Насечки напильников – Типы насечек для напильников
alexxlab | 12.07.2020 | 0 | Разное
Типы насечек для напильников
Насечка
Форма и размер насечки определяют применение напильника для воздействия для тех или иных материалов, эффективность снятия материала заготовки (скорость опиливания) и чистоту получаемой рабочей поверхности.
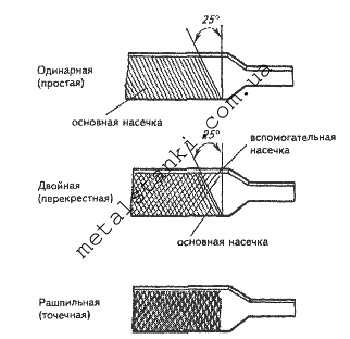
Одинарная насечка
Как правило, изготавливается под углом около 70 градусов к продольной оси инструмента, реже – под углом 45 градусов, например, в напильниках для снятия заусенцев при токарных работах. Позволяет снимать широкую стружку. По частоте применения располагается на втором месте. Одинарная насечка обычно производится под углом около 70 градусов к продольной оси инструмента, реже – под углом 45 градусов, например, в напильниках для снятия заусенцев при токарных работах. Снимает широкую стружку с обрабатываемого материала. По частоте применения занимает второе место после двойной насечки, так как уступает ей по скорости опиливания. Поскольку одинарная насечка оставляет существенно более гладкую поверхность, чем двойная, то, в первую очередь она применяется в тех случаях, когда важна чистота поверхности, например, при заточке режущих кромок. Также она применяется для работ, при которых высокая скорость опиливания не нужна или нежелательна, например, для снятия заусенцев при слесарных и токарных операций. При этом одинарная обычно производится и на боковые стороны плоских напильников с двойной насечкой. Там просто недостаточно места для качественной двойной насечки.
Двойная (перекрестная) насечка
Является главным видом, применяемым в данном инструменте. Она состоит из основной, глубокой насечки, нанесенной под углом около 70 градусов к продольной оси, и вспомогательной, мелкой насечки, нанесенной с увеличенным шагом поверх основной, под углом около 45 градусов к этой же оси инструмента. Поскольку при нанесении второй насечки режущие кромки, сформированные первой насечкой, разбиваются на отельные участки, шаг и наклон вторичной насечки подбираются таким образом, чтобы при прямом движении напильника эти небольшие режущие кромки перекрывали друг друга, не оставляя заметных бороздок. Тем не менее, качество поверхности, которое остается после напильника с двойной насечкой, гораздо хуже, чем после напильника с одинарной насечкой. Т.е. двойная насечка превосходит одинарную насечку по эффективности, но уступает по качеству поверхности.
Насечка “Oberg”
Это также двойная насечка, но с большим разбросом в 2 – 3 раз дополнительной насечкой. Она получает промежуточное место между одинарной и двойной насечками. Применяется в подобном инструменте, но сравнительно редко.
Диагональная насечка “Wasa”
Производится нанесение под углом в 45° к оси напильника. Применяется в некоторых заточных напильниках. Сформированная при поддержке подобного напильника режущая сторона обладает свойствами “микропилы” и воздействует по некоторые материалы более эффективно, чем обычная гладкая режущая кромка.
Полукруглая насечка
Применяется только в рихтовочных полотнах (см. ниже) и приняла от них название “Pansar”.
Обдирочная насечка
Это глубокая прямая одинарная насечка, с наклоном к оси инструмента около 45°. Применяется в больших ( от 200 мм и выше) напильниках. Чаще ее делают волнообразной, с редкой поперечной насечкой, как у напильника. Иногда называется “диагональной” или “фрезерованной”.
Обдирочная и полукруглая насечки имеют много общего, включая технологию изготовления (зубья в полотне выфрезеровываются). Для них характерна высокая и острая (т.н. “агрессивная”) форма зуба, резко повышающая скорость опиливания. Но такая форма зуба не столь прочна, как у обычной одинарной или двойной насечки (хотя она и прочнее, чем у рашпильной насечки). Стойкость инструмента существенно зависит от точности соблюдения режимов термической обработки. Как следствие, нередко наблюдается брак – даже у достаточно “именитых” производителей. Многие производители ручного инструмента с такой насечкой рекомендуют их для опиливания практически всех материалов, включая и закаленную сталь. Однако при опиливании твердой стали и чугуна стойкость этих напильников низкая, даже при их правильной термической обработке.
