Наружную резьбу нарезают: Как и чем нарезать наружную резьбу. Требуемый инструмент, описание процесса
alexxlab | 30.05.2023 | 0 | Разное
|
Нарезание наружной резьбы Категория: Нарезание резьбы Нарезание наружной резьбы Наружную резьбу нарезают плашками вручную и на станках. В зависимости от конструкции плашки подразделяют на круглые, накатные, раздвижные (призматические). Круглые плашки (лерки) изготовляют цельными и разрезными. Цельная плашка представляет собой стальную закаленную гайку, в которой через резьбу прорезаны сквозные продольные отверстия, образующие режущие кромки и служащие для выхода стружки. С обеих сторон плашки имеются заборные части длиной 1/2 — 2 нитки. Эти плашки применяют при нарезании резьбы диаметром до 52 мм за один проход. Диаметры цельных круглых плашек предусмотрены стандартом для основной метрической резьбы — от 1 до 76 мм, для дюймовой — от 1/4 до 2” , для трубной — от 1 /8 до 1 72”. Круглые плашки при нарезании резьбы вручную закрепляют в специальном воротке. Разрезные плашки в отличие от цельных имеют прорезь (0,5 —1,5 мм), позволяющую регулировать диаметр резьбы в пределах 0,1—0,25 мм. Вследствие пониженной жесткости нарезаемая этими плашками резьба имеет недостаточно точный профиль. Резьбонакатные плашки применяют для накатывания точных профилей резьбы. Резьбонакатные плашки имеют корпус, на котором устанавливают накатные ролики с резьбой. Ролики можно регулировать на размер нарезаемой резьбы. Плашки вращают двумя рукоятками, ввертываемыми в корпус. С помощью резьбонакатных плашек нарезают резьбы диаметром от 4 до 33 мм и шагом от 0,7 до 2 мм 6 —8-го квалитетов. Накатку выполняют на станках, а также вручную. РеЗьба получается более прочной, поскольку волокна металла в винтах не перерезываются. Кроме того, благодаря давлению плашек волокна упрочняются. Так как резьба только выдавливается, поверхность получается более чистой. Накатывание резьбы производится так же, как и нарезание клуппами. На рис. 2, б показана резьбонакатная малогабаритная плашка типа НПН, применяемая для накатывания резьб Мб и М12 на сверлильных и токарных станках. Плашка, изображенная на рис. 2, в, предназначена для накатывания резьб на тонкостенных трубах на сверлильных и токарных станках, а также вручную. Раздвижные (призматические) плашки в отличие от круглых состоят из двух половинок, называемых полуплашками. На каждой из них указаны размер наружной резьбы и цифра или для правильного закрепления в приспособлении (клуппе). На наружной стороне полуплашек имеются угловые канавки (пазы), которыми они устанавливаются в выступы клуппа. Для равномерного распределения давления винта на полуплашки во избежание перекоса между полуплашками и винтом помещают сухарь. Раздвижные (призматические) плашки изготовляют комплектами по 4 —5 пар в каждом; каждую пару по мере необходимости вставляют в клупп. Раздвижные плашки изготовляют для метрической резьбы диаметром от Мб до М52 мм, для дюймовой — от 1/4 до 2” и для трубной резьбы — от ‘/8 до 1 3/4”. Раздвижную плашку закрепляют в клуппе (рис. 271, б), который состоит из косой типа НПН, в — для накатывания на тонкостенных трубах рамки с двумя рукоятками и зажимного винта. Рис. 1. Цельная (а), разрезная (б) плашки: 1 — плашка, 2 — резьба, 3 — заборная часть Рис. 2. Резьбонакатные плашки: а — малогабаритная типа MI1H, б — резьбонакатная Рис. 3. Раздвижные призматические плашки: а — полуплашки, б — клупп, в — нарезание резьбы Рис. 4. Нарезание резьбы плашкой Нарезание наружной резьбы. При нарезании резьбы плашкой надо иметь