сварочных работах и привести к возгоранию. Разъемные соединения из пары вилка-розетка должны быть нового типа с увеличенным диаметром электропроводящих штифтов на вилках. Вилки старого типа не выдерживают нагрузки при длительных режимах работы. Розетки тоже должны быть соответствующего типа. Длина подводящих питание линий не может быть больше 50 м, если иное не указано в технической документации на устройство.
В сельской местности часто наблюдается нештатная работа инверторов из-за перегруженных общих линий электропроводки и заниженного напряжения сети.
Если при попытке зажечь дугу питающее напряжение падает до недопустимо низкого значения в точке ввода, это свидетельствует о недостаточной пропускной способности общей линии и ее перегрузке.
Иногда в такой ситуации могут помочь стабилизаторы напряжения. Эффективность работы стабилизаторов также зависит от нескольких причин и не всегда оправдывается. Общая потребляемая мощность комплекта из сети электроснабжения составит мощность сварочного устройства плюс потери в устройстве стабилизации. Увеличатся расходы по оплате электроэнергии, возрастет перегрузка общих линий, что еще более снизит напряжение на вводе.
Перед решением использовать такое устройство в комплекте со сварочным оборудованием желательно обратиться в электросети с письменным заявлением о некачественном электроснабжении.
expertsvarki.ru
Сварочный инвертор: какой выбрать? / Как выбрать? / Коллективный блог
Содержание:
Несмотря на свою относительную новизну (массовый выпуск начался только в середине 80-х годов) по своей востребованости сварочные инверторы сегодня превосходят остальные типы сварочных аппаратов.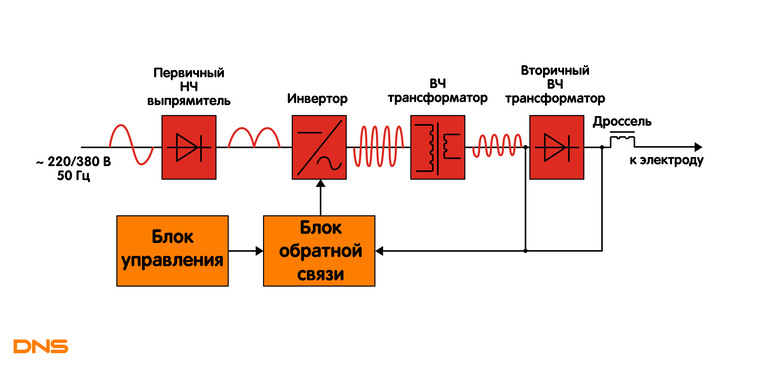
Рис.1. Работа со сварочным инвертором
Основных преимуществ – несколько:
- небольшой вес
- компактность
- большой диапазон регулировок тока
- легкий поджиг дуги
- ровный высококачественный шов
- универсальность – возможность работы (сваривания) разных металлов – черного, чугуна, цветных.
Подробно о том, как работает сварочный инвертор, как выбрать сварочник для бытовых целей, сравнение различных типов сварочнызх аппаратов подробно рассмотрено в нашей статье «Как выбрать сварочный аппарат для дома». Здесь мы хотели бы остановиться подробнее на некоторых особенностях, которые имеет сварочный инвертор, как выбрать аппарат с их учетом.
Мощность
Значение номинального сварочного тока указывают в руководстве по эксплуатации, паспорте, рекламном проспекте. При этом стоит понимать, что номинальный сварочный ток – это такое значение силы тока, при котором сварочный инвертор работает стабильно, не перегреваясь и без перегрузки, с точным соблюдением продолжительности включения. Как правило, всегда указывают максимально возможный для данного аппарата ток. Прежде всего, выбор зависит от того, с каким материалом придется работать. Зависимость необходимой силы тока от толщины металла приведена в таблице ниже:
Как правило, всегда указывают максимально возможный для данного аппарата ток. Прежде всего, выбор зависит от того, с каким материалом придется работать. Зависимость необходимой силы тока от толщины металла приведена в таблице ниже:
Рис. 2
Но здесь есть одна тонкость. К примеру, для сваривания металла с толщиной до 4 мм согласно таблице достаточно будет рабочего тока порядка 90-100 А. На самом деле, стоит приобрести сварочный инвертор хотя бы с 30% запасом по силе тока, то есть порядка 120-150А. Почему так получается:
- работа на максимальных (предельных) возможностях приводит к перегреву электронной части инвертора, что может вызвать её отказ. Кроме того, это вызывает резкое сокращение ресурса аппарата
- если напряжение в сети упадет до 170 – 180 В, это, соответственно, вызовет и снижение значения сварочного тока – в результате сила тока может оказаться ниже, чем та, которая обеспечит нормальное сваривание
- при проведении сварочных работ с использованием длинных (больше 5 м) кабелей мощность инвертора ощутимо снижается – сварочный ток становится ниже указанного номинального
- использование для подключения сетевых кабелей, чья длина превышает 15 м, особенно имеющих малое сечение, приводит к понижению напряжения, поступающего на вход инвертора, а следовательно – снижение значения сварочного тока
- ряд производителей (особенно малоизвестных марок) сознательно завышают показатели, указываемые в паспорте, реальные же значения на 15-20% (иногда 30%) ниже.

Для бытового инверторного сварочника вполне приемлемым будет показатель сварочного тока в пределах 160 А, для так называемых профессиональных – 200-300 А
Диапазон регулировки
Очень полезная вещь, так как помогает отрегулировать режим работы сварочника под определенную задачу. К примеру, нецелесообразно варить тонкий металл (а при кузовных работах – это просто невозможно) большим током. Пределы регулировки для «бытовых сварочников» – от 10 до 200 А.
Рис.3. Сварочный инвертор с регулировкой от 20 до 300 А
«Одноплаточные» инверторы
Среди прочих они отличаются привлекательной ценой. Но это удешевление достигнуто, прежде всего, за счет снижения надежности. Все основные элементы – управление, силовые, питания – собираются на одной плате, которая в результате становится основным и самым дорогим (80% от всей стоимости инвертора) узлом прибора. При этом ремонтнопригодность такого узла – крайне незначительна. При отказе хотя бы одного элемента, вызванного перегревом, замыканием, скачком напряжения, попаданием влаги в подавляющем большинстве случаев потребуется замена всей платы, что вполне сопоставимо с покупкой нового сварочника. Кроме того, перечисленные выше причины не являются гарантийным случаем – сервисный центр имеет полное право отказать вам в бесплатном ремонте, так как прибор вышел из строя из-за нарушений правил эксплуатации (все это подробно, хоть и очень мелким шрифтом расписано в гарантийном талоне). В принципе, если для бытовых целей и пользоваться не часто – то соотношение цена/качество себя оправдает. Если же сварочный аппарат нужен для серьезной работы – не стоит внимания. Основной признак одноплатного инвертора – вертикальное расположение кабельные силовые разъемы (вставки). Выглядит это примерно вот так:
Кроме того, перечисленные выше причины не являются гарантийным случаем – сервисный центр имеет полное право отказать вам в бесплатном ремонте, так как прибор вышел из строя из-за нарушений правил эксплуатации (все это подробно, хоть и очень мелким шрифтом расписано в гарантийном талоне). В принципе, если для бытовых целей и пользоваться не часто – то соотношение цена/качество себя оправдает. Если же сварочный аппарат нужен для серьезной работы – не стоит внимания. Основной признак одноплатного инвертора – вертикальное расположение кабельные силовые разъемы (вставки). Выглядит это примерно вот так:
Рис. 4. Пример «одноплаточного» инвертора.
Класс аппарата
Классификация аппаратов на «бытовые», «полупрофессиональные», «профессиональные» и «промышленные» носит полностью условный характер, не закреплена ГОСТом или какими-либо соглашениями. Поэтому некоторые производители могут несколько злоупотреблять этими юридически не закрепленными терминами. Поэтому в плане характеристик лучше доверять конкретным цифрам.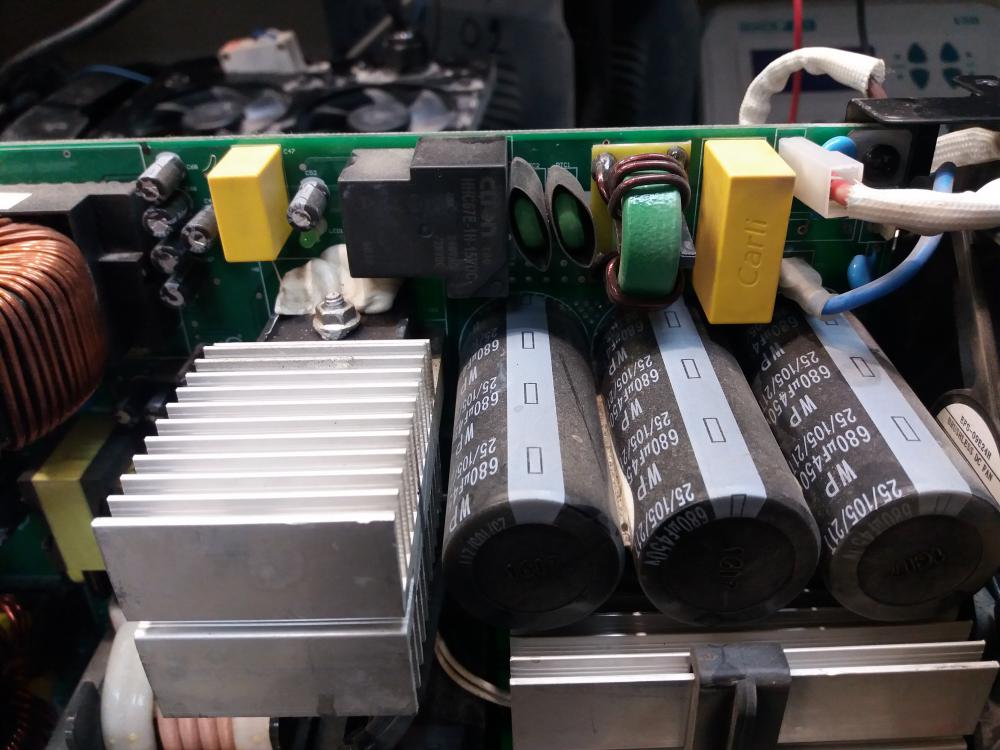
В то же время, такое разделение помогает пользователю точнее определиться с выбором модели, ведь каждому классу сварочников отвечают определенные задачи, для выполнения которых он предназначен, продолжительность и объем проводимых сварочных работ, условия эксплуатации. И уже от класса аппарата напрямую зависит и его стоимость. Итак, условно сварочные инверторы подразделяют:
- бытовые – или же хобби-класс. Разовые работы с небольшим объемом в бытовых условиях (гараж, дача, подсобное хозяйство). Кратковременный режим работы – относительно непрерывная работа в течение15-20 минут и перерыв на час для «остывания». Сварочный ток – в пределах 120-200А.
Как определиться с выбором недорого сварочного инвертора рассмотрено на видео:
- профессиональные – способны выдержать рабочий (8-часовой) день. Продолжительный режим работы, ремонт труб и коммуникаций, монтажные работы в бригадах ЖКХ, строительные работы (сборка и изготовление каркасных изделий, сварка арматуры для фундамента и т.
 д.) Высокие требования к надежности, достаточно жесткие условия эксплуатации (включая работу на открытом воздухе и при низких температурах). Необходимые показатели сварочного тока – 200-300 А
д.) Высокие требования к надежности, достаточно жесткие условия эксплуатации (включая работу на открытом воздухе и при низких температурах). Необходимые показатели сварочного тока – 200-300 А
Рис.5. Профессиональный сварочный инвертор
- промышленный – другое название – industrial, предусматривает практически непрерывное функционирование в промышленных (т.е. в три смены, краткие технологические перерывы). Используются при монтаже больших трубопроводов, строительстве инфраструктурных, промышленных или жилых объектов. Большой объем работы при высоких требованиях к качеству и надежности. Необходимое значение сварочного тока – 250-500А.
Рис. 6. Промышленный сварочный инвертор
Вентиляция
Немаловажный элемент для сварочных инвертеров, которые очень чувствительны к чрезмерному нагреву электронной части. При этом, организовывая принудительное теплоотведение, разработчикам параллельно приходится решать другую проблему – пыль. Которой, особенно в условиях стойки, чрезвычайно много. И которая, скапливаясь внутри аппарата (особенно металлическая пыль), может вызвать замыкание на плате. Кроме того, чрезмерное накопление пыли (которая отличается хорошими теплоизоляционными свойствами) ухудшает охлаждение и способствует перегреву.
И которая, скапливаясь внутри аппарата (особенно металлическая пыль), может вызвать замыкание на плате. Кроме того, чрезмерное накопление пыли (которая отличается хорошими теплоизоляционными свойствами) ухудшает охлаждение и способствует перегреву.
Рис.7. Пример вентиляции сварочного инвертора
Простейший способ – устанавливать на входе мелкую сеточку и улавливать частицы – себя практически не оправдывает, такая сеточка быстро забивается и воздушный поток ослабевает. Другой вариант – туннельная вентиляция. В этом случае, чтобы обеспечить дополнительную пылезащиту, все элементы прячут внутрь радиатора, а сам радиатор расположен вдоль корпуса – так, чтобы максимальная его площадь соприкасалась с охлаждающим воздушным потоком. Впрочем, самая надежная защита – регулярная очистка сварочника вручную – достаточно снять корпус и продуть элементы и смести пыль мягкой кисточкой. Чем интенсивнее эксплуатация – тем чаще необходимо проводить «зачистку».
Температурный режим
Очень слабое место любого инверторного сварочника. Проблем с работой в «положительной» части градусника практически не возникает – большинство аппаратов имеют допустимо возможную температуру в +40С (что у нас бывает крайне редко), единственное, что при высоких (от +25С) температурах продолжительность непрерывного включения уменьшается и следует опасаться перегрева. А вот низкие температуры сварочный инвертор, как и любая электроника, не любит. Микроконтроллеры, конденсаторы, транзисторы и тиристоры очень чувствительны к «минусовым» температурам – даже для хранения сварочного инвертора обязательно нужно отапливаемое помещение. Часто при низких температурах при попытки включить сварочный инвертор, загорается лампа (диод) «перегрузка» и аппарат отключается. Гораздо хуже, если аппарат все же заработает, а значит вентилятор начнет подавать внутрь холодный воздух. В результате на нагретых электроэлементах сварочника начнет скапливаться конденсат, что может привести к замыканию и полному отказу агрегата.
Проблем с работой в «положительной» части градусника практически не возникает – большинство аппаратов имеют допустимо возможную температуру в +40С (что у нас бывает крайне редко), единственное, что при высоких (от +25С) температурах продолжительность непрерывного включения уменьшается и следует опасаться перегрева. А вот низкие температуры сварочный инвертор, как и любая электроника, не любит. Микроконтроллеры, конденсаторы, транзисторы и тиристоры очень чувствительны к «минусовым» температурам – даже для хранения сварочного инвертора обязательно нужно отапливаемое помещение. Часто при низких температурах при попытки включить сварочный инвертор, загорается лампа (диод) «перегрузка» и аппарат отключается. Гораздо хуже, если аппарат все же заработает, а значит вентилятор начнет подавать внутрь холодный воздух. В результате на нагретых электроэлементах сварочника начнет скапливаться конденсат, что может привести к замыканию и полному отказу агрегата.
Поэтому если предстоит работать на морозе – выбор существенно осложняется. Прежде всего, если производитель в техописании или паспорте упустил момент с температурным режимом – это плохой знак. Чаще всего этим страдают недорогие модели из Поднебесной. Европейские производители придерживаются стандарта EN 60974-1, который соответствует российскому ГОСТ Р МЭК 60974-1-2004. Данные стандарты требуют от аппаратуры стабильно работать до -40С, но зачастую стабильно агрегаты работают до -15С. Стоит проверить информацию на сайте производителя – в Европе недобросовестная реклама может обойтись производителю слишком дорого, поэтому на своих официальных сайтах они не занимаются «приукрашиванием» характеристик.
Прежде всего, если производитель в техописании или паспорте упустил момент с температурным режимом – это плохой знак. Чаще всего этим страдают недорогие модели из Поднебесной. Европейские производители придерживаются стандарта EN 60974-1, который соответствует российскому ГОСТ Р МЭК 60974-1-2004. Данные стандарты требуют от аппаратуры стабильно работать до -40С, но зачастую стабильно агрегаты работают до -15С. Стоит проверить информацию на сайте производителя – в Европе недобросовестная реклама может обойтись производителю слишком дорого, поэтому на своих официальных сайтах они не занимаются «приукрашиванием» характеристик.
Питающее напряжение
Стабильность и качество функционирования сварочного инвертора напрямую зависит от качества электропитания. Именно поэтому при выборе инверторного сварочника важно определиться с допустимыми отклонениями напряжения. В целом, здесь все предлагаемые аппараты можно разделить на две части:
- для работы в стабильной сети – в подавляющем большинстве это промышленные и городские сети.
