Нарезание резьбы плашками и метчиками таблица: Диаметр сверла под резьбу для метчиков. Таблица
alexxlab | 08.05.2020 | 0 | Разное
Нарезание резьбы плашками и метчиками
Плашка это изделие, которое изготавливается из инструментальной стали, основное назначение которой является нарезание резьбы. Обычно внешний диаметр плашек имеет цилиндрическую форму для установки в отверстие плашкодержателя или оправки, но бывают также и шестигранные поверхности. Поэтому плашку можно сравнить с той же закалённой гайкой, у которой имеются дополнительные отверстия, смещённые от центра для выхода стружки. В местах пересечения этих отверстий с резьбовым отверстием образуются режущие кромки.
До того, как начать выполнение работ связанных с нарезанием резьбы, плашку необходимо установить в специальный держатель и закрепить её с внешних сторон винтами. Деталь, на поверхности которой планируется нарезание резьбы, обычно закрепляется в токарном патроне. На её торце делается фаска не меньше профиля резьбы, для облегчения захода плашки в процессе резания, а обрабатываемый диаметр занижается на одну или две десятые миллиметра от номинального значения.
С помощью пиноли задней бабки осуществляется прижим плашкодержателя, это позволяет задавать правильное направление для самой плашки, которая устанавливается в специальное для нарезания резьбы положение. После этого можно включать вращение шпинделя, причём желательно это делать на минимальных оборотах.
Чтобы деталь соответствовала надлежащему качеству, необходимо отслеживать положение плашки. Во время технологического процесса она должна постоянно находиться перпендикулярно оси цилиндрического изделия, а давление, оказываемое на неё пинолью задней бабки, должно быть равномерным.
Если имеется оснастка и соответствующее оборудование, то плашку можно устанавливать в специальный держатель. Его закрепляют в гнездо револьверной головки или в пиноли задней бабки. При этом плашка будет изначально находиться на оси задней бабки, которая соосна со шпинделем станка.
Предварительно обработанная поверхность перед нарезанием резьбы должна иметь диаметр меньше, чем номинальный диаметр:
- Диаметры под резьбу от
Ø 6до10 ммзанижаются на0,1–0,2мм; - Диаметры заготовки от
Ø 11до18 ммна0,12–0,24 мм; - Для диаметров от
Ø 20до30 ммна0,14–0,28 мм.
Рекомендуемые скорости резания v при нарезании резьбы составляют: для стали от З до 5 м/мин; для чугуна от 2 до 3 м/мин; для латуни от 10 до 15 м/мин.
Для того чтобы процесс нарезания резьбы и конечный результат был на высоком качественном уровне необходимо использовать смазочно-охлаждающие жидкости обеспечивающие хорошую чистоту поверхностей обрабатываемым изделиям.
Нарезание резьбы метчиками
Метчик представляет собой изделие, изготовленное из закалённой инструментальной стали, назначением которого является нарезание внутренней резьбы. По форме метчик схож с обычным винтом, но в отличие от последнего он имеет продольные канавки, для выхода стружки, они же, образуют в свою очередь режущие кромки в местах пересечения с резьбовой поверхностью.
В состав этого инструмента входит рабочая часть и хвостовик. Коническая резьбовая часть метчика предназначена для постепенного срезания слоя материала при ввинчивании инструмента в просверленное заранее отверстие, а цилиндрическая часть для окончательной калибровки. Хвостовик, окончание которого имеет, как правило, квадратную форму, служит для закрепления его в специальных удерживающих приспособлениях. Таковыми могут быть, как воротки, так и специальные оправки.
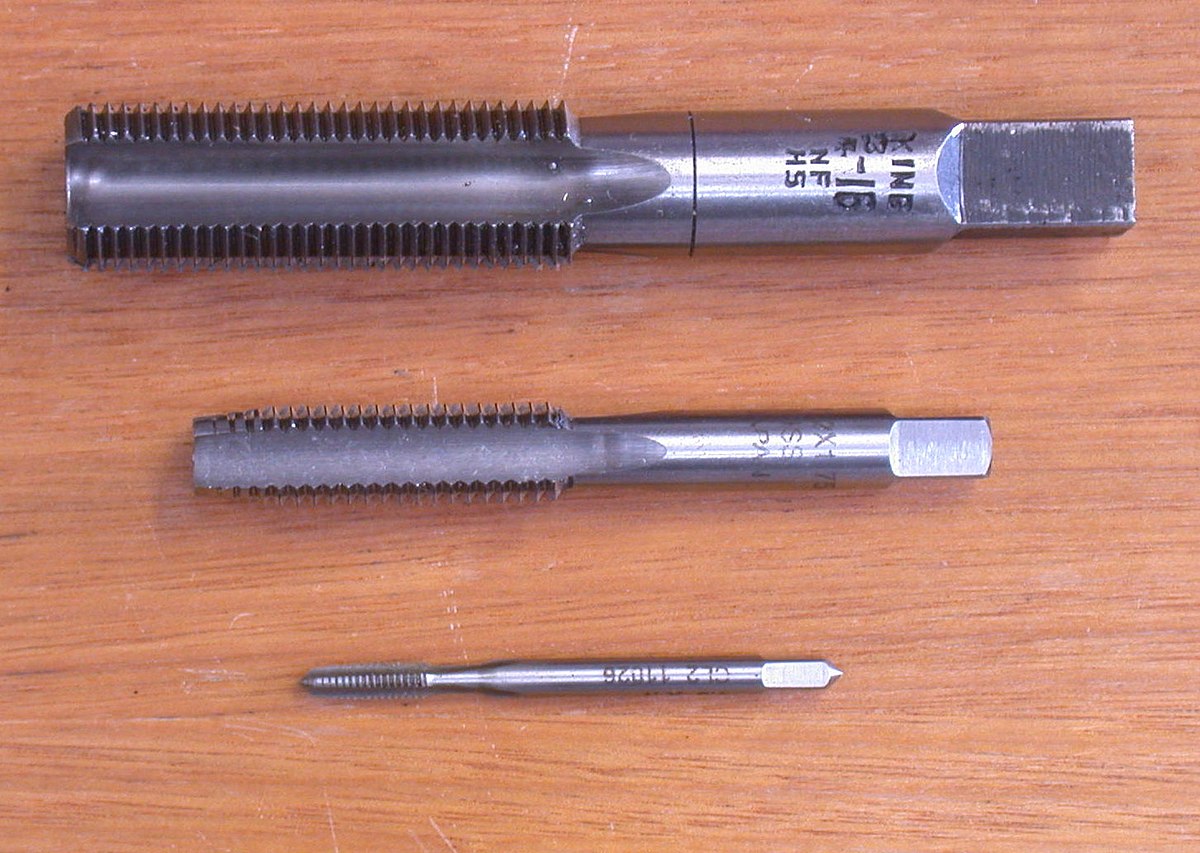
При нарезании резьбы, на универсальных токарных станках выполняется такой технологический процесс, при котором происходит постепенное срезание слоя материала, чем обеспечивается надлежащее качество. Для этого применяют два и даже три метчика входящие в комплект для первоначального и окончательного нарезания резьбы. Обычно, их обозначают поперечными рисками. Для первого одна риска, для второго две, а для третьего соответственно три.
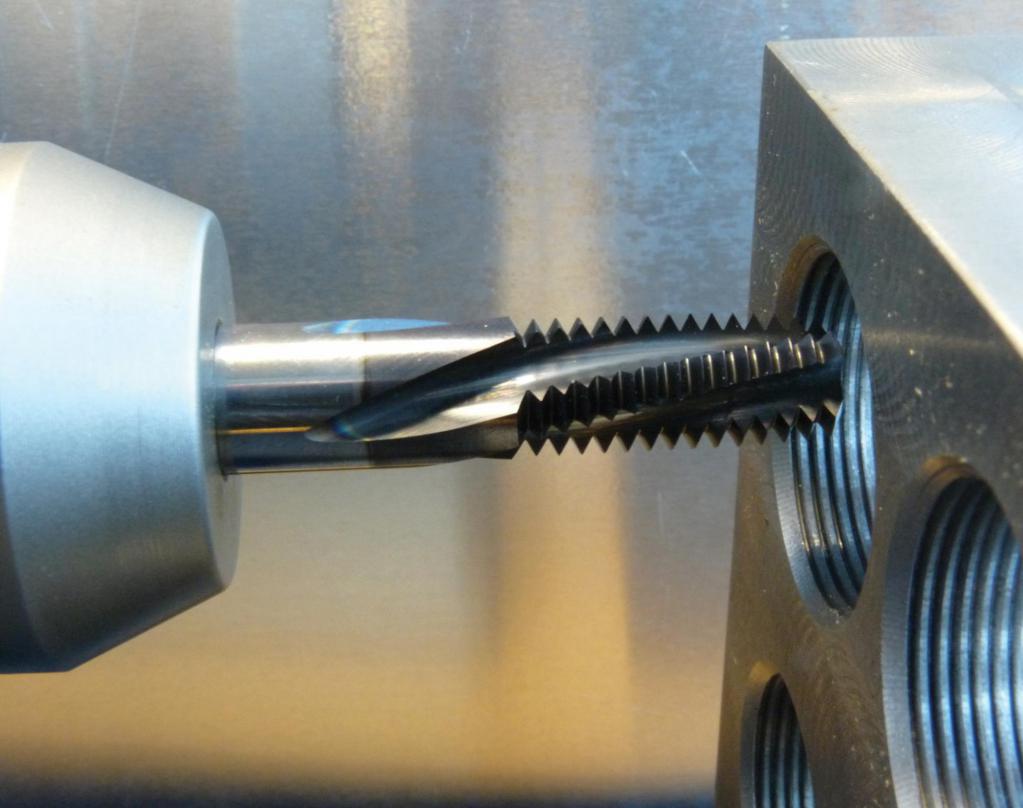
На токарном станке нередко применяют и машинные метчики, что позволяет нарезать резьбу за один рабочий ход. В отличие от обычных резьбонарезных инструментов машинные метчики обладают увеличенным режущим коническим участком. Это способствует постепенному срезанию слоя металла. Чаще всего их применяют для того, чтобы обеспечить нарезку резьбы в сквозных отверстиях – гайках и похожих элементах.
Известно, что перед нарезанием внутренней резьбы необходимо просверлить отверстие, причём если оно имеет небольшой диаметр, то для его обработки требуется, только сверло, а при больших диаметрах они подвергаются расточке после сверления. Сами отверстия делаются чуть больше номинального значения на 0,1 – 0,3 миллиметра в зависимости от диаметра резьбы и используемого материала, чтобы избежать смятия и даже срыва ниток резьбы.
Диаметры отверстий под метрическую резьбу, нарезаемых метчиками, выбирают по специальным таблицам.
Приёмы нарезания резьбы метчиками
До начала процесса метчик должен быть установлен в исходное положение. Это обеспечивается, если заборную часть инструмента вводят в отверстие, а хвостовую при этом поддерживают с помощью центра задней бабки. Чтобы не допустить проворачивания метчика на его квадрат закрепляется вороток, который своей ручкой упирается на суппорт.
Чтобы нарезать первые нитки резьбы необходимо равномерно и осторожно двигать шпиндель задней бабки с помощью маховика. Когда метчик начнет врезаться в отверстие заготовки, дальше он будет продолжать движение по нарезаемым виткам. Однако и после этого перемещение пиноли задней бабки надо продолжать, слегка поджимая инструмент. Это необходимо для того, чтобы хвостовая часть метчика, поддерживаемая центром, оставалась на оси вращения, также как и режущая часть, входящая в отверстие. При этом, во время всего процесса, важно обеспечить обильное охлаждение.
Для нарезания резьбы рекомендуемая скорость резания должна составлять v = 5 – 12 м/мин для нарезания резьбы метчиками в стальных заготовках; v = 6 – 22 м/мин – в чугунных, бронзовых и алюминиевых заготовках.
Нарезание резьбы плашками и метчиками – пошаговая инструкция
Часто во время выполнения домашнего ремонта возникает необходимость сделать резьбу — наружную или внутреннюю. Чтобы не привлекать к этому специалистов, а выполнить самостоятельно – нужно приобрести специальный инструмент. Для нарезания плашками и метчиками не потребуется особых навыков или умений. Достаточно знать их виды и технические параметры.
Немного об особенностях инструмента
На первом этапе следует определиться с типом резьбы. Она разделяется на 2 основные вида: метрическая и дюймовая. Чаще всего используется первая с левым направлением. Чтобы не замерять расстояние между канавками, узнать тип можно по форме. Метрическая резьба в сечении представляет собой равносторонний треугольник, а дюймовая – равнобедренный.

Виды резьбы
В каких изделиях используется определенный тип резьбы? В крепежных изделиях используется метрический вид, а в водопроводах – дюймовый. Помимо этого нужно учитывать следующие факторы, влияющие на проведение процесса нарезания соединительных элементов.
- Если резьба предназначена для соединения с уже готовой деталью – ее геометрические размеры должны быть соответствующими.
- При изготовлении крепежных узлов полностью — рекомендовано использовать метрический тип.
- Диаметр заготовки должен отличаться от размера резьбы. Для наружной – в меньшую сторону, для внутренней – в большую.
Самостоятельное нарезание резьбовых соединений выполняется с помощью плашек и метчиков. Они изготавливаются из высокопрочной стали с нормированным размером рабочего тела.
Наружная
Плашка представляет собой гайку с внутренними прорезями и наружными фиксаторами для поворота инструмента. Она может быть различной формы — круглой, квадратной или шестиугольной. Если работа проводится в домашних условиях – понадобятся тиски для фиксации детали.

Плашкодержатель и плашки
Перед выполнением работы главное – правильно подобрать диаметр заготовки. Он должен быть на 0,2-0,3 мм меньше, чем размер будущей резьбы. Для метрической можно воспользоваться данными из таблицы.

Заготовку следует предварительно подготовить. Если ее сечение не представляет собой круг – нужно выполнить обточку. Затем на торцевой части снимается конусная фаска для наметки первого витка резьбы.
Далее нужно следовать точно по инструкции:
- Закрепив заготовку в тисках, проверяется правильность ее расположения.
- Установка плашки в плашкодержатель. Ее поверхность должна находиться в одной плоскости с поверхностью торца заготовки.
- Первый виток выполняется с небольшим усилием. Важно выполнять повороты в правильном направлении.
- Дойдя до нижней границы – плашку нужно проворачивать в обратном направлении.

Нарезание наружной резьбы
Одного такого прохода будет недостаточно для формирования резьбы с хорошей геометрией. Рекомендуется повторить процедуру 3-4 раза, пока плашка не будет свободно закручиваться на заготовку. Для проверки качества следует закрутить гайку соответствующего диаметра. Если будет наблюдаться усилие – можно обработать наружную часть заготовки наждачной бумагой мелкой зернистости.
Внутренняя
Для формирования внутренней резьбы необходимо использовать метчики. Они представляют собой цилиндр с наружной насечкой. Если необходима обработка небольших деталей, диаметром до 20 мм – можно использовать ручной вид метчика. Для больших размеров необходима механическая обработка с использованием станка.

