Нарезание резьбы плашками и метчиками на токарном станке: Нарезание резьбы плашками и метчиками
alexxlab | 05.12.1990 | 0 | Разное
Нарезание резьбы плашками и метчиками
Плашка это изделие, которое изготавливается из инструментальной стали, основное назначение которой является нарезание резьбы. Обычно внешний диаметр плашек имеет цилиндрическую форму для установки в отверстие плашкодержателя или оправки, но бывают также и шестигранные поверхности. Поэтому плашку можно сравнить с той же закалённой гайкой, у которой имеются дополнительные отверстия, смещённые от центра для выхода стружки. В местах пересечения этих отверстий с резьбовым отверстием образуются режущие кромки.
До того, как начать выполнение работ связанных с нарезанием резьбы, плашку необходимо установить в специальный держатель и закрепить её с внешних сторон винтами. Деталь, на поверхности которой планируется нарезание резьбы, обычно закрепляется в токарном патроне. На её торце делается фаска не меньше профиля резьбы, для облегчения захода плашки в процессе резания, а обрабатываемый диаметр занижается на одну или две десятые миллиметра от номинального значения.
С помощью пиноли задней бабки осуществляется прижим плашкодержателя, это позволяет задавать правильное направление для самой плашки, которая устанавливается в специальное для нарезания резьбы положение. После этого можно включать вращение шпинделя, причём желательно это делать на минимальных оборотах.
Чтобы деталь соответствовала надлежащему качеству, необходимо отслеживать положение плашки. Во время технологического процесса она должна постоянно находиться перпендикулярно оси цилиндрического изделия, а давление, оказываемое на неё пинолью задней бабки, должно быть равномерным.
Если имеется оснастка и соответствующее оборудование, то плашку можно устанавливать в специальный держатель. Его закрепляют в гнездо револьверной головки или в пиноли задней бабки. При этом плашка будет изначально находиться на оси задней бабки, которая соосна со шпинделем станка.
Предварительно обработанная поверхность перед нарезанием резьбы должна иметь диаметр меньше, чем номинальный диаметр:
- Диаметры под резьбу от
Ø 6до10 ммзанижаются на0,1–0,2мм; - Диаметры заготовки от
Ø 11до18 ммна0,12–0,24 мм; - Для диаметров от
Ø 20до30 ммна0,14–0,28 мм.
Рекомендуемые скорости резания v при нарезании резьбы составляют: для стали от З до 5 м/мин; для чугуна от 2 до 3 м/мин; для латуни от 10 до 15 м/мин.
Для того чтобы процесс нарезания резьбы и конечный результат был на высоком качественном уровне необходимо использовать смазочно-охлаждающие жидкости обеспечивающие хорошую чистоту поверхностей обрабатываемым изделиям.
Нарезание резьбы метчиками
Метчик представляет собой изделие, изготовленное из закалённой инструментальной стали, назначением которого является нарезание внутренней резьбы. По форме метчик схож с обычным винтом, но в отличие от последнего он имеет продольные канавки, для выхода стружки, они же, образуют в свою очередь режущие кромки в местах пересечения с резьбовой поверхностью.
В состав этого инструмента входит рабочая часть и хвостовик. Коническая резьбовая часть метчика предназначена для постепенного срезания слоя материала при ввинчивании инструмента в просверленное заранее отверстие, а цилиндрическая часть для окончательной калибровки.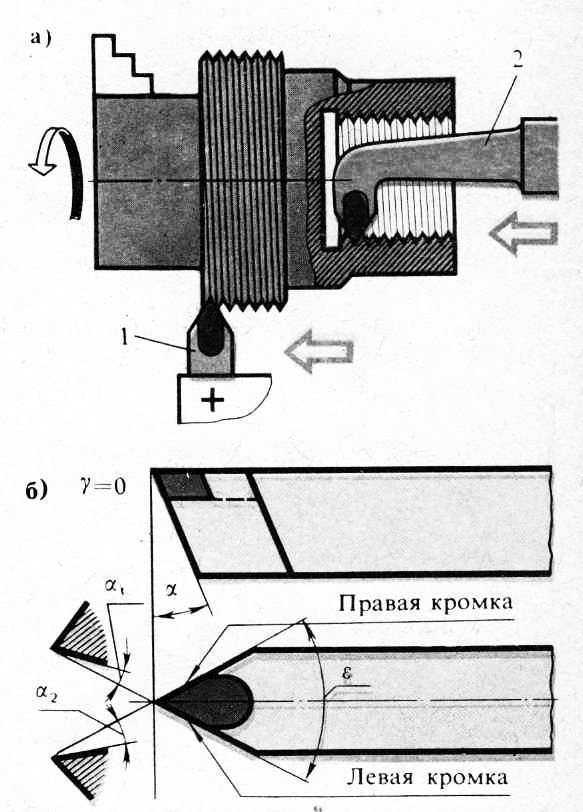 Хвостовик, окончание которого имеет, как правило, квадратную форму, служит для закрепления его в специальных удерживающих приспособлениях. Таковыми могут быть, как воротки, так и специальные оправки.
Хвостовик, окончание которого имеет, как правило, квадратную форму, служит для закрепления его в специальных удерживающих приспособлениях. Таковыми могут быть, как воротки, так и специальные оправки.
При нарезании резьбы, на универсальных токарных станках выполняется такой технологический процесс, при котором происходит постепенное срезание слоя материала, чем обеспечивается надлежащее качество. Для этого применяют два и даже три метчика входящие в комплект для первоначального и окончательного нарезания резьбы. Обычно, их обозначают поперечными рисками. Для первого одна риска, для второго две, а для третьего соответственно три.
На токарном станке нередко применяют и машинные метчики, что позволяет нарезать резьбу за один рабочий ход. В отличие от обычных резьбонарезных инструментов машинные метчики обладают увеличенным режущим коническим участком. Это способствует постепенному срезанию слоя металла. Чаще всего их применяют для того, чтобы обеспечить нарезку резьбы в сквозных отверстиях – гайках и похожих элементах.
Известно, что перед нарезанием внутренней резьбы необходимо просверлить отверстие, причём если оно имеет небольшой диаметр, то для его обработки требуется, только сверло, а при больших диаметрах они подвергаются расточке после сверления. Сами отверстия делаются чуть больше номинального значения на 0,1 – 0,3 миллиметра в зависимости от диаметра резьбы и используемого материала, чтобы избежать смятия и даже срыва ниток резьбы.
Диаметры отверстий под метрическую резьбу, нарезаемых метчиками, выбирают по специальным таблицам.
Приёмы нарезания резьбы метчиками
До начала процесса метчик должен быть установлен в исходное положение. Это обеспечивается, если заборную часть инструмента вводят в отверстие, а хвостовую при этом поддерживают с помощью центра задней бабки. Чтобы не допустить проворачивания метчика на его квадрат закрепляется вороток, который своей ручкой упирается на суппорт.
Чтобы нарезать первые нитки резьбы необходимо равномерно и осторожно двигать шпиндель задней бабки с помощью маховика. Когда метчик начнет врезаться в отверстие заготовки, дальше он будет продолжать движение по нарезаемым виткам. Однако и после этого перемещение пиноли задней бабки надо продолжать, слегка поджимая инструмент. Это необходимо для того, чтобы хвостовая часть метчика, поддерживаемая центром, оставалась на оси вращения, также как и режущая часть, входящая в отверстие. При этом, во время всего процесса, важно обеспечить обильное охлаждение.
Когда метчик начнет врезаться в отверстие заготовки, дальше он будет продолжать движение по нарезаемым виткам. Однако и после этого перемещение пиноли задней бабки надо продолжать, слегка поджимая инструмент. Это необходимо для того, чтобы хвостовая часть метчика, поддерживаемая центром, оставалась на оси вращения, также как и режущая часть, входящая в отверстие. При этом, во время всего процесса, важно обеспечить обильное охлаждение.
Для нарезания резьбы рекомендуемая скорость резания должна составлять v = 5 – 12 м/мин для нарезания резьбы метчиками в стальных заготовках; v = 6 – 22 м/мин – в чугунных, бронзовых и алюминиевых заготовках.
НАРЕЗАНИЕ РЕЗЬБЫ МЕТЧИКАМИ И ПЛАШКАМИ
Образование и классификация резьб
Резьба представляет собой винтовую канавку определенного профиля, прорезанную на цилиндрической или конической поверхностях. На токарных станках ее выполняют посредством двух равномерных движений — вращения заготовки и поступательного перемещения режущего инструмента вдоль ее оси.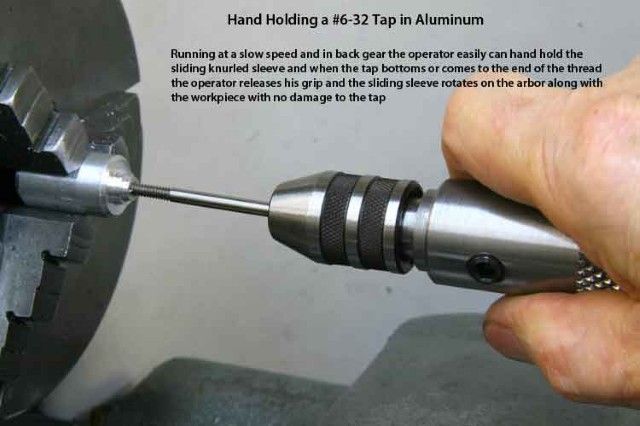
Применяемые резьбы можно разделить на ряд групп:
1) по расположению — на наружные и внутренние;
2) по назначению — на крепежные и ходовые;
3) по форме исходной поверхности — на цилиндрические и конические;
4) по направлению — на правые и левые;
5) по форме профиля — на треугольные, прямоугольные, трапецеидальные, круглые;
6) по числу заходов — на одно и многозаходные.
Крепежные резьбы чаще всего имеют треугольный профиль.
Они используются для соединения различных деталей.-
Ходовые резьбы служат для преобразования вращательного движения в поступательное. К ним относятся резьбы с трапецеидальным и реже прямоугольным профилем.
Конические резьбы обеспечивают высокую герметичность соединения и поэтому применяются в местах, находящихся под повышенным давлением жидкостей и газов.
У правых резьб винтовая канавка имеет направление по ходу часовой стрелки (если смотреть с торца детали), у левых — наоборот.
