Нарезание резьбы метчиками и плашками: Нарезание резьбы метчиками и плашками на токарном станке
alexxlab | 11.04.2023 | 0 | Разное
1.4. Нарезание резьбы плашками и метчиками
Нарезание резьб плашками. Для нарезания
наружной резьбы на винтах, болтах,
шпильках и других деталях применяют
плашки (рис. 1.15, а—д). Участок детали, на
котором необходимо нарезать резьбу
плашкой, предварительно обрабатывают.
Диаметр обработанной поверхности должен
быть несколько меньше наружного диаметра
резьбы: на 0,1—0,2 мм для метрической
резьбы диаметром 6—10 мм, на 0,12—0,24 мм
для резьбы диаметром 11 —18 мм, на 0,14—0,28
мм для резьбы диаметром 20—30 мм. Для
образования захода резьбы в начале
нарезаемой поверхности снимают фаску,
соответствующую высоте профиля резьбы.
Плашку устанавливают в плашкодержатель
(патрон), который закрепляют в пиноли
задней бабки или в гнезде револьверной
головки. При нарезании резьбы скорость
резания v = З…5 м/мин для стальных, и
v=2…3 м/мин для чугунных и v = 10…15 м/мин
для латунных заготовок. Нарезание резьб
метчиками. Внутренние метрические
резьбы диаметром до 50 мм часто нарезают
метчиками. Обычно применяют машинные
метчики, что позволяет нарезать резьбу
за один рабочий ход. Для нарезания резьбы
в деталях из твердых и вязких материалов
применяют комплекты, состоящие из двух
или трех метчиков. В комплекте из двух
метчиков первый (черновой) выполняет
75 % всей работы, а второй (чистовой)
доводит резьбу до требуемого профиля.
В комплекте из трех метчиков первый
(черновой) выполняет 60 % всей работы,
средний (получистовой) — 30 % и третий
(чистовой) — 10 %. Метчики в комплекте
различают по длине заборной части,
наибольшая длина заборной части у
чернового метчика. В отверстиях с
прерывистой поверхностью, имеющей пазы
(канавки), резьбу нарезают метчиками с
числом канавок, не кратным числу пазов
на обрабатываемой поверхности. В этих
же целях и для нарезания глубоких
отверстий длиной более двух диаметров
применяют метчики с винтовыми канавками
(рис. 1.16, а). Направление винтовой канавки
метчика должно быть таким же, как и у
нарезаемой резьбы (правая канавка для
правой резьбы, левая — для левой).
Обычно применяют машинные
метчики, что позволяет нарезать резьбу
за один рабочий ход. Для нарезания резьбы
в деталях из твердых и вязких материалов
применяют комплекты, состоящие из двух
или трех метчиков. В комплекте из двух
метчиков первый (черновой) выполняет
75 % всей работы, а второй (чистовой)
доводит резьбу до требуемого профиля.
В комплекте из трех метчиков первый
(черновой) выполняет 60 % всей работы,
средний (получистовой) — 30 % и третий
(чистовой) — 10 %. Метчики в комплекте
различают по длине заборной части,
наибольшая длина заборной части у
чернового метчика. В отверстиях с
прерывистой поверхностью, имеющей пазы
(канавки), резьбу нарезают метчиками с
числом канавок, не кратным числу пазов
на обрабатываемой поверхности. В этих
же целях и для нарезания глубоких
отверстий длиной более двух диаметров
применяют метчики с винтовыми канавками
(рис. 1.16, а). Направление винтовой канавки
метчика должно быть таким же, как и у
нарезаемой резьбы (правая канавка для
правой резьбы, левая — для левой).