Работа с метчиком
Лучше всего использовать полный комплект метчиков. Он включает в себя три детали, которые предназначены для чернового, промежуточного и окончательного формирования резьбовых отверстий. Если в домашнем наборе есть дрель — рекомендуется приобретать метчики с хвостовым креплением.
Заготовку следует зафиксировать. Если это крупногабаритная деталь – это можно сделать с помощью струбцин. Для небольших изделий используют тиски. Закрепив деталь, проверяется ее расположение относительно метчика. Ось последнего должна быть строго перпендикулярна плоскости заготовки. Первый проход будет делаться с большим усилием. Не нужно забывать, что для этого нужно использовать метчик для грубой обработки. Сформировав первичную резьбу, применяется метчик для промежуточной. И только после него можно приступать к окончательной обработке.
Для уменьшения трения специалисты используют солидол или аналогичное ему средство. Таким образом можно избежать механического повреждения детали. Сформировавшаяся резьба должна иметь одинаковую геометрию по всей протяженности. В противном случае возможна потеря прочности соединения.
НАРЕЗАНИЕ РЕЗЬБЫ МЕТЧИКАМИ И ПЛАШКАМИ
Образование и классификация резьб
Резьба представляет собой винтовую канавку определенного профиля, прорезанную на цилиндрической или конической поверхностях. На токарных станках ее выполняют посредством двух равномерных движений — вращения заготовки и поступательного перемещения режущего инструмента вдоль ее оси.Применяемые резьбы можно разделить на ряд групп:
1) по расположению — на наружные и внутренние;
2) по назначению — на крепежные и ходовые;
3) по форме исходной поверхности — на цилиндрические и конические;
4) по направлению — на правые и левые;
5) по форме профиля — на треугольные, прямоугольные, трапецеидальные, круглые;
6) по числу заходов — на одно и многозаходные.
Крепежные резьбы чаще всего имеют треугольный профиль.
Они используются для соединения различных деталей.-
Ходовые резьбы служат для преобразования вращательного движения в поступательное. К ним относятся резьбы с трапецеидальным и реже прямоугольным профилем.
Конические резьбы обеспечивают высокую герметичность соединения и поэтому применяются в местах, находящихся под повышенным давлением жидкостей и газов.
У правых резьб винтовая канавка имеет направление по ходу часовой стрелки (если смотреть с торца детали), у левых — наоборот.
Однозаходными называются резьбы, имеющие одну винтовую канавку. В многозаходных резьбах выполнено несколько параллельных винтовых канавок, равномерно расположенных по окружности. Число заходов резьбы можно определить по количеству начал винтовых канавок на торце детали.
Нарезание резьб круглыми плашками
1. Область применения и инструменты.
Круглые плашки применяются для нарезания наружных резьб треугольного профиля на деталях, к которым не предъявляют высоких требований соосности резьбы с другими поверхностями. Пределы выполняемых резьб ограничиваются механическими свойствами обрабатываемого металла. Так, например, на токарных станках’ круглыми плашками нарезают резьбы на стальных деталях с шагом примерно до 2 мм. Для более мягких цветных металлов этот предел может быть увеличен. Резьбы с крупным шагом предварительно прорезают резцом, а затем калибруют плашками.Круглые плашки (рис. 118, а) по внешнему виду напоминают гайку, в которой для создания режущих кромок просверлены стружечные отверстия (от 3 до 8 в зависимости от размера).
Рабочая часть плашки для цилиндрических резьб состоит из трех участков: двух крайних — режущих и среднего — калибрующего. Режущие части плашки конические с углом конуса 2ф = 50—60°. Калибрующая часть цилиндрическая, Она придает резьбе окончательные размеры и обеспечивает направление плашке в процессе резания.
Геометрическая форма зуба плашки создается передним углом у который выполняют заточкой в пределах 15—20° (для плашек централизованного изготовления). При резании твердых металлов его рекомендуется уменьшать до 10—12°, а для мягких — увеличивать4 до 20—25°. Задний угол а выполняют затылованием только на режущих частях в пределах 6—8°.
Для крепления в плашкодержателе или резьбонарезном патроне на наружной поверхности плашки предусмотрены конические углубления и угловой паз. Угловой паз плашки позволяет при необходимости
разрезать плашку шлифовальным кругом по перемычке (рис. 118, б) и регулировать ее диаметр в пределах 0,1— 0,3 мм.
Круглые плашки общего назначения изготавливаются для следующих резьб: метрических с крупным шагом Ml — М68; метрических с мелкими шагами М1Х0,2 — М135Х6; дюймовых 1/4—2′; трубных 1/8—1l/2′. Плашки должны обеспечить нарезание резьб 2-го класса точности.
Плашки для конических резьб более широкие и имеют только одну режущую часть со стороны большего диаметра. Особенность работы плашек состоит в том, что в процессе прорезания винтовой канавки участвует не только режущая, но и калибрующая часть.
Такие плашки изготавливаются для резьб от 1/16′ до 2′.
Плашки выполняются из легированной стали 9ХС или быстрорежущих сталей Р9 и Р18. На плашках маркируются обозначение резьбы, класс точности (только 3-й), марка стали (9ХС не указывается), буква Л для левых резьб.
2. Приемы нарезания резьбы плашкой.
Перед нарезанием заготовка чисто обтачивается до размера на 0,1—0,4 мм меньше наружного диаметра резьбы. Большое занижение диаметра заготовки следует выполнять для резьб с большим шагом и более пластичных обрабатываемых металлов. Это делают с целью предотвращения срыва вершинок резьбы вследствие частичного выдавливания металла при резании. Для лучшего центрирования плашки на конце заготовки протачивают небольшую фаску под углом 30—40° к оси.Процесс нарезания цилиндрических резьб плашками имеет некоторые особенности. После того как плашка врежется в заготовку примерно на половину своей ширины, резьба нарезается самозатягиванием. Это означает, что для дальнейшего продвижения плашка не нуждается в принудительной подаче и навинчивается на заготовку, как гайка на винт. Однако в момент врезания плашку необходимо подавать на заготовку равномерным усилием. При этом величина подачи должна быть примерно равна шагу резьбы. В противном случае может произойти срыв первых витков.
Кроме того, во время врезания важно совместить плашку с осью заготовки. Этому до некоторой степени помогает центрирующая фаска на заготовке. Если плашка врежется с переносом, профиль нарезаемой резьбы исказится или произойдет срыв витков.
Нарезание резьб плашками на токарных станках выполняют с помощью резьбонарезных патронов, одна из конструкций которых приведена на рис. 119.
Плашкодержатель 1 и цилиндрическая оправка с конусным хвостовиком 4 соединены подвижно в осевом направлении призматической шпонкой 8, закрепленной винтом 7 в пазу держателя. На цилиндрической части оправки выполнен продольный паз, оканчивающийся кольцевой канавкой 9, в которой установлен подпружиненный упор 10 одностороннего действия.
Врезание плашки в заготовку осуществляется подачей держателя 1 вперед поворотом рукоятки 3 с эксцентриком 5. Затем при самозатягивании инструмента держатель скользит по оправке. В конце нарезания резьбы шпонка 8 заскакивает в кольцевую канавку 9 и держатель, увлекаемый плашкой, свободно проворачивается
При включении обратного вращения шпинделя шпонка останавливается упором 10 против паза оправки, входит в него и позволяет держателю продвигаться назад во время свинчивания плашки.
Патрон настраивается на длину нарезаемой резьбы установкой указателя 2 в необходимое положение по шкале, нанесенной вдоль паза держателя. Сквозной вырез 11 в держателе предназначен для очистки патрона от стружки. Для крепления в патроне плашек меньших размеров в посадочное отверстие держателя 1 устанавливают специальные переходные кольца.
Нарезание резьбы плашкой обычно ведется за одну установку непосредственно после подготовки заготовки под резьбу. Для этого следует: 1) убедиться, что пиноль задней бабки и шпиндель станка соосны; 2) установить заднюю бабку возможно ближе к заготовке и закрепить на станине; 3) закрепить плашку в резьбонарезном патроне и установить в пиноль задней бабки; 4) настроить резьбонарезной патрон на требуемую длину нарезания по первой заготовке из партии.
После выполнения подготовительных действий плашку подводят к вращающейся заготовке ручной подачей, производят равномерный поджим до нарезания 2—3 полных витков резьбы. После этого подачу прекращают, так как дальнейшее нарезание осуществляется самозатягиванием. Конические резьбы нарезаются с принудительной подачей почти на всей длине обработки. В конце резания
станок переключают на обратное вращение шпинделя и свинчивают плашку.
Иногда приходится нарезать длинные резьбы, выполнить которые при помощи резьбонарезного патрона невозможно. В таком случае плашку можно закрепить в слесарном плашкодержателе (рис. 120, а) и производить нарезание, как показано на рис. 120, б. Плашкодержатель удерживают левой рукой за рукоятку, которую опирают на верхние салазки суппорта или стержень, закрепляемый продольно в резцедержателе. Включив вращение шпинделя, правой рукой вращают маховичок задней бабки и пинолью подают плашку вперед. Убедившись, что конус режущей части плашки совместился с центрирующей фаской заготовки, производят врезание на 2—3 полных витках с принудительной подачей. После чего поджим плашки прекращают, так как нарезание продолжается самозатягиванием. По окончании нарезания включают обратное вращение шпинделя для свинчивания плашки. Если резьба нарезается до уступа, вращение шпинделя следует выключать, когда до окончания нарезания остается несколько витков, которые затем дорезают вручную.
Для нарезания резьб плашками рекомендуются следующие скорости
по стали 2—4 м/мин; по цветным металлам — 8—12 м/мин.
Нарезание следует выполнять с применением смазывающе-охлаждающих жидкостей: для сталей — эмульсии или сульфофрезола; для алюминиевых сплавов— керосина.
Нарезание резьб метчиками
1. Область применения и инструменты. Метчики, выпускаемыецентрализованно по действующим стандартам, предназначены для нарезания внутренних крепежных резьб.
По форме они делятся на цилиндрические и конические; по назначению—на ручные, машинно-ручные и гаечные; по числу инструментов— на одинарные и комплектные (из 2—3 штук).
Комплектные метчики используются для последовательного нарезания всех предусмотренных резьб ручным способом и машинным— резьб с крупным шагом свыше 3 мм и в труднообрабатываемых металлах.
Метчик для цилиндрических резьб (рис. 121) состоит из рабочей части и хвостовика. Рабочая резьбовая часть с продольными или реже винтовыми стружечными канавками в свою очередь делится на режущую (коническую) и калибрующую (цилиндрическую) части. Для уменьшения трения калибрующая часть снабжена небольшим обратным конусом 0,05—0,1 мм на 100 мм длины, который выполняется по всему резьбовому профилю.
Цилиндрический хвостовик оканчивается квадратом или лысками для передачи усилия резания.
С целью создания нормальных условий резания зубьям метчика придают определенную геометрическую форму заточкой. Задний угол а на режущей части создают затылованием по наружному диаметру в пределах 6—10°. Передний угол имеет одинаковую величину на всей длине рабочей части. Его выполняют в зависимости от свойств обрабатываемого материала: для сталей 5—15°; для чугуна • и бронзы 0—5°; для легких сплавов 25—30°. Большие значения в указанных пределах принимают для более мягких материалов.
Метчики для цилиндрических резьб выпускаются четырех степеней точности: С, Д, Е и Н. Метчики первых двух степеней точности имеют шлифованный профиль и позволяют нарезать резьбы со-
ответственно 1-го и 2-го классов точности. Резьбы 3-го класса точности нарезаются метчиками со степенями точности Е и Н.
На рис. 122 изображены основные типы метчиков.
Ручные метчики (рис. 122, а) используются для нарезания резьб вручную в сквозных и глухих отверстиях. Иногда их применяют для аналогичных работ на токарных станках. Такие метчики выпускаются комплектами из 2—3 штук. Для распределения нагрузки в комплекте у чернового и среднего метчиков наружный и средний диаметры занижены и удлинена режущая часть соответственно до 6 и 4 ниток. Чистовой метчик имеет полный профиль резьбы и короткую режущую часть — 2 нитки.
Порядковый номер метчика в комплекте (кроме чистового) обозначается рисками на хвостовике (см. рис. 122, а).
Ручные метчики предусмотрены для нарезания следующих резьб: метрических — до М52; дюймовых — до 2′; трубных — до 1 1/2′. Их изготавливают из сталей У10А — У12А со степенью точности Е и Н.
Машинно-ручные метчики (рис. 122, б) предназначены для нарезания резьб в сквозных и глухих отверстиях машинным способом всех предусмотренных размеров и ручным—с шагом до 3 мм включительно; Они изготавливаются двух видов: одинарные для сквозных отверстий с длиной режущей части 6 ниток и для глухих отверстий — 3 нитки; комплектные из 2 штук с числом ниток на режущей части 6 и 2;
На хвостовике такие метчики имеют радиусную канавку для крепления в резьбонарезном патроне.
Машинно-ручные метчики изготавливаются из стали Р18 по степеням точности С и Д и предназначены для резьб: метрических — до М52; дюймовых и трубных — до 2′.
Гаечные метчики (рис. 122, в) применяются для нарезания резьб за один проход в гайках и сквозных отверстиях глубиной не более диаметра. Они отличаются удлиненной режущей частью (12 ниток) и длинным хвостовиком для нанизывания гаек с целью экономии времени на вывинчивание метчика из
отверстия. Изготавливаются из стали Р18 по степеням точности С и Д для резьб: метрических— до диаметра 52 мм,, дюймовых—до 1 1/4.
Конические резьбы до 2′ нарезаются коническими метчиками (рис. 122, г) за один проход. Калибрующая часть их участвует в резании, поэтому ее затылуют по профилю для создания заднего угла. Материал конических: метчиков — быстрорежущая сталь Р18.
На хвостовике: метчиков маркируются обозначение резьбы, номер метчика в комплекте (кроме чистового) посредством рисок, степень точности и марка стали.
2. Приемы нарезания резьб метчиками. Перед нарезанием в заготовке сверлят отверстие размером немного больше внутреннего диаметра резьбы. Такое, завышение диаметра отверстия необходимо для предотвращения срыва вершинок резьбы в результате частичного выдавливания металла в процессе резания.
С достаточной для практики точностью диаметр сверл под метрические резьбы можно определить по формуле
где а — наружный диаметр резьбы, мм,
S—шаг резьбы, мм:
Для других крепежных резьб необходимые диаметры сверл выбирают по соответствующим таблицам справочника.
Глубину сверления глухого отверстия под резьбу определяют из
ФОРМУЛЫ
где lo — длина резьбы, мм;
l1 — длина режущей части метчика, мм;.
с — гарантированный зазор в мм, принимаемый не менее шага резьбы.
Нарезание резьб метчиками осуществляется аналогично выполнению резьб плашками, Метчик закрепляется в резьбонарезном патроне (см. рис. 119) посредством переходной втулки.2 (рис. 123), в отверстии которой имеются цилиндрический и квадратный участки. Во втулке метчик удерживается штифтом 4, заскакивающим в кольцевую канавку хвостовика под действием пружинного кольца 3. Для крепления метчиков без кольцевых канавок предусмотрен винт 1.
Совместно с патроном метчик устанавливают в пиноль задней бабки, ось которой должна быть совмещена с осью шпинделя.
Заднюю бабку закрепляют на станине возможно ближе к заготовке. Затем ручной подачей пиноли метчик подводят к вращающейся заготовке, выполняют врезание на длину 2—3 полных витков поворотом рукоятки патрона. Дальнейшее нарезание ведется самозатягиванием, в течение которого метчик ввертывается в заготовку, как винт в гайку. В конце нарезки резьбы метчик вывинчивается из отверстия включением обратного вращения шпинделя.
Настройка резьбонарезного патрона на длину резьбы выполняется, в начале работы по первой заготовке из партии.
Если резьба нарезается комплектом метчиков, необходимо соблюдать последовательность их работы и своевременно очищать отверстие от стружки капроновой щеточкой или струей эмульсии перед каждым следующим метчиком.
При единичном изготовлении деталей нарезание резьб небольших размеров иногда выполняют ручными метчиками при помощи слесарного воротка 1, как показано на рис. 124. В этом случае метчик с надетым на него воротком опирают центровым отверстием на задний центр, а рукоятку воротка на верхние салазки суппорта. Удерживая метчик левой рукой, подают его вперед пинолью задней бабки. Выполняют врезание метчика в отверстие заготовки на 2—3 полных витка с принудительной подачей. Дальше нарезание осуществляется самозатягиванием, в течение которого метчик следует непрерывно поддерживать центром, так как иначе может произойти перекос и поломка метчика.
При нарезании резьбы в глухом отверстии вращение шпинделя выключают немного раньше конца нарезки. Оставшуюся часть дорезают вручную.
Скорость резания для нарезания резьб метчиками принимают в следующих пределах: для машинно-ручных и гаечных метчиков — 8—12 м/мин; для ручных —.3—4 м/мин. Охлаждение: по стали — эмульсия, сульфофрезол; по чугуну — керосин.
Автор – nastia19071991
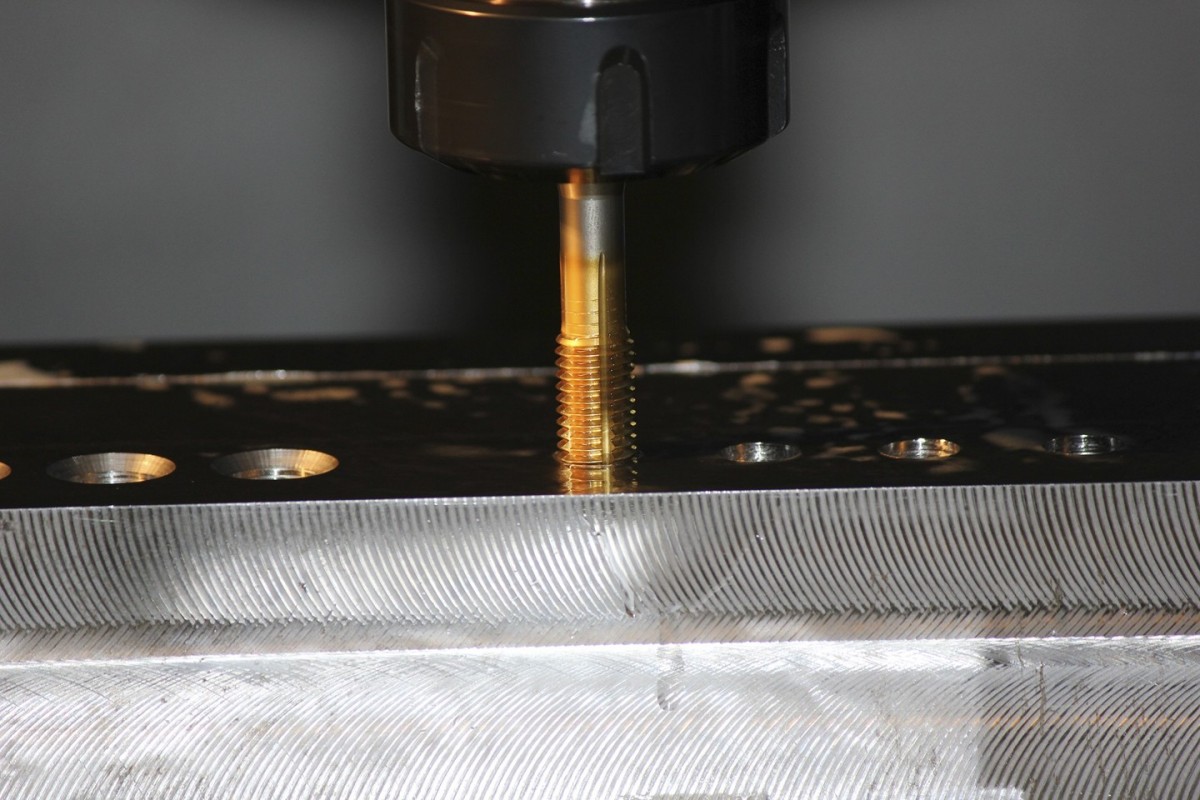
Нарезание резьбы плашками и метчиками на токарном станке

