Нарезать резьбу внутреннюю: технология нарезки резьбы, таблица размеров
alexxlab | 15.02.2023 | 0 | Разное
Как правильно нарезать внутреннюю резьбу: инструмент, размеры
Главная » Обработка металла » Резьба » Правильное нарезание внутренней резьбы
На чтение 4 мин
Содержание
- Разновидности инструмента
- Как правильно определить размер отверстия?
- Подготовка к нарезке резьбы
- Выполнение работ
- Меры предосторожности
Резьбовые соединения считаются одни из популярнейших. Они используются в разных сферах жизни человека. По сравнению со сварочными швами, они являются разъемными что позволяет просто демонтировать конструкции. Дополнительно к этому не происходит деформации деталей, сокращается количество брака. Чтобы сделать надежное соединение, нужно знать, как нарезать внутреннюю резьбу, какой инструмент использовать.
Нарезка внутренней резьбыРазновидности инструмента
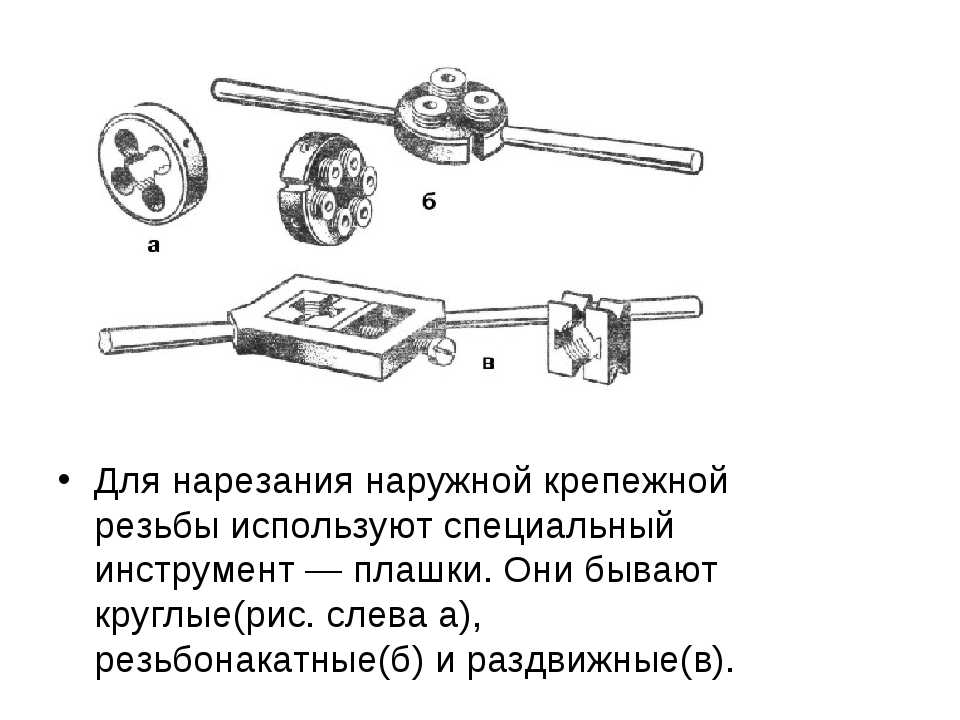
Мастера нарезают резьбовые соединения с использованием ручных инструментов, промышленного оборудования. Разрезание стали производиться с помощью метчиков, которые закрепляются на специальных ручках или шпинделях станков. Чтобы наносить резьбу на внутреннюю сторону разного диаметра, требуется выбирать плашки нужных размеров. Они разделяются по разным факторам, к которым относятся:
Чтобы наносить резьбу на внутреннюю сторону разного диаметра, требуется выбирать плашки нужных размеров. Они разделяются по разным факторам, к которым относятся:
- По способу использования — ручные, машинные. Первый вариант комплектуется воротком, ручкой для удержания. Второй вариант представляет собой инструменты, которые закрепляются в патронах промышленного оборудования.
- По методу нарезания внутренних витков на металле, выделяются комплектные, универсальные метчики. Первый представляют собой инструменты, рабочая часть которых разделена на 3 зоны. Первая делают грубую обработку, вторая растачивает канавки, третья доводит поверхности до финишного состояния. Второй вариант представляет собой набор отдельных метчиков, каждый из которых предназначен для отдельных видов обработки.
- Разделение по типу отверстий. Бывают инструменты для работы с глухими, сквозными отверстиями. У первого варианта длинный стержень, который имеет продолговатую конусную форму, называемую заходом.


Метчики разделяются по конструкции. Они могут быть прямыми, винтовыми, с нарезанными канавками удаления металлической стружки.
Метчики применяются для создания метрической резьбы. Дополнительно с их помощью можно наносить дюймовую, трубную резьбу. При этом форма инструмента может быть конической или цилиндрической.
Как правильно определить размер отверстия?
Качество нарезки внутренней резьбы зависит от правильности выбора диаметра приспособления для проведения работ. Для того чтобы обработать отверстие по стандартным размерам сверл, можно воспользоваться специальной таблицей, которая есть в интернете. Она создавалась специально по ГОСТам, чтобы получались качественные соединения без порчи заготовок. Таблица содержит зависимость диаметра и шага, длину резьбы.
Подготовка к нарезке резьбы
После определения размеров отверстий, шага изготавливаемых витков, требуется подготовить инструменты, приспособления для проведения работ:
- Электродрель с возможность изменения оборотов. Отличным вариантом является сверлильный станок с панелью настройки. Проводить работы необходимо на низких оборотах.
- Комплект метчиков.
- Тиски для зажатия заготовок. Их размер зависит от габаритов обрабатываемых деталей.
- Ручной вороток.
- Керн, молоток.
- Сверло по металлу.
- Ветошь, металлическая щетка.
 Отличным вариантом является сверлильный станок с панелью настройки. Проводить работы необходимо на низких оборотах.