Как и одинарная, и обдирочная, и полукруглая насечки оставляют за собой относительно качественную, гладкую рабочую поверхность.
Рашпильная насечка формируется острыми и высокими зубьями, расположенными на рабочей поверхности в шахматном порядке. С ними соседствуют впадины, в которые попадает снятая стружка. Инструмент с этой насечкой называются рашпилями. Они предназначены для опиливания поверхностей низкой прочности (дерево, пластмассы и отдельные цветные металлы).
Размер насечки измеряется для напильников числом режущих элементов (зубьев) на 1 сантиметр длины, для рашпилей – числом зубьев на 1 квадратный сантиметр. Для напильников с обдирочной насечкой и рихтовочных обычно указывается число целых зубьев на 1 дюйм длины.
Драчевая, личная и бархатная насечка
Во всем мире применяется качественная классификация напильников по числу зубьев на сантиметр с учетом длины полотна. Большинство производителей выпускает наиболее употребительные модели напильников одинаковые по форме и длине, но с насечкой разного размера. Обычно предлагаются три градации по размеру насечки, которые называют драчевая (самая грубая), личная (средняя) и бархатная (мелкая). Но, естественно, что напильник небольшой длины, например, 1 00 мм, применяется для более тонких работ, чем напильник длиной 300 мм. И для первого из них драчевой, личной и бархатной могут называться, например, насечки с шагом 17,22 и 28 зубьев на см, соответственно, а для второго это будет 8, 11 и 1 4 зубьев на см. Получается, что бархатная насечка напильника длиной 300 мм грубее, чем драчевая насечка напильника длиной 100мм.
В любом случае речь может идти только о приблизительном соответствии. В таблице 7-13 это соответствие показано для напильников длиной от 100 до 350мм.
Соотношение между числом зубьев на сантиметр, длиной напильников и их классификацией на драчевые, личные и бархатные.
|
Классификация |
Число зубьев на сантиметр для напильника длиной: |
|||||
|
100мм |
150мм |
200мм |
250мм |
300мм |
350мм |
|
|
Драчевый Личной Бархатный |
17 22 28 |
13 18 22 |
10 14 18 |
9 12 16 |
8 11 14 |
7 10 13 |
www.aist-tools.ru
Напильник. Виды и работа.Применение и заточка.Чистка, особенности
Напильник – это ручной инструмент, предназначенный для обработки металла. Он может применяться и для других твердых материалов, таких как пластик, текстолит и пр. Использование напильника позволяет провести шлифовку неровностей или подогнать изделие под требуемые параметры, расширив его диаметр или укоротив. Он изготовляется из твердой инструментальной стали, что делает его более жестким, чем большинство металлов, которые им обрабатываются.
Особенности конструкции и виды
Инструмент представляет собой стальную полоску с насечкой, которая крепится в деревянной или пластиковой рукояти. Насечка напильника бывает различных размеров, которым соответствует определенный номер от 0 до 5. Самая крупная насечка №0, а самая мелкая – №5. По номерной классификации напильники бывают:
- Драчевые (№0-1 до 12 насечек на 1 см поверхности) – имеют крупные зубцы, которые позволяют сцарапывать слой толстой ржавчины, откалывая ее от чистого металла.
- Личные и полуличные (№2-3 от 13 до 44 насечек на 1 см поверхности) – используются для обработки любого металла, убирают лишнюю толщину.
- Бархатные (№4-5 от 45 до 80 насечек на 1 см поверхности) – применяются при чистовой обработки, для достижения максимальной гладкости заготовки.
Чем крупнее зубья, тем больше металла можно снять. При обработке высокой и редкой насечкой поверхность заготовки покрывается глубокими бороздами, поэтому для комфортной обработки нужно начинать с меньшего номера напильника и постепенно переходить на совсем мелкую насечку, что нужно для достижения максимальной гладкости поверхности, если это необходимо.