В настоящее время трудно представить проведение слесарных работ без специального резьбонарезного инструмента.

Этим инструментом можно нарезать резьбу на изделиях из цветных металлов и стали.
Блок: 1/5 | Кол-во символов: 283
Источник: http://bydom.ru/news/read/kak-narezat-rezbu-metchikom-ili-plashkoj.html
Виды резьбы
Резьба бывает:
- Метрическая
- Дюймовая
- Трубная дюймовая
Чем они отличаются видно на картинке ниже, стоит отметить лишь одно, что в основном применяется метрическая резьба.

Виды резьбы
Так же различается правая и левая резьба.
Блок: 2/6 | Кол-во символов: 235
Источник: https://chonemuzhik.ru/kak-narezat-rezbu-plashkoj-ili-metchikom-v-t-ch-na-trubax.html
Литература
- Родин П. Р. Режущие инструменты. — К.: Вища школа, 1974. — С. 400.
- Якухин В. Г., Ставров В. А. Изготовление резьб. Справочник. — М.: Машиностроение, 1989. — С. 192.
Блок: 2/16 | Кол-во символов: 178
Источник: https://stroyvolga.ru/%D1%87%D1%82%D0%BE-%D1%82%D0%B0%D0%BA%D0%BE%D0%B5-%D0%BC%D0%B5%D1%82%D1%87%D0%B8%D0%BA/
Ликбез: что нужно знать при нарезании резьбы вручную
Блок: 3/6 | Кол-во символов: 54
Источник: https://chonemuzhik.ru/kak-narezat-rezbu-plashkoj-ili-metchikom-v-t-ch-na-trubax.html
Нарезание резьбы
С самими инструментами разобрались, перейдем к вопросу о том, как пользоваться ими правильно.
С подобными задачами справится практически любой человек, однако в работе есть несколько деталей и нюансов, на которые следует обратить пристальное внимание.
Стандартнее этапы работы мало чем отличаются друг от друга, и не имеет значения используете вы плашки или метчики. В любом случае необходимо:
- Подготовить и собрать инструмент.
- Смазать детали и рабочую область.
- Выполнить черновой проход.
- Проверить качество резьбы.
- Выполнить чистовой проход.
- Выполнить финишную проверку.
Есть и нюансы, на которые мы сейчас обратим внимание.
Набор метчиков и плашек (видео)
Выполнение резьбы плашкой
Чаще всего набор плашек применяют, когда необходимо получить результат в виде трубной резьбы. По крайней мере, в гражданском строительстве.
При нарезке резьбы плашкой осторожность играет главную роль. Сначала плашку подбирают и собирают с плашкодержателем (в народе его называют воротком). Затем смазывают маслом или салом, если ничего другого нет в наличии.
Дальше ее надо зафиксировать. На этапе фиксации новички очень часто допускают серьезные ошибки. Плашку сложно зафиксировать в идеальном положении. При этом начать нарезку необходимо с применением давления, да еще и комбинируя его с вращательными действиями.
Как вы сами понимаете, тут необходим некоторый навык.
Существенно упростит работу монтаж детали в горизонтальные тиски, а также легкое обтачивание рабочего края. Обточку выполняют напильником.
Дальше работа пойдет легче. На обточенный край плашку фиксируют, проворачивая на несколько десятков градусов в обе стороны. Затем прижимают (работать легче, если деталь находится ниже уровня вашего пояса, тогда проще сконцентрировать давление от собственного тела) и вращают в рабочем направлении.

Набор инструментов для нарезки резьбы
Первые 2-3 оборота необходимо проделать с давлением сверху вниз, дальше плашка затягивается самостоятельно, а от вас требуется только вращать вороток.
Вращение выполняем поступательными движениями. Каждые несколько оборотов в рабочую сторону, чередуют с обратным вращением на 0,5-1 оборота, для лучшего обтачивания резьбы.
Таким образом, выполняет черновой проход. Чистовой проход у вас проблем вызвать не должен, так как деталь уже готова к обработке, а процесс там идентичный
Нюансы работы с метчиками
С метчиками работают по той же схеме. Набор инструментов также состоит из черновых и чистовых метчиков. Их точно также нужно фиксировать на держателе, только здесь уже используется не вороток, а своеобразные тиски, что идут в комплекте.
Основное отличие при нарезке резьбы этим инструментом – необходимость применять принудительное давление на протяжении всего времени.
В итоге процесс получается более трудоемким. Правильно будет время от времени удалять стружку из метчика самостоятельно. Без удаления она быстро сточит зубцы и повредит деталь. Желательно также охлаждать метчик.
За счет давления, вращения и взаимодействия со стружкой он быстро нагревается. Идеально для таких задач подходит промышленное масло.
Блок: 3/3 | Кол-во символов: 3066
Источник: https://trubypro.ru/soedinenie/rezbovoe/narezaniye-rezby-plashkamy.html
Как нарезать наружную резьбу при помощи плашки
Для нарезки наружной резьбы вручную применяется специальный инструмент — плашкодержатель с плашками различного диаметра.

Плашкодержатель с плашками под различный диаметр
В труднодоступных местах, например возле стен, используется плашкодержатель с трещоткой.
Подбор плашки
Номинальный диаметр резьбы — диаметр в вершинах треугольников резьбы. Плашка срезает металл, образуя впадины и оставляя нетронутыми вершины, тем самым и стержень и плашка должны быть одинакового диаметра. Диметр резьбы, к примеру, — М3 — это «М» — метрическая резьба, а число — номинальный диаметр резьбы в мм. Соответственно, что бы нарезать резьбу на 3 мм стержне, берём плашку М3. Замеры стержня выполняются штангенциркулем.

Что бы плашка лучше врезалась в стержень с его торца срезают фаску.

Принцип нарезки резьбы плашкой
Для крепления заготовки понадобятся тиски. Заготовка прочно закрепляется в тисках и смазывается машинным маслом для более лёгкого хода плашки, уменьшения трения и износа инструмента.
При нарезке резьбы плашкой нужно избегать большого скопления стружки в стружкоотводящих отверстиях.

Плашку устанавливают на торец детали перпендикулярно. С небольшим нажимом начинают вращать плашкодержатель по часовой стрелке, если резьба правая, соответственно, если левая, то против часовой.
Нарезают резьбу следующим образом:
- Сначала делают 2-3 оборота.
- Потом пол оборота назад для удаления стружки.
- Подсмазываем после каждых 3-4 витков, можно при помощи шприца.
- И т.д.

Калибр-кольцо
Нарезаем резьбу плашкой своими руками (видео)
Блок: 4/6 | Кол-во символов: 1568
Источник: https://chonemuzhik.ru/kak-narezat-rezbu-plashkoj-ili-metchikom-v-t-ch-na-trubax.html
Специальные плашки и метчики
Специальные плашки и метчики являются инструментом, который изготовлен с разными отклонениями от стандартов DIN, ISO, ANSI и других. Изменения могут затрагивать степень точности, длину и форму хвостовика, количества ниток на один дюйм, шаг резьбы, диаметр нарезаемой резьбы и другие параметры.
Стандартные лерки и метчики изготавливаются из быстрорежущей стали марки HSS, а также из улучшенной быстрорежущей стали с добавлением ванадия и кобальта марки HSS-E. На специальные метчики также наносятся различные износостойкие покрытия.
Блок: 4/5 | Кол-во символов: 565
Источник: http://bydom.ru/news/read/kak-narezat-rezbu-metchikom-ili-plashkoj.html
Метчики
Внутреннюю резьбу на детали нарезают при помощи метчиков.