Отличным вариантом является сверлильный станок с панелью настройки. Проводить работы необходимо на низких оборотах.После подготовки инструментов можно приступать к проведению работ.
Выполнение работ
Нарезание внутренней резьбы представляет собой технологический процесс, который проводится в несколько этапов. Пошаговая инструкция:
- Перед тем как правильно нарезать резьбу метчиком, нужно подготовить электроинструмент. Закрепить сверло в патроне дрели или станка. Выставить невысокие обороты. На поверхность сверла нанести специальную смазку.
- Сделать углубление на месте будущего отверстия с помощью молотка, керна, чтобы более точнее расположить сверло. Небольшие заготовки нужно закреплять неподвижно, используя тиски. Перед началом сверления нужно убедиться в том, что сверло расположено перпендикулярно относительно рабочей поверхности.
- После создания отверстия нужно сделать фаску. Для этого используется сверло чуть большего диаметра. Достаточно опустить его на 1 мм.
- Когда отверстие с фаской готово, можно приступать к нарезанию резьбы. Для этого изначально используется метчик 1. С его помощью мастер проводит грубую обработку. Движения не должны быть быстрыми, хаотичными. Нужно делать 2 оборота по ходу резьбы, один против. Движения назад обязательны. Они нужны для удаления металлической стружки.
После проведения работы метчиком 1, нужно переходить ко 2, 3. Процедура повторяется. Нельзя выполнять движения вперед после появления сложностей с поворотом инструмента.
Нарезка внутренней резьбы метчикомМеры предосторожности
Существует несколько правил проведения работ:
- Не пытаться нарезать резьбу метчиком, закрепленным в патроне электродрели. С помощью этого электроинструмента невозможно выставить точный угол, усилие.
- Нельзя продолжать движения вперед если появились затруднения. При чрезмерном надавливании произойдет поломка оснастки, которая останется в отверстии. Вытащить ее оттуда будет крайне сложно. Для этого его нужно высверливать разными сверлами или зачищать пространство вокруг шлифмашинкой. После зачистки попытаться вытащить обломок плоскогубцами.
- Проверять угол сверления отверстия. Оно должно быть ровным, чтобы сохранить целостность оснастки.
- Использовать защитный очки, во избежание попадания металлической стружки в глаза.
- После проведения работ очистить отверстия от стружки.
- Движения должны быть плавными, без нажима.
- Не забывать про съем фаски.
 При чрезмерном надавливании произойдет поломка оснастки, которая останется в отверстии. Вытащить ее оттуда будет крайне сложно. Для этого его нужно высверливать разными сверлами или зачищать пространство вокруг шлифмашинкой. После зачистки попытаться вытащить обломок плоскогубцами.
При чрезмерном надавливании произойдет поломка оснастки, которая останется в отверстии. Вытащить ее оттуда будет крайне сложно. Для этого его нужно высверливать разными сверлами или зачищать пространство вокруг шлифмашинкой. После зачистки попытаться вытащить обломок плоскогубцами.Мастера рекомендуют покупать несколько приспособлений для проведения работ, взамен одного универсального.
( Пока оценок нет )
Поделиться
нарезание внутренней резьбы отверстия различного диаметра в Санкт-Петербурге.
 Компания Спектр
Компания Спектр
| Главная → Металлообработка на заказ → Токарные работы ЧПУ → Нарезание внутренней резьбы Нарезание внутренней резьбы выполняется метчиками, резцами или гребенками. В роли «первопроходца» выступает метчик №1 (черновой), снимающий порядка 60% слоя металла. Следом идет метчик №2 и срезает еще 30% металла. Метчик №3 выполняет чистовую обработку, удаляя оставшиеся 10% металла, подлежащего срезанию. Техника нарезания внутренней резьбы Перед началом выполнения токарных работ необходимо обработать отверстие и подобрать сверло, диаметр которого не превышает размеры отверстия. Иначе не получится резьба нужного размера, и даже может повредиться инструмент за счет сильного давления на зубья метчика. Далее выполняется разметка, заготовка крепится в тисках, а метчик устанавливается под углом 900. Первым делом применяется метчик №1. После в отверстие вставляется метчик №2, и процесс повторяется. Завершает токарную работу по нарезанию чистовой метчик под номером 3. Чтобы проверить качество резьбы достаточно ввернуть в отверстие соответствующий болт либо другую подходящую деталь. Все работы выполняются вручную или на токарном станке. При нарезании внутренней резьбы необходимо соблюдать следующие правила:
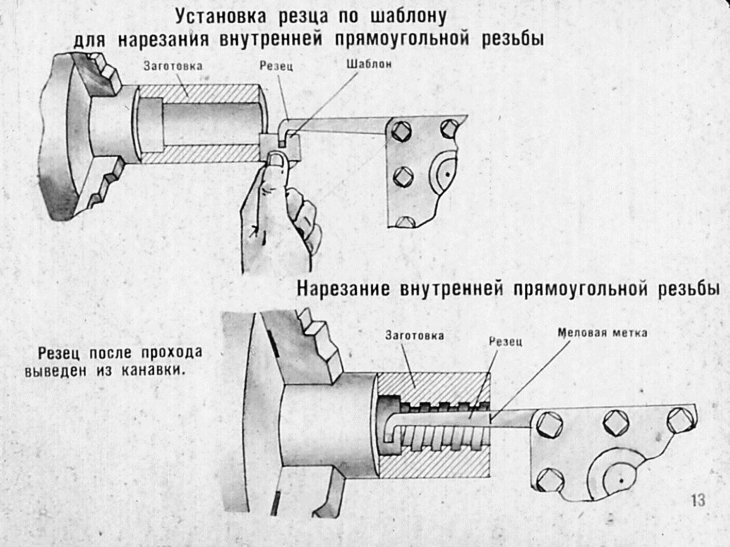
Принцип нарезания внутренней резьбы резцами схож с нанесением внешней резьбы. При этом инструмент устанавливается по оси центров перпендикулярно оси детали. Смотрите также: Виды токарных работ, выполняемых нами. |
 Наиболее часто применяются метчики. Если необходимо изготовить резьбу диаметром до 3 мм, задействуются 2 метчика разного размера. Для получения резьбы большего диаметра используется комплект из 3-х метчиков — чернового, среднего и чистового. Каждый из них имеет определенный размер резьбонарезной части и форму профиля.
