Нарезание резьбы трапецеидальной: Нарезание трапецеидальной резьбы | МеханикИнфо
alexxlab | 15.12.1985 | 0 | Разное
Нарезание прямоугольной, трапецеидальной и многозаходной резьб.
Нарезание прямоугольной, трапецеидальной и многозаходной резьб
Нарезание резьбы прямоугольного и трапецеидального
профиля имеет ряд особенностей в сравнении с нарезанием резьбы треугольного
профиля. Прямоугольные и трапецеидальные резьбы часто бывают многозаходными
(с числом заходов 2, 3 и более), поэтому угол подъема винтовой линии этих
резьб может значительно превышать угол подъема винтовой линии треугольной
резьбы и достигает μ>40 градусов.
Резьбы прямоугольного и трапецеидального профиля нарезают стержневыми
резцами, профиль которых должен соответствовать профилю, образующемуся при
пересечении винтовой поверхности резьбы с передней поверхностью резца.
Главную режущую кромку выполняют параллельно оси нарезаемой резьбы,
передний угол резца μ=0, а задний
α=6-8 градусов. Для обеспечения нормальных
условий резания необходимо, чтобы действительный задний угол был не менее
3 градусов. При нарезании правой резьбы задний угол у левой режущей кромки
резца должен быть на 2 градуса больше угла подъема винтовой линии резьбы,
а задний угол у правой режущей кромки – около 3 градусов; при нарезании
левой резьбы значения этих углов изменяются на противоположные.
Наибольшее распространение получили два способа установки
резца при нарезании резьбы с углом подъема винтовой линии
μ>4 градусов (рисунок слева). При первом
способе главную режущую кромку устанавливают параллельно оси детали,
рисунок – а), что позволяет нарезать резьбу, профиль которой совпадает
с профилем резца. Недостатком этого способа являются неодинаковые условия
работы боковых режущих кромок резца. Угол резания у правой боковой кромки
больше 90 градусов (-γn), что ухудшает
условия резания этой кромкой. Для устранения этого недостатка на передней
поверхности вдоль режущей кромки выполняют канавку рисунок – б).
Однако при этом ослабляется сечение режущей кромки и снижается ее стойкость.
Кроме того, с увеличением угла подъема винтовой линии нагрузка на резец
возрастает и он начинает отклоняться влево и вниз, что может привести к
подрезанию профиля резьбы. При втором способе рисунок – в) главную
режущую кромку резца устанавливают перпендикулярно винтовой линии, т.
Трапецеидальные резьбы с шагом более 3-4 мм нарезают
двумя способами. Первый способ: канавочным резцом, ширина которого на
0,1-0,2 мм меньше ширины профиля резьбы, прорезают винтовую канавку с
внутренним диаметром, равным внутреннему диаметру нарезаемой резьбы; затем
винтовой канавке придается форма трапеции (правым и левым резцом), ширина
основания которой по наружному диаметру резьбы на 0,3-0,4 мм меньше
требуемой; окончательную обработку боковых поверхностей резьбы производят
резцом с полным профилем. Второй способ: трапецеидальным резцом прорезают
профильную канавку, ширина которой по среднему диаметру резьбы на 0,3-0,4 мм
меньше требуемой; затем эту канавку прорезают резцом на глубину до
воображаемой поверхности внутреннего диаметра резьбы; окончательную
обработку боковых поверхностей резьбы производят резцом с полным профилем
(рисунок слева).
Винтовые канавки многозаходных резьб обрабатывают
способами, применяемыми при нарезании однозаходных резьб соответствующего
профиля. Точность деления винтовых канавок в соответствии с числом заходов
при нарезании многозаходных резьб обеспечивается различными методами.
При нарезании резьбы на валиках, устанавливаемых в центрах, применяют
поводковый патрон с вырезами для нарезания двух-, трех- и четырехзаходной
резьб, рисунок справа – а) или градуированный патрон, рисунок справа – б), на
поводковой части 1 которого нанесены деления. Поводковая часть
поворачивается относительно корпуса 2 на 180 градусов при двухзаходной,
на 120 при трехзаходной и на 90 при четырехзаходной резьбе (т. е. угол
поворота δ=360/z, где z – число заходов) и
фиксируется в нужном положении гайками 3 и 4. Для перехода от одной
винтовой канавки к другой в соответствии с числом заходов используют
верхний суппорт станка, направляющие которого устанавливают параллельно
оси детали. После нарезания первой винтовой канавки резец отводят от
детали и перемещают его вдоль детали на шаг резьбы.
На главную
Оправка для нарезания трапецеидальной резьбы
Содержание
- Теоретические основы нарезания трапецеидальной резьбы по приемам работы, последовательности действий и способам установки резцов сходно с изготовлением прямоугольной резьбы, основанное на упражнении в нарезании трапецеидальной резьбы одним резцом.
- Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
- Подобные документы
- Нарезание резьбы прямоугольного и трапецеидального профиля
- Нарезание прямоугольной и трапецеидальной резьб
- Резцы для трапецеидальной резьбы
- Нарезание наружной резьбы на токарном станке
- ПОХОЖИЕ СТАТЬИ:
- Трапецеидальная резьба.
 Как нарезать на токарном?
Как нарезать на токарном?
Теоретические основы нарезания трапецеидальной резьбы по приемам работы, последовательности действий и способам установки резцов сходно с изготовлением прямоугольной резьбы, основанное на упражнении в нарезании трапецеидальной резьбы одним резцом.
| Рубрика | Производство и технологии |
| Вид | конспект урока |
| Язык | русский |
| Дата добавления | 26.01.2010 |
| Размер файла | 16,1 K |
Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Нарезание трапециидальной резьбы
Нарезание трапециидальной резьбы по приемам работы, последовательности действий и способам установки резцов сходно с изготовлением прямоугольной резьбы, поэтому значительную часть вводного инструктажа мастер может провести в форме рассказа или в форме беседы, чтобы лучше объяснить учащимся последовательность изготовления трапецеидальной резьбы в зависимости от ее размеров, точности и требуемой чистоты поверхности.
Упражнение в нарезании трапецеидальной резьбы с шагом до 3 мм одним резцом.
1.Определить диаметр заготовки под резьбу, обточить заготовку и проточить канавку для выхода резца.
2.Заточить чистовой резец для нарезания трапецеидальной резьбы, проверить его заточку по шаблону.
3.Установить державку с резцом в резцедержателе и проверить положение резца по точно подрезанным торцам детали, закрепить резец предварительно и проверить его установку шаблоном. Закрепить резец окончательно (главная режущая кромка резца должна быть расположена точно на линии центров и параллельно оси резьбы).
4.Наладить станок для нарезания заданной резьбы.
5.Подавая резец при каждом проходе приблизительно на 0,1 мм, нарезать полный профиль резьбы.
6.Проверить профиль резьбы выступом шаблона, располагаемым перпендикулярно к боковым поверхностям канавки, проверить средний диаметр резьбы вырезом шаблона.
Упражнение в нарезании трапецеидальной резьбы с шагом более 5 мм тремя резцами.
1.Подготовить заготовку под резьбу.
2.Заточить три резца соответственно схеме обработки:
Нарезание трапециидальной резьбы тремя резцами
* прорезной прямой с шириной режущей кромки меньше половины шага резьбы на 0,2–0,3 мм;
* узкий прорезной с шириной меньше окончательной ширины впадины на 0,2–0,3 мм;
*профильный (затачивается по шаблону).
3. Установить прорезные резцы перпендикулярно к боковым сторонам винтовой канавки или параллельно оси резьбы на высоте линии центров в зависимости от угла подъема резьбы; закрепить черновые и чистовой — профильный резцы в резцедержателе; вместе с мастером производственного обучения проверить заточку и правильность установки резцов.
Нарезание трапецеидальной резьбы по методу, применяемому на Московском заводе шлифовальных станков
4.Наладить станок для нарезания заданной резьбы.
5.Первым прорезным резцом прорезать канавку до половины ее глубины.
6.Вторым (узким) прорезным резцом прорезать канавку до внутреннего диаметра резьбы.
7.Профильным резцом нарезать резьбу окончательно.
8.Проверить резьбу шаблоном и резьбовым калибром.
Упражнение в нарезании трапецеидальной резьбы при помощи трех резцов.
1.Подготовить, заготовку под нарезание трапецеидальной резьбы.
2.Согласно схеме обработки, заточить три резца: профильный черновой (а), канавочный (б) и профильный чистовой (б).
3.Наладить станок для нарезания заданной резьбы.
4.Нарезать первым профильным резцом трапецеидальную канавку на 85% ее глубины.
5.Обработать канавочным резцом дно трапецеидальной канавки.
6.Окончательно нарезать и зачистить профильным чистовым резцом боковые стороны профиля резьбы.
7.Проверить резьбу шаблоном и резьбовым калибром. Другим методам нарезания прямоугольной и трапецеидальной резьб рекомендуется обучить учащихся в комплексны работах.
НАРЕЗАНИЕ НАРУЖНОЙ ТРЕУГОЛЬНОЙ РЕЗЬБЫ РЕЗЦОМ
Мастер начинает вводный инструктаж с подготовки детали для нарезания резьбы.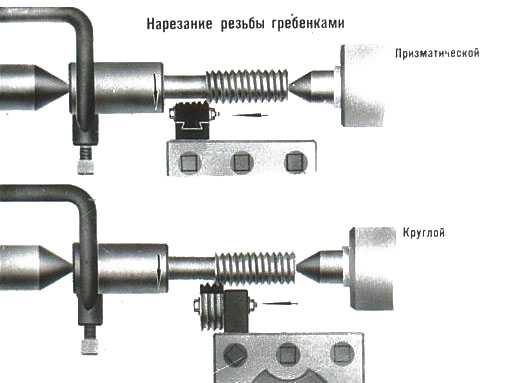 Он начисто обтачивает нарезаемый участок детали, предварительно показав учащимся, как определить по таблице диаметр нарезаемого стержня в зависимости от наружного диаметра резьбы. Далее он обтачивает на правом конце детали ступеньку (так называемую «заточку») длиной 2 – 3 мм и диаметр, равным внутреннему диаметру резьбы, и при этом объясняет учащимся, что, заканчивая нарезание резьбы, последним проходом подводят вершину резца к поверхности ступеньки и, таким образом, получают правильный внутренний диаметр резьбы. Когда это достигнуто, ступеньку срезают. Мастер также показывает, как в конце нарезаемой части детали (если деталь должна иметь резьбу не на всей своей длине) протачивается канавка полукруглого или фасонного профиля для выхода резьбового резца. Он обращает внимания учащихся на то, что дно канавки должно быть глубже впадины резьбы на 0,1–0,2 мм, а ширина канавки должна равняться двум-трем шагам резьбы. Далее демонстрируются проверка заточки резьбового резца и его установка при помощи шаблона, при этом подчеркивается, режущую кромку резца необходимо расположить точно на линии центров, при этом средняя линия профиля резца должна быть перпендикулярна к оси нарезаемой резьбы.
Он начисто обтачивает нарезаемый участок детали, предварительно показав учащимся, как определить по таблице диаметр нарезаемого стержня в зависимости от наружного диаметра резьбы. Далее он обтачивает на правом конце детали ступеньку (так называемую «заточку») длиной 2 – 3 мм и диаметр, равным внутреннему диаметру резьбы, и при этом объясняет учащимся, что, заканчивая нарезание резьбы, последним проходом подводят вершину резца к поверхности ступеньки и, таким образом, получают правильный внутренний диаметр резьбы. Когда это достигнуто, ступеньку срезают. Мастер также показывает, как в конце нарезаемой части детали (если деталь должна иметь резьбу не на всей своей длине) протачивается канавка полукруглого или фасонного профиля для выхода резьбового резца. Он обращает внимания учащихся на то, что дно канавки должно быть глубже впадины резьбы на 0,1–0,2 мм, а ширина канавки должна равняться двум-трем шагам резьбы. Далее демонстрируются проверка заточки резьбового резца и его установка при помощи шаблона, при этом подчеркивается, режущую кромку резца необходимо расположить точно на линии центров, при этом средняя линия профиля резца должна быть перпендикулярна к оси нарезаемой резьбы. Нужно сказать, как регулируют установку резца по просвету между режущими кромками и вырезом шаблона. Следующий этап инструктажа — показ и объяснение (с привлечением соответствующих таблиц) кинематической наладки станка для нарезания резьбы. Демонстрируется установка сменных зубчатых колес на гитаре, а также перевод рукояток коробки подач в соответствующие положения. Рекомендуется поручить нескольким учащимся наладить коробку подач на нарезание метрической и дюймовой резьбы.
Нужно сказать, как регулируют установку резца по просвету между режущими кромками и вырезом шаблона. Следующий этап инструктажа — показ и объяснение (с привлечением соответствующих таблиц) кинематической наладки станка для нарезания резьбы. Демонстрируется установка сменных зубчатых колес на гитаре, а также перевод рукояток коробки подач в соответствующие положения. Рекомендуется поручить нескольким учащимся наладить коробку подач на нарезание метрической и дюймовой резьбы.
Наладив станок на соответствующую подачу и необходимую скорость резания, мастер производит черновое нарезание резцом, закрепленным в жесткой державке. Он показывает приемы вывода резца из канавки и способы его возвращения в исходное положение, а также приемы ввода в канавку резца, вернувшегося в исходное положение, при четной резьбе. Приемы ввода резца в канавку при нечетной резьбе демонстрируются отдельно. Установив предварительно обработанную заготовку, мастер соответственно настраивает подачу и затем показывает, что для попадания резцом в канавку резьбы при новом проходе нужно, чтобы деталь, ходовой винт и суппорт занимали такое же положение, как и в начале нарезания резьбы.
Если в мастерской имеются станки с резьбоуказателями, необходимо научить учащихся пользоваться этими приспособлениями. Следует также показать, как надо установить переточенный резьбовой резец, чтобы закончить им начатую операцию. В заключение демонстрируется чистовое нарезание резьбы резцом, закрепленным в пружинящей державке, или пружинящим резьбовым резцом.
Упражнение в нарезании треугольной резьбы с шагом до мм при поперечной подаче резца.
1)Наладить станок для обработки детали под нарезание резьбы и произвести эту обработку:
а)обточить начисто нарезаемый стержень;
б)обточить на правом конце заготовки ступеньку (сделать «заточку») длиной 2–3 мм и диаметром, равным внутреннему диаметру резьбы;
в)проточить канавку для выхода резьбового резца, предварительно определив ее положение на детали.
2.Наладить станок на нарезание треугольной резьбы, для чего снять резцы, которыми велась подготовительная обработки детали; взять резьбовой резец и проверить шаблоном, соответствует ли его форма профилю нарезаемой резьбы. Установим при помощи шаблона резьбовой резец так, чтобы его режущая кромка была точно на высоте центров, а средняя линия его профиля была перпендикулярна к оси детали (с этой целью приложить шаблон к цилиндрической поверхности детали в горизонтальной плоскости точно по оси детали, ввести резец в вырез шаблона и на просвет определить, есть ли зазор между режущими кромками резца и вырезом). При необходимости исправить установку резца, снова проверить его положение и прочно закрепить резец в резцедержателе; произвести кинематическую наладку станка на требуемое число оборотов шпинделя и механическую подачу.
Установим при помощи шаблона резьбовой резец так, чтобы его режущая кромка была точно на высоте центров, а средняя линия его профиля была перпендикулярна к оси детали (с этой целью приложить шаблон к цилиндрической поверхности детали в горизонтальной плоскости точно по оси детали, ввести резец в вырез шаблона и на просвет определить, есть ли зазор между режущими кромками резца и вырезом). При необходимости исправить установку резца, снова проверить его положение и прочно закрепить резец в резцедержателе; произвести кинематическую наладку станка на требуемое число оборотов шпинделя и механическую подачу.
3.Включить вращение шпинделя, снять фаску под углом 30 градусов на правом конце нарезаемой детали
4.Пользуясь лимбом винта поперечной подачи, установить резец на глубину резания, включить ходовой винт и замкнуть маточную гайку, нарезать резьбу.
5.Перемещением поперечных салазок суппорта быстро вывести резец из канавки на детали, сообщить суппорту обратным ход и установить каретку суппорта в начальное положение.
6.За несколько проходов, глубиной 0,06–0,2 мм каждый, нарезать резать резьбу начерно, оставив припуск под чистовое нарезание.
7.Взять резьбовой чистовой резец, закрепленный в пружинящей державке, и установить по шаблону.
8.Подвести резец к боковой поверхности контрольной ступеньки («заточки») и, включив подачу, нарезать резьбу начисто.
9.Проверить резьбу резьбовым кольцом.
10.Снять резьбовой резец и установить в резцедержателе подрезной резец, срезать контрольную ступеньку.
Первые упражнения следует проводить на предварительно подготовленной заготовке. По мере усвоения учащимися приёмов нарезания резьбы им поручается вся обработка детали, начиная с черновой обточки. Уже в самом начале работы учащихся по нарезанию резьб мастер должен организовать упражнения по затачиванию и доводке резьбовых резцов, разбив группу на бригады по 2–4 человека в каждой.
Упражнение в нарезании треугольной резьбы с шагом больше 2 мм
Перед упражнением нужно объяснить учащимся как особенности заточки резца, применяемого для нарезания резьбы при повороте верхней части суппорта на угол, равный половине угла профиля резьбы, так и особенности установки резца для работы этим способом. Кроме того, необходимо показать, как производится подача резца (боковое врезание левой режущей кромкой) перемещением верхней части суппорта под углом к оси профиля резьбы. Следует предупредить учащихся, что при выводе резца из канавки перемещают поперечные салазки суппорта на себя, не трогая верхних салазок. В прежнее положение устанавливают поперечные салазки по лимбу или по упору; углубление резца в металл производится перемещением верхних салазок суппорта при помощи лимба.
Кроме того, необходимо показать, как производится подача резца (боковое врезание левой режущей кромкой) перемещением верхней части суппорта под углом к оси профиля резьбы. Следует предупредить учащихся, что при выводе резца из канавки перемещают поперечные салазки суппорта на себя, не трогая верхних салазок. В прежнее положение устанавливают поперечные салазки по лимбу или по упору; углубление резца в металл производится перемещением верхних салазок суппорта при помощи лимба.
Что касается упражнения, то оно выполняется так же, как и предыдущее.
В учебно-производственные работы по нарезанию наружной треугольной резьбы следует включить также нарезание левой и нечетной резьбы, нарезание резьбы с выходом к уступу и со свободным выходом, черновое нарезание треугольной резьбы с калибровкой ее плашками, нарезание резьбы призматическими и дисковыми гребенками.
Подобные документы
Классификация, производственная структура и состав машиностроительных заводов. Особенности процесса резания при нарезании резьбы резцом, необходимые движения и размеры срезаемого слоя. Материал, конструкции и геометрические параметры инструмента.
Материал, конструкции и геометрические параметры инструмента.
реферат [25,1 K], добавлен 16.02.2011
Общая характеристика резьб, их разновидности и отличительные признаки, основные элементы. Методика и технология нарезания наружной и внутренней резьбы. Этапы и способы накатывания и фрезерования резьбы, назначение данных операций в производстве.
реферат [200,0 K], добавлен 23.12.2009
Методика расчета скорости резания при обтачивании и растачивании резцами из твердых сплавов, при нарезании резьбы метчиком, поправочные коэффициенты. Допустимая скорость резания при сверлении, ее повышение за счет улучшения геометрии режущей части.
презентация [432,5 K], добавлен 29.09.2013
Основные типы токарных станков. Главный привод станка. Механизм и коробка подач. Общие требования к организации рабочего места слесаря. Нарезание резьбы. Понятие о резьбе. Отрезной резец. Основные элементы резьбы. Основные типы резьбы и их обозначение.
реферат [2,5 M], добавлен 01. 11.2008
11.2008
Виды резьбы: классификация, изображение. Соединения деталей с помощью болтов, винтов, шпилек. Нарезание наружной, внутренней резьбы. Смазывание резьбонарезного инструмента. Правила упрощенных и условных изображений крепежных деталей на сборочных чертежах.
курсовая работа [3,0 M], добавлен 16.06.2015
Особенности настройки станка 16К20 для нарезания стандартной модульной резьбы и нестандартной дюймовой резьбы. Выбор материала для заготовки. Определение диапазона частоты вращения шпинделя. Настройка винторезной цепи с использованием гитары станка.
контрольная работа [185,6 K], добавлен 26.12.2013
Техническая характеристика токарного станка. Разработка конструкции устройства для нарезания конической резьбы и технологического маршрута. Расчет предохранительной муфты, размеры направляющей угольника. Меры по обеспечению безопасных условий труда.
дипломная работа [1,3 M], добавлен 12.08.2017
Дефект деталей (износ или срыв резьбы) и способы их восстановления: наплавка электродной проволоки, точение вала, нарезание резьбы. Подбор диаметра электродной проволоки и силы сварочного тока. Выбор параметров режима резания при токарной обработке.
Подбор диаметра электродной проволоки и силы сварочного тока. Выбор параметров режима резания при токарной обработке.
курсовая работа [162,1 K], добавлен 16.11.2010
Требования к сталям для измерительного инструмента для контроля размера резьбы при изготовлении деталей. Влияние легирующих элементов на свойства инструментальной стали. Основы теории термической обработки. Особенности предварительной обработки.
контрольная работа [1,3 M], добавлен 10.07.2014
Виды резьбы. Плосковыемчатая резьба. Плоскорельефная резьба. Рельефная резьба. Прорезная резьба. Скульптурная резьба. Домовая резьба. Инструмент. Геометрическая резьбе. Элементы геометрической резьбы. Подготовка заготовки к резьбе.
Нарезание резьбы прямоугольного и трапецеидального профиля
Нарезание резьбы такого профиля имеет ряд отличительных особенностей от нарезания треугольных резьбы. Прямоугольные и трапецеидальные резьбы часто бывают с двух-, трех- и с большим числом заходов, а следовательно, и угол подъема винтовой линии может быть значительно больше угла подъема винтовой линии треугольных резьбы и достигать значений |/>40°.
При нарезании резьбы прямоугольного и трапецеидального профиля применяют стержневые резцы. Форма профиля резца должна соответствовать профилю, который получается в пересечении винтовой поверхности резьбы с передней поверхностью резца. Главная режущая кромка резца должна быть параллельной оси нарезаемой резьбы. Передний угол резца равен нулю, а задний – 6-8°.
Для обеспечения нормальных условий резания необходимо, чтобы действительный задний угол был не менее 3°. При нарезании правозаходной резьбы задний угол у левой режущей кромки резца должен быть на 2° больше угла подъема резьбы, а задний угол у правой режущей кромки – около 3°. При нарезании лево- заходной резьбы значения этих углов изменяют на противоположные.
Наиболее распространены два способа установки резца при нарезании резьбы с углом |/>4° подъема винтовой линии. При первом способе главную режущую кромку резца устанавливают параллельно оси детали (рис. 10.11,а), что позволяет нарезать резьбу, профиль которой совпадает с профилем резца. Недостатками этого способа являются неодинаковые условия работы боковых режущих кромок резца. Угол резания у правой боковой кромки резца больше 90°(-уо), что ухудшает условия резания. Для улучшения их на передней поверхности вдоль этой режущей кромки выполняют канавку (рис. 10.11,6). Угол резания у левой боковой кромки резца получается меньше 90°, что ослабляет режущую кромку, снижает ее стойкость. В результате резец приходится часто перетачивать. Кроме того, с увеличением угла подъема резьбы возрастает нагрузка на резец, он отклоняется влево и вниз, что может привести к подрезанию профиля резьбы.
Недостатками этого способа являются неодинаковые условия работы боковых режущих кромок резца. Угол резания у правой боковой кромки резца больше 90°(-уо), что ухудшает условия резания. Для улучшения их на передней поверхности вдоль этой режущей кромки выполняют канавку (рис. 10.11,6). Угол резания у левой боковой кромки резца получается меньше 90°, что ослабляет режущую кромку, снижает ее стойкость. В результате резец приходится часто перетачивать. Кроме того, с увеличением угла подъема резьбы возрастает нагрузка на резец, он отклоняется влево и вниз, что может привести к подрезанию профиля резьбы.
40°”/>
Рис. 10.11. Способы (a-в) установки резца при нарезании резьбы с углом наклона винтовой линии у>40°.
При втором способе (рис. 10.11,в) главную режущую кромку резца устанавливают перпендикулярно винтовой линии, т.е. боковым поверхностям резьбовой канавки. В этом случае обе боковые режущие кромки находятся в одинаковых более благоприятных условиях работы. Недостатком этого способа является искажение профиля резьбы, которое тем больше, чем больше угол подъема резьбы.
Недостатком этого способа является искажение профиля резьбы, которое тем больше, чем больше угол подъема резьбы.