 Для таких условий подходят модели, для которых допустимо отклонение питающего напряжения от номинального в пределах ± 15%, т.е. аппарат сохраняет свою работоспособность при колебании напряжения в пределах 187- 253 В – это практически все агрегата «бытового» сегмента. Сварочник достаточно хорошо защищен и от возможных скачков напряжения, и может работать при «проседании» сети, когда сила тока упадет до 80А. При большем уменьшении напряжения аппарат отключается или начинает работать нестабильно.
Для таких условий подходят модели, для которых допустимо отклонение питающего напряжения от номинального в пределах ± 15%, т.е. аппарат сохраняет свою работоспособность при колебании напряжения в пределах 187- 253 В – это практически все агрегата «бытового» сегмента. Сварочник достаточно хорошо защищен и от возможных скачков напряжения, и может работать при «проседании» сети, когда сила тока упадет до 80А. При большем уменьшении напряжения аппарат отключается или начинает работать нестабильно. - для работы в нестабильной сети – под это определение попадает большинство сельских электросетей, гаражи, дачные хозяйства, при использовании сетевых удлинителей (чья длина превосходит 50 м). Для таких условий целесообразно приобретать аппараты, у которых допустимо отклонение в пределах от – 30% до +20% (150-270 В). Отдельно стоит рассмотреть вариант запитывания сварочника от генератора. Здесь есть один опасный момент – при прерывании сварки резко снижается потребление тока сварочным агрегатом, что может вызвать резкий скачок выходного напряжения на генераторе.
 Это, в свою очередь, может вызвать выход из строя уже самого сварочника. Для избежания пробоя высоким напряжением инвертор, который можно запитывать от генератора, должен иметь дополнительную защиту. Возможность подключения к генератору должна обязательно быть указана в техописании.
Это, в свою очередь, может вызвать выход из строя уже самого сварочника. Для избежания пробоя высоким напряжением инвертор, который можно запитывать от генератора, должен иметь дополнительную защиту. Возможность подключения к генератору должна обязательно быть указана в техописании.
Как подобрать генератор для сварочного инвертора подробно приводится на видео:
Продолжительность включения
Зачастую указывается в процентах, например, ПВ=30%. Это обозначает, что сварочный инвертор может непрерывно работать (варить)в течение 3 минут, после этого – 7 минут «остывать». И это – на максимальном значении подаваемого тока. На самом деле, для бытового сварочника показателя в 30-40% будет достаточно, ведь в домашних условиях очень редко приходится выполнять продолжительные непрерывные работы. А при работе с небольшими токами продолжительность включения может быть больше в разы.
Рис. 8. Обозначение продолжительности включения
Напряжение холостого хода
Здесь просто, чем оно выше – тем лучше, дуга будет зажигаться быстрее и лучше. В принципе, этот показатель в пределах 35-90 В можно считать вполне приемлемым. Если же сварочный инвертор (как выбрать в целом вы уже имеете представление) имеет специальные устройства (схемы) поджога дуги, то этим показателем можно пренебречь.
Подробный рассказ о том, как выбрать сварочный инвертор представлен на видео:
Самые популярные сварочные инверторы
44kw.com
Рекомендации по выбору сварочного инвертора
Lincoln Electric Invertec
При выборе инвертора в первую очередь необходимо определиться, какой объем работ предполагается выполнять, и какие марки сталей будут использоваться. Если стоит задача сварки низкоуглеродистых сталей, таких как сталь 0, ст. 3, ст. 3кп и т.д., то достаточно сварочного инвертора ММА (английская аббревиатура на русском языке означает ручную дуговую сварку плавящимся электродом — РДС). Он прекрасно подходит для «черных» сталей и если перед вами стоят задачи работать только с ними, то в таком случае, вы выбираете инвертор исключительно из линейки ММА. Если же необходимо кроме «черных» сталей сваривать коррозионостойкие (нержавейка), легированные, высококолегированные, то необходимо выбирать источник питания, который может работать в ММА/TIG режиме (аббревиатура ТIG означает сварку в среде инертных газов неплавящимся вольфрамовым электродом).
3кп и т.д., то достаточно сварочного инвертора ММА (английская аббревиатура на русском языке означает ручную дуговую сварку плавящимся электродом — РДС). Он прекрасно подходит для «черных» сталей и если перед вами стоят задачи работать только с ними, то в таком случае, вы выбираете инвертор исключительно из линейки ММА. Если же необходимо кроме «черных» сталей сваривать коррозионостойкие (нержавейка), легированные, высококолегированные, то необходимо выбирать источник питания, который может работать в ММА/TIG режиме (аббревиатура ТIG означает сварку в среде инертных газов неплавящимся вольфрамовым электродом).
Для коррозионостойких сталей лучше режим TIG. Существуют, конечно, электроды и для соответствующей ММА-сварки , но их использовать нежелательно по следующей причине: TIG позволяет сваривать более тонкий металл, ведь крайне редко сталкиваются с коррозионостойкой сталью толщиной 5 мм и более. Массивные конструкции из этого материала исключительно редко встречаются. Поэтому, если у вас возникнет необходимость сварить нержавейку, скорее всего она будет в миллиметр толщиной и меньше, а с такими вещами справится можно только в режиме TIG. Тонкостенные конструкции варят и электродом, но это требует высокой квалификации рабочего и дополнительные возможности инвертора.
Тонкостенные конструкции варят и электродом, но это требует высокой квалификации рабочего и дополнительные возможности инвертора.
инвертор tig ac dc
Сталь варят на постоянном токе (англ.DC — direct current), поэтому все инвертора по умолчанию имеют DC настройку, а переключатель переменный/постоянный ток (АС/ DC; АС- alternating current) понадобится для алюминия и его сплавов.
Объемы работ
Если варить будете редко и в небольшом количестве, можно смело выбирать бюджетные модели из низшей ценовой категории, если же железа будет много – выбирайте более дорогой и надежный аппарат. Границы между надежными и бюджетными условные. Сегодня можно сказать, что от 400-500$ стоят аппараты, которые можно считать серьезными. Но технологии развиваются, представление о профессиональном/непрофессиональном оборудовании постоянно меняется, поэтому указанная граница в 400-500$ через месяц-два может потерять свою актуальность.
Питающее напряжение
Необходимо определиться, какая сеть будет использоваться. Однофазная или трехфазная. Инвертора работающие от трехфазной сети значительно мощнее однофазных. Но из-за отсутствия трех фаз в домашних условиях, нужно выбирать однофазную модель. Иногда, в технических характеристиках указывается диаметр электродов, которые используются. Это важный, но второстепенный параметр, потому что диаметр зависит от величины сварочного тока. По его диапазону всегда можно определить, какой максимальный/минимальный диаметр электрода может использоваться в данном преобразователе.
Однофазная или трехфазная. Инвертора работающие от трехфазной сети значительно мощнее однофазных. Но из-за отсутствия трех фаз в домашних условиях, нужно выбирать однофазную модель. Иногда, в технических характеристиках указывается диаметр электродов, которые используются. Это важный, но второстепенный параметр, потому что диаметр зависит от величины сварочного тока. По его диапазону всегда можно определить, какой максимальный/минимальный диаметр электрода может использоваться в данном преобразователе.
Сварочный ток
Если вы собираетесь сварить массивные детали, толщиной от 4 мм и более нужно обращать внимание на максимальный сварочный ток Imax, чем он выше, тем глубже провар, и наоборот, если планируется сварка тонкостенных листов 1-2 мм – важен показатель Imin, чем он меньше, тем лучше.
Степень защиты инвертора
К примеру, IP21 или IP23. Обычно, чем больше число, тем лучше. Что это значит? Имеется ввиду степень защиты от влаги. IP21 – это безопасность при прямом дожде, IP23 – это защита от «косого» дождя.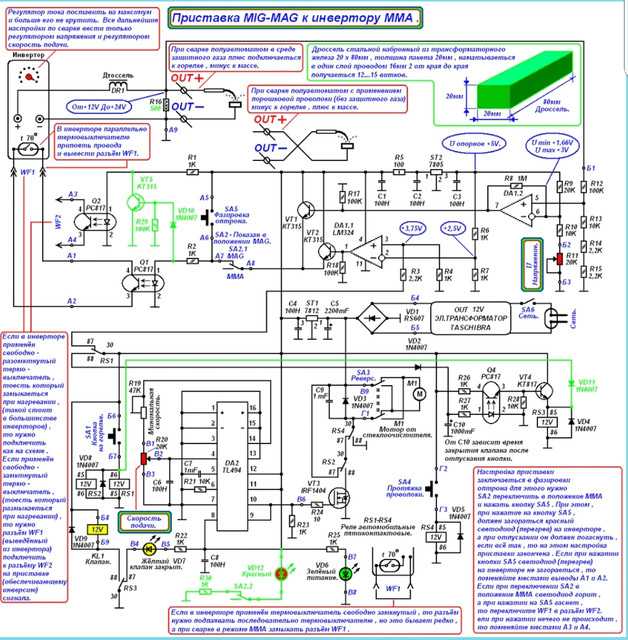 Если вы сочтете подобные показатели защиты необходимыми при выборе инвертора, либо же вам будет просто интересно, можете изучить все эти степени самостоятельно. Все таблицы широко представлены в интернете. Но, в принципе, по технике безопасности все сварочные работу под дождем строго запрещены. Поэтому, приведенные примеры классов защиты не имеют особого значения.
Если вы сочтете подобные показатели защиты необходимыми при выборе инвертора, либо же вам будет просто интересно, можете изучить все эти степени самостоятельно. Все таблицы широко представлены в интернете. Но, в принципе, по технике безопасности все сварочные работу под дождем строго запрещены. Поэтому, приведенные примеры классов защиты не имеют особого значения.
Потребляемая мощность (кВт)
актуальна там, где есть проблемы с мощностью: в большинстве электрических сетей на дачном участке мощность ограничена, т.е., например, стоит автомат на 10А — это значит, что электрическая сеть позволяет получать мощность 2,2 кВт. За городом, на некоторых участках мощности может хватать всего на 1 кВт и даже меньше. В таких случаях важно учитывать параметр потребляемой мощности инвертора во время его приобретения.
Важным показателем является напряжение холостого хода инвертора, чем выше этот показатель, тем легче поджигается дуга, но еще лучше, если инвертор будет оснащен устройством поджига.
На что еще необходимо обратить внимание:
- Обратите внимание, как построена система охлаждения. Менеджеры всегда проконсультируют вас по этому вопросу, если, конечно, вы поинтересуетесь:
Как устроены воздуховоды. При неудачных конструктивных решениях возможно интенсивное накапливание пыли и грязи на электронных платах и ответственных элементах. Наростание пыли один из главных факторов, который оказывает влияние на выход инверторов из строя – электроника довольно капризна и чувствительна к подобным вещам, ведь это не сварочный трансформатор, медные обмотки которого не пострадают при работе в запыленных помещениях. Некоторые аппараты имеют удобную функцию: вентиляторы включаются только при нагреве электронных плат. Впрочем, оборудуются такой функцией сварочники, собранные на IGBT –транзисторах – а они греются очень медленно и то на больших токах. Из-за этого достаточное охлаждение обеспечивается какое-то время и без включенных вентиляторов. В некоторых случаях они начинают гудеть через полчаса работы! Это положительный момент. Чем меньше крутятся кулеры, тем меньше пыли внутрь корпуса попадает. Правда, обычно, аппараты с такой системой охлаждением и улучшенными воздуховодами стоят выше среднего. Если выбираете недорогой бюджетный вариант, лучше обратить внимание на модель с двумя вентиляторами.
Чем меньше крутятся кулеры, тем меньше пыли внутрь корпуса попадает. Правда, обычно, аппараты с такой системой охлаждением и улучшенными воздуховодами стоят выше среднего. Если выбираете недорогой бюджетный вариант, лучше обратить внимание на модель с двумя вентиляторами.
- уточняйте, в пределах каких температурных колебаний окружающей среды можно инвертором работать. Если планируете работать только в помещении, тогда этот пункт не так и важен. Сварка же в зимнее время, особенно при температурах ниже -10 градусов Цельсия может быть затруднена при работе обычной моделью. Для работы в зимних условиях или условиях крайнего Севера есть модельки специально собранные для эксплуатации в подобных суровых условиях
- обратите внимание на то, какие перепады напряжения может ваш источник питания выдержать. Стандартная ситуация, когда он выдерживает отклонение в плюс-минус десять-пятнадцать процентов, что допустимо в городских условиях. Для загородной местности лучше выбирать с более широким диапазоном ( некоторые выносят «просадки» сети до 160 Вт), а так же существенные скачки напряжения выше 220В.
 Из недорогих моделей нужно назвать Ресанту, есть даже специальная линейка моделей.
Из недорогих моделей нужно назвать Ресанту, есть даже специальная линейка моделей. - задайте вопрос о наличии запчастей. Особенно важно, если вы приобретаете редкий и дорогой аппарат.
- поинтересуйтесь, где находятся ближайшие к вашему населенному пункту сервисные центры. Ведь иногда люди стоят перед выбором, починить своими руками, используя что нашлось в «сарае», либо ехать в ближайшую мастерскую и чинить бесплатно, но при этом потратьть ощутимую сумму на проезд.
- наличие «модных» функций форсаж дуги, легкий старт, антиприлипание электрода – это не ноу-хау для предлагаемого инвертора, а набор гарантированный для всех аппаратов, собранных по инверторной технологии.
Похожее
svarka-master.ru
Практика сварочного обмана. Как не проколоться при выборе аппарата. Часть 1
Приходя в магазин или заглядывая на интернет-порталы, покупатель в первую очередь смотрит на ценник представленного оборудования, естественно ищется вариант, который был бы оптимален по соотношению стоимости и качества.
В то же время, цена не всегда является объективным критерием выбора. Именно в низшей ценовой категории лежит огромный пласт некачественного товара. В этой статье мы поговорим о технологиях, которые применяются для обмана покупателя.
Начнём с самого простого:
Завышение токовых характеристик
Часто цифры, указанные на аппаратах, в инструкциях или на коробках оборудования не имеют к реальности никакого отношения. Бывает, что обещанные и реальные значения сварочного тока расходятся на 20 а то и 50%. К примеру, вместо заявленных 200А – аппарат выдаёт только 125.
Выбирая сварочный аппарат, покупатель смотрит на верхний предел сварочного тока и сравнивает цену с конкурентами, исходя из их технических характеристик. Как вы понимаете, стоимость аппаратов на 120 и 200А – значительно отличается в пользу первого, а заплатить за него вам предлагают, как за гораздо более мощное устройство.
Профессионал никогда не покупает сварочный аппарат с теми токовыми характеристиками, которые ему нужны, т. е. если специалисту в области сварки нужен 180А источник тока, то в магазине он остановит свой выбор на 200 – 250А инверторе. Такой выбор, с одной стороны защищает покупателя от занижения характеристик, с другой – позволяет иметь запас мощности.
е. если специалисту в области сварки нужен 180А источник тока, то в магазине он остановит свой выбор на 200 – 250А инверторе. Такой выбор, с одной стороны защищает покупателя от занижения характеристик, с другой – позволяет иметь запас мощности.
Производитель, зная об этой особенности выбора, периодически завышает токовые характеристики. В итоге, запас мощности, который покупатель рассчитывает получить – оказывается нулевым, зато аппарат на якобы «200А» стоит чуть дороже 180А аналога.
Ещё одна уловка маркетологов – присвоение названия аппарату с цифровым кодом, который намекает на сварочный ток, однако отношения к нему не имеет. Возьмём, к примеру, воображаемый аппарат «Дуб 250», (надеюсь такого нет), или даже «Дуб 250А» – название как бы намекает нам, что аппарат должен обладать током в 250 А, в то время, как в инструкции к инвертору обозначены 160А, но кто же читает эти бумажки? Так что, меньше внимания надписям на корпусе – больше времени изучению аппаратов.
Устраивая чехарду с характеристиками продавцы рассчитывают на поверхностные знания покупателя. Рядовой любитель сварки не сможет проверить характеристики инструмента, который планирует приобрести.
Рядовой любитель сварки не сможет проверить характеристики инструмента, который планирует приобрести.
К сожалению, наши люди больше доверяет рекламе или «цифровому табло», которое частенько не имеет ничего общего с реальным током. Вот наглядное доказательство: в одном из наших видео посвящённых сравнению сварочных аппаратов мы тестировали инвертор ELAND:
При подключении аппарата к стенду статической нагрузки выяснилось, что показания амперметра на нашем аппарате и цифрового табло ELAND – расходятся на 50А(!). Многие производители устанавливают на своё оборудование не измерительные приборы, а индикаторы, которые показывают значения в зависимости от положения ручки настройки. Т.е. цифры на табло не являются показаниями амперметра – это просто цифры.
Дополнительные функции
Поводом для обмана могут быть дополнительные функции аппарата. Antistick, Hot Start, Arc Force, функция снижения напряжения VRD – они стали джентельменским набором, который заявляется почти на всех современных инверторах. Продавцы опасаются, что отсутствие какой-либо из указанных функций, может оттолкнуть покупателя, и поэтому пишут, что инвертор оснащён всем набором опций вне зависимости от того присутствуют они на аппарате или их нет.