в виду, что в процессе образования профиля резьбы металл изделия, особенно сталь, медь и др., «тянется», диаметр стержня увеличивается. Вследствие этого усиливается давление на поверхность плашки, что приводит к ее нагреву и прилипанию частиц металла, поэтому резьба получается рваной. При выборе диаметра стержня под наружную резьбу следует руководствоваться теми же соображениями, что при выборе отверстий под внутреннюю резьбу. При нарезании резьбы плашкой вручную стержень закрепляют в тисках так, чтобы выступающий над уровнем губок конец его был на 20 — 25 мм больше длины нарезаемой части. Для обеспечения врезания на верхнем конце стержня снимают фаску. Затем на стержень накладывают закрепленную в клупп плашку и с небольшим нажимом вращают клупп так, чтобы плашка врезалась примерно на одну-две нитки. После этого нарезаемую часть стержня смазывают маслом и вращают клупп с равномерным давлением на обе рукоятки так, как при нарезании метчиком, т. е. один-два оборота вправо и пол-оборота влево. Для предупреждения брака и поломки зубьев плашки необходимо следить за перпендикулярным положением плашки по отношению к стержню: плашка должна врезаться в стержень без перекоса. Нарезанную внутреннюю резьбу проверяют резьбовыми калибрами-пробками, а наружную — резьбовыми микрометрами или резьбовыми калибрами-кольцами и резьбовыми шаблонами. Нарезание резьбы клуппами проводят в следующем порядке. Устанавливают в клупп плашки и раздвигают их на размер несколько больший, чем диаметр нарезаемой заготовки, зажимают заготовку в тисках в вертикальном положении и запиливают на торце фаску; надевают клупп на стержень заготовки и плотно сдвигают плашки винтом. Клупп с плашками, смазанными смешанным или осерненным маслом, поворачивают на 1 —1 У2 оборота по часовой стрелке, затем на V4 — Ч2 оборота обратно. Нарезав резьбу, клупп перемещают, вращая его в обратную Сторону для схода на конец стержня; затем поджимают плашку винтом и проходят резьбу вторично. Проверяя резьбу калибром или гайкой (в крайнем случае), повторяют проходы до получения резьбы нужного размера. Высокопроизводительные методы нарезания резьбы. Многие детали машин соединяют с помощью резьбовых соединений (тракторы, автомобили, металлорежущие и другие станки), что представляет собой трудоемкий процесс. Находят применение закаленные самовыдавливающие винты, которыми через пробитые отверстия соединяют листовые детали. На Волжском автомобильном заводе широко применяют закаленные самонарезающиеся винты для чугунных и стальных деталей. Винты при вращении с подачей выдавливают резьбовые канавки. На этом же заводе применяют самоконтрящие резьбовые соединения: шестигранную головку, имеющую выточки на нижнем торце, а на верхнем лунки и радиальные канавки; болты с зубчатым буртиком. Все это значительно сокращает трудоемкость сборочных работ. Для предотвращения отвинчивания болтов применяют клеи (анаэробные смолы) типа ТЕН-3, которые рекомендуются для стопорения соединений, работающих в условиях вибрационной нагрузки. Реклама:Читать далее:Нарезание резьбы на трубах
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |



 Хорошее качество резьбы можно получить в случае, если диаметр стержня на 0,3 — 0,4 мм меньше наружного диаметра нарезаемой резьбы. Если диаметр стержня будет значительно меньше требуемого, то резьба получится неполной; если же диаметр стержня будет больше, то плашка или не сможет быть навинчена на стержень и конец стержня будет испорчен, или во время нарезания зубья плашки вследствие перегрузки могут сломаться.