Стоит учитывать, что напильник с очень мелкой насечкой быстро забивается снятой стружкой, поэтому нуждается в периодической очистке, поскольку в противном случае съем слоя металла прекратится. Кроме этого, нужно отметить, что скорость работы инструментом бархатного типа в десятки раз ниже, чем у драчевого.
Типы насечек
Напильник имеет не только отличие по размеру зубьев насечки, но и по особенности ее нанесения:
- Одинарная.
- Крестовая.
- Дуговая.
- Рашпильная.
- Штампованная.
Простая или одинарная насечка может применяться для обработки цветных металлов. Она быстро снимает слой заготовки и хорошо очищается от стружки. При работе такой инструмент сильно дребезжит, что приводит к быстрому уставанию рук. Нужно отметить, что особенность угла наклона зубьев не позволяет обрабатывать твердые металлы. Сами насечки нанесены под углом 25-30 градусов.
Крестовая насечка подходит для обработки стали, чугуна и бронзы. Ее зазубрины пересекаются, образовывая ромбы. Угол наклона основной насечки составляет 25, а вспомогательной 45 градусов. Такой напильник довольно быстро забивается стружкой, поэтому для мягкого металла не подходит. Чтобы обеспечить продуктивную и комфортную работу важно позаботится о наличие щетки по металлу, которой нужно периодически смахивать стружку между зубьями на полотне инструмента.
Дуговой тип насечки подходит для работы с цветными металлами, а также твердой древесины, такой как бук, дуб и пр. После такого напильника на заготовке оставляются довольно аккуратные царапины, которые легко зашлифовываются.
Рашпильная или точечная насечка используется в основном для быстрого снятия окалины или наслоения ржавчины на черном металле. Особенно она эффективна для грубой обработки древесины.
Штампованная насечка используется по такому же предназначению что и рашпильная. Ее особенности заключается в наклоненных под углом зубьях, которые цепляют заготовку как крюки, сдирая ее толщину. При работе образовываются грубые борозды. Зубцы стираются довольно быстро, поэтому такой инструмент лучше не использовать на твердых металлах. Он превосходно работает с древесиной. При обработке алюминия полотно быстро забивается стружкой, которая плохо извлекается.
Разновидности форм
Что касается форм напильников, то они бывают:
- Плоские.
- Квадратные.
- Круглые.
- Полукруглые.
- Трехгранные.
Плоские напильники подходят для обработки крупных заготовок, с большой площади снятия. Они выпускаются разных размеров и как правило имеют насечку с обеих сторон, что позволяет перевернуть инструмент и продолжить работу при забивании одной из них.
Квадратный напильник имеет насечку на всех четырех сторонах. Это позволяет вести обработку прямых углов в двух плоскостях. С их помощью можно убрать лишний слой. Такой инструмент выпускается с различной жесткостью зубьев. Встречаются квадратные напильники длиной до 50 см, которые позволяют проводить ускоренную обдирку металла.
Круглые напильники являются отличным решением для подготовки скругленного или идеально круглого отверстия. С его помощью можно увеличить внутренний диаметр, подогнав его под требуемые параметры.
Полукруглый тип применяется в тех случаях, когда нужно обработать скругленную поверхность. Ширина такого напильника больше чем у идеально круглого, что исключает вероятность избыточного углубления поверхности в одной точке, нарушив требуемую геометрию.
Трехгранный напильник применяется для опиливания внутренних не прямых углов. Все грани инструмента имеют насечку, часто она отличается высотой или углом нанесения, что делает такой инструмент универсальным. Трехгранный тип подходит и для плоских поверхностей. При этом работать с ним менее удобно, чем с прямым напильником, в связи с небольшой рабочей площадью насечек.
Как сохранить напильник в рабочем состоянии
Для того чтобы напильник как можно дольше оставался в рабочем состоянии его нужно очищать после каждого применения. Для этого применяется щетка по металлу. Если оставить стружку в углублениях полотна, то со временем она под влиянием коррозии или окисления плотно прикипит, поэтому избавится от нее будет гораздо труднее.