Продавцы опасаются, что отсутствие какой-либо из указанных функций, может оттолкнуть покупателя, и поэтому пишут, что инвертор оснащён всем набором опций вне зависимости от того присутствуют они на аппарате или их нет.
В свою очередь многие покупатели не очень представляют, что такое, например, Горячий старт, или что скрывается за аббревиатурой VRD. Наш небольшой ликбез по ссылкам. Жмите – не стесняйтесь:
Hot Start
VRD
Antistick
Arc Force
Самый распространённый вариант обмана, как вы поняли – отсутствие заявленных функций на инверторе.
Проверить их наличие, кроме Антистика и VRD, можно только в условиях лаборатории. Антизалипание проверяется продолжительным контактом электрода и свариваемой детали. При наличии данной функции, электрод не должен раскаляться докрасна: после небольшого периода нагрева – аппарат, при наличии функции Антистик, должен сбросить значение сварочного тока до минимума, и сохранить электрод пригодным к дальнейшей работе.
Наличие VRD – проверяется вольтметром, подключенным к байонетам аппарата. Значение напряжения холостого хода при включенной VRD не должно превышать безопасные для сварщика параметры: 12-18-24 Вольт, в зависимости от значений, заявленных производителем. Наличие VRD проверяется вольтметром, подключенным к байонетам аппарата.
Есть ещё более простой способ проверки, предложенный одним из владельцев AURORA MINIONE 1600. Однако пользоваться им, если Вы не уверены в наличии данной функции на аппарате, мы не рекомендуем. https://youtu.be/O_8VjgKiiJ8?t=5m58s
Напряжение холостого хода
Раз уж мы заговорили о безопасности, нельзя обойти вниманием такой параметр сварочного оборудования как напряжение холостого хода. Это «палка о двух концах», с одной стороны, чем выше напряжение, тем надёжнее будет зажигание, выше эластичность дуги, а сам процесс сварки – стабильнее. С другой стороны – высокое напряжение холостого хода ограничено требованиями безопасности сварщика. В итоге, минимальным напряжением холостого хода для источников питания сварки покрытым электродом принято считать 40 В, а максимальное значение не должно превышать 100 В (среднее значение). Проверить напряжение, как и в случае с VRD, можно вольтметром подключенным к выходным зажимам сварочного источника.
В итоге, минимальным напряжением холостого хода для источников питания сварки покрытым электродом принято считать 40 В, а максимальное значение не должно превышать 100 В (среднее значение). Проверить напряжение, как и в случае с VRD, можно вольтметром подключенным к выходным зажимам сварочного источника.
Наиболее распространённый обман – завышение значения холостого хода. Вместо 80-90 В, аппарат выдаёт всего 40, что не может не отразиться на поджиге и стабильности горения дуги.
evrotek.spb.ru
Сварочный инвертор, принцип его работы
Инверторный источник сварочного тока — один из современных видов источника питания сварочной дуги.
Сварщики-профессионалы, да и просто те, кому нравиться дома при помощи сварки делать что-либо, относительно недавно получили возможность значительно облегчить себе работу. В продаже появились сварочные инверторы, которые позволяют совершить качественный скачок в электросварке.
Достаточно вспомнить просто неподъемные сварочные трансформаторы и выпрямители, выпускавшиеся ранее. При прочих равных вес сварочного инвертора на порядок меньше, чем у любого другого сварочного аппарата, а это заметно повышает производительность сварки.
Сварочные инверторы – это самые современные сварочные аппараты, которые в настоящее время почти полностью вытесняют на второй план классические сварочные трансформаторы, выпрямители и генераторы.
Принцип действия сварочного инвертора
Переменный ток от потребительской сети, частотой 50 Гц, поступает на выпрямитель.
Выпрямленный ток сглаживается фильтром, затем полученный постоянный ток преобразуется инвертором с помощью специальных транзисторов с очень большой частотой коммутаций в переменный, но уже высокой частоты 20-50 кГц.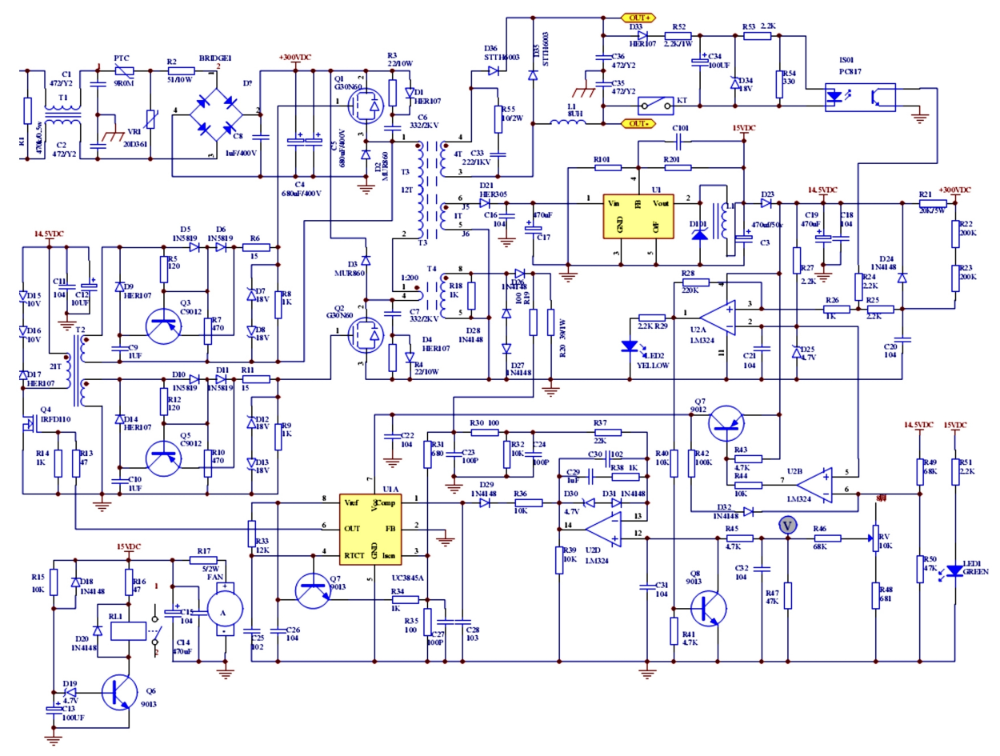
Затем переменное напряжение высокой частоты понижается до 70-90 В, а сила тока соответственно повышается до необходимых для сварки 100-200 А.
Высокая частота является основным техническим решением, которое позволяет добиться колоссальных преимуществ сварочного инвертора, если сравнивать с другими источниками питания сварочной дуги.
Устройство сварочного инвертора
В инверторном сварочном аппарате сила сварочного тока нужной величины достигается путем преобразования высокочастотных токов, а не путем преобразования ЭДС в катушке индукции как это происходит в трансформаторных аппаратах. Предварительные преобразования электрических токов позволяют использовать трансформатор с очень малыми габаритами.
К примеру, чтобы получить в инверторе сварочный ток 160А достаточно трансформатора вес, которого 250 г, а на обычных сварочных аппаратах необходим медный трансформатор с весом 18 кг.
Как устроен и работает сварочный инвертор на видео:
Преимущества и недостатки сварочных инверторов
Главным достоинством инвертора является минимальный вес. Кроме того возможность применять для сварки электроды как переменного, так и постоянного тока. Что важно при сварке цветных металлов и чугуна.
Инверторный сварочный аппарат имеет широкий диапазон регулировки сварочного тока. Это дает возможность для применения аргонодуговой сварки неплавящимся электродом.
Помимо этого в каждом инверторе есть функции: «Hot start» (горячий старт) для поджига электрода подаются максимальная величина тока, «Anti-Sticking» при коротком замыкании сварочный ток снижается до минимума, что не позволяет электроду залипать при соприкосновении с деталью, «Arc Force» – для предотвращения залипания в момент отрыва капли металла ток возрастает до оптимального значения.
Из недостатков сварочных инверторов можно назвать высокую стоимость (в 2 – 3 раза больше, чем у трансформаторов). Как и любая электроника, инверторы боятся пыли, поэтому производители рекомендуют хотя бы раза два в год вскрывать аппарат и удалять пыль. Если он работает на стройке или производстве, то чаще, по мере загрязнения. И как любая электроника сварочные инверторы не любят мороза.
Как и любая электроника, инверторы боятся пыли, поэтому производители рекомендуют хотя бы раза два в год вскрывать аппарат и удалять пыль. Если он работает на стройке или производстве, то чаще, по мере загрязнения. И как любая электроника сварочные инверторы не любят мороза.
Так при температуре ниже -15оС эксплуатация инвертора возможна не во всех случаях, в зависимости от того, какие детали использовал производитель. Поэтому в таких условиях, нужно смотреть на технические характеристики, заявленные заводом-изготовителем.
И еще одно, длина каждого из сварочных кабелей при подключении сварочного аппарата не должна превышать 2,5 метра, но к этому нужно просто привыкнуть.
Передняя панель сварочного инвертора
Сварочные инверторы – качество и удобство сварочных работ
Дуговая сварка – ответственная работа. Для её проведения сварщик должен обладать достаточным практическим опытом и знанием теории. Сварочные инверторы упростили процесс и решили многие возникавшие вопросы.
Сварочные инверторы упростили процесс и решили многие возникавшие вопросы.
Первая решённая проблема – это поджигание дуги. У прежних сварочных трансформаторов выходное напряжение пропорционально зависит от входного. Низкое напряжение, распространённое в наших сетях, не даёт возможности поджечь дугу, электрод начинает «залипать».
При добавлении тока трансформатора, наоборот, металл «пережигается». Устройство сварочных инверторов таково, что напряжение на выходе не зависит от напряжения на входе, а установленный сварочный ток держится неизменным независимо от сетевого напряжения. Инверторы предотвращают «залипание» электродов и легко создают устойчивую дугу.
При работе с обычными аппаратами возможно «пережечь» или «недожечь» металл. Это обусловлено тем, что они плохо держат требуемую величину тока сварки. Ведь она меняется и зависит от напряжения сети.
Когда металл «пережжён», сварочный шов ослабляется, в нём образуются отверстия и раковины. При «недожоге» также происходит ослабление шва. У сварочного инвертора ток устанавливается потенциометром согласно шкале сварочного тока и остаётся неизменным.
При «недожоге» также происходит ослабление шва. У сварочного инвертора ток устанавливается потенциометром согласно шкале сварочного тока и остаётся неизменным.
Начинающему сварщику трудно научиться удерживать дугу. После образования дуги электроду даётся наклон примерно в 15 градусов и его нужно перемещать относительно стыка деталей. Наклон может быть как в сторону движения электрода, так и в противоположную. Наряду с продольным движением его необходимо перемещать перпендикулярно шву. С этим связана длина дуги.
Основные виды электродов предусмотрены для работы короткой дугой. Поэтому нужно постоянно двигать электрод в перпендикулярном направлении таким образом, чтобы от электрода до свариваемых деталей был промежуток примерно в два его диаметра.
Сварочные инверторы способны строго поддерживать выбранный ток и к тому же он постоянный. Эти факторы позволяют не особо критично относиться к длине дуги, что облегчает работу сварщика, особенно начинающего, причём качество шва в данном случае с длиной дуги уже не связано.
Когда нет возможности расположить детали горизонтально, нужно помнить, что расплавленный металл подвергается земному притяжению так же, как и капля воды.
При работе с потолочными и вертикальными швами нужно своевременно остановиться и выждать, когда расплавленная капля внутри шва слегка остынет, и сразу же «поджигать» рядом следующую дугу, двигаясь выше и выше вдоль шва. Такую сварку называют «прихватками». Применяя сварочный инвертор, овладеть «прихватками» не составляет труда даже новичку.
Опыт показывает, сварочный инверторы облегчают «поджиг», контролируют дугу, устраняют «залипание», не требуют специальных навыков для обращения с собой. Всё это делает инверторы выгодными для применения и в сфере профессионального строительства, и домашнего ремонта.
Сварочный аппарат инверторного типа
Сколько электроэнергии потребляет сварочный инвертор в различных режимах работы? Смотрите на видео:
Как выбрать сварочный инвертор
В зависимости от того, где будет работать сварочный аппарат нужно покупать бытовой, или профессиональный инвертор. Разница между ними в продолжительности времени работы.
Разница между ними в продолжительности времени работы.
Профессиональный сварочный инвертор рассчитан на 8-ми часовой рабочий день, бытовой же потребует после 20 – 30 минут работы, перерыва минут 30 – 60, поэтому бытовые дешевле. Есть еще промышленные инверторные сварочные аппараты, которые предназначены для работы продолжительное время в тяжелых условиях.
Для дома достаточно сварочного инвертора с максимальным сварочным током 160 А. Но это при напряжении в сети хотя бы 210 В. При низком сетевом напряжении лучше купить инвертор на 200 А.
Ранее ЭлектроВести писали, что SMA и Infineon совместно разработали инверторы на основе карбида кремния в качестве полупроводников, что позволило не только снизить вес, но и отказаться от использования некоторых комплектующих.
По материалам: electrik.info.
Принцип работы сварочного инвертора – схема и устройство
И сварщики профессионалы, и домашние мастера оценили принцип работы сварочного инвертора, поэтому эти приборы постепенно вытесняют с рынка традиционные сварочные трансформаторы и выпрямители.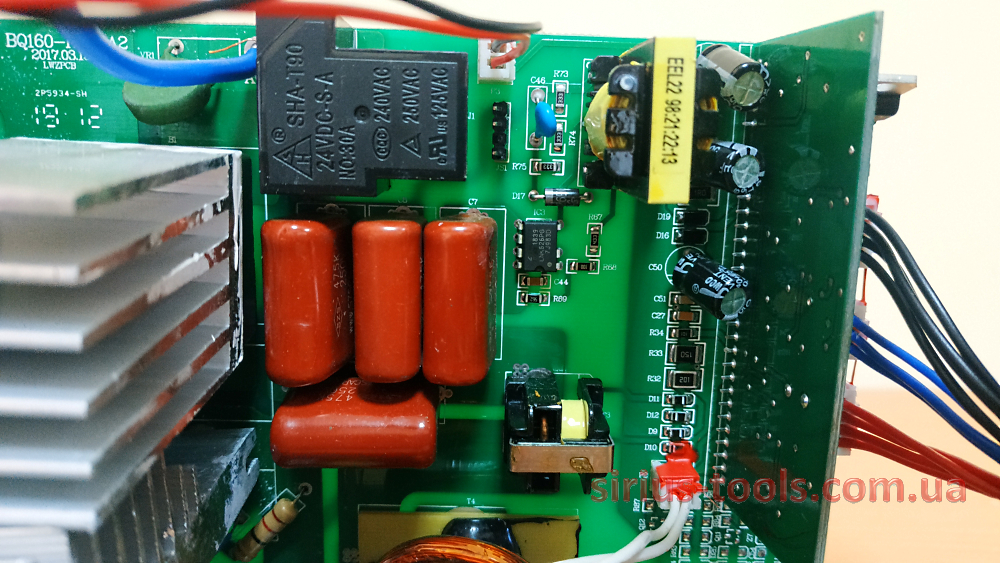 И скоро настанет то время, когда они будут царить на современном рынке сварочного оборудования. Что такое сварочный инвертор, почему они появились недавно? Необходимо отметить, что принцип инвертности, а соответственно и сам сварочный агрегат появились не вчера. Принципиальные схемы аппаратов были разработаны в 70-х годах прошлого века. Но в современном виде сварочные приборы появились недавно.
И скоро настанет то время, когда они будут царить на современном рынке сварочного оборудования. Что такое сварочный инвертор, почему они появились недавно? Необходимо отметить, что принцип инвертности, а соответственно и сам сварочный агрегат появились не вчера. Принципиальные схемы аппаратов были разработаны в 70-х годах прошлого века. Но в современном виде сварочные приборы появились недавно.
Устройство сварочного инвертора
До недавнего времени инверторный аппарат был достаточно простым по схеме работы. Со временем инженеры дополнили ее электроникой, что повысило функциональность агрегата. Самое интересное состоит в том, что от этого цена сварочного инвертора не стала выше. Как показывает тенденция продаж, она постепенно снижается, что всех и радует.
Внимание! Термин «инверторный» не относится к процессу сварки. Это не методика. Это источник питания аппарата.
В чем заключается принцип действия сварочного аппарата инверторного типа?
- Работает он от сети переменного тока напряжением 220 или 380 вольт и частотой тока 50 Гц.
 Включается в обычную розетку, если разговор ведем о бытовом сварочном инверторе.
Включается в обычную розетку, если разговор ведем о бытовом сварочном инверторе. - Поступивший в инвертор сварочный ток проходит через фильтр, где он сглаживается и становится постоянным.
- Полученная электрическая энергия проходит через блок транзисторов (с большой частотой коммутации), в результате получается опять переменный ток только с большей частотой – 20-50 кГц.
- Далее, напряжение тока преобразуется, оно на выходе инвертора снижается до 70-90 вольт. По закону Ома снижение напряжение дает повышение силы тока. На выходе (на конце электрода) будет сила тока, равная 100-200 ампер. Это и есть сила тока сварки.