Рис. 1.15. Резьбонарезные плашки: а — круглая, б квадратная, в — шестигранная, г, д — трубчатая, — передний угол
Рис. 1.16. Метчик со специальной геометрией: а — с винтовыми канавками, б — бесканавочный, в — с расположением зубьев в шахматном порядке; — передний угол, — угол заточки на длине
При нарезании коротких сквозных резьб
в деталях из вязких материалов применяют
метчики с расположением зубьев в
шахматном порядке (рис. 1.16, в). Преимущество
таких метчиков заключается в том, что
в процессе их работы снижается трение,
улучшается процесс стружкообразования
и облегчается подвод смазочно-охлаждающей
жидкости.
|
Нарезание треугольной резьбы плашками и метчиками Категория: Токарное дело Нарезание треугольной резьбы плашками и метчиками Подготовка деталей для нарезания резьбы плашкой. Подготовляя деталь для нарезания на ней резьбы плашкой, необходимо чисто обточить нарезаемый участок. Диаметр участка должен быть несколько меньше наружного диаметра резьбы. Так, при диаметре основной метрической резьбы 6—10 мм диаметр нарезаемого участка должен быть меньше наружного диаметра резьбы на 0,1—0,2 мм; при диаметре резьбы 11—18 мм диаметр нарезаемого участка должен быть меньше диаметра резьбы на 0,12—0,24 мм; для диаметра резьбы 20—30 мм диаметр заготовки должен быть меньше на 0,14 — 0,28 мм наружного диаметра резьбы. Конец нарезаемой детали на небольшой (2—3 мм) длине следует обработать на конус. Конец нарезаемой детали на небольшой (2—3 мм) длине следует обработать на конус.Плашки. Плашка имеет вид круглой гайки, резьба которой перерезана отверстиями, образующими режущие кромки и служащими для выхода стружки. Плашки бывают нерегулируемые и регулируемые. При работе нерегулируемыми плашками нарезаемая резьба получается более правильной и чистой, чем при регулируемых плашках. Применение таких плашек несколько ограничивается затруднениями, связанными с их изготовлением (изменение размеров при закалке), и тем, что после некоторого времени работы они теряют свои размеры вследствие износа. Поэтому плашки в большинстве случаев изготовляются нерегулируемыми и только при надобности (если размеры плашки значительно изменились при закалке, при износе) переделываются на регулируемые. Для этого тонким шлифовальным кругом перерезается перемычка в пазу В, после чего диаметр плашки можно изменять в пределах 0,1—0,25 мм. Рис. 1. Круглые плашки: неразрезная (а) и разрезная (б) В нарезанном отверстии плашки делается коническая заборная часть, выполняющая работу нарезания резьбы. При этом условии заборная часть плашки получается длинной, с большим числом витков, участвующих в работе резания и поэтому медленно изнашивающихся. В тех случаях, когда плашка должна нарезать резьбу до упора (например, до головки болта), угол конуса заборной части увеличивается до 90°. Число витков на заборной части плашки принимается от 4* до 1. Воротки для закрепления плашек. Для закрепления плашек пользуются воротком. Неразрезная плашка закладывается в цилиндрическую выточку воротка и закрепляется в ней винтами. Винт входит в паз В, имеющийся на плашке, а винты — в ее отверстия D и Е. При закреплении регулируемой плашки винт служит для увеличения ее размера. Винтами, входящими в отверстия А и С плашки, производится ее сжатие, а винтами— закрепление. Рис. 2. Вороток для круглых плашек Приемы нарезания резьбы плашками. После закрепления нарезаемой детали в патроне и пуска станка конец детали вводится в резьбовое отверстие плашки, закрепленной в воротке. Вороток удерживается руками, причем очень важно, чтобы вороток, а следовательно, и плашка были расположены в плоскости, перпендикулярной к оси нарезаемой резьбы. В противном случае профиль нарезаемой резьбы