Хорошее качество резьбы можно получить в случае, если диаметр стержня на 0,3 — 0,4 мм меньше наружного диаметра нарезаемой резьбы. Если диаметр стержня будет значительно меньше требуемого, то резьба получится неполной; если же диаметр стержня будет больше, то плашка или не сможет быть навинчена на стержень и конец стержня будет испорчен, или во время нарезания зубья плашки вследствие перегрузки могут сломаться.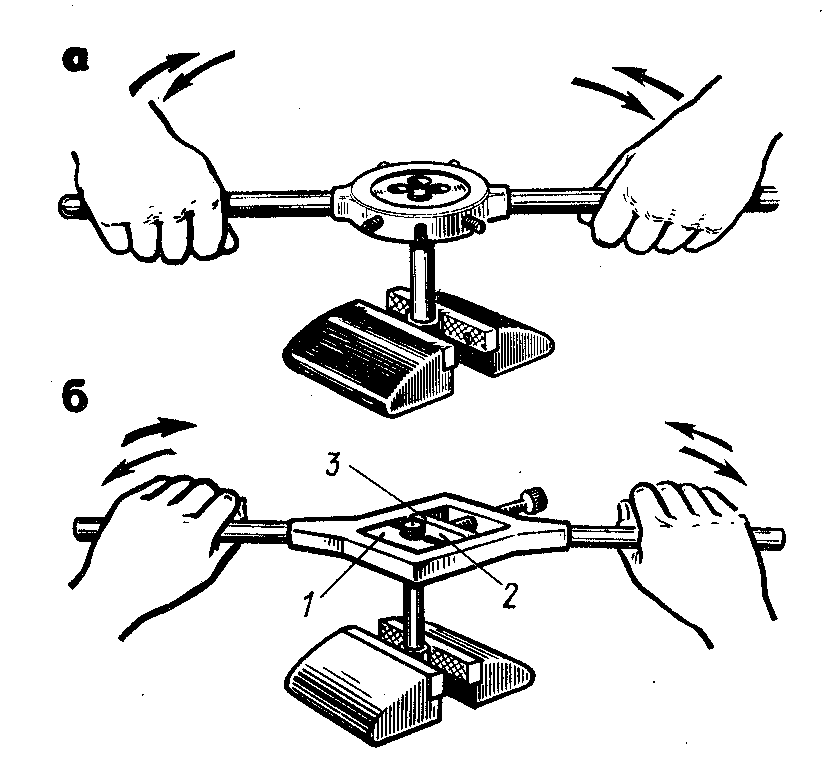


Способы, методы нарезания резьбы. Чем нарезают резьбу
Чем нарезают резьбу?
Основные методы создания резьбы следующие: 1 — нарезание резьбовыми резцами или резьбовыми гребенками; 2 — нарезание плашками, резьбонарезными головками и метчиками; 3 — накатывание при помощи плоских или круглых накатных плашек; 4 — фрезерование с помощью специальных резьбовых фрез; 5 — шлифование абразивными кругами.
Нарезание резьбы резцами. С помощью резьбовых резцов и гребенок на токарно-винторезных станках нарезают резьбу как наружную, так и внутреннюю (внутренняя резьба, начиная с диаметра 12 мм и выше).
Способ нарезания резьбы резцами характеризуется относительно невысокой производительностью, поэтому в настоящее время он применяется в основном в мелкосерийном и индивидуальном производстве, а также при создании точных винтов, калибров, ходовых винтов и т. д. Достоинством этого способа является простота режущего инструмента и сравнительно высокая точность получаемой резьбы. Схематически он заключается в следующем (рис. 32): при одновременном вращательном движении детали, на которой нарезается резьба, и поступательном движении резца (на токарном станке — II) последний снимает (вырезает) часть поверхности детали в виде винтовой линии (I).
Рис. 32
Нарезание резьбы плашками и метчиками. На рис. 33 показаны плашки, которые по своим конструктивным особенностям делятся на круглые — I и II (лерки) и раздвижные — III (клупповые).