Наиболее часто применяются метчики. Если необходимо изготовить резьбу диаметром до 3 мм, задействуются 2 метчика разного размера. Для получения резьбы большего диаметра используется комплект из 3-х метчиков — чернового, среднего и чистового. Каждый из них имеет определенный размер резьбонарезной части и форму профиля. Его следует плавно вращать вправо, сохраняя перпендикулярное положение по отношению к заготовке. После того как будет сделана 1-2 линии и метчик зафиксируется, можно нарезать резьбу до конца, делая возвратно-поступательные движения: вперед на полтора оборота и пол-оборота назад.
Его следует плавно вращать вправо, сохраняя перпендикулярное положение по отношению к заготовке. После того как будет сделана 1-2 линии и метчик зафиксируется, можно нарезать резьбу до конца, делая возвратно-поступательные движения: вперед на полтора оборота и пол-оборота назад.
Каковы методы обработки внутренней резьбы?
Нарезание резьбы — это метод обработки различных внутренних и наружных резьб с помощью инструментов для нарезания резьбы. Нарезка резьбы является наиболее эффективным и экономичным методом обработки деталей с резьбой.
Каковы методы обработки внутренней резьбы?
Обработка или производство резьбы означает процесс или производство механической обработки большого количества деталей с резьбой с помощью автоматического многоосевого инструмента. Методы обработки внутренней резьбы включают нарезание резьбы, экструзию, фрезерование, токарную обработку и шлифование.
Методы обработки внутренней резьбы включают нарезание резьбы, экструзию, фрезерование, токарную обработку и шлифование.
Нарезание внутренней резьбы:
Нарезание резьбы — это эффективный и часто используемый метод обработки. Нарезание резьбы представляет собой непрерывный процесс резки, при котором материал заготовки отрезается последовательно расположенными режущими кромками. Окончательный размер резьбы можно получить за один проход. Метчики специально изготавливаются в соответствии с большим диаметром, меньшим диаметром и делительным диаметром резьбы. Поскольку метчики должны выполнять черновую и чистовую обработку за один проход, необходимо эффективно удалить большое количество стружки, которая может создавать избыточное давление, что может привести к проблемам с качеством резьбы или повреждению метчика. Метчики со спиральными канавками имеют канавки с переменным шагом для превосходного контроля над стружкодроблением.
При нарезании резьбы особое внимание следует уделять контролю над стружкодроблением. При обработке материалов заготовок с низкой твердостью, высокой вязкостью и легкообрабатываемыми длинными полосами стружки. Эти нити стружки могут образовывать комки вокруг метчика или накапливаться в канавках, вызывая поломку метчика в отверстии. Алюминий, углеродистая сталь и нержавеющая сталь серии 300 часто являются наиболее сложными материалами для контроля стружки. Метчики могут обрабатывать практически любой материал заготовки с твердостью ниже HRC50, а некоторые метчики могут обрабатывать даже материалы заготовки с твердостью до HRC65.
При обработке материалов заготовок с низкой твердостью, высокой вязкостью и легкообрабатываемыми длинными полосами стружки. Эти нити стружки могут образовывать комки вокруг метчика или накапливаться в канавках, вызывая поломку метчика в отверстии. Алюминий, углеродистая сталь и нержавеющая сталь серии 300 часто являются наиболее сложными материалами для контроля стружки. Метчики могут обрабатывать практически любой материал заготовки с твердостью ниже HRC50, а некоторые метчики могут обрабатывать даже материалы заготовки с твердостью до HRC65.
Размер пор — еще один фактор, который необходимо учитывать. Большинство конечных пользователей могут нарезать отверстия диаметром менее 16 мм. Если диаметр отверстия превышает 16 мм, они столкнутся с проблемой, достаточно ли мощности станка для поворота метчика. Когда диаметр резьбового отверстия меньше 6,35 мм, из-за ограниченного пространства для стружки и низкой прочности метчика малого диаметра процесс нарезания резьбы подвержен проблемам.
Кроме того, длина внутренней резьбы, которую может обрабатывать метчик, обычно может превышать ее диаметр более чем в 3 раза. Для резьбы с глубокими отверстиями метчики, как правило, работают быстрее, чем однозубые резьбофрезы. Если стружка успешно удалена из отверстия, резьбовое отверстие можно нарезать на глубину, допускаемую конструкцией метчика. Поскольку диаметр и шаг фиксированы, метчик не может обрабатывать резьбовые отверстия с разными характеристиками. Поскольку площадь контакта между метчиком и стенкой отверстия во время нарезания резьбы большая, и будет создаваться большое усилие резания, метчик может сломаться и застрять в отверстии, что приведет к поломке заготовки. Нарезание резьбы предъявляет высокие требования к смазочным материалам для эффективного завершения механической обработки.
Экструзия внутренней резьбы:
Путем перемещения материала заготовки экструдированные метчики могут нарезать внутреннюю резьбу до 4-кратного диаметра. Поскольку стружка не образуется, нет необходимости беспокоиться об образовании комков стружки. Однако экструзионная обработка резьбы требует, чтобы твердость заготовки была ограничена ниже HRC40. Кроме того, из-за необходимости переноса материала материал заготовки должен обладать хорошей пластичностью. Экструзионные метчики обычно меньше 19мм в диаметре и может быть всего 0,5 мм. Чем больше диаметр метчика, тем больше сила трения, возникающая при обработке, и тем выше потребляемая мощность станка.