получится сваленным на сторону. Рис. 3. Нарезание резьбы круглой плашкой Во избежание этого во всех случаях, когда это возможно, вороток следует устанавливать так, как показано на рис. 3, б. Задняя торцовая поверхность воротка прижимается к торцу пиноли задней бабки. Одна из рукояток воротка поддерживается рукой или опирается на верхние салазки суппорта. Вращая маховичок задней бабки, перемещают пиноль так, чтобы нарезаемая деталь вошла в резьбовое отверстие. При нарезании резьбы до упора (например, до заплечика) станок заблаговременно выключают и вращают шпиндель его вручную (например, за приводной ремень), пока не будет нарезана вся резьба. Пользуясь данной плашкой в первый раз, следует, нарезав несколько витков на первой детали, свернуть плашку и проверить, удовлетворительная ли по чистоте и размерам получается резьба. Если при этом обнаружится несоответствие размеров резьбы требуемым, неразрезную плашку необходимо заменить другой, а разрезную соответствующим образом отрегулировать. Скорости резания и охлаждение при нарезании резьбы плашками. Скорости резания при нарезании резьбы плашками должны быть небольшими во избежание чрезмерно большого нагрева их режущих поверхностей, неудобно расположенных для охлаждения. Так, при нарезании плашкой резьбы диаметром 6—30 мм в деталях из стали средней твердости скорости резания колеблются в пределах 4 — 8 м/мин, а при чугуне средней твердости — в пределах 6—10 м/мин. Подготовка отверстия под нарезание резьбы метчиком. Отверстия под резьбу, к точности которой не предъявляется высоких требований (например, в обыкновенных гайках), высверливаются сверлом. При нарезании метчиком точных резьб просверленное отверстие следует растачивать резцом. Если нарезается резьба большого диаметра, то предварительное нарезание резьбы производится резцом, а окончательное — метчиком. При этом способе облегчается работа метчика и повышается точность резьбы. Такой прием нарезания резьбы метчиком называется калиброванием. Диаметр отверстия, подготовленного для нарезания резьбы метчиками, можно определять по правилам, относящимся к подготовке отверстия под нарезание резьбы резцом и изложенным выше. Правильный выбор диаметра отверстия под резьбу в данном случае имеет особое значение, так как материал витков, деформирующийся в процессе работы метчика, увеличивается в объеме и так защемляет метчик, что вращение его становится затруднительным. Стержень резца получается очень тонким, непрочным, вследствие чего углубление резца при каждом новом проходе должно быть небольшим. Увеличение числа проходов понижает производительйость. Наблюдение за работой резца невозможно. Подобные затруднения, хотя и в меньшей степени, возникают иногда и при нарезании резьб, диаметры которых больше указанных выше. Поэтому нарезание на токарном станке внутренних метрических резьб диаметром до 50 мм и дюймовых до 2” часто производится не резцом, а метчиком. На рабочей части метчика нарезана резьба и профрезерованы канавки, образующие перья с режущими кромками. В канавках размещается стружка, снимаемая метчиком. Затылочные поверхности перьев обрабатывают так, что между ними и обработанной поверхностью образуется небольшой угол, подобный заднему углу резца. Рис. 4. Метчик, его части и элементы Рабочая часть метчика состоит из заборной и калибрующей частей. Заборная часть — конусная: она первой входит в нарезаемое отверстие и выполняет основную работу нарезания резьбы. Хвостовик метчика заканчивается квадратом, который служит для закрепления метчиков в воротке или патроне. Название остальных элементов метчика указано на рис. 4. Нарезание метрической и дюймовой резьб производится обычно последовательно тремя ручными метчиками, образующими