Не стоит обрабатывать грязные или мокрые поверхности. Напильники делают из твердой инструментальной стали, которая подвержена ржавлению. При появлении следов коррозии полотно начинает гораздо менее эффективно цеплять металл заготовок, что усложняет работу. Также желательно избегать поверхностей со смазкой или машинным маслом. Попавший в насечку жир вызовет налипание пыли, что тоже снизит продуктивность зашлифовки.
Заточка напильника лимонной кислотой
Со временем даже самый качественный инструмент из твердой стали постепенно теряет остроту, в результате чего приходит в негодность. Напильники нельзя заточить как ножи, стамески или долота, поэтому многие просто выбрасывают их на мусор или перетачивают в зубило. На самом деле даже напильники можно заточить, не прикладывая для этого никаких усилий. Все что требуется – это лимонная кислота.
Сначала инструмент нужно очистить от забившейся стружки с помощью щетки по металлу. После этого полотно следует промыть моющим средством для посуды или чистки плиты. Это нужно для удаления остатков грязи и жира. Для максимального эффекта можно воспользоваться зубной щеткой, чтобы обработать каждый миллиметр инструмента. После этого нужно подготовить раствор лимонной кислоты, для этого требуется взять вертикальную емкость с водой. Это может быть пластиковая бутылка или стеклянная банка, подходящая по высоте. В нее следует засыпать и растворить лимонную кислоту. Чем крепче раствор, тем быстрее эффект, но не стоит использовать сразу всю пачку – это будет чрезмерно!
Рабочая часть напильника должна полностью погрузиться в кислый раствор, таким образом, чтобы все полотно с насечками было закрыто. Рукоять должна остаться снаружи. Длительность настаивания инструмента в растворе зависит от концентрации и стали, из которой изготовлено полотно. Раз в несколько часов нужно извлечь напильник и оценить его остроту. Для этого можно воспользоваться любой нежирной заготовкой. После каждого испытания инструмент нужно очистить щеткой, чтобы смахнуть опилки. При этом важно стараться не касаться полотна руками, поскольку оставив на нем жирные пятна от пальцев можно изолировать участок металла от химической реакции с кислотой.
Продолжительность травления полотна для заточки может занимать от нескольких часов до суток, если раствор совсем слабый, а сталь очень качественная. Также возможно применение и других кислот, вступающих в химическую реакцию с черным металлом. При этом нужно учитывать, что более сильные растворы выделяют опасные пары, которые лучше не вдыхать.
Похожие темы:
tehpribory.ru
назначение и разновидности слесарного инструмента различного сечения и размера
При шлифовке металлических или деревянных деталей не всегда есть возможность прибегнуть к помощи наждака или шлифовальной машинки. В таких случаях не избежать обращения к такому инструменту, как напильник. Это приспособление вместе с молотком и пассатижами является оснащением скорой неотложной помощи во многих домашних делах. От его хорошего состояния и правильного применения зависит немалая часть успешного выполнения работы.
Предназначение и описание инструмента
Основной сферой применения для таких инструментов является обработка металлических и прочих заготовок. Список работ для них включает несколько операций:
- Очистка различных поверхностей от въевшейся грязи и ржавчины.
- Черновая и финишная полировка.
- Доработка изделия до конечных размеров.
- Шлифование мест ударов, срезов, заусенцев, сварных швов.
- Зачистка окисленных контактов.
- Заточка зубьев пил и ножовок.
Такие работы выполняются при помощи соприкосновения граней приспособления с нанесёнными насечками и поверхности обрабатываемого материала. Увеличивая силу нажатия, число движений и скорость перемещения напильника можно повысить глубину обработки.
Разновидностей таких инструментов много и каждый используется для конкретных нужд. Применение напильника не по назначению ухудшает качество обработки и снижает срок его службы.

О том, какие бывают напильники, знают все. За долгие годы применения внешний вид приспособления и область использования кардинально не изменились. Даже на современных высокотехнологичных предприятиях множество работ по конечной доводке изделий производится напильниками.