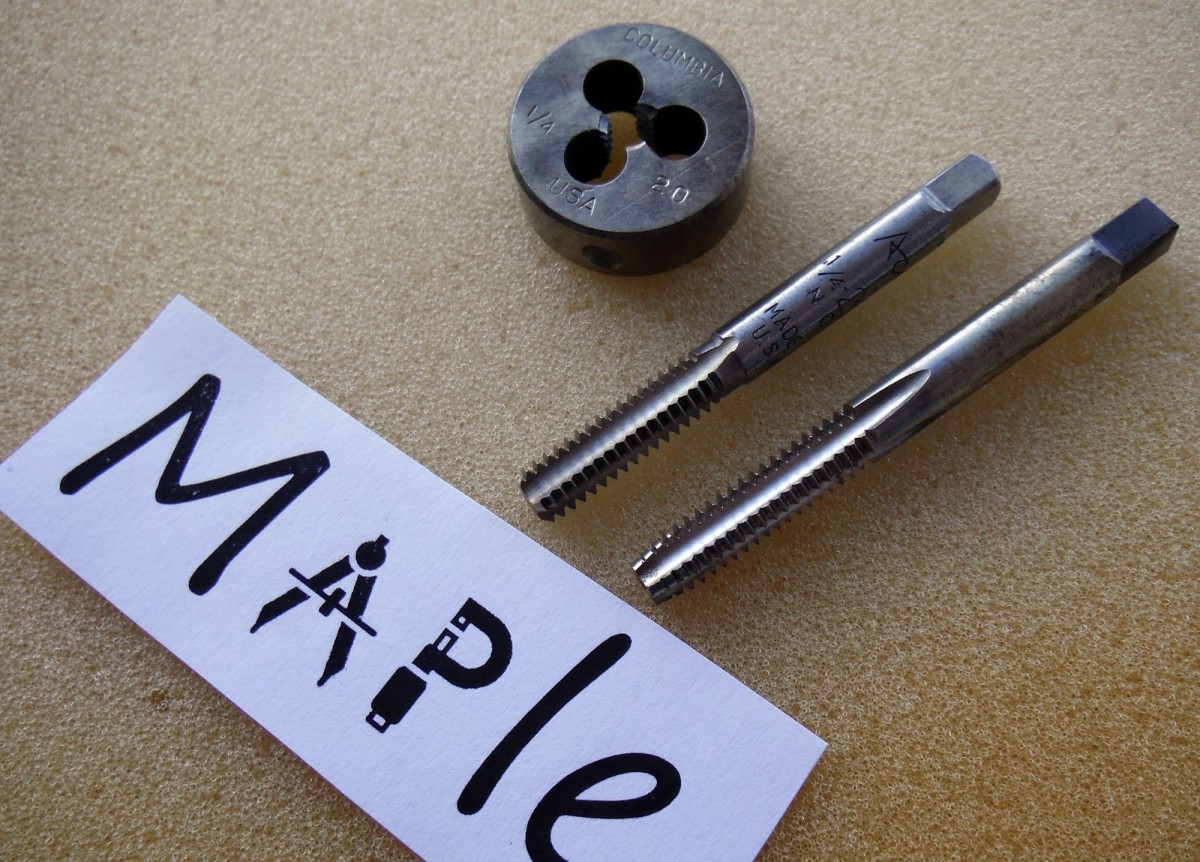
Метчики для нарезания дюймовой и метрической резьбы обычно изготавливаются комплектами, состоящими из двух штук.
Метчики для дюймовой резьбы (менее 2 дюймов) и для метрической резьбы от 32 до 54 мм с шагом более 3 мм изготавливаются комплектами, состоящими из трех штук. В такие комплекты входят первый (черновой), второй (средний) и третий (чистовой).
На хвостовой части первого метчика имеется одна круговая риска, на хвостовой части второго – две, а на хвостовой части третьего – три.
Размер резьбы указывается также на хвостовой части метчика.
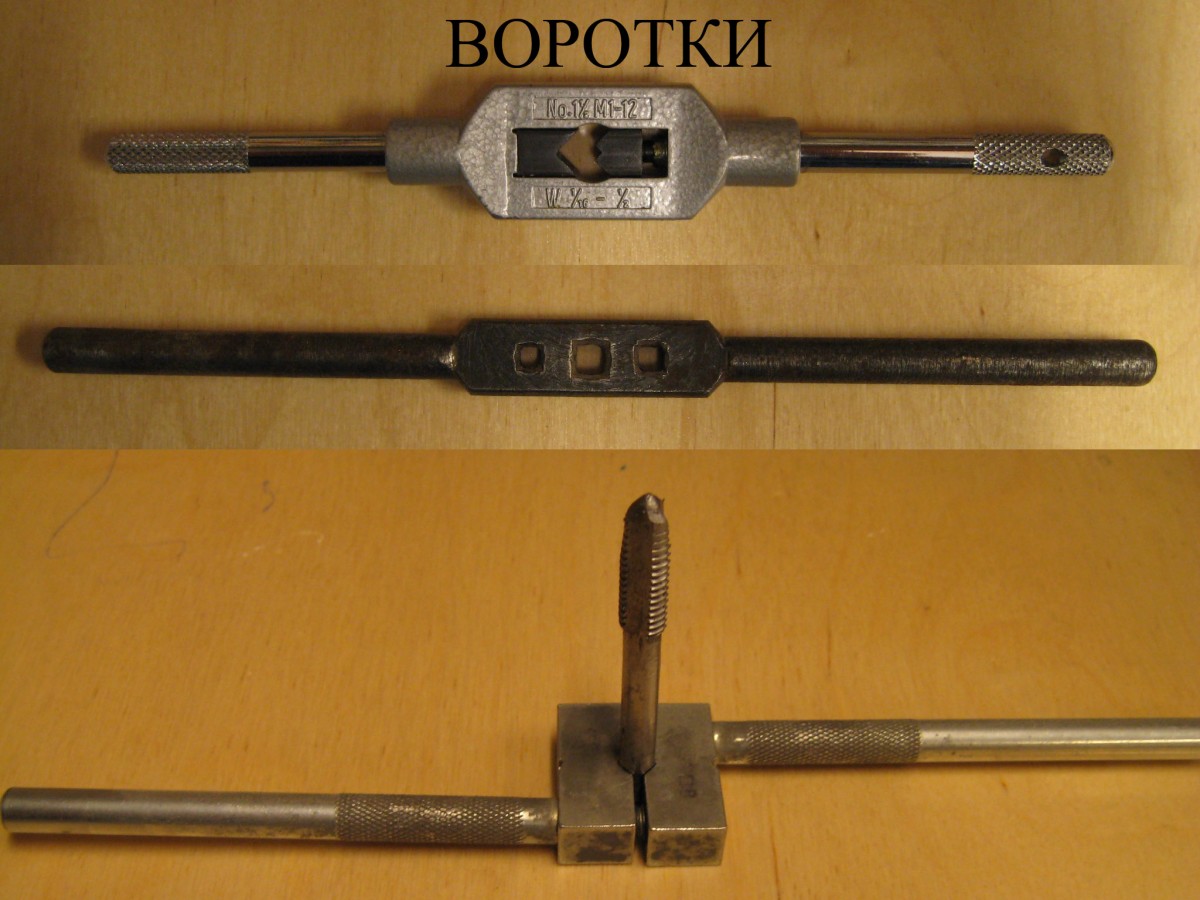
При нарезании резьбы вручную для метчика используется специальный вороток.

Подробнее про метчики видео в конце статьи.
Как нарезать резьбу метчиком
Нарезание резьбы метчиком на первый взгляд выглядит просто, но это не значит что получится легко и с первого раза. Особое внимание уделите выбору качественного инструмента. Тупой метчик есть все шансы заломать. Добывать обломок из отверстия та ещё морока.
При нарезании резьбы придерживайтесь правила: 1 — 2 оборота вперед (режем резьбу) — 0.5 — 1 оборота назад.
При нарезании резьбы в глухих отверстиях неизбежно скопится стружка, необходимо выкручивать метчик и удалять металлические отходы из отверстия и с метчика.
Если метчик извлекался полностью, то будьте внимательны при очередном его вкручивании или при проходе следующим номером. Необходимо попасть уже нарезанную резьбу и не срезать её.
Диаметр просверленного отверстия должен соответствовать диаметру резьбы (таблица 1):
| Диаметр резьбы | Диаметр отверстия | Диаметр резьбы | Диаметр отверстия |
| 1 | 0,75 | 2,6 | 2,15 |
| 1,2 | 0,95 | 3 | 2,5 |
| 1,4 | 1,15 | 3,5 | 3 |
| 1,7 | 1,35 | 4 | 3,3 |
| 2 | 1,6 | 5 | 4,1 |
| 2,3 | 1,9 | 6 | 4,9 |
| 2,5 | 2 | 8 | 6,7 |
Отклонения от указанных значений приведут к некачественной резьбе.
И конечно, не забываем про смазку (масло, керосин, солидол и т.д.).
Блок: 2/5 | Кол-во символов: 1905
Источник: http://bydom.ru/news/read/kak-narezat-rezbu-metchikom-ili-plashkoj.html
Резьбомер
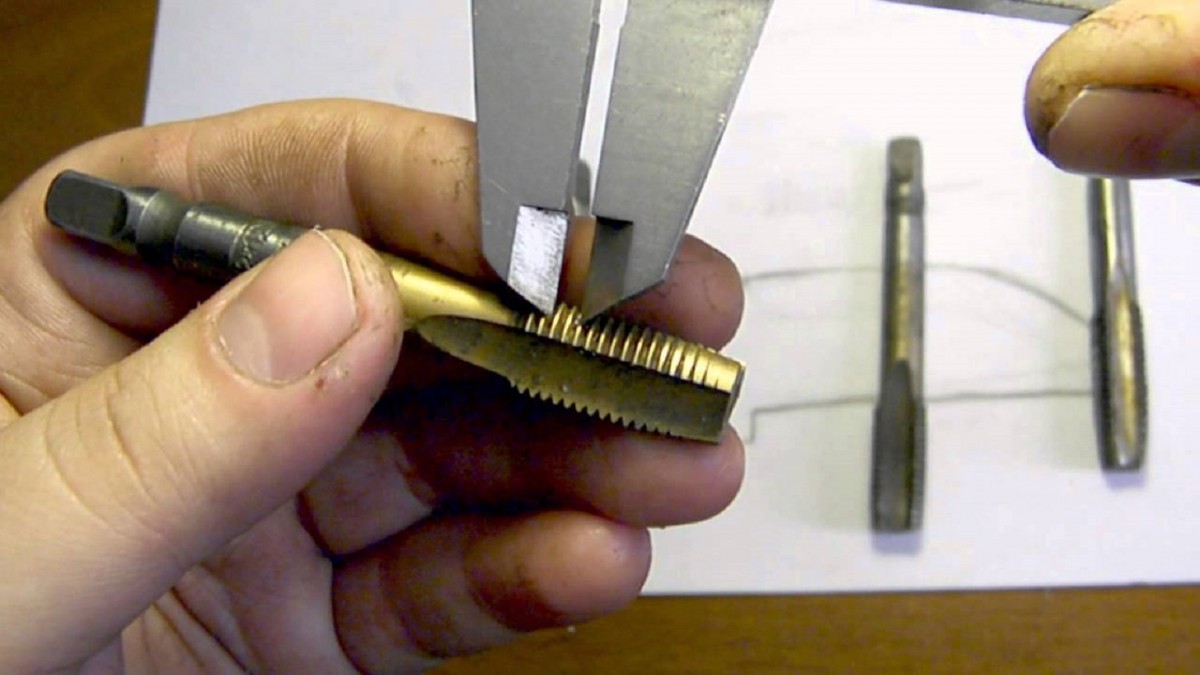
Для контроля формы профиля, диаметра и шага резьбы используются специальные и универсальные инструменты.
Для проверки профиля резьбы применяется резьбомер.

Для точного контроля иногда используются специальные микроскопы. Диаметр резьбы можно замерить также и штангенциркулем.

Распродажа (-55%):

Блок: 5/5 | Кол-во символов: 410
Источник: http://bydom.ru/news/read/kak-narezat-rezbu-metchikom-ili-plashkoj.html
Что такое метчик?
Изготовление их требует высокой точности, погрешность практически не допускается, в соответствии с ГОСТом. С большой опаской стоит относиться к приобретению метчиков и плашек импортного производителя – велика вероятность расхождения с обусловленными стандартами, отдельно стоит отметить продукцию с отметкой о соответствии Европейским стандартам. Однозначно непригодны «одноразовые» китайские экземпляры. Метчиком от неизвестного производителя вы не выполните задуманное, а только потратите напрасно деньги и время: скупой платит дважды.
Разновидности метчиков: ручные, машинные, гаечные, плашечные. Первые три предназначены для нарезания различной резьбы в гайках, а плашечные – для восстановления внутренней резьбы плашек (используются метчики повышенной твердости). Хвостовики метчиков имеют короткую, длинную или изогнутую форму, количество насечек резьбы и расстояние между насечками различно, в зависимости от задач. На плашках количество стружечных отверстий не превышает 3-6. Сам процесс нарезания как внутренней, так и наружной резьбы требует определенных навыков, в месте соприкосновения инструмента и заготовки (детали) добавляется машинное масло, для уменьшения трения.
Блок: 6/16 | Кол-во символов: 1205
Источник: https://stroyvolga.ru/%D1%87%D1%82%D0%BE-%D1%82%D0%B0%D0%BA%D0%BE%D0%B5-%D0%BC%D0%B5%D1%82%D1%87%D0%B8%D0%BA/
Выбор инструмента
Заранее отметим, что нарезать резьбу можно разными способами. Работать можно как вручную, так и машинным способом. В первом случае, как мы уже отметили выше, необходимо иметь с собой набор инструментов для создания резьбы, во втором же работу ведут на токарном станке.
Вручную нарезать резьбу рекомендуется, если ваша задача заключается в обработке всего нескольких деталей. Например, при сборке сантехнического оборудования, создании бытовых трубопроводов и т.д.
Обработка деталей на токарном станке подразумевает выполнение масштабных задач. Человек с опытом на оборудовании такого типа способен нарезать резьбу в промышленных масштабах, до сотни деталей в час, а иногда и больше. Впрочем, вряд ли вам понадобится такая производительность.
Чаще всего набор ручных инструментов покрывает все бытовые потребности домашних умельцев. С их помощью вам тоже удастся нарезать резьбу правильно и качественно, только времени и сил уйдет больше.
Упоминаемый выше набор оборудования в основном представлен метчиками и плашками, а также различными дополнительными деталями.
Особенности метчиков
Метчиками называют конусообразные или цилиндрические детали, что предназначены для нарезки внутренней резьбы. В частности с их помощью выполняется резьба на трубах, гайках, мелких шайбах, различного рода зажимах и даже фланцах.
Метчиками пользоваться довольно удобно. Они состоят из рабочей и тыльной части. Рабочая часть имеет уникальную форму и диаметр. На ее краях нанесены специальные резцы или зубцы с некоторым шагом. Зубцы при вращении нарезают металл параллельно с удалением стружки.
Тыльная сторона выполнена в определенной форме, что облегчает фиксацию метчика на рабочем инструменте.

Разнообразные метчики для бытового применения
Метчиками с возможностью нарезки резьбы без образования стружки тоже пользуются, но намного реже, ведь они стоят дороже.
Встречаются метчики:
- Черновые;
- Получерновые;
- Чистовые.
Черновые выполняют первый проход, удаляют большинство стружки и формируют грубые канавки под резьбу. Это еще не полноценная резьба, но подготовка уже выполнена.
Получерновые модели встречаются крайне редко. Они предназначаются для доделки черновых канавок, их очистки и формирования заготовки под чистую резьбу. Получерновыми метчиками пользуются преимущественно при изготовлении сложных деталей.
Последний образец – чистовой метчик, формирует готовую к эксплуатации резьбу точных размеров и формы.
По типу выполняемых действий метчики делят на:
- Метрические;
- Гаечные;
- Трубные;
- Машинные.
Отметим что метчиками, равно как и плашками, можно нарезать резьбу разных размеров, направлений и формы. Все зависит от выбранной модели оборудования.
Особенности плашек
Плашкой называют режущий инструмент, который применяется при выполнении наружной резьбы. Простейший пример наличия наружной резьбы – это болт. В то время как пример внутренней резьбы – гайка.
Плашки плоские, со стороны сильно напоминают крупные шайбы или зажимы для станочных патронов. Только внутри плашки находится режущая насадка с несколькими рядами закрученных резцов.