Именно высокая частота тока является главным техническим решением в инверторных сварочных аппаратах. Оно позволяет добиться максимальных преимуществ перед другими источниками питания электрической сварочной дуги. В инверторах необходимая для сварки сила тока достигается изменением высокочастотного напряжения. В обычных сварочных трансформаторах этот процесс происходит за счет изменения электродвижущей силы (ЭДС) катушки индукции, которая является основной частью трансформатора.
Именно предварительное преобразование электроэнергии позволяет использовать в инверторах трансформаторные блоки с небольшими размерами. Для сравнения можно привести такой пример. Если необходимо на выходе получить ток силой 160 ампер, то для этого в инверторе потребуется установить трансформатор весом 300 г. Такой же ток на выходе обычных сварочных трансформаторов получится, если в него будет вмонтирован трансформатор с медной проволокой (катушкой) весом 20 кг.
Почему так происходит? Основным элементов сварочного аппарата трансформаторного типа являлся сам силовой трансформатор с катушками первичной и вторичной обмотки. Именно катушка позволяла снижать переменное напряжение и получить на выходе из второй обмотки токи большой величины, пригодные для инверторной сварки металлов. Появляется зависимость от падения напряжения до увеличения силы тока. При этом длина медной проволоки на вторичной обмотке уменьшалась, но увеличивался его диаметр. Отсюда и большие габариты сварочного аппарата, и его большой вес.
На что рассчитывать
Основная масса инверторов рассчитывается на работу от сети, допускающей колебания до 15%. Это значит, что инверторы устойчиво работают до напряжения 187 В. Если ваша сеть не обеспечивает такой уровень напряжения, вам придется поискать инвертор, который допускает колебания до 25%. В случае провалов сетевого напряжения ниже допустимой нормы, инвертор работает неустойчиво, теряет мощность или отключается.
При Uх.х. менее 80 В приходится тщательнее выбирать марку применяемых электродов. Есть группа профессиональных электродов (УОНИИ, ЦЛ, ТМУ), которые для поджига дуги требуют не менее 80 В.
Принципиальная электрическая схема инверторного аппарата
В сварочных аппаратах инверторного типа все наоборот, небольшие размеры и вес. Но как получить высокочастотное напряжение, если его частота в сети всего лишь 50 Гц? На помощь приходит принципиальная инверторная схема прибора, которая состоит из мощных транзисторов. Именно они могут переключаться с частотой напряжение 60-90 кГц.
Но чтобы транзисторы заработали, необходим постоянный ток. Его получают посредством использования выпрямителя. Этот блок представляет собой соединение двух элементов: диодный мост, который выпрямляет переменное напряжение сети, и фильтрующие конденсаторы, с помощью которых происходит сглаживание. На выходе выпрямителя получается постоянно напряжение величиною более 220 вольт. Это первый этап преобразования напряжения и силы тока.
Полученное напряжение является источником питания для работы всей схемы аппарата. А так как мощные ключевые транзисторы подключены к трансформатору (понижающему), то и переключаться они будут с высокой частотой. Соответственно и сам сварочный агрегат будет работать на такой высокой частоте. Чтобы все это работало (преобразовывалось), необходимо в схему установить большое количество дополнительных элементов.
Чтобы разобраться в принципиальной схеме сварочного инвертора, необходимо рассмотреть любую модель.
Тип сварочного тока: постоянный (DC) или переменный (AC)
Варить постоянным (иначе прямым, по-английски – DC) током проще: легче удерживать дугу. Поэтому 99,9% современных инверторных аппаратов ММА выдают постоянный сварочный ток.
Поэтому 99,9% современных инверторных аппаратов ММА выдают постоянный сварочный ток.
А вот среди трансформаторов раньше большинство составляли как раз аппараты переменного тока.
Переменный ток (по-английски – AC) используется для сварки цветных металлов. Но не аппаратами ММА, а аппаратами TIG. Поэтому сварочный инвертор ММА, выдающий переменный ток, — большая редкость.
Силовой блок
Не будем повторяться и рассказывать, как работает инверторный сварочный аппарат. Пройдемся по нюансам и элементам прибора.
- Сетевой выпрямитель. Его задача – из переменного тока сделать постоянный.
- Помеховый фильтр. Его устанавливают специально для того, чтобы помехи высокочастотного типа, появляющиеся в процессе работы сварочного инвертора, не попали в питающую сеть.
- Инвертор (преобразователь). По сути, это блок из мощных ключевых транзисторов, которые чаще всего собираются по принципу косого моста. Обязателен в связке радиатор, с помощью которого отводится тепло от транзисторов.
 Они подключаются к высокочастотному трансформатору, где через его обмотку происходит коммутация напряжения. Обратите внимание, что в самом трансформаторе преобразование напряжения (постоянное в переменное) не происходит. Эта обязанность возложена на транзисторы. Основное назначение трансформатора – это понижение напряжения до 60-70 вольт. В нем в первичной обмотке течет ток с большим напряжением, но с малой силой тока. Во вторичной, наоборот, с малым напряжением, но с большой силой.
Они подключаются к высокочастотному трансформатору, где через его обмотку происходит коммутация напряжения. Обратите внимание, что в самом трансформаторе преобразование напряжения (постоянное в переменное) не происходит. Эта обязанность возложена на транзисторы. Основное назначение трансформатора – это понижение напряжения до 60-70 вольт. В нем в первичной обмотке течет ток с большим напряжением, но с малой силой тока. Во вторичной, наоборот, с малым напряжением, но с большой силой. - Выходной выпрямитель. Это диодный мост, в котором установлены диоды быстрого действия. Они за мгновения могут открыться и закрыться. Свойства очень важное, потому что эти элементы выпрямляют переменный высокочастотный ток. Простые диоды, установленные в инвертор, не успевали бы закрываться и открываться. В результате произошел бы их перегрев, итог – выход из строя.
Внимание! Необходимо знать, что на конденсаторах, установленных в фильтр, напряжение будет больше, чем на выходе диодного моста.
Величина – 1,4-1,5 раз. При стабильном напряжении в сети в 220 вольт, на конденсаторах будет напряжение 310 вольт. Если в сети будет скачок, к примеру, до 250 вольт, то внутри аппарата в конденсаторах напряжение поднимется до 350 вольт. Вот почему используются конденсаторы с номинальным напряжением 400 В.
Вот основные элементы силового блока устройства инверторного сварочного аппарата. Есть еще блок управления, но он влияет на удобство работы агрегата и на его настойку (ручная или автоматическая).
Теперь вы знаете, из каких частей состоит инверторный источник сварочного тока. Еще раз повторимся. Это выпрямитель, инвертор, собранный из транзисторов, трансформатор, который понижает напряжение, и установленный на выходе выпрямитель. Для начинающих сварочников эти элементы ни о чем не говорят. И вроде бы знать о них им нет необходимости. Ведь работать с инвертором одно удовольствие.
- Он легкий (спасибо маленькому трансформатору).
- Легко варит достаточно толстые металлические детали (спасибо высокому току и низкому напряжению).

- Электрод не прилипает к поверхности металла (спасибо функции «Arc Force»).
- Процесс поджига электрода упрощен за счет подачи на его конец в начале работы тока большой силы. Эта функция сварочного инвертора называется Hot Start.
- Если появляется короткое замыкание при залипании электрода, напряжение в аппарате резко снижается до минимума. Это оберегает его от выхода из строя.
Итак, мы разобрались в устройстве сварочного инвертора, в его принципиальной схеме, и как он работает. Необходимо отметить, что к работающему сварочному инвертору (принцип работы у всех моделей одинаковый) есть несколько требований, два из которых – это длина питающего кабеля не больше 15 м и частота проводимого обслуживания – не реже двух раз в год. В основном его надо почистить от пыли.
Напряжение без нагрузки
После включения аппарата, до момента поджига дуги напряжение на кончике электрода существенно выше, чем во время работы. И чем оно выше, тем легче поджечь дугу. Но стандарты запрещают уровень напряжения холостого хода на аппаратах, выдающих прямой ток, свыше 100В.
Но стандарты запрещают уровень напряжения холостого хода на аппаратах, выдающих прямой ток, свыше 100В.
Для еще большего сокращения рисков используют т.н. блоки VRD. Аппарат, снабженный VRD, имеет на кончике электрода до начала поджига дуги всего несколько вольт. И лишь при прикосновении к металлу напряжение холостого хода восстанавливается до уровня, необходимого для поджига дуги.
Плюсы и минусы
Основные плюсы таких устройств следующие:
- возможность снижать напряжении питающей сети до 135 вольт;
- обеспечение стабильной мощности дуги при бросках большой амплитуды;
- компенсация потерь при подключении через удлинители большой длины.
Имеются и минусы:
- при пониженном напряжении приходится работать на более тонких электродах или проволоке;
- толщина свариваемых заготовок также ограничена;
- стоимость такого аппарата превышает обычный на четверть (при равной мощности и общей функциональности).
Если сопоставить основные преимущества и недостатки, присущие сварочным инверторным аппаратам с пониженным напряжением, становится очевидной сфера их применения. Это:
Это:
- удаленные районы с низким качеством электроснабжения;
- необходимость работы от бытового электрогенератора;
- подключение через удлинители от 50 метров.
Аппараты позволят выполнять швы хорошего качества и в таких сложных условиях.
Рабочий цикл, он же ПВ (период включения), он же ПН (полезная нагрузка)
ПВ указывается двумя цифрами. Первая – сила тока. Вторая – процент времени. Например, «130А-50%» означает, что данный аппарат током 130А может варить половину времени. А столько же будет простаивать в ожидании охлаждения до рабочей температуры. Если измерения проводятся на максимальном токе аппарата, первую цифру опускают, оставляя только показатель в процентах. Например, если аппарат с номиналом 160А имеет напротив «ПВ» запись «30%», это означает, что током 160 ампер он может работать 30% времени, а 70% будет остывать.
Все верно. Остается только добавить, что отечественный ГОСТ Р МЭК 60974-1-2004 не устанавливает единой обязательной методики измерения показателя ПН для аппаратов ММА.
Европейская методика, изложенная в стандарте EN60974-1, предлагает измерение на нагрузочном стенде при температуре окружающей среды 40С только до первого отключения ввиду перегрева. Полученный результат относят к 10-минутному промежутку. Получается, сработала термозащита через 3 минуты, цикл аппарата на данном токе – 30%.
Методика концерна TELWIN. К настоящему времени ее используют большинство китайских производителей (тех, которые вообще проводят такие испытания своих машин). Сам итальянский концерн при замерах ПВ своих аппаратов по собственной методике после показателя скромно указывает «TELWIN». Абсолютное большинство китайских производителей этого не делает.
Наконец, существует российская, она же советская, методика. По своей сути она ближе к методике TELWIN: суммируются все промежутки за контрольный период, когда аппарат работал. Но отрезок берется не 10, а 5 минут. И – самое главное – аппарат сначала вводится в режим срабатывания защиты от перегрева, после чего начинаются измерения.
В итоге один и тот же аппарат по всем 3 методикам выдает совершенно различный процент! Естественно, самые скромные «циферки» получаются по европейской методике, а самые впечатляющие – до 2 раз и более – по методике Telwin.
Сварочный аппарат – Технология IGBT – Выходной ток 20-160 A 1,6-4 мм – Выходное напряжение при зарядке 26,4
Сварочный аппарат – Технология IGBT – Выходной ток 20-160 A 1,6-4 мм – Выходное напряжение при зарядке 26,4
MMA-160S
- Характеристики: Инверторная технология обеспечивает непрерывную температурную стабильность и превосходное качество припоя, а IGBT для повышения энергоэффективности.
- Простота: Hyundai MMA-160S легкий и мощный, подходит как для профессионалов, так и для любителей.
- Универсальность: процесс MMA можно использовать для сварки широкого спектра металлов.
- Удобство: регулируемая функция Hot Start снижает риск прилипания, когда электрод и заготовка холодные.
 Легкое заполнение и проникновение
Легкое заполнение и проникновение
- Безопасность: защита от электрического и теплового перегрева и перегрузки
- Комфорт: значительно снижен уровень шума и значительная экономия энергии по сравнению с обычным сварочным аппаратом.
Описание продукта
Этот пост также доступен в: FR (FR) NL (NL) PL (PL)
Сделайте идеальные сварные швы с помощью инверторного сварочного аппарата Hyundai MMA-160S!
Hyundai разработала этот тип инверторного сварочного аппарата MMA-160S для всех энтузиастов-любителей и любителей.
Наша сварочная станция подойдет как профессионалам, так и новичкам. Вы регулируете его мощность в зависимости от толщины свариваемого металла.
Мощная и надежная, идеальная станция для выполнения чистых и профессиональных сварных швов.
Благодаря MMA-160S и какой бы операции сварки ни выполнялась, вы можете сваривать дугой , сочетая в себе простоту и эффективность!
Простой в использовании и легкий, можно транспортировать и хранить в любом месте.
Сварочные аппараты Hyundai MMA-160S идеально подходят для выполнения всех повседневных сварочных работ.
Сварочный комплект Hyundai оснащен запатентованной технологией IGBT для лучшего энергосбережения, а также функцией горячего старта для легкого запуска.0043 поставляется с защитной маской и проволочной щеткой
.
Меньше брызг во время сварки, очень хорошее проплавление и идеальная стабильность дуги, MMA-160Setonne соблазняет своими замечательными
характеристиками.
2-летняя гарантия , предоставляемая сетью SWAP-Europe:
Для послепродажного обслуживания вы можете обратиться в один из 350 пунктов во Франции, которые позаботятся о ремонте вашего изделия в течение гарантийного срока.
SWAP — это очень важный склад запасных частей: доставка гарантирована в течение 72 часов.
SWAP хранит запчасти на складе в течение 5 лет, даже после истечения гарантийного срока, чтобы обеспечить вам долгий срок службы и ремонт
!
Характеристики
Инструкции и видео
- Характеристики: Инверторная технология обеспечивает непрерывную температурную стабильность и превосходное качество припоя, а IGBT для повышения энергоэффективности.

- Простота: Hyundai MMA-160S легкий и мощный, подходит как для профессионалов, так и для любителей.
- Универсальность: процесс MMA можно использовать для сварки широкого спектра металлов.
- Удобство: регулируемая функция Hot Start снижает риск прилипания, когда электрод и заготовка холодные. Легкое заполнение и проникновение
- Безопасность: защита от электрического и теплового перегрева и перегрузки
- Комфорт: значительно снижен уровень шума и значительная экономия энергии по сравнению с обычным сварочным аппаратом.
Филь нейлоновый Круг 2 мм – 15 м
Voir fiche product
Наши сопутствующие услуги
20 ноября 2020 г.
В Hyundai мы хотим быть рядом с вами, и ваши комментарии важны! Поэтому не стесняйтесь обращаться к нам.
20 ноября 2020 г.
Обслуживание ваших инструментов продлевает срок их службы и гарантирует ваше спокойствие. Здесь вы найдете всю информацию о самостоятельной замене масла или позвоните в нашу сеть авторизованных ремонтных мастерских.
20 ноября 2020 г.
Поскольку некоторые продукты могут быть сложными в установке, мы предлагаем услугу запуска на вашем месте.
20 ноября 2020 г.
Мы в Hyundai считаем, что гарантировать наличие запчастей в течение как минимум 5 лет означает гарантировать возможность ремонта вашей машины. Наши продукты никогда не выбрасываются!
20 ноября 2020 г.
Гарантия на наши инструменты составляет 2 года *, и вы можете воспользоваться дополнительным годом бесплатно, создав учетную запись MySwap в течение 30 дней с момента покупки. Это пространство было разработано, чтобы упростить ваши административные процедуры.
20 ноября 2020 г.
MySwap позволяет вам воспользоваться несколькими услугами: продление гарантии на один год, быстрая поддержка в случае поломки, инструкции, советы и эксклюзивные предложения по запасным частям.
Предыдущий
Далее
Что такое выходное напряжение сварочного аппарата
Источник питания для сварки трансформаторного типа преобразует электроэнергию среднего напряжения и силы тока из сети общего пользования (обычно 230 или 115 В переменного тока) в источник питания с высоким током и низким напряжением, обычно от 17 до 45 вольт (разомкнутая цепь) и от 55 до 590 ампер.
Основными функциями источника питания являются выделение тепла, достаточного для расплавления соединения и создания стабильной дуги и переноса металла. Поскольку сварочные процессы требуют высокого тока (50-300 А) при относительно низком напряжении ( 10-50 В ), напряжение сети высокого напряжения (230 или 400 В) должно быть снижено с помощью трансформатора.
Говоря простым языком, инвертор — это электронная система регулирования напряжения. В случае инверторного сварочного аппарата он преобразует питание переменного тока в более низкое полезное выходное напряжение — например, от Питание 240 В переменного тока на выходе 20 В постоянного тока .
Переменный ток (переменный ток) и постоянный ток (постоянный ток) — это два разных типа электрического тока, которые используются в процессе сварки. Дуговая сварка переменным током обычно используется для сварки толстых листов снизу, быстрой заливки и высокочастотной сварки TIG алюминия, в то время как сварка постоянным током лучше подходит для сварки более тонких металлов.