Однако экструзионная обработка резьбы требует, чтобы твердость заготовки была ограничена ниже HRC40. Кроме того, из-за необходимости переноса материала материал заготовки должен обладать хорошей пластичностью. Экструзионные метчики обычно меньше 19мм в диаметре и может быть всего 0,5 мм. Чем больше диаметр метчика, тем больше сила трения, возникающая при обработке, и тем выше потребляемая мощность станка.
По сравнению с режущими метчиками экструдированные метчики более жесткие и с меньшей вероятностью ломаются. Давление, действующее на режущий метчик, является тангенциальной силой через его многоугольную поверхность, в то время как давление, действующее на метчик для экструзии, представляет собой радиальную силу, направленную к центру метчика, и, следовательно, намного больше тангенциальной силы.
Прессованная резьба прочнее, чем обработанная резьба, потому что экструдированные метчики образуют резьбу, сжимая зернистую структуру материала заготовки. По сравнению с нарезанием резьбы, экструзионное нарезание резьбы требует, чтобы станок имел больший крутящий момент и мощность, более высокие требования к стабильности зажима заготовки, а усилие, необходимое для переноса материала заготовки, больше, чем при резке материала заготовки. Требования к точности сверления отверстий под винты также выше.
Требования к точности сверления отверстий под винты также выше.
Однако экструдированные нити неприемлемы в медицинской и аэрокосмической промышленности. Малый диаметр резьбы, формируемой экструзионным нарезанием резьбы, является дефектом, а аэрокосмическая промышленность не допускает острий при малом диаметре резьбы. Однако этот дефект не влияет на прочность резьбы на растяжение, поэтому она до сих пор широко используется для деталей общего назначения.
Фрезерование внутренней резьбы:
Резьбофрезы используют винтовую интерполяцию для нарезания внутренней и внешней резьбы, а большинство станков с ЧПУ имеют функцию фрезерования резьбы. Резьбофрезерование можно выполнять цельными твердосплавными резьбовыми фрезами или резьбовыми фрезами со сменными пластинами. Резьбовые фрезы с несколькими зубьями могут нарезать резьбу на всю глубину за один оборот вокруг отверстия, в то время как резьбовые фрезы с одним зубом имеют режущие кромки только с одной стороны, поэтому они могут нарезать только одну резьбу за раз. Однако большинство резьбовых фрез имеют несколько зубьев.
Однако большинство резьбовых фрез имеют несколько зубьев.
Фрезерование резьбы подходит для обработки заготовок из материалов с твердостью ниже HRC65 и обладает превосходной универсальностью. Различные материалы заготовок обычно можно обрабатывать с помощью одной или двух резьбовых фрез с покрытием. Контроль над стружкодроблением при резьбофрезеровании менее сложен, а резьбофрезерование представляет собой прерывистое резание. Сломанная короткая стружка может образовываться независимо от характеристик материала заготовки. Резьбовые фрезы охватывают широкий диапазон размеров обработки, от резьбы калибра 0–80 до резьбы самого большого диаметра. Оптимальная глубина отверстия, подходящая для резьбофрезерования, должна находиться в пределах примерно 2,5 диаметра отверстия. Сила резания резьбофрезерования не сбалансирована. Если длина фрезерования слишком велика, большая радиальная сила резания создаст большое боковое давление. Это вызовет такие проблемы, как отклонение фрезы, выкрашивание режущей кромки и т. д., и может даже привести к поломке фрезы небольшого размера.
д., и может даже привести к поломке фрезы небольшого размера.
Однако резьбовые фрезы с одним зубом могут обрабатывать более глубокие резьбовые отверстия, даже в 20 раз превышающие глубину отверстия. Поскольку все резание происходит на конце фрезы, нет проблем с отклонением инструмента. Фрезерование резьбы имеет много преимуществ. Однозубая фреза может обрабатывать ряд резьбовых отверстий с одинаковым шагом и разными диаметрами, а однозубая фреза может обрабатывать отверстия с несколькими шагами и диаметрами. Кроме того, одной резьбовой фрезой можно обрабатывать как глухие, так и сквозные отверстия, а также можно обрабатывать как правую, так и левую резьбу. Поскольку резьбовая фреза имеет плоское дно, она может нарезать всю резьбу почти у дна глухого отверстия. Даже если фреза сломается, маловероятно, что деталь будет утилизирована, а резьбовую фрезу можно комбинировать с другими инструментами для проделывания отверстий, чтобы сформировать составной инструмент.