Круглые плашки, имеющие применение на монтажных, заготовительных и других работах, предназначены для нарезания наружной резьбы диаметром до 52 мм в один проход. Для более крупной резьбы применяют плашки особой конструкции, которые фактически служат лишь для зачистки резьбы после предварительной нарезки ее другими инструментами.
Раздвижные плашки состоят из двух половин, вставляющихся в клупп и постепенно сближающихся в процессе резания.
Рис. 33
При нарезании резьбы на металлорежущих станках (II) плашка устанавливается и закрепляется в специальном патроне или приспособлении (рис. 34). Деталь подается в калибрующую часть вращающейся плашки. Внутреннюю крепежную резьбу в подавляющем большинстве случаев нарезают метчиками.
Метчик (рис. 35) представляет собой стальной стержень с резьбой, разделенный продольными прямыми или винтовыми канавками, образующими режущие кромки. Эти же канавки служат для выхода стружки. По способу применения метчики разделяются на ручные и машинные.
По способу применения метчики разделяются на ручные и машинные.
Рис. 35
Последовательность получения резьбы в глухих отверстиях такова (рис. 36): вначале высверливают гнездо, куда в дальнейшем будет завернута шпилька или винт. Диаметр сверла должен быть выбран из табл. рекомендуемых стандартом ГОСТ 9150-81 величин. Резьбу нарезают комплектом из двух или трех метчиков (малого, среднего и нормального, чистового) в зависимости от размера резьбы. Нарезать резьбу одним метчиком (нормальным) за один заход нельзя. Это ведет к поломке метчика.
Для метрической резьбы с крупным шагом и дюймовой резьбы комплект состоит из трех метчиков, для метрической резьбы с мелким шагом и трубной резьбы — из двух.
Накатывание резьбы. Основной промышленный метод изготовления резьбы в настоящее время — накатка на специальных резьбонакатных станках, имеющих корпус трехроликовой головки 1, ролико- держатель 2 и накатной ролик 3 (рис. 37). Деталь 4 зажимается в тисках суппорта. В этом случае при большой производительности обеспечивается получение высокого качества изделия (формы, размеров и шероховатости поверхности).
37). Деталь 4 зажимается в тисках суппорта. В этом случае при большой производительности обеспечивается получение высокого качества изделия (формы, размеров и шероховатости поверхности).
Процесс накатывания резьбы заключается в создании резьбы на поверхности детали без снятия стружки за счет пластической деформации поверхности обрабатываемой детали. Схематически это выглядит так. Деталь прокатывают между двумя плоскими плашками (рис. 38. I) или цилиндрическими роликами (рис. 38. II, III), имеющими резьбовой профиль, и на стержне выдавливается резьба такого же профиля. Наибольший диаметр накатываемой резьбы 25 мм, наименьший 1 мм; длина накатываемой резьбы 60…80 мм.
Рис. 36
Рис. 37
Фрезерование резьбы. Фрезерование наружной и внутренней резьбы производится на специальных резьбофрезерных станках. В этом случае вращающаяся гребенчатая фреза при радиальной подаче врезается в тело детали и фрезерует резьбу на ее поверхности. Периодически происходит осевое перемещение детали или фрезы от специального копира на величину, равную шагу резьбы за время одного оборота детали (рис. 39).
Периодически происходит осевое перемещение детали или фрезы от специального копира на величину, равную шагу резьбы за время одного оборота детали (рис. 39).
Шлифование точной резьбы. Шлифование как способ создания резьбы применяется главным образом для получения точной резьбы на сравнительно коротких резьбовых деталях, например резьбовых пробках — калибрах, резьбовых роликах и т. д.
Рис. 38
Рис. 39
Рис. 40
Сущность процесса заключается в том, что шлифовальный круг, расположенный к детали под углом подъемна резьбы, при быстром вращении и при одновременном медленном вращении детали с подачей вдоль оси на величину шага резьбы за один оборот вырезает (вышлифовывает) часть поверхности детали. В зависимости от конструкции станка и ряда других факторов резьба шлифуется за два-четыре и более прохода (рис. 40).