Учитывая достоинства и недостатки каждого способа, второй способ установки резца используют при черновых рабочих ходах для снятия больших припусков. При нарезании резьбы с шагом 3-4 мм, а также при чистовых рабочих ходах (с припуском 0,2-0,3 мм) применяют первый способ установки резца. Главную режущую кромку устанавливают точно на линии центров станка с помощью поворотной головки 3 (рис. 10.12). Фиксируют головку в нужном положении (по риске А относительно шкалы В) винтом 6, который навинчивают на стержень 5 головки по резьбе с крупным шагом и ввинчивают в корпус 4 резца по резьбе с мелким шагом. Такое устройство позволяет надежно закреплять головку 3 в нужном положении. Резец 1 закрепляют в головке винтом 2.
Рис. 10.12. Державка с поворотной головкой для резьбового резца
Рис. 10.13. Блок из двух резцов для нарезания трапецеидальной резьбы:
1- трапецеидальный (профильный) резец, 2 – прорезной резец
Рис. 10.14. Патроны для нарезания многозаходной резьбы:
10.14. Патроны для нарезания многозаходной резьбы:
1,2, 3 и 4 – прорези для нарезаний двух- и четырехзаходной резьбы,
Г, 2′ и 3′ – прорези для нарезания трехзаходной резьбы, 5 – поводковая часть, 6 – корпус,
Иногда головку резца выполняют с прорезью, которая позволяет резцу незначительно отжиматься для повышения качества обработанной поверхности.
Трапецеидальные резьбы с шагом более 3-4 мм нарезают двумя способами. По первому способу канавочным резцом, ширина которого на 0,1-0,2 мм меньше ширины профиля резьбы, прорезают винтовую канавку с внутренним диаметром, равным внутреннему диаметру нарезаемой резьбы, а затем винтовой канавке придают форму трапеции (правым и левым резцами), ширина основания которой по наружному диаметру резьбы на 0,3-Ю,4 мм меньше требуемой. Окончательную обработку боковых поверхностей резьбы производят резцом с полным профилем. По второму способу трапецеидальным резцом прорезают профильную канавку, ширина которой по среднему диаметру резьбы на 0,3^0,4 мм меньше требуемой, а затем эту канавку прорезают прорезным резцом на глубину для получения внутреннего диаметра резьбы. Окончательную обработку боковых поверхностей резьбы производят резцом с полным профилем (рис. 10.13).
Окончательную обработку боковых поверхностей резьбы производят резцом с полным профилем (рис. 10.13).
Нарезание прямоугольной и трапецеидальной резьб
Нарезание прямоугольной и трапецеидальной резьб считается одной из наиболее сложных токарных работ. Эти резьбы изготовляют однозаходными и многозаходными.
Установка резца. Существует два способа установки резьбового резца при нарезании прямоугольной резьбы. Первый способ. Главная режущая кромка резца аб может быть установлена параллельно оси детали (рис. 323, слева), точно по линии центров станка; в этом случае получаемый профиль резьбы будет точно совпадать с профилем режущей части резца и винт получит правильную форму. Однако углы резания у правой и левой боковых режущих кромок будут различны: у правой кромки угол резания 6i тупой и резец в этом месте будет не резать металл, а скоблить его; у левой кромки условия резания более благоприятны, так как угол резания 6з будет значительно меньше 90°, зато эта кромка будет сильно ослаблена и быстро затупится.
Второй способ. Главную режущую кромку а’ б’ устанавливают перпендикулярно боковым стенкам резьбы, как показано на рис. 323, справа. В этом случае обе боковые режущие кромки будут резать одинаково хорошо, но профиль резьбы а, не будет точно совпадать с профилем резца, – дно канавки получится не плоским, а вогнутым. По этой причине такой установкой обычно пользуются только для чернового нарезания канавки. При чистовых проходах резец должен быть установлен согласно рис. 323, слева. В этом случае необходимо следить, чтобы вершина резца находилась точно на высоте центров. Токари-новаторы для установки резцов при нарезании резьб, прямоугольного и трапецеидального профилей пользуются специальными державка ми (рис. 324) . Эти державки удобны тем, что при изменении угла подъема резьбы для них не требуется специальной заточки резца. Кроме того, устраняется частая переточка резцов, когда меняется диаметр или число заходов резьбы.
Державка, показанная на рис. 324, состоит из трех частей: поворотной части 2, корпуса 5 и гайки 6. В поворотной части имеется гнездо для резца 1, закрепляемого винтом 3, и буртик 4. На буртике нанесена шкала с градусными делениями, с помощью которой можно отсчитывать поворот согласно углу подъема резьбы т, не производя специальной заточки резца. Токарю достаточно иметь несколько заготовленных резцов для основных профилей, которые при наличии такой державки будут годны для различных диаметров резьбы и различных заходов (двух, трех, четырех и т. д.)
В поворотной части имеется гнездо для резца 1, закрепляемого винтом 3, и буртик 4. На буртике нанесена шкала с градусными делениями, с помощью которой можно отсчитывать поворот согласно углу подъема резьбы т, не производя специальной заточки резца. Токарю достаточно иметь несколько заготовленных резцов для основных профилей, которые при наличии такой державки будут годны для различных диаметров резьбы и различных заходов (двух, трех, четырех и т. д.)
Приемы нарезания прямоугольной резьбы. Приступая к нарезанию прямоугольной резьбы, необходимо прежде всего правильно установить резьбовой резец. Правильное положение резца относительно детали и профиль резца проверяют шаблонами (см. рис. 322).
Нарезают прямоугольную резьбу сразу одним резцом, ширина которого равна ширине канавки, или несколькими резцами. Резьбу с шагом до 3-4 мм можно нарезать одним резцом с мерной шириной режущей кромки. Крупную (с шагом больше 4 мм) и точную резьбу лучше прорезать сначала черновым резцом шириной, равной 3/4 ширины полного профиля резьбы, а затем окончательно пройти ее чистовым резцом во всю ширину канавки (рис. 325, а). Можно поступить и так: прорезать резьбы тем же черновым резцом, а затем каждую боковую поверхность канавки обработать отдельным подрезным резцом (рис. 325, б). Второй способ дает более чистую и точную резьбу, но требует большей затраты времени; такая операция, кроме того, требует высокой квалификации токаря.
325, а). Можно поступить и так: прорезать резьбы тем же черновым резцом, а затем каждую боковую поверхность канавки обработать отдельным подрезным резцом (рис. 325, б). Второй способ дает более чистую и точную резьбу, но требует большей затраты времени; такая операция, кроме того, требует высокой квалификации токаря.
Нарезание наружной трапецеидальной резьбы. Трапецеидальная резьбы имеет профиль трапеции с углом при вершине 30°. Наклон боковых сторон профиля трапецеидальной резьбы облегчает сход стружки и позволяет нарезать ее более чисто и точно, чем прямоугольную.
Угла заточки и способы установки резцом такие же, как и при нарезации прямоугольных резьб.
В зависимести от размеров, точности и чистоты трапецеидальную резьбу можно нарезать одним, двумя, тремя и четырьмя резцами. Мелкая трапецеидальная резьба нарезается одним резцом с режущей частью, соответствующей профилю резьбы; крупная резьба нарезается двумя, тремя или четырьмя резцами.
Нарезание трапецеидальной резьбы четырьмя резцами показано на рис. 326.
326.
Прорезным резцом, имеющим ширину, равную ширине канавки на внутреннем диаметре, предварительно прорезают впадину (канавку) на глубину внутреннего диаметра резьбы (рис. 326, а). После этого устанавливают трапецеидальный резец с кромкой, несколько меньшей ширины профиля нарезаемой резьбы, и нарезают им сначала правую, а потом левую сторону резьбы (рис. 326, б, в). Окончательная отделка профиля производится резьбовым резцом (рис. 326, г), профиль режущей части которого соответствует профиля резьбы.
На рис. 327 показаны более производительные приемы нарезания трапецеидальной резьбы прорезным и двумя подрезными резцами. Сначала прорезным резцом, имеющим ширину, равную полной ширине канавки у дна, прорезают канавку до внутреннего диаметра (рис. 327, а). Далее применяют два подрезных резца – левый и правый. Левым подрезным резцом срезают левый боковой уступ, а правым подрезным резцом – правый уступ. Хотя этот способ и проще предыдущего, однако он доступен лишь токарям высокой квалификации.
На рис. 328 показаны приемы нарезания трапецеидальной резьбы последовательно тремя резцами. Предварительно нарезают резьбы прорезными резцами 1 и 2 и окончательно – профильным резцом 3. Прорезным резцом 1, имеющим ширину, равную ширине канавки по среднему диаметру резьбы минус 2 мм, прорезают канавку до середины профиля резьбы. После этого прорезным резцом 2, имеющим ширину, равную ширине дна канавки, прорезают канавку до внутреннего диаметра резьбы. Затем профильным резцом 3 резьбы нарезается окончательно.
Для нарезания трапецеидальной резьбы применяют резцы с пластинками из твердого сплава Т15К6. Нарезание производится двумя резцами – черновым и чистовым. Черновой резец (а) имеет угол профиля 50°, передний угол γ = -3° и задний угол а = 3-5° (для повышения прочности резца). Чистовой резец (б) имеет угол профиля, равный углу профиля резьбы (в данном случае 40°).
Нарезают резьбы за 6-7 проходов с глубиной врезания 0,6-0,7 мм, причем последний проход – зачистной; при этом скорость резания – от 155 до 450 м/мин при обработке стали резцами, оснащенными твердым сплавом Т15К6.
Проверка профиля резьбы. Для проверки профиля впадины трапецеидальной и прямоугольной резьб применяют шаблоны, изготовляемые для каждого профиля и каждого шага резьбы. На рис. 330 показана проверка шаблоном профиля трапецеидальной резьбы. Шаблон устанавливают перпендикулярно к винтовой линии резьбы и по его прилеганию к боковым стенкам резьбы (отсутствие просвета) определяют правильность профиля впадины.
Нарезание внутренней трапецеидальной резьбы. Нарезают внутреннюю резьбы так же, как и наружную того же профиля. Резьбы с шагом до 3 мм нарезается сразу одним резцом с профилем режущей части, соответствующей профилю резьбы. Резец в резцедержателе устанавливается точно по шаблону.
Читайте также: Пескоструйный аппарат как выбрать
Помимо этого изделия разделаются на правые и левые, что зависит от направленности резца, который закреплен в станке. Естественно, что это оказывает влияние и на резьбу, так как для внутренней и внешней нужно использовать вещи одной направленности, иначе ни о каком нормальном соединении не может быть и речи. Резец резьбовой для нарезания трапецеидальной резьбы может иметь еще различные размеры и материалы изготовления, так что нужно знать, с какими заготовками будет вестись работа, чтобы сделать правильный выбор.
Резцы для упорной резьбы изготавливаются как из твердосплавных материалов, которые отлично подходят для жестких материалов и могут отлично противостоять вибрациям и повышению температуры, возникающему во время длительной работы.
Внешний вид данного инструмента заметно выделяется среди остальных, так что его можно легко отличить от остальных. Но здесь имеются практически все основные элементы, встречающиеся в стандартных резцах.
Основной режущей частью является главная кромка инструмента, которая располагается там, где пересекаются передняя и задняя поверхность резца. Также на нем имеется и вспомогательная кромка. Эта часть располагается там, где пересекаются передняя и задняя вспомогательная кромка.
Пересечением главной и вспомогательной вершиной режущей кромки называется вершина резца.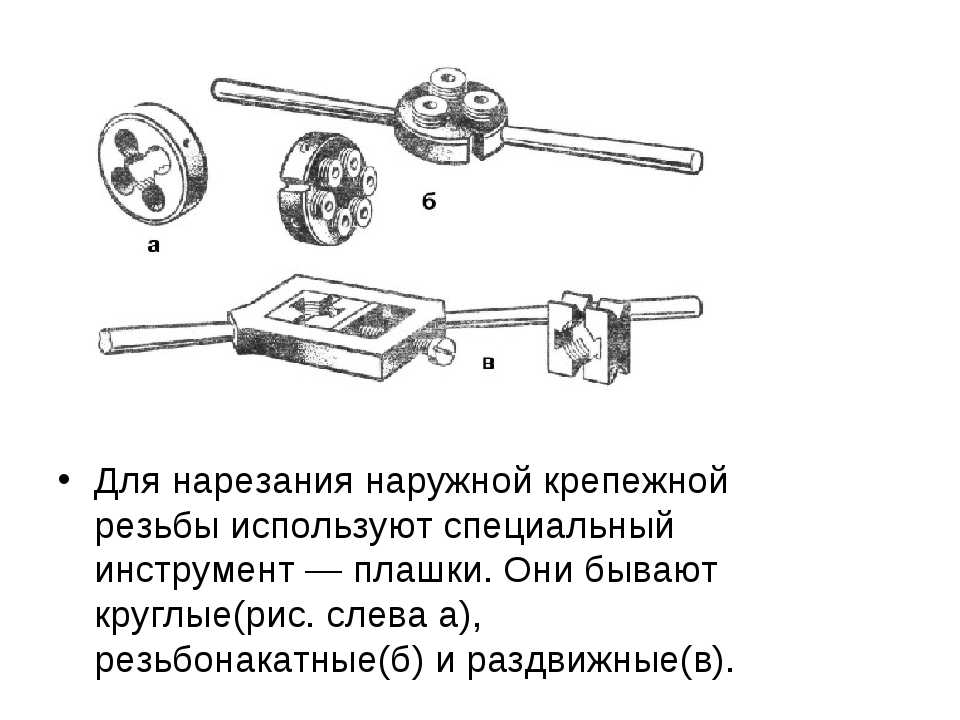 Она выполняет основную работу по нарезке резьбе и задает ее формую. Головка является главным рабочим элементом, так как стержень служит только для закрепления в станке.
Она выполняет основную работу по нарезке резьбе и задает ее формую. Головка является главным рабочим элементом, так как стержень служит только для закрепления в станке.
Нарезание трапецеидальной резьбы резцом является довольно сложным процессом, многое в котором зависит от правильности выбора инструмента.
«Совет профессионалов! Нередко резцы данного типа обрабатываются мастерами самостоятельно для получения нужных размеров, так что при этом не стоит забывать об обработки другого инструмента, который будет нарезать внутреннюю или внешнюю резьбу.»
При выборе особое внимание стоит обращать на заточку инструмента. Когда подбирается резьба трапецеидальная, то заточка резца должна соответствовать размерам заготовки. Ширина прореза и его глубина должна быть пропорциональна обрабатываемой детали. Большие инструменты, как правило, сталкиваются с большим количеством нагрузок, поэтому, температура резца во время работы заметно повышается. Необходимо отдавать предпочтение, в таком случае, твердосплавным материалам. При небольшом погружении с мелким шагом в заготовках из мягкого металла подойдут и инструменты из быстрорежущей стали.
При небольшом погружении с мелким шагом в заготовках из мягкого металла подойдут и инструменты из быстрорежущей стали.
Нарезание трапецеидальной резьбы резцом нередко происходит в несколько заходов. Эта необходимость возникает по той причине, что здесь нет очень острых углов, как это видно в других деталях. Главная режущая кромка должна быть расположена параллельно нарезаемой оси. Задний угол должен иметь отклонение примерно в 6-8 градусов. В свою очередь это должно быть всего на 2 градуса выше угла подъема, под которым расположена линия подъема. Здесь нужно строго соблюдать все правила установки, так как при повторном проходе действия должны точно повторять предыдущие, для чего и разрабатывается сложная система заточки. Сам процесс осуществляется простыми равномерными поступающими движениями.
На примере реза ВК15 можно рассмотреть особенности маркировки этих изделий. Данная марка относится к быстрорежущей стали твердых сплавов вольфрамовой группы. Содержания карбида вольфрама в ней составляет 85%, а кобальта (К15) – 15%.
Нарезание резьбы гребенками производится следующим образом: гребенка, закрепленная на державке в резцедержателе, подается до касания с вращающейся деталью, затем отводится вправо и по лимбу подается на полную глубину зуба. Включается маточная гайка и нарезается резьба. В конце нарезания маточная гайка выключается и гребенка возвращается в исходное положение.
Нарезание прямоугольной резьбы. Прямоугольная резьба с шагом нарезается одним резцом предварительно и окончательно. Резец затачивается по шаблону и устанавливается точно по оси центров так» чтобы режущая кромка была параллельна оси резьбы. При заточке необходимо учитывать угол подъема винтовой линии (чтобы резец не скоблил боковую поверхность профиля).
Резец приспосабливают к углу подъема винтовой линии путем заточки бокового заднего угла, левого (при нарезании правой резьбы) и бокового правого угла (при нарезании левой резьбы). При этом боковой левый угол (при нарезании правой резьбы) будет равен (2—3°). Боковой правый угол в этом случае должен быть равен 2-3°. При нарезании левой резьбы, наоборот, боковой левый угол будет равен 2-3°, а боковой правый (2—3°). Это же положение сохраняется и при нарезании трапецеидальных резьб. Прямоугольная резьба с шагом более 5 мм нарезается двумя резцами: прорезным й чистовым. Прорезной резец устанавливается так, чтобы его режущая кромка образовывала угол 90° с боковыми сторонами нарезки, причем канавка будет несколько уже. Чистовой резец устанавливается так, как в предыдущем случае.
При нарезании левой резьбы, наоборот, боковой левый угол будет равен 2-3°, а боковой правый (2—3°). Это же положение сохраняется и при нарезании трапецеидальных резьб. Прямоугольная резьба с шагом более 5 мм нарезается двумя резцами: прорезным й чистовым. Прорезной резец устанавливается так, чтобы его режущая кромка образовывала угол 90° с боковыми сторонами нарезки, причем канавка будет несколько уже. Чистовой резец устанавливается так, как в предыдущем случае.
Для обеспечения наклона нормально заточенного прорезного резца на угол (2-3°) используется специальная державка. Резец крепится в головке винтом. Наклон резца на требуемый угол производится путем поворота головки, используя шкалу и риску.
Подача прорезного резца на глубину составляет 0,5—0,3 мм на первом проходе и 0,4—0,2 мм — на последующих проходах. Чистовой резец подается на 0,2—0,02 мм на проход.
Нарезка трапецеидальной резьбы. Трапецеидальная резьба с шагом до 5 мм нарезается одним резцом, имеющим профиль канавки резьбы. Резец устанавливается по оси центров так, чтобы ось профиля резца была перпендикулярна оси резьбы. Подача резца на глубину резания ведется по лимбу поперечной подачи. Ее величина постепенно уменьшается от 0,5—0,4 мм на первом проходе до 0,1—0,02 мм на окончательном проходе.
Резец устанавливается по оси центров так, чтобы ось профиля резца была перпендикулярна оси резьбы. Подача резца на глубину резания ведется по лимбу поперечной подачи. Ее величина постепенно уменьшается от 0,5—0,4 мм на первом проходе до 0,1—0,02 мм на окончательном проходе.
Нарезание резьбы с шагом более 5 мм ведется двумя резцами: сначала нарезается прямоугольная винтовая канавка прорезным канавочным резцом с шириной режущей кромки, равной ширине впадины резьбы (канавка прорезается в несколько проходов до полной глубины резьбы), затем профильным трапецеидальным резцом производится окончательное нарезание с поперечной подачей резца на глубину.
Резьба с крупным шагом (более 12 мм) нарезается тремя резцами: двумя прорезными канавочными — широким и узким и чистовым профильным трапецеидальным резцом.
Широкий прорезной резец имеет ширину режущей кромки, равную ширине впадины по среднему диаметру минус 0,2—0,3 мм, узкий резец — ширине впадины по внутреннему диаметру. Резцы устанавливаются, как обычно, по высоте центров перпендикулярно оси детали.
Сначала прорезается широкая винтовая канавка, затем узкая на полную глубину резьбы. Окончательная обработка производится трапецеидальным резцом. Резьба проверяется шаблоном.
Ничего кроме резца с нужным профилем и головы не нужно. А мелкую внутреннюю режут метчиком.
сегодня узнал у другого токоря ,говорит что вроде бы тожно надо менять шестиерню на гитаре, но точно сказать не смог. Трапецеидальная резьба. Как нарезать на токарном?
Не телепайте токарей, посмотрите в мануале, какой блок шестерен нужен для нарезания резьбы с нужным шагом.
Трапецеидальная резьба. Как нарезать на токарном? 1. Резец нужного профиля 2. Выставляем нужный шаг резьбы. 3. Если резьба большого шага резьбовым или фасонным подгодящего профиля продрать впадину. 4. Шестерни нужны если коробка подач не обеспечивает нужного шага. Трапецеидальная резьба. Как нарезать на токарном? может быть еще вопрос в том резьба однозаходняя или многозаходняя режиться просто выставляется шар и берется необходимый резец вот и вся хитрость .
Объединяющая сила: cоветы экспертов по нарезанию резьбы резцами
Инструмент Sandvik для нарезания резьбыСоветы экспертов по нарезанию резьбы резцами.
Без резьбы невозможно было бы вкрутить лампочку или закрыть банку с маринованными огурцами. В резьбе применяется принцип наклонной плоскости для скрепления двух компонентов или движения одного относительно другого – например, установочный винт на опорном домкрате или контргайка для его затягивания. В отличие от таких видов крепежа, как заклепки, сварные швы и клей, резьба часто носит временный характер. Замена шины или прикручивание телевизора к стене потребовали бы гораздо больше усилий без резьбовых соединений. Другие виды резьбы – например, для фиксации тазобедренного шарнира или удерживания элементов детского спортивного комплекса – должны оставаться на месте в течение всего срока службы.
В большинстве случаев резьба определяется по основному – наружному – диаметру и шагу. Мотор в вашем снегоочистителе, скорее всего, закреплен несколькими шестигранными болтами с резьбой M10 x 1,5. Основной диаметр резьбы в этом случае меньше 10 мм, и болт продвигается на шаг или 1,5 мм на оборот гаечного ключа. Такие болты снегоочистителя имеют довольно распространенную треугольную резьбу с углом 60°, но есть и такие виды, как трапецеидальная резьба ACME 29º, дюймовая резьба Витворта 55°, прямоугольная, трапецеидальная трубная резьба и множество других разновидностей.
Основной диаметр резьбы в этом случае меньше 10 мм, и болт продвигается на шаг или 1,5 мм на оборот гаечного ключа. Такие болты снегоочистителя имеют довольно распространенную треугольную резьбу с углом 60°, но есть и такие виды, как трапецеидальная резьба ACME 29º, дюймовая резьба Витворта 55°, прямоугольная, трапецеидальная трубная резьба и множество других разновидностей.
Также существует целый ряд способов изготовления. Резьбы можно накатывать, фрезеровать, нарезать, шлифовать, прессовать, отливать, обрабатывать на электроэрозионном станке, печатать, нарезать вихревым способом, метчиками и резцами. Эта статья посвящена последней операции в этом перечне. Токарно-винторезные станки существуют со времен Да Винчи, но до изобретения станков с ЧПУ такой вид нарезания был очень трудоемким занятием. Патронные токарные станки используют ходовой винт и толкатель для нарезания резьбы гребенкой, тогда как станок с механическим приводом имеет сложный редуктор. Оба вида станков требуют твердой руки и быстрой реакции.
Все дело в программе
Благодаря автоматическому контролю программирование винтовой резьбы на станке с ЧПУ осуществляется достаточно просто. Большинство операторов используют G76 или сопоставимые коды автоматического нарезания резьбы, требующие ввода лишь нескольких параметров для создания правильной траектории. Программы, совместимые с Fanuc, требуют ввода диаметра резьбы (Х), высоты (К), длины (Z), хода (F), также требуется указать, является ли резьба конической (I), как у трубных фитингов. Существует множество тонкостей при программировании нарезания резьбы, но два из этих параметров заслуживают особого внимания. Программируемый угол подачи часто упускают из виду, но это, вероятно, самый важный из всех параметров резьбы. По умолчанию эта величина устанавливается равной 0°, что означает, что инструмент врезается в заготовку под прямым углом, строго перпендикулярно продольной оси резьбы. Резьба ведется одинаково по обеим кромкам пластины, что создает чрезвычайно сильное давление. Из-за этого при большой глубине резьбы может появиться вибрация, а стружка будет плохо удаляться.
Из-за этого при большой глубине резьбы может появиться вибрация, а стружка будет плохо удаляться.
Как правило, производители инструмента рекомендуют «модифицированную боковую подачу» с углом 30° (половина профиля резьбы 60°). Это аналогично наклону поворотной части суппорта на токарно-винторезном станке, что, как известно любому опытному оператору, является лучшим способом повысить срок службы инструмента и улучшить качество резьбы. Такой подход позволяет минимизировать силу резания и обеспечить отвод стружки с обрабатываемой детали. Такой программируемый метод важен при использовании резьбонарезных пластин со стружколомом, поскольку они разработаны для резания одной стороной.