Резьбовые фрезы с плоским дном производят полную резьбу на дне глухих отверстий.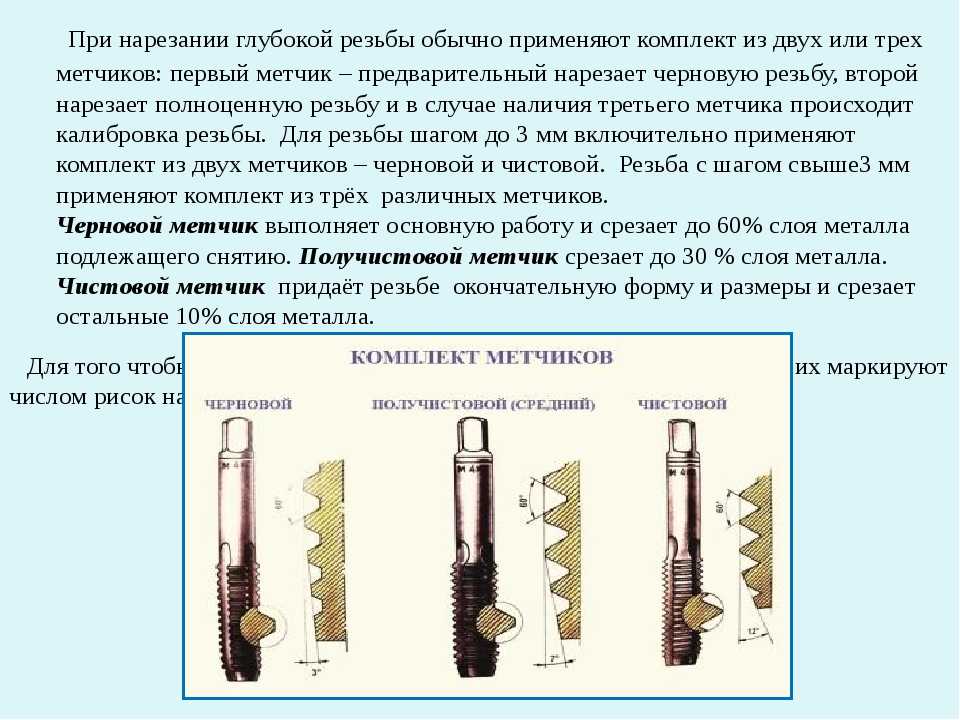 Фрезерование резьбы имеет большее время цикла, чем нарезание резьбы метчиком. Поскольку фрезерование резьбы требует специального программирования, некоторые пользователи могут не захотеть использовать этот метод обработки. Но такого рода программы несложны и могут быть скомпилированы с помощью многих программ для программирования ЧПУ. Некоторые компании по-прежнему предпочитают нарезание резьбы, потому что они не хотят, чтобы оператор вмешивался в процесс, а резьбофрезерование требует от оператора некоторых компенсирующих регулировок станка. Диаметр фрезы будет постепенно уменьшаться из-за нормального износа, и для поддержания надлежащего размера обработки оператор должен компенсировать износ инструмента путем регулировки. Необходимо измерить допуск резьбы и отрегулировать параметры обработки в соответствии с измеренной величиной износа. Оператор может только регулярно проверять резьбу с помощью калибра. Если результат проверки неудовлетворителен, кран необходимо заменить.
Фрезерование резьбы имеет большее время цикла, чем нарезание резьбы метчиком. Поскольку фрезерование резьбы требует специального программирования, некоторые пользователи могут не захотеть использовать этот метод обработки. Но такого рода программы несложны и могут быть скомпилированы с помощью многих программ для программирования ЧПУ. Некоторые компании по-прежнему предпочитают нарезание резьбы, потому что они не хотят, чтобы оператор вмешивался в процесс, а резьбофрезерование требует от оператора некоторых компенсирующих регулировок станка. Диаметр фрезы будет постепенно уменьшаться из-за нормального износа, и для поддержания надлежащего размера обработки оператор должен компенсировать износ инструмента путем регулировки. Необходимо измерить допуск резьбы и отрегулировать параметры обработки в соответствии с измеренной величиной износа. Оператор может только регулярно проверять резьбу с помощью калибра. Если результат проверки неудовлетворителен, кран необходимо заменить.
Токарная обработка внутренней резьбы:
Другой способ обработки внутренней резьбы — на многошпиндельном станке или токарном станке со сменными пластинами или встроенным мини-расточным инструментом. Эта обработка может выполняться пластинами с одним или несколькими зубьями. Многозубые пластины имеют несколько зубьев на каждой режущей кромке, причем каждый последующий зуб имеет большую глубину резания, чем предыдущий. Использование многозубых пластин сокращает количество проходов, необходимых для завершения процесса нарезания резьбы. Однако многозубые пластины дороже, поэтому они более выгодны для массового производства, а не для мелкосерийной обработки.
Эта обработка может выполняться пластинами с одним или несколькими зубьями. Многозубые пластины имеют несколько зубьев на каждой режущей кромке, причем каждый последующий зуб имеет большую глубину резания, чем предыдущий. Использование многозубых пластин сокращает количество проходов, необходимых для завершения процесса нарезания резьбы. Однако многозубые пластины дороже, поэтому они более выгодны для массового производства, а не для мелкосерийной обработки.
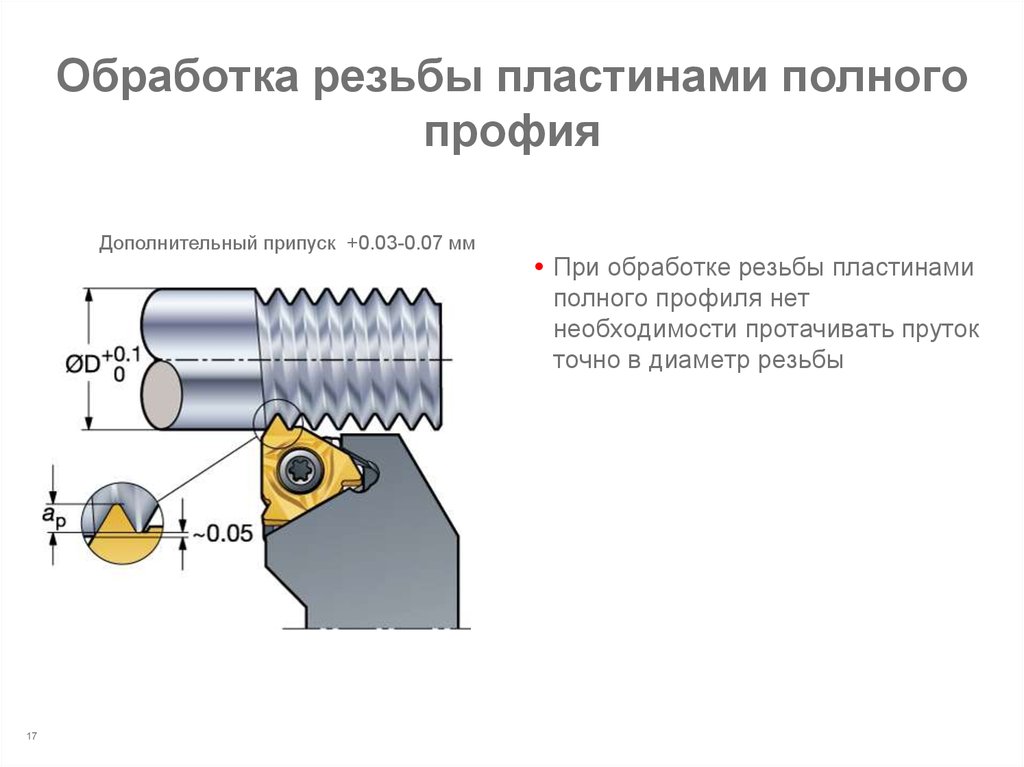
Пластины для точения резьбы могут обрабатывать как внутреннюю, так и наружную резьбу. Внутренние резьбы можно натачивать с помощью встроенных расточных инструментов. При точении резьбы с помощью инструмента с одним зубом пользователь может использовать пластину с полным или частичным профилем, которая может обрабатывать полный профиль резьбы. Обработка этой пластиной требует отдельной пластины для каждого шага.