Однозаходными называются резьбы, имеющие одну винтовую канавку. В многозаходных резьбах выполнено несколько параллельных винтовых канавок, равномерно расположенных по окружности. Число заходов резьбы можно определить по количеству начал винтовых канавок на торце детали.
В многозаходных резьбах выполнено несколько параллельных винтовых канавок, равномерно расположенных по окружности. Число заходов резьбы можно определить по количеству начал винтовых канавок на торце детали.
Нарезание резьб круглыми плашками
1. Область применения и инструменты.
Круглые плашки применяются для нарезания наружных резьб треугольного профиля на деталях, к которым не предъявляют высоких требований соосности резьбы с другими поверхностями. Пределы выполняемых резьб ограничиваются механическими свойствами обрабатываемого металла. Так, например, на токарных станках’ круглыми плашками нарезают резьбы на стальных деталях с шагом примерно до 2 мм. Для более мягких цветных металлов этот предел может быть увеличен. Резьбы с крупным шагом предварительно прорезают резцом, а затем калибруют плашками.
Круглые плашки (рис. 118, а) по внешнему виду напоминают гайку, в которой для создания режущих кромок просверлены стружечные отверстия (от 3 до 8 в зависимости от размера).
Рабочая часть плашки для цилиндрических резьб состоит из трех участков: двух крайних — режущих и среднего — калибрующего. Режущие части плашки конические с углом конуса 2ф = 50—60°. Калибрующая часть цилиндрическая, Она придает резьбе окончательные размеры и обеспечивает направление плашке в процессе резания.
Геометрическая форма зуба плашки создается передним углом у который выполняют заточкой в пределах 15—20° (для плашек централизованного изготовления). При резании твердых металлов его рекомендуется уменьшать до 10—12°, а для мягких — увеличивать4 до 20—25°. Задний угол а выполняют затылованием только на режущих частях в пределах 6—8°.
Для крепления в плашкодержателе или резьбонарезном патроне на наружной поверхности плашки предусмотрены конические углубления и угловой паз. Угловой паз плашки позволяет при необходимости
разрезать плашку шлифовальным кругом по перемычке (рис. 118, б) и регулировать ее диаметр в пределах 0,1— 0,3 мм.
Круглые плашки общего назначения изготавливаются для следующих резьб: метрических с крупным шагом Ml — М68; метрических с мелкими шагами М1Х0,2 — М135Х6; дюймовых 1/4—2′; трубных 1/8—1l/2′. Плашки должны обеспечить нарезание резьб 2-го класса точности.
Плашки для конических резьб более широкие и имеют только одну режущую часть со стороны большего диаметра. Особенность работы плашек состоит в том, что в процессе прорезания винтовой канавки участвует не только режущая, но и калибрующая часть.
Такие плашки изготавливаются для резьб от 1/16′ до 2′.
Плашки выполняются из легированной стали 9ХС или быстрорежущих сталей Р9 и Р18. На плашках маркируются обозначение резьбы, класс точности (только 3-й), марка стали (9ХС не указывается), буква Л для левых резьб.
2. Приемы нарезания резьбы плашкой.
Перед нарезанием заготовка чисто обтачивается до размера на 0,1—0,4 мм меньше наружного диаметра резьбы. Большое занижение диаметра заготовки следует выполнять для резьб с большим шагом и более пластичных обрабатываемых металлов. Это делают с целью предотвращения срыва вершинок резьбы вследствие частичного выдавливания металла при резании. Для лучшего центрирования плашки на конце заготовки протачивают небольшую фаску под углом 30—40° к оси.
Большое занижение диаметра заготовки следует выполнять для резьб с большим шагом и более пластичных обрабатываемых металлов. Это делают с целью предотвращения срыва вершинок резьбы вследствие частичного выдавливания металла при резании. Для лучшего центрирования плашки на конце заготовки протачивают небольшую фаску под углом 30—40° к оси.
Процесс нарезания цилиндрических резьб плашками имеет некоторые особенности. После того как плашка врежется в заготовку примерно на половину своей ширины, резьба нарезается самозатягиванием. Это означает, что для дальнейшего продвижения плашка не нуждается в принудительной подаче и навинчивается на заготовку, как гайка на винт. Однако в момент врезания плашку необходимо подавать на заготовку равномерным усилием. При этом величина подачи должна быть примерно равна шагу резьбы. В противном случае может произойти срыв первых витков.
Кроме того, во время врезания важно совместить плашку с осью заготовки. Этому до некоторой степени помогает центрирующая фаска на заготовке.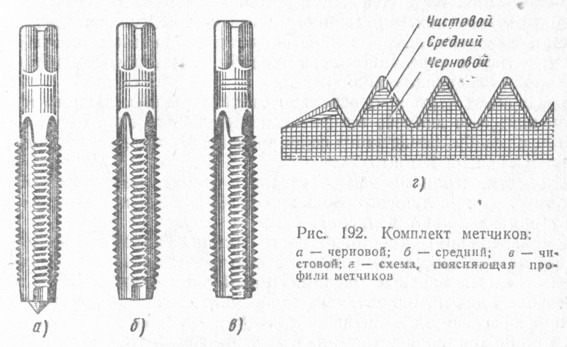 Если плашка врежется с переносом, профиль нарезаемой резьбы исказится или произойдет срыв витков.
Если плашка врежется с переносом, профиль нарезаемой резьбы исказится или произойдет срыв витков.
Нарезание резьб плашками на токарных станках выполняют с помощью резьбонарезных патронов, одна из конструкций которых приведена на рис. 119.
Плашкодержатель 1 и цилиндрическая оправка с конусным хвостовиком 4 соединены подвижно в осевом направлении призматической шпонкой 8, закрепленной винтом 7 в пазу держателя. На цилиндрической части оправки выполнен продольный паз, оканчивающийся кольцевой канавкой 9, в которой установлен подпружиненный упор 10 одностороннего действия.
Врезание плашки в заготовку осуществляется подачей держателя 1 вперед поворотом рукоятки 3 с эксцентриком 5. Затем при самозатягивании инструмента держатель скользит по оправке. В конце нарезания резьбы шпонка 8 заскакивает в кольцевую канавку 9 и держатель, увлекаемый плашкой, свободно проворачивается
При включении обратного вращения шпинделя шпонка останавливается упором 10 против паза оправки, входит в него и позволяет держателю продвигаться назад во время свинчивания плашки.
Патрон настраивается на длину нарезаемой резьбы установкой указателя 2 в необходимое положение по шкале, нанесенной вдоль паза держателя. Сквозной вырез 11 в держателе предназначен для очистки патрона от стружки. Для крепления в патроне плашек меньших размеров в посадочное отверстие держателя 1 устанавливают специальные переходные кольца.
Нарезание резьбы плашкой обычно ведется за одну установку непосредственно после подготовки заготовки под резьбу. Для этого следует: 1) убедиться, что пиноль задней бабки и шпиндель станка соосны; 2) установить заднюю бабку возможно ближе к заготовке и закрепить на станине; 3) закрепить плашку в резьбонарезном патроне и установить в пиноль задней бабки; 4) настроить резьбонарезной патрон на требуемую длину нарезания по первой заготовке из партии.
После выполнения подготовительных действий плашку подводят к вращающейся заготовке ручной подачей, производят равномерный поджим до нарезания 2—3 полных витков резьбы. После этого подачу прекращают, так как дальнейшее нарезание осуществляется самозатягиванием. Конические резьбы нарезаются с принудительной подачей почти на всей длине обработки. В конце резания
Конические резьбы нарезаются с принудительной подачей почти на всей длине обработки. В конце резания
станок переключают на обратное вращение шпинделя и свинчивают плашку.
Иногда приходится нарезать длинные резьбы, выполнить которые при помощи резьбонарезного патрона невозможно. В таком случае плашку можно закрепить в слесарном плашкодержателе (рис. 120, а) и производить нарезание, как показано на рис. 120, б. Плашкодержатель удерживают левой рукой за рукоятку, которую опирают на верхние салазки суппорта или стержень, закрепляемый продольно в резцедержателе. Включив вращение шпинделя, правой рукой вращают маховичок задней бабки и пинолью подают плашку вперед. Убедившись, что конус режущей части плашки совместился с центрирующей фаской заготовки, производят врезание на 2—3 полных витках с принудительной подачей. После чего поджим плашки прекращают, так как нарезание продолжается самозатягиванием. По окончании нарезания включают обратное вращение шпинделя для свинчивания плашки. Если резьба нарезается до уступа, вращение шпинделя следует выключать, когда до окончания нарезания остается несколько витков, которые затем дорезают вручную.
Если резьба нарезается до уступа, вращение шпинделя следует выключать, когда до окончания нарезания остается несколько витков, которые затем дорезают вручную.
Для нарезания резьб плашками рекомендуются следующие скорости
по стали 2—4 м/мин; по цветным металлам — 8—12 м/мин.
Нарезание следует выполнять с применением смазывающе-охлаждающих жидкостей: для сталей — эмульсии или сульфофрезола; для алюминиевых сплавов— керосина.
Нарезание резьб метчиками
1. Область применения и инструменты. Метчики, выпускаемые
централизованно по действующим стандартам, предназначены для нарезания внутренних крепежных резьб.
По форме они делятся на цилиндрические и конические; по назначению—на ручные, машинно-ручные и гаечные; по числу инструментов— на одинарные и комплектные (из 2—3 штук).
Комплектные метчики используются для последовательного нарезания всех предусмотренных резьб ручным способом и машинным— резьб с крупным шагом свыше 3 мм и в труднообрабатываемых металлах.
Метчик для цилиндрических резьб (рис. 121) состоит из рабочей части и хвостовика. Рабочая резьбовая часть с продольными или реже винтовыми стружечными канавками в свою очередь делится на режущую (коническую) и калибрующую (цилиндрическую) части. Для уменьшения трения калибрующая часть снабжена небольшим обратным конусом 0,05—0,1 мм на 100 мм длины, который выполняется по всему резьбовому профилю.
Цилиндрический хвостовик оканчивается квадратом или лысками для передачи усилия резания.
С целью создания нормальных условий резания зубьям метчика придают определенную геометрическую форму заточкой. Задний угол а на режущей части создают затылованием по наружному диаметру в пределах 6—10°. Передний угол имеет одинаковую величину на всей длине рабочей части. Его выполняют в зависимости от свойств обрабатываемого материала: для сталей 5—15°; для чугуна • и бронзы 0—5°; для легких сплавов 25—30°. Большие значения в указанных пределах принимают для более мягких материалов.