Метчик и плашка, вблизи
Плашки могут иметь разную форму, тип сборки и габариты. Встречаются как круглые модели, так и квадратные. Некоторые варианты полностью цельные, другие можно разобрать и заменить режущую насадку.
Режущая часть состоит из трех рабочих зон. Две зоны, что располагаются по краям, состоят из зубцов, внутренняя же зона отвечает за отвод стружки и корректировку направления вращения.
Именно благодаря внутренней зоне плашки обладают самозатягивающимся свойством. То есть после нескольких вращений на трубе плашка фиксируется.
Дальше вращать ее можно без давления, так как затягиваться она будет в направлении образования резьбы. В то время как метчики необходимо вращать с усилием на протяжении всего процесса.
Разновидности плашек, по сути, аналогичны с разновидностями метчиков. Если вы купили крупный набор инструментов, то наверняка получите сразу несколько таких деталей.
Блок: 2/3 | Кол-во символов: 3946
Источник: https://trubypro.ru/soedinenie/rezbovoe/narezaniye-rezby-plashkamy.html
Нарезание наружной резьбы плашкой
Для нарезания наружной резьбы потребуются следующие инструменты и материалы: плашка или трубный клупп, плашкодержатель, напильник, тиски, штангенциркуль, машинное масло.

Наибольшее распространение получили круглые плашки (лерки). Они бывают цельными или разрезными. Диаметры цельных круглых плашек стандартизированы. Это позволяет выбрать подходящий вариант из большого ряда размеров, например, М10, М12, М14, М16.
Особенностью разрезных плашек является возможность регулировать диаметр нарезаемой резьбы в пределах 0,1…0,25 мм. Однако они обладают пониженной жесткостью, что сказывается на точности получаемого профиля.
Порядок работы
Плашку устанавливают в плашкодержатель подходящего размера. После этого её закрепляют при помощи винтов. В случае с наружной трубной резьбой нередко используют плашкодержатели с трещоткой. Они обеспечивают удобство работы в труднодоступных местах, например, у стены.
Толщину стержня выбирают на 0,1…0,25 мм меньше диаметра наружной резьбы. Например, для М6 с крупным шагом это 5,80…5,90 мм; М8 – 7,80…7,90 мм; М10 – 9,75…9,85 мм. Замеры выполняют с помощью штангенциркуля. Диаметры стержней под нарезание метрической резьбы среднего класса точности 6g представлены в таблице.
Номинальный диаметр резьбы, мм | Шаг, P | Диаметр стержня, мм | |
номинальный | минимальный | ||
0,8 | 4,92 | 4,82 | |
5,89 | 5,79 | ||
1,25 | 7,87 | 7,76 | |
1,5 | 9,85 | 9,73 | |
1,75 | 11,83 | 11,7 | |
13,8 | 13,67 | ||
15,8 | 15,67 | ||
2,5 | 17,8 | 17,62 | |
2,5 | 19,8 | 19,62 | |
2,5 | 21,8 | 21,62 | |
23,79 | 23,57 | ||
26,79 | 26,57 | ||
3,5 | 29,79 | 29,52 | |
Чтобы обеспечить лучшее врезание плашки, на конце стержня запиливают фаску. Её ширина должна быть 1 – 1,5 мм для М6 … М18. Заготовку смазывают машинным маслом, что облегчает последующую работу и позволяет получить более качественную поверхность.

Плашку накладывают на конец стержня так, чтобы её плоскость была перпендикулярна оси нарезаемого болта. Далее с небольшим нажимом вращают плашкодержатель по часовой стрелке (если резьба левая, то против часовой стрелки). Когда плашка врежется в стержень на одну-две нитки, её следует повернуть на пол-оборота назад для лучшего удаления стружки. После этого снова делают 1-2 оборота по ходу резьбы и 0,5 – в обратную сторону. Действуя по данной схеме, болт нарезают на необходимую длину.
Диаметр наружной резьбы проверяют обычной гайкой или калибром-кольцом. При необходимости шаг контролируют резьбомером.
Блок: 2/3 | Кол-во символов: 2678
Источник: https://tehnouzel.ru/tehnologii-remonta/kak-narezat-rezbu.html
Метчики для нарезания резьбы – виды, таблица размеров, требования ГОСТ 3266-81
по ГОСТ 19265.
Современные методы и технологии позволяют изготавливать метчики не только из твердого сплава различных марок, но и из порошковой быстрорежущей стали методом спекания.
Твердосплавные метчики имеют высокую твердость, износостойкость, красностойкость, жаропрочность, способны работать на максимальных скоростях резания и с высокой производительностью, но иногда им не хватает прочности (ведь чем выше твердость, тем ниже прочность), именно в этих случаях применяют метчики из порошковой быстрорежущей стали, имеющих высокую прочность и практически такие же характеристики как у твердого сплава.
Применение СОЖ в процессе обработки метчиками
Применение СОЖ (смазочно-охлаждающая жидкость) во время операции резьбонарезания является эффективным способом воздействия на стойкость инструмента, качество получаемой резьбы и увеличение производительности.
Обычно в качестве СОЖ применяют масло или эмульсию при обработке сталей, нержавеющих сталей. При обработке жаропрочных сплавов в СОЖ состоит из 60% сульфофрезола и 15% олеиновой кислоты. Для обработки легких сплавов в качестве охлаждения применяют керосин. Для обработки нержавеющих сталей – масло.
На современных обрабатывающих центрах и станках с ЧПУ применяют подвод СОЖ через инструмент. А также охлаждение воздухом, масляным туманом или инновационное криогенное охлаждение (двуокисью азота NO2) через специальные патроны. Современная технология охлаждения инструмента предназначена для обработки титана, никелевых сплавов и листов гофрированной стали. Значительно повышается стойкость инструмента и качество обработки композиционных материалов.
Метчики подразделяются по классу точности

рис. 11 — классы точности метчиков

рис. 12 — поле допусков для метчика
Блок: 8/16 | Кол-во символов: 1816
Источник: https://stroyvolga.ru/%D1%87%D1%82%D0%BE-%D1%82%D0%B0%D0%BA%D0%BE%D0%B5-%D0%BC%D0%B5%D1%82%D1%87%D0%B8%D0%BA/
Что такое метчик: устройство, использование, маркировка
Обычно метчики изготовляются с прямыми канавками, но в ряде случаев угол наклона канавки γ=8-15°, что улучшает условия отвода стружки.
Метчики, в зависимости от назначения, бывают слесарные, машинные, раздвижные и целый ряд специальных, но дома мы обычно используем простые слесарные метчики для нарезания резьбы вручную. Слесарные метчики, в свою очередь, бывают цилиндрические и конические — у цилиндрических метчиков в наборе 3 метчика одного размера, они имеют разный наружный диаметр, и полный профиль резьбы можно получить только чистовым метчиком, а у конических метчиков наружный диаметр в наборе одинаковый, а отличаются они длиной заборной части.
Набор метчиков для нарезания резьбы вручную обычно состоит из трёх (реже — из двух) инструментов — для черновой, промежуточной и чистовой обработки. Отличаются эти метчики метками рядом с обозначением резьбы -это либо цифры I, II и III или горизонтальные риски (одна, две или три).
Метчики для нарезания резьбы на станках называются машинными и имеют более полный профиль, иной профиль канавок и режущей кромки и иную форму хвостовика для крепления на станке.
Резьба может быть правой — когда гайка на болт наворачивается по часовой стрелке — и левой — гайка наворачивается вращением против часовой стрелки. В соответствии с этим резьбонарезный инструмент предназначен для нарезания правой или левой метрической или дюймовой резьбы.
Плашка. Для изготовления винтовой нарезки на болтах служат плашки, которые можно рассматривать как крепко закаленную стальную гайку с прорезями, образующими режущие кромки.

Плашки предназначены для нарезания или калибрования наружных резьб за один проход. Наиболее широко применяются плашки для нарезания резьб диаметром до 52 мм. Плашка представляет собой закаленную гайку с осевыми отверстиями, образующими режущие кромки. Обычно на плашках делают 3-6 стружечных отверстий для отвода стружки. Толщина плашки 8-10 витков. Режущую часть плашки выполняют в виде внутреннего конуса. Длина заборной части 2-3 витка. Угол 2φ=40-60 градусам при нарезании сквозной резьбы и 2φ=90 градусам при нарезании резьбы до упора. Передний угол у стандартных плашек γ=15-20 градусам. Задний угол α=6-8 градусам и выполняется только на заборной (режущей) части.



Хорошая, полная резьба получится только тогда, когда правильно подобран диаметр стержня или сверла для подготовки отверстия. Установлено, что для получения качественной резьбы на стержне диаметр его должен быть на 0,3—0,4 мм меньше наружного диаметра резьбы. В помещенной ниже таблице 1 приведены рекомендуемые диаметры стержней для метрической резьбы, нарезаемой плашками.
Таблица 1. Рекомендуемые диаметры стержней для метрической резьбы, нарезаемой плашками.
| Диаметр резьбы в мм | Диаметр стержня в мм | |
| наименьший | наибольший | |
| М6 | 5,80 | 5,85 |
| М8 | 7,80 | 7,90 |
| М10 | 9,75 | 9,85 |
| М12 | 11,76 | 11,88 |
| М14 | 13,70 | 13,82 |
| М16 | 15,70 | 15,82 |
| М18 | 17,70 | 17,82 |
| М20 | 19,72 | 19,86 |
| М22 | 21,72 | 21,86 |
| М24 | 23,65 | 23,79 |
| М27 | 26,65 | 26,79 |
| М30 | 29,60 | 29,74 |
| М35 | 34,66 | 34,83 |
| М42 | 41,55 | 41,72 |
| М48 | 47,55 | 47,74 |
Конец стержня нужно подготовить, сняв фаску, — немного сточив край.
Нарезка делается так.
Зажимают в тиски стержень соответствующего диаметра и длины, со снятой на конце фаской. Затем ставят клупп с плашками или лерку и начинают навинчивать с некоторым нажимом; при этом плашки вырежут на поверхности стержня винтовую канавку. Проходят по стержню несколько раз, постепенно сжимая плашки, пока не получат хорошей, полной резьбы. Клупп и винтовальную доску надо вращать осторожно. Пытаться сразу получить полную нарезку нельзя, так как от чрезмерных усилий крепко закаленные плашки или винтовальная доска могут лопнуть. Вращают нарезной инструмент на один-полтора оборота вперед, а затем дают обратный ход, для того чтобы удалить стружку и обеспечить смазку. Плашки и метчики смазывают вареным маслом (можно машинным маслом и мыльной водой).
Нарезка отверстий обычно выполняется двумя или тремя метчиками. Сначала берется метчик с неполной нарезкой (1), у которого резьба конически срезана. Этот метчик делает в отверстии неглубокую лентообразную нарезку, которую углубляют более полным метчиком (2), а иногда проходят и третьим (3), почти цилиндрической формы. Метчики имеют четырехгранную головку, которую вставляют в рукоятку с соответствующими отверстиями, или вороток.
Перед нарезкой резьбы надо просверлить отверстие несколько меньше диаметра метчика.
В таблице 2 приведены диаметры отверстий в металле под резьбы метрические, причем для мелкой резьбы (с более мелким шагом) диаметры отверстий будут меньше.
Таблица 2. Отверстия под метрические резьбы.
| Обозначение резьбы | Диаметр, отверстия, мм |
| M1,0 | 0,75 |
| M1,2 | 0,95 |
| M1,4 | 1,1 |
| M1,7 | 1,35 |
| M2,0 | 1,6 |
| M2,3 | 1,9 |
| M2,6 | 2,15 |
| М3х0,5 | 2,5 |
| М3,5 | 2,9 |
| М4х0,7 | 3,3 |
| М5х0,8 | 4,2 |
| М6х1 | 4,96 |
| М7 | 6,0 |
| М8 | 6,7 |
| М9 | 7,7 |
| М10х1,5 | 8,45 |
| М11 | 9,4 |
| М12х1,75 | 10,18 |
| М14 | 11,8 |
| М16 | 13,8 |
| М18 | 15,3 |
| М20 | 17,3 |
В таблице 3 приведены значения диаметров отверстий под нарезание дюймовой резьбы.
Таблица 3. Отверстия под дюймовые резьбы.
| Обозначение резьбы, дюйм | Нар. диаметр, мм | Шаг резьбы | Диаметр отверстия, мм |
| Ниток на дюйм | мм | ||
| 1/8″ | 2,095 | 1,058 | 0,74 |
| 3/16″ | 4,762 | 1,058 | 3,41 |
| 1/4″ | 6,350 | 1,270 | 4,72 |
| 5/16″ | 7,938 | 1,411 | 6,13 |
| 3/8″ | 9,525 | 1,588 | 7,49 |
| 7/16″ | 11,112 | 1,814 | 8,79 |
Таблица 4. Трубные дюймовые резьбы.
| Обозначение резьбы | Наружный диаметр,мм | Шаг резьбы | Внутренний диаметр отверстия. мм | |
| трубы | резьбы | ниток на дюйм | мм | |
| труб 1/4″ | 13,5 | 13,158 | 1,337 | 11,8 |
| труб 3/8″ | 17,0 | 16,663 | 1,337 | 15,2 |
| труб 1/2″ | 21,25 | 20,956 | 1,814 | 18,9 |
| труб 3/4″ | 26,75 | 26,442 | 1.814 | 24,3 |
| труб 1″ | 33,5 | 33.250 | 2,399 | 30,5 |
Как и метчики, плашки и лерки для нарезания наружной резьбы не имеют сплошной режущей поверхности, и нарезание резьбы производится секторами. Для начала первого витка имеется неполный профиль на краю инструмента. Плашки бывают цельные и разрезные — цельная плашка нарезает полный профиль резьбы за один проход, а для более крупной по диаметру резьбы снять стружку за один проход трудно, и плашку делают разрезной и по мере работы поджимают. Плашки вставляются в плашкодержатели, где их закрепляют зажимными винтами по коническим углублениям на корпусе плашки.
Лерка, или винтовая доска,- это набор резьбонарезных гнезд в одном инструменте (в одной пластине). Как плашка, так и отверстие в лерке предназначены для нарезания только одного размера резьбы, а вот с помощью клуппов можно нарезать резьбы на деталях разного диаметра, но с одним и тем же шагом.