Пластины с полным профилем обеспечивают более прочную и точную резьбу за меньшее число проходов, чем пластины с неполным профилем, потому что пластина может одновременно производить большой, вспомогательный и средний диаметры резьбы. Резьба, наточенная некоторыми профильными вставками, не имеет вершины, а некоторые профильные вставки имеют только один зуб, поэтому резьбу с разным шагом можно обрабатывать с разной глубиной резания. Эта резьба имеет острый радиус вершины, что снижает прочность грубой резьбы и требует больше времени для машины.
Резьба, наточенная некоторыми профильными вставками, не имеет вершины, а некоторые профильные вставки имеют только один зуб, поэтому резьбу с разным шагом можно обрабатывать с разной глубиной резания. Эта резьба имеет острый радиус вершины, что снижает прочность грубой резьбы и требует больше времени для машины.
Точение резьбы с помощью сменных инструментов может быть выполнено в широком диапазоне размеров, от самого большого диаметра до резьбовых отверстий размером всего 6 мм. Отверстия под винты диаметром менее 6 мм необходимо обрабатывать твердосплавными инструментами, а минимальный обрабатываемый диаметр может достигать около 1,25 мм. Резьбонарезные инструменты со стальным хвостовиком подходят для обработки отверстий под винты глубиной не более чем в 3 раза больше диаметра отверстия, а резьбонарезные инструменты с твердосплавным хвостовиком позволяют обрабатывать отверстия глубиной в 4-5 раз больше диаметра отверстия. отверстие. Точение резьбы также может обрабатывать заготовки из различных материалов, а также нарезание резьбы на заготовках или суперсплавах с твердостью HRC50. Однако из-за высокой твердости и абразивности этих материалов срок службы инструмента может быть сокращен.
Однако из-за высокой твердости и абразивности этих материалов срок службы инструмента может быть сокращен.
Шлифование внутренней резьбы:
Шлифование резьбы — это высокоточный метод обработки и эффективный выбор для прецизионной внутренней резьбы с жесткими допусками. На шлифовальном станке можно обрабатывать различные внутренние резьбы, канавки, кольца подшипников и другие детали. Типичные детали, которые можно обрабатывать с помощью шлифовального станка для внутренней резьбы, включают калибры-кольца с резьбой, роликовые гайки, шариковые винты и многое другое.
Для шлифования внутренней резьбы требуются специальные шлифовальные станки. Для шлифования резьбы с точным профилем зубьев установочное положение шлифовального круга станка должно быть наклонено в соответствии с углом подъема резьбы, для чего требуется ось вращения, а у большинства шлифовальных станков общего назначения это условие отсутствует. . Можно использовать метод параллельного шлифования по оси А, а модифицированный многозубый шлифовальный круг вставляется непосредственно в заготовку для шлифования внешней резьбы, но для шлифования внутренней резьбы требуется однозубый шлифовальный круг, установленный на оси А в соответствии с к углу спирали.
Внутренний диаметр шлифования резьбы с большей экономичностью обработки обычно составляет 10-525 мм. Эмпирическое правило для шлифования внутренней резьбы с глубокими отверстиями заключается в том, что отношение длины к диаметру вала шлифовального круга не должно превышать 7:1. Проблема при шлифовании внутренней резьбы с глубоким отверстием заключается в взаимном ограничении между углом наклона спирали и диаметром отверстия. По мере увеличения длины резьбы и уменьшения диаметра отверстия становится трудно шлифовать заготовку с большим углом наклона спирали, поскольку ось шлифования с большей вероятностью сталкивается с заготовкой. Стружкодробление при шлифовании внутренней резьбы включает промывку зоны шлифования охлаждающей жидкостью. Кроме того, из-за ограниченного пространства во внутреннем отверстии довольно сложно обеспечить попадание охлаждающей жидкости в зону шлифования в направлении вращения шлифовального круга, не препятствуя попаданию шлифовального круга и шлифовального вала в маленькое отверстие.
Точность обработки при шлифовании внутренней резьбы высокая, шлифовальный круг можно точно изменить, а после того, как шлифовальный круг сформирован, его можно быстро изменить по мере необходимости. Кроме того, внутреннее шлифование резьбы может повысить производительность. Шлифовальные круги могут быть переправлены под резьбу различной формы без замены других шлифовальных кругов. Шлифовальный станок для внутренней резьбы с превосходными характеристиками обработки должен иметь хорошую жесткость и термическую стабильность, высокую точность движения вала, точную обратную связь по положению с обратной связью и прецизионный шпиндель с регулируемой температурой.
Нарезание внутренней резьбы на токарном станке
ajcgkm
Участник
- #1
Привет, я пробую свою первую процедуру нарезки наружной и внутренней резьбы на токарном станке. Конечно, работать с внешней резьбой проще, чем с внутренней, так как в основном это размер готового болта. Так что мало шансов сделать болт маленьким.
Но и всегда есть но у меня есть одна большая проблема с внутренней резьбой.
Как, черт возьми, вычислить меньший размер резьбы.