Типичный сварочный аппарат 120 В требует достаточной мощности. Ведь вы плавите металл! Если вы посмотрите на технические характеристики большинства сварочных аппаратов на 120 В, вы увидите, что они работают от сети 120 В и имеют максимальный ток 20 ампер.
Более стабильная дуга . Меньше брызг . Отрицательный постоянный ток обеспечивает более высокую скорость наплавки при сварке тонколистового металла. Положительный постоянный ток обеспечивает большее проникновение в металл шва.
Однако напряжение и скорость подачи проволоки различаются. Проволока диаметром 0,024 дюйма будет работать при напряжении от 13 до 15 вольт (положительный электрод) со скоростью подачи проволоки от 130 до 160 дюймов в минуту, тогда как для сплошной проволоки диаметром 0,30 дюйма потребуется от 15 до 17 вольт и скорость подачи проволоки от 75 до 100 дюймов в минуту. .
.
Спецификация продукта
| Фаза | одноместный |
|---|---|
| Источник питания | 180/220 В переменного тока |
| Выходной ток | 0-100 А |
| Марка | РАСПЛАВ МЕТАЛЛА |
| Вместимость | 8 ЧАСОВ |
Еще 13 рядов
Что лучше для электродуговой сварки: переменный или постоянный?
Сварка электродом на постоянном токе имеет преимущества по сравнению со сваркой на переменном токе при сварке стали, включая более ровную и стабильную дугу, более легкий запуск, меньшее количество отключений дуги, меньшее количество брызг и более легкую вертикальную сварку вверх и потолочную сварку. Положительная полярность постоянного тока обеспечивает высокий уровень проникновения в сталь.
Сварочный аппарат MIG работает на переменном или постоянном токе?
Сварка MIG использует DC для большинства сварочных операций благодаря беспрепятственному процессу сварки, который он обеспечивает.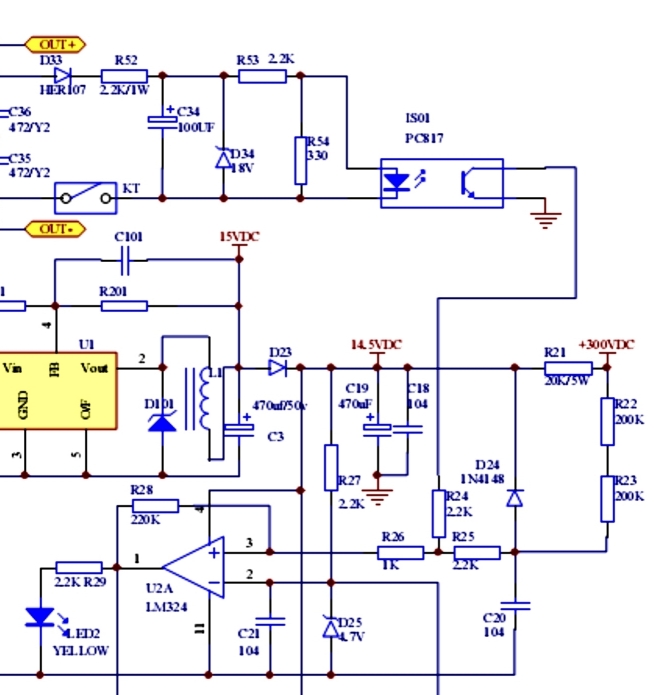 Постоянный ток не использует переменную полярность, а переносит каждую полярность отдельно, что делает его подходящим для получения необходимого результата.
Постоянный ток не использует переменную полярность, а переносит каждую полярность отдельно, что делает его подходящим для получения необходимого результата.
Сварка ВИГ на переменном или постоянном токе?
Постоянный ток используется для сварки TIG мягкой стали/нержавеющей стали, а переменный ток используется для сварки алюминия . В процессе сварки TIG существует три варианта сварочного тока в зависимости от типа соединения.
Что такое постоянный ток при сварке?
Сварка постоянным током. Основное различие заключается в полярности: при сварке переменным током быстро чередуется отрицательный и положительный постоянный постоянный ток, в то время как при сварке постоянным током для подачи электричества на электрод используется ток прямой полярности.
Сколько вольт смертельно?
При постоянном протекании тока (в отличие от удара от конденсатора или статического электричества) удары выше 2700 вольт часто смертельны, а удары выше 11000 вольт обычно смертельны, хотя были отмечены исключительные случаи.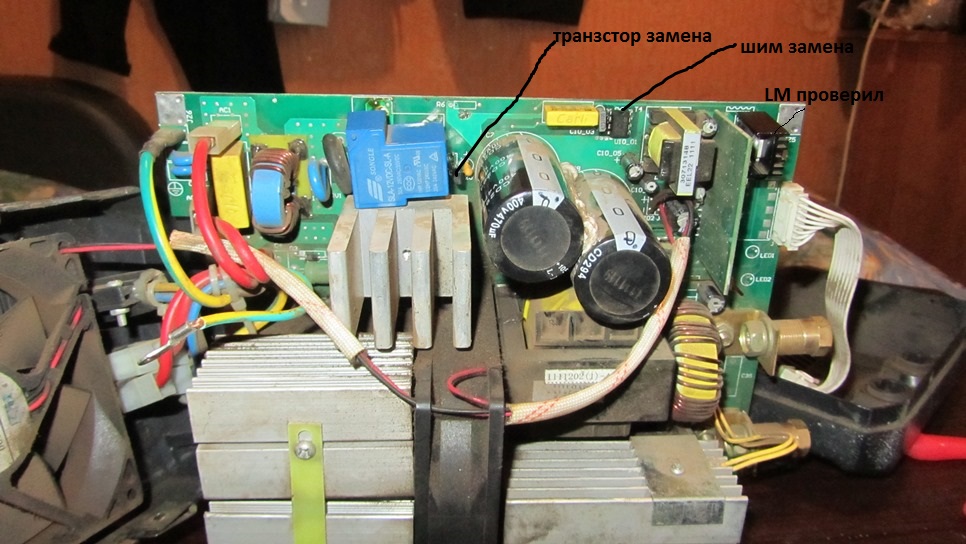
Сколько ватт потребляет сварочный аппарат?
Сварщик на 90 ампер должен потреблять около 3000 Вт .
Принимая во внимание, что вольты подобны давлению, а ватты подобны скорости, сварочный аппарат на 90 ампер должен генерировать ток 25 ампер при выходном напряжении примерно 120 вольт.
Что такое первичная мощность при сварке?
Первичная мощность: часто упоминается как входное линейное напряжение и сила тока, доступные сварочному аппарату от основной линии электропередачи цеха . Часто выражаемая в ваттах или киловаттах (кВт), первичная входная мощность представляет собой переменный ток и может быть однофазным или трехфазным.
Можно ли сваривать алюминий на постоянном токе?
DC GTAW может очень хорошо работать на алюминии , так что не бойтесь попробовать. Просто имейте в виду, что техника отличается от той, что используется для переменного тока. Я рекомендую вам немного попрактиковаться, прежде чем вы решите использовать его на реальных компонентах.
В чем разница между переменным и постоянным током?
Электрический ток протекает двумя путями: переменный ток (AC) или постоянный ток (DC). В переменном токе ток периодически меняет направление – вперед и назад. В постоянном токе стабильно течет в одном направлении .
Как преобразовать переменный ток в постоянный?
Наиболее распространенным способом преобразования переменного тока в постоянный является использование одного или нескольких диодов , тех удобных электронных компонентов, которые пропускают ток в одном направлении, но не в другом. Хотя выпрямитель преобразует переменный ток в постоянный, результирующий постоянный ток не является постоянным напряжением.
Сколько ампер нужно для сварки стали?
Для сварки стали толщиной 1/4 дюйма за один проход требуется примерно 180 ампер. Фраза за один проход является ключевой. Поскольку можно сделать серию тонких проходов для сварки более толстого материала за один проход, требуется меньшая сила тока. Однако многократные проходы занимают больше времени.
Однако многократные проходы занимают больше времени.
Сколько ампер потребляют сварщики?
90-100 ампер довольно распространен, но вы можете найти сварочные аппараты меньшего (и большего) размера.
Каков текущий диапазон аппаратов для дуговой сварки?
РЕКЛАМА: Сварочный аппарат переменного тока имеет понижающий трансформатор, который получает ток от сети переменного тока. Этот трансформатор понижает напряжение с 220 В до 440 В до нормального напряжения холостого хода от 80 до 100 вольт. Доступный диапазон тока до 400 ампер с шагом 50 ампер .
Что такое ток в сварке?
Сварочный ток — это термин, используемый для описания электричества, которое проходит через дуговой промежуток между концом электрода и свариваемым металлом . Электрический ток – это поток электронов. Сопротивление потоку электронов (электричеству) производит тепло.
Как рассчитать ток в сварочном аппарате?
Чтобы рассчитать потребляемую мощность вашего сварочного аппарата, вам нужно умножить мощность сварочного аппарата на часы работы . Например, если мы используем тот же сварочный утюг в течение 1 часа сварки, то потребляемая мощность составит 4,314 кВт X 1 час, 4,314 кВтч.
Например, если мы используем тот же сварочный утюг в течение 1 часа сварки, то потребляемая мощность составит 4,314 кВт X 1 час, 4,314 кВтч.
Какова мощность сварочного трансформатора?
Сварочный источник питания трансформаторного типа преобразует электричество умеренного напряжения и умеренного тока из сети общего пользования (обычно 230 или 115 В переменного тока) в источник питания с высоким током и низким напряжением, обычно от 17 до 45 вольт (разомкнутая цепь) и от 55 до 590 ампер .
Как рассчитать напряжение и ток в сварочном аппарате?
Чтобы получить результаты в кДж/дюйм или кДж/мм, разделите результат на 1000.
- Пример 1: Если сварщику требуется 2 минуты, чтобы выполнить сварку длиной 18 дюймов. …
- Ответ:
- Скорость перемещения = длина сварки/время сварки = 18 дюймов/2 минуты = 9 дюймов/мин.
- Напряжение = 24 вольта.
- Ток = 120 ампер.
- Тепловложение = (24 X 120 X 60)/9 = 19200 Дж/дюйм.

- Стол – 1 шт.
Еще товары…
Можно ли проверить сварщика мультиметром?
Для измерения выходного напряжения сварочного трансформатора убедитесь, что центральная ручка мультиметра установлена на считывание напряжения. Разместите по одному проводу на каждом конце выходной клеммы. Проверьте напряжение несколько раз, чтобы убедиться, что показания точны и непротиворечивы.
Что можно сваривать переменным током?
Сварка переменным током чаще всего используется для сварки тяжелых листов снизу, быстрой заливки и высокочастотной сварки TIG алюминия , хотя иногда она также используется для устранения проблем с дуговым разрядом.
Какой усилитель мне нужен для сварки со стержнем 7018?
Правило силы тока
Обычно стержень 7018 используется при токах до 225 ампер. Эмпирическое правило состоит в том, чтобы использовать 30 ампер тока на 1/32 дюйма диаметра стержня . Это означает использование тока 90 ампер на стержне диаметром 3/32 дюйма.
Что такое полярность при сварке?
Что такое полярность сварки? При включении сварочного аппарата образуется электрическая цепь. Цепь имеет положительный или отрицательный полюс , и это свойство называется полярностью. Полярность имеет решающее значение для понимания сварщиками, поскольку она напрямую влияет на качество и прочность сварного шва.
Сварка MIG положительная или отрицательная?
Для сварки MIG требуется электрод постоянного тока положительной или обратной полярности . Соединения полярности обычно находятся внутри машины.
Можно ли сваривать алюминий MIG?
Алюминий – сложный металл для сварки с помощью аппарата MIG, потому что он требует больше тепла, чем мягкая сталь (обычно в диапазоне от 21 до 24 вольт). Минимальная толщина алюминия, которую вы должны попробовать, составляет примерно 14 ga. До 18 га. Если тоньше, вам понадобится сварочный аппарат TIG.
Почему MIG имеет обратную полярность?
Обратная полярность используется для всех сварок MIG. При RP электроны перемещаются от катодных пятен на отрицательной детали к положительному аноду на наконечнике проволоки MIG . RP-электроны передают большую часть энергии дуги на кончик проволоки MIG, равномерно расплавляя проволоку.
При RP электроны перемещаются от катодных пятен на отрицательной детали к положительному аноду на наконечнике проволоки MIG . RP-электроны передают большую часть энергии дуги на кончик проволоки MIG, равномерно расплавляя проволоку.
Можно ли сваривать сталь на переменном токе?
Какие металлы можно сваривать с помощью аппарата для сварки TIG на переменном/постоянном токе? Сварочный аппарат TIG переменного/постоянного тока можно использовать для создания высококачественных сварных швов с алюминием, нержавеющей сталью, углеродистой сталью, медью, титаном, никелевым сплавом и т. д. . Возможность выбора между переменным и постоянным током дает вам удобство и гибкость в одном устройстве.
Сколько ампер требуется сварочному аппарату TIG?
Для сварки TIG низкоуглеродистой стали толщиной 2 мм вам потребуется 60 А для закрытого корневого стыка, 75 А для углового соединения и всего 55 А для соединения внахлестку или внешнего угла .
Насколько горяча сварка TIG?
«В процессе дуговой сварки вольфрамовым электродом используется тепло дуги между неплавящимся вольфрамовым электродом и основным металлом. Дуга выделяет сильный нагрев, приблизительно 11 000°F ». Справочник ТИГ.
Дуга выделяет сильный нагрев, приблизительно 11 000°F ». Справочник ТИГ.
Полярность постоянного тока положительная или отрицательная?
В зависимости от соединений питание постоянного тока может обеспечивать две полярности, как указано ниже: Прямая полярность постоянного тока (DCSP) или отрицательный электрод постоянного тока (DCEN) — когда электрод подключен к отрицательной клемме источника питания и базы. металлы соединены с плюсовой клеммой.
Почему переменный ток используется для сварки алюминия?
Переменный ток используется для сварки алюминия, потому что его положительный полупериод обеспечивает «очистку», а отрицательный полупериод обеспечивает проникновение . В середине 1970-х годов компания Miller Electric Mfg. Co. установила стандарт технологии сварки TIG на переменном токе, разработав свой первый сварочный аппарат Syncrowave® AC/DC.
Что положительного и отрицательного в сварочном аппарате?
Часть сварочной цепи, которая является положительной (притягивает электроны в дуге), является анодом. Отрицательная часть сварочной цепи (вырабатывающая электроны в дуге) – это катод . Полезной мнемоникой для этого является PANiC (положительный анод, отрицательный катод).
Отрицательная часть сварочной цепи (вырабатывающая электроны в дуге) – это катод . Полезной мнемоникой для этого является PANiC (положительный анод, отрицательный катод).
Что сделают с человеком 100 000 вольт?
100 000 вольт электричества Превращает баллистический гель в светящуюся каплю смерти — Ботан.
Что такое инверторный сварочный аппарат? (с картинками)
`;
Джеймс Бэк
Инверторный сварочный аппарат представляет собой тип сварочного источника питания, способный обеспечить высокий ток для сварки. Сварщик использует ряд выпрямителей и полупроводниковых переключателей для преобразования входной мощности переменного тока (AC) 60 Гц в выходную мощность постоянного тока (DC). Количество выходного тока и напряжения, доступных во время процесса сварки, контролируется компьютерным программным обеспечением. Инверторный сварочный аппарат весит значительно меньше и в то же время потребляет меньше электроэнергии, чем сопоставимый традиционный источник питания для сварки.
Сварщик использует ряд выпрямителей и полупроводниковых переключателей для преобразования входной мощности переменного тока (AC) 60 Гц в выходную мощность постоянного тока (DC). Количество выходного тока и напряжения, доступных во время процесса сварки, контролируется компьютерным программным обеспечением. Инверторный сварочный аппарат весит значительно меньше и в то же время потребляет меньше электроэнергии, чем сопоставимый традиционный источник питания для сварки.
В традиционном источнике питания для сварки используется большой трансформатор с железным сердечником для преобразования переменного тока низкой силы тока высокого напряжения в переменный ток низкого напряжения большой силы тока. Затем выпрямитель используется для преобразования переменного тока в постоянный для использования в процессе сварки. Трансформатор в этом типе источника питания обычно должен быть достаточно большим для правильной работы.
Затем выпрямитель используется для преобразования переменного тока в постоянный для использования в процессе сварки. Трансформатор в этом типе источника питания обычно должен быть достаточно большим для правильной работы.
Сварочный инвертор сначала использует выпрямитель для преобразования входящего переменного тока в постоянный. Этот ток включается и выключается очень быстро, создавая импульсный постоянный ток высокой частоты. Типичные частоты находятся в диапазоне от 10 000 до 20 000 Гц, хотя возможны частоты до 100 000 Гц. Высокочастотный ток с малой силой тока подается в трансформатор, где он преобразуется в постоянный ток с большой силой тока, а затем снова выпрямляется.