Метчики для цилиндрических резьб выпускаются четырех степеней точности: С, Д, Е и Н. Метчики первых двух степеней точности имеют шлифованный профиль и позволяют нарезать резьбы со-
Метчики первых двух степеней точности имеют шлифованный профиль и позволяют нарезать резьбы со-
ответственно 1-го и 2-го классов точности. Резьбы 3-го класса точности нарезаются метчиками со степенями точности Е и Н.
На рис. 122 изображены основные типы метчиков.
Ручные метчики (рис. 122, а) используются для нарезания резьб вручную в сквозных и глухих отверстиях. Иногда их применяют для аналогичных работ на токарных станках. Такие метчики выпускаются комплектами из 2—3 штук. Для распределения нагрузки в комплекте у чернового и среднего метчиков наружный и средний диаметры занижены и удлинена режущая часть соответственно до 6 и 4 ниток. Чистовой метчик имеет полный профиль резьбы и короткую режущую часть — 2 нитки.
Порядковый номер метчика в комплекте (кроме чистового) обозначается рисками на хвостовике (см. рис. 122, а).
Ручные метчики предусмотрены для нарезания следующих резьб: метрических — до М52; дюймовых — до 2′; трубных — до 1 1/2′. Их изготавливают из сталей У10А — У12А со степенью точности Е и Н.
Машинно-ручные метчики (рис. 122, б) предназначены для нарезания резьб в сквозных и глухих отверстиях машинным способом всех предусмотренных размеров и ручным—с шагом до 3 мм включительно; Они изготавливаются двух видов: одинарные для сквозных отверстий с длиной режущей части 6 ниток и для глухих отверстий — 3 нитки; комплектные из 2 штук с числом ниток на режущей части 6 и 2;
На хвостовике такие метчики имеют радиусную канавку для крепления в резьбонарезном патроне.
Машинно-ручные метчики изготавливаются из стали Р18 по степеням точности С и Д и предназначены для резьб: метрических — до М52; дюймовых и трубных — до 2′.
Гаечные метчики (рис. 122, в) применяются для нарезания резьб за один проход в гайках и сквозных отверстиях глубиной не более диаметра. Они отличаются удлиненной режущей частью (12 ниток) и длинным хвостовиком для нанизывания гаек с целью экономии времени на вывинчивание метчика из
отверстия. Изготавливаются из стали Р18 по степеням точности С и Д для резьб: метрических— до диаметра 52 мм,, дюймовых—до 1 1/4.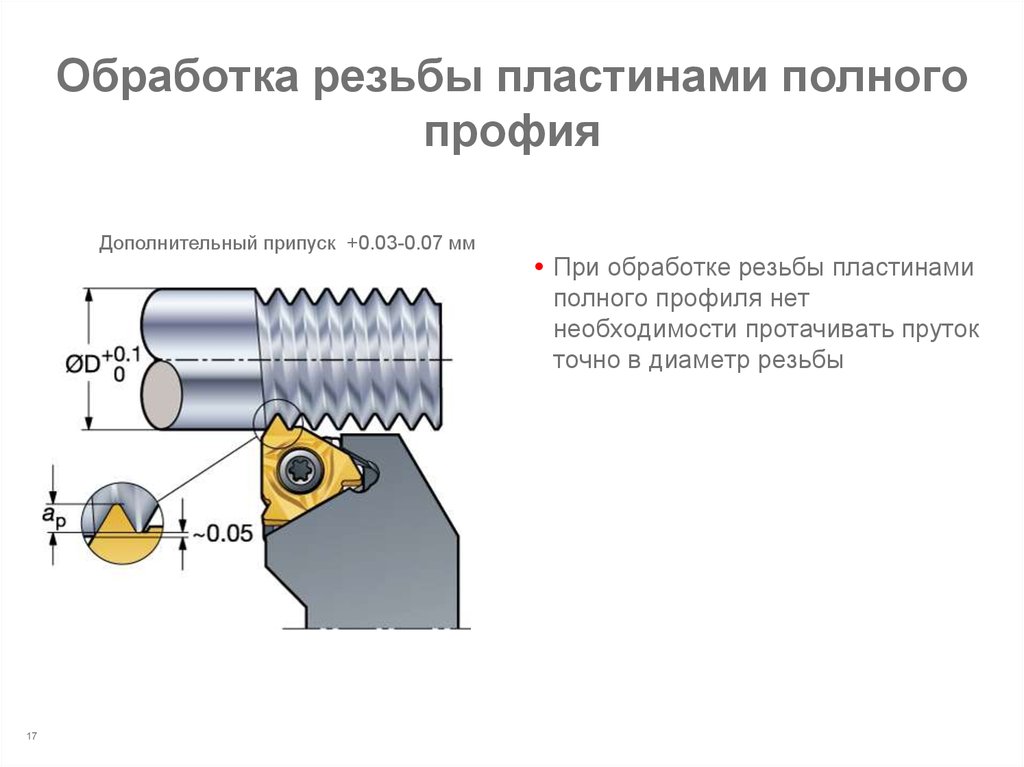
Конические резьбы до 2′ нарезаются коническими метчиками (рис. 122, г) за один проход. Калибрующая часть их участвует в резании, поэтому ее затылуют по профилю для создания заднего угла. Материал конических: метчиков — быстрорежущая сталь Р18.
На хвостовике: метчиков маркируются обозначение резьбы, номер метчика в комплекте (кроме чистового) посредством рисок, степень точности и марка стали.
2. Приемы нарезания резьб метчиками. Перед нарезанием в заготовке сверлят отверстие размером немного больше внутреннего диаметра резьбы. Такое, завышение диаметра отверстия необходимо для предотвращения срыва вершинок резьбы в результате частичного выдавливания металла в процессе резания.
С достаточной для практики точностью диаметр сверл под метрические резьбы можно определить по формуле
где а — наружный диаметр резьбы, мм,
S—шаг резьбы, мм:
Для других крепежных резьб необходимые диаметры сверл выбирают по соответствующим таблицам справочника.
Глубину сверления глухого отверстия под резьбу определяют из
ФОРМУЛЫ
где lo — длина резьбы, мм;
l1 — длина режущей части метчика, мм;.
с — гарантированный зазор в мм, принимаемый не менее шага резьбы.
Нарезание резьб метчиками осуществляется аналогично выполнению резьб плашками, Метчик закрепляется в резьбонарезном патроне (см. рис. 119) посредством переходной втулки.2 (рис. 123), в отверстии которой имеются цилиндрический и квадратный участки. Во втулке метчик удерживается штифтом 4, заскакивающим в кольцевую канавку хвостовика под действием пружинного кольца 3. Для крепления метчиков без кольцевых канавок предусмотрен винт 1.
Совместно с патроном метчик устанавливают в пиноль задней бабки, ось которой должна быть совмещена с осью шпинделя.
Заднюю бабку закрепляют на станине возможно ближе к заготовке. Затем ручной подачей пиноли метчик подводят к вращающейся заготовке, выполняют врезание на длину 2—3 полных витков поворотом рукоятки патрона. Дальнейшее нарезание ведется самозатягиванием, в течение которого метчик ввертывается в заготовку, как винт в гайку. В конце нарезки резьбы метчик вывинчивается из отверстия включением обратного вращения шпинделя.
Настройка резьбонарезного патрона на длину резьбы выполняется, в начале работы по первой заготовке из партии.
Если резьба нарезается комплектом метчиков, необходимо соблюдать последовательность их работы и своевременно очищать отверстие от стружки капроновой щеточкой или струей эмульсии перед каждым следующим метчиком.
При единичном изготовлении деталей нарезание резьб небольших размеров иногда выполняют ручными метчиками при помощи слесарного воротка 1, как показано на рис. 124. В этом случае метчик с надетым на него воротком опирают центровым отверстием на задний центр, а рукоятку воротка на верхние салазки суппорта. Удерживая метчик левой рукой, подают его вперед пинолью задней бабки. Выполняют врезание метчика в отверстие заготовки на 2—3 полных витка с принудительной подачей. Дальше нарезание осуществляется самозатягиванием, в течение которого метчик следует непрерывно поддерживать центром, так как иначе может произойти перекос и поломка метчика.
При нарезании резьбы в глухом отверстии вращение шпинделя выключают немного раньше конца нарезки. Оставшуюся часть дорезают вручную.
Оставшуюся часть дорезают вручную.
Скорость резания для нарезания резьб метчиками принимают в следующих пределах: для машинно-ручных и гаечных метчиков — 8—12 м/мин; для ручных —.3—4 м/мин. Охлаждение: по стали — эмульсия, сульфофрезол; по чугуну — керосин.
Автор – nastia19071991
Нарезание резьбы на токарном станке резцом, плашкой, метчиком
Резьбовые соединения активно применяются практически во всех отраслях человеческой деятельности, начиная от сельского хозяйства, заканчивая космической промышленностью. Для нарезания резьбы в небольших объемах используется токарный станок в паре со специальным инструментом: резцами, плашками, метчиками и резьбонарезными головками. Способ подбирается в зависимости от необходимой прочности, размеров, профиля и расположения винтовой поверхности.
Оглавление:
- Профили резьбы
- Виды резцов
- Использование метчиков и плашек
- Резьбонарезные головки
- Способы контроля ровности резьбы
Особенности нарезания резьбы
При выполнении работы на токарном стенке с установленным резцом, вершина инструмента прочерчивает винтовое углубление, перемещаясь вдоль оси вращения заготовки. Эта канавка и называется резьбой. Характеризуется она следующими параметрами:
Эта канавка и называется резьбой. Характеризуется она следующими параметрами:
- Шаг – расстояние между соседними витками. Измеряется по оси обрабатываемой детали.
- Угол увеличения винтовой линии – показатель наклона линии относительно перпендикулярной к оси вращения заготовки плоскости. Определяется частотой вращения детали и скоростью движения режущего инструмента вдоль ее оси.
- Ход (для многозаходной резьбы) – расстояние между сформированными одной ниткой ближайшими витками.
Различают 5 профилей резьбы, которые влияют на характеристики резьбового соединения:
- круглые;
- упорные;
- прямоугольные;
- трапецеидальные;
- треугольные.