Как использовать метчики и матрицы для создания резьбы
Постоянный технический эксперт Курт Репшер знакомит и демонстрирует основы использования метчиков, плашек и создания резьбы в нашем последнем видео. Изучите все основы работы с потоками и получите советы от профессионалов! Подпишитесь на наш канал YouTube, чтобы посмотреть другие видео о приложениях, подобные этому!
Для чего используется кран?
Метчики используются для нарезания внутренней резьбы в отверстии, создавая резьбовую поверхность, позволяющую ввинтить и закрепить в нем болт. Несмотря на то, что доступны различные метчики, наиболее широко используются метчики со спиральным наконечником и со спиральной канавкой. Спиральные метчики имеют прямые канавки, обеспечивающие эффективное распределение охлаждающей жидкости. Каждая канавка оснащена угловой конструкцией режущей фаски для лучшего управления стружкой. Метчики со спиральным наконечником выталкивают стружку вперед, опережая направление постукивания. Метчики со спиральными канавками имеют канавки, которые закручиваются вокруг оси метчика в виде спирали. Метчики со спиральными канавками удаляют стружку из отверстия. Чтобы узнать, как правильно выбрать метчик для вашего применения, посмотрите наше видео о метчике со спиральной канавкой и со спиральной канавкой.
Метчики со спиральным наконечником выталкивают стружку вперед, опережая направление постукивания. Метчики со спиральными канавками имеют канавки, которые закручиваются вокруг оси метчика в виде спирали. Метчики со спиральными канавками удаляют стружку из отверстия. Чтобы узнать, как правильно выбрать метчик для вашего применения, посмотрите наше видео о метчике со спиральной канавкой и со спиральной канавкой.
Как просверлить отверстие?
Нарезание резьбы — это процесс нарезания резьбы внутри просверленного отверстия для вкручивания болта или крепежного винта. Приступая к нарезанию резьбы, выполните следующие шаги:
1) Определите правильный размер отверстия для болта, который вы пытаетесь вкрутить:
Отверстие должно быть меньше диаметра болта, потому что резьба, которую вы будете нарезать, увеличит диаметр. Используйте таблицу метчиков и сверл, чтобы сопоставить размеры метчиков или болтов с соответствующими размерами сверла с зазором. Просверлите отверстие, используя размер сверла с зазором, указанный в таблице метчика и сверла.
2) Определите метчик, который вам понадобится для нарезания резьбы в просверленном вами отверстии:
Снова обратитесь к таблице метчиков и сверл, чтобы сопоставить размер метчика с соответствующим размером сверла с зазором (сверло, которое вы только что использовали для сверления дыра).
3) Нарежьте отверстие:
Чтобы начать нарезание резьбы, поверните метчик по часовой стрелке, пока не почувствуете сопротивление резьбы, врезающейся в материал заготовки. На каждый полный оборот по часовой стрелке делайте половину оборота против часовой стрелки, так как это удалит всю скопившуюся стружку и освободит пространство для режущих кромок метчика, чтобы продолжать чистое резание. Это может быть не так необходимо, если отверстие было нарезано метчиком со спиральной канавкой или особенно метчиком со спиральной канавкой.
4) Проверьте отверстие:
После того, как вы нарезали отверстие и пока инструменты, которые вы использовали, все еще доступны, вы захотите проверить его, чтобы убедиться, что вы удовлетворены результатом. Перед тем, как вставить винт или болт, обязательно удалите стружку из отверстия (можно использовать сжатый воздух или приспособления для извлечения стружки). После того, как отверстие очищено от стружки, вставьте и закрутите болт. Если вы столкнулись с каким-либо сопротивлением или болт не ввинчивается в резьбовое отверстие аккуратно, вы можете при необходимости снова запустить метчик через отверстие, следя за тем, чтобы резьба начиналась в одном и том же месте, чтобы избежать перекрестного нарезания резьбы в отверстии. Любые шероховатости на внешней кромке отверстия можно очистить с помощью инструмента для удаления заусенцев, что обеспечит гладкую кромку и профессиональную отделку.