Они имеют ряд преимуществ по сравнению с традиционным источником питания для сварки. Оба требуют трансформатора для преобразования входящего тока в подходящий сварочный ток, хотя с инверторным сварочным аппаратом это можно сделать более эффективно на более высоких частотах; в результате инвертор может использовать трансформатор гораздо меньшего размера. Результатом является существенное уменьшение размера и веса. Потребляемая мощность также уменьшается, так как более эффективный трансформатор теряет меньше энергии на нагрев. Эти сварочные аппараты могут работать от типичного бытового тока 115 В переменного тока из-за более низких требований к входному напряжению.
Из-за более высокой частоты выходного тока инверторный сварочный аппарат производит более мягкую дугу при сварке. Компьютерное программное обеспечение постоянно отслеживает и регулирует ток и напряжение во время процесса сварки, что обеспечивает постоянную дугу. В результате расходные материалы для сварки, такие как электроды, сварочная проволока и защитный газ, обычно служат дольше, чем при использовании традиционного источника питания для сварки. Можно регулировать ток и напряжение, чтобы учесть различия в составе и толщине материала, что дает сварщику более жесткий контроль над процессом сварки.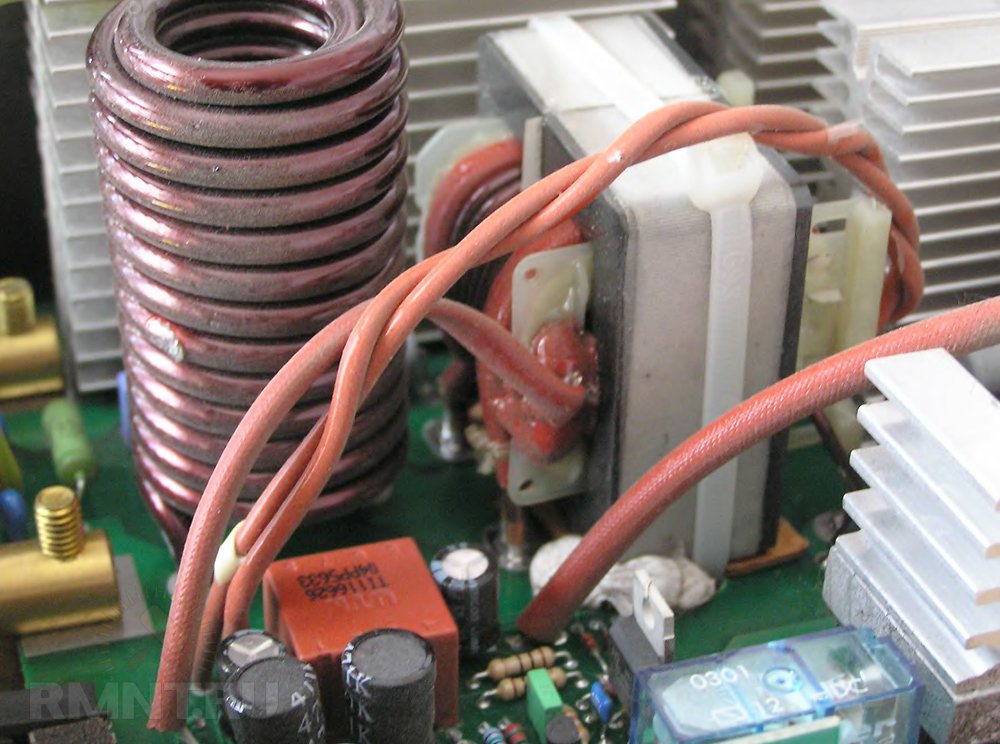 Можно использовать инверторный сварочный аппарат для питания всех процессов сварки, включая электродную сварку, металл в инертном газе (MIG) и вольфрам в инертном газе (TIG).
Можно использовать инверторный сварочный аппарат для питания всех процессов сварки, включая электродную сварку, металл в инертном газе (MIG) и вольфрам в инертном газе (TIG).
Небольшой размер и вес этих сварочных аппаратов делают их популярными в тех случаях, когда традиционный источник сварочного тока был бы слишком громоздким или потреблял бы слишком много энергии. Они обычно используются в ремонтных мастерских и автомастерских. Многие сварочные и производственные цеха заменяют свои традиционные сварочные источники питания из-за потенциальной экономии средств и места, обеспечиваемой инверторными сварочными аппаратами. Фермеры также все чаще обращаются к портативным и легким устройствам для ремонта на месте.
Фермеры также все чаще обращаются к портативным и легким устройствам для ремонта на месте.
Сравнение постоянного тока и постоянного напряжения на выходе
У меня дома есть небольшой сварочный аппарат MIG. Я хочу использовать его для сварки стержнем, но мне сказали, что я не могу. Почему это? На работе у нас есть несколько различных типов сварочных аппаратов. Почему некоторые машины можно использовать только для сварки стержнем, а некоторые только для сварки проволокой, а другие машины можно использовать и для того, и для другого? Я слышал термины CC и CV, но что они означают и почему они важны? Наконец, у нашей компании есть несколько переносных механизмов подачи проволоки с переключателем «CV/CC» внутри. Означает ли это, что их можно использовать с любым сварочным аппаратом?
Это очень хорошие вопросы, и я уверен, что многие сварщики задавали их. С точки зрения конструкции и управления дугой существует два принципиально разных типа источников сварочного тока. К ним относятся источники питания, которые производят постоянный ток (CC), и источники питания, которые производят постоянное напряжение (CV). Источники питания с несколькими процессами содержат дополнительные схемы и компоненты, которые позволяют им производить как выходной сигнал CC, так и CV в зависимости от выбранного режима.
Обратите внимание, что сварочная дуга является динамической, при которой ток (А) и напряжение (В) постоянно изменяются. Источник питания контролирует дугу и вносит миллисекундные изменения для поддержания стабильного состояния дуги. Термин «постоянный» является относительным. Источник питания CC будет поддерживать ток на относительно постоянном уровне, независимо от довольно больших изменений напряжения, в то время как источник питания CV будет поддерживать напряжение на относительно постоянном уровне, независимо от довольно больших изменений тока. Рисунок 1 содержит графики типичных выходных кривых источников питания CC и CV. Обратите внимание на то, что в различных рабочих точках выходной кривой на каждом графике наблюдается относительно небольшое изменение одной переменной и довольно большое изменение другой переменной («Δ» (дельта) = разность).
Рис. 1. Выходные характеристики для источников питания CC и CV
Следует также отметить, что в этой статье обсуждаются только традиционные типы источников сварочного тока. При импульсной сварке со многими новыми источниками питания с технологией управления формой волны вы действительно не можете считать выход строго CC или CV. Скорее, источники питания отслеживают и изменяют как напряжение, так и ток с чрезвычайно высокой скоростью (намного быстрее, чем источники питания с традиционной технологией), чтобы обеспечить очень стабильные условия дуговой сварки.
Прежде чем обсуждать вопрос о сравнении постоянного и постоянного тока, мы должны сначала понять влияние тока и напряжения на дуговую сварку. Ток влияет на скорость плавления или скорость расхода электрода, будь то стержневой или проволочный электрод. Чем выше уровень тока, тем быстрее плавится электрод или выше скорость плавления, измеряемая в фунтах в час (lbs/hr) или килограммах в час (kg/hr). Чем ниже ток, тем ниже становится скорость плавления электрода. Напряжение определяет длину сварочной дуги, а также результирующую ширину и объем конуса дуги. По мере увеличения напряжения длина дуги становится больше (и дуговой конус шире), а по мере его уменьшения длина дуги становится короче (и дуговой конус уже). На рис. 2 показано влияние напряжения на дугу.
Рисунок 2: Влияние напряжения дуги
Теперь тип используемого сварочного процесса и связанный с ним уровень автоматизации определяют, какой тип сварки является наиболее стабильным и, следовательно, предпочтительным. Процесс дуговой сварки в защитном металле (SMAW) (также известный как MMAW или палка) и процесс дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW) (также известный как TIG) обычно считаются ручными процессами. Это означает, что вы контролируете все параметры сварки вручную. Вы держите электрододержатель или горелку TIG в руке и вручную контролируете угол перемещения, рабочий угол, скорость перемещения, длину дуги и скорость подачи электрода в соединение. Для процессов SMAW и GTAW (то есть ручных процессов) CC является предпочтительным типом выходного сигнала от источника питания.
И наоборот, процесс дуговой сварки металлическим электродом в среде защитного газа (GMAW) (также известный как MIG) и процесс дуговой сварки с флюсовой проволокой (FCAW) (также известный как флюсовый сердечник) обычно считаются полуавтоматическими процессами. Это означает, что вы по-прежнему держите сварочную горелку в руке и вручную контролируете угол перемещения, рабочий угол, скорость перемещения и расстояние от наконечника до рабочего места (CTWD). Однако скорость подачи электрода в соединение (известная как скорость подачи проволоки (WFS)) регулируется автоматически с помощью механизма подачи проволоки с постоянной скоростью. Для процессов GMAW и FCAW (т. е. полуавтоматических процессов) CV является предпочтительным выходом.
Таблица 1 содержит сводку рекомендуемых типов выхода в зависимости от процесса сварки.
Таблица 1: Рекомендуемый тип выходной мощности источника питания в зависимости от процесса дуговой сварки
Чтобы использовать более простую конструкцию и снизить затраты на приобретение, источники сварочного тока обычно предназначены для использования только с одним или двумя типами сварочных процессов. Таким образом, базовая машина для сварки стержней будет иметь только выход CC, поскольку она предназначена только для сварки стержнем. Аппарат TIG также будет иметь выход только CC, так как он предназначен только для сварки TIG и сварки электродом. И наоборот, базовая машина MIG будет иметь выход только CV, поскольку она предназначена только для сварки MIG и сварки с флюсовой проволокой. Что касается вашего первого вопроса: «Почему я не могу сваривать электродами на своем аппарате MIG?», ответ заключается в том, что ваш аппарат MIG имеет только выход CV, который не предназначен и не рекомендуется для сварки электродами. И наоборот, обычно вы не можете выполнять сварку MIG с помощью стержневого аппарата с выходом CC, потому что это неправильный тип выхода для сварки MIG. Как упоминалось ранее, существуют источники питания для сварки с несколькими процессами, которые могут обеспечивать выходную мощность как CC, так и CV. Однако они, как правило, более сложны, имеют более высокую выходную мощность, предназначены для промышленного применения и не имеют цены на базовый диапазон стоимости сварочного аппарата начального уровня.
На рис. 3 показаны примеры типовых сварочных аппаратов CC, CV и многопроцессорных сварочных аппаратов.
Рис. 3. Пример источников сварочного тока по типу выходного сигнала
Вы можете создать сварочную дугу с помощью любого из сварочных процессов с типом выходного сигнала CC или CV (если вы можете настроить сварочное оборудование для этого) . Однако, когда вы используете предпочтительный тип выхода для каждого соответствующего процесса, условия дуги очень стабильны. Однако, когда вы используете неправильный тип вывода для каждого соответствующего процесса, условия дуги могут быть очень нестабильными. В большинстве случаев они настолько нестабильны, что попытки сохранить дугу становятся невозможными.
Теперь давайте обсудим, почему эти последние утверждения верны. В двух ручных процессах, SMAW и GTAW, вы управляете всеми переменными вручную (именно поэтому они являются двумя наиболее трудоемкими процессами, требующими навыков оператора). Вам нужно, чтобы электрод плавился с постоянной скоростью, чтобы вы могли подавать его в соединение с постоянной скоростью. Для этого мощность сварки должна поддерживать ток на постоянном уровне (т. е. CC), чтобы результирующая скорость плавления была постоянной. Напряжение является менее контролируемой переменной. При ручных процессах очень сложно постоянно поддерживать одинаковую длину дуги, потому что вы также постоянно подаете электрод в соединение. Напряжение изменяется в результате изменения длины дуги. С выходом CC ток является вашей предустановкой, управляющая переменная и напряжение просто измеряются (обычно как среднее значение) во время сварки.
Если вы попытаетесь выполнить сварку с использованием процесса SMAW, например, используя выход CV, ток и результирующая скорость плавления будут сильно различаться. По мере того, как вы перемещались по стыку (пытаясь соответствовать всем другим параметрам сварки), электрод плавился с большей скоростью, затем с меньшей скоростью, затем с большей скоростью и т. д. Вам нужно было бы постоянно менять скорость, с которой вы вставили электрод в сустав. Это невыполнимое условие, что делает вывод CV нежелательным.
Когда вы переключаетесь на полуавтоматический процесс, такой как GMAW или FCAW, что-то меняется. В то время как вы по-прежнему контролируете многие параметры сварки вручную, электрод подается в соединение с постоянной скоростью (в зависимости от конкретной WFS, которую вы установили на механизме подачи проволоки). Теперь вы хотите, чтобы длина дуги была постоянной. Для этого сварочное напряжение должно поддерживаться на постоянном уровне (т. е. CV), чтобы результирующая длина дуги была постоянной. Ток является менее контролирующей переменной. Он пропорционален или является результатом WFS. По мере увеличения WFS увеличивается и ток, и наоборот. С выходом CV напряжение и WFS являются вашими предустановками, управляющие переменные и ток просто измеряются во время сварки.
Если вы попытаетесь сварить процессами GMAW или FCAW с выходным сигналом CC, напряжение и результирующая длина дуги будут сильно различаться. По мере снижения напряжения длина дуги становилась бы очень короткой, и электрод упирался бы в пластину. Затем по мере увеличения напряжения длина дуги становилась бы очень большой, и электрод сгорал бы обратно к контактному наконечнику. Электрод будет постоянно втыкаться в пластину, затем прогорать обратно к кончику, затем вонзаться в пластину и т. д. Это невыполнимое условие, что делает вывод CC нежелательным.
В качестве примечания: широко распространена полная автоматизация процессов сварки GTAW, GMAW и FCAW. В случае полной автоматизации все переменные контролируются машиной и удерживаются на постоянном угле, расстоянии или скорости. Следовательно, меньше изменений в условиях дуги. Однако предпочтительным типом вывода для автоматизированной GTAW по-прежнему является CC, а для автоматизированной GMAW и FCAW по-прежнему CV. Пятый общий процесс дуговой сварки, дуговая сварка под флюсом (SAW) (также известная как субдуговая сварка), как правило, также является автоматизированным процессом. С SAW обычно используется выход CC или CV. Определяющими факторами в отношении того, какой тип выходного сигнала является наилучшим, обычно являются диаметр электрода, скорость перемещения и размер сварочной ванны. Для полуавтоматической SAW предпочтительным типом вывода является CV.
Ваш последний вопрос касался переносных механизмов подачи проволоки (см. пример на , рис. 4 ). Это оборудование, которое позволяет вам нарушать основные правила, описанные в этой статье… до некоторой степени. Они предназначены в первую очередь для сварки в полевых условиях и обладают тремя уникальными особенностями по сравнению с обычными механизмами подачи проволоки заводского типа. Во-первых, провод заключен в жесткий пластиковый корпус для лучшей защиты и долговечности в полевых условиях. Во-вторых, им не требуется кабель управления для питания приводного двигателя, а вместо этого используется провод датчика напряжения от механизма подачи проволоки. Таким образом, подключение простое, требуется только использование существующего сварочного кабеля источника питания (и добавление газового шланга). В-третьих, они могут работать с источником питания CC, но с ОГРАНИЧЕННЫМ успехом. У них есть тумблер «CC/CV», в котором вы выбираете тип выхода от источника питания.
Когда впервые появились эти портативные механизмы подачи проволоки, теория заключалась в том, что их можно использовать с большой существующей базой источников питания CC, уже находящихся в полевых условиях (в основном это сварочные аппараты с приводом от двигателя), и, таким образом, теперь они дают производителям GMAW и FCAW (т. проволочная сварка) возможность. Вместо того, чтобы покупать совершенно новый источник питания CV, им нужно было только приобрести механизм подачи проволоки. Чтобы компенсировать колебания напряжения, которые вы получаете с выходом CC, эти механизмы подачи проволоки имеют дополнительную схему, которая замедляет реакцию скорости подачи проволоки на изменения напряжения, пытаясь помочь стабилизировать дугу (обратите внимание, что на CC скорость подачи проволоки уже не постоянна, а постоянно увеличивается и уменьшается в попытке поддерживать ток на постоянном выходе).
Рис. 4: Пример устройства подачи проволоки портативного типа
Реальность сварки проволокой с выходом CC такова, что она работает достаточно хорошо в одних приложениях и плохо в других. Относительно хорошая стабильность дуги достигается при использовании процесса с порошковой проволокой в среде защитного газа (FCAW-G) и процесса GMAW при переносе металла в режиме струйной дуги или импульсной струйной дуги. Тем не менее, стабильность дуги по-прежнему очень непостоянна и неприемлема для самозащитной порошковой проволоки (FCAW-S) и процесса GMAW в режиме переноса металла с коротким замыканием. Несмотря на то, что напряжение меняется в зависимости от выходного сигнала CC, процессы, которые обычно работают при более высоких напряжениях (например, 24 В или более), такие как FCAW-G и струйная дуга или импульсная дуговая сварка MIG со струйной сваркой, менее чувствительны к изменениям напряжения, наблюдаемым с выходом CC. Поэтому стабильность дуги довольно хорошая. В то время как такие процессы, как MIG с коротким замыканием и FCAW-S, которые обычно работают при более низких настройках напряжения (например, 22 В или меньше), более чувствительны к изменениям напряжения. Поэтому стабильность дуги намного хуже и обычно считается неприемлемой. Еще один фактор, связанный с электродами FCAW-S на выходе CC, заключается в том, что чрезмерное напряжение дуги и, как следствие, большая длина дуги могут привести к чрезмерному воздействию атмосферы на дугу. Это потенциально может привести к пористости сварного шва и/или резкому снижению ударной вязкости металла шва при низких температурах.