Сама же поверхность детали может иметь коническую или цилиндрическую форму. Винтовая линия, прорезаемая инструментом на станке, формируется за один или несколько заходов. Для резьбы с двумя и более нитками, последние расположены друг относительно друга эквидистантно. Чтобы посчитать их количество, достаточно взглянуть на начало поверхности резьбы.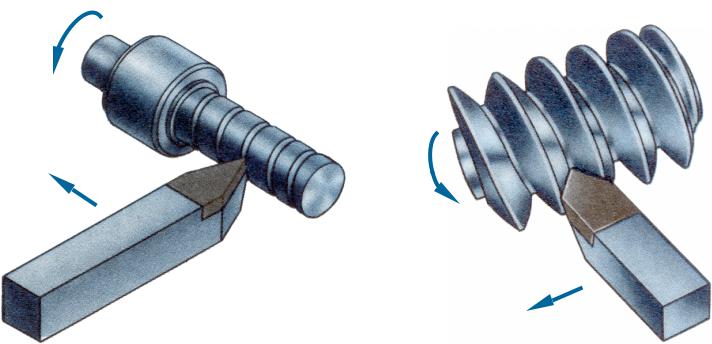
Применение резцов
При нарезании резьбы резцом, используются следующие типы этого инструмента:
1. Круглые. Устанавливаются в отверстие торца держателя. Относятся к фасонному типу резцов. Используются для внутренней и внешней обработки заготовок.
2. Стержневые. Головки выполняются различной формы и сечения, расположены на стержне. Для повышения ресурса инструмента, некоторые модели на рабочих гранях имеют напайки из твердых сплавов.
3. Призматические. Установка на токарный станок выполняется посредством держателя “ласточкин хвост”. Подвергаются большему количеству заточек, чем круглые варианты, подходят для обработки деталей исключительно с внешней стороны.
Наружную резьбовую поверхность можно нарезать на станке и прямыми, и отогнутыми разновидностями инструмента, смонтированными в оправку, а внутреннюю – изогнутыми и прямыми. При изготовлении резцов используется быстрорежущая сталь. Подробные характеристики стандартизированы, а вместе со схемами и чертежами указаны в ГОСТ 18876-73.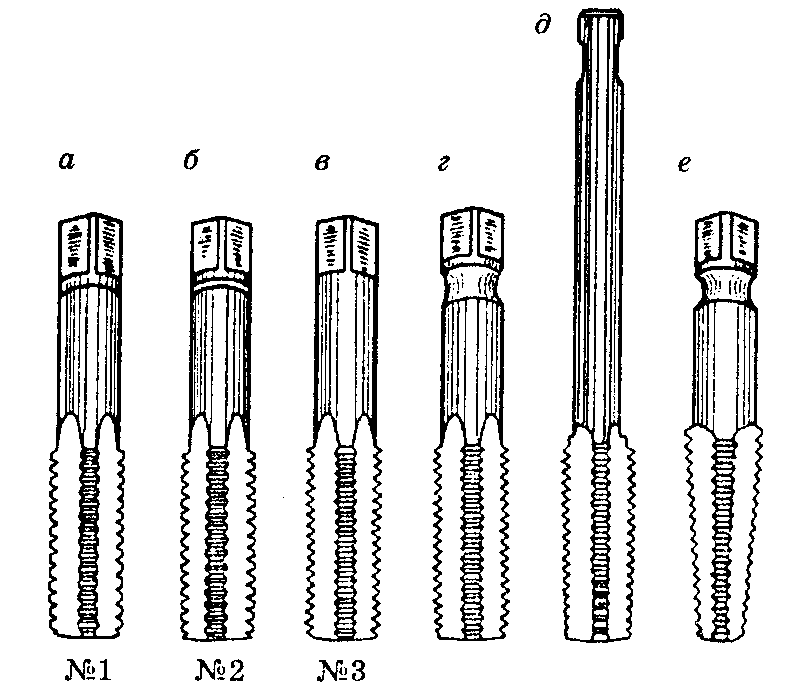
Профиль резьбы соответствует конфигурации вершины резца, которая, в свою очередь, может быть скругленной формы, либо же иметь фаску. В зависимости от материала заготовки подбирается передний угол инструмента (0-25 градусов). Так, для твердых и хрупких деталей этот параметр меньше, чем для изготовленных из вязких и цветных металлов. Существуют подробные схемы выбора угла резания под большинство материалов. Прежде чем нарезать внутреннюю резьбу на станке, необходимо выполнить сверление отверстия или его дополнительную расточку.
Задние боковые углы резцов выставляются одинаковыми с правой и левой сторон, а подбираются таким образом, чтобы отсутствовало трение между поверхностью инструмента о сформированную им канавку. Когда угол подъема резьбы не превышает 4°, показатель выставляется в районе 3–5°. В ином случае угол устанавливается в пределах 6 – 8 градусов.
При нарезании резьбы на конической и цилиндрической заготовке из стали используются резцы с твердосплавными пластинами Т15К6, Т30К4, Т14К8, Т15К6. В случае работы с чугунными деталями, применяются инструменты из сплавов ВКЗМ, В2К, ВК6М, ВК4.
В случае работы с чугунными деталями, применяются инструменты из сплавов ВКЗМ, В2К, ВК6М, ВК4.
Технология использования токарных резцов:
- Резец закрепляется в резцедержателе, а обрабатываемая деталь – в центрах или патроне станка.
- Резец перемещается вдоль оси вращения заготовки, прочерчивая винтообразную линию. Оба движения строго согласуются между собой. Иными словами, за один оборот детали резец сдвигается на расчетный шаг будущей резьбы.
- Суппорт приводится в движения от шпинделя через коробку передач и ходовой винт. При этом передаточное соотношение должно равняться соотношению шага ходового винта к шагу нарезаемой резьбы.
- Подача резца выполняется по одной из схем: параллельно образующей резьбы (контактирует лишь режущая кромка), перпендикулярно оси вращения заготовки (контактирует весь профиль).
- Для формирования на станке резьбы с крупным шагом, заготовка предварительно обрабатывается прорезным резцом. Его угол профиля на 5-10° отличается от угла профиля резьбы.

- Производительность труда при работе с токарными станками невысокая, так как много времени уходит на обратный ход резца и его установку на размер.
- Работа требует повышенного внимания и выполняется исключительно специалистом с высокой квалификацией.
Технология использования метчиков и плашек
Метчик используются в том случае, когда необходимо нарезать внутреннюю, преимущественно метрическую резьбу в отверстиях небольшого диаметра. Представляет собой стальной стержень винтовой формы с канавками для отвода стружки, расположенными в продольном направлении. Инструмент состоит из следующих частей:
- Хвостовик;
- Калибрующая часть;
- Заборная часть.
Для формирования метчиком резьбы высокого качества, используют последовательно 3 типа этого токарного инструмента, которые можно отличить по количеству размещенных на хвостовике рисок:
- Черновой;
- Получистовой;
- Чистовой.
Скорость работы на токарном станке с установленными метчиками может быть довольно высокой. В качестве примера, для алюминиевых, чугунных и бронзовых деталей этот показатель по технологии составляет порядка 6-22 м в минуту, в то время как для других материалов – от 5 до 12 м в минуту.
В качестве примера, для алюминиевых, чугунных и бронзовых деталей этот показатель по технологии составляет порядка 6-22 м в минуту, в то время как для других материалов – от 5 до 12 м в минуту.
Плашка предназначена для нарезания наружной резьбы. Представляет собой инструмент плоской цилиндрической формы, в центре которого находится отверстие с острыми кромками и каналами для отвода стружки. Выглядит, как подобие гайки. Калибрующая часть плашки расположена по ее середине, а заборный конус – с каждой из сторон. Инструмент на токарном станке закрепляется в плашкодержатель – специальный патрон в пиноли задней бабки. Чтобы инструмент зашел в заготовку без усилий, на торце последней снимается фаска, высота которой соответствует профилю резьбы.
Плашки могут быть разрезные или цельные. Диаметр первых подвергается регулировке в небольших пределах, что позволяет восстанавливать рабочие характеристики инструмента после его износа.
Цельные же варианты используются для формирования резьбы высокой точности. В производстве применяется легированная или углеродистая сталь.

При использовании плашки на станке для токарных работ, поверхность заготовки подвергается предварительной обточке на величину необходимого диаметра резьбы, но с учетом следующих допусков:
- Для резьбы 6-10 мм допуск – 0,1-0,2 мм;
- Для 11-18 допуск 0,12 – 0,24 мм;
- Для 20-30 мм допуск 0,14-0, 28 мм.
Скорость нарезания резьбы плашкой, установленной в токарном станке, регулируется в соответствии с материалом заготовки, напрямую влияет на интенсивность износа инструмента:
- Для стали – 3-4 м в минуту;
- Для чугуна – 2-3 м в минуту;
- Для латуни – 10-15 м в минуту.
Применение резьбонарезных головок
При нарезке резьбы на токарно-винторезном станке к использованию резьбонарезных головок прибегают реже, чем к описанным выше инструментам. В роли их рабочего элемента выступают специальные гребенки нескольких типов:
В роли их рабочего элемента выступают специальные гребенки нескольких типов:
- призматические;
- тангенциальные;
- круглые;
- радиальные.
Первый тип гребенок применяется для нарезания внутренней резьбы, оставшиеся три – для наружной. Особенностью инструмента является автоматическое расхождение рабочих органов при обратном ходе, что предотвращает их контакт с только что сформированными винтовыми нитями.
Резьбонарезные головки на станке применяются преимущественно в том случае, когда требуется высокоточная работа. При нарезании резьбы на длинных винтах и червяках инструмент устанавливается на суппорте станка. Наиболее популярны круглые резчики, так как они просты в обслуживании, имеют повышенную стойкость. Для нарезания внутренней резьбы на станках револьверного типа применяются исключительно призматические гребенки со специальным заходным конусом. Работа выполняется за один проход.
Контроль резьбы
- Для проверки состояния резьбы в процессе ее нарезания на станке применяется резьбовой шаблон – инструмент, состоящий из помещенных в кассету пластин, на которых находятся зазубрины.
 На плоской части шаблона указывается шаг резьбы.
На плоской части шаблона указывается шаг резьбы. - Для комплексного контроля используются резьбовые калибры проходного (с полным профилем резьбы) и непроходного типа (с укороченным профилем, для проверки среднего диаметра). С ними необходимо обращаться с особой осторожностью. В противном случае возможно образование царапин и забоин на зазубренной поверхности.
- Диаметры нарезанной резьбы, а также ее шаг проверяются резьбовым микрометром – инструментом, оснащенным в шпинделе и пятке посадочными отверстиями, которые выполняют роль креплений для сменных вставок. Микрометр устанавливается в стойку, после чего следует его настройка по образцу-эталону.