комплект. Первый метчик, называемый черновым (на хвостовике его, около квадрата, делается одна круговая риска)’, снимает наибольшую стружку. Второй, или, как его‘называют, средний метчик (он имеет две риски) углубляет винтовую канавку резьбы. Третий метчик, называемый чистовым (с тремя рисками), окончательно отделывает резьбу. Распределение работы нарезания резьбы между тремя метчиками, входящими в комплект, видно из рис. 5, на которой показаны разрезы чернового, среднего и чистового ручных метчиков. Черновой метчик имеет заборную часть на длине, соответствующей 3—4 виткам; все витки калибрующей части срезаны. Рис. 5. Разрезы рабочей части ручного метчика Комплект ручных метчиков иногда состоит из 2 шт. Комплект ручных метчиков для нарезания трубной резьбы состоит из двух метчиков — чернового и чистового. Кроме ручных, при работе на токарных станках применяются гаечные метчики. Они изготовляются по одному для каждого диаметра и нарезают гайку за один проход. Поэтому рабочая часть их получается значительно длиннее, чем у ручных метчиков. Приемы нарезания резьбы метчиками. Рис. 6. Нарезание резьбы метчиками при помощи воротка (а) и гаечного ключа (б) Поэтому в тех случаях, когда ось нарезаемой резьбы должна совпадать с осью отверстия, и даже при отсутствии этого условия, но при диаметре резьбы, превышающем 12—15 мм, метчик следует устанавливать так, как показано на рис. Рис. 7. Установка метчика цри нарезании резьбы на заднем центре (я) и в патроне (б) Еще один способ установки метчика показан на рис. 7, б. В пиноль задней бабки вставлен патрон 9. В корпусе патрона имеется квадратное отверстие, в которое входит квадратный конец хвоста метчика. И в этом случае по мере углубления метчика в нарезаемое отверстие необходимо непрерывно и осторожно перемещать пиноль задней бабки. При нарезании резьб в глухих отверстиях нельзя пускать станок в ход, так как очень трудно уловить тот момент, когда торец метчика упрется в дно нарезаемого отверстия. Если в этот момент станок не остановить, то или ломается метчик, или срывается нарезанная им резьба. Во избежание этого при нарезании таких резьб ввертывают метчик ключом или воротком, или, если возможно, придерживают ключ правой рукой и вращают шпиндель станка левой рукой за приводной ремень Скорости резания и охлаждение при нарезании резьбы метчиками. Скорости резания при работе метчиками должны быть небольшими. Для выбора скоростей резания при нарезании резьбы метчиками можно пользоваться данными, относящимися к нарезанию резьбы плашками, умножая их на 1,5 — 1,7. Охлаждение при нарезании резьбы метчиками повышает ее качество, а также способствует сохранению режущих свойств метчика. В качестве охлаждающей жидкости при нарезании резьбы в деталях из мягкой стали и стали средней твердости применяется эмульсия или смесь льняного масла (70%) с керосином (30%). Реклама:Читать далее:Нарезание прямоугольной, трапецеидальной и многоходовой резьб
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
 Калибрующая часть лишь направляет плашку и зачищает резьбу. Угол конуса заборной части делается от 40 до 60° (в среднем 50°). Чем тверже обрабатываемый материал, тем меньше должен быть угол конуса заборной части плашки.
Калибрующая часть лишь направляет плашку и зачищает резьбу. Угол конуса заборной части делается от 40 до 60° (в среднем 50°). Чем тверже обрабатываемый материал, тем меньше должен быть угол конуса заборной части плашки.


 В результате этого или срывается резьба, или ломается метчик.
В результате этого или срывается резьба, или ломается метчик. Следующая за ней калибрующая часть направляет метчик в нарезаемом отверстии и придает резьбе точные размеры (калибрует).