Не так быстро
Другой важный программируемый показатель – скорость подачи. За исключением многозаходной резьбы (колпачок на тюбике с зубной пастой имеет трехзаходную резьбу), скорость подачи равна шагу резьбы. В программе для нашего болта из снегоочистителя значение “F” равнялось бы 1,5 мм/об. Однако новейшие твердые сплавы и покрытия позволяют нормально работать на высоких скоростях, и 6000 оборотов в минуту и более для токарного станка уже не являются чем-то необычным.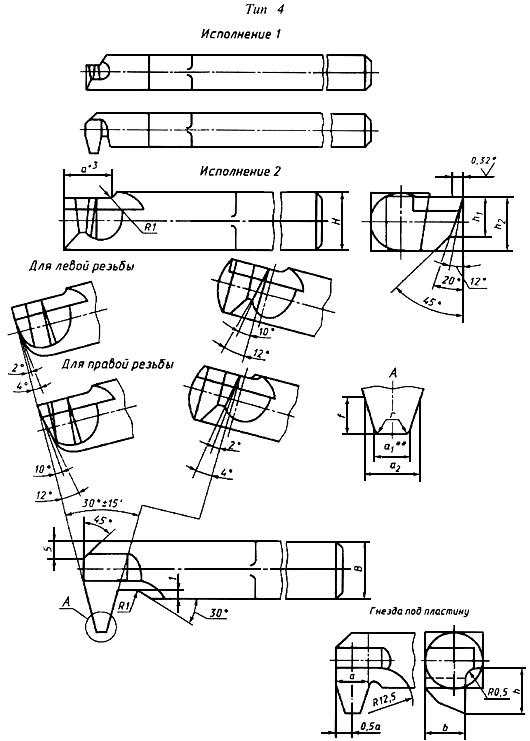 Но нарезание болта снегоочистителя с такой скоростью шпинделя требует скорости 9000 мм/мин по оси Z. Конечно, это не так много по сравнению с ускоренной подачей современных станков с ЧПУ, но мало какие из них способны с высокой точностью контролировать режущий инструмент на такой скорости, от которой замирает сердце. Мораль? Посчитайте сами и правильно оцените возможности вашего станка. Или будьте готовы отправлять детали в лом.
Но нарезание болта снегоочистителя с такой скоростью шпинделя требует скорости 9000 мм/мин по оси Z. Конечно, это не так много по сравнению с ускоренной подачей современных станков с ЧПУ, но мало какие из них способны с высокой точностью контролировать режущий инструмент на такой скорости, от которой замирает сердце. Мораль? Посчитайте сами и правильно оцените возможности вашего станка. Или будьте готовы отправлять детали в лом.
Для успешного нарезания качественной резьбы одной программы в коде G недостаточно, и для результата будет одинаково важно, какой режущий инструмент вы выберете и какие параметры для него запрограммируете. Индексируемые резьбонарезные пластины бывают двух основных видов – укладываемые или устанавливаемые на ребро. В обоих случаях для установки пластины в гнезде держателя используются зажим, винт, штифт или их комбинация.
Упор лежа
Укладываемые пластины, как следует из названия, располагаются горизонтально в гнезде держателя. Большинство из них имеет треугольный профиль и три режущие кромки, хотя есть и другие варианты. Под них обычно подкладывают твердосплавные шайбы для наклона пластины до нужного угла подъема нарезаемой резьбы. Может потребоваться целый набор таких шайб – для очень тонкой резьбы часовой головки с шагом 96 витков на дюйм совершенно точно понадобится иная шайба, чем для нарезания резьбы с шагом 8 витков на шаровом шарнире сцепного узла прицепа.
Большинство из них имеет треугольный профиль и три режущие кромки, хотя есть и другие варианты. Под них обычно подкладывают твердосплавные шайбы для наклона пластины до нужного угла подъема нарезаемой резьбы. Может потребоваться целый набор таких шайб – для очень тонкой резьбы часовой головки с шагом 96 витков на дюйм совершенно точно понадобится иная шайба, чем для нарезания резьбы с шагом 8 витков на шаровом шарнире сцепного узла прицепа.
Устанавливаемые на ребро пластины, также известные как «вертикальные», имеют от двух до четырех режущих кромок. Резьбонарезные инструменты «Top Notch» имеют простой зажим, который вставляется в желобок в верхней части пластины и притягивает ее вниз вплотную к гнезду. В других используется установленный заподлицо винт или эксцентриковый штифт, который вставляется в отверстие в центре пластины. Из-за отсутствия шайбы этот тип пластин кажется более простым в использовании, тогда как укладываемые пластины можно назвать более надежными. В любом случае, сколько людей – столько и мнений.
Независимо от того, какой инструмент вы используете, есть некоторые отличия в самой пластине. Универсальные пластины V-образной формы нарезают профиль резьбы и внутренний диаметр. Наружный диаметр необходимо нарезать отдельным токарным резцом. Этот подход позволяет строго контролировать разные размеры резьбы. С другой стороны, обычный резьбовой резец позволяет нарезать резьбу с широким диапазоном шагов и размеров. Это делает V-образные пластины идеальными для небольших партий, традиционных для большинства мастерских.
Профиль пластины
Пластины с полным и неполным профилем позволяют нарезать все или почти все виды профиля резьбы. В отличие от универсального инструмента, пластина с полным профилем для резьбы с шагом 16 витков на дюйм не подойдет для нарезания резьбы с шагом 12 витков на дюйм. Для каждого класса резьбы требуется специальная пластина, но поскольку пластины с полным профилем нарезают одновременно и наружный диаметр, и остальную часть профиля, они устраняют необходимость в снятии заусенцев с вершины резьбы. Это экономит время и может способствовать повышению качества детали.
Это экономит время и может способствовать повышению качества детали.
Также важны марки твердого сплава. Из-за ограничения по скорости подачи, о котором шла речь выше, нарезание резьбы часто выполняется на менее оптимальной скорости. Это приводит к выкрашиванию, образованию нароста на режущей кромке и задиров, особенно на вязких материалах, таких как нержавеющая сталь. Производители инструментов борются с этой проблемой с помощью твердых сплавов и гладких покрытий (TiN, TiCN), разработанных с целью продлить срок службы инструмента и сократить образование нароста. Некоторые производители рекомендуют режущие пластины из поликристаллического алмаза при нарезании резьбы на алюминиевых и медных заготовках, другие советуют применять инструменты из быстрорежущей стали для обработки пластмасс.
Независимо от профиля резьбы и обрабатываемого материала, вероятнее всего, вы сможете подобрать наиболее подходящую пластину. Если же нет, ваш выбор – инструмент, изготовленный под заказ. За небольшую надбавку многие производители предлагают инструменты с особой геометрией для нарезания резьбы особой формы. Эта услуга становится все более популярной в медицинской, нефтегазовой и аэрокосмической отрасли.
За небольшую надбавку многие производители предлагают инструменты с особой геометрией для нарезания резьбы особой формы. Эта услуга становится все более популярной в медицинской, нефтегазовой и аэрокосмической отрасли.
Благодаря возможностям программирования станков с ЧПУ и широкому ассортименту резьбонарезных пластин, марок твердых сплавов и покрытий подбор инструмента для нарезания резьбы – не такая уж сложная задача. Выберите подходящий тип пластины и геометрии для вашего случая, оцените уровень затрат, организуйте подачу чистой смазочно-охлаждающей жидкости (желательно под давлением) и обратите внимание на лучшие в своем классе инструменты, если вам предстоит большая работа. Вы сами удивитесь тому, насколько быстро будет готова резьба.
Источник материала: перевод статьи
Holding it together,
Shop Metalworking Technology (SMT)
Автор:
Кип Хэнсон (Kip Hanson),
пишущий редактор
Соавторы:
Дэвид Эндрюс (David Andrews),
региональный менеджер в Западном Онтарио,
Sandvik Coromant Canada, Миссиссога, Онтарио
Кен Кинг (Ken King), директор по производству,
Kaiser Tool Company Inc. , Форт-Уэйн, Индиана
, Форт-Уэйн, Индиана
Натан Прейсс (Nathan Preiss),
менеджер по резьбонарезной продукции,
Ingersoll Cutting Tools USA, Рокфорд, Иллинойс
Трапецеидальная резьба: ГОСТ, обозначение, шаг
Ходовые резьбы
В некоторых случаях предназначение рассматриваемой поверхности заключается в не креплении деталей, а обеспечении плавного хода в определенном диапазоне. К особенностям подобных изделий можно отнести следующие моменты:
- Профиль имеет форму, которая обеспечивает плавный ход. Для этого создается поверхность с наименьшим количеством углов.
- Как правило, рабочая часть длинная, в начале и в конце есть ограничители хода.
- Применяемый материал при создании заготовки должен обладать высокой износостойкостью.
Встречаются подобные изделия сегодня крайне редко, так как их надежность и срок службы относительно невысокие.
Особенности многозаходной резьбы
Чтобы наделить винт прочностными характеристиками и увеличить его ход используют многозаходную трапецеидальную резьбу. В данном случае все параметры, такие как высота резьбы, ее диаметр — абсолютно одинаковые, с однозаходовым видом. Единственным отличием является количество ходов на один шаг. Например, трехзаходовые виды резьб имеют ход втрое больше их шага. Все это можно наблюдать на рисунках.
Приведем пример, чтобы данный вид стал понятным каждому человеку. Все используют обычные крышки для консервирования овощей и фруктов. Для их открытия необходимо приложить минимум усилий. При использовании цилиндров больших диаметров попасть в пазы одноходовой резьбы гораздо сложнее. Именно поэтому используют многоходовые.
Такой вид резьбы можно определить визуально, достаточно посмотреть на рисунок.
Видно, сколько именно витков идут от начала винта. Многоходовые резьбы изготовляются по сложным технологиям, а соответственно и дороже стоят.
Особенности нарезания наружной резьбы
Резьба представляет собой различной геометрической формы канавки, нарезаемые специальными инструментами – плашками, резьбовыми фрезами, метчиками и шлифовальными кругами. Резьбу наносят как ручным способом, так и с помощью токарного станка и резца.
• способ нарезки плашкой и метчиком
Метчик – винт с прямолинейными и винтовыми канавками, предназначен для нарезания внутренней резьбы. Ручной способ нарезки требует 3 метчика: черновой, для нанесения первоначальной резьбы, средний и чистовой. Машинный способ нарезки осуществляется на токарных и фрезерных станках. Плашки по своей форме и виду схожи с гайкой, на внутренне части инструмента расположены режущие зубцы конической формы, для нарезания внешней резьбы. По форме различают – круглые, квадратные и шестигранные. По устройству – цельные, разрезные и раздвижные. Для беспрепятственного прохождения плашки по детали необходимо снять фаску.
• метод токарной обработки
На производстве резьба нарезается с помощью токарного станка и специального инструмента – резьбового резца. Для каждого изделия устанавливается индивидуальный показатель винтового шага, определяется он путем замера расстояния между соседними витками. Деталь помещается в токарный станок, в момент вращения заготовки резец перемещается по все оси, создавая винтовую поверхность. Резьбовые резцы по особенностям конструкции подразделяются на: призматические, стержневые и круглые/дисковые. Используемый профиль резьбы – треугольный, прямоугольный, трапецеидальный, упорный и круглой геометрической формы.
Для каждого изделия устанавливается индивидуальный показатель винтового шага, определяется он путем замера расстояния между соседними витками. Деталь помещается в токарный станок, в момент вращения заготовки резец перемещается по все оси, создавая винтовую поверхность. Резьбовые резцы по особенностям конструкции подразделяются на: призматические, стержневые и круглые/дисковые. Используемый профиль резьбы – треугольный, прямоугольный, трапецеидальный, упорный и круглой геометрической формы.
Виды резьбомеров и их особенности
В силу того, что существует два основных вида резьбы — дюймовая и метрическая, то не сложно догадаться, что инструменты для ее определения бывают двух типов:
Метрический — предназначен исключительно для работы с заготовками, имеющие метрическую резьбу. Прибором выполняется измерение шага и профиля нарезки, диаметр которой составляет от 1 до 600 миллиметров. В конструкции инструмента присутствует до 20 гребенок, которые представляют собой стальные пластины с зубьями.
 При помощи этих пластин можно определить шаг нарезки от 0,4 до 7 мм. Называется такой прибор метрическим резьбомером, так как с его помощью осуществляется определение шага и профиля уже имеющейся на заготовках метрической резьбы. Приборы позволяют оценить правильность изготовления таких креплений, как гайки, болты, шпильки и т.п. Отличаются метрические приборы простой конструкцией изготовления, высокой прочностью, а также соответствующей маркировкой на корпусе в виде «М60». Сфера применения инструмента — машиностроение, приборостроение и т.п.
При помощи этих пластин можно определить шаг нарезки от 0,4 до 7 мм. Называется такой прибор метрическим резьбомером, так как с его помощью осуществляется определение шага и профиля уже имеющейся на заготовках метрической резьбы. Приборы позволяют оценить правильность изготовления таких креплений, как гайки, болты, шпильки и т.п. Отличаются метрические приборы простой конструкцией изготовления, высокой прочностью, а также соответствующей маркировкой на корпусе в виде «М60». Сфера применения инструмента — машиностроение, приборостроение и т.п.Дюймовый — предназначен только для работы с дюймовыми типами нарезок. Применяется прибор в сфере радиоэлектроники, авиастроении, сантехнике, а также при производстве различных станков. В наборе дюймового резьбомера присутствует 17 пластин с соответствующими зубьями, которые отличаются от метрического прибора углом расположения. Самая маленькая гребенка оснащена 28 витками, а самая большая имеет 4 грани. Определение шага осуществляется по количеству нитей на 1 дюйм.
 Отличительная особенность дюймового инструмента в том, что на корпусе присутствует маркировка в виде «Д55». В домашнем хозяйстве дюймовые резьбомеры применяются при работе с сантехническими приборами
Отличительная особенность дюймового инструмента в том, что на корпусе присутствует маркировка в виде «Д55». В домашнем хозяйстве дюймовые резьбомеры применяются при работе с сантехническими приборамиТрапецеидальный — специальный прибор, предназначенный для работы с трапецеидальными типами нарезок. Другое название этого прибора Т-резьбомер
Универсальные — приборы, на которых присутствуют пластины для калибровки дюймовой и метрической резьбы. Такие приборы позволяют одновременно работать с разными типами нарезок, что особенно актуально в слесарном деле
Когда известно, какие виды резьбомеров бывают, остается разобраться в вопросе их правильного применения. Если не знаете, как пользоваться резьбомером, тогда разберемся в порядке определения шага резьбы детально.
Как самостоятельно измерить шаг резьбы?
Иногда возникает необходимость измерения шага резьбы у имеющихся резьбовых соединений. Приходится использовать самые разные приспособления для выполнения подобной операции со специальным приспособлением и без резьбомера. Способов узнать значение шага несколько, освоить их несложно.
Способов узнать значение шага несколько, освоить их несложно.
Здесь показаны способы измерений шага резьбы:
Использование линейки
- Нужно взять линейку.
- Положить болт (винт).
- Померить расстояние между пятью (десятью) витками.
- Разделить на количество канавок.
- Полученный результат нужно округлить до ближайшего стандартного.
Если для наружных резьб подобный способ подходит, то для внутренних может оказаться сложным вставить линейку внутрь отверстия. Поэтому приходится предпринять дополнительные действия.
Пластилиновый слепок
- Из пластилина (воска, парафина, стеарина) нужно скатать колбаску, которая будет соответствовать отверстию.
- Охладить заготовку. При наличии холодильника задача упрощается. Если нет, то на некоторое время оставить в тени, чтобы заготовка приобрела твердость.
- Ввернуть колбаску в резьбу. Стараться сильно не согревать дыханием и пальцами.
- Вывернуть наружу. Теперь на руках появилось «зеркальное» отражение резьбы.
 Остается измерить стержень так, как описано выше.
Остается измерить стержень так, как описано выше.
Использование бумаги
Бывает так, что сама резьба довольно загрязнена. Поэтому разглядеть, сколько витков, сложно. Поэтому используют метод «бумаги».
- Небольшой фрагмент бумажки берется в руки.
- По резьбе проводится так, словно заворачивается или отворачивается предмет.
- На листе остаётся оттиск.
- Нужно посчитать количество витков и замерить расстояние штангенциркулем или линейкой.
Использование резьбомера
В специализированных магазинах можно приобрести резьбомер. Количество измерительных пластин у этого устройства может быть различным. Чем больше, тем удобнее использовать резьбомер.
Остается только прислонять разные пластинки, подбирая наиболее подходящий образец.
Пример определения размера шага резьбы резьбомером
Когда возникает вопрос о том, какая нужна или имеется резьба, начинать желательно с производителя. Если США и Великобритания, то можно предполагать наличие дюймовых резьб. Для отечественных европейских и китайских изделий используют метрические резьбы.
Для отечественных европейских и китайских изделий используют метрические резьбы.
Применение резцов
При нарезании резьбы резцом, используются следующие типы этого инструмента:
1. Круглые. Устанавливаются в отверстие торца держателя. Относятся к фасонному типу резцов. Используются для внутренней и внешней обработки заготовок.
2. Стержневые. Головки выполняются различной формы и сечения, расположены на стержне. Для повышения ресурса инструмента, некоторые модели на рабочих гранях имеют напайки из твердых сплавов.
3. Призматические. Установка на токарный станок выполняется посредством держателя “ласточкин хвост”. Подвергаются большему количеству заточек, чем круглые варианты, подходят для обработки деталей исключительно с внешней стороны.
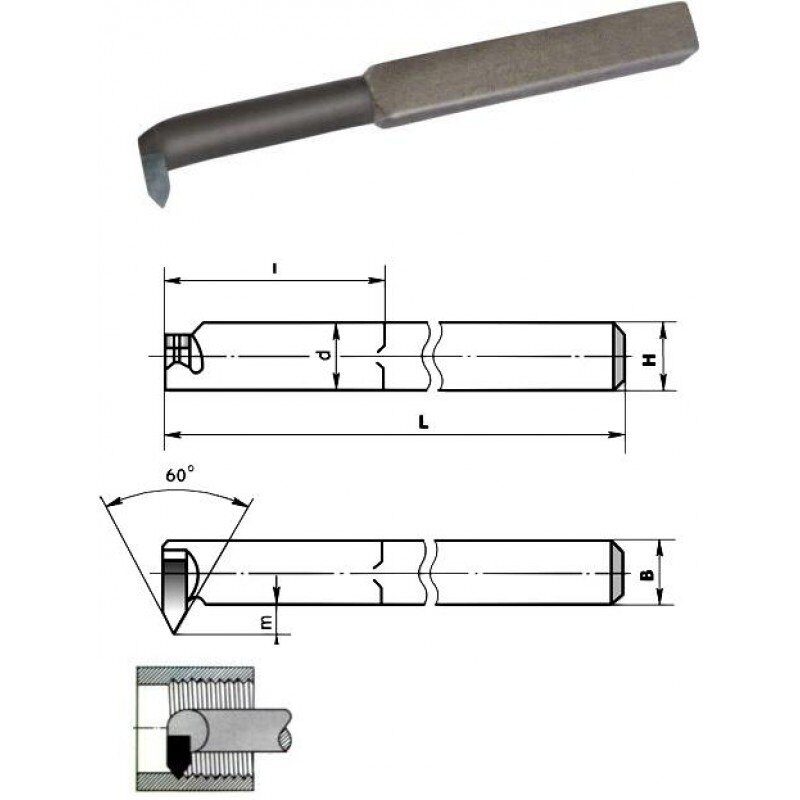
Наружную резьбовую поверхность можно нарезать на станке и прямыми, и отогнутыми разновидностями инструмента, смонтированными в оправку, а внутреннюю – изогнутыми и прямыми. При изготовлении резцов используется быстрорежущая сталь. Подробные характеристики стандартизированы, а вместе со схемами и чертежами указаны в ГОСТ 18876-73.
Подробные характеристики стандартизированы, а вместе со схемами и чертежами указаны в ГОСТ 18876-73.
Профиль резьбы соответствует конфигурации вершины резца, которая, в свою очередь, может быть скругленной формы, либо же иметь фаску. В зависимости от материала заготовки подбирается передний угол инструмента (0-25 градусов). Так, для твердых и хрупких деталей этот параметр меньше, чем для изготовленных из вязких и цветных металлов. Существуют подробные схемы выбора угла резания под большинство материалов. Прежде чем нарезать внутреннюю резьбу на станке, необходимо выполнить сверление отверстия или его дополнительную расточку.
При нарезании резьбы на конической и цилиндрической заготовке из стали используются резцы с твердосплавными пластинами Т15К6, Т30К4, Т14К8, Т15К6. В случае работы с чугунными деталями, применяются инструменты из сплавов ВКЗМ, В2К, ВК6М, ВК4.
Технология использования токарных резцов:
- Резец закрепляется в резцедержателе, а обрабатываемая деталь – в центрах или патроне станка.

- Резец перемещается вдоль оси вращения заготовки, прочерчивая винтообразную линию. Оба движения строго согласуются между собой. Иными словами, за один оборот детали резец сдвигается на расчетный шаг будущей резьбы.
- Суппорт приводится в движения от шпинделя через коробку передач и ходовой винт. При этом передаточное соотношение должно равняться соотношению шага ходового винта к шагу нарезаемой резьбы.
- Подача резца выполняется по одной из схем: параллельно образующей резьбы (контактирует лишь режущая кромка), перпендикулярно оси вращения заготовки (контактирует весь профиль).
- Для формирования на станке резьбы с крупным шагом, заготовка предварительно обрабатывается прорезным резцом. Его угол профиля на 5-10° отличается от угла профиля резьбы.
- Производительность труда при работе с токарными станками невысокая, так как много времени уходит на обратный ход резца и его установку на размер.
- Работа требует повышенного внимания и выполняется исключительно специалистом с высокой квалификацией.

Читать также: Инструменты для изготовления ножей
Виды
На сегодняшний день на современном рынке технических устройств, комплектующих и аксессуаров можно найти большое количество разнообразных видов ходовых передач в форме трапеции.
Например, в зависимости от ваших потребностей и желаний вы сможете приобрести трапецеидальные элементы с механической обработкой или без нее. Кроме того, многие компании-производители осуществляют механическую обработку деталей по индивидуальным заказам покупателей.
Так, необработанные разновидности также часто называют катаными. Они могут обладать различным классом точности, самым популярным из которых является показатель С8.
Обработанные детали более широко представлены на рынке, они могут обладать самыми разными размерами.
Трапецеидальная резьба – свойства и способы нарезания
Наиболее широкое применение нашли трапецеидальная резьба и прямоугольная резьба, они применяются при изготовлении разнообразных винтов, например ходовых винтов металлорежущих станков, винтов прессов и различных подъемных устройств, а также червячных передачах.
Если прямоугольная резьба имеет профиль в виде прямоугольника, то трапецеидальная резьба имеет вид равнобокой трапеции. Данная резьба может иметь угол профиля, который равен 15,24,30 и 40 градусам. Во время работы винта возникают естественные силы трения, которые вызваны наличием смазки, шероховатостью поверхности, материалов, из которых изготовлены детали, а также величины угла профиля. Если у прямоугольной резьбы, у которой угол профиля равен нулю, будет меньший коэффициент трения, то трапецеидальная резьба выигрывает в том, что у нее радиальные зазоры могут определяться посадкой по среднему диаметру, в то время как у прямоугольной они определяются по наружному или внутреннему диаметру.
Если проводить сравнение указанных резьб с точки зрения сложности выполнения, то трапециевидная резьба проще в изготовлении, поэтому и применяется намного чаще. Наиболее часто она изготавливается с углом профиля в 30 °.
Трапецеидальная резьба имеет технологический процесс нарезания практически сходный с изготовлением прямоугольной. Возникают некоторые особенности нарезания, которые зависят от размера чистоты поверхности и ее точности.
Возникают некоторые особенности нарезания, которые зависят от размера чистоты поверхности и ее точности.
Существует несколько методов нарезания указанного вида резьбы.
Нарезание резьбы одним резцом:
- проводится замер заготовки и проточка канавки для выхода резца;
- в соответствии с существующим шаблоном, проводится заточка чистового резца;
- проводится точная установка резца и его закрепление, при этом он должен находиться на линии центров и быть параллельным оси нарезаемой резьбы;
- наладка станка и подача резца для нарезания профиля резьбы;
- проводится проверка полученного профиля с помощью шаблона, а также среднего диаметра резьбы.
Нарезание резьбы тремя резцами:
- проводится подготовка заготовки;
- затачиваются три резца – прорезной прямой, прорезной узкий и профильный;
- проводится установка прорезных резцов и надежное их закрепление. В зависимости от угла подъема, они располагаются либо перпендикулярно к сторонам винтовой канавки, либо параллельно оси резьбы и должны находиться на высоте линии центров.