- Перед проверкой резьбы детали любым из указанных инструментов, ее необходимо очистить от грязи и стружки, не извлекая из станка.
Задняя бабка токарного станка Метчик/матрица? | Хобби-машинист
Splat
Активный пользователь
- #1
Я не знал, куда лучше поставить это сабвуфер… Подумал, что здесь все хорошо.
Итак, на днях мне нужно было выпустить кое-какой материал, и я сделал это на своей мельнице. Затем я подумал о том, чтобы сделать это на токарном станке, но к тому времени я был готов и так и не удосужился сделать это, но я продолжал думать об этом. Итак, сегодня я поискал в Интернете и нашел Установка Нила Баттерфилда для метчиков и плашек, и мне было интересно, кто-нибудь здесь использовал / купил ее или другую марку, подобную ей?
jfcayron
Активный пользователь
- #2
Я счастливый обладатель одного из наборов Нила. Простой и эффектный дизайн, я просто в восторге.
Простой и эффектный дизайн, я просто в восторге.
mksj
Активный пользователь
- #3
У меня также есть одна из его установок MT3, работает хорошо и красиво. Очень удобно для нарезания резьбы и нарезания резьбы с помощью держателя матрицы. Мне нужно было сделать новые держатели штампов, чтобы они соответствовали моим штампам, которые немного отличаются, а также держатель штампов 1,5 дюйма. Вам нужно использовать круглые регулируемые штампы, которые труднее найти, если они у вас уже есть. Я также сделал адаптер для подходит для моей мельницы. Но в целом очень удобно иметь. Я использую его только для ручного нарезания резьбы и не использую токарный станок под напряжением.
jfcayron
Активный пользователь
- #4
mksj сказал:
У меня также есть одна из его установок MT3, работает хорошо и красиво. Очень удобно для нарезания резьбы и нарезания резьбы с помощью держателя матрицы. Мне нужно было сделать новые держатели штампов, чтобы они соответствовали моим штампам, которые немного отличаются, а также держатель штампов 1,5 дюйма. Вам нужно использовать круглые регулируемые штампы, которые труднее найти, если они у вас уже есть. Я также сделал адаптер для подходит для моей мельницы.
Но в целом очень удобно иметь. Я использую его только для ручного нарезания резьбы и не использую токарный станок под напряжением.
Нажмите, чтобы развернуть…
Я использую его для отключения питания. Он тоже отлично работает. Просто убедитесь, что вы находитесь на задней передаче.
Отправлено с моего SPH-L720T с помощью Tapatalk
petertha
H-M Supporter — золотой член
- #5
Вот набор держателей штампов, которые я выточил из остатков. Это было не так сложно сделать, и это было огромным улучшением по сравнению с этими дрянными литыми ручками, которые никогда не подходили должным образом к наружному диаметру штампа, и дрянным винтам с накатанной головкой, откручивающимся во всех направлениях, кроме тех, которые соответствуют самим штампам. Он имеет глубокий корпус, соответствующий толщине штампа, а также вставляется в заднюю часть, изготовленную из буровой штанги. Поскольку задняя часть находится на одном уровне, я могу установить инструмент перпендикулярно заготовке, просто выровняв его на одном уровне с сверлильным патроном или заготовкой MT, что бы там ни было. Специальная беседка не требуется. После того, как заправка запустит несколько нитей, просто уберите хвостовую стойку в сторону и продолжите заправку. Некоторые подобные самодельные держатели, которые я вижу, несколько ограничены длиной ложи, которую они могут нарезать, потому что рабочий тупик заканчивается в отверстии самого инструмента, так что имейте в виду, если это ограничение для ваших проектов. Моя действует как обычная ручка штампа в этом отношении. в головке есть сквозное отверстие, так что вы можете просто продолжать надевать нить. Я сделал свои ручки съемными (это еще один способ сказать, что я хотел бы иметь горелку TIG, чтобы сварить их навсегда). Но я предполагаю, что это сбивает для хранения.
Он имеет глубокий корпус, соответствующий толщине штампа, а также вставляется в заднюю часть, изготовленную из буровой штанги. Поскольку задняя часть находится на одном уровне, я могу установить инструмент перпендикулярно заготовке, просто выровняв его на одном уровне с сверлильным патроном или заготовкой MT, что бы там ни было. Специальная беседка не требуется. После того, как заправка запустит несколько нитей, просто уберите хвостовую стойку в сторону и продолжите заправку. Некоторые подобные самодельные держатели, которые я вижу, несколько ограничены длиной ложи, которую они могут нарезать, потому что рабочий тупик заканчивается в отверстии самого инструмента, так что имейте в виду, если это ограничение для ваших проектов. Моя действует как обычная ручка штампа в этом отношении. в головке есть сквозное отверстие, так что вы можете просто продолжать надевать нить. Я сделал свои ручки съемными (это еще один способ сказать, что я хотел бы иметь горелку TIG, чтобы сварить их навсегда). Но я предполагаю, что это сбивает для хранения.
MikeWi
Активный пользователь
- #6
В прошлом году я сделал что-то похожее на набор Нила. на основе некоторых фотографий, которые я видел на чьей-то буровой установке. Только две проблемы 1. Я сделал это из алюминия, так как он у меня был, и я все еще учился. 2. У меня есть только несколько метчиков и плашек для портовых грузовых перевозок, и они — полное дерьмо. LOL Забавный проект, и я должен вернуться и переделать его когда-нибудь, когда у меня будет что-то, что действительно нарежет резьбу, помимо токарного инструмента.
DoogieB
Активный пользователь
- #7
Я подумал, что идея мистера Баттерфилда о держателе метчика/матрицы задней бабки была настолько блестящей, что я сделал копию. Это был один из моих первых больших токарных проектов:
Нарезать мелкую резьбу с усилием очень легко, потому что, когда вы держите втулку с накаткой, ваша рука действует как муфта. Таким образом практически невозможно завинтить резьбу или сломать метчик. По мере того, как нити становятся больше, вам нужно переключиться на перекладину, чтобы удерживать рукав. Я думаю, что этот инструмент лучше всего работает с размерами резьбы в диапазоне размеров плашек 13/16″. вала оправки до сих пор: сквозное отверстие в валу оправки ограничивает размер стержня, который вы можете использовать с резьбонарезной плашкой. Я знаю, что мой может делать 5/16″ и, может быть, 3/8″ (не помню). Тот, что продает мистер Баттерфилд, может иметь большее сквозное отверстие.
Для больших размеров я предпочитаю использовать более традиционные методы. Я использую держатель метчика Starret, поддерживаемый центром задней бабки, или обычный держатель плашки, начинающийся с патрона дрели. Интерфейс держателя патрона к матрице никогда не был таким хорошим с моей установкой, поэтому сегодня днем я выбил сверлильный стол, который, надеюсь, должен работать немного лучше.
Последнее редактирование:
метчиков и плашек | LPR Toolmakers
Добро пожаловать в раздел нашего магазина, посвященный метчикам и штампам. Производители инструментов LPR являются специалистами в области метчиков и плашек и имеют один из самых больших ассортиментов в Австралии.
Все наши метчики и плашки отличного качества, однако мы предлагаем варианты, которые помогут вам решить, какое качество материала подходит для вашей работы. Наш ассортимент метчиков и плашек по умолчанию изготавливается из высококачественной углеродистой стали, однако, если вам нужно немного больше отдачи от затраченных средств, мы предлагаем метчики и плашки из быстрорежущей стали для большей части нашего ассортимента.
Наш ассортимент метчиков и плашек по умолчанию изготавливается из высококачественной углеродистой стали, однако, если вам нужно немного больше отдачи от затраченных средств, мы предлагаем метчики и плашки из быстрорежущей стали для большей части нашего ассортимента.
Наш ассортимент очень широк, поэтому, если у вас возникли проблемы с поиском нужного типа и размера метчика или матрицы, не стесняйтесь обращаться к нам, и мы посмотрим, как мы можем помочь вам с тем, что вам нужно.
Б. А. | ЛАТУНЬ | BSCY | ЧФ | БСП | БСПТ | БМЗ | Я | Метрика | ДНЯО | Специальная резьба | UNC | UNF
Для некоторых из нашего ассортимента метчиков и матриц вы можете выбрать между покупкой одного типа резьбы, который вам нужен, или для большей ценности вы можете приобрести метчик в наборе из 3 штук. Эти наборы из 3 предметов включают конус , промежуточные и пробковые краны.
Конус: 8–10 витков резьбы, используемых для начала новой резьбы
Промежуточный: Меньший конус, 4–5 витков, используется для выполнения конусного метчика или для восстановления резьбы
Очень маленький конус19 1 1/2 – 2 1/2 шага, так что новая резьба будет нарезана до дна глухого отверстия, но отсутствие конусности затрудняет начало новой резьбы.
Сортировать по: Избранные товарыСамые новые товарыЛучшие продажиОт A до ZZ до ABПо обзоруЦена: по возрастаниюЦена: по убыванию
товаров на странице: 812162040100
Столбцы: 1 2 3 4 6
Выберите параметры
Быстрый просмотр
Наборы метчиков циклической резьбы (BSCY) 20TPI — от 7/16 до 3/4 дюйма
Сейчас: $29.95
Aprica Brand Cycle Thread Наборы метчиков из 3 предметов Изготовлено по стандартам ISO. УГОЛ РЕЗЬБЫ 60 ГРАДУСОВ – 20TPI Нажмите здесь, чтобы узнать о ПОДХОДЯЩИХ ДЕРЖАТЕЛЯХ Нажмите здесь, чтобы узнать – ЦИКЛИРУЙТЕ СПЕЦИАЛЬНЫЕ РЕЗЬБОВЫЕ МАТРИЦЫ ДЛЯ ПОДХОДА Примечание. Размеры 1/4″, 7/16″ и 1/2″…
Добавить в корзину
Быстрый просмотр
Центр резьбы (подпружиненный) — 1/2 дюйма
Рекомендуемая производителем розничная цена: $29,95
Сейчас: 26,95 долларов США
Идеально подходит для выравнивания метчиков на сверлильном станке, токарном или фрезерном станке.