Следующая за ней калибрующая часть направляет метчик в нарезаемом отверстии и придает резьбе точные размеры (калибрует).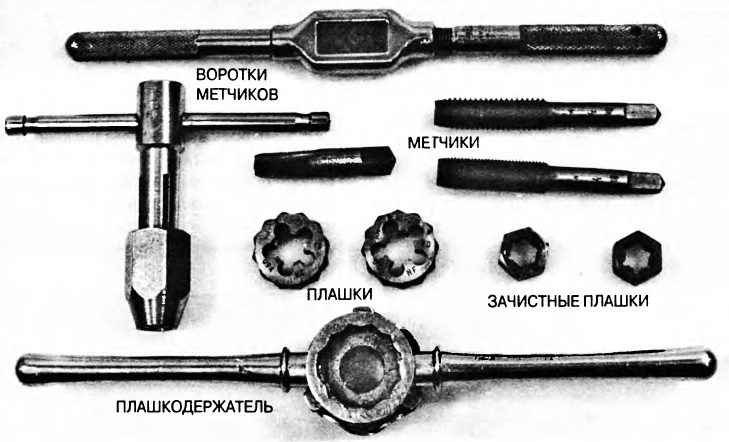 Заборная часть среднего метчика распространяется на 2—3 витка, а витки калибрующей части срезаны меньше, чем у чернового метчика У чистового метчика длина заборной части L3 еще меньше (1 — 1V2 витка), но калибрующая часть его имеет полный профиль. При такой конструкции метчиков распределение работы между черновым, средним и чистовым метчиками получается почти равномерным. Короткие заборные части среднего и чистового метчиков обеспечивают получение резьбы с полным профилем почти на всей длине даже глухого отверстия.
Заборная часть среднего метчика распространяется на 2—3 витка, а витки калибрующей части срезаны меньше, чем у чернового метчика У чистового метчика длина заборной части L3 еще меньше (1 — 1V2 витка), но калибрующая часть его имеет полный профиль. При такой конструкции метчиков распределение работы между черновым, средним и чистовым метчиками получается почти равномерным. Короткие заборные части среднего и чистового метчиков обеспечивают получение резьбы с полным профилем почти на всей длине даже глухого отверстия. Сквозные отверстия нарезаются следующим образом. Очередной метчик вставляется в отверстие и поддерживается за квадратный хвост воротком или гаечным ключом, после чего станок пускается в ход. Метчик ввинчивается в отверстие и нарезает резьбу. Необходимо отметить, что при таких способах нарезания резьбы ось метчика, а поэтому и ось резьбы, не всегда совпадает с осью нарезаемого отверстия. Ввиду этого болт или шпилька, ввернутые в нарезанное отверстие, будут расположены не перпендикулярно, а наклонно к торцовой поверхности детали. Другой недостаток заключается в следующем. Если диаметр отверстия под резьбу мал или метчик затупился, он будет ввинчиваться в отверстие с большим усилием, и гаечный ключ или вороток могут быть вырваны из рук рабочего. При падении на направляющие станины ключ и вороток портят их. Но может быть и хуже: рабочий получит увечье.
Сквозные отверстия нарезаются следующим образом. Очередной метчик вставляется в отверстие и поддерживается за квадратный хвост воротком или гаечным ключом, после чего станок пускается в ход. Метчик ввинчивается в отверстие и нарезает резьбу. Необходимо отметить, что при таких способах нарезания резьбы ось метчика, а поэтому и ось резьбы, не всегда совпадает с осью нарезаемого отверстия. Ввиду этого болт или шпилька, ввернутые в нарезанное отверстие, будут расположены не перпендикулярно, а наклонно к торцовой поверхности детали. Другой недостаток заключается в следующем. Если диаметр отверстия под резьбу мал или метчик затупился, он будет ввинчиваться в отверстие с большим усилием, и гаечный ключ или вороток могут быть вырваны из рук рабочего. При падении на направляющие станины ключ и вороток портят их. Но может быть и хуже: рабочий получит увечье. 7, а. Нарезаемая деталь закреплена в патроне. Левый конец метчика введен в нарезаемое отверстие, а правый поддерживается центром, вставленным в пиноль задней бабки. На квадратный конец метчика надет хомутик, конец которого опирается на верхнюю площадку суппорта. По мере перемещения метчика влево пиноль задней бабки подается также влево непрерывным вращением ее маховика Подачу пиноли бабки следует производить с большой осторожностью, отнюдь не быстрее перемещения метчика в осевом направлении Если конец хомутика приближается к левой кромке площадки, необходимо переместить влево весь суппорт.