Клупп — это та же плашка (лерка),
Нарезание резьбы плашками и метчиками
Обработка резьбовых поверхностей
Нарезание резьбы плашками и метчиками
Для нарезания наружной резьбы на винтах, болтах, шпильках и других деталях применяются плашки. Участок детали, на котором необходимо нарезать резьбу плашкой, предварительно обрабатывают. Диаметр обработанной поверхности должен быть несколько меньше наружного диаметра резьбы. Для метрической резьбы диаметром 6-10 мм эта разница составляет 0,1-0,2мм; диаметром 11-18мм – 0,12-0,24 мм; диаметром 20-30мм – 0,14-0,28 мм. Для образования захода резьбы на торце детали необходимо снять фаску, соответствующую высоте профиля резьбы. Плашку устанавливают в плашкодержатель (патрон), который закрепляют в пиноли задней бабки или в гнезде револьверной головки. Скорость резания при нарезании резьбы плашками υ=3-4 м/мин для стальных заготовок; υ=2-3 м/мин для чугунных заготовок и υ=10-15 м/мин для латунных заготовок.
На рисунке справа, резьбонарезные
плашки применяемые на токарных станках:
а) – круглая, б) – квадратная,
в) – шестигранная, г) – трубчатая
Внутренние метрические резьбы диаметром до 50 мм часто нарезают метчиками. Обычно на токарном станке применяют машинные метчики, что позволяет нарезать резьбу за один проход. Для нарезания резьбы в деталях из твердых и вязких материалов применяют комплекты, состоящие из двух или трех метчиков. В комплекте из двух метчиков первый (черновой) выполняет 75% всей работы, а второй (чистовой) доводит резьбу до требуемого размера. В комплекте из трех метчиков первый (черновой) выполняет 60%, средний (получистовой) – 30% и третий (чистовой) – 10% всей работы. Метчики в комплекте различают по заборной части, наибольшая длина которой у чернового метчика. В отверстиях с прерывистой поверхностью (с пазом, канавкой) резьбу нарезают метчиками с числом канавок, не кратным числу пазов на обрабатываемой поверхности. Для этой же цели и для нарезания отверстий длиной более двух диаметров применяют метчики с винтовыми канавками, рисунок внизу – а). Направление винтовой канавки метчика должно быть таким же, как и у нарезаемой резьбы (правая канавка для правой резьбы, левая – для левой). Для нарезания в пластичных материалах коротких сквозных метрических резьб (диаметром 1,5-8 мм) и длиной до двух диаметров применяют бесканавочные метчики, рисунок внизу – б), которые обладают большей прочностью, чем обычные, и обеспечивают более высокое качество резьбы. При нарезании коротких сквозных резьб в деталях из вязких материалов применяют метчики с расположением зубьев в шахматном порядке, рисунок внизу – в). Преимущество таких метчиков заключается в том, что в процессе их работы снижается трение, улучшается процесс стружкообразования и облегчается подвод смазочно-охлаждающей жидкости. При установке метчика в револьверную головку на его хвостовик надевают и закрепляют винтом кольцо, вместе с которым метчик устанавливают в патрон для плашек и закрепляют, как плашку. Скорость резания при нарезании резьбы метчиками υ=5-12 м/мин для стальных заготовок; υ=6-22 м/мин для чугунных, бронзовых и алюминиевых заготовок. Нарезание резьбы производят с охлаждением эмульсией или маслом.
Как правильно нарезать резьбу метчиками и плашками?
Сложно представить себе механический рабочий инструмент или функциональную деталь, которая бы не работала за счет использования резьбовых соединений. Автомобили, ручные инструменты, бытовая техника, сантехника – это только малый перечень оборудования, которое не смогло бы функционировать без современной резьбы.
 Набор плашек для нарезки резьбы
Набор плашек для нарезки резьбыНеудивительно, что так часто человеку приходиться затачивать резьбу на деталях самостоятельно. К счастью, делать это довольно легко. В работе вам потребуется небольшой набор базовых инструментов, метчиков и плашек.
Так как же выполнять нарезку резьбу правильно? Сейчас разберемся.
Cодержание статьи
Выбор инструмента
Заранее отметим, что нарезать резьбу можно разными способами. Работать можно как вручную, так и машинным способом. В первом случае, как мы уже отметили выше, необходимо иметь с собой набор инструментов для создания резьбы, во втором же работу ведут на токарном станке.
Вручную нарезать резьбу рекомендуется, если ваша задача заключается в обработке всего нескольких деталей. Например, при сборке сантехнического оборудования, создании бытовых трубопроводов и т.д.
Обработка деталей на токарном станке подразумевает выполнение масштабных задач. Человек с опытом на оборудовании такого типа способен нарезать резьбу в промышленных масштабах, до сотни деталей в час, а иногда и больше. Впрочем, вряд ли вам понадобится такая производительность.
Чаще всего набор ручных инструментов покрывает все бытовые потребности домашних умельцев. С их помощью вам тоже удастся нарезать резьбу правильно и качественно, только времени и сил уйдет больше.
Упоминаемый выше набор оборудования в основном представлен метчиками и плашками, а также различными дополнительными деталями.
Особенности метчиков
Метчиками называют конусообразные или цилиндрические детали, что предназначены для нарезки внутренней резьбы. В частности с их помощью выполняется резьба на трубах, гайках, мелких шайбах, различного рода зажимах и даже фланцах.
Метчиками пользоваться довольно удобно. Они состоят из рабочей и тыльной части. Рабочая часть имеет уникальную форму и диаметр. На ее краях нанесены специальные резцы или зубцы с некоторым шагом. Зубцы при вращении нарезают металл параллельно с удалением стружки.
Тыльная сторона выполнена в определенной форме, что облегчает фиксацию метчика на рабочем инструменте.
 Разнообразные метчики для бытового применения
Разнообразные метчики для бытового примененияМетчиками с возможностью нарезки резьбы без образования стружки тоже пользуются, но намного реже, ведь они стоят дороже.
Встречаются метчики:
- Черновые;
- Получерновые;
- Чистовые.
Черновые выполняют первый проход, удаляют большинство стружки и формируют грубые канавки под резьбу. Это еще не полноценная резьба, но подготовка уже выполнена.
Получерновые модели встречаются крайне редко. Они предназначаются для доделки черновых канавок, их очистки и формирования заготовки под чистую резьбу. Получерновыми метчиками пользуются преимущественно при изготовлении сложных деталей.
Последний образец – чистовой метчик, формирует готовую к эксплуатации резьбу точных размеров и формы.
По типу выполняемых действий метчики делят на:
- Метрические;
- Гаечные;
- Трубные;
- Машинные.
Отметим что метчиками, равно как и плашками, можно нарезать резьбу разных размеров, направлений и формы. Все зависит от выбранной модели оборудования.
Особенности плашек
Плашкой называют режущий инструмент, который применяется при выполнении наружной резьбы. Простейший пример наличия наружной резьбы – это болт. В то время как пример внутренней резьбы – гайка.
Плашки плоские, со стороны сильно напоминают крупные шайбы или зажимы для станочных патронов. Только внутри плашки находится режущая насадка с несколькими рядами закрученных резцов.
 Метчик и плашка, вблизи
Метчик и плашка, вблизиПлашки могут иметь разную форму, тип сборки и габариты. Встречаются как круглые модели, так и квадратные. Некоторые варианты полностью цельные, другие можно разобрать и заменить режущую насадку.
Режущая часть состоит из трех рабочих зон. Две зоны, что располагаются по краям, состоят из зубцов, внутренняя же зона отвечает за отвод стружки и корректировку направления вращения.
Именно благодаря внутренней зоне плашки обладают самозатягивающимся свойством. То есть после нескольких вращений на трубе плашка фиксируется.
Дальше вращать ее можно без давления, так как затягиваться она будет в направлении образования резьбы. В то время как метчики необходимо вращать с усилием на протяжении всего процесса.
Разновидности плашек, по сути, аналогичны с разновидностями метчиков. Если вы купили крупный набор инструментов, то наверняка получите сразу несколько таких деталей.
Нарезание резьбы
С самими инструментами разобрались, перейдем к вопросу о том, как пользоваться ими правильно.
С подобными задачами справится практически любой человек, однако в работе есть несколько деталей и нюансов, на которые следует обратить пристальное внимание.
Стандартнее этапы работы мало чем отличаются друг от друга, и не имеет значения используете вы плашки или метчики. В любом случае необходимо:
- Подготовить и собрать инструмент.
- Смазать детали и рабочую область.
- Выполнить черновой проход.
- Проверить качество резьбы.
- Выполнить чистовой проход.
- Выполнить финишную проверку.
Есть и нюансы, на которые мы сейчас обратим внимание.
Набор метчиков и плашек (видео)
Выполнение резьбы плашкой
Чаще всего набор плашек применяют, когда необходимо получить результат в виде трубной резьбы. По крайней мере, в гражданском строительстве.
При нарезке резьбы плашкой осторожность играет главную роль. Сначала плашку подбирают и собирают с плашкодержателем (в народе его называют воротком). Затем смазывают маслом или салом, если ничего другого нет в наличии.
Дальше ее надо зафиксировать. На этапе фиксации новички очень часто допускают серьезные ошибки. Плашку сложно зафиксировать в идеальном положении. При этом начать нарезку необходимо с применением давления, да еще и комбинируя его с вращательными действиями.
Как вы сами понимаете, тут необходим некоторый навык.
Существенно упростит работу монтаж детали в горизонтальные тиски, а также легкое обтачивание рабочего края. Обточку выполняют напильником.
Дальше работа пойдет легче. На обточенный край плашку фиксируют, проворачивая на несколько десятков градусов в обе стороны. Затем прижимают (работать легче, если деталь находится ниже уровня вашего пояса, тогда проще сконцентрировать давление от собственного тела) и вращают в рабочем направлении.
 Набор инструментов для нарезки резьбы
Набор инструментов для нарезки резьбыПервые 2-3 оборота необходимо проделать с давлением сверху вниз, дальше плашка затягивается самостоятельно, а от вас требуется только вращать вороток.
Вращение выполняем поступательными движениями. Каждые несколько оборотов в рабочую сторону, чередуют с обратным вращением на 0,5-1 оборота, для лучшего обтачивания резьбы.
Таким образом, выполняет черновой проход. Чистовой проход у вас проблем вызвать не должен, так как деталь уже готова к обработке, а процесс там идентичный
Нюансы работы с метчиками
С метчиками работают по той же схеме. Набор инструментов также состоит из черновых и чистовых метчиков. Их точно также нужно фиксировать на держателе, только здесь уже используется не вороток, а своеобразные тиски, что идут в комплекте.
Основное отличие при нарезке резьбы этим инструментом – необходимость применять принудительное давление на протяжении всего времени.
В итоге процесс получается более трудоемким. Правильно будет время от времени удалять стружку из метчика самостоятельно. Без удаления она быстро сточит зубцы и повредит деталь. Желательно также охлаждать метчик.
За счет давления, вращения и взаимодействия со стружкой он быстро нагревается. Идеально для таких задач подходит промышленное масло.
таблица размеров и стандарты резьбовых соединений
Сложно представить, но резьбовые детали существовали еще в Древней Греции и Риме. Подобные артефакты производились вручную на примитивных токарных станках или в кузницах. Часто гайка из одной пары не подходила к болту из другой партии, что доставляло немало неудобств.

В середине 15-16 в. появился специальный режущий инструмент – метчик. Он позволяет быстро получить внутреннюю резьбу с большой степенью точности.
Краткое содержимое статьи:
Конструкция
Производители постоянно совершенствуют модельный ряд метчиков, оптимизируя их геометрию под новые материалы и условия обработки. Но базовая стержневидная конструкция остается неизменной. На фото метчиков можно разглядеть ряд типовых решений, среди которых хвостовик, рабочая часть, канавки.
Каждый из них имеет свое назначение:

Канавки образуют режущие кромки, отводят стружку, облегчают подвод СОЖ. Они ориентированы прямолинейно или по винтовой линии. Метчики с левонаправленными винтовыми углублениями применяют при резьбообразовании напроход. Глухие отверстия получают правосторонними винтами. Число канавок варьируется в диапазоне 2-6 шт.

Заборная (режущая) часть выполняет основную работу при формообразовании резьбы, срезая припуск. Она имеет конус 3-20 град, помогающий зубьям лучше врезаться в материал.

Калибрующий участок направляет метчик, предотвращает разбивание отверстия и зачищает резьбу. Для уменьшения трения выполнен с обратным занижением диаметра до 0,1 мм.

Применение
В соответствии с формой резьбового отверстия различают цилиндрические и конические резьбовые инструменты. По сфере применения принято выделять машинные, гаечные и ручные метчики.

Ручные
Незаменимы при проведении слесарных операции в быту и на производстве. На хвостовике отфрезерован квадрат, в который устанавливается вороток. Наборы метчиков содержат черновой, промежуточный и чистовой инструмент, отмаркированный 1, 2, 3 соответственно.
Машинно-ручные
Используют на фрезерных, токарных, сверлильных и станках ЧПУ. От ручных их отличает короткая заборная часть, способность воспринимать большие нагрузки.

Гаечные
Основная область применения – формирование резьбы в гайках. Благодаря специальной конструкции детали не свинчиваются с метчика, а попадают на его длинный, прямолинейный хвостовик. После завершения операции и снятия метчика готовые гайки складируют в тару.

На резьбонарезных автоматах устанавливают метчики с загнутыми хвостовиками. В процессе работы гайки скапливаются на хвостовике и под давлением друг друга падают в приемник или тару.

Конструктивное исполнение
Насчитывается несколько десятков конструктивных исполнений метчиков для нарезки резьбы. Каждое адаптировано под определенную производственную задачу. По этой классификации выделяют такие типы:
- Бесканавочные. Применяют для алюминия и его сплавов.
- С шахматным положением зубьев. Таким способом уменьшают трение при обработке вязких материалов.
- Ступенчатые. Инструмент условно разделен на 2 участка, один из которых производит резание, а другой выглаживание.
- Комбинированные. Наиболее распространенный вариант – сверло-метчик или метчик-протяжка.
- С каналом для подводки СОЖ. Это увеличивает производительность труда и период стойкости метчика.
- Колокольные. Позволяют получить резьбы диаметром от 50 до 400мм. Число перьев достигает 16 шт.
Вид нарезаемой резьбы
Для каждого типа резьбы используют свой метчик. По этому признаку различают следующие разновидности:
- Метрические, в обозначении присутствует М. Размеры метчиков должны соответствовать ГОСТ 3266.
- Дюймовые конические. Единицей измерения диаметра является английский дюйм, равный 25,4 мм. Вместо шага записывают число ниток (витков), приходящихся на 1”. Чем оно больше, тем мельче шаг резьбы.
- Трубные цилиндрические. Обозначаются буквой G, после которой ставится цифра, соответствующая проходному диаметру. Шаг резьбы метчиков измеряются в витках на дюйм.
- Трубные конические, маркируемые символом R или Rc. Резьба нарезается на поверхности с конусностью 1:16. Нарезание резьбы происходит до упора.

Материал
В качестве заготовок для изготовления ручных метчиков используют недорогие низкоуглеродистые стали марок У10А, У12А. Это связано с тем, что инструмент работает на небольших скоростях с незначительным нагревом.