 Тип: Подпружиненный
Размер: хвостовик 1/2 дюйма (подпружиненный центр)
Заземленный и закаленный
Тип: Подпружиненный
Размер: хвостовик 1/2 дюйма (подпружиненный центр)
Заземленный и закаленныйКол-во в корзине: 0
Количество:
Цена:
Рекомендуемая производителем розничная цена: $29,95
Сейчас: 26,95 $
Итого:
Добавить в корзину
Добавить в корзину
Быстрый просмотр
(2MT) Набор держателей плавающих матриц для задней бабки токарного станка – вмещает матрицы 13/16″, 1″ и 1,1/2″
Рекомендуемая производителем розничная цена: $168,95
Сейчас: 144,95 $
НАБОР ДЕРЖАТЕЛЕЙ ПЛАСТИКОВОЙ ЗАДНЕЙ БАЛКИ APRICA НА 2 МТ Оснащен сменными головками, подходящими для пуговичных штампов с наружным диаметром 13/16″, 1″ и 1,1/2″.
Рекомендованная производителем розничная цена Головка плавает, поэтому матрица может свободно двигаться, когда она настроена для высечки резьбы.
Идеально подходит для токарного станка…
Головка плавает, поэтому матрица может свободно двигаться, когда она настроена для высечки резьбы.
Идеально подходит для токарного станка…: $168,95
Сейчас: $144,95
Добавить в корзину Быстрый просмотр
Кол-во в корзине: 0
Количество:
Цена:
Рекомендуемая производителем розничная цена: $168,95
Сейчас: 144,95 $
Итого:
Добавить в корзину
Добавить в корзину
Быстрый просмотр
(2MT) Набор держателей плавающих матриц для задней бабки токарного станка – вмещает матрицы 13/16-1 -1,1/2 и 2 дюйма
Рекомендуемая производителем розничная цена: $172,95
Сейчас: 159,95 $
КОМПЛЕКТ ДЕРЖАТЕЛЕЙ ПЛАСТИКОВОЙ ЗАДНЕЙ БАБКИ НА 2 МТ (новая модель 2022 года) Оснащен сменными головками, соответствующими австралийскому стандарту наружного диаметра: 13/16-1″, 1,1/2″ и 2″.
Рекомендованная производителем розничная цена Головка плавает, поэтому матрица может свободно двигаться при установке резьбы…
Головка плавает, поэтому матрица может свободно двигаться при установке резьбы…: $172,95
Сейчас: 159 долларов.95
Добавить в корзину Быстрый просмотр
Кол-во в корзине: 0
Количество:
Цена:
Рекомендуемая производителем розничная цена: $172,95
Сейчас: 159,95 $
Итого:
Добавить в корзину
Добавить в корзину
Быстрый просмотр
(3MT) Набор плавающих держателей хвостовика токарного станка — вмещает матрицы 13/16″, 1″ и 1,1/2″
Рекомендуемая производителем розничная цена: $172,95
Сейчас: 154,95 $
КОМПЛЕКТ ДЕРЖАТЕЛЕЙ ПЛАСТИКОВОЙ ЗАДНЕЙ БАБКИ 3MT Оснащен сменными головками, подходящими для пуговиц размером 13/16, 1″ и 1,1/2″.
Рекомендованная производителем розничная цена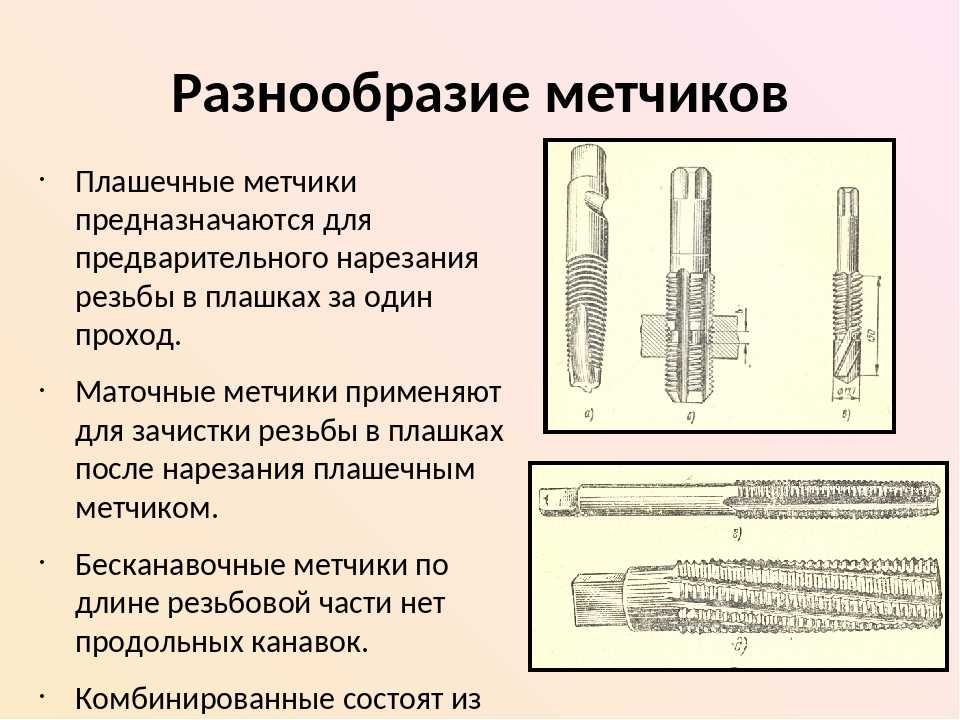 Головка плавает, поэтому матрица может свободно двигаться, когда она настроена для высечки резьбы.
Идеально подходит для токарных станков с многозаходной резьбой…
Головка плавает, поэтому матрица может свободно двигаться, когда она настроена для высечки резьбы.
Идеально подходит для токарных станков с многозаходной резьбой…: $172,95
Сейчас: $154,95
Добавить в корзину Быстрый просмотр
Кол-во в корзине: 0
Количество:
Цена:
Рекомендуемая производителем розничная цена: $172,95
Сейчас: 154,95 $
Итого:
Добавить в корзину
Добавить в корзину
Быстрый просмотр
(3MT) Набор держателей плавающих матриц для задней бабки токарного станка – вмещает матрицы 13/16-1 -1,1/2 и 2 дюйма
Рекомендуемая производителем розничная цена: $194,95
Сейчас: 179,95 $
КОМПЛЕКТ ДЕРЖАТЕЛЕЙ ПЛАСТИКОВОЙ ЗАДНЕЙ БАБКИ 3MT БОЛЬШЕ ПОДХОДИТ ДЛЯ СТАНДАРТНЫХ АВСТРАЛИЙСКИХ РАЗМЕРОВ МАТРИЦ Оснащен сменными головками для пуговиц размером 13/16-1″, 1,1/2 и 2″.
Рекомендованная производителем розничная цена Головка плавает, поэтому матрица может свободно двигаться при настройке для высечки резьбы…
Головка плавает, поэтому матрица может свободно двигаться при настройке для высечки резьбы…: $194,95
Сейчас: 179 долларов.95
Добавить в корзину Быстрый просмотр
Кол-во в корзине: 0
Количество:
Цена:
Рекомендуемая производителем розничная цена: $194,95
Сейчас: 179,95 $
Итого:
Добавить в корзину
Добавить в корзину
Быстрый просмотр
(4MT) Набор держателей плавающих матриц для задней бабки токарного станка – вмещает матрицы 13/16-1 -1,1/2 и 2 дюйма
Рекомендуемая производителем розничная цена: $199,95
Сейчас: 194,95 $
НАБОР ДЕРЖАТЕЛЕЙ ПЛАСТИКОВОЙ ЗАДНЕЙ БАБКИ НА 4 МТ БОЛЬШЕ ПОДХОДИТ ДЛЯ РАЗМЕРОВ МАТРИЦЫ АВСТРАЛИЙСКОГО СТАНДАРТА Оснащен сменными головками, подходящими для плашек с пуговицами 13/16-1″, 1,1/2″ и 2″.
Рекомендованная производителем розничная цена Головка плавает, поэтому матрица может свободно перемещаться при установке для высечки резьбы…
Головка плавает, поэтому матрица может свободно перемещаться при установке для высечки резьбы…: $199,95
Сейчас: 19 долларов4.95
Добавить в корзину Быстрый просмотр
Кол-во в корзине: 0
Количество:
Цена:
Рекомендуемая производителем розничная цена: $199,95
Сейчас: 194,95 $
Итого:
Добавить в корзину
В продаже
Добавить в корзину
Быстрый просмотр
0-10 BA (Быстрорежущая сталь) Набор из 44 метчиков и матриц
Рекомендуемая производителем розничная цена: $285,95
Сейчас: 277,95 долларов США
Было: $285,95
Набор метчиков и матриц BA из быстрорежущей стали 0-10BA, 44 шт.
Рекомендованная производителем розничная цена Эти наборы, составленные для нас, теперь доступны для наших клиентов по доступной цене. Полный ассортимент из 11 РАЗМЕРОВ – КАЖДЫЙ РАЗМЕР МЕТЧИКА ИМЕЕТ 3 ВЫВОДА: КОНИЧЕСКИЙ ПРОМЕЖУТОЧНЫЙ И…
Эти наборы, составленные для нас, теперь доступны для наших клиентов по доступной цене. Полный ассортимент из 11 РАЗМЕРОВ – КАЖДЫЙ РАЗМЕР МЕТЧИКА ИМЕЕТ 3 ВЫВОДА: КОНИЧЕСКИЙ ПРОМЕЖУТОЧНЫЙ И…: $285,95
Сейчас: 277,95 долларов США
Было: 285,95 $
Добавить в корзину Быстрый просмотр
Кол-во в корзине: 0
Количество:
Цена:
Рекомендуемая производителем розничная цена: $285,95
Сейчас: 277,95 долларов США
Было: 285,9 долларов США5
Итого:
Добавить в корзину
Добавить в корзину
Быстрый просмотр
1 дюйм x 24TPI UNS Inter Tap из быстрорежущей стали австралийского производства
Рекомендуемая производителем розничная цена: $154,95
Сейчас: 147,95 долл.