Перед тем, как вставить винт или болт, обязательно удалите стружку из отверстия (можно использовать сжатый воздух или приспособления для извлечения стружки). После того, как отверстие очищено от стружки, вставьте и закрутите болт. Если вы столкнулись с каким-либо сопротивлением или болт не ввинчивается в резьбовое отверстие аккуратно, вы можете при необходимости снова запустить метчик через отверстие, следя за тем, чтобы резьба начиналась в одном и том же месте, чтобы избежать перекрестного нарезания резьбы в отверстии. Любые шероховатости на внешней кромке отверстия можно очистить с помощью инструмента для удаления заусенцев, что обеспечит гладкую кромку и профессиональную отделку.
Для чего используется штамп?
Плашки используются для нарезания наружной резьбы на стержне, создавая резьбовую поверхность, позволяющую закрепить на ней болт. Матрица применяется к стержню определенного диаметра для размера и шага резьбы, которую вы хотите нарезать. Наружная резьба (винтовая) нарезается вручную круглой плашкой, закрепленной в плашке. Круглые матрицы имеют три или более режущих кромок, а между каждой из них есть полости, удаляющие стружку.
Круглые матрицы имеют три или более режущих кромок, а между каждой из них есть полости, удаляющие стружку.
Как сделать наружную резьбу на стержне?
1) C зажгите круглую матрицу в матрице :
Поместите круглую матрицу в центр матрицы (затяните винты вокруг матрицы плоской отверткой). Убедитесь, что отверстия для винтового соединения находятся в правильном положении.
2) Навинтите стержень:
Совместите круглую матрицу с краем стержня и осторожно поверните круглую матрицу по часовой стрелке на стержень, прикладывая небольшое усилие. Не торопитесь и убедитесь, что вы режете прямую нить.
3) Снимите плашку со стержня:
После нарезания наружной резьбы отвинтите круглую плашку в противоположном (против часовой стрелки) направлении.
4) Проверьте резьбу:
После того, как вы навинтите резьбу на стержень и пока инструменты, которые вы использовали, все еще доступны, вы захотите проверить их, чтобы убедиться, что вы удовлетворены результатом.
Наборы метчиков и матриц
Купите набор метчиков и матриц, если вы часто выполняете нарезание резьбы. Набор метчиков и матриц предлагает набор метчиков и матриц совместимого размера и, как правило, включает рукоятку метчика и матрицу. Большинство наборов включают в себя литые футляры, которые надежно удерживают компоненты на месте и легко доступны для использования.
СОВЕТЫ ПРОФЕССИОНАЛОВ ТЕХНИЧЕСКОЙ КОМАНДЫ:
- Обращайте внимание на любое необычное сопротивление, которое вы чувствуете при нарезании резьбы в отверстии, и, если есть сомнения, выверните метчик на несколько витков, чтобы стружка не застряла в отверстии. Вы также можете использовать смазку, например, TapIt-All или Tap Magic, чтобы облегчить нарезание резьбы.
- Возникли трудности с извлечением винта? Есть большая вероятность, что вам нужно немного тепла! Использование горелки и нагревание винта в течение нескольких секунд часто ослабляет и размягчает фиксирующий фиксатор резьбы, который мог быть нанесен на винт, что позволяет легче вывернуть винт из отверстия и удалить его.
 Дополнительные советы о том, как выкрутить сломанный винт, смотрите здесь.
Дополнительные советы о том, как выкрутить сломанный винт, смотрите здесь.