В заключение, выход CV ВСЕГДА рекомендуется для сварки проволокой. Поэтому при использовании этих портативных механизмов подачи проволоки с источником питания, имеющим выход CV, используйте его вместо выхода CC. Наконец, несмотря на то, что выходной сигнал CC может быть приемлемым для общего назначения FCAW-G, сварки струйной дугой и импульсной струйной сварки MIG, он не рекомендуется для работы с кодовым качеством.
Инверторные и трансформаторные сварочные аппараты: пояснение различий
Каждый сварщик хоть раз задумывался над этим, инверторные или трансформаторные сварочные аппараты?
Основное отличие заключается в том, что инверторный сварочный аппарат значительно эффективнее и легче. Но трансформаторные сварочные аппараты более надежны в долгосрочной перспективе и лучше подходят для более суровых условий.
Итак, ответ не так прост, как вы думаете. Некоторые сварщики доверяют трансформаторному сварочному аппарату, а другие никогда не откажутся от удобства инверторного сварочного аппарата, несмотря ни на что.
Помимо этого краткого введения есть еще много различий, и в этой статье подробно рассматривается каждая технология, чтобы помочь вам решить, какая из них лучше всего соответствует вашим потребностям.
Inverter vs Transformer Welder: A Quick Overview
| Inverters | Transformers | |
|---|---|---|
| Weight | Low | High |
| Size | Compact | Huge |
| Эффективность | Высокая | Низкая |
| Рабочий цикл | Более длинный | Более короткий |
| Generator Support | Worse | Better |
| Current Output | AC and DC | AC and DC (only with rectifier) |
| Advanced Digital Arc Control | Yes | Нет |
| Несколько процессов в одном сварочном аппарате | Да | Нет |
| Стабильность дуги 880214 | Worse | |
| Cost | $$ | $$$$ |
| Technology age | Relatively new | Old |
| Lifespan | Shorter | Longer |
Сварочные аппараты с трансформатором
По правде говоря, в каждом сварочном аппарате есть трансформатор, даже в инверторных сварочных аппаратах. Однако сварщики трансформаторов не используют передовые технологии для уменьшения размера сердечника.
Итак, когда мы говорим «трансформаторный» или «сварочный аппарат с трансформаторным сердечником», мы имеем в виду старую технологию громоздких, тяжелых машин.
Что такое сварочный аппарат с трансформатором
Традиционный сварочный аппарат с трансформатором представляет собой надежную технологию с ограниченным контролем дуги и значительным весом. Поэтому сегодня трансформаторные сварочные аппараты в основном используются в тяжелой промышленности или в качестве стационарных рабочих лошадок в сварочных цехах.
Благодаря долговечности трансформатора эти машины могут дожить до ваших внуков. Многие сварочные цеха до сих пор используют такое оборудование, которому более 50 лет.
Однако, поскольку их трансформаторный сердечник огромен и тяжел, их трудно перемещать и почти невозможно транспортировать.
Краткая история трансформатора
Первые сварочные аппараты на основе трансформатора появились в начале 1900-х годов, но эти ранние модели были в основном экспериментальными. Прошло много лет, прежде чем инженерам удалось сконструировать машины с относительно стабильной дугой.
Только в 1920-х и 1930-х годах трансформаторные сварщики получили реальное распространение. В то время соединение стали в основном осуществлялось заклепками, газовой сваркой и ковкой.
Дуговая сварка стала широко применяться ближе к концу Второй мировой войны. К 1980-м годам почти все выпускаемые аппараты для дуговой сварки были трансформаторными. Таким образом, сварочные аппараты с трансформаторными сердечниками прошли почти сто лет исследований и разработок, что во многом объясняет их надежность.
Как работает трансформаторный сварочный аппарат?
Сварщики с трансформаторами используют «понижающий трансформатор». Эта простая технология берет высоковольтный ток с малой силой тока и преобразует его в низковольтный ток с большой силой тока.
Итак, вход переменного тока высокого напряжения (110В, 220В, 380В и т.д.) с малой силой тока (30А, 40А, 60А и т. д.) становится 17В-45В при 200А-600А.
«Сердечник» трансформатора состоит из трех частей:
- Первичная катушка – Обмотка из медного провода, подключенная к основному входному напряжению от источника питания.
- Вторичная обмотка – Обмотка, подключенная к сварочным проводам. Эта катушка имеет меньше провода, чем первичная катушка. Итак, когда магнитное поле от первичной катушки индуцирует электричество во вторичной катушке, напряжение и сила тока меняются местами. В этом суть системы с понижающим трансформатором.
- Сердечник — концентрирует магнитное поле, создаваемое в первичной катушке, во вторичной катушке.
Сварочные аппараты на основе трансформатора выдают только переменный ток, если они не имеют моста выпрямителей. Добавленные выпрямители блокируют одну из двух полярностей переменного тока, оставляя чистый постоянный ток (DC), предпочтительный для большинства типов сварки.
Прочтите также : Различия сварки на переменном и постоянном токе
Преимущества и недостатки трансформаторных сварочных аппаратов
PROS
- Протестированная по времени технологии, разработанная более века
- Простая, избыточная конструкция без цифровых элементов
- Надежный
- Проще ремонтировать и поддерживать, чем на основе инверторов
Минусы
- Heavy
- Bulky
- Hues
- Иногда сварочные кабели должны быть очень длинными, поскольку аппарат трудно перемещать, что может привести к падению постоянного тока
- Менее стабильная дуга по сравнению с инверторами
- Низкий рабочий цикл портативных сварочных аппаратов на базе трансформатора
- Ограниченное количество функций для контроля дуги
- Дорогие
- Низкий вес и небольшой размер
- Высокая эффективность
- Более низкая мощность
- Требуется выключатель с более низким рейтингом
- Менее дорогое оборудование
- Better Arc Stability
- A количество цифровых функций для управления дугой
- Увеличенный рабочий цикл
- Позволяет машине выполнять сварку в несколько процессов
- Меньший ожидаемый срок службы
- Сложность ремонта
- Менее прочный и легко повреждаемый из-за чувствительной электроники
- Только специализированные инверторные сварщики могут эффективно работать с электродом E6010
- Во-первых, вам необходимо подключить инверторный сварочный аппарат к электрической розетке. После этого подключите заземление, минус и плюс к рабочему столу.
- Теперь взгляните на наконечник сварочного пистолета, чтобы убедиться, что металлы были сплавлены с помощью наконечника в предыдущем процессе. Если да, то вам придется аккуратно с помощью плоскогубцев выкорчевать ненужный материал.

- Вы должны носить средства защиты, такие как перчатки, каски и обувь для защиты.
- Выберите необходимые настройки и инструменты, чтобы начать процесс сварки.
- Очистите детали и поместите их рядом друг с другом в местах, где они должны быть сварены. После этого подпилите материалы так, чтобы они образовали V-образное углубление.
- Вы должны медленно перемещать инверторный сварочный аппарат вдоль V в одном направлении, чтобы он мог сформировать соединение.
- Напилите и отшлифуйте дополнительный сварной шов для получения гладкой и однородной поверхности.
CONS
Сварочные аппараты с инвертором
Сварочные аппараты с инвертором используют современные технологии для повышения эффективности и значительного снижения веса аппарата.
Кроме того, инверторные сварочные аппараты могут улучшить качество дуги и обеспечить ценные функции, которые были невозможны со старыми трансформаторными сварочными аппаратами.
Что такое инверторный сварочный аппарат
Сварочный инвертор — это сварочный аппарат, в котором используются полупроводниковые электронные детали для повышения эффективности преобразования электрического тока. Инверторные сварочные аппараты легкие, портативные и часто не больше вашей коробки для завтрака.
Кроме того, инверторные сварочные аппараты часто имеют множество цифровых функций для управления дугой. Они используют аппаратное и программное обеспечение для управления стабильностью дуги, частотой, шириной конуса дуги, профилем валика, начальной и конечной силой тока, балансом переменного тока, потоком защитного газа, прогоранием проволоки, индуктивностью и настройками многих других параметров сварки.
Часто сварочные аппараты на инверторной основе включают цифровой дисплей, который помогает вам со всеми настройками, но некоторые современные аппараты на основе трансформатора имеют его. Таким образом, цифровое управление не обязательно означает, что сварщик использует инверторную технологию.
Как работает инверторный сварочный аппарат?
Сварочные инверторы работают за счет увеличения частоты входной мощности с 50 Гц до 20 000–100 000 Гц. Для этого высокочастотного тока требуется значительно меньший сердечник трансформатора, чем у старых трансформаторных сварочных аппаратов. В старой технологии трансформатор был рассчитан на использование стандартной частоты переменного тока 50–60 Гц, доступной в настенной розетке.
Поскольку в инверторных сварочных аппаратах используются электронные переключатели, которые включают и выключают питание до 1 миллиона раз в секунду, эта технология позволяет инвертору значительно увеличить частоту переменного тока.
Таким образом, используя более высокую частоту, инверторные сварочные аппараты «заряжают» сердечник намного быстрее, 100 000 раз в секунду вместо 60 раз в секунду. Это позволяет использовать сердечник меньшего размера без потери выходной мощности, что делает инверторные сварочные аппараты намного более эффективными.
Что такое технология IGBT?
Биполярные транзисторы с изолированным затвором, или IGBT, представляют собой полупроводниковую технологию с тремя выводами, используемую для высокоэффективного переключения электроэнергии. БТИЗ были разработаны для удовлетворения потребности в синтезе сигналов сложной формы и используются не только в сварочных аппаратах.
Вы можете найти системы IGBT в электромобилях, поездах, холодильниках, кондиционерах и т. д. Это второй наиболее широко используемый силовой транзистор в мире.
БТИЗ имеют значительное преимущество по сравнению с предыдущими системами MOSFET, особенно в высоковольтных и сильноточных системах сварочных аппаратов. Таким образом, инверторные сварочные аппараты с технологией IGBT более долговечны, чем инверторные сварочные аппараты на основе MOSFET.
Преимущества и недостатки сварщиков инверторов
Pros
Минусы
Инверторный или трансформаторный сварочный аппарат – что лучше?
Хотя выбор технологии носит субъективный характер, кажется, что все больше сварщиков ежедневно присоединяются к клубу инверторных технологий.
Да, инверторные машины первого поколения были не очень надежными. Но сегодня большинство инверторных сварочных аппаратов используют современные технологии.
Итак, приобретя сварочный аппарат известного бренда, вы сможете воспользоваться преимуществами современной техники без особых недостатков.
Производительность
Сварочные аппараты с трансформатором обеспечивают достаточно приличную дугу, но аппараты с инвертором выдают более стабильную дугу с большей консистенцией. Поскольку трансформаторные машины не могут изменять дугу в режиме реального времени, они подвержены колебаниям напряжения дуги, возникновению дуги и другим проблемам, связанным с дугой.
Внутренний микроконтроллер управляет IGBT в инверторных сварочных аппаратах, позволяя контролировать дугу в реальном времени. Это обеспечивает надежное постоянное напряжение, более стабильную дугу и позволяет использовать значительно больше функций, о которых мы поговорим позже.
Таким образом, инверторные машины обеспечивают более высокую производительность. Профессионалы выигрывают от меньшей очистки после сварки, равномерного провара и стабильного профиля валика. Новичкам выгодна более легкая в управлении дуга.
Надежность и ожидаемый срок службы
Хотя инверторные сварочные аппараты претерпели значительные улучшения за последние 30 лет, трансформаторные аппараты по-прежнему более надежны. В настоящее время нет инверторного сварочного аппарата старше 30 лет, кроме как в музее. Тем не менее, по всей территории США используются тысячи 50-летних трансформаторных блоков, и они до сих пор находятся в хорошем состоянии.
Но это не значит, что инверторные сварочные аппараты ненадежны. На качественные инверторные сварочные аппараты распространяется расширенная гарантия (3 года и более), и большинство из них переживает гарантийный срок. Но сварочные аппараты на основе трансформатора имеют более длительный срок службы.
Затраты
Сварочные инверторы были дорогими, когда они только появились. Но сегодня IGBT-аппараты значительно дешевле, чем трансформаторные сварочные аппараты, если только вы не покупаете бывшее в употреблении оборудование.
Инверторы сделали сварочное оборудование доступным для всех. То, что раньше стоило несколько тысяч долларов, теперь стоит всего несколько сотен долларов или даже меньше. Конечно, стоимость зависит от множества факторов, таких как марка машины и качество сборки. Но нельзя отрицать влияние инверторов на рынок. Таким образом, производители постепенно отказываются от сварочных аппаратов на основе трансформаторов, и многие бренды больше не поставляют их на коммерческий рынок.
Сварочные среды
Аппараты на основе трансформаторов лучше справляются с пыльными и влажными средами, чем сварочные аппараты на основе инверторов. Они заслужили свою надежную репутацию. Тем не менее, вы должны соблюдать рейтинг безопасности вашего устройства и руководство по эксплуатации. Многие инверторные сварочные аппараты лучше подходят для сомнительных условий, чем трансформаторные.
Кроме того, многие старые аппараты на основе трансформаторов не имеют устройства снижения напряжения («VRD»), в то время как качественные инверторные сварочные аппараты MMA имеют его. VRD является важным элементом безопасности при сварке электродом. Он снижает напряжение холостого хода («OCV») до безопасного уровня, чтобы предотвратить случайное поражение оператора электрическим током. Таким образом, вы можете выполнять сварку в неблагоприятных условиях, таких как тесные пространства, высокая влажность и влажные помещения, без риска поражения электрическим током. К сожалению, многие сварщики были ранены или погибли при использовании оборудования, отличного от VRD, а старые трансформаторные системы обычно не поддерживают эту меру безопасности.
Энергия
Инверторные сварочные аппараты намного эффективнее старых трансформаторных агрегатов. Они могут выдавать такое же количество энергии, но требуют на 50% меньше входной мощности. Вот почему многие инверторные машины поддерживают стандартную домашнюю розетку 110 В.
Например, трансформаторный сварочный аппарат Hobart Ironman 240 требует входа 50 А и 240 В для выхода 200 А. Напротив, для инверторного устройства Eastwood MIG 250 требуется вход 46 А и 240 В для выхода 250 А. Но тот же блок Eastwood выдает 140 А при подключении к розетке 120 В с цепью 20 А. Итак, инверторы намного превосходят по энергоэффективности, обеспечивая большую мощность и часто позволяя использовать 110/115/120В.
Портативность и вес
Благодаря своему огромному весу трансформаторные сварочные аппараты лучше всего использовать в качестве стационарных в сварочных цехах и на производственных предприятиях. Нецелесообразно использовать тяжелые, громоздкие машины для работы, требующей мобильности.
Машины на базе инвертора мобильны, легки и портативны. Кроме того, портативность инверторов позволяет быстро перемещаться на новое рабочее место. Вы можете сваривать в своем гараже или загрузить машину в кузов грузовика, чтобы работать в другом месте.
Рабочий цикл
Обычные сварочные трансформаторы имеют массивный сердечник, который аккумулирует тепло из-за электрического сопротивления. Небольшие трансформаторы в инверторных машинах также нагреваются от сопротивления, но они могут быстро рассеивать это тепло благодаря значительно меньшей массе. Вот почему инверторные сварочные аппараты часто имеют более длительный рабочий цикл, чем старые трансформаторные блоки.
Кроме того, небольшие электрические компоненты, такие как печатные платы в сварочных аппаратах на основе инвертора, имеют тенденцию быстро нагреваться, но их легко охладить. Итак, вы часто увидите инверторные машины с системами вентиляторов и решетками для потока воздуха. Их механические части легко охлаждаются благодаря малой массе. Итак, если вам нужен длительный рабочий цикл, инверторная технология — хороший выбор. Тем не менее, это сильно различается между конкретными моделями. Существуют трансформаторные сварочные аппараты с лучшими рабочими циклами, чем у некоторых инверторов.
На генераторе
Некоторые генераторы имеют тенденцию выдавать «грязную» мощность, что является причудливым способом сказать, что их выходное напряжение может колебаться. Иногда выходное напряжение генератора может быть достаточно высоким, чтобы повредить чувствительные детали инверторных сварочных аппаратов.
Однако вам не о чем беспокоиться, если вы используете качественный генератор. Ищите генератор с суммарным коэффициентом гармонических искажений («THD») ниже 6%. Чем ниже THD, тем меньше возникновение непредсказуемых скачков напряжения от генератора.
Таким образом, трансформаторные сварочные аппараты более неприхотливы и не выдерживают никаких повреждений на большинстве современных генераторов. Но многие инверторные сварочные аппараты имеют системы защиты, обеспечивающие их безопасность.