Машинные метчики, работающие в тяжелых условиях с принудительным охлаждением, выпускают из быстрорезов Р6М5, Р18 и твердых сплавов на основе вольфрама, молибдена и кобальта.
Фото метчиков для нарезания резьбы





























Также рекомендуем просмотреть:
Помогите сайту, поделитесь в соцсетях 😉
7 лучших наборов для метчиков и штампов – Руководство покупателя (2020) – Лаборатория инструментов
 Хороший набор для метчиков и штампов – неотъемлемая часть инструментария любого механика, разнорабочего или домашнего мастера. Если вы хотите отремонтировать какие-либо старые гайки или болты, или если вы хотите создать несколько собственных с нуля в соответствии с вашими личными требованиями, набор для метчика и штампа – это то, что вам действительно нужно.
Хороший набор для метчиков и штампов – неотъемлемая часть инструментария любого механика, разнорабочего или домашнего мастера. Если вы хотите отремонтировать какие-либо старые гайки или болты, или если вы хотите создать несколько собственных с нуля в соответствии с вашими личными требованиями, набор для метчика и штампа – это то, что вам действительно нужно.
Идти вслепую и искать свой собственный набор для метчиков и штампов может быть немного ошеломляющим и дезориентирующим, учитывая множество доступных вариантов.Поэтому мы решили помочь вам, составив список из 7 лучших наборов для штамповки и штамповки, которые вы, вероятно, найдете в продаже в наши дни. Помимо изучения важных характеристик каждого из этих наборов, мы сочли целесообразным добавить полезное руководство для покупателя, наполненное информацией о наборах метчиков и штампов, которые должны быть у каждого потенциального покупателя и начинающего мастера. Мы надеемся, что с помощью этой информации вы станете более умным и осведомленным покупателем, чтобы вы могли легко найти то, что вам нужно, и приступить к работе.
Отзывы о лучших наборах для штамповки и штамповки
 Этот набор метчиков и штампов состоит из 86 деталей, что придает ему разнообразие и универсальность, которые вам понадобятся для исправления или создания такого количества резьб, которое вам может понадобиться. Корпус хорошо организован и прочен. Метчики и плашки изготовлены из высокоуглеродистой стали, что обеспечивает отличное качество и долговечность. В дополнение к метчикам и плашкам в комплект входят один разводной ключ для метчиков, один гаечный ключ с Т-образной рукояткой и один регулируемый ключ с длинной ручкой, а также два штампа – один длинный и один обычный – и два измерителя шага винтов. , один для метрической системы, а другой – для SAE.
Этот набор метчиков и штампов состоит из 86 деталей, что придает ему разнообразие и универсальность, которые вам понадобятся для исправления или создания такого количества резьб, которое вам может понадобиться. Корпус хорошо организован и прочен. Метчики и плашки изготовлены из высокоуглеродистой стали, что обеспечивает отличное качество и долговечность. В дополнение к метчикам и плашкам в комплект входят один разводной ключ для метчиков, один гаечный ключ с Т-образной рукояткой и один регулируемый ключ с длинной ручкой, а также два штампа – один длинный и один обычный – и два измерителя шага винтов. , один для метрической системы, а другой – для SAE.
Плюсы
- Чрезвычайно большое количество инструментов
- детали из высокоуглеродистой стали
- Ключи для многоканальной обработки и заготовки различных размеров включены
- Детали с хромовым покрытием для повышения коррозионной стойкости
Минусы
Вердикт. В этом наборе есть все, что может понадобиться разнорабочему, и каждый инструмент отлично сделан. Это немного дороговато, но тем не менее оно того стоит.
2.GearWrench 3887 Набор для метчиков и штампов, 75 шт. – Детали лучшего качества
 Думал, что этот набор идет по довольно высокой цене, как только вы его осмотрите, вы поймете, за что вы платите. Это набор из 75 предметов, в который входят 34 метчика и 34 матрицы, поэтому диапазон размеров и абсолютная универсальность, которыми может похвастаться этот набор, уже являются чем-то, с чем приходится считаться. Однако вы должны знать, что каким бы большим ни был этот набор, он не предлагает такой широкий выбор различных размеров, как некоторые еще более крупные наборы.
Думал, что этот набор идет по довольно высокой цене, как только вы его осмотрите, вы поймете, за что вы платите. Это набор из 75 предметов, в который входят 34 метчика и 34 матрицы, поэтому диапазон размеров и абсолютная универсальность, которыми может похвастаться этот набор, уже являются чем-то, с чем приходится считаться. Однако вы должны знать, что каким бы большим ни был этот набор, он не предлагает такой широкий выбор различных размеров, как некоторые еще более крупные наборы.
В комплект входят метчики с конусом и пробкой, что делает его отличным набором для начинающих. Он также поставляется с отличным Т-образным гаечным ключом с 5-градусной дугой храповика, что делает его более простым в обращении, чем со многими другими гаечными ключами. Каждая деталь изготовлена из высокоуглеродистой стали, поэтому вы можете быть уверены в качестве и долговечности набора.
Плюсы
- детали из высокоуглеродистой стали
- большой выбор метчиков и плашек
- высококачественный простой в использовании гаечный ключ
Минусы
Вердикт. Это отличный, универсальный и высококачественный набор для метчиков и штампов. Здесь действительно не на что жаловаться. Несмотря на то, что цена не низкая, она разумна, если учесть качество набора.
3. Neiko 00916A и Neiko 00915A – Лучшие наборы для метчиков и штампов для начинающих
 Эти два набора метчиков и штампов состоят из 45 штук каждый. В дополнение к 10 метчикам UNC и UNF и 10 матрицам UNF и UNC разных размеров, в комплект входит ключ для метчика с Т-образной рукояткой, регулируемый штамп, отвертка и измеритель шага резьбы, чтобы убедиться, что ваша резьба ровная. такими, какими вы хотите их видеть.Детали набора имеют титановые режущие кромки, которые могут сохранять свою остроту в 20 раз дольше, чем сталь, что обеспечивает превосходную долговечность. Мы рассматриваем здесь два набора, потому что есть как метрическая, так и версия SAE. К сожалению, нет единой версии, совместимой с двумя устройствами.
Эти два набора метчиков и штампов состоят из 45 штук каждый. В дополнение к 10 метчикам UNC и UNF и 10 матрицам UNF и UNC разных размеров, в комплект входит ключ для метчика с Т-образной рукояткой, регулируемый штамп, отвертка и измеритель шага резьбы, чтобы убедиться, что ваша резьба ровная. такими, какими вы хотите их видеть.Детали набора имеют титановые режущие кромки, которые могут сохранять свою остроту в 20 раз дольше, чем сталь, что обеспечивает превосходную долговечность. Мы рассматриваем здесь два набора, потому что есть как метрическая, так и версия SAE. К сожалению, нет единой версии, совместимой с двумя устройствами.
Плюсы
- из высококачественной стали и детали с титановыми режущими кромками
- отличный гаечный ключ и матрица в комплекте
- Шаг шага в комплекте
- включает широкий ассортимент метчиков и штампов
Минусы
- доступны только комплекты SAE или метрические системы – двойной совместимости нет
- несколько хлипкий и непрочный корпус
Вердикт. Этот набор доступен по цене и обладает отличной режущей способностью. Если вы новичок, мы очень рекомендуем его. Хотя вы должны знать заранее, нужен ли вам размер в метрических или SAE-системах.
 Этот набор из 75 метчиков и штампов изысканно изготовлен из высокоуглеродистой стали и поставляется с Т-образными гаечными ключами и штампом, которые имеют эргономичную конструкцию, так что вы можете использовать их с комфортом. Все детали остаются на своих местах и не требуют никаких установочных винтов для выравнивания деталей благодаря высокопроизводительной системе нарезания резьбы.Кроме того, набор оснащен самоустанавливающимися матрицами и метчиками, так что вы можете быстро, легко и с минимальными усилиями начать заправку резьбы. Многие метчики для заглушек даже оснащены специальной технологией стружколомания, которая позволяет удалять стружку и создавать резьбу только самого высокого качества. А если вам недостаточно впечатляющего разнообразия размеров штампов в этом наборе, в комплект входит даже адаптер для штампов, который вмещает 1-дюймовые шестигранные штампы.
Этот набор из 75 метчиков и штампов изысканно изготовлен из высокоуглеродистой стали и поставляется с Т-образными гаечными ключами и штампом, которые имеют эргономичную конструкцию, так что вы можете использовать их с комфортом. Все детали остаются на своих местах и не требуют никаких установочных винтов для выравнивания деталей благодаря высокопроизводительной системе нарезания резьбы.Кроме того, набор оснащен самоустанавливающимися матрицами и метчиками, так что вы можете быстро, легко и с минимальными усилиями начать заправку резьбы. Многие метчики для заглушек даже оснащены специальной технологией стружколомания, которая позволяет удалять стружку и создавать резьбу только самого высокого качества. А если вам недостаточно впечатляющего разнообразия размеров штампов в этом наборе, в комплект входит даже адаптер для штампов, который вмещает 1-дюймовые шестигранные штампы.
Единственный недостаток этого набора – дороговизна.Однако поверьте нам, когда мы говорим, что оно того стоит.
Плюсы
- Очень хорошо продуманные детали из высокоуглеродистой стали
- Включено много гаечных ключей и заготовок для штампов
- очень универсальный перечень запчастей
- адаптер матрицы для дальнейшего увеличения универсальности
- Плашки и метчики самоустанавливающиеся
- заглушки изготовлены по стружколомной технологии
Минусы
Вердикт. Если вы можете справиться с такой ценой на этот набор, нет абсолютно никаких причин не покупать его.В нем есть все, что вам может понадобиться в наборе метчиков и штампов.
 Это более дешевый набор для метчиков и штампов, состоящий из 60 деталей, каждая из которых изготовлена из закаленной легированной стали. Поскольку они изготовлены из легированной стали, детали не такого качества, как детали из высокоуглеродистой стали, но этого следовало ожидать, учитывая удивительно низкую стоимость набора. Однако это не должно побуждать вас игнорировать этот набор, поскольку он на удивление прочен и универсален для своей цены.Он также совместим с метрическими стандартами измерения и стандартами SAE, что очень ценно и полезно. Несмотря на то, что он не такой большой, как некоторые другие наборы, 60 частей по-прежнему являются достаточным количеством ресурсов для широкого спектра более простых задач многопоточности.
Это более дешевый набор для метчиков и штампов, состоящий из 60 деталей, каждая из которых изготовлена из закаленной легированной стали. Поскольку они изготовлены из легированной стали, детали не такого качества, как детали из высокоуглеродистой стали, но этого следовало ожидать, учитывая удивительно низкую стоимость набора. Однако это не должно побуждать вас игнорировать этот набор, поскольку он на удивление прочен и универсален для своей цены.Он также совместим с метрическими стандартами измерения и стандартами SAE, что очень ценно и полезно. Несмотря на то, что он не такой большой, как некоторые другие наборы, 60 частей по-прежнему являются достаточным количеством ресурсов для широкого спектра более простых задач многопоточности.
Плюсы
- необязательный
- прочный для своей цены
- соответствует метрическим стандартам и стандартам SAE
Минусы
- детали из легированной стали – более низкого качества, чем детали из высокоуглеродистой стали
Вердикт. Хотя этот набор не такой большой и изысканно созданный, как некоторые другие наборы, которые мы здесь рассматривали, он по-прежнему является отличным набором для штамповки и штамповки для тех, кто ограничен в средствах и имеет более простые амбиции.
 На самом деле это два набора метчиков и матриц из 40 деталей, которые продаются вместе как один: один набор SAE и один набор метрических единиц, всего 80 штук. Хотя 40 штук в наборе меньше, чем у многих других наборов, которые мы здесь рассматривали, очень легко начать нарезку резьбы с помощью метчиков этих наборов.В набор входят метчики и матрицы как UNC (грубые), так и UNF (тонкие), поэтому они обладают приличной универсальностью и покрывают необходимые основания различных размеров. Поскольку у вас будут наборы SAE и Metric, вам не нужно беспокоиться о несовместимости измерений.
На самом деле это два набора метчиков и матриц из 40 деталей, которые продаются вместе как один: один набор SAE и один набор метрических единиц, всего 80 штук. Хотя 40 штук в наборе меньше, чем у многих других наборов, которые мы здесь рассматривали, очень легко начать нарезку резьбы с помощью метчиков этих наборов.В набор входят метчики и матрицы как UNC (грубые), так и UNF (тонкие), поэтому они обладают приличной универсальностью и покрывают необходимые основания различных размеров. Поскольку у вас будут наборы SAE и Metric, вам не нужно беспокоиться о несовместимости измерений.
Плюсы
- прочный
- относительно недорого
- включает в себя как метрическую, так и SAE версию набора
Минусы
- В каждом из наборов всего 40 штук в каждом
- из легированной стали, поэтому качество не наивысшее
Вердикт. Этот дешевый набор совместим с обоими типами измерений, но не особенно большой или универсальный, поскольку на самом деле это два набора по 40 штук. Покупайте его, только если у вас ограниченный бюджет и у вас есть простые проекты, над которыми нужно работать.
 Craftsman – уважаемый производитель всех видов инструментов, и с этим набором компания только еще раз демонстрирует, почему эта репутация так заслужена. Этот набор из 75 метчиков и штампов включает метрические размеры и размеры SAE. Только с этими двумя функциями в наборе практически наверняка есть именно тот инструмент, который вам нужен, чтобы помочь вам в проектах нарезания резьбы, которые вы решите предпринять.В набор входят 7 приводных инструментов, в том числе ключи для метчиков с Т-образной рукояткой и штампы – 17 метчиков и шестигранников SAE, 17 метчиков для метрических и шестигранных головок – все они изготовлены из высокоуглеродистой стали. Шестигранные матрицы также позволяют легко использовать гаечные ключи всех типов.
Craftsman – уважаемый производитель всех видов инструментов, и с этим набором компания только еще раз демонстрирует, почему эта репутация так заслужена. Этот набор из 75 метчиков и штампов включает метрические размеры и размеры SAE. Только с этими двумя функциями в наборе практически наверняка есть именно тот инструмент, который вам нужен, чтобы помочь вам в проектах нарезания резьбы, которые вы решите предпринять.В набор входят 7 приводных инструментов, в том числе ключи для метчиков с Т-образной рукояткой и штампы – 17 метчиков и шестигранников SAE, 17 метчиков для метрических и шестигранных головок – все они изготовлены из высокоуглеродистой стали. Шестигранные матрицы также позволяют легко использовать гаечные ключи всех типов.
Плюсы
- конструкция из высококачественной углеродистой стали
- большая универсальность и большое количество инструментов
- включает в себя SAE и метрический размер
Минусы
Вердикт. Это отличный универсальный набор для метчиков и штампов. Мы искренне рекомендуем это.
Справочник покупателя
Хотя мы уже обсудили ряд отличных наборов метчиков и штампов, доступных для покупки. Мы знаем, что уверенность в своих силах лежит в основе каждого человека, который занимается своими делами, и что вы хотели бы получить как можно больше информации, прежде чем сделать свой выбор. Так что вы можете найти именно тот набор, который подходит именно вам. Прочитав предыдущие обзоры, вы, возможно, уже положили глаз на конкретный набор, а можете и нет.В любом случае, мы хотим посвятить следующий раздел рассмотрению нескольких общих проблем и ответам на несколько общих вопросов о наборах метчиков и штампов, которые, по нашему мнению, должен знать каждый мастер.
Как всегда, наша цель – сделать из вас более умного покупателя и дать вам более глубокое представление об этих продуктах.
Что такое набор для метчиков и штампов?
Вполне естественно, что мы должны сначала ответить на самые основные и основополагающие вопросы, прежде чем двигаться дальше. В конце концов, у нас могут быть несколько новичков, которые не совсем понимают, что такое набор для метчика и штампа и для чего он предназначен.
По сути, набор метчиков и штампов представляет собой набор инструментов, используемых для создания резьбы болтов и винтов. Метчик гаечный ключ предназначен для нарезания внутренней резьбы в металлических листах или блоках, которые затем можно закрепить или просверлить болтами и шурупами. Ложа и матрица предназначены для создания резьбы вокруг металлических стержней, на которые можно закрепить гайки. Вы также можете использовать их для добавления новой резьбы к старым винтам или болтам, а также для ремонта их существующей резьбы.
Метчики и плашки различаются по диаметру, шагу и твердости.Диаметр должен быть разным, потому что диаметры отверстий в металлических листах и болтах, а также стержней и гаек различаются. Шаг также имеет значение для типа создаваемых потоков. Также уместны различные уровни твердости, в зависимости от типа металла, который вы используете для работы.
Типы метчиков и плашек
Доступно несколько различных метчиков и плашек, и не каждый набор включает все эти типы. Поэтому важно знать, какие типы вам нужны, на что способен каждый, а также сильные и слабые стороны каждого типа, прежде чем принимать решение о том, какой набор купить.Вот некоторые из различных разновидностей метчиков и плашек:
- Метчики конические. Эти краны лучше всего подходят для начинающих, потому что они наиболее просты в использовании. Они имеют небольшую плоскую резьбу и требуют минимального приложения силы для запуска, поэтому их часто называют пусковыми метчиками. С них относительно легко начать глухую дыру. При желании вы можете использовать другие метчики для совершенствования и уточнения резьбы, которую вы начали с помощью конического метчика.
- Отводы донные. Потому что метчики этой разновидности не имеют в начале сплющенной резьбы. На них можно положиться, поскольку они помогут вам создать качественную резьбу по всему отверстию. Обратной стороной, однако, является то, что эта функция также значительно усложняет работу с отводом дна для новичков. Однако при должной осторожности вы можете использовать их, чтобы закончить резьбу, которую вы начали, используя метчик, и обрабатывать их до тех пор, пока они не станут подходящими.
- Заглушки. Пробковые метчики предназначены для достижения баланса между характеристиками как конических, так и донных метчиков.Вначале у них была плоская коническая резьба, но не так много, как у метчиков. Это означает, что сложность их использования для начала находится где-то посередине между конической лентой и отводом дна. Однако у пробковых метчиков есть одно существенное преимущество перед коническими метчиками: их лучше использовать в глухих отверстиях, потому что с ними можно быстрее получить полную резьбу.
- Плашки круглые. Круглые штампы предназначены для получения полной резьбы за одну операцию. Они также имеют коническую форму, что делает их грубым эквивалентом конических метчиков.Круглые матрицы проще всего использовать новичкам.
- Двухкомпонентные регулируемые матрицы. Они лучше всего подходят, если вы хотите создать длинную резьбу, но они требуют относительно сложной серии операций резания, когда матрица должна быть закрыта после каждой резьбы. Это делает их несколько громоздкими для новичков.
Факторы, которые следует учитывать при выборе набора для метчиков и штампов
Качество
Кажется, это должно быть довольно очевидным моментом, который нужно подчеркнуть, но, как ни странно, об этом иногда забывают именно потому, что это настолько очевидно.Вам нужно, чтобы ваш набор для метчика и штампа был прочным, долговечным и долговечным. Это означает, что вам следует выбирать гарнитуры, изготовленные из высококачественной стали. Хотя, опять же, точный уровень качества, к которому вы должны стремиться, будет зависеть от ваших потребностей.
Если вы хотите сделать, например, гайки и болты промышленного качества, простая легированная сталь не подойдет. Однако, если вы обычный потребитель, желающий провести какой-то ремонт в своем гараже, поищите наборы для метчиков и штампов, детали которых изготовлены из высокоуглеродистой стали – или углерода, как вы это часто слышите.Высокоуглеродистая сталь находится где-то рядом с легированной сталью и дорогой быстрорежущей сталью, которая используется в основных промышленных работах. Хотя набор из высокоуглеродистой стали будет стоить вам больше, чем простой набор из легированной стали. Вы почти сразу почувствуете разницу в качестве.
Разнообразие и количество частей
Вообще говоря, это хорошо, если в наборе для метчика и штампа будет больше деталей. В конце концов, большее количество деталей различных размеров позволяет выполнять более разнообразный и широкий спектр работ. Однако вы должны помнить, что одно только количество деталей не является решающим фактором.Не только количество деталей должно быть сбалансировано с качеством деталей, о чем мы упоминали выше, но и разные наборы могут включать разные инструменты. Это означает, что, учитывая ваш набор потребностей и виды работ, которые вы хотите выполнять, вы должны смотреть не только на то, сколько инструментов содержит определенный набор метчиков и штампов, но и какие инструменты он содержит.
Соотношение между ценой и количеством деталей в наборе сильно различается. Один набор может быть дороже другого, потому что он содержит больше деталей.Или потому, что он более качественный, даже если в нем меньше деталей. Всегда следите за этими вещами и используйте несколько факторов и функций, чтобы решить, какой набор купить. Не принимайте одностороннее решение.
Размеры и размеры
Различные наборы могут быть обозначены в метрической системе, на основе европейских размеров или в соответствии с SAE, которая основана на размерах США. Если ваш набор неправильно обозначен, вы не сможете подогнать отверстия и резьбу к гайкам или болтам.Если возможно, попробуйте найти комплект с двойной совместимостью с метрикой и SAE.
Ящики
Чтобы снизить вероятность возникновения проблем в будущем, постарайтесь, чтобы ваш набор для метчиков и штампов был в прочном и надежном футляре. В конце концов, вы хотите, чтобы все это длилось как можно дольше.
Заключение
На этом мы завершаем то, что мы должны рассказать вам о некоторых замечательных наборах метчиков и штампов, которые вы можете купить. Мы надеемся, что дали вам почувствовать вкус того, что нас ждет.И вооружил вас информацией, что вы примете самое мудрое решение за себя. Чтобы все ваши темы вышли идеально. Теперь, когда вы знаете то, что знаете, остается только взять метчик и штамп и приступить к работе.
Удачи!
Не забудьте ознакомиться с другими нашими руководствами по аккумуляторным трещоткам и верхним болторезам.