Например, если бы я вырезал unf 3/4 x 28 tpi, я бы не хотел просверливать отверстие 3/4, иначе это будет большой бу-бу. Большая дыра оставляет проблему, я не могу положить материал обратно.
Я получил видеоклип примера 3/4 x 28, и в нем говорится, что меньший диаметр должен быть 0,715, но это не объясняет, как он пришел к этому числу. При условии, что мажор равен 3/4 или 0,750 в десятичной дроби.
Конечно, должна быть формула для этой процедуры, но я не могу найти ее, которую смог бы понять такой идиот, как я, я имею в виду большой диаметр – 5 * квадратный корень из 3, деленный на 8, разделенный на высоту тона, было довольно отвратительно для не математика, как я.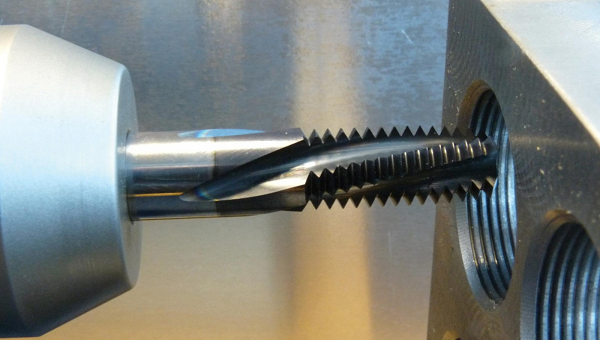
имейте в виду, что я не математик, поэтому термины непрофессионалов, пожалуйста. Кроме того, я родом из метрической семьи и медленно изучаю имперский способ и многочисленные доступные типы нитей, поэтому будьте осторожны, пожалуйста :bow:
рклопп
Известный член
- #2
Я предполагаю, что вы говорите о стандартной форме резьбы под углом 60 градусов. В этом случае начните с расчета высоты H теоретически острой резьбы. Это будет высота равностороннего (60 градусов) треугольника, основание которого равно шагу резьбы (1/28″ = 0,0357 в случае вашей резьбы 3/4-28).
Используя ту же идею с резьбой 1/4-20, мы получаем шаг 1/20″ = 0,05″,
0,2500″-2*(0,0271″)=0,1959″. Это точно соответствует тому, что указано в таблице Machinery’s Handbook для резьбы этого размера. Обычный размер сверла для метчика для 1/4-20 – это № 7, что составляет 0,201 дюйма и, вероятно, делает отверстие на 0,001 дюйма или около того больше, поэтому обычные сверла для метчика дают немного больший внутренний диаметр, чем номинальный теоретический.
 Это необходимый компромисс между прочностью резьбы и риском поломки метчика. Тем не менее, стандартная наружная резьба должна соответствовать внутренней резьбе с теоретическим малым диаметром, при условии, что все остальные геометрические параметры, такие как большой диаметр и средний диаметр, верны.
Это необходимый компромисс между прочностью резьбы и риском поломки метчика. Тем не менее, стандартная наружная резьба должна соответствовать внутренней резьбе с теоретическим малым диаметром, при условии, что все остальные геометрические параметры, такие как большой диаметр и средний диаметр, верны.
мклоц
Известный член
- #3
По сути, вопрос, который вы задаете, звучит так:
Какой размер метчика для резьбы 3/4-28?
Тот факт, что вы нарезаете эту резьбу на токарном станке, а не метчиком, значения не имеет; расчет остается прежним.
Формула для расчета размера сверла для метчика:
TD = MD – 0,013*DOT/TPI
где:
TD = размер сверла для метчика
MD = большой диаметр резьбы
DOT = глубина резьбы, выраженная в процентах
TPI = шаг резьбы, выраженный в витках на дюйм
Для вашего примера имеем:
MD = 3/4
TPI = 28
DOT = не указано, но мы будем использовать типичное значение 75%
Тогда,
TD = 0,75 – 0,013*75/28 = 0,75 – 0,035 = 0,715 Если применение этой формулы к вашей работе выходит за рамки ваших арифметических способностей, вы можете скачать DRILL с моего сайта. У него есть опция расчета метчика, которая сделает арифметику за вас.
У него есть опция расчета метчика, которая сделает арифметику за вас.
Джонси
Известный член
- #4
сделайте себе одолжение и купите справочник машиниста. это даст вам всю информацию. вам нужно будет обрезать любую нить. Джонси
рклопп
Известный член
- #5
Обратите внимание, что 0,013 в формуле Марва просто округляется до 2 x 5/8 x 1/100. Смотрите мой пост выше.
Смотрите мой пост выше.
ajcgkm
Участник
- #6
Спасибо за быстрые ответы, люди,
, кроме джонси, немного грубо, я думаю, я попросил помощи, поэтому этот пост здесь.
У меня есть несколько книг, простите меня, если я не понимаю их, мы не можем все быть умными, не так ли?
С другой стороны, люди, которые были готовы помочь новичку, который может быть немного туговат, большое спасибо.
отпариватель
Известный член
- #7
ajcgkm сказал:
Спасибо за быстрые ответы, люди,
, кроме jonesie, немного грубо, я думаю, я попросил помощи, поэтому этот пост здесь.
У меня есть несколько книг, простите меня, если я не понимаю их, мы не можем все быть умными, не так ли?
С другой стороны, люди, которые были готовы помочь новичку, который может быть немного толстоват, большое спасибо.
Нажмите, чтобы развернуть…
Я склонен согласиться с оценкой, но помните, что может быть очень сложно передать намерение в сообщениях… давайте все будем вести себя вежливо, хорошо?
Дэйв
metalmad
Победитель проекта месяца!!!
- #8
Привет всем
Я сомневаюсь, что jonesie ment может быть грубым, и его совет тверд, справочник машиниста – хорошая покупка!!