 США
США1″ x 24TPI UN ПРОМЕЖУТОЧНЫЙ ОТВОД Быстрорежущая сталь австралийского производства
Рекомендованная производителем розничная цена: $154,95
Сейчас: 147,95 $
Добавить в корзину Быстрый просмотр
Кол-во в корзине: 0
Количество:
Цена:
Рекомендуемая производителем розничная цена: $154,95
Сейчас: 147,95 $
Итого:
Добавить в корзину
В продаже
Выберите параметры
Быстрый просмотр
1,1/4″ x 20TPI HSS Tap & Die Combo Combo
Сейчас: 159,95–289,95 $
Торговая марка Aprica 1,1/4 дюйма x 20TPI UN Изготовлено из быстрорежущей стали по стандартам ISO угол резьбы 60dec Tap является промежуточным (средний) Круглая пуговичная матрица – внешний диаметр 2 дюйма Варианты включают: Одно касание Одиночный кубик Коснись и умри комбо Просто выберите свой вариант.
 ..
..Кол-во в корзине: 0
Цена:
Сейчас: $159,95 – $289,95
Итого:
Выберите опции
Добавить в корзину
Быстрый просмотр
1/16 – 3/8 “Тип стержневого ключа
Сейчас: 21,95 долл. США
5/32 – 1/2 дюйма, стержневой ключ от 3,97 мм до 12,7 мм Держатель метчика кованого типа.
Кол-во в корзине: 0
Количество:
Цена:
Сейчас: 21,95 $
Итого:
Добавить в корзину
Выберите параметры
Быстрый просмотр
1/2 до 1″ (20 TPI) пуговичные матрицы [HSS] – 60 градусов
Сейчас: $44,95 – $418,95
РЕЗЬБА UN / СПЕЦИАЛЬНАЯ РЕЗЬБА Плашки для кнопок из быстрорежущей стали СДЕЛАНО из быстрорежущей стали нашего бренда Aprica в соответствии со стандартами ISO Угол резьбы 60dec – правая резьба Размеры, которые мы храним: 1/2″ х 20TPI 9/16″ х 20TPI 5/8″ x 20TPI 11/16″ х.
 ..
..Кол-во в корзине: 0
Цена:
Сейчас: 44,95–418,95 долл. США
Итого:
Выберите параметры
Добавление товаров в корзину
Просмотр корзины Продолжить покупки
Где купить метчики и плашки для астрономической резьбы? – Оборудование (без астрофотографии)
#1 Джонкокс
Размещено 01 мая 2020 г. – 19:26
Где можно купить метчики и плашки для обычных астрономических резьб, таких как M42x0,75, M48x0,75, M52, M54 и т. д.? Я нашел варианты с шагом резьбы 1,0 мм в Интернете, но найти вариант с мелкой резьбой 0,75 мм кажется невозможным.
Причина, по которой я ищу это, заключается в том, что я могу сбрить концы различных частей и повторно заправить их для более короткого заднего фокуса. Кроме того, я хотел бы нарезать некоторые детали, изготовленные по индивидуальному заказу (у большинства механиков тоже нет этих метчиков).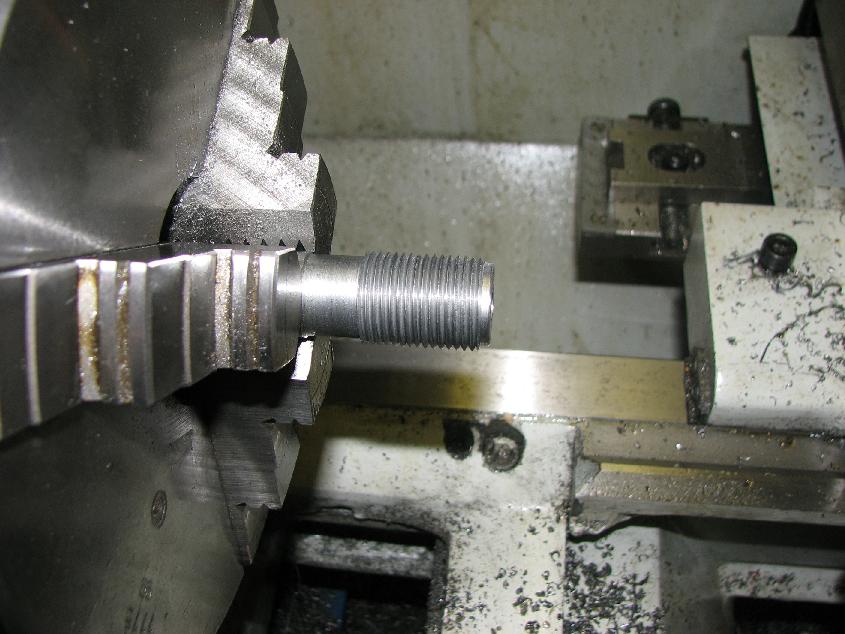
Макмастер Карр — это место, куда обычно приходят машинисты, и им на это наплевать.
Как мне проникнуть в сообщество секретных камер/астрономии?
Отредактировал joncox, 1 мая 2020 г. – 19:29.
- Наверх
#2 rk2k2
Размещено 01 мая 2020 г. – 19:37
Удивительно, я всегда думал, что эти большие размеры перевернуты.
- Джон Айзекс нравится это
- Наверх
#3 Джонкокс
Размещено 01 мая 2020 г. – 19:42
Удивительно, я всегда думал, что эти большие размеры перевернуты.
Хороший вопрос. Так что мне нужен токарный станок, если это правда?
Отредактировал joncox, 1 мая 2020 г. – 19:42.
– 19:42.
- Наверх
#4 DSOs4Me
Размещено 01 мая 2020 г. – 19:59
Не знаю, где взять эти метчики и плашки, но если вам нужен специальный переходник, эти ребята, вероятно, сделают его для вас — Preciseparts.com
- Лунная Леди нравится это
- Наверх
#5 ХоккейГай
Размещено 01 мая 2020 г. – 20:00
Я также думаю, что большие резьбы обрабатываются на токарном или фрезерном станке. Фреза будет использоваться для создания внутренней резьбы, токарный станок может использоваться для создания наружной или внутренней резьбы (в зависимости от насадки).
В прошлом, когда мне приходилось укорачивать длину болта в крайнем случае (без доступа к метчику/плашке), я навинчивал гайку, прежде чем отрезал конец болта. После этого достаточно снять/развинтить гайку, чтобы сохранить форму резьбы на конце болта. Если у вас есть подходящие детали/адаптеры, вы можете попробовать. Если вы пытаетесь укоротить адаптер с внутренней резьбой, я бы посоветовал отшлифовать конец, а не обрезать его. Внутренняя резьба не требует обслуживания после шлифовки.
После этого достаточно снять/развинтить гайку, чтобы сохранить форму резьбы на конце болта. Если у вас есть подходящие детали/адаптеры, вы можете попробовать. Если вы пытаетесь укоротить адаптер с внутренней резьбой, я бы посоветовал отшлифовать конец, а не обрезать его. Внутренняя резьба не требует обслуживания после шлифовки.
- alstarjoey это нравится
- Наверх
#6 скадвис
Размещено 01 мая 2020 г. – 20:10
Да, токарный станок облегчил бы задачу. Но даже на токарном станке вы должны знать, как «нарезать резьбу» и надежно удерживать деталь, что может стать проблемой. Однако есть вещи, называемые файлами потоков, для очистки потоков такого размера. Требуется немного терпения и практики, чтобы очистить темы. Также укорачивание длины требует навыков.
https://www.stanleyt…al Файлы тем
Отредактировал scadvice, 1 мая 2020 г. – 20:12.
– 20:12.
- Джон Айзекс нравится это
- Наверх
#7 Джон Айзекс
Размещено 01 мая 2020 г. – 20:38
Я думаю, что оптические нити большого диаметра с мелким шагом выточены на токарном станке, как было предложено. Мне было бы очень трудно использовать метчик или плашку на тонкой заготовке, и даже запуск метчика или плашки мог бы повредить резьбу.
Но, как подсказывает scaadvice, если все, что вы хотите сделать, это очистить потоки, то вам подойдет файл или средство поиска потоков.
Это один из вопросов. Токарный станок — правильный инструмент для работы, но если бы кто-то знал, как использовать токарный станок для этой конкретной работы, вы бы не задавали этот конкретный вопрос.
Джон
- R Botero и MellonLake это нравится
- Наверх
#8 Джонкокс
Размещено 01 мая 2020 г. – 20:53
– 20:53
Это один из вопросов. Токарный станок — правильный инструмент для работы, но если бы кто-то знал, как использовать токарный станок для этой конкретной работы, вы бы не задавали этот конкретный вопрос.
Не знаю, как интерпретировать ваше утверждение. Раньше я работал с токарными станками и другой механической обработкой. Для меня никогда не было проблемой освоить новые техники. Делать что-то новое — это в основном профессия. Наверное, я удивлен, что вы думаете, будто кто-то не способен нарезать резьбу на токарном станке только потому, что не делал этого раньше. Извините, это не ракетостроение… или астрофизика, если уж на то пошло.
Отредактировано joncox, 1 мая 2020 г. – 20:56.
- Наверх
#9 МикиСЖ
Размещено 01 мая 2020 г. – 20:58
– 20:58
Мой сын является мастером-механиком и говорит, что метчики и матрицы недоступны для отверстий 42 и 48 мм, по крайней мере, по цене, которую вы хотели бы заплатить. Я бы посоветовал https://www.precisep…ain//index.html
Я использовал их в прошлом, немного дорогие, но очень точные с разумным оборотом.
- mark77 это нравится
- Наверх
#10 Джонкокс
Размещено 01 мая 2020 г. – 21:01
Мой сын является мастером-механиком и говорит, что метчики и матрицы недоступны для отверстий 42 и 48 мм, по крайней мере, по цене, которую вы хотели бы заплатить. Я бы посоветовал https://www.precisep…ain//index.html 9.0020
Я использовал их в прошлом, немного дорого, но очень точно и с разумным оборотом.

Спасибо, приятно это знать. Я предполагаю, что это либо Precise Parts, либо заполнить мой гараж станками на тысячи долларов
- Howardcano это нравится
- Наверх
#11 РТЛР 12
Размещено 01 мая 2020 г. – 21:02
Для внешних потоков вы можете использовать файл потока, который можно найти практически везде. Walmart, Ace, Home Depo и т. д.
Стэн
- Наверх
#12 Ржавые орехи
Размещено 01 мая 2020 г. – 21:06
Я могу гоняться за нитками и работать намного дешевле. трудно превзойти 20-летний опыт обработки на ручном токарном станке.
pm мне, если вы не можете найти кого-нибудь, чтобы сделать работу менее чем за 50 долларов.
Отредактировано Rustynuts, 1 мая 2020 г. – 21:21.