Об авторе
Юджин М. Картер – любитель и любитель DIY.
Он всегда тщательно выбирает инструменты для различных DIY и автомобильных проектов. Евгений создал этот сайт, чтобы поделиться с вами своим опытом и помочь выбрать правильные инструменты, которые стоят вашего времени и денег.
.
Комбинированные наборы для метчиков и штампов – метчики, матрицы и наборы – инструменты

117 шт. Машинный винт / частичный / метрический метчик, шестигранная матрица и сверло Deluxe Set
Мы работаем с множеством

Набор для метчиков и шестигранников, 76 шт.
Мы работаем с различными мастерами, чтобы решить

Набор для метчиков и шестигранных головок, 41 шт.
Мы работаем с различными мастерами, чтобы решить

Набор крепежных винтов, дробных и шестигранных головок, 66 шт.
Мы работаем со множеством мастеров, чтобы решить бесконечные быстрые

53-шт. Крепежный винт / набор для метчиков и шестигранников
Мы работаем со множеством мастеров, чтобы решить бесконечные проблемы.

41 шт. Машинный винт / набор для метчиков и шестигранников
Мы работаем со множеством мастеров, чтобы решить бесконечные проблемы.

Набор из 12 машинных винтов / метчиков с шестигранной головкой и шестигранных головок
Мы работаем со множеством мастеров, чтобы решить бесконечные проблемы.

Набор из 25 фракционных метчиков и шестигранных матриц
Мы работаем с множеством мастеров, чтобы решить бесконечную проблему крепления

Набор для дробных метчиков и шестигранных матриц, 24 предмета
Мы работаем с множеством мастеров, чтобы решить бесконечную проблему крепления

Набор из 12 частей для метчиков и шестигранников
Мы работаем с множеством мастеров, чтобы решить бесконечную проблему крепления

Метрический набор для метчиков и шестигранных матриц, 66 шт.
Мы работаем с множеством мастеров, чтобы решить бесконечную проблему крепления

Метрический набор для метчиков и шестигранных матриц, 53 шт.
Мы работаем с множеством мастеров, чтобы решить бесконечную проблему крепления .
 Irwin / Hanson / Vise Grip (IRW26376)76 шт. Комбинация SAE и метрических метчиков и штамповНомер позиции: IRW26376 Рекомендуемая производителем розничная цена: 502,31 доллара. Всего: $ 181.83 ") | ") Гаечный ключ (KD 82812)114 шт.Набор инструментов для метчиков и штампов с храповым механизмом SAE / метрическая системаНомер позиции: KD 82812 Рекомендуемая производителем розничная цена: 587,72 доллара. Всего: $ 273.00 | ") Irwin / Hanson / Vise Grip (IRW26377)117 шт.Набор метчиков, штампов и сверл Deluxe – дробные / метрическиеНомер позиции: IRW26377 Рекомендуемая производителем розничная цена: 568,15 долларов США. Всего: $ 263.82 | ") Irwin / Hanson / Vise Grip (IRW97094)25 шт.Набор дробных метчиков и штамповНомер позиции: IRW97094 Рекомендуемая производителем розничная цена: 608,99 долларов США. Всего: $ 262.00 |
") Irwin / Hanson / Vise Grip (IRW26317)41 шт.Метрические шестигранные метчики и штампы Super SetНомер позиции: IRW26317 Рекомендуемая производителем розничная цена: 236,92 доллара. Цена: 129,99 долларов США | ") Irwin / Hanson / Vise Grip (IRW97311)25 шт. Метрический набор для метчиков и штамповНомер позиции: IRW97311 Рекомендуемая производителем розничная цена: 609 долларов.00 Цена: 268,99 долларов | ") Ключ шестеренчатый (KD 3886)40 шт. Метрический набор инструментов для метчиков и штампов с храповым механизмомНомер позиции: KD 3886 Рекомендуемая производителем розничная цена: 225,37 долларов США. Цена: 96 долларов.90 | ") Инструменты ATD (ATD277)117 шт. Набор машинных винтов, метрических и дробных метчиков и штамповНомер позиции: ATD277 Рекомендуемая производителем розничная цена: 291,37 доллара. Цена: 147,99 долларов |
") Инструменты ATD (ATD276)76 шт.Машинный винт, метрические и дробные метчики и штампыНомер позиции: ATD276 Рекомендуемая производителем розничная цена: 199,23 доллара. Цена: $ 107.99 | ") Irwin / Hanson / Vise Grip (HAN97606)Набор из 66 частей для дробных метчиков и шестигранных матрицНомер позиции: HAN97606 Рекомендуемая производителем розничная цена: 871 доллар США.48 Всего: $ 417.52 | ") Гаечный ключ (KD 3887)Набор метчиков и матриц для шестеренчатых ключей, 75 предметов, SAE и метрическая системаНомер позиции: KD 3887 Рекомендуемая производителем розничная цена: 375,57 долларов. Цена: 146 долларов.00 | ") Внебиржевые инструменты (OTC216884)Стандартный штамп для OTC7402Номер позиции: OTC216884 Рекомендуемая производителем розничная цена: 46,69 долларов США. Всего: $ 28.22 |
метчиков и штампов – Walmart.com
“,” tooltipToggleOffText “:” Щелкните выключателем, чтобы получитьБЕСПЛАТНАЯ доставка на следующий день!
“,” tooltipDuration “:” 5 “,” tempUnavailableMessage “:” Скоро вернусь! “,” TempUnavailableTooltipText “:”Мы прилагаем все усилия, чтобы снова начать работу.
- Временно приостановлено в связи с высоким спросом.
- Продолжайте проверять наличие.
0″}, “search”: {” searchUrl “:” / search / “,” enabled “:” false “,” tooltipText “:”
Скажите нам, что вам нужно
“,” tooltipDuration “: 5000,” nudgeTimePeriod “: 10000}}},” uiConfig “: {“webappPrefix”: “”, “artifactId”: “header-footer-app”, “applicationVersion”: “20.0.31 “,” applicationSha “:” 0a9c8d5375dd69738aba01705560f50bff0b3ef2 “,” applicationName “:” header-footer “,” node “:” 986986443 “,” cloud “:” prod-az-westus-13 “,” oneOpsEnv “:” prod- a “,” profile “:” PROD “,” basePath “:” / globalnav “,” origin “:” https://www.walmart.com “,” apiPath “:” / header-footer / electro / api ” , “loggerUrl”: “/ header-footer / electro / api / logger”, “storeFinderApi”: {“storeFinderUrl”: “/ store / ajax / preferred-flyout”}, “searchTypeAheadApi”: {“searchTypeAheadUrl”: “/ search / autocomplete / v1 / “,” enableUpdate “: false,” typeaheadApiUrl “:” / typeahead / v2 / complete “,” taSkipProxy “: false},” emailSignupApi “: {” emailSignupUrl “:” / account / electro / account / api / subscribe “},” feedbackApi “: {” fixedFeedbackSubmitUrl “:” / customer-survey / submit “},” logging “: {” logInterval “: 1000,” isLoggingAPIEnabled “: true,” isQuimbyLoggingFetchEnabled “: true,” isLoggingFetchEnabled “: true,” isLoggingCacheStatsEnabled “: true},” env “:” production “},” envInfo “: {” APP_SHA “:” eca7c85bcf86d2be778c4c4e8858ed69d80778f9 “,” APP_VERSION “:” APP_VERSION “:0.31-20200812_000751.0a9c8d537 “},” expoCookies “: {}}
Укажите местоположение
Введите почтовый индекс или город, штат. Ошибка: введите действительный почтовый индекс или город и штатОбновите местоположение
Хорошие новости – вы все равно можете получить бесплатную двухдневную доставку, бесплатный самовывоз и многое другое.
Продолжить покупкиПопробуйте другой почтовый индекс .