Пит
ТройО
Известный член
- #9
Да, я читал это больше как реальный совет… Машиностроение будет иметь таблицу со всеми разумными размерами резьбы, и все, что вам нужно сделать, это найти ее. Никакой математики.. (Ну, минимум математики… Я думаю, вам нужно посмотреть номер страницы, LOL.)
Паулсв
Известный член
- #10
Я уверен, что Джонси не хотела показаться грубой. В «Справочнике машиниста» есть удобные таблицы, в которых изложена вся эта информация, для тех из нас, кто, как и я, не обращал внимания на уроки тригонометрии много лет назад.
мклоц
Известный член
- #11
Проблема со справочниками и тому подобными заключается в том, что они могут не включать странные резьбы, с которыми можно столкнуться (можете ли вы найти размер резьбы для резьбы 3/4-28 в МБ?). Даже если они это сделают, найти эту информацию в книге на тысячу страниц может быть испытанием терпения.
Формула подходит для любого размера и достаточно мала, чтобы ее можно было записать на форзаце рабочей тетради, нацарапать на столе или, что еще лучше, запомнить.
ajcgkm
Участник
- #12
Хорошо, я не хотел начинать войну :-[ лол, я просто хотел константу, которая составляла 75%. Когда мне объяснили, что я могу использовать формулу касания, это облегчило понимание. Я человек, который учится, наблюдая и задавая вопросы. Книги могут только научить вас очень многому, и они не отвечают на вопросы.
Конечно, Джонси не был груб, я вставил неправильное слово, но если кто-то попросит меня о помощи, я помогу, если смогу, а если не смогу, то не буду. Я являюсь участником нескольких мотоциклетных форумов, где мои знания находят применение (да, я неплохо разбираюсь в проблемах с электрикой на мотоциклах), но даже там кто-нибудь придет и напишет сразу после вас, просто сказав «да», я согласен с тем, что он просто сказал поднять его рейтинг кармы.
Я являюсь участником нескольких мотоциклетных форумов, где мои знания находят применение (да, я неплохо разбираюсь в проблемах с электрикой на мотоциклах), но даже там кто-нибудь придет и напишет сразу после вас, просто сказав «да», я согласен с тем, что он просто сказал поднять его рейтинг кармы.
Итак, давайте простим, забудем и научимся. Также помните, что мы можем стать довольно самодовольными, когда знаем вещи и забываем, что когда-то начинали с самого низа. Для меня мое путешествие длится всего два месяца, и мне предстоит пройти долгий путь, и тогда я, вероятно, все еще буду знать только небольшое количество.
Всего наилучшего AJ
Джонси
Известный член
- №13
извините, мой ответ был коротким. Я не хотел быть грубым, руководство – хорошая библия, просто хочу дать несколько хороших советов, зарабатывая на жизнь этим почти 40 лет. руководство ответит практически на любой вопрос о механической обработке. Джонси
Я не хотел быть грубым, руководство – хорошая библия, просто хочу дать несколько хороших советов, зарабатывая на жизнь этим почти 40 лет. руководство ответит практически на любой вопрос о механической обработке. Джонси
ajcgkm
Участник
- №14
извините, мой ответ был коротким. Я не хотел быть грубым, руководство – хорошая библия, просто хочу дать несколько хороших советов, зарабатывая на жизнь этим почти 40 лет. руководство ответит практически на любой вопрос о механической обработке. Джонси
Нажмите, чтобы развернуть…
Я ценю то, что вы говорите, и, как вы сказали, вы занимаетесь этим в течение 40 лет :bow: (вы, бог машин), так что это ваша вторая натура, у меня есть справочник инженера по моделированию Тубала Каина, и, как я сказал, это как русский язык для меня ;D Я медленно работаю, и я имею в виду медленно, так что не беспокойтесь, давайте все начнем сначала. Меньше всего я хочу обидеть людей со стажем.
Меньше всего я хочу обидеть людей со стажем.
Всего наилучшего AJ
Джонси
Известный член
- №15
не бог машин я до сих пор учусь каждый день, называется открытый миддед. конец Джонси
ИСПРАВЛЕНИЕ
Известный член
- №16
Просто мысль, но справочник по машинам в этой стране продается более чем за 100 фунтов, что очень дорого для чего-то, что вы можете не понять на ранних стадиях.
(у меня есть!)
Стив
тел.
Известный член
- # 17
Я купил свою копию несколько лет назад за 5 долларов. Хорошо, это старое издание, но в отличном состоянии, и содержащаяся в нем информация по-прежнему актуальна. 25 с лишним лет он все еще в отличном состоянии, несмотря на почти ежедневное использование.
Они регулярно появляются на ebay.
Кен I
Победитель проекта месяца!!!
- # 18
У меня до сих пор хранится справочник моего отца (военное издание) — угадайте, что — мало что изменилось в отделе гаек и болтов.
На самом деле некоторые разделы более полезны, чем более новые версии. В моей старой книге показано, как сделать червячную передачу на токарном станке, а в новой мне сказано, что нужно использовать зубофрезерный станок.
Так что следите за скидками в книжном магазине/распродаже и не беспокойтесь (сильно) о его возрасте.
Кен
мклоц
Известный член
- # 19
Понаблюдайте за распродажей подержанных книг в местной библиотеке. Каждый раз, когда инженер умирает, его технические книги передаются в дар библиотеке.
Каждый раз, когда инженер умирает, его технические книги передаются в дар библиотеке.
За прошедшие годы я приобрел по крайней мере семь экземпляров MH разных винтажей, ни один не дороже 5 долларов, а некоторые всего за 2 доллара.
ajcgkm
Участник
- #20
да, искал на ebay, нашел буклет с диаграммами точности zeus, но amazon делает это дешевле.
Я обнаружил, что мне нужно разобраться с тем, что мой токарный станок приспособлен для имперской резки. Большинство планов у меня имперские. Однако я живу в Великобритании, мне меньше 45 лет, поэтому мой метод обработки — метрический.