7, а. Нарезаемая деталь закреплена в патроне. Левый конец метчика введен в нарезаемое отверстие, а правый поддерживается центром, вставленным в пиноль задней бабки. На квадратный конец метчика надет хомутик, конец которого опирается на верхнюю площадку суппорта. По мере перемещения метчика влево пиноль задней бабки подается также влево непрерывным вращением ее маховика Подачу пиноли бабки следует производить с большой осторожностью, отнюдь не быстрее перемещения метчика в осевом направлении Если конец хомутика приближается к левой кромке площадки, необходимо переместить влево весь суппорт.
 Мягкий чугун нарезается без охлаждения, твердый—с охлаждением керосином.
Мягкий чугун нарезается без охлаждения, твердый—с охлаждением керосином.Набор метчиков и штампов | 90-дневная гарантия
Набор метчиков и штампов | 90-дневная гарантия | Магазин Гаррета Уэйда Перейти к содержаниюМеню
Позвоните нам Корзина
Поиск
Автономный набор для нарезания резьбы по дереву Позволяет начать работу до конца.
 Обрезает мужские и женские резьбы.
Обрезает мужские и женские резьбы.Набор для нарезания резьбы по дереву метчиком и плашкой
Измененный дизайн: нарежьте идеальную резьбу по дереву с помощью нашего набора из 3-х метчиков и плашек, который создает наружную и внутреннюю резьбу для ваших проектов по дереву. Доступны размеры от ½” до 1½”, каждый комплект поставляется с коробкой с двумя ручками для нарезания наружной резьбы, плашкой для нарезания внутренней резьбы и метчиком для чистовой обработки внутренней секции после ее нарезания.
Доступны с шагом ¼” и диаметром от 1⁄2” до 1½”. Выберите нужный размер. Дополнительные резаки доступны, чтобы сохранить ваши проекты на долгие годы. Наш набор для нарезания резьбы по дереву предварительно заточен и готов к использованию. Полная инструкция доступна здесь, чтобы помочь вам сделать правильный выбор инструмента.
Традиционный набор метчиков и штампов
С 1975 года ремесленники во всем мире доверяют Гаррету Уэйду инструменты, которые они однажды передадут своим детям. Эти наборы для нарезания резьбы по дереву имеют винтажный дизайн и изготовлены из материалов мирового класса, что облегчает резку и увеличивает срок службы. Независимо от того, имеете ли вы опыт изготовления традиционных изделий из дерева или расширяете свой набор навыков, вы не будете разочарованы простотой использования и качеством резки, которые предлагает этот набор метчиков и штампов.
Эти наборы для нарезания резьбы по дереву имеют винтажный дизайн и изготовлены из материалов мирового класса, что облегчает резку и увеличивает срок службы. Независимо от того, имеете ли вы опыт изготовления традиционных изделий из дерева или расширяете свой набор навыков, вы не будете разочарованы простотой использования и качеством резки, которые предлагает этот набор метчиков и штампов.
PDF-файлы/инструкции
| 98N11.01 | Набор для нарезания резьбы метчиком и плашкой по дереву |
Отдельные предметы
Итого: 0,00 $
Добавить в список желаний9Гарантия возврата денег в течение 0 дней + бесплатный возврат
Делайте покупки с уверенностью. С 1975 года мы усердно работаем над тем, чтобы наша продукция выдержала испытание временем. Если вы не удовлетворены, мы не удовлетворены.
С 1975 года мы усердно работаем над тем, чтобы наша продукция выдержала испытание временем. Если вы не удовлетворены, мы не удовлетворены.
Набор для нарезания резьбы по дереву метчиком и плашкой
Измененный дизайн: нарежьте идеальную резьбу по дереву с помощью нашего набора из 3-х метчиков и плашек, который создает наружную и внутреннюю резьбу для ваших проектов по дереву. Доступны размеры от ½” до 1½”, каждый комплект поставляется с коробкой с двумя ручками для нарезания наружной резьбы, плашкой для нарезания внутренней резьбы и метчиком для чистовой обработки внутренней секции после ее нарезания.