Загрузите наше подробное руководство по различным стилям врезки и узнайте, как лучше всего их применять, чтобы помочь вам в работе с врезкой более эффективно, чем когда-либо!
Загрузив, вы узнаете больше о:
- Как правильно выбрать ручной метчик для вашего применения
- Различия, плюсы и минусы стилей кранов
- Стружколом
Что такое нарезание внутренней и внешней резьбы? Оптовый торговец ГСР
Резьбовые детали являются основным процессом металлообработки, и в настоящее время на мировом рынке представлен широкий ассортимент соединителей и фитингов. В результате определение правильной резьбы для вашего приложения становится все более сложной задачей. Важно изучить различные доступные методы нарезания резьбы, и GSR здесь, чтобы поделиться ими с вами.
Что такое машинная резьба?
Резьба представляет собой непрерывный спиральный гребень. Спиральный гребень имеет одинаковое поперечное сечение на разных поверхностях цилиндра или конуса. Он может быть сформирован на поверхности гайки (внутри) или винта/болта (снаружи).
Спиральный гребень имеет одинаковое поперечное сечение на разных поверхностях цилиндра или конуса. Он может быть сформирован на поверхности гайки (внутри) или винта/болта (снаружи).
Основная функция нити — служить связующим звеном между двумя механизмами. Благодаря муфте происходит передача движения. Таким образом, движение может помочь получить механическое преимущество.
Некоторые технические термины
Следующие термины помогут вам лучше понять процесс обработки резьбы.
Вершина зуба: это поверхность резьбы со стороны соединения. Вершина резьбы — это область, наиболее удаленная от конуса или цилиндра, из которого выступает резьба. Другими словами, это вершина потока.
Корень зуба: Корень зуба представляет собой поверхность с резьбой, которая соединяет сторону зуба с соседним рисунком зуба с резьбой. Это область, непосредственно примыкающая к конусу или цилиндру, из которой выступает резьба. Другими словами, это нижняя часть нити.
Шаг: это расстояние параллельной области, измеренное между соответствующими областями на соседних витках. Диаметр делительной окружности — это диаметр теоретического конуса или цилиндра.
Диаметр делительной окружности — это диаметр теоретического конуса или цилиндра.
Угол спирали: при использовании прямой резьбы угол спирали представляет собой угол, образованный спиральной резьбой относительно оси резьбы. С другой стороны, угол спирали конической резьбы образован площадью конической спирали резьбы.
Типы нарезания резьбы
Существуют разные критерии классификации резьбы. В этом разделе мы обсудим внутренние и внешние потоки.
Внутренняя (внутренняя) обработанная резьба представляет собой резьбу на вогнутых поверхностях. Эти типы резьбы обрабатываются с помощью инструмента для нарезания резьбы с одной кромкой. Внутренняя резьба нужна для того, чтобы вставить винт в заготовку. Процесс нарезания внутренней резьбы может выполняться ручным или машинным нарезанием резьбы.
Как резать?
1. Сверление отверстий (спиральное сверло)
2. Зенковка (зенкер)
Зенковка (зенкер)
3. Нарезание внутренней резьбы (ручная/машинная)
Наружная резьбаТакже известны наружные резьбы как мужские нити. Обычные внешние резьбы включают винты, калибр-пробки, болты или шпильки. Для деталей, пригодных для токарной обработки, наружная резьба может быть расширена по всей длине детали. Для наружной резьбы очень эффективно нарезание резьбы на токарном станке. Вы также можете вырезать их вручную, используя круглую матрицу. Штампы обычно доступны из фиксированного запаса пресс-форм. Производители используют круглые плашки в качестве аналога для внутренней резьбы.
Какой инструмент использовать?
1. Смазка
2. Круглый стержень
3. Круглая матрица (наружная резьба)
4. Инструментальный набор
5. Отвертки
Заводская выставка:
Механическая нарезка резьбы является важным аспектом производственного процесса.