Например, коррекция коэффициента мощности («PFC») автоматически компенсирует скачки напряжения и обеспечивает необходимое напряжение для инвертора. Кроме того, многие производители используют высоковольтные конденсаторы для предотвращения повреждений и позиционируют эти инверторы как безопасные для генераторов.
Характеристики
Модели на основе трансформатора не могут сравниться с многочисленными функциями, доступными на инверторных сварочных аппаратах. Таким образом, хотя у старых трансформаторных сварочных аппаратов есть свои способы обеспечения основных полезных функций с помощью механических методов, они не могут сравниться с универсальностью инверторов с цифровым управлением.
Например, инверторные аппараты для сварки TIG на переменном токе могут выводить сигналы различной формы, такие как прямоугольные, треугольные и мягкие волны. Сварщики трансформаторов ограничены простой синусоидой. Одно только это изменение может значительно улучшить вашу работу. Кроме того, инверторы представили возможность выполнять импульсную TIG, что значительно улучшило результаты при сварке тонкого металла.
Но MIG, FCAW и дуговая сварка также не лишены улучшений. Инверторная технология позволяет выполнять импульсную сварку MIG, что снижает тепловложение и разбрызгивание, обеспечивая при этом высокую скорость наплавки и визуально ошеломляющие сварные швы. Многие инверторные сварочные аппараты имеют «синергический» или «автоматический» режим, который автоматически обновляет скорость подачи проволоки и напряжение в режиме реального времени, что упрощает работу для новичков.
Инверторная технология также позволила объединить несколько сварочных процессов в одной машине. Таким образом, вы можете носить с собой сварочный аппарат размером с чемодан, не вспотев, и иметь возможность сварки TIG, MIG, сварки с флюсовой проволокой и MMA на переменном/постоянном токе с двумя входами напряжения. Кроме того, каждый процесс имеет множество функций для точной настройки, таких как частота и ширина импульса дуги, баланс переменного тока, амплитуда EN/EP, сила дуги, горячий старт, индуктивность, контроль обратного прожига и другие.
Прекрасным примером этого является аппарат для сварки и плазменной резки Yeswelder MP200 5-в-1.
Известные проблемы
Не все сварочные аппараты с инвертором могут работать со штучным электродом E6010. Этот целлюлозный электрод используется для сварки труб, сварки в нерабочем положении и соединения ржавой стали. Сварщики трансформаторов не испытывают затруднений с электродом E6010, потому что он имеет высокое OCV, обеспечивая достаточное напряжение для поддержания дуги.
Однако большинство инверторных сварочных аппаратов не имеют достаточно высокого OCV или необходимых алгоритмов для эффективного управления дугой с помощью электрода E6010. Итак, если вам нужно использовать этот электрод, ищите инверторные сварочные аппараты, где производитель специально указывает, что сварочный аппарат поддерживает его. Эта информация обычно включается в рекламную брошюру или лист спецификаций.
Сварочные аппараты на основе трансформатора также имеют одну менее известную оговорку. Так как это в первую очередь стационарные машины, для маневрирования на работе необходимо использовать очень длинные тросы. Это не проблема, если вы используете выход переменного тока. Но поскольку в большинстве сварочных процессов используется выходная мощность постоянного тока (за исключением TIG переменного тока), напряжение будет падать в длинных проводах и ухудшать результаты сварки.
Wrapping It
Сварочные аппараты на основе инвертора гораздо проще сваривать благодаря многочисленным полезным функциям. Кроме того, они легкие и портативные. Благодаря низкой стоимости и лучшей стабильности дуги домашние мастера и сварщики-любители получают наибольшую выгоду от инверторных аппаратов. Но профессионалы также получают большую выгоду от более дорогих, высококачественных инверторных машин.
Итак, инверторные сварочные аппараты имеют значительное преимущество перед старыми трансформаторными агрегатами. Но старая трансформаторная технология заслужила репутацию долговечности. Машины на основе трансформаторов могут работать десятилетиями, поскольку они имеют простую и надежную конструкцию без каких-либо цифровых элементов.
Только вы можете решить, что лучше для вас, исходя из ваших потребностей. Надеемся, что информация в этой статье предоставила вам полезную информацию, которая поможет вам с выбором. Спасибо за чтение!
Ссылки
https://edisontechcenter.org/Transformers.html
https://www.allaboutcircuits.com/textbook/alternating-current/chpt-9/step-up-and-step-down-transformers/
Сварка: Принципы и приложения, 8-е изд., Ларри Джеффус.
https://www.e-education.psu.edu/eme812/node/711
Что такое инверторный сварочный аппарат
Будь то сварка TIG или MIG, инверторный сварочный аппарат можно использовать для калибровать для различных стилей сварки.
Поскольку в инверторных сварочных аппаратах используются трансформаторы меньшего размера, они имеют малый вес, универсальны и эффективно справляются со своей задачей. Кроме того, они потребляют меньше энергии и могут работать от обычного бытового тока.
Сварочные инверторы используют новейшие кремниевые технологии для обеспечения электронного управления процессом сварки. Эта технология включает преобразование первичного переменного тока в постоянный до увеличения частоты тока. И, наконец, он будет выпрямлен обратно в постоянный ток для питания электрода.
Они содержат компоненты на основе кремния, которые обеспечивают управление процессом повышения частоты и выпрямления тока. Это помогает с защитой от перегрузки и контролем производительности машины.
Этот конкретный сварочный аппарат работает в этом процессе – Первоначально высокое постоянное напряжение подается путем выпрямления высокого входного напряжения 110–240 В. Система управления, присутствующая в машине, преобразует ее обратно в переменный ток. Кроме того, частота увеличена с обычных 50 Гц до диапазона высоких значений от 10 000 Гц до 30 000 Гц.
Наконец, переменное напряжение (высокочастотное) окончательно преобразуется обратно в постоянное выходное напряжение в диапазоне 20–50 В, которое подается на сварочную дугу. Из-за высокой частоты размер преобразователя резко увеличивается, что позволяет сварочному аппарату иметь компактные размеры.
Сварочный инвертор представляет собой простое электронное устройство, помогающее регулировать напряжение. Они обеспечивают более низкое используемое выходное напряжение за счет преобразования источника питания переменного тока. Например, питание 240 В переменного тока преобразуется в выходное напряжение 20 В постоянного тока.
Они используют ряд электронных компонентов для процесса преобразования энергии. В то время как обычные устройства на основе трансформаторов в основном используют один большой трансформатор для регулирования напряжения.
Инвертор увеличивает частоту основного питания с 50 Гц до 20 000 – 100 000 Гц. Это делается с помощью ряда электронных переключателей, которые быстро (за миллионную долю секунды) включают/выключают питание. Этот рабочий механизм управления источником питания до того, как он достигнет трансформатора, позволяет значительно уменьшить размер трансформатора.
Инверторный сварочный аппарат имеет несколько преимуществ. Мы упомянули некоторые из них ниже для справки.
1. Компактный дизайнПо сравнению с обычными аппаратами компактный размер является одним из основных и значительных преимуществ использования инверторного сварочного аппарата. Например, инверторный сварочный аппарат, который весит менее 5 кг, компактнее чемодана и его легко носить на плече, способен обеспечить мощность, аналогичную 50-килограммовому трансформаторному аппарату.
2. Эффективность Идеальные инверторные сварочные аппараты имеют КПД от 80% до 90%. По сравнению с обычными машинами, которые имеют КПД 50%, эта намного выгоднее. Меньший КПД в традиционных вариантах объясняется тем, что более крупные трансформаторы в них имеют большее сопротивление, что приводит к потерям мощности за счет рассеивания тепла.
Процесс сварки электродом является наиболее популярным в мире сварки. Тем не менее, такие методы, как TIG и MIG, по-прежнему могут быть надежными для сварки различных материалов, которые возможны с помощью дуговой сварки.
Раньше для сварки электродом после сварки TIG приходилось использовать разные машины. Инверторные сварочные аппараты премиум-класса позволяют использовать только одну машину для различных требований к сварке.
Инверторные сварочные аппараты поставляются с простыми компонентами, помогающими настроить процесс в соответствии с поставленной задачей. Большинство из них поставляются с держателем палки, горелкой MIG и другими необходимыми кабелями. Вместо того, чтобы вкладывать средства в отдельные компоненты, вы приобретете все необходимое оборудование всего за одну покупку.
По сравнению с традиционными аппаратами для дуговой сварки инверторы обеспечивают хороший контроль над электрической дугой. Таким образом, это обеспечит жизнеспособность сварных швов благодаря стабильности и простоте управления дугой. Программное обеспечение инвертора настраивается на основе управления дугой. Поскольку инверторы имеют более высокое напряжение холостого хода по сравнению со стандартной машиной, они просты в эксплуатации и обслуживании.
5. Разновидность электродовОбычно стандартная сварочная машина полностью использует переменный ток для сварки. Однако инверторы преобразуют переменный ток в постоянный, поэтому вы можете подобрать разные электроды для работы с DC- и DC+.
Хотя электроды можно использовать с любым током, специальные предназначены для определенных задач. Таким образом, если вы просто используете сварочный аппарат переменного тока, то сварочные работы, которые вы можете попробовать, ограничены. Однако с инверторным сварочным аппаратом вы можете начать день со сварки нержавеющей стали и переключиться на сварку алюминиевых прутков в течение нескольких минут.
Обычно вы можете достичь более высоких рабочих циклов с инверторными машинами из-за размера трансформатора. Из-за мелких компонентов в инверторе сварочный аппарат может быстро перегреваться, они также намного быстрее остывают. Но в обычном сварочном аппарате с трансформатором компоненты больше, поэтому они накапливают тепло и требуют больше времени для охлаждения.
7. Потребляемая мощность Сварщики инверторной сварки могут использовать только бытовой ток (110 вольт), в то время как традиционные дуговые сварщики используют розетку 220 вольт. при работе с инвертором. Вы можете с радостью подключиться к любой бытовой электрической розетке для ее включения.
Поскольку инвертор потребляет более низкий диапазон мощности для работы, вы получите меньше счетов за электроэнергию и сэкономите больше денег. Таким образом, вы можете попробовать несколько инверторных сварочных аппаратов, не беспокоясь о перегорании предохранителя. Они полезны для людей, у которых есть сварочный цех, тогда вы можете сэкономить на эксплуатационных расходах, особенно если вы используете инверторные сварочные аппараты, а не полагаетесь на традиционные варианты.
8. Охлаждающие свойстваВнутренние детали инверторного сварочного аппарата могут перегреться, особенно если они работали в течение нескольких часов. При длительном использовании даже при перегреве это может привести к выходу из строя некоторых деталей и сокращению срока службы инверторного сварочного аппарата.
Подобно настольному компьютеру, инверторные сварочные аппараты оснащены охлаждающим вентилятором для уменьшения нагрева и защиты внутренних частей.
9. Преобразование переменного тока Сварочные аппараты с инвертором преобразуют переменный ток в постоянный, в отличие от стандартного сварочного аппарата, в котором используются электроды переменного и переменного тока. Инверторы способны принимать высокое входное напряжение переменного тока и преобразовывать его в более низкое выходное напряжение SC.
Сварочные инверторные аппараты имеют специальную программную технологию, которая преобразует и регулирует ток. Это программное обеспечение помогает регулировать напряжения, а не трансформаторы, которые используются в традиционных машинах. Трансформатор инвертора легкий и маленький, что делает инвертор портативным, компактным и удобным для путешествий.
10. Использование генератора При выполнении сварочных работ за пределами вашего цеха или клиента вам может потребоваться генератор, если у вас нет свободного доступа к электрической розетке. Генераторы доступны в различных мощностях и размерах. Обычно для традиционных сварщиков только более крупные генераторы способны обеспечить достаточную мощность.
Еще одна проблема, с которой обычно сталкиваются сварщики при выполнении сварочных работ на открытом воздухе, — это колебания мощности в генераторе, которые не так распространены в стандартной розетке. Если в середине работы над проектом сварки возникают колебания, возможно, вы не сможете контролировать сварочную ванну или дугу.
При использовании инвертора колебания генератора не влияют на качество сварки. Новейшие инверторные сварочные аппараты поставляются с IGBT (биполярными транзисторами с изолированным затвором), которые регулируют напряжение машины, что помогает вам работать с генератором с флуктуирующей выходной мощностью. Традиционные сварочные аппараты могут быть повреждены во время скачков напряжения. Однако инверторный сварочный аппарат использует программное обеспечение IGBT для управления любыми изменениями напряжения.
Недостатки инверторных сварочных аппаратов Как и любой другой прибор или оборудование, даже инверторные сварочные аппараты имеют недостатки. Хотя они перевешивают преимущества, о них стоит знать.
Поскольку вы, возможно, уже состоите в семьях, более дешевые варианты в основном ненадежны и никогда не служат всю жизнь. Вам повезет, если более дешевый вариант прослужит хотя бы несколько месяцев, прежде чем выйдет из строя. Когда дело доходит до затрат на ремонт, они могут быть довольно дорогими, что составляет почти половину стоимости машины. При покупке инверторных сварочных аппаратов вам, возможно, придется потратить дополнительные деньги на начальном этапе, но они прослужат вам всю жизнь.
2. Более высокие затраты на ремонт Большинство стандартных сварочных аппаратов переменного тока имеют одинаковую конструкцию за последние 50 лет. Они в основном доступны по цене и более подвержены ремонту. Однако модели инверторов немного сложны и разработаны с использованием электроники и программного обеспечения, которых нет в стандартных опциях.
По истечении гарантийного срока вам может потребоваться небольшая дополнительная плата за обслуживание инверторного сварочного аппарата. Один из способов просто избежать таких затрат на ремонт и обслуживание — выбрать продление гарантии, полученной при покупке. Некоторые бренды позволяют сделать это при покупке модели.
3. Менее прочныйНесмотря на то, что аппарат имеет компактную конструкцию, которая удобна и практична для работы за пределами площадки, он не является прочным и громоздким, как сварочный аппарат переменного тока. Легкие инверторные сварочные аппараты обычно подвержены повреждениям из-за запыленности и сильных падений.
Если в инверторе скапливаются переносимые по воздуху частицы пыли, подобные тем, которые имеются в зернохранилище, электрические компоненты машины внутри него могут быть повреждены и, возможно, выйти из строя.
Инверторные сварочные аппараты переменного или постоянного тока? Обычно сварочные аппараты питаются переменным током, но преобразуют его в постоянный ток. Некоторые из новейших машин могут обеспечивать выход переменного и постоянного тока.
Это достигается за счет понижающих трансформаторов и выпрямителей, установленных внутри машины. Они преобразуют входной переменный ток в постоянное напряжение, необходимое для процесса сварки. Это иногда мешало им использовать их для сварки переменным током.
Развитие технологии сварки позволило включить в новые модели опции для выполнения сварки как на постоянном, так и на переменном токе в зависимости от материалов и их требований к сварке.
Из-за этого большинство сварщиков в настоящее время используют инверторные сварочные аппараты с двумя режимами работы переменного/постоянного тока. Это дает им полную гибкость в использовании инверторного сварочного аппарата для различных материалов без каких-либо проблем.
Как долго работает инверторный сварочный аппарат? Обычно инверторные сварочные аппараты имеют более короткий срок службы, который может еще больше сократиться, если вы не храните или не обслуживаете его должным образом. Поскольку он имеет чувствительные и большее количество компонентов, его можно довольно легко повредить, если вы не позаботитесь о нем должным образом. Обычно инверторный сварочный аппарат служит от 5 до 6 лет.
Инверторные сварочные аппараты относительно имеют новую технологию, которая претерпела множество усовершенствований и разработок. Но благодаря конструкции с электронным управлением вы можете получать обновления программного обеспечения и делать обновления в будущем без каких-либо дорогостоящих компонентов.
По сравнению с традиционным сварочным аппаратом-трансформером модель с инвертором имеет более короткий срок службы. Чувствительные компоненты и дорогостоящие технологии дороги как в замене, так и в ремонте, что делает бессмысленными затраты на это. Таким образом, вы можете в конечном итоге позаботиться об обслуживании и правильном хранении машины. В противном случае вы столкнетесь с серьезными проблемами позже, чем ожидалось.
Ваш инвертор обычно служит от 5 до 10 лет в зависимости от марки, которую вы вложили. Если вы инвестируете в продукт, который прослужит долго, вам, возможно, придется потратить на него часть денег.
По сравнению с традиционным трансформаторным сварочным аппаратом инверторный сварочный аппарат считается простым в эксплуатации и установке. Если вы не знакомы с инверторным сварочным аппаратом, вы можете ознакомиться с инструкцией, которая прилагается к нему. Или же вы можете проверить видео на YouTube. Ниже приведены некоторые шаги, которые необходимо учитывать для изучения основ правильного процесса использования инверторного сварочного аппарата.
Используя передовые технологии сварки, такие как IGBT, mosafet и другие, сварщики-сварщики могут выполнять требования к сварке нержавеющей стали и железа. Они подходят для сварки изделий из нержавеющей стали, сварки железных дверей и ряда других. Они также удобны для сварки предметов домашнего обихода, строительных и промышленных сварочных работ.