- barbarosa это нравится
- Наверх
№13 rk2k2
Размещено 01 мая 2020 г. – 21:24
Спасибо, приятно это знать. Я думаю, это либо Precise Parts, либо заполнить мой гараж станками на тысячи долларов
Иди к токарю! Если говорить более серьезно, вы можете найти небольшой механический цех поблизости (ни один из «больших» магазинов рядом со мной даже не прикоснется к такому маленькому проекту). То, что вы получаете с Precision Parts, — это надежная работа, подкрепленная отзывами многочисленных клиентов на CN.
- R Botero нравится это
- Наверх
№14 Дон В.
Размещено 01 мая 2020 г. – 21:30
– 21:30
Метчики или матрицы таких размеров, даже если бы они были доступны, были бы очень дорогими. Такая резьба делается на токарном станке.
- Pinzmann и R Botero нравится это
- Наверх
№15 Ржавые орехи
Размещено 01 мая 2020 г. – 21:35
Мой сын является мастером-механиком и говорит, что метчики и матрицы недоступны для отверстий 42 и 48 мм, по крайней мере, по цене, которую вы хотели бы заплатить. Я бы посоветовал https://www.precisep…ain//index.html 9.0020
Я использовал их в прошлом, немного дорого, но очень точно и с разумным оборотом.
Мастер-механик, которого я знал и у которого учился, имел 80-летний опыт работы, он все еще жив в возрасте 101 года и все еще занимается обработкой.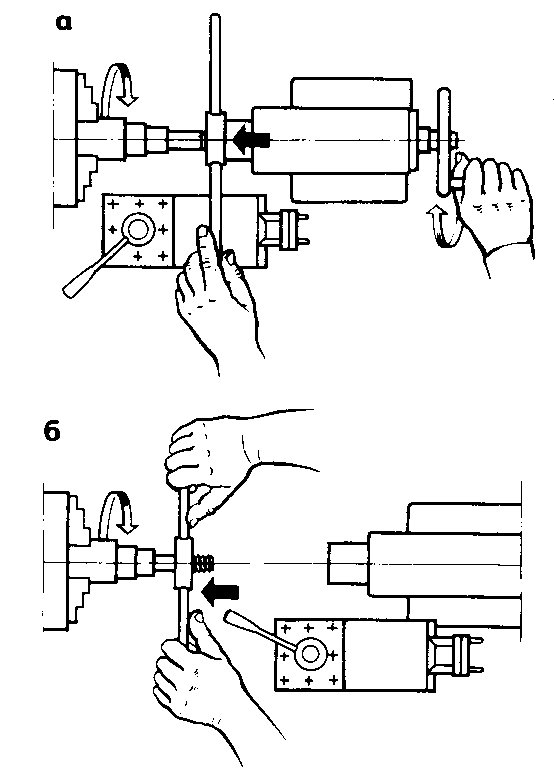 Я считаю, что мастера всегда знают, что нужно знать больше. а слово мастер ну не пускает туда.
Я считаю, что мастера всегда знают, что нужно знать больше. а слово мастер ну не пускает туда.
скажем так, опытный.
- Наверх
№16 Джон Айзекс
Размещено 02 мая 2020 г. – 02:10
Не знаю, как интерпретировать ваше утверждение. Раньше я работал с токарными станками и другой механической обработкой. Для меня никогда не было проблемой освоить новые техники. Делать что-то новое — это в основном профессия. Наверное, я удивлен, что вы думаете, будто кто-то не способен нарезать резьбу на токарном станке только потому, что не делал этого раньше. Извините, это не ракетостроение… или астрофизика, если уж на то пошло.
Моя точка зрения была другой. Но в любом случае, я говорю, дерзайте.
Но за свою карьеру инженера-исследователя я работал с несколькими прекрасными машинистами. Научиться резать нитки — это одно. Нарезать оптические нити не так-то просто. Большие диаметры, жесткие допуски.
Научиться резать нитки — это одно. Нарезать оптические нити не так-то просто. Большие диаметры, жесткие допуски.
На самом деле здесь много мастерских, которые обслуживают национальные лаборатории, такие как Лос-Аламос. Я боюсь спрашивать их, сколько они берут, так как у меня не такие глубокие карманы, как у правительства США. Но, может быть, они сделают мне одолжение.
Вот кого я нанимаю для обработки. Мы обмениваемся услугами. Они получают работу по созданию вещей, которые я разработал для других исследовательских центров. Я немного занимаюсь инженерией, когда им это нужно. Просто по старой памяти.
Джон
- Howardcano это нравится
- Наверх
# 17 Говардкано
Размещено 02 мая 2020 г. – 11:48
Спасибо, приятно это знать.
Я думаю, это либо Precise Parts, либо заполнить мой гараж станками на тысячи долларов
Возможно, вас удивит количество людей, которые на самом деле выбирают последнее. rk2k2 кажется одним из них.
Иногда интересно заниматься своими делами, даже если финансы этого не оправдывают. Я был виновен в этом больше раз, чем мне хочется признать.
Идея Джона тоже хороша. Иногда друг друга (и упаковка из шести бутылок пива) — это все, что вам нужно. У меня есть опыт на обоих концах сделки.
Отредактировано Howardcano, 02 мая 2020 г., 11:51.
- R Botero и rk2k2 нравится это
- Наверх
# 18 rk2k2
Размещено 02 мая 2020 г. – 14:24
Возможно, вас удивит количество людей, выбравших последнее.
rk2k2 кажется одним из них.
Пока я думал о токарных станках по металлу (БОЛЬШИХ), которые были у нас в механических мастерских, когда я был на флоте (72 – 76), из любопытства мне было интересно узнать стоимость. Хм, 475 долларов за маленький, но его ограничения могут быть непомерно высокими. Может быть, модель за 725 долларов? И прежде чем вы это узнаете, если бы я был на 20-40 лет моложе (с доходом), я бы, вероятно, купил одну из моделей за 2000-4000 долларов!
https://www.grizzly….tal-Lathe/G0745
Отредактировал rk2k2, 02 мая 2020 г. – 14:25.
- Howardcano это нравится
- Наверх
# 19 МикиСЖ
Размещено 02 мая 2020 г. – 16:50
Мой сын, очень опытный (30+ лет) механик, которым я очень горжусь, работает на увеличенной версии этого вертикального токарного станка у подрядчика национальной обороны:
Он кладет 20-тонные заготовки на стол.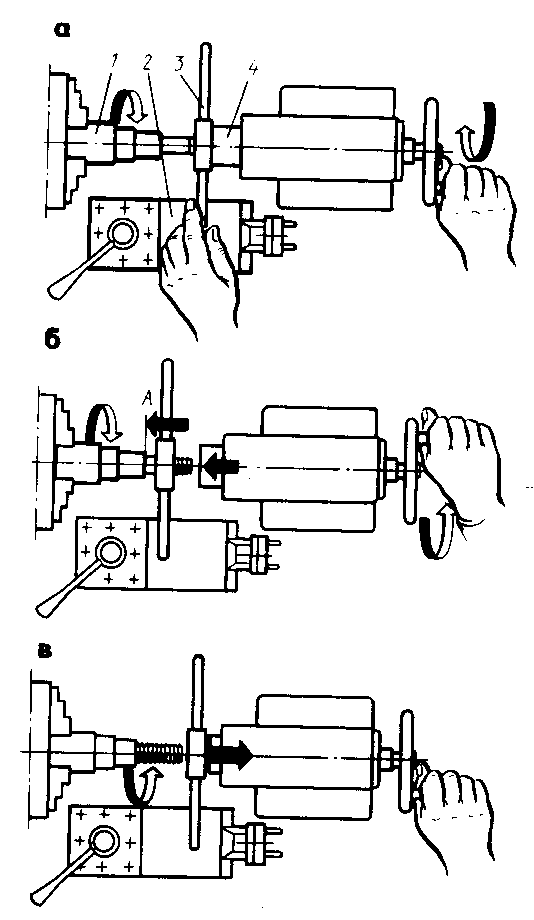 и вращает их со скоростью до 60+ об/мин. Обратите внимание на техника, стоящего внизу справа?
и вращает их со скоростью до 60+ об/мин. Обратите внимание на техника, стоящего внизу справа?
- havasman, rk2k2 и jokrausdu нравится это
- Наверх
#20 люкс II
Размещено 02 мая 2020 г. – 21:43
Где можно купить метчики и плашки для обычных астрономических резьб, таких как M42x0,75, M48x0,75, M52, M54 и т. д.?
Такие большие диаметры вырезаются на токарном станке, без использования метчиков/плашек.
Отредактировал luxo II, 02 мая 2020 г. – 21:44.
- R Botero нравится это
- Наверх
# 21 mclewis1
Размещено 02 мая 2020 г. – 22:28
Мой сын, очень опытный (30+ лет) механик, которым я очень горжусь, работает на увеличенной версии этого вертикального токарного станка у подрядчика национальной обороны:
Он кладет 20-тонные заготовки на стол и вращает их со скоростью до 60+ об/мин.
Обратите внимание на техника, стоящего внизу справа?
Может быть, слишком большой для гаража?
- Lola Bruce, SonnyE и jokrausdu нравится это
- Наверх
# 22 СонниЭ
Размещено 03 мая 2020 г. – 09:26
Может быть, слишком большой для гаража?
Не слишком большой для гаража Джея Лено, Марк.
_________________________________________________________
Чтобы преувеличить очевидное, распорки заднего фокуса работают вместе с фокусерами, чтобы найти наилучшее место при заданной температуре.
Я использую 2-дюймовую камеру в своем поезде для обработки изображений. В то время, когда я ее купил, она была довольно недорогой. А так как я экспериментировал со своей цифровой зеркальной камерой и астрокамерой, я купил несколько моделей.
Зачем изобретать велосипед?
И я думаю, вы обнаружите, что для оснащения вашего гаража потребуются десятки тысяч, а не просто тысячи долларов.
- Дуг Макинтош нравится это
- Наверх
# 23 МикиСЖ
Размещено 04 мая 2020 – 18:26
Не слишком большой для гаража Джея Лено, Марк.
Бетонный фундамент для этого токарного станка представляет собой плиту толщиной 10-12 футов. Джей очень хотел бы иметь такой токарный станок, но, черт возьми, правка колес на нем превратилась бы в настоящее удовольствие. Он мог поставить кресло на стол и крутить колесо.
- Наверх
# 24 хавасман
Размещено 04 мая 2020 г.