В нашей стране инструмент для работы с поверхностями различных видов по ГОСТу изготавливается из стали высокого качества. Это такие разновидности: с легированием и содержанием хрома ШХ15 и 13Х или без легирования с улучшенными характеристиками У10А — У13А.
По своей сути напильник — это режущий инструмент, который выглядит как стальная заготовка с насечками и насаженной рукояткой или заострённым концом для неё. Она бывает сделана из дерева или пластика и присутствует в составе конструкции в целях обеспечения удобного и безопасного рабочего процесса.
Основная масса таких инструментов имеет прямоугольную, треугольную или округлую форму, но другие виды не исключаются.
Классификация приспособлений
Как и любой другой инструмент, этот класс слесарных орудий труда представляют несколько видов напильников. Их назначение зависит от характеристик. Разобраться в принадлежности к тому или иному виду помогает подробное описание каждого из них.
Величина насечки
От размеров профильной нарезки поверхности инструмента зависит вид обработки материала. Эта характеристика означает количество зубцов, распределённых на каждый погонный сантиметр изделия:
 Если на отрезок нанесено от 5 до 13 зубцов, то такой инструмент называется драчёвым и носит первый номер.
Если на отрезок нанесено от 5 до 13 зубцов, то такой инструмент называется драчёвым и носит первый номер.- При количестве от 13 до 25 насечек напильник будет личным со вторым номером.
- Приспособления с самой мелкой насечкой (25—80 зубов) нумеруются от 3 до 6 и называются бархатными.
Каждый инструмент применяется для определённых операций с металлом. При обработке драчёвым напильником с первым номером снимается толстый пласт покрытия (около 0, 25 миллиметра), общий размер снимаемого слоя находится в диапазоне от 0, до 1 миллиметра. Это зависит от показателя твёрдости того материала, с которого нужно снять излишки. За одну проходку напильник с крупной насечкой может убрать от 0,08 до 0,15 миллиметра покрытия.
Приспособление номер 2 с нарезкой средней величины вступает в дело на следующем этапе работы с металлом. В это время заготовка прошла черновую обработку, используя драчёвый напильник, и на долю личного остаётся слой примерно 0,15, — 0,35 мм толщиной. У него результаты хода поменьше: толщина срезаемого металла от 0,02 до 0,08 миллиметра с неплохим показателем точности. После его работы поверхность усеяна еле заметными на ощупь зазубринами.

Наиболее тонкую шлифовку оставляют для бархатного напильника 3, 4, 5, или шестого номера. Поверхность после его работы идеальна, если не использовать специальные приборы контроля. Это достигается за счёт высокой точности (0,01—0,05 мм) минимальной толщины снимаемой поверхности (0,025—0, 05 мм).
Виды штамповки на поверхности
Обычно всё шлифовальное оборудование имеет насечку в виде зубьев, наносимых при помощи штампа. Как и любой показатель, штампованный узор имеет свою специализацию. Имеется такая классификация напильников по насечке:
- Приспособления с одиночной нарезкой подходят для обработки мягких и цветных металлов. По мере засорения плоскость устройства прочищается железной щёткой.
- Напильники с двойным или перекрёстным тиснением применяются для обработки стали без легирующих добавок, заготовок из чугунного литья или твердосплавных цветных вроде бронзы. Они довольно универсальны.
- Точечная (рашпильная) штамповка узора результативно работает с кожаными, резиновыми и деревянными предметами.
- Исключительно для деревянных заготовок нужны инструменты с дуговой насечкой. Порой ими начисто шлифуют изделия из кожи.
Иногда поверх насечки наносят специальное алмазное напыление обтачивания закалённых и легированных стальных, стеклянных и керамических предметов.
Разделение оснастки по сечению
Основной показатель инструмента при выборе для конкретной работы — это его форма. Их очень много — для любого сечения обрабатываемой поверхности, но имеет смысл остановиться на нескольких основных моделях, чтобы располагать возможностью обработки любой детали. Часто используются напильники такой маркировки:
 NoNo 1 и 2 плоские с острым либо срезанным носиком. Шлифует ровные поверхности, наружные и внутренние углы. Хороший слесарь с подобным оснащением качественно отшлифует изделие того или иного профиля.