На некоторых производствах получил распространение следующий способ, при помощи которого изготавливаются винты с трапецеидальной резьбой:
- производится наладка оборудования для выполнения данной операции;
- проводится прорезка канавки до половины необходимой глубины при помощи прорезного резца;
- применяя узкий прорезной резец, проводится дальнейшее прорезание канавки до размера внутреннего диаметра;
- используя профильный резец, проводится окончательное нарезание трапецеидальной резьбы;
- выполняется проверка выполненной работы, для чего применяют резьбовой калибр и шаблон.
Таким образом, мы рассмотрели основные способы выполнения данного вида резьбы. Теперь рассмотрим подробно, как практически выполняются работы по нарезанию трапецеидальной резьбы:
- Необходимо подготовить заготовку для проведения указанного вида работ.
- Следуя схеме обработки, необходимо провести заточку профильного чернового, канавочного и чистового резцов.

- Провести все необходимые наладки оборудования для выполнения данного вида работ.
- При помощи первого профильного резца на 85% глубины нарезать трапецеидальную канавку.
- Провести обработку дна канавки канавочным резцом.
- Провести окончательное нарезание и зачистку боковых сторон полученного профиля.
- Проверить при помощи шаблона и калибра качество выполненной работы.
Как видите, все достаточно понятно и легко реализуемо.
Использование
Надо сказать о том, что трапецеидальные винты – это элементы, которые используются в самых разных сферах человеческой деятельности. Осуществление многих процессов без них невозможно. Например, трапецеидальные винты используются в таких механизмах и устройствах, как 3D-принтеры, фрезерные и токарные станки, в числовом программном управлении и многих других сферах. Кроме того, они являются неотъемлемыми элементами в таких аппаратах, работа которых непосредственно сопряжена с небольшими скоростями вращательного движения.
Осуществление многих процессов без них невозможно. Например, трапецеидальные винты используются в таких механизмах и устройствах, как 3D-принтеры, фрезерные и токарные станки, в числовом программном управлении и многих других сферах. Кроме того, они являются неотъемлемыми элементами в таких аппаратах, работа которых непосредственно сопряжена с небольшими скоростями вращательного движения.
Если говорить более обобщенно, то трапецеидальные винты – это детали, без которых невозможно осуществление трапецеидальной резьбы. Данная технология активно применяется в процессе подачи движений на токарных станках, для перемещения подъемных устройств и изделий на сборочных контейнерах, а также для движения конструкций пресса в вертикальном направлении.
Если говорить о других сферах человеческой деятельности, которые просто не могут существовать и развиваться без трапецеидальной резьбы (соответственно, без трапецеидальных винтов), то к ним можно отнести автомобилестроение, паровозостроение и другие производственные области машиностроения.
ДОПУСКИ
Числовые значения допусков
диаметров наружной и внутренней резьбы должны соответствовать указанным в табл.
3 –
5.
Таблица 3
Допуски диаметров d и D1
Шаг Р, мм | Наружная | Внутренняя | Шаг Р, | Наружная | Внутренняя | ||
Степень | Степень | ||||||
4 | 6 | 4 | 4 | 6 | 4 | ||
Допуск, | Допуск, | ||||||
Td | Td | ||||||
1,5 | 150 | 236 | 190 | 16 | 710 | – | 1000 |
2 | 180 | 280 | 236 | 18 | 800 | – | 1120 |
3 | 236 | 375 | 315 | 20 | 850 | – | 1180 |
4 | 300 | 475 | 375 | 22 | 900 | – | 1250 |
5 | 335 | 530 | 450 | 24 | 950 | – | 1320 |
6 | 375 | 600 | 500 | 28 | 1060 | – | 1500 |
7 | 425 | 670 | 560 | 32 | 1120 | – | 1600 |
8 | 450 | 710 | 630 | 36 | 1250 | – | 1800 |
9 | 500 | 800 | 670 | 40 | 1320 | – | 1900 |
10 | 530 | 850 | 710 | 44 | 1400 | – | 2000 |
12 | 600 | 950 | 800 | 48 | 1500 | – | 2120 |
14 | 670 | – | 900 |
Таблица 4
Допуски диаметров d2
и D2
Номинальный | Шаг P, мм | Наружная резьба | Внутренняя | ||||||
Степень точности | |||||||||
6 | 7 | 8 | 9 | 6 | 7 | 8 | 9 | ||
Допуск, мкм | |||||||||
Св. | 1,5 | 132 | 170 | 212 | 265 | 180 | 224 | 280 | 355 |
2 | 150 | 190 | 236 | 300 | 200 | 250 | 315 | 400 | |
3 | 170 | 212 | 265 | 335 | 224 | 280 | 355 | 450 | |
Св. 11,2 до 22,4 | 2 | 160 | 200 | 250 | 315 | 212 | 265 | 335 | 425 |
3 | 180 | 224 | 280 | 355 | 236 | 300 | 375 | 475 | |
4 | 212 | 265 | 335 | 425 | 280 | 355 | 450 | 560 | |
5 | 224 | 280 | 355 | 450 | 300 | 375 | 475 | 600 | |
8 | 280 | 355 | 450 | 560 | 375 | 475 | 600 | 750 | |
Св. | 2 | 170 | 212 | 265 | 335 | 224 | 280 | 355 | 450 |
3 | 200 | 250 | 315 | 400 | 265 | 335 | 425 | 530 | |
5 | 236 | 300 | 375 | 475 | 315 | 400 | 500 | 630 | |
6 | 265 | 335 | 425 | 530 | 355 | 450 | 560 | 710 | |
7 | 280 | 355 | 450 | 560 | 375 | 475 | 600 | 750 | |
8 | 300 | 375 | 475 | 600 | 400 | 500 | 630 | 800 | |
10 | 315 | 400 | 500 | 630 | 425 | 530 | 670 | 850 | |
12 | 335 | 425 | 530 | 670 | 450 | 560 | 710 | 900 | |
Св. | 3 | 212 | 265 | 335 | 425 | 280 | 355 | 450 | 560 |
4 | 236 | 300 | 375 | 475 | 315 | 400 | 500 | 630 | |
5 | 250 | 315 | 400 | 500 | 335 | 425 | 530 | 670 | |
8 | 315 | 400 | 500 | 630 | 425 | 530 | 670 | 850 | |
9 | 335 | 425 | 530 | 670 | 450 | 560 | 710 | 900 | |
10 | 335 | 425 | 530 | 670 | 450 | 560 | 710 | 900 | |
12 | 375 | 475 | 600 | 750 | 500 | 630 | 800 | 1000 | |
14 | 400 | 500 | 630 | 800 | 530 | 670 | 850 | 1060 | |
16 | 425 | 530 | 670 | 850 | 560 | 710 | 900 | 1120 | |
18 | 450 | 560 | 710 | 900 | 600 | 750 | 950 | 1180 | |
20 | 450 | 560 | 710 | 900 | 600 | 750 | 950 | 1180 | |
Св. | 4 | 250 | 315 | 400 | 500 | 335 | 425 | 530 | 670 |
5 | 280 | 355 | 450 | 560 | 375 | 475 | 600 | 750 | |
6 | 300 | 375 | 475 | 600 | 400 | 500 | 630 | 800 | |
8 | 335 | 425 | 530 | 670 | 450 | 560 | 710 | 900 | |
12 | 400 | 500 | 630 | 800 | 530 | 670 | 850 | 1060 | |
14 | 425 | 530 | 670 | 850 | 560 | 710 | 900 | 1120 | |
16 | 450 | 560 | 710 | 900 | 600 | 750 | 950 | 1180 | |
18 | 475 | 600 | 750 | 950 | 630 | 800 | 1000 | 1250 | |
Св. | 20 | 475 | 600 | 750 | 950 | 630 | 800 | 1000 | 1250 |
22 | 500 | 630 | 800 | 1000 | 670 | 850 | 1060 | 1320 | |
24 | 530 | 670 | 850 | 1060 | 710 | 900 | 1120 | 1400 | |
28 | 560 | 710 | 900 | 1120 | 750 | 950 | 1180 | 1500 | |
32 | 600 | 750 | 950 | 1180 | 800 | 1000 | 1250 | 1600 | |
Св. 180 до 355 | 8 | 355 | 450 | 560 | 710 | 475 | 600 | 750 | 950 |
10 | 400 | 500 | 630 | 800 | 530 | 670 | 850 | 1060 | |
12 | 425 | 530 | 670 | 850 | 560 | 710 | 900 | 1120 | |
18 | 500 | 630 | 800 | 1000 | 670 | 850 | 1060 | 1320 | |
20 | 530 | 670 | 850 | 1060 | 710 | 900 | 1120 | 1400 | |
22 | 530 | 670 | 850 | 1060 | 710 | 900 | 1120 | 1400 | |
24 | 560 | 710 | 900 | 1120 | 750 | 950 | 1180 | 1500 | |
32 | 530 | 800 | 1000 | 1250 | 850 | 1060 | 1320 | 1700 | |
36 | 670 | 850 | 1060 | 1320 | 900 | 1120 | 1400 | 1800 | |
40 | 670 | 850 | 1060 | 1320 | 900 | 1120 | 1400 | 1800 | |
44 | 710 | 900 | 1120 | 1400 | 950 | 1180 | 1500 | 1900 | |
48 | 750 | 950 | 1180 | 1500 | 1000 | 1250 | 1600 | 2000 | |
Св. | 12 | 450 | 560 | 710 | 900 | 600 | 750 | 950 | 1180 |
16 | 500 | 630 | 800 | 1000 | 670 | 850 | 1060 | 1320 | |
20 | 560 | 710 | 900 | 1120 | 750 | 950 | 1180 | 1500 | |
24 | 600 | 750 | 950 | 1180 | 850 | 1060 | 1320 | 1700 | |
48 | 800 | 1000 | 1250 | 1600 | 1060 | 1320 | 1700 | 2120 |
 5,6 до 11,2
5,6 до 11,2 22,4 до 45
22,4 до 45 45 до 90
45 до 90 90 до 180
90 до 180 90 до 180
90 до 180 355 до 640
355 до 640Таблица 5
Допуски диаметра d3
Номинальный | Шаг Р, | Основное | ||||||
с | е | g | ||||||
Степень | ||||||||
8 | 9 | 6 | 7 | 8 | 6 | 7 | ||
Допуск | ||||||||
Св. | 1,5 | 405 | 471 | 232 | 279 | 332 | 197 | 245 |
2 | 445 | 525 | 259 | 309 | 366 | 226 | 276 | |
3 | 501 | 589 | 298 | 350 | 416 | 261 | 313 | |
Св. 11,2 до 22,4 | 2 | 462 | 544 | 271 | 321 | 383 | 238 | 288 |
3 | 520 | 614 | 310 | 365 | 435 | 273 | 328 | |
4 | 609 | 721 | 360 | 426 | 514 | 325 | 391 | |
5 | 656 | 775 | 386 | 456 | 550 | 351 | 421 | |
8 | 828 | 965 | 482 | 576 | 695 | 435 | 529 | |
Св. | 2 | 481 | 569 | 284 | 336 | 402 | 251 | 303 |
3 | 564 | 670 | 335 | 397 | 479 | 298 | 361 | |
5 | 681 | 806 | 401 | 481 | 575 | 366 | 446 | |
6 | 767 | 899 | 449 | 537 | 649 | 411 | 499 | |
7 | 813 | 950 | 475 | 569 | 688 | 433 | 527 | |
8 | 859 | 1015 | 507 | 601 | 726 | 460 | 554 | |
10 | 925 | 1087 | 544 | 650 | 775 | 490 | 596 | |
12 | 998 | 1173 | 589 | 701 | 833 | 534 | 646 | |
Св. | 3 | 589 | 701 | 350 | 116 | 504 | 313 | 379 |
4 | 659 | 784 | 390 | 470 | 564 | 355 | 435 | |
5 | 712 | 837 | 419 | 500 | 606 | 384 | 465 | |
8 | 890 | 1052 | 526 | 632 | 757 | 479 | 585 | |
9 | 943 | 1118 | 559 | 671 | 803 | 509 | 621 | |
10 | 963 | 1138 | 569 | 681 | 813 | 515 | 627 | |
12 | 1085 | 1273 | 639 | 764 | 920 | 584 | 709 | |
14 | 1142 | 1355 | 680 | 805 | 967 | 620 | 745 | |
16 | 1213 | 1438 | 721 | 853 | 1028 | 661 | 793 | |
18 | 1288 | 1525 | 763 | 900 | 1088 | 703 | 840 | |
20 | 1313 | 1550 | 775 | 912 | 1100 | 708 | 845 | |
Св. | 4 | 690 | 815 | 408 | 489 | 595 | 373 | 454 |
5 | 775 | 912 | 456 | 550 | 669 | 421 | 515 | |
6 | 830 | 986 | 493 | 587 | 712 | 455 | 549 | |
8 | 928 | 1103 | 551 | 663 | 795 | 504 | 616 | |
12 | 1122 | 1335 | 670 | 795 | 958 | 615 | 740 | |
14 | 1193 | 1418 | 711 | 843 | 1018 | 651 | 783 | |
Св. 90 до 180 | 16 | 1263 | 1500 | 753 | 890 | 1078 | 693 | 830 |
18 | 1338 | 1588 | 794 | 950 | 1138 | 734 | 890 | |
20 | 1363 | 1613 | 806 | 962 | 1150 | 739 | 895 | |
22 | 1450 | 1700 | 849 | 1011 | 1224 | 780 | 943 | |
24 | 1538 | 1800 | 899 | 1074 | 1299 | 828 | 1003 | |
28 | 1625 | 1900 | 950 | 1138 | 1375 | 880 | 1068 | |
32 | 1718 | 2005 | 1015 | 1203 | 1453 | 945 | 1133 | |
Св. | 8 | 965 | 1153 | 576 | 695 | 832 | 529 | 648 |
10 | 1088 | 1300 | 650 | 775 | 938 | 596 | 721 | |
12 | 1173 | 1398 | 701 | 833 | 1008 | 646 | 778 | |
18 | 1400 | 1650 | 825 | 987 | 1200 | 765 | 928 | |
20 | 1488 | 1750 | 875 | 1050 | 1275 | 808 | 983 | |
22 | 1513 | 1775 | 887 | 1062 | 1287 | 818 | 993 | |
24 | 1600 | 1875 | 936 | 1124 | 1361 | 865 | 1053 | |
32 | 1780 | 2092 | 1053 | 1265 | 1515 | 983 | 1195 | |
36 | 1885 | 2210 | 1118 | 1343 | 1605 | 1048 | 1273 | |
40 | 1925 | 2250 | 1138 | 1363 | 1625 | 1063 | 1288 | |
44 | 2030 | 2380 | 1203 | 1440 | 1715 | 1128 | 1365 | |
48 | 2145 | 2545 | 1273 | 1523 | 1810 | 1188 | 1438 | |
Св. | 12 | 1223 | 1460 | 733 | 870 | 1058 | 678 | 815 |
16 | 1375 | 1625 | 815 | 978 | 1190 | 755 | 918 | |
20 | 1550 | 1825 | 912 | 1100 | 1337 | 845 | 1033 | |
24 | 1663 | 1950 | 986 | 1174 | 1424 | 915 | 1103 | |
48 | 2233 | 2670 | 1335 | 1585 | 1898 | 1250 | 1500 |
 5,6 до 11,2
5,6 до 11,2 22,4 до 45
22,4 до 45 45 до 90
45 до 90 90 до 180
90 до 180 180 до 355
180 до 355 355 до 640
355 до 640Геометрические параметры
Рассмотрим геометрические параметры, которые характеризуют основные элементы резьбы метрического типа.
Номинальный диаметр резьбы обозначается буквами D и d. При этом под буквой D понимают номинальный диаметр наружной резьбы, а под буквой d – аналогичный параметр внутренней.
При этом под буквой D понимают номинальный диаметр наружной резьбы, а под буквой d – аналогичный параметр внутренней.
Средний диаметр резьбы в зависимости от ее наружного или внутреннего расположения обозначается буквами D2 и d2.
Внутренний диаметр резьбы в зависимости от ее наружного или внутреннего расположения имеет обозначения D1 и d1.
Внутренний диаметр болта используется для расчета напряжений, создаваемых в структуре такого крепежного изделия.
Шаг резьбы характеризует расстояние между вершинами или впадинами соседних резьбовых витков. Для резьбового элемента одного и того же диаметра различают основной шаг, а также шаг резьбы с уменьшенными геометрическими параметрами
Для обозначения этой важной характеристики используют букву P.
Ход резьбы представляет собой расстояние между вершинами или впадинами соседних витков, сформированных одной винтовой поверхностью. Ход резьбы, которая создана одной винтовой поверхностью (однозаходная), равен ее шагу
Кроме того, значение, которому соответствует ход резьбы, характеризует величину линейного перемещения резьбового элемента, совершаемого им за один оборот.
Такой параметр, как высота треугольника, который формирует профиль резьбовых элементов, обозначается буквой H.
Геометрические параметры основного профиля метрической резьбы
Значения диаметров метрической резьбы (мм)
Полная таблица метрических резьб согласно ГОСТ 24705-2004
ГОСТ 8724
Этот стандарт содержит требования к параметрам шага резьбы и ее диаметра. ГОСТ 8724, действующая редакция которого вступила в силу в 2004 году, является аналогом международного стандарта ISO 261-98. Требования последнего распространяются на метрические резьбы диаметром от 1 до 300 мм. По сравнению с этим документом, ГОСТ 8724 действует для более широкого диапазона диаметров (0,25–600 мм). В настоящий момент актуальна редакция ГОСТа 8724 2002, вступившего в действие в 2004 году вместо ГОСТа 8724 81. Следует иметь в виду, что ГОСТ 8724 регламентирует отдельные параметры метрической резьбы, требования к которой оговаривают и другие стандарты резьб. Удобство использования ГОСТа 8724 2002 (как и других подобных документов) состоит в том, что вся информация в нем содержится в таблицах, в которые включены метрические резьбы с диаметрами, находящимися в вышеуказанном интервале. Требованиям данного стандарта должна соответствовать как левая, так и правая резьба метрического типа.
Требованиям данного стандарта должна соответствовать как левая, так и правая резьба метрического типа.
ГОСТ 24705 2004
Данный стандарт оговаривает, какие должна иметь резьба метрическая основные размеры. ГОСТ 24705 2004 распространяется на все резьбы, требования к которым регламентируются ГОСТом 8724 2002, а также ГОСТом 9150 2002.
ГОСТ 9150
Это нормативный документ, в котором оговорены требования к профилю метрической резьбы. ГОСТ 9150, в частности, содержит данные о том, каким геометрическим параметрам должен соответствовать основной резьбовой профиль различных типоразмеров. Требования ГОСТа 9150, разработанного в 2002 году, как и двух предыдущих стандартов, распространяются на метрические резьбы, витки которых поднимаются слева вверх (правого типа), и на те, винтовая линия которых поднимается влево (левого типа). Положения данного нормативного документа тесно перекликаются с требованиями, которые приводит ГОСТ 16093 (а также ГОСТы 24705 и 8724).
ГОСТ 16093
Данный стандарт оговаривает требования к допускам на метрическую резьбу. Кроме того, ГОСТ 16093 предписывает, как должно осуществляться обозначение резьбы метрического типа. ГОСТ 16093 в последней редакции, которая вступила в действие в 2005 году, включает в себя положения международных стандартов ISO 965-1 и ISO 965-3. Под требования такого нормативного документа, как ГОСТ 16093, подпадает как левая, так и правая резьба.
Кроме того, ГОСТ 16093 предписывает, как должно осуществляться обозначение резьбы метрического типа. ГОСТ 16093 в последней редакции, которая вступила в действие в 2005 году, включает в себя положения международных стандартов ISO 965-1 и ISO 965-3. Под требования такого нормативного документа, как ГОСТ 16093, подпадает как левая, так и правая резьба.
Технология нарезания внутренней резьбы
Как уже говорилось выше, перед началом работы надо просверлить отверстие, диаметр которого должен точно подходить под резьбу определенного размера. Следует иметь в виду: если диаметры отверстий, предназначенных под нарезание метрической резьбы, выбраны неверно, это может привести не только к ее некачественному выполнению, но и к поломке метчика.
Учитывая тот факт, что метчик, формируя резьбовые канавки, не только срезает металл, но и продавливает его, диаметр сверла для выполнения резьбы должен быть несколько меньше, чем ее номинальный диаметр. Например, сверло под выполнение резьбы М3 должно иметь диаметр 2,5 мм, под М4 – 3,3 мм, для М5 следует выбирать сверло диаметром 4,2 мм, под резьбу М6 – 5 мм, М8 – 6,7 мм, М10 – 8,5 мм, а для М12 – 10,2.
Таблица 1. Основные диаметры отверстий под метрическую резьбу
Все диаметры сверл под резьбу ГОСТ приводит в специальных таблицах. В таких таблицах указаны диаметры сверл под выполнение резьбы как со стандартным, так и с уменьшенным шагом, при этом следует иметь в виду, что для этих целей сверлятся отверстия разных диаметров. Кроме того, если резьба нарезается в изделиях из хрупких металлов (таких, например, как чугун), диаметр сверла под резьбу, полученный из таблицы, необходимо уменьшить на одну десятую миллиметра.
Диаметры сверл под метрическую резьбу можно рассчитать самостоятельно. От диаметра резьбы, которую требуется нарезать, необходимо вычесть значение ее шага. Сам шаг резьбы, размер которого используется при выполнении таких вычислений, можно узнать из специальных таблиц соответствия. Для того чтобы определить, какого диаметра отверстие необходимо выполнить с помощью сверла в том случае, если для резьбонарезания будет использоваться трехзаходный метчик, надо воспользоваться следующей формулой:
Д о = Д м х 0,8,
где:
Д о
– это диаметр отверстия, которое надо выполнить с помощью сверла,
Д м
– диаметр метчика, которым будет обрабатываться просверленный элемент.
Прочность крепления деталей между собой обеспечивается за счет ввинчивания носителя внешней резьбы во внутреннюю второго изделия
Важно, чтобы параметры их были выдержаны в соответствии со стандартами, тогда такое соединение не нарушится в ходе эксплуатации и обеспечит необходимую герметичность. Потому существуют нормы выполнения резьбы и отдельных ее элементов
Перед нарезкой внутри детали выполняют отверстие под резьбу, диаметр которого не должен превышать ее внутренний. Выполняется это с помощью сверл по металлу, габариты которых приведены в справочных таблицах.
Нарезание прямоугольных и трапецеидальных резьб
Особенности нарезания. Прямоугольные и трапецеидальные резьбы, применяемые для передачи движений, относятся к группе ходовых резьб, поэтому их. точность и чистота обработки должны быть более высокими, чем крепежных резьб. Вследствие этого нарезание таких резьб нуждается в более высокой квалификации токаря и должно выполняться на более точных и отрегулированных станках.
Другой особенностью ходовых резьб является наличие у них более крупных шагов и, следовательно, больших углов подъема. Поэтому прямоугольные и трапецеидальные резьбы большей частью нарезаются последовательно несколькими резцами, установка и заточка которых зависят от угла подъема резьбы.
Особенностью ходовых резьб также является подготовка поверхностей заготовок под нарезание резьбы. Благодаря отсутствию острых вершинок у таких резьб некоторое выдавливание металла при прорезании винтовой канавки наблюдается только в виде появления небольших заусенцев по внешним уголкам профиля, которые обычно удаляют в конце нарезания напильником. В связи
с этим исходные поверхности заготовок под ходовые резьбы выполняют по номинальным значениям диаметров резьб: для винтов — по наружному диаметру, для гаек — по внутреннему.
Применяемые резцы и их установка на станке. Чистовые резцы для прямоугольных (рис. 211, а) и трапецеидальных (рис. 211, в) резьб затачиваются и доводятся по шаблонам (рис. 211, б) соответственно шагу резьбы.
211, б) соответственно шагу резьбы.
Чтобы исключить искажение профиля резьбы, передние углы чистовых резцов принимают равными 0°.Главный задний угол делают в пределах а=6—8°. Боковые задние углы зависят от величины и направления угла подъема резьбы. Для пояснения этой зависимости рассмотрим рис. 212.
Боковые стороны винтовой канавки имеют угол подъема со, который определяется по формуле (6)(см. гл. V).
При установке резца параллельно оси детали (рис. 212, слева) задний угол а должен быть больше угла w, иначе резание будет невозможным, а угол а1 может иметь даже нулевое значение.
Практически для правых резьб принимают a1 = w + 3°, а2=3°, для левых резьб значения углов меняются местами. При такой установке боковые режущие кромки резца работают в разных условиях. Если левая кромка имеет положительный передний угол, то правая — отрицательный. Поэтому правая кромка резца не режет, а мнет металл, особенно при больших углах подъема резьбы, Такая установка применяется для чистовых резцов, которые
придают профилю резьбы окончательную форму и размеры, а также для черновых при нарезании резьб с углом подъема до 3°.
С целью облегчения условий резания черновые резцы для на-, резания резьб с углом со>3° устанавливаются по схеме, приведенной на рис. 212, справа, перпендикулярно к боковым сторонам профиля резьбы (под углом со к оси детали). В этом случае условия работы обеих режущих кромок становятся одинаковыми, пе-
редний угол у=0°. Для придания последнему положительного значения на передней поверхности черновых резцов рекомендуется делать радиусную выемку (рис.212, справа, показано штриховой
Задние боковые углы резца при такой установке делают одинаковыми, в пределах 3—4°.
Впадина резьбовой канавки при установке резца под углом к оси получается слегка вогнутой. Это следует учитывать при нарезании прямоугольных резьб, которые центрируются по внутреннему диаметру.
В связи с более тяжелыми условиями резания резцы для нарезания прямоугольных и трапецеидальных резьб надо устанавливать с наименьшим вылетом из резцедержателя и прочно крепить винтами. Чистовые резцы должны быть установлены точно по высоте центров станка, ось профиля их располагается строго перпендикулярно к оси детали по шаблонам (см. рис. 211, б).
рис. 211, б).
Поворот черновых резцов на угол со можно выполнить при помощи специальной державки с поворотной головкой (рис. 213, а) или использованием державочных резцов с круглым стержнем (рис. 213,6).
Прорезание винтовых канавок. Ходовые резьбы с шагом до 3—4 мм нарезаются обычно одним чистовым резцом (рис.214, а и б). Резьбы с более крупным шагом вначале нарезают черновыми резцами, затем чистовым.
На рис. 214, в показано нарезание прямоугольной резьбы двумя резцами: предварительно черновым резцом 1 с шириной режущей части на 0,5—1 мм меньше требуемой ширины канавки (по
дну канавки оставляется припуск 0,2—03 мм для чистовой обработки) и окончательно чистовым резцом 2.
Повысить чистоту боковых сторон профиля резьбы можно нарезанием ее по схеме, показанной на рис. 214, г — канавочным резцом / и двумя подрезными резцами 2 и 3. Этот способ более сложный и требует высокой квалификации токаря.
На рис. 214, д, е и ж показано нарезание трапецеидальных резьб. Резьбы с небольшим шагом (но более 3 мм) нарезаются двумя резцами: предварительно канавочным резцом (ширина резца примерно 0,34 5) на полную глубину (рис.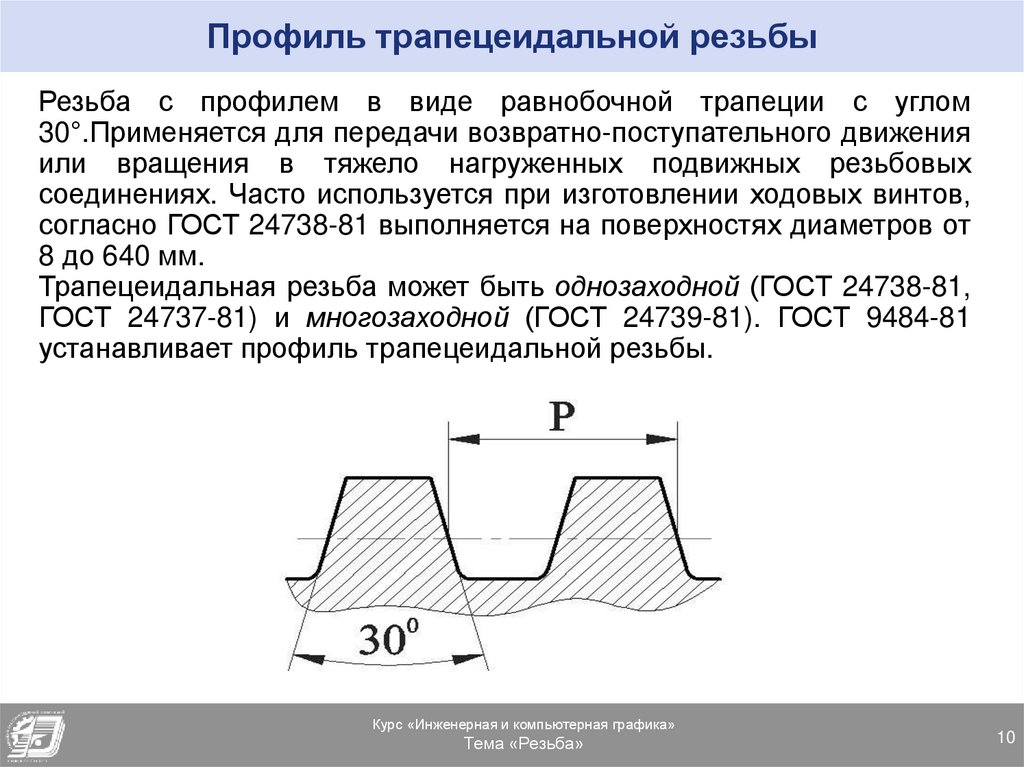 214, д, слева) и окончательно чистовым резцом (рис. 214, д, справа). При более крупном шаге рекомендуется после чернового канавочного резца обработать раздельно правую и левую стороны профиля узким угловым резцом (рис. 214, д, в центре), а затем калибровать профиль чистовым резцом.
214, д, слева) и окончательно чистовым резцом (рис. 214, д, справа). При более крупном шаге рекомендуется после чернового канавочного резца обработать раздельно правую и левую стороны профиля узким угловым резцом (рис. 214, д, в центре), а затем калибровать профиль чистовым резцом.
Резьбы с крупным шагом часто нарезают тремя резцами (рис. 214, е). Вначале прорезают широкую канавку до среднего диаметра резьбы (глубиной 1/4 S) канавочным резцом 1, ширина которого принимается на 0,2—0,3 мм меньше 1/2 S. Затем канавку обрабатывают узким резцом 2 на полную глубину профиля шириной ~34S. Окончательно резьбу калибруют чистовым резцом 3.
Такие же способы нарезания применяются при изготовлении внутренних резьб, одна из схем обработки которых приведена на рис. 214, ж.
Проверка резьб в процессе’ обработки производится шаблонами (рис. 215). Шаблон своим выступом устанавливается в проре-
занную канавку и располагается в осевой плоскости. По его прилеганию к сторонам профиля канавки проверяют годность резьбы.
Шаблоном (рис. 215, б) можно косвенным путем проверить средний диаметр трапецеидальной резьбы. Его накладывают на виток так, чтобы дно, выемки касалось вершины профиля резьбы. Если при этом уголки шаблона касаются боковых сторон профиля в точках А и В, то средний диаметр резьбы правилен.
В серийном производстве контроль трапецеидальных резьб производят предельными резьбовыми калибрами, подобными по конструкции калибрам для треугольных резьб (см. гл. V, рис. 117, а и б).
Автор – nastia19071991
Нарезка резьбы
Услуга нарезка резьбы относится к процедурам, технология которых давно стандартизирована и отработана.
Это даже в домашних условиях легко сделать – если необходимо нарезать простую резьбу на пре небольших труб или болтов, то в данном случае несложно будет все выполнить вручную.
С подобной задачей за полчаса справится и один человек. Однако если за подобное же время необходимо будет нарезать резьбу на тысячах или сотнях болтов, то для этого нужна будет хорошо оснащенная и большая металлообрабатывающая компания, такая как наша.
Наши услуги по нарезанию резьбы различных типов
Наша металлообрабатывающая компания предоставляет услуги по нарезанию резьбы различных типов, в том числе и нестандартные детали из конструкционных и строительных сталей, а также цветных сплавов. На нашем заводе вы всегда можете заказать:
- Нарезание конической резьбы по зарубежным и российским стандартам.
- Трубной резьбы по зарубежным и российским стандартам.
- Нарезание наружной резьбы (дюймовая, метрическая).
- Внутренней резьбы (дюймовая, метрическая).
- Сложные виды. Нарезание на токарном станке резьбы (многозаходная, прямоугольная, трапецеидальная).
Технологии, оборудование, возможности
Услуга нарезка резьбы всех типов осуществляется на нашем заводе, на современном высокотехнологичном оборудовании с программным управлением. В нашей компании также используются резьбонарезные специализированные станки. Они дают возможность с высокой точностью и быстро осуществлять заказы по нарезанию трубной резьбы, чей диаметр достигает до 50 миллиметров, а также производить болты диаметром от 6 до 52 миллиметров.
Они дают возможность с высокой точностью и быстро осуществлять заказы по нарезанию трубной резьбы, чей диаметр достигает до 50 миллиметров, а также производить болты диаметром от 6 до 52 миллиметров.
Работа на токарном оборудовании предоставляет возможность поучить профиль, который отличается от треугольного. Наша компания также может производить шариковинтовые пары и червячные передачи. Нам для этого достаточно станки перенастроить на прямоугольный или трапецеидальный профиль. На нашем заводе нарезание трапецеидальной резьбы осуществляется самым производительным способом углубления предварительной канавки, а затем профиль обрабатывается двумя резцами.
В нашей компании не имеется изношенного или старого оборудования, из новых станков состоит наш технический парк. Гарантируется заказчику точное соблюдение срокам и соответствие допусками. Вот почему услуга нарезка резьбы в нашей компании пользуется столь высокой популярностью.
Стандарты резьбы в мире
Несколько стандартов используется в мире, поэтому довольно запутанной выглядит ситуация. Еще и тем осложняется положение, что в некоторых отраслях используются традиционно стандарты, которые не применяются в целом по России (к примеру, нефтяная отрасль). Поэтому нарезание на трубах наружной резьбы для буровой осуществляется с прочими соотношениями в сравнении с водопроводной трубой. Мы в целях лучшего понимания приведем данные, которые во всем помогут вам разобраться.
Еще и тем осложняется положение, что в некоторых отраслях используются традиционно стандарты, которые не применяются в целом по России (к примеру, нефтяная отрасль). Поэтому нарезание на трубах наружной резьбы для буровой осуществляется с прочими соотношениями в сравнении с водопроводной трубой. Мы в целях лучшего понимания приведем данные, которые во всем помогут вам разобраться.
В нашей компании и в целом по России применяются следующие виды резьб:
- Дюймовая коническая с углом профиля 60о ГОСТ 6111 (нарезание резьбы для воздушных, водяных, масляных и топливных трубопроводов станков и машин).
- Цилиндрическая трубная ГОСТ 6357, коническая трубная ГОСТ 6211 (резьбовые конические соединения, а также нарезка на конусе наружной резьбы для соединения с цилиндрической внутренн
- Метрическая, шаг и диаметр определяет ГОСТ 8724, профиль – ГОСТ 9150.
Как нарезать резьбу метчиком
Метчик – это специализированный инструмент, при помощи которого нарезается внутренняя резьба, т. е. в отверстии. Как правило, не требуется нарезка внешней резьбы, поскольку шурупы и винты уже с готовой резьбой продаются, а вот не всегда есть резьба в отверстии, поэтому мы, в первую очередь, и расскажем о нарезке внутренней резьбы. Нам также кроме метчиков понадобиться сверло. Вначале просверливаем отверстие необходимого диаметра и снимаем фаску для того, чтобы в отверстие можно было зайти метчиком. Напоминаем, что фаской именуют скос в самом начале или на торце отверстия. Для качественной и четкой резьбы нам понадобится три метчика.
е. в отверстии. Как правило, не требуется нарезка внешней резьбы, поскольку шурупы и винты уже с готовой резьбой продаются, а вот не всегда есть резьба в отверстии, поэтому мы, в первую очередь, и расскажем о нарезке внутренней резьбы. Нам также кроме метчиков понадобиться сверло. Вначале просверливаем отверстие необходимого диаметра и снимаем фаску для того, чтобы в отверстие можно было зайти метчиком. Напоминаем, что фаской именуют скос в самом начале или на торце отверстия. Для качественной и четкой резьбы нам понадобится три метчика.
Первый метчик, должен быть черновым, его применяем для начального прохода в отверстие. Черновой метчик узнать можно по риске, которая опоясывает его в верхней части метчика. Проведя вперед-назад несколько циклов, смазывая периодически черновой метчик. Двумя рисками помечается средний метчик. Также необходимо им в отверстии провести несколько циклов, после прохождения каждого цикла необходимо смазывать метчик. И, наконец, специалисты рекомендуют для окончательной отделки использовать чистовой метчик, на котором имеется уже три риски. После прохождения циклов чистовым метчиком вы получите очень четкую и полноценную резьбу.
После прохождения циклов чистовым метчиком вы получите очень четкую и полноценную резьбу.
Здесь необходимо заметить, что для того чтобы нарезать отверстия максимальным диаметром 3 миллиметра хватает и двух метчиков. Кроме того, если нарезаете вы глухое отверстие (не на всю толщину материала), не обходимо после прохождения каждого цикла, не только промазывать метчик, но и удалять опилки, которые в его канавке скапливаются при помощи тряпки.
Нарезка внешней резьбы
В данном случае нам потребуются вороток, тиски и плашка с необходимым шагом резьбы и диаметром. Берем металлический подготовленный стержень, его в исках крепко зажимаем и снимаем фаску надфилем или, к примеру, специальным бархатным напильником. Потом при помощи воротк4а на конец стержня надеваем плашку, который необходимо перед этим смазать обильно машинным маслом. Теперь на стержень навинчиваем плашку, нажимая на нее слегка.
Примерно сделав полтора оборота, отвинчиваем на пол оборота назад плашку, затем вперед снова на полтора оборота и снова немного назад до получения необходимой глубины резьбы. В процессе осуществления этой работы следите внимательно за тем, чтобы перекосов не возникало.
В процессе осуществления этой работы следите внимательно за тем, чтобы перекосов не возникало.
Шпиндель с трапециевидной резьбой – Руководство по инструментам для нарезания резьбы
В сегодняшней статье мы хотели бы поближе познакомиться с трапециевидной резьбой. Что такое трапециевидная резьба? Что такое шпиндель с трапециевидной резьбой? Почему трапециевидные резьбы чаще всего используются в качестве ходовых? Какие производственные процессы являются общими для трапециевидной резьбы? Каковы размеры отверстий под трапециевидную резьбу? Наслаждайся чтением!
Что такое шпиндель с трапециевидной резьбой?
Шпиндели с трапециевидной резьбой применяются для ручного и моторного привода для преобразования вращательных движений в поступательные.
Что такое трапециевидная резьба?
Как следует из названия, трапециевидная резьба имеет равнобедренный, трапециевидный профиль резьбы.
Метчики и плашки с трапециевидной резьбой имеют кодовую букву Tr. Боковой угол трапециевидной резьбы составляет 30 градусов. Трапециевидная резьба стандартизирована согласно DIN 103 и ISO 2901/2903.
Боковой угол трапециевидной резьбы составляет 30 градусов. Трапециевидная резьба стандартизирована согласно DIN 103 и ISO 2901/2903.
Почему трапециевидные резьбы чаще всего используются в качестве ходовых?
Трапециевидная резьба предпочтительно используется в качестве трансмиссионной резьбы, поскольку она может выдерживать высокие осевые нагрузки. Это связано с тем, что резьба шире, а шаг больше.
Поэтому трапециевидная резьба используется в различных областях. Среди прочего, в центральных токарных станках и токарных станках с подающим винтом. А также в тисках, зажимах и угловых зажимах.
Способ изготовления шпинделей с трапециевидной резьбой
В процессе производства различают, среди прочего, катаные и вихревые версии. Процесс производства проката осуществляется методом холодной штамповки и является безрезочным.
Преимущество скрученной версии по сравнению с витой в том, что она более износостойкая и прочная. Кроме того, боковая поверхность более гладкая.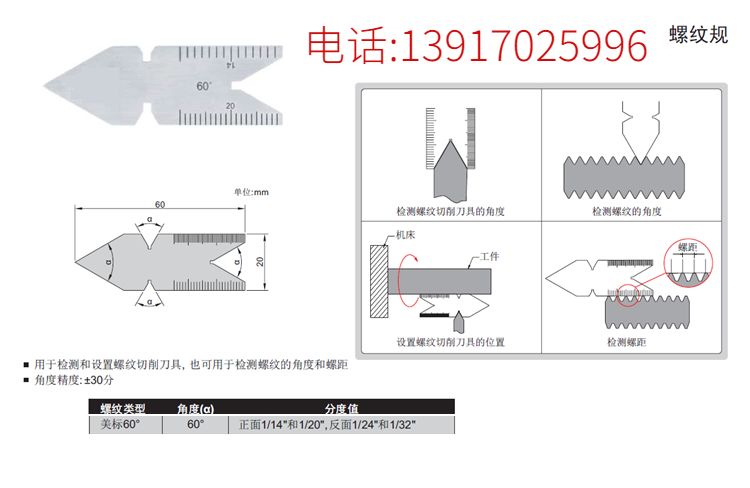
Шпиндели с вихревой резьбой — это процесс обработки, при котором во время изготовления остается шероховатая поверхность.
Знаете ли вы?
Исторический анекдот о приводе с трапециевидной резьбой:
Трапециевидная резьба веками использовалась в качестве движущей силы. Записи показывают, что первые фильтр-прессы использовались на пивоваренных заводах в Германии уже в 1903 году (см. Teich 2000, стр. 259)
Во время варки пива или производства вина так называемый фильтр-пресс или рамный фильтр-пресс используется для уточнения.
Пластины этого фильтра прижимались друг к другу ручным шпинделем с трапециевидной резьбой. Затем пиво растекалось по тарелкам. Ткани между тарелками обеспечивали осветление пива.
Исторический анекдот о приводе с трапециевидной резьбой:
Трапециевидная резьба веками использовалась в качестве движущей силы. Записи показывают, что первые фильтр-прессы использовались на пивоваренных заводах в Германии еще в 1903 году (см. Teich 2000, стр. 259)
Teich 2000, стр. 259)
При варке пива или производстве вина для осветления использовался так называемый фильтр-пресс или рамный фильтр-пресс.
Пластины этого фильтра прижимались друг к другу ручным шпинделем с трапециевидной резьбой. Затем пиво растекалось по тарелкам. Ткани между тарелками обеспечивали осветление пива.
Размеры отверстий под трапециевидную резьбу DIN 103
| Номинальный диаметр | Диаметр болта мм | Гайка диаметром отверстия мм |
| Трос 9 x 2 | 6 500 | 7000 |
| Тр 10 х 2 | 7 500 | 8000 |
| Тр 11 х 3 | 7 500 | 8000 |
| Тр 12 х 3 | 8 500 | 9000 |
| Тр 14 x 3 | 10 500 | 11 000 |
| Тр 16 х 4 | 11 500 | 12 000 |
| Тройник 18 x 4 | 13 500 | 14 000 |
| Тр 20 х 4 | 15 500 | 16 000 |
| Тр 22 х 5 | 16 500 | 17 000 |
| Тр 24х5 | 17 500 | 19 000 |
| Тр 26 х 5 | 20 500 | 21 000 |
| Тр 28 х 5 | 22 500 | 23 000 |
| Тр 30 х 6 | 23 000 | 24 000 |
| Тройник 32 x 6 | 25 000 | 26 000 |
| Тр 34 x 6 | 27 000 | 28 000 |
| Тр 36 х 6 | 29 000 | 30 000 |
| Тр 38 х 7 | 30 000 | 31 000 |
| Тр 40 х 7 | 32 000 | 33 000 |
| Тройник 42 x 7 | 34 000 | 35 000 |
| Тр 44 х 7 | 36 000 | 37 000 |
| Тройник 46 x 8 | 37 000 | 38 000 |
| Тройник 48 x 8 | 39 000 | 40 000 |
| Тр 50 х 8 | 41 000 | 42 000 |
| Тр 52 x 8 | 43 000 | 44 000 |
| Тр 55 х 9 | 45 000 | 46 000 |
| Тр 60 х 9 | 50 000 | 51 000 |
| Тр 65 х 10 | 54 000 | 55 000 |
| Тр 70 х 10 | 59 000 | 60 000 |
| Тр 75 х 10 | 64 000 | 65 000 |
| Тр 80 х 10 | 69 000 | 70 000 |
| Тр 85 x 12 | 72 000 | 73 000 |
| Тр 90 х 12 | 77 000 | 78 000 |
| Тр 95 х 12 | 82 000 | 83 000 |
| Тр 100 х 12 | 87 000 | 88 000 |
| Тр 105 х 12 | 92 000 | 93 000 |
| Тр 110 х 12 | 97 000 | 98 000 |
| Тр 115 х 14 | 99 000 | 101 000 |
| Тр 120 х 14 | 104 000 | 106 000 |
| Тр 125 х 14 | 109 000 | 111 000 |
| Тр 130 х 14 | 114 000 | 116 000 |
| Тр 135 х 14 | 119 000 | 121 000 |
| Тр 140 х 14 | 124 000 | 126 000 |
| Тр 145 х 14 | 129 000 | 131 000 |
| Тр 150 х 16 | 132 000 | 134 000 |
| Тр 155 х 16 | 137 000 | 139 000 |
| Тр 160 х 16 | 142 000 | 144 000 |
| Тр 165 х 16 | 147 000 | 149 000 |
| Тр 170 х 16 | 152 000 | 154 000 |
| Тр 175 х 16 | 157 000 | 159 000 |
| Тр 180 х 18 | 160 000 | 162 000 |
| Тр 185 x 18 | 165 000 | 167 000 |
| Тр 190 х 18 | 170 000 | 172 000 |
| Тр 195 x 18 | 175 000 | 177 000 |
| Тр 200 х 18 | 180 000 | 182 000 |
| Тр 210 х 20 | 188 000 | 190 000 |
| Тр 220 х 20 | 198 000 | 200 000 |
| Тр 230 х 20 | 208 000 | 210 000 |
| Тр 240 х 22 | 216 000 | 218 000 |
| Тр 250 х 22 | 226 000 | 228 000 |
| Тр 260 х 22 | 236 000 | 238 000 |
| Тр 270 х 24 | 244 000 | 246 000 |
| Тр 280 х 24 | 254 000 | 256 000 |
| Тр 290 x 24 | 264 000 | 266 000 |
| Тр 300 х 24 | 274 000 | 276 000 |
(Источник: Teich, M. (2000): «Bier, Wissenschaft und Wirtschaft in Deutschland 1800–1914: ein Beitrag zur deutschen Industrialisierungsgeschichte». Издательство Böhlau, 9).0592
(2000): «Bier, Wissenschaft und Wirtschaft in Deutschland 1800–1914: ein Beitrag zur deutschen Industrialisierungsgeschichte». Издательство Böhlau, 9).0592
Щелкните здесь, чтобы перейти к нашему новому цифровому каталогу!
В каталог
Последние статьи
Методы высокоскоростного точения трапециевидной резьбы с ЧПУ
Обработка трапециевидной резьбы на токарных станках с ЧПУ имеет определенные технические трудности, особенно при скоростном нарезании. Его нелегко наблюдать и контролировать во время обработки, а его безопасность и надежность также неудовлетворительны. Это требует правильной геометрии инструмента и технологии обработки. Сегодня YIJIN Hardware представляет эффективный и осуществимый метод обработки трапециевидной резьбы.
Независимо от того, на обычном токарном станке или на токарном станке с ЧПУ, обработка трапециевидной резьбы всегда сложна для техников общего профиля, особенно для высокоскоростного точения трапециевидной резьбы на токарном станке с ЧПУ. Большинство книг и учебников не охватывают темы. Поэтому трудно понять его тонкий расчет и разумную технологию обработки трапециевидной резьбы.
Большинство книг и учебников не охватывают темы. Поэтому трудно понять его тонкий расчет и разумную технологию обработки трапециевидной резьбы.
Выбор процесса обработки
Как показано на рис. 1, при обработке трапециевидной резьбы на токарном станке с ЧПУ трехкулачковый патрон использует метод с одним зажимом и одной вершиной. Для удобства настройки и программирования инструмента начало программы устанавливается в центре правой торцевой поверхности заготовки. Также изготовлен самодельный шаблон наладки инструмента, облегчающий точность направления Z при смене инструмента для черновой и чистовой токарной обработки. Следует отметить, что, поскольку это высокоскоростная обработка трапециевидной резьбы, выбор твердосплавного инструмента.
При точении трапециевидной резьбы на высокой скорости из-за слишком большого шага, чтобы предотвратить явление «излома» и «опрокидывания», сила резания не может быть слишком большой при обработке трапециевидной резьбы, а инструмент не может резать с трех сторон одновременно. Аппаратное обеспечение YIJIN на протяжении многих лет практики доказало, что экономичный токарный станок с ЧПУ нельзя использовать с инструкциями по нарезанию резьбы G32, G92, переходя на прямолинейный или прямолинейный метод нарезания канавок на обработку, даже если в последние годы было введено много магазинов. об использовании G92 сочетает в себе подпрограмму метода качания для послойного резания, это не лучший метод, хотя теоретически этот метод, когда сила резания мала, но он игнорирует то, что большинство наших широко используемых токарных станков являются экономичными токарными станками с ЧПУ. Экономичная система управления токарным станком с ЧПУ представляет собой полузамкнутый контур, поэтому сервосистема не может идти в ногу с числовыми требованиями системы ЧПУ, когда она качается, чтобы изменить шаг обработки. Принимая во внимание всестороннее программирование и обработку в сочетании с практическим опытом, наша компания считает, что использование инструкции составного цикла нарезания резьбы G76 для обработки является более эффективным, безопасным, надежным и осуществимым методом.
Аппаратное обеспечение YIJIN на протяжении многих лет практики доказало, что экономичный токарный станок с ЧПУ нельзя использовать с инструкциями по нарезанию резьбы G32, G92, переходя на прямолинейный или прямолинейный метод нарезания канавок на обработку, даже если в последние годы было введено много магазинов. об использовании G92 сочетает в себе подпрограмму метода качания для послойного резания, это не лучший метод, хотя теоретически этот метод, когда сила резания мала, но он игнорирует то, что большинство наших широко используемых токарных станков являются экономичными токарными станками с ЧПУ. Экономичная система управления токарным станком с ЧПУ представляет собой полузамкнутый контур, поэтому сервосистема не может идти в ногу с числовыми требованиями системы ЧПУ, когда она качается, чтобы изменить шаг обработки. Принимая во внимание всестороннее программирование и обработку в сочетании с практическим опытом, наша компания считает, что использование инструкции составного цикла нарезания резьбы G76 для обработки является более эффективным, безопасным, надежным и осуществимым методом.
Введение в директиву G76
Инструкция G76 склонна к нарезанию, из-за односторонней обработки кромок нагрузка на инструмент мала, удаление стружки легко, а глубина нарезания резьбы уменьшается. Общее использование обработки резьбы с большим шагом.
1. Инструкция G76 о маршруте подачи инструмента и распределении подачи инструмента, показанная на рисунке 2.
Инструкция G76 о маршруте подачи инструмента и распределении подачи инструмента
Инструкция по циклу нарезания резьбы G76, демонстрация процесса
Фотографии: Трапециевидная резьба, схема обработки каждого параметра количество подач, ¢ относится к первой подаче=⊿d, s – второй подаче=1, третьей и более подач=X-1.
2. Формат
G76 P(m)(r)(a) Q(⊿dmin) R(d)
G76 X(U) Z(W(k R(i) P(i) ⊿d ) F(L)
В том числе:
м—количество повторов отделки, может быть от 1 до 99 раз.
r — Снятие фаски на хвостовике резьбы (с наклоном к возврату), 00~99 единиц, если брать 01, отступление шага 0,11×.
a—Угол резьбового наконечника (угол профиля резьбы).80, 60, 55, 30, 29, 0 градусов.
⊿dmin—Минимальное количество обратнорежущего инструмента, значения радиуса, мкм.
г — припуск на чистовую обработку, значения радиуса, мм
и — разность радиуса резьбовой части, значения радиуса, мкм
k — Глубина резьбы, рассчитывается по h=0 65×шаг (P), мкм.
⊿г – первый глубокий рез, значения радиуса, мкм.
L – шаг резьбы, мкм.
Выбор геометрии инструмента
В соответствии с условием высокоскоростного точения трапециевидной резьбы сначала рассчитывается Угол спирали, чтобы правильно заточить геометрический Угол инструмента. Винтовой угол a=[P/(d)]=arctan[5/(3,14×25,5)]= 3,82, поэтому целесообразнее выбрать 6-8 градусов для левого заднего угла и 2 градуса для правого заднего угла ; Для облегчения удаления стружки и предотвращения повреждения инструмента передний угол составляет 6-8 градусов, что делает инструмент более острым и способствует разрушению стружки. Особо отмечается, что наша компания использует два инструмента для черновой и чистовой токарной обработки. Инструмент легко поворачивается благодаря грубой обработке. Повреждение и износ, поэтому наша компания шлифует угол чернового точения в форме дуги окружности, что может усилить прочность наконечника инструмента, даже если количество черновой обработки слишком велико, существует определенный страховой коэффициент, и процесс чистовой обработки полностью в соответствии с формой резьбы. Следует обратить внимание на точность нулевой точки инструмента грубой и чистовой токарной обработки в направлении Z. Геометрические формы инструментов для чернового и чистового точения следующие:
Особо отмечается, что наша компания использует два инструмента для черновой и чистовой токарной обработки. Инструмент легко поворачивается благодаря грубой обработке. Повреждение и износ, поэтому наша компания шлифует угол чернового точения в форме дуги окружности, что может усилить прочность наконечника инструмента, даже если количество черновой обработки слишком велико, существует определенный страховой коэффициент, и процесс чистовой обработки полностью в соответствии с формой резьбы. Следует обратить внимание на точность нулевой точки инструмента грубой и чистовой токарной обработки в направлении Z. Геометрические формы инструментов для чернового и чистового точения следующие:
Геометрические формы инструментов для черновой и чистовой токарной обработки
Программирование
В данной статье речь идет только о составлении части программы для трапециевидной резьбы следующим образом:
%0003;
N10 G90 G95;
N20 M3 S350 T0505;
N30 G0 X35. З-10.;
З-10.;
N40 G76 P020030 Q20 R0.02
G76 X22.3 Z-94. P2750 Q329 F5.
N50 G0 X120. Z200.;
N60 М5;
N70 M30;
Моменты, требующие внимания при использовании цикла нарезания резьбовых соединений G76
1) При обработке трапециевидной резьбы на токарном станке с ЧПУ, благодаря изменению его передающей цепи, в принципе, его скорость может обеспечить перемещение инструмента на один шаг в направлении оси подачи за каждый оборот шпинделя. Он не должен быть ограничен, но на него будут влиять следующие аспекты:
Значение шага/шага инструкций в разделе программы обработки резьбы эквивалентно скорости подачи, выраженной подачей на оборот. Если скорость шпинделя станка выбрана слишком высокой, скорость подачи после преобразования должна значительно превышать максимальную подачу, допускаемую параметрами станка.
В это время станки будут обрабатываться в соответствии с «предельным шагом» (предельный шаг = максимальная подача/скорость).
2) Инструмент будет ограничен частотой повышения/понижения системы сервопривода и скоростью операции интерполяции устройства ЧПУ во время его перемещения. Поскольку характеристики восходящей/нисходящей частоты не могут удовлетворить потребности обработки, шаг зубьев некоторых винтов может не соответствовать требованиям из-за «опережения» и «запаздывания», вызванных основным движением подачи. Токарная резьба должна быть реализована через функцию синхронной работы шпинделя, то есть для токарной резьбы требуется энкодер генератора импульсов шпинделя. Когда скорость шпинделя выбрана слишком высокой, импульс позиционирования, посылаемый энкодером (т. е. опорный импульсный сигнал, посылаемый каждый раз, когда шпиндель вращается), может «зашкаливать», особенно когда качество энкодера нестабильно. Приводят к случайным пряжкам в резьбе заготовки.
Поэтому при нарезании трапециевидной резьбы выбор скорости вращения шпинделя должен следовать следующим принципам:
①При условии обеспечения эффективности производства и нормального резания максимальная скорость обработки должна быть получена в соответствии с расчетной формулой «предельного шага», и должна быть выбрана более низкая скорость шпинделя;
②Когда длина входа и длина выреза в блоке обработки резьбы малы, выберите относительно низкую скорость вращения шпинделя;
③Когда допустимая рабочая скорость, указанная энкодером, превышает максимальную скорость шпинделя, указанную станком, можно выбрать максимально высокую скорость шпинделя;
④При нормальных условиях скорость вращения шпинделя во время нарезания резьбы должна определяться в соответствии с расчетной формулой, указанной в руководстве по станку или системе ЧПУ.
Также обратите внимание:
①При изменении скорости вращения шпинделя правильный шаг может не выполняться, поэтому не используйте команду управления постоянной скоростью резания поверхности G9.6 во время нарезания резьбы.
②Во время нарезания резьбы скорость подачи недействительна (зафиксирована на 100 %), а скорость зафиксирована на 100 %.
③Снятие фаски или закругление не могут быть указаны в предыдущем разделе раздела нарезания резьбы.
④Как правило, из-за запаздывания сервосистемы в начале и в конце нарезания резьбы создается неправильный шаг. Следовательно, начальная и конечная позиции резьбы должны быть длиннее заданной длины резьбы.
Надеемся, эта информация поможет вам. Для получения дополнительной новой информации нажмите здесь и получите помощь эксперта по оборудованию YIJIN.
Спасибо, что прочитали.
Трапециевидная резьба
1. Трапециевидная резьба размер
Расчет: (Согласно рекламной таблице расчета основных размеров)
Высота зуба с одной стороны: h4=0,5p+ac=0,5×6+0,5=3,5 мм
Трапециевидная резьба уложена на меньший диаметр: d3=d—2h4=36—2×3,5=29мм
Ширина гребня зуба: f=f’=0,366×P=0,366×6=2,196≈2,2
Ширина альвеолярного основания (ширина заточки): W=W’=0,366×P—0,536×ac=1,928≈1,93 мм
Поэтому ширина меча установлена на 2 мм (несколько нитей больше 1,93 из-за износа)
Если материал твердый, например, стальные детали, обычно используются два ножа;
1. ①Первый инструмент – это инструмент для грубой токарной обработки (грубая заточка ножа), обычная настройка инструмента, ключевой момент – оставить запас для инструмента для тонкой токарной обработки для ремонта
①Первый инструмент – это инструмент для грубой токарной обработки (грубая заточка ножа), обычная настройка инструмента, ключевой момент – оставить запас для инструмента для тонкой токарной обработки для ремонта
②Второй инструмент — это инструмент для тонкой токарной обработки (инструмент должен быть точно отшлифован, 0,1 слишком большой, потому что он изношен, и его можно отрегулировать только по размеру, он имеет запас диапазона зазора «ac»), нормальная настройка инструмента. (положение Z0)), необходимо одновременно установить смещение в направлении «Z» (-0,15~-0,2 мм) в полосе износа, чтобы обе стороны ножа можно было полировать во время чистовой обработки.
2. ①Для тех, у кого более высокие требования, используйте G92, чтобы перейти к размеру
.
②Требуется повышенное внимание. Один состоит в том, чтобы разделить грубую и чистовую токарную обработку и обратить внимание на припуск на обрезку. Например, оставить запас 0,1 для внешней стороны автомобиля и внутренней расточки.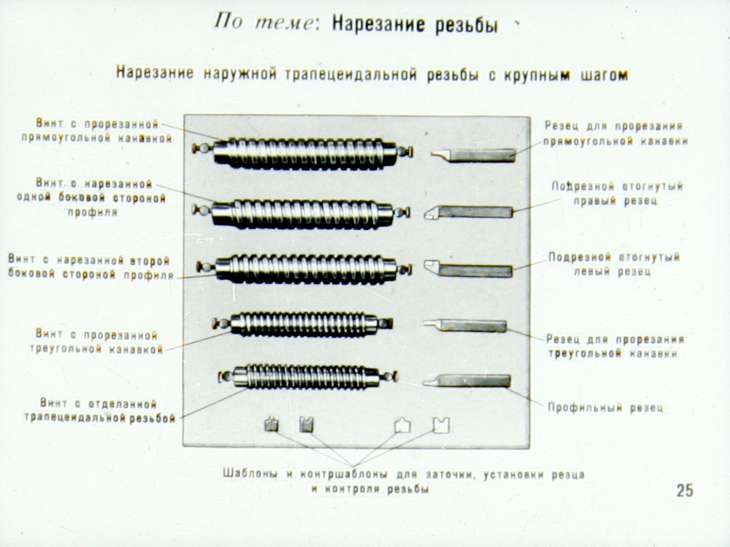 После того, как трапециевидная резьба установлена по размеру (из-за заусенцев), используйте токарный инструмент или расточный инструмент, чтобы подогнать ее по размеру, и, наконец, используйте трапециевидную резьбу, чтобы снова обрезать ее, чтобы после размещения трапециевидной резьбы , он будет чувствовать себя лучше и выглядеть лучше.
После того, как трапециевидная резьба установлена по размеру (из-за заусенцев), используйте токарный инструмент или расточный инструмент, чтобы подогнать ее по размеру, и, наконец, используйте трапециевидную резьбу, чтобы снова обрезать ее, чтобы после размещения трапециевидной резьбы , он будет чувствовать себя лучше и выглядеть лучше.
Как показано ниже
Послойная обработка трапециевидной резьбы с большим шагом с помощью макропрограммы
1. Таблица параметров: переменные и значения, используемые в макропрограмме [2, 3], показаны в таблице 1.
Таблица 1 Переменные и их значения
Рис. 1 Наружная трапециевидная резьба
Фитинг с трапециевидной резьбой
2 Анализ процесса токарной обработки трапециевидной резьбы
Существует множество видов обработки трапециевидной резьбы: прямой подход, косой подход, нарезание влево-вправо, точение прямых канавок, послойные методы и т.д. По сравнению с треугольной резьбой трапециевидная резьба имеет больший шаг и профиль зуба, высокую точность и меньшие значения шероховатости поверхности с обеих сторон профиля зуба, что приводит к более глубокому резанию, более быстрому резанию и большим запасам резания при точении трапециевидной резьбы. Отличная стойкость к порезам. Использование макропрограммы для послойной резки может хорошо решить проблемы.
Отличная стойкость к порезам. Использование макропрограммы для послойной резки может хорошо решить проблемы.
«Послойный метод» точения трапециевидной резьбы на самом деле представляет собой комплексное применение прямого метода и метода левой и правой нарезки. При точении трапециевидной резьбы с большим шагом «послойный метод» обычно не нарезает трапециевидную канавку за один раз, а делит канавку на несколько слоев, причем глубина каждого слоя определяется по фактической ситуации. Преобразование в несколько неглубоких трапециевидных канавок для резки, что может уменьшить сложность токарной обработки. При резке каждого слоя используется метод поворота влево и вправо попеременно. Количество заднего инструмента очень мало. Инструменту нужно резать только по левой и правой линиям профиля. Нарезчик трапециевидной резьбы всегда имеет только одну боковую кромку для участия в нарезании (рис. 2), так что сравнивается удаление стружки. Плавно, сила и нагрев наконечника инструмента были улучшены, поэтому можно обрабатывать более качественные трапециевидные резьбы, которые легко освоить, они короткие и простые в эксплуатации.
Рисунок 2 Метод послойной резки
2. Расчет размера (опущен)
3. Процедура: на примере системы FanucOi mate TC процедура обработки трапециевидной резьбы, показанная на рис. 1, выглядит следующим образом:
О0001; (выемка и т. д. опущены)
Т0101 М03 С300; Замена фрезы с трапециевидной резьбой, частота вращения шпинделя 300 об/мин
G00 X38 Z5; быстро дойти до начальной точки
М08; охлаждение на
#101=36;Номинальный диаметр резьбы
#102=0; Начальное значение суммы инструмента заимствования справа
#103=—1,876; начальное значение суммы займа слева (tg15×3,5×2 или 0,938×2)
#104=0,2; Глубина каждой атаки, начальное значение
N1 ЕСЛИ[#101 LT 29] GOTO2; Обработка до конца цикла малого диаметра
G00 Z[5+#102]; Быстро идите направо и пройдите до точки
.
G92 X[#101] Z—30 F6; Один вырез справа
G00 Z[5+#103]; (Быстро пройти влево для обработки начальной точки Z5) + (начальное значение суммы заимствования левого инструмента — 1,876)
G92 X[#101] Z—30 F6; один разрез слева
#101=#101—#104; Измените диаметр обработки резьбы (внешний круг вала должен быть все меньше и меньше, поэтому используйте значение «-»)
#102=#102-0,134×#104; Рассчитать количество заемного ножа справа после изменения глубины резания (tg15∕2=0,134)
#103=#103+0,134×#104; Рассчитать количество ножей, заимствованных слева после изменения глубины резания (tg15∕2=0,134)
ЕСЛИ[#101 LT 34] ТО#104=0,15; Когда он меньше 34, глубина ножа составляет 0,15 каждый раз
ЕСЛИ[#101 LT 32] ТО#104=0,1; когда он меньше 32, глубина ножа составляет 0,1 каждый раз
ЕСЛИ[#101 LT 30] ТО#104=0,05; когда он меньше 32, глубина каждого ножа равна 0,05
ПЕРЕЙТИ К 1;
N2 G92 X29 Z-30 F6; Чистовая обработка двумя проходами по нижнему диаметру
Г92 Х29 З-30 Ф6;
ГОО X100 Z200 M09; Резцедержатель быстро убирается, и охлаждение отключается
М05;
М30; конец программы
Внутренняя трапециевидная резьба (Tr36×6) Рис. 2 Внутренняя трапециевидная резьба (для справки)
2 Внутренняя трапециевидная резьба (для справки)
Расчет размера:
Найти след: D1=d-p=36-6=30
Найдите наибольший диаметр: D4=d+ac=36+0,5=36,5
4. Процедура: На примере системы Fanuc Oi mateTC процедура обработки трапециевидной резьбы, показанная на рис. 1, выглядит следующим образом:
О0002; (сверление и т.п. опущено)
Т0101 М03 С300; Замена фрезы с трапециевидной резьбой, частота вращения шпинделя 300 об/мин
G00 X27 Z5; быстро дойти до начальной точки
М08; открытое охлаждение
#101=30;Номинальный диаметр резьбы
#102=0; Начальное значение суммы инструмента заимствования справа
#103=-1,876; Начальное значение суммы займа слева (tg15×3,5×2 или 0,938×2)
#104=0,2; Глубина каждой атаки, начальное значение
N1, ЕСЛИ[#101 GT 36,5] GOTO2; Обработка до конца цикла обработки больших диаметров
G00 Z[5+#102]; быстро пройти к нужной начальной точке (Z5 — начальная точка)
G92 X[#101] Z-30 F6; один вырез справа
G00 Z[5+#103]; (быстро идите влево для обработки начальной точки Z5) + (начальное значение суммы заимствования левого инструмента – 1,876)
G92 X[#101] Z-30 F6; один разрез слева
#101=#101+#104; Измените диаметр обработки резьбы (внутреннее отверстие должно быть больше и больше, поэтому используйте значение «+»)
#102=#102-0,134×#104; Рассчитать количество заемного ножа справа после изменения глубины резания (tg15∕2=0,134)
#103=#103+0,134×#104; Рассчитать количество ножей, заимствованных слева после изменения глубины резания (tg15∕2=0,134)
ЕСЛИ[#101GT 32] ТО #104=0,15; Когда оно больше 34, глубина ножа составляет 0,15 каждый раз, когда
ЕСЛИ[#101GT 34] ТО #104=0,1; Когда оно больше 34, глубина ножа равна 0,1 каждый раз
ЕСЛИ[#101GT 36] ТО #104=0,05; когда оно больше 34, глубина ножа составляет 0,05 каждый раз
ПЕРЕЙТИ К 1;
N2 G92 X36,5 Z-30 F6; обработать два пропила по нижнему диаметру
G92 X36,5 Z-30 F6;
G00 X100 Z200 M09; резцедержатель быстро убирается, а охлаждение отключается
М05; Ограничитель шпинделя
М30; конец программы
Примечание: ①Сравните две макропрограммы: разница между осью и отверстием (жирный красный)
②S300 не быстр при обработке сталью 45
③ Во время пробной обработки наблюдается явление репутации, например, длина резьбы составляет 30 мм; когда нить длиной около 25 мм и хвостик убран; он все еще перемещается на 4~5 мм в отрицательном направлении Z, прежде чем вернуться в точку позиционирования. Почему-то озадачен. В настоящее время обработка может быть решена только путем увеличения ширины поднутрения.
Почему-то озадачен. В настоящее время обработка может быть решена только путем увеличения ширины поднутрения.
2. Расчет размера (опущен)
3. Процедура: на примере системы FanucOi mate TC процедура обработки трапециевидной резьбы, показанная на рисунке 1, выглядит следующим образом:
О0001; (выемка и т. д. опущены)
Т0101 М03 С300; Замена фрезы с трапециевидной резьбой, частота вращения шпинделя 300 об/мин
G00 X38 Z5; быстро дойти до начальной точки
М08; охлаждение на
#101=36;Номинальный диаметр резьбы
#102=0; Начальное значение суммы инструмента заимствования справа
#103=—1,876; начальное значение суммы займа слева (tg15×3,5×2 или 0,938×2)
#104=0,2; Глубина каждой атаки, начальное значение
N1 ЕСЛИ[#101 LT 29] GOTO2; Обработка до конца цикла малого диаметра
G00 Z[5+#102]; Быстро идите направо и пройдите до точки
.
G92 X[#101] Z—30 F6; Один вырез справа
G00 Z[5+#103]; (Быстро идите влево для обработки начальной точки Z5) + (начальное значение суммы заимствования левого инструмента — 1,876)
G92 X[#101] Z—30 F6; один разрез слева
#101=#101—#104; Измените диаметр обработки резьбы (внешний круг вала должен быть все меньше и меньше, поэтому используйте значение «-»)
#102=#102-0,134×#104; Рассчитать количество заемного ножа справа после изменения глубины резания (tg15∕2=0,134)
#103=#103+0,134×#104; Рассчитать количество ножей, заимствованных слева после изменения глубины резания (tg15∕2=0,134)
ЕСЛИ[#101 LT 34] ТО#104=0,15; Когда он меньше 34, глубина ножа составляет 0,15 каждый раз
ЕСЛИ[#101 LT 32] ТО#104=0,1; когда он меньше 32, глубина ножа составляет 0,1 каждый раз
ЕСЛИ[#101 LT 30] ТО#104=0,05; при меньше 32 глубина каждого ножа 0,05
ПЕРЕЙТИ К 1;
N2 G92 X29 Z-30 F6; Чистовая обработка двумя проходами по нижнему диаметру
Г92 Х29 З-30 Ф6;
ГОО X100 Z200 M09; Резцедержатель быстро убирается, и охлаждение отключается
М05;
М30; конец программы
Внутренняя трапециевидная резьба (Tr36×6) Рис. 2 Внутренняя трапециевидная резьба (для справки)
2 Внутренняя трапециевидная резьба (для справки)
Расчет размера:
Найти след: D1=d-p=36-6=30
Найдите больший диаметр: D4=d+ac=36+0,5=36,5
4. Процедура: На примере системы Fanuc Oi mateTC процедура обработки трапециевидной резьбы, показанная на рис. 1, выглядит следующим образом:
О0002; (сверление и т.п. опущено)
Т0101 М03 С300; Замена фрезы с трапециевидной резьбой, частота вращения шпинделя 300 об/мин
G00 X27 Z5; быстро дойти до начальной точки
М08; открытое охлаждение
#101=30;Номинальный диаметр резьбы
#102=0; Начальное значение суммы инструмента заимствования справа
#103=-1,876; Начальное значение суммы займа слева (tg15×3,5×2 или 0,938×2)
#104=0,2; Глубина каждой атаки, начальное значение
N1, ЕСЛИ[#101 GT 36,5] GOTO2; Обработка до конца цикла обработки больших диаметров
G00 Z[5+#102]; быстро пройти к нужной начальной точке (Z5 — начальная точка)
G92 X[#101] Z-30 F6; один вырез справа
G00 Z[5+#103]; (быстро идите влево для обработки начальной точки Z5) + (начальное значение суммы заимствования левого инструмента – 1,876)
G92 X[#101] Z-30 F6; один разрез слева
#101=#101+#104; Измените диаметр обработки резьбы (внутреннее отверстие должно быть больше и больше, поэтому используйте значение «+»)
#102=#102-0,134×#104; Рассчитать количество заемного ножа справа после изменения глубины резания (tg15∕2=0,134)
#103=#103+0,134×#104; Рассчитать количество ножей, заимствованных слева после изменения глубины резания (tg15∕2=0,134)
ЕСЛИ[#101GT 32] ТО #104=0,15; Когда оно больше 34, глубина ножа составляет 0,15 каждый раз, когда
ЕСЛИ[#101GT 34] ТО #104=0,1; Когда оно больше 34, глубина ножа равна 0,1 каждый раз
ЕСЛИ[#101GT 36] ТО #104=0,05; когда оно больше 34, глубина ножа составляет 0,05 каждый раз
ПЕРЕЙТИ К 1;
N2 G92 X36,5 Z-30 F6; обработать два пропила по нижнему диаметру
G92 X36,5 Z-30 F6;
G00 X100 Z200 M09; резцедержатель быстро убирается, а охлаждение отключается
М05; Ограничитель шпинделя
М30; конец программы
Примечание: ①Сравните две макропрограммы: разница между осью и отверстием (жирный красный)
②S300 не быстр при обработке сталью 45
③ Во время пробной обработки наблюдается явление репутации, например, длина резьбы составляет 30 мм; когда нить длиной около 25 мм и хвостик убран; он все еще перемещается на 4~5 мм в отрицательном направлении Z, прежде чем вернуться в точку позиционирования. Почему-то озадачен. В настоящее время обработка может быть решена только путем увеличения ширины поднутрения.
Почему-то озадачен. В настоящее время обработка может быть решена только путем увеличения ширины поднутрения.
1. Трапециевидная резьба размер
Расчет: (Согласно рекламной таблице расчета основного размера)
Высота зуба с одной стороны: h4=0,5p+ac=0,5×6+0,5=3,5 мм
Трапециевидная резьба уложена на меньший диаметр: d3=d—2h4=36—2×3,5=29мм
Ширина гребня зуба: f=f’=0,366×P=0,366×6=2,196≈2,2
Ширина альвеолярного основания (ширина заточки): W=W’=0,366×P—0,536×ac=1,928≈1,93 мм
Поэтому ширина меча установлена на 2 мм (несколько нитей больше 1,93 из-за износа)
Если материал твердый, например, стальные детали, обычно используются два ножа;
1. ①Первый инструмент – это инструмент для грубой токарной обработки (грубая заточка ножа), обычная настройка инструмента, ключевой момент – оставить запас для инструмента для тонкой токарной обработки для ремонта
②Второй инструмент — это инструмент для тонкой токарной обработки (инструмент должен быть точно отшлифован, 0,1 слишком большой, потому что он изношен, и его можно отрегулировать только по размеру, он имеет запас диапазона зазора «ac»), нормальная настройка инструмента. (положение Z0)), необходимо одновременно установить смещение в направлении «Z» (-0,15~-0,2 мм) в полосе износа, чтобы обе стороны ножа можно было полировать во время чистовой обработки.
(положение Z0)), необходимо одновременно установить смещение в направлении «Z» (-0,15~-0,2 мм) в полосе износа, чтобы обе стороны ножа можно было полировать во время чистовой обработки.
2. ①Для тех, у кого более высокие требования, используйте G92, чтобы перейти к размеру
.
②Требуется повышенное внимание, один
Необходимо разделить черновую и чистовую токарную обработку и обратить внимание на припуск на обрезку, например, оставить запас 0,1 за пределами токарной и расточной обработки. После того, как трапециевидная резьба установлена по размеру (из-за заусенцев), используйте токарный инструмент или расточной инструмент, чтобы сделать надрез. Подгоните ее по размеру и, наконец, используйте трапециевидную резьбу для повторной обрезки, чтобы после ставится трапециевидная нить, она будет чувствовать себя лучше и выглядеть лучше.
Как показано ниже
Послойная обработка трапециевидной резьбы с большим шагом с помощью макропрограммы
1. Таблица параметров: переменные и значения, используемые в макропрограмме [2, 3], показаны в таблице 1.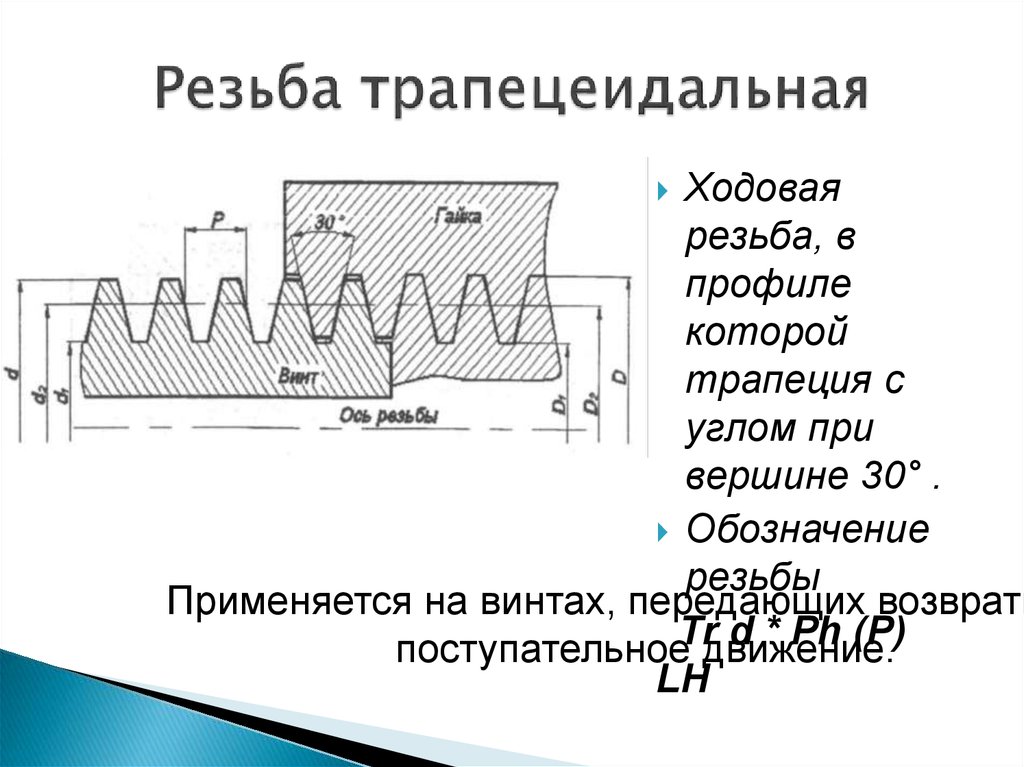
Таблица 1 Переменные и их значения
Рис. 1 Наружная трапециевидная резьба
Фитинг с трапециевидной резьбой
2 Анализ процесса токарной обработки трапециевидной резьбы
Существует множество видов обработки трапециевидной резьбы: прямой подход, косой подход, нарезание влево-вправо, точение прямых канавок, послойные методы и т.д. По сравнению с треугольной резьбой трапециевидная резьба имеет больший шаг и профиль зуба, высокую точность и меньшие значения шероховатости поверхности с обеих сторон профиля зуба, что приводит к более глубокому резанию, более быстрому резанию и большим запасам резания при точении трапециевидной резьбы. Отличная стойкость к порезам. Использование макропрограммы для послойной резки может хорошо решить проблемы.
«Послойный метод» точения трапециевидной резьбы на самом деле представляет собой комплексное применение прямого метода и метода левой и правой нарезки. При точении трапециевидной резьбы с большим шагом «послойный метод» обычно не нарезает трапециевидную канавку за один раз, а делит канавку на несколько слоев, причем глубина каждого слоя определяется по фактической ситуации. Преобразование в несколько неглубоких трапециевидных канавок для резки, что может уменьшить сложность токарной обработки. При резке каждого слоя используется метод поворота влево и вправо попеременно. Количество заднего инструмента очень мало. Инструменту нужно резать только по левой и правой линиям профиля. Нарезчик трапециевидной резьбы всегда имеет только одну боковую кромку для участия в нарезании (рис. 2), так что сравнивается удаление стружки. Плавно, сила и нагрев наконечника инструмента были улучшены, поэтому можно обрабатывать более качественные трапециевидные резьбы, которые легко освоить, они короткие и простые в эксплуатации.
Преобразование в несколько неглубоких трапециевидных канавок для резки, что может уменьшить сложность токарной обработки. При резке каждого слоя используется метод поворота влево и вправо попеременно. Количество заднего инструмента очень мало. Инструменту нужно резать только по левой и правой линиям профиля. Нарезчик трапециевидной резьбы всегда имеет только одну боковую кромку для участия в нарезании (рис. 2), так что сравнивается удаление стружки. Плавно, сила и нагрев наконечника инструмента были улучшены, поэтому можно обрабатывать более качественные трапециевидные резьбы, которые легко освоить, они короткие и простые в эксплуатации.
Рисунок 2 Метод послойной резки
2. Расчет размера (опущен)
3. Процедура: на примере системы FanucOi mate TC процедура обработки трапециевидной резьбы, показанная на рис. 1, выглядит следующим образом:
О0001; (выемка и т. д. опущены)
Т0101 М03 С300; Замена фрезы с трапециевидной резьбой, частота вращения шпинделя 300 об/мин
G00 X38 Z5; быстро дойти до начальной точки
М08; охлаждение на
#101=36;Номинальный диаметр резьбы
#102=0; Начальное значение суммы инструмента заимствования справа
#103=—1,876; начальное значение суммы займа слева (tg15×3,5×2 или 0,938×2)
#104=0,2; Глубина каждой атаки, начальное значение
N1 ЕСЛИ[#101 LT 29] GOTO2; Обработка до конца цикла малого диаметра
G00 Z[5+#102]; Быстро идите направо и пройдите до точки
. G92 X[#101] Z—30 F6; Один вырез справа
G92 X[#101] Z—30 F6; Один вырез справа
G00 Z[5+#103]; (Быстро пройти влево для обработки начальной точки Z5) + (начальное значение суммы заимствования левого инструмента — 1,876)
G92 X[#101] Z—30 F6; один разрез слева
#101=#101—#104; Измените диаметр обработки резьбы (внешний круг вала должен быть все меньше и меньше, поэтому используйте значение «-»)
#102=#102-0,134×#104; Рассчитать количество заемного ножа справа после изменения глубины резания (tg15∕2=0,134)
#103=#103+0,134×#104; Рассчитать количество ножей, заимствованных слева после изменения глубины резания (tg15∕2=0,134)
ЕСЛИ[#101 LT 34] ТО#104=0,15; Когда он меньше 34, глубина ножа составляет 0,15 каждый раз
ЕСЛИ[#101 LT 32] ТО#104=0,1; когда он меньше 32, глубина ножа составляет 0,1 каждый раз
ЕСЛИ[#101 LT 30] ТО#104=0,05; когда он меньше 32, глубина каждого ножа равна 0,05
ПЕРЕЙТИ К 1;
N2 G92 X29 Z-30 F6; Чистовая обработка двумя проходами по нижнему диаметру
Г92 Х29 З-30 Ф6;
ГОО X100 Z200 M09; Резцедержатель быстро убирается, и охлаждение отключается
М05;
М30; конец программы
Внутренняя трапециевидная резьба (Tr36×6) Рис. 2 Внутренняя трапециевидная резьба (для справки)
2 Внутренняя трапециевидная резьба (для справки)
Расчет размера:
Найти след: D1=d-p=36-6=30
Найдите наибольший диаметр: D4=d+ac=36+0,5=36,5
4. Процедура: На примере системы Fanuc Oi mateTC процедура обработки трапециевидной резьбы, показанная на рис. 1, выглядит следующим образом:
О0002; (сверление и т.п. опущено)
Т0101 М03 С300; Замена фрезы с трапециевидной резьбой, частота вращения шпинделя 300 об/мин
G00 X27 Z5; быстро дойти до начальной точки
М08; открытое охлаждение
#101=30;Номинальный диаметр резьбы
#102=0; Начальное значение суммы инструмента заимствования справа
#103=-1,876; Начальное значение суммы займа слева (tg15×3,5×2 или 0,938×2)
#104=0,2; Глубина каждой атаки, начальное значение
N1, ЕСЛИ[#101 GT 36,5] GOTO2; Обработка до конца цикла обработки больших диаметров
G00 Z[5+#102]; быстро пройти к нужной начальной точке (Z5 — начальная точка)
G92 X[#101] Z-30 F6; один вырез справа
G00 Z[5+#103]; (быстро идите влево для обработки начальной точки Z5) + (начальное значение суммы заимствования левого инструмента – 1,876)
G92 X[#101] Z-30 F6; один разрез слева
#101=#101+#104; Измените диаметр обработки резьбы (внутреннее отверстие должно быть больше и больше, поэтому используйте значение «+»)
#102=#102-0,134×#104; Рассчитать количество заемного ножа справа после изменения глубины резания (tg15∕2=0,134)
#103=#103+0,134×#104; Рассчитать количество ножей, заимствованных слева после изменения глубины резания (tg15∕2=0,134)
ЕСЛИ[#101GT 32] ТО #104=0,15; Когда оно больше 34, глубина ножа составляет 0,15 каждый раз, когда
ЕСЛИ[#101GT 34] ТО #104=0,1; Когда оно больше 34, глубина ножа равна 0,1 каждый раз
ЕСЛИ[#101GT 36] ТО #104=0,05; когда оно больше 34, глубина ножа составляет 0,05 каждый раз
ПЕРЕЙТИ К 1;
N2 G92 X36,5 Z-30 F6; обработать два пропила по нижнему диаметру
G92 X36,5 Z-30 F6;
G00 X100 Z200 M09; резцедержатель быстро убирается, а охлаждение отключается
М05; Ограничитель шпинделя
М30; конец программы
Примечание: ①Сравните две макропрограммы: разница между осью и отверстием (жирный красный)
②S300 не быстр при обработке сталью 45
③ Во время пробной обработки наблюдается явление репутации, например, длина резьбы составляет 30 мм; когда нить длиной около 25 мм и хвостик убран; он все еще перемещается на 4~5 мм в отрицательном направлении Z, прежде чем вернуться в точку позиционирования. Почему-то озадачен. В настоящее время обработка может быть решена только путем увеличения ширины поднутрения.
Почему-то озадачен. В настоящее время обработка может быть решена только путем увеличения ширины поднутрения.
2. Расчет размера (опущен)
3. Процедура: на примере системы FanucOi mate TC процедура обработки трапециевидной резьбы, показанная на рисунке 1, выглядит следующим образом:
О0001; (выемка и т. д. опущены)
Т0101 М03 С300; Замена фрезы с трапециевидной резьбой, частота вращения шпинделя 300 об/мин
G00 X38 Z5; быстро дойти до начальной точки
М08; охлаждение на
#101=36;Номинальный диаметр резьбы
#102=0; Начальное значение суммы инструмента заимствования справа
#103=—1,876; начальное значение суммы займа слева (tg15×3,5×2 или 0,938×2)
#104=0,2; Глубина каждой атаки, начальное значение
N1 ЕСЛИ[#101 LT 29] GOTO2; Обработка до конца цикла малого диаметра
G00 Z[5+#102]; Быстро идите направо и пройдите до точки
.
G92 X[#101] Z—30 F6; Один вырез справа
G00 Z[5+#103]; (Быстро идите влево для обработки начальной точки Z5) + (начальное значение суммы заимствования левого инструмента — 1,876)
G92 X[#101] Z—30 F6; один разрез слева
#101=#101—#104; Измените диаметр обработки резьбы (внешний круг вала должен быть все меньше и меньше, поэтому используйте значение «-»)
#102=#102-0,134×#104; Рассчитать количество заемного ножа справа после изменения глубины резания (tg15∕2=0,134)
#103=#103+0,134×#104; Рассчитать количество ножей, заимствованных слева после изменения глубины резания (tg15∕2=0,134)
ЕСЛИ[#101 LT 34] ТО#104=0,15; Когда он меньше 34, глубина ножа составляет 0,15 каждый раз
ЕСЛИ[#101 LT 32] ТО#104=0,1; когда он меньше 32, глубина ножа составляет 0,1 каждый раз
ЕСЛИ[#101 LT 30] ТО#104=0,05; при меньше 32 глубина каждого ножа 0,05
ПЕРЕЙТИ К 1;
N2 G92 X29 Z-30 F6; Чистовая обработка двумя проходами по нижнему диаметру
Г92 Х29 З-30 Ф6;
ГОО X100 Z200 M09; Резцедержатель быстро убирается, и охлаждение отключается
М05;
М30; конец программы
Внутренняя трапециевидная резьба (Tr36×6) Рис. 2 Внутренняя трапециевидная резьба (для справки)
2 Внутренняя трапециевидная резьба (для справки)
Расчет размера:
Найти след: D1=d-p=36-6=30
Найдите больший диаметр: D4=d+ac=36+0,5=36,5
4. Процедура: На примере системы Fanuc Oi mateTC процедура обработки трапециевидной резьбы, показанная на рис. 1, выглядит следующим образом:
О0002; (сверление и т.п. опущено)
Т0101 М03 С300; Замена фрезы с трапециевидной резьбой, частота вращения шпинделя 300 об/мин
G00 X27 Z5; быстро дойти до начальной точки
М08; открытое охлаждение
#101=30;Номинальный диаметр резьбы
#102=0; Начальное значение суммы инструмента заимствования справа
#103=-1,876; Начальное значение суммы займа слева (tg15×3,5×2 или 0,938×2)
#104=0,2; Глубина каждой атаки, начальное значение
N1, ЕСЛИ[#101 GT 36,5] GOTO2; Обработка до конца цикла обработки больших диаметров
G00 Z[5+#102]; быстро пройти к нужной начальной точке (Z5 — начальная точка)
G92 X[#101] Z-30 F6; один вырез справа
G00 Z[5+#103]; (быстро идите влево для обработки начальной точки Z5) + (начальное значение суммы заимствования левого инструмента – 1,876)
G92 X[#101] Z-30 F6; один разрез слева
#101=#101+#104; Измените диаметр обработки резьбы (внутреннее отверстие должно быть больше и больше, поэтому используйте значение «+»)
#102=#102-0,134×#104; Рассчитать количество заемного ножа справа после изменения глубины резания (tg15∕2=0,134)
#103=#103+0,134×#104; Рассчитать количество ножей, заимствованных слева после изменения глубины резания (tg15∕2=0,134)
ЕСЛИ[#101GT 32] ТО #104=0,15; Когда оно больше 34, глубина ножа составляет 0,15 каждый раз, когда
ЕСЛИ[#101GT 34] ТО #104=0,1; Когда оно больше 34, глубина ножа равна 0,1 каждый раз
ЕСЛИ[#101GT 36] ТО #104=0,05; когда оно больше 34, глубина ножа составляет 0,05 каждый раз
ПЕРЕЙТИ К 1;
N2 G92 X36,5 Z-30 F6; обработать два пропила по нижнему диаметру
G92 X36,5 Z-30 F6;
G00 X100 Z200 M09; резцедержатель быстро убирается, а охлаждение отключается
М05; Ограничитель шпинделя
М30; конец программы
Примечание: ①Сравните две макропрограммы: разница между осью и отверстием (жирный красный)
②S300 не быстр при обработке сталью 45
③ Во время пробной обработки наблюдается явление репутации, например, длина резьбы составляет 30 мм; когда нить длиной около 25 мм и хвостик убран; он все еще перемещается на 4~5 мм в отрицательном направлении Z, прежде чем вернуться в точку позиционирования. Почему-то озадачен. В настоящее время обработка может быть решена только путем увеличения ширины поднутрения.
Почему-то озадачен. В настоящее время обработка может быть решена только путем увеличения ширины поднутрения.
ACME по сравнению с трапециевидной резьбой | Нужна ли мне ACME или трапециевидная резьба?
Опубликовано wpengine на | Оставить комментарий
На первый взгляд резьба ACME и трапециевидная резьба очень похожи. На самом деле, они имеют много общего, в том числе цель и время разработки, что делает их подходящими для многих из одних и тех же приложений. Однако у них есть некоторые отличия, которые могут повлиять на то, когда вы захотите их использовать. Например, резьба ACME была разработана с учетом имперских единиц, поэтому она широко используется в Соединенных Штатах. С другой стороны, трапециевидные резьбы были разработаны с учетом метрических единиц, поэтому они являются стандартными для европейских стран.
Ниже мы более подробно рассмотрим историю, преимущества и применение этих двух типов потоков, чтобы помочь читателям лучше понять, когда они могут захотеть использовать один, а не другой.
Что такое резьбы ACME?
До разработки резьбы ACME в конце 19 века квадратная резьба была отраслевым стандартом для приложений, связанных с передачей движения или тяжелыми нагрузками. Однако, несмотря на их широкое распространение, они имели ряд существенных недостатков. Например, они были довольно слабыми, что не подходило для ресурсоемких приложений. Кроме того, в то время производителям было сложно их производить. Эти проблемы привели к разработке и внедрению нитей ACME в конце 1800-х годов.
РезьбаACME имеет угол резьбы 29 градусов. Эта конструкция приводит к гораздо более широкому и толстому основанию, чем квадратная резьба, что обеспечивает большую прочность и долговечность. По этим причинам их можно использовать в приложениях с большой нагрузкой, включая тяжелое производственное оборудование и системы передачи энергии.
Общие стандарты для диаметров и шагов резьбы ACME были установлены в отношении британских единиц измерения. В результате резьба ACME в конечном итоге стала лучшим выбором для промышленного применения в Соединенных Штатах. Однако потоки ACME могут быть приняты в других местах по всему миру.
Однако потоки ACME могут быть приняты в других местах по всему миру.
Что такое трапециевидная резьба?
Трапециевидная резьба была разработана в Европе по той же причине, что и резьба ACME. Однако они имели угол резьбы 30 градусов, а не 29 градусов. Это конструктивное отличие связано с тем, что стандарт был разработан с учетом метрических единиц измерения, а не имперских единиц измерения.
Нужна ли мне ACME или трапециевидная резьба?
Поскольку резьба ACME и трапециевидная резьба очень похожи по конструкции, они используются для одних и тех же типов применений и доступны с вариантами однозаходной и многозаходной резьбы. Например, оба часто используются в качестве ходовых винтов в машинах, таких как домкраты, домкратные стойки, токарные станки, мельницы и тиски. В определенных ситуациях они могут быть взаимозаменяемы при условии, что компоненты имеют одинаковое число резьб.
Если вам нужно сделать выбор между резьбой ACME или трапециевидной резьбой, главный фактор, который вам необходимо учитывать, — это то, где будут производиться и продаваться детали. Резьба ACME оптимальна для деталей, предназначенных для США и других стран, использующих имперскую систему. Трапециевидная резьба подходит для деталей, предназначенных для стран, использующих метрическую систему.
Резьба ACME оптимальна для деталей, предназначенных для США и других стран, использующих имперскую систему. Трапециевидная резьба подходит для деталей, предназначенных для стран, использующих метрическую систему.
Узнайте больше о нитях от компании Jerpbak-Bayless
Хотите получить дополнительную информацию о резьбе ACME и трапециевидной резьбе? Спросите у специалистов компании Jerpbak-Bayless! Мы являемся компанией, занимающейся прецизионной обработкой, с большим опытом предоставления превосходных услуг по нарезке резьбы на заказ. От резьбы ACME до трапециевидной резьбы и квадратной резьбы, мы делаем все это. Если у вас есть какие-либо вопросы или опасения по поводу определенного типа треда или тредов в целом, мы можем ответить и решить их.
Ищете партнера по резьбе для вашего следующего проекта? Мы вас прикрыли. Располагая обширным парком оборудования, включая прецизионные станки для нарезки резьбы, мы создаем ряд резьбовых деталей и изделий. Наши возможности включают в себя:
- Процессы нарезания резьбы : шлифование резьбы, фрезерование резьбы, нарезание резьбы, многозаходная резьба
- Длина детали : неограниченная длина
- Внешний диаметр детали : 1,5–34 дюйма
- Круглость : До 0,0001 дюйма
- Концентричность : До 0,0003 дюйма
- Допуск: ± 0,0005 дюйма
- Объем производства : 1–1000 шт.
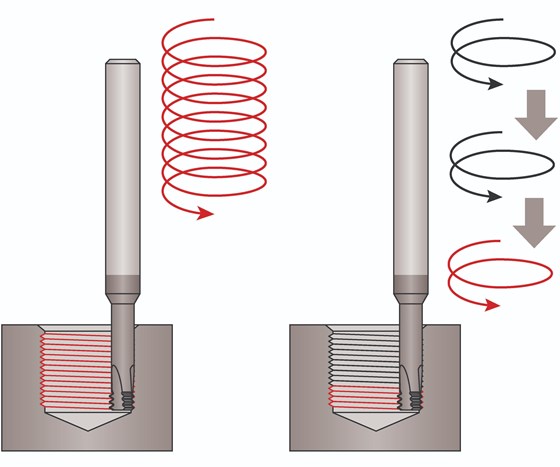
Чтобы узнать больше о наших услугах по нарезке резьбы на заказ, посетите нашу страницу о нарезке резьбы на заказ. Чтобы обсудить ваши спецификации с одним из членов нашей команды, запросите предложение.
Нажмите, чтобы развернуть
Последние сообщения
- Накатанная и нарезанная резьба
- ACME по сравнению с трапециевидной резьбой
- Руководство по многозаходной резьбе
Архивы:
- июль 2021 г.
- июнь 2021 г.
Категории:
- Нарезание резьбы
Общий | Изготовление метрических трапециевидных инструментов | Практик-механик
Оловянный Человек
Алюминий
- #1
Я сделал это до того, как использовал формулы, но мне интересно, видел ли кто-нибудь когда-нибудь таблицу, которая говорит им, что нужно сделать плоской шириной, скажем, 8-шагового трапециевидного инструмента для нарезания резьбы? Я посмотрел довольно хорошо и ничего не нашел. Даже найти правильную информацию, чтобы рассчитать ее самостоятельно, кажется сложным. Может ли кто-нибудь указать мне в информированном направлении?
Форрест Адди
Алмаз
- #2
Тонны информации в Google. Резьба ACME 14 1/4 градуса PA и метрическая трапецеидальная резьба 15 градусов – 30 градусов, включая боковой угол. За исключением того, что один основан на дюймах, а другой – на метрической системе, разница в расчете производства незначительна.
Резьба ACME 14 1/4 градуса PA и метрическая трапецеидальная резьба 15 градусов – 30 градусов, включая боковой угол. За исключением того, что один основан на дюймах, а другой – на метрической системе, разница в расчете производства незначительна.
Вы говорите, что ваша проблема связана с определением ширины наконечника инструмента для нарезания резьбы. Я не могу найти удобный стол, но тогда я не особо искал. Ширину наконечника легко рассчитать по стандартным данным.
Это форма для метрических трапециевидных резьб. . Извините, но у некоторых вещей нет ярлыков.
Опубликуйте интересующий вас диаметр, шаг и класс посадки, и кто-нибудь обязательно ответит и предоставит полные производственные данные. У меня на полке лежит справочник NIST.
Джонодер
Алмаз
- #3
P/4 — 2 мм при шаге 8 мм ВНЕШНИЕ — в два раза меньше, чем в «гайке»
Супер удобная вещь здесь
Винты Гайки Размеры шайб
стив-л
Титан
- #4
Джонодер сказал:
P/4 – 2 мм при шаге 8 мм ВНЕШНИЙ – в два раза меньше, чем в “гайке”
Супер удобная штука здесь
Винты Гайки Шайбы Размеры
Нажмите, чтобы развернуть.
..
Спасибо, Джон, очень удобно.
Гордон Б. Кларк
Запрещено
- #5
Железный Человек сказал:
Я сделал это до того, как использовал формулы, но мне интересно, видел ли кто-нибудь когда-нибудь таблицу, которая говорит им, что нужно сделать плоской шириной, скажем, с 8-шаговым трапециевидным инструментом для нарезания резьбы? Я посмотрел довольно хорошо и ничего не нашел. Даже найти правильную информацию, чтобы рассчитать ее самостоятельно, кажется сложным.
Может ли кто-нибудь указать мне в информированном направлении?
Нажмите, чтобы развернуть…
Взгляните на стр. 2-2 этого
http://www.f-m-s.dk/1.09.pdf
Если вы хотите больше, чем вы мечтали, взгляните на Типы винтовой резьбы
Gordon
Пес Шон
Чугун
- #6
Из Machinery’s Handbook, 26 издание:
(Надеюсь, это пройдет…)
Ширина квартиры кажется не более чем остатком всех других измерений; все, что вы получаете, это то, что вы получаете. Хотя должен быть в состоянии вычислить это математически. ..
..
Гордон Б. Кларк
Запрещено
- #7
Пес Шон сказал:
Из Machinery’s Handbook, 26th Edition:
Посмотреть вложение 67145
(Надеюсь, это пройдет…)
Ширина квартиры кажется не чем иным, как остатком всех других измерений; все, что вы получаете, это то, что вы получаете. Хотя математически это можно вычислить…
Нажмите, чтобы развернуть…
Вы открывали ссылку в посте №5 перед публикацией?
Из этого вы можете видеть, что вы правы в своем предположении, но это также позволит вам узнать ваш максимум/минимум, когда вы знаете допуски.
http://www.f-m-s.dk/3.11.pdf
Железный человек
Алюминий
- #8
Ни в одной из этих таблиц я не вижу ничего, что хотя бы показывало формулу для определения ширины наконечника инструмента для нарезания резьбы. Или даже указывает на ширину кончика. Я что-то упускаю? После поиска я предполагаю, что ответ – нет, нет таблицы, в которой указано, какими должны быть лыски на режущем инструменте. Я удивлен, я думаю, что это должно быть такой же распространенной информацией, как таблица сверления метчиком! Если бы я попросил кого-нибудь отшлифовать мне инструмент, чтобы он превратился в трапецию с шагом 8, какой ширины вы бы сделали наконечник и по какой формуле? Я понимаю, что информация есть, но мне кажется, что до чего-то, что можно было бы где-то перечислить на диаграмме, далеко.
Зонко
Нержавеющая сталь
- #9
Да, есть ярлык. У меня где-то есть древний калибр, который имеет форму наиболее распространенных размеров остроконечных и метрических трапециевидных инструментов. Я не буду в магазине до пятницы/субботы… к сожалению.
Тем не менее… мой сканер сейчас несколько фубар, иначе я мог бы дать всю необходимую математику из моего “Metalltechnik Tabellenbuch”
Однако переменные носят те же имена, которые использовал Гордон, я думаю, часть DIN ISO 103 -1 тоже.
ширина инструмента w = 0,366 x P – 0,54 x ac
ac – зазор гребня в сопрягаемой части и определяется как
ac = 0,15 мм для шага 1,5 мм
ac = 0,25 мм для 2-5 мм
ac = 0,5 мм для 6-12 мм
ac = 1 мм для 14-44 мм
готово
отредактируйте максимально допустимый радиус на конце резьбы (= в основании инструмента) 0,5 x ac и в основании резьбы (на наконечник инструмента) i. s ac
s ac
Железный человек
Алюминий
- #10
Я откопал старую книгу, в которой была формула 0,634 x P-0,536 x D. Кажется, что это совпадает, но как только я умножаю на «ac» в приведенной выше формуле, это не близко. Для шага 8 получается 2,794 мм, но если я умножу на ac, то получу 1,397.
Гордон Б. Кларк
Запрещено
- #11
Зонко сказал:
Да, есть короткий путь. У меня где-то есть древний калибр, который имеет форму наиболее распространенных размеров остроконечных и метрических трапециевидных инструментов. Я не буду в магазине до пятницы/субботы… к сожалению.
Тем не менее…. мой сканер сейчас несколько фубар, иначе я мог бы дать всю необходимую математику из моего “Metalltechnik Tabellenbuch”
Однако переменные носят те же имена, которые использовал Гордон, я думаю, они также являются частью DIN ISO 103-1.
ширина инструмента w = 0,366 x P – 0,54 x ac
ac – зазор гребня в сопрягаемой части и определяется как
ac = 0,15 мм для шага 1,5 мм
ac = 0,25 мм для 2–5 мм
ac = 0,5 мм для 6–12 мм
ac = 1 мм для 14–44 ммготово
Нажмите, чтобы развернуть.
..
Я сделал это до того, как использовал формулы, но мне интересно, видел ли кто-нибудь когда-нибудь таблицу, которая говорит им, что нужно сделать плоской шириной, скажем, 8-шагового трапециевидного инструмента для нарезания резьбы? Я посмотрел довольно хорошо и ничего не нашел. Даже найти правильную информацию, чтобы рассчитать ее самостоятельно, кажется сложным. Может ли кто-нибудь указать мне в информированном направлении?
Тонны информации в Google. Резьба ACME 14 1/4 градуса PA и метрическая трапецеидальная резьба 15 градусов – 30 градусов, включая боковой угол. За исключением того, что один основан на дюймах, а другой – на метрической системе, разница в расчете производства незначительна.
Вы говорите, что ваша проблема заключается в определении ширины наконечника инструмента для нарезания резьбы. Я не могу найти удобный стол, но тогда я не особо искал. Ширину наконечника легко рассчитать по стандартным данным.
Это дает форму для обозначений метрической трапециевидной резьбы: Формы трапециевидной резьбы – Википедия, свободная энциклопедия
Однако, если вам нужна таблица, вы можете обнаружить, что проще построить электронную таблицу, которую вы можете разместить на стене.![]() Извините, но у некоторых вещей нет ярлыков.
Извините, но у некоторых вещей нет ярлыков.
Опубликуйте интересующий вас диаметр, шаг и класс посадки, и кто-нибудь обязательно ответит и предоставит полные производственные данные. У меня на полке лежит справочник NIST.
Я сделал это до того, как использовал формулы, но мне интересно, видел ли кто-нибудь когда-нибудь таблицу, которая говорит им, что нужно сделать плоской шириной, скажем, 8-шагового трапециевидного инструмента для нарезания резьбы? Я посмотрел довольно хорошо и ничего не нашел. Даже найти правильную информацию, чтобы рассчитать ее самостоятельно, кажется сложным. Может ли кто-нибудь указать мне в информированном направлении?
Взгляните на стр. 2-2 этого
http://www.f-m-s.dk/1.09.pdf
Если вы хотите больше, чем вы мечтали, посмотрите типы резьбы
Gordon
Я не вижу что-нибудь в любой из этих таблиц, где даже показана формула для определения ширины наконечника инструмента для нарезания резьбы. Или даже указывает на ширину кончика. Я что-то упускаю? После поиска я предполагаю, что ответ – нет, нет таблицы, в которой указано, какими должны быть лыски на режущем инструменте. Я удивлен, я думаю, что это должно быть такой же распространенной информацией, как таблица сверления метчиком! Если бы я попросил кого-нибудь отшлифовать мне инструмент, чтобы он превратился в трапецию с шагом 8, какой ширины вы бы сделали наконечник и по какой формуле? Я понимаю, что информация есть, но мне кажется, что до чего-то, что можно было бы где-то перечислить на диаграмме, далеко.
Я что-то упускаю? После поиска я предполагаю, что ответ – нет, нет таблицы, в которой указано, какими должны быть лыски на режущем инструменте. Я удивлен, я думаю, что это должно быть такой же распространенной информацией, как таблица сверления метчиком! Если бы я попросил кого-нибудь отшлифовать мне инструмент, чтобы он превратился в трапецию с шагом 8, какой ширины вы бы сделали наконечник и по какой формуле? Я понимаю, что информация есть, но мне кажется, что до чего-то, что можно было бы где-то перечислить на диаграмме, далеко.
То, что вы, кажется, ищете, не существует как таковое. Толерантности как таковой нет. Рассчитать номинальный размер квартир несложно, но если вы думаете, что не сможете это сделать, просто напишите это.
допуск на ширину(и) плоской части выводится из фактического допуска на средний диаметр. Если у вас нет CAD, я бы посоветовал вам нарисовать его, например, в масштабе 10: 1 или больше.
Если я кажусь здесь бесполезным, подумайте о том, что я пишу: «Дайте человеку еду, и он будет жить, пока вы продолжаете это делать. Научите его ловить рыбу, и он доживет до зрелого возраста». старость”. Неточная цитата, но я уверен, что вы поняли мою мысль
Научите его ловить рыбу, и он доживет до зрелого возраста». старость”. Неточная цитата, но я уверен, что вы поняли мою мысль
Гордон
Гордон Б. Кларк
Запрещено
- #12
Это заняло около 5 минут, но вот.
Расстояние по плоскости резьбы Tr: 0,5P – 2(tan 30º x 0,25P)
Для резьбы Tr с шагом 8 мм я получаю это (приблизительно)
4 – 2 (0,577 x 2) = 1,69 мм. Упростите задачу и выберите 1,7 мм
Теперь мне интересно, не проще ли (и дешевле) купить полноразмерную резьбовую вставку
Помните, что независимо от того, что вы делаете, расстояние на поле диаметр является наиболее важным, т. е. ½P
е. ½P
Gordon
Зонко
Нержавеющая сталь
- №13
Железный Человек сказал:
Я откопал старую книгу, в которой была формула 0,634 x P-0,536 x D. Кажется, это совпадает, но как только я умножаю на «ac» в приведенной выше формуле, это не близко. Для шага 8 получается 2,794 мм, но если умножить на ac, то получится 1,39.7.
Нажмите, чтобы развернуть…
Вы не умножаете на ac. Вы должны вычесть 0,54 умножить на
.
Железный человек
Алюминий
- №14
Попробуйте купить инструмент полной формы для 8-шаговой трапеции. Удачи, если вы не хотите купить специальное производство, и я могу сделать это с правильными номерами. Я мог бы схитрить и использовать AutoCad, но это действительно не научиться ловить рыбу, просто беря еду из тарелки. Ширина флэта по формуле .634p-.536d = 2,794 мм. Я проверил существующую резьбу, и она совпадает. Спасибо всем за помощь. Мне пришлось выкопать старую книгу, чтобы найти формулу, которую я хотел, я думаю, мне придется сделать свою собственную таблицу или диаграмму Exel, используя ее.
Железный человек
Алюминий
- №15
Зонко сказал:
Вы не умножаете на ac. Вы должны вычесть 0,54 раза ac
Нажмите, чтобы развернуть…
Да, вы правы, я не обращал внимания.
Ник Мюллер
Титан
- №16
Они не дают это измерение, потому что оно зависит от других измерений и хорошо ими определяется.
Если бы они дали это измерение, определение было бы чрезмерно ограниченным и бесполезным.![]()
Ник
Железный человек
Алюминий
- # 17
Ник Мюллер сказал:
Они не дают этого измерения, потому что оно зависит от других измерений и хорошо ими определяется.
Если бы они дали это измерение, определение было бы чрезмерно ограниченным и бесполезным.Ник
Нажмите, чтобы развернуть…
Если бы вы купили предварительно сформированный инструмент, он был бы изготовлен по определенной ширине. Независимо от того, какая ширина указана, для меня это совсем не бесполезно. Я бы использовал его, чтобы сделать свой инструмент, как Kennametal или кто-то другой. Таким образом, если покупка готового инструмента будет работать, очевидно, что есть размер, для которого инструмент сделан, который будет охватывать приложение.
Независимо от того, какая ширина указана, для меня это совсем не бесполезно. Я бы использовал его, чтобы сделать свой инструмент, как Kennametal или кто-то другой. Таким образом, если покупка готового инструмента будет работать, очевидно, что есть размер, для которого инструмент сделан, который будет охватывать приложение.
Ник Мюллер
Титан
- # 18
Если бы вы купили готовый инструмент, он был бы изготовлен с определенной шириной.
Нажмите, чтобы развернуть…
Прежде всего, вы должны понимать, что стандарт определяет резьбу. И им наплевать, как может выглядеть инструмент. Стандарт определяет пределы, в которых должна находиться резьба после обработки (какими бы способами вы это ни делали).
И им наплевать, как может выглядеть инструмент. Стандарт определяет пределы, в которых должна находиться резьба после обработки (какими бы способами вы это ни делали).
Во-вторых, нужно понимать, что ширина зависит от шага, угла наклона боковых сторон и малого диаметра (для болта). Поскольку они хорошо определены, и имеют допуски , определение ширины было бы просто неправильным. Вы даже можете нарезать правильную резьбу, когда инструмент имеет меньший диаметр шага. Некоторые считают шаг 8 мм существенным (зависит от вашего токарного станка) и предпочитают резать обе стороны по отдельности.
Ник
Железный человек
Алюминий
- # 19
Да, вы можете использовать разные формы инструментов для изготовления одного и того же изделия. Изначально я искал стол такого размера, какой он был бы, если бы вы купили его у производителя вставок. Из того, что я видел, они не делают много вариаций, всего одна вставка на указанный шаг. Если вы позвоните по продажам со вставками, они могут получить этот номер из таблицы, которая у них где-то есть. Вот номер, который я хочу. Я мог бы просто позвонить, но никто не делает «стандартную» 8-шаговую вставку, которую я нашел. Теперь, если бы они должны были сделать один, кто-то должен был бы что-то сказать – сделать это X.
Изначально я искал стол такого размера, какой он был бы, если бы вы купили его у производителя вставок. Из того, что я видел, они не делают много вариаций, всего одна вставка на указанный шаг. Если вы позвоните по продажам со вставками, они могут получить этот номер из таблицы, которая у них где-то есть. Вот номер, который я хочу. Я мог бы просто позвонить, но никто не делает «стандартную» 8-шаговую вставку, которую я нашел. Теперь, если бы они должны были сделать один, кто-то должен был бы что-то сказать – сделать это X.
Ник Мюллер
Титан
- #20
Железный Дровосек, я очень хорошо понимаю твою мысль. Но если вы будете точить свои собственные, вам придется измерять ширину по делительному диаметру и соответственно обтачивать ширину наконечника.
Но если вы будете точить свои собственные, вам придется измерять ширину по делительному диаметру и соответственно обтачивать ширину наконечника.
Нарисуйте профиль в САПР или используйте свой карманный калькулятор или выберите правильный номер, который был указан в этой теме.
Имейте в виду, что вам придется сделать пробный пропил (или нет, зависит от того, насколько точно вы сможете шлифовать), измерить средний диаметр и посмотреть, соответствует ли меньший диаметр техническим характеристикам.
Ширина, которую вы хотите знать, не является размером, который требуется при проверке, он может понадобиться только производителям инструментов. Так что шансы, что вы найдете его на любом графике, довольно малы.
Ширина является результатом того, что боковые стороны и высота V-образной формы составляют H/2 (или около того) от делительного диаметра. Если бы мне нужно было сделать чертеж вставок, сделанных на заказ, я бы просто указал его так же, как в стандарте.
Ник
Трапециевидная резьба (направляющие винты) | ASK
Накатанная резьба Особенности
Прецизионная накатка для точности и низкой цены
Винтовой вал изготовлен с использованием процесса прецизионной нарезки резьбы, что обеспечивает более высокую точность поверхности по более низкой цене по сравнению с обычными процессами нарезки.
Допуск 7H для гаек, 7e для валов.
Системы производства/инвентаризации обеспечивают доступность в короткие сроки
Крупносерийное производство позволяет поставлять трапециевидные накатные резьбы в короткие сроки и по низкой цене.
Гайки и винтовые валы всегда имеются на складе для немедленной доставки.
Материалы
Валы: S45C или SUS303
Гайки: BC-6
Состав номера детали
Тип резьбы Особенности
Подающие винты серии TMF основаны на широко используемой метрической трапециевидной резьбе JIS B0216.
Многие имеющиеся в продаже шнеки трапециевидной формы изготавливаются методом тяжелой резки. Это может привести к нескольким проблемам, таким как большая кумулятивная ошибка шага и быстрое истирание из-за шероховатости поверхности, где гайка соприкасается с сердечником вала, или шероховатости поверхности резьбы. Часто такие винты подачи не будут работать должным образом.
Поэтому компания ASK использовала свою технологию прецизионной обработки для создания серии прецизионных подающих шнеков TMF.![]() Гайка изготовлена из литой бронзы (BC-6), что повышает износостойкость и снижает коэффициент трения, что позволяет использовать ее в течение длительного времени. Притирка также может быть применена по запросу. Также доступны гайки, соответствующие требованиям RoHS.
Гайка изготовлена из литой бронзы (BC-6), что повышает износостойкость и снижает коэффициент трения, что позволяет использовать ее в течение длительного времени. Притирка также может быть применена по запросу. Также доступны гайки, соответствующие требованиям RoHS.
Precision
| Одиночная ошибка шага | Суммарная ошибка шага | ||||
| Гайка | — | ±0,01 (от общей длины гайки) | |||
| Вал | ±0,015 | 0,05 (более 300 мм) | |||
| d | L / d |
|---|---|
| 30 | |
| 16-25 | 40 |
| 28-50 | 50 |
Состав номера детали
Прецизионная резьба Тип Особенности
Прецизионная
Подающие шнеки серии TMFG, изготавливаемые на заказ, состоят из имеющихся в продаже метрических (M) и трапециевидных метрических (TM) шнеков, к которым применяются закалка и резка.
В таблице ниже приведены значения точности для серии TMFG.
– Осевой зазор (мм)
| Код точности | 05 | 10 | 20 | 30 | 50 |
|---|---|---|---|---|---|
| Axial clearance | Up to 0.005 | Up to 0.01 | Up to 0.02 | Up to 0.03 | Up to 0.05 |
It is possible to поддерживать осевой зазор на уровне 0,01 мм благодаря конструкции гайки.
– Комбинации точности резьбы и осевого зазора
| Сплав | Код точности | ||||
|---|---|---|---|---|---|
| 05 | 10 | 20 | 30 | 50 | |
| C1 | C1-05 | C1-10 | ― | ― | ― |
| C3 | C3-05 | C3-10 | C3-20 | C3-30 | ― |
| C5 | ― | ― | C5-20 | C5-30 | C5-50 |
Materials
Также принимаются индивидуальные заказы с использованием других материалов.
Валы: SK-3, SCM415H, SUS440C, SUS304 и т. д.
Гайки: BC-3, BSBM2, смола и т. д.
Доступные длины резьбы
Максимальная длина вала винта для каждого класса точности (мм)
| Shaft diameter | Precision code | ||
|---|---|---|---|
| C1 | C3 | C5 | |
| 6 | 120 | 180 | 200 |
| 8 | 160 | 240 | 280 |
| 10 | 200 | 300 | 350 |
| 12 | 240 | 360 | 420 |
| 14 | 280 | 420 | 500 |
| 15 | 300 | 450 | 530 |
| 16 | 320 | 480 | 570 |
| 18 | 360 | 540 | 640 |
| 20 | 400 | 700 | 1000 |
Благодаря конструкции гайки можно сохранить осевой зазор до 0,01 мм.
Состав номера детали
Набор гаек
– Динамический допустимый крутящий момент (T) и динамическое допустимое усилие (F)
Динамический допустимый крутящий момент (T) и динамическое допустимое усилие (F) указывают крутящий момент и усилие, при которых контактное давление на поверхность зуба подшипника составляет 1 кгс/м². . Эти значения используются для оценки прочности гайки.
– значение pv
Значение pv – произведение давления на контактную поверхность (p), умноженное на скорость скольжения (v), – используется для определения возможности использования подшипника скольжения. Пожалуйста, ориентируйтесь на значения pv на графике ниже при выборе гаек серии TMF. Условия смазки также влияют на значение pv.
– Расчет давления на контактную поверхность (p)
Давление на контактную поверхность (p) рассчитывается по следующей формуле.
– Расчет скорости скольжения (v) по зубьям
Скорость скольжения (v) определяется по следующей формуле.
– Коэффициент безопасности (fs)
При расчете нагрузки, прикладываемой к гайке, необходимо точно определить влияние сил инерции, которые изменяются в зависимости от веса и скорости объекта. Для машин, которые вращаются или движутся вперед и назад, как правило, трудно точно определить все факторы, такие как влияние постоянного пуска и остановки. Если фактическую нагрузку определить невозможно, для выбора подшипника следует использовать приведенную ниже таблицу.
Safety factors (fs)
| Type of load | Lower limit of fs |
| tatic load, low usage frequency | 1-2 |
| Standard one-way load | 2-3 |
| Нагрузка, подверженная вибрации/ударам | 4 или больше |
– Температурный коэффициент (fT)
Поскольку сопротивление заеданию гайки и прочность ее материала ухудшаются, если температура превышает нормальную температуру, необходимо умножить допустимый динамический крутящий момент (T) и допустимую динамическую нагрузку (F) на соответствующие Температурный коэффициент в таблице ниже.
Температурный коэффициент (fT)
| Темп. | До -20°C | -20°C-5°C | 5°C-60°C | 60°C-120°C |
| Темп. фактор | 0,2 | 0,2-0,5 | 1,0 | 0,5-1,0 |
Соответственно, выбранная гайка должна удовлетворять следующим уравнениям прочности.
Допустимый динамический крутящий момент (T)
Допустимая динамическая тяга (F)
– Пример расчета для выбора гайки
Выберите гайку для винта подачи типа TMF. Гайка должна перемещаться со скоростью подачи (S) 2 м/мин с осевой нагрузкой (PF) 100 кгс, приложенной в одном направлении.
– значение pv
Временно выберите TMF28-5. (Допустимая динамическая тяга (F) = 1830 кгс)
Определите контактное поверхностное давление (P).
Определите скорость скольжения (v).
Определите число оборотов вала в минуту (n), необходимое для скорости подачи (S) 2 м/мин.
По графику значений pv определено, что сильного истирания не произойдет, если скорость скольжения (v) составляет 44 м/мин или ниже при величине контактного давления (p) 0,055 кгс/м²
– Коэффициент безопасности
Из условий использования температурный коэффициент (fT) = 1, нагрузка = 100 кгс.
Если коэффициент безопасности равен 2 или выше, прочность достаточна. Выбран TMF28.
Эффективность и тяга
フィード スクリュウ で トルク 推力 に 変える 効率 効率 (η) は 次元 で で さ れ ます。。
Эффективность (η), с которой кормочный винт преобразует крутящий момент в тягу с использованием следующего.
– Пример расчета
Предположим, мы рассчитываем тягу, создаваемую при использовании TMF20 (с крутящим моментом (T) = 1,5 кгс•м).
Рассчитайте эффективность (η) при μ = 0,15.
TMF20 угол опережения (α) = 4°03’.
Согласно приведенному ниже графику, при μ = 0,15 эффективность (η) = 0,315.
Рассчитать создаваемую тягу (Fa).
Смазка
Скорость, нагрузка и температура, при которых работает подающий шнек, являются факторами, которые следует учитывать при выборе смазки.