Доступны с шагом ¼” и диаметром от 1⁄2” до 1½”. Выберите нужный размер. Дополнительные резаки доступны, чтобы сохранить ваши проекты на долгие годы. Наш набор для нарезания резьбы по дереву предварительно заточен и готов к использованию.
 Полная инструкция доступна здесь, чтобы помочь вам сделать правильный выбор инструмента.
Полная инструкция доступна здесь, чтобы помочь вам сделать правильный выбор инструмента.
Традиционный набор метчиков и штамповС 1975 года ремесленники во всем мире доверяют Гаррету Уэйду инструменты, которые они однажды передадут своим детям. Эти наборы для нарезания резьбы по дереву имеют винтажный дизайн и изготовлены из материалов мирового класса, что облегчает резку и увеличивает срок службы. Независимо от того, имеете ли вы опыт изготовления традиционных изделий из дерева или расширяете свой набор навыков, вы не будете разочарованы простотой использования и качеством резки, которые предлагает этот набор метчиков и штампов.
PDF-файлы/инструкции
98N11.01 Набор для нарезания резьбы метчиком и плашкой по дереву

|
 jpg”> Self Drilling Tek Screws – Stainless Steel
jpg”> Self Drilling Tek Screws – Stainless Steel jpg”> Taps и матрицы
jpg”> Taps и матрицы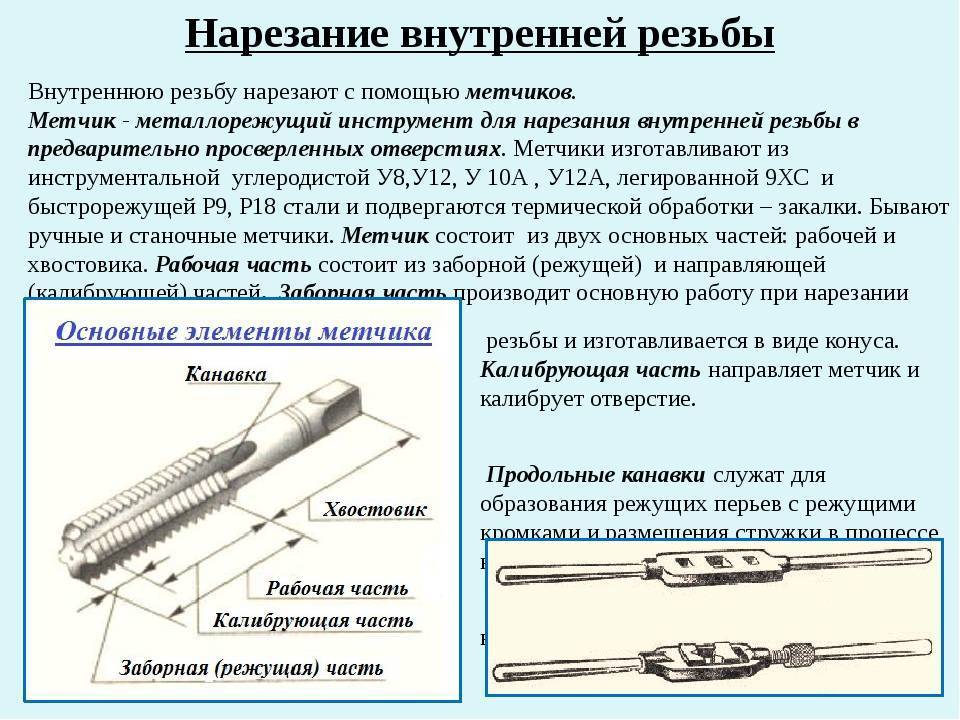 .. Блокировка канала Чикагское оборудование Бондхус Инструменты Анкерная система TOGGLER® Симпсон крепкий галстук
.. Блокировка канала Чикагское оборудование Бондхус Инструменты Анкерная система TOGGLER® Симпсон крепкий галстук