NoNo 1 и 2 плоские с острым либо срезанным носиком. Шлифует ровные поверхности, наружные и внутренние углы. Хороший слесарь с подобным оснащением качественно отшлифует изделие того или иного профиля.- No 3 в форме квадрата применяется для обработки и расширения маленьких поверхностей соответствующего сечения. Инструмент отшлифует внешние плоскости.
- NoNo 4 и 5 тупо — и остроносые напильники с тремя гранями. Применяются для расточки пазов и остроугольных внутренних полостей. Может работать и снаружи на плоских покрытиях.
- No 6 имеет круглый профиль, сужающийся к концу. Разрабатывает круглые и полукруглые отверстия, а также небольшие полукруглые поверхности.
- No 7 имеет плоскую поверхность с одной стороны и полукруглую с другой. В зависимости от используемой стороны может обрабатывать как плоские, так скруглённые поверхности большого диаметра.
- No 8. Ромбический напильник специализируется на заточке зубчатых поверхностей как с острым, так и с тупым углом обработки, так как разные грани имеют разный наклон относительно друг друга.
- No 9 — ножовочный для обработки угловых пространств, канавок в треугольных и квадратных отверстиях.
Специальные виды
Кроме обычных широко распространённых инструментов для металлообработки, имеются узкоспециализированные.
Надфиль для тонкой обработки металла
Такие приспособления делают преимущественно из стали У13 или У13А, реже У12 или У12А. Формой повторяют конфигурацию напильников. Стандартный размер 80, 120, 160 миллиметров, длина насечки соответственно 50, 60, 80 миллиметров. На такой инструмент наносят двойную штамповку: главную — с углом 25 градусов и вспомогательную поперечную с углом 45 градусов. На кончике имеется только основной узор.

В соответствии с числом нарезок на сантиметр произведена нумерация: первый номер имеет от 20 до 40 насечек. На второй наносят 28—59 единиц. С третьего по пятый — 40 — 112 насечек соответственно.
Сфера применения оснащения с алмазным покрытием — керамика, стекло, твёрдые сплавы металлов, точная обработка режущих элементов твердосплавных инструментов. Поверхность после прохождения надфиля имеет 9-й или 10-й класс шероховатости.
Сфера применения рашпилей
Они используются для обработки мягких металлов и сплавов, неметаллических деталей. Для шлифовки медных, оловянных, свинцовых изделий, а также деревянных, резиновых и кожаных, простые напильники не годятся по структуре поверхности, которая при забивании стружкой становится бесполезной.
Есть рашпили плоские с обрезанным или заострённым концом, круглой или полукруглой формы. Нумеруются первым или вторым номером в зависимости от штамповки и имеют длину 250—350 миллиметров. Канавки спереди каждого зубца предназначены для отвода стружки.
С подгонкой деревянной заготовки в станке хорошо справляется подобный напильник по дереву.
Прочие устройства
Этот инструмент не используется в домашних условиях, а находит применение исключительно на производстве в специальных приспособлениях:
 Головки со штампованной или фрезерованной насечкой и имеющие особые хвостовики или наворачивающиеся на оправку называются борнапильниками. Они могут быть угловыми, цилиндрическими, шаровидными для обработки фасонных поверхностей.
Головки со штампованной или фрезерованной насечкой и имеющие особые хвостовики или наворачивающиеся на оправку называются борнапильниками. Они могут быть угловыми, цилиндрическими, шаровидными для обработки фасонных поверхностей.- Зачищают отливки, кованные изделия и заусенцы с наждачных кругов дисковыми напильниками диаметром 150—25 — миллиметров. Толщина таких приспособлений находится в диапазоне от 10 до 20 миллиметров. Закрепляются в агрегате специальными зажимами. Закруглённые либо прямоугольные детали с просечным узором и без хвостовиков, фиксируемые заклёпками к самодвижущейся ленте, называются пластиночными напильниками.
- Для механических отрезных аппаратов существуют машинные напильники различных габаритов. По внешнему виду и типам штампованного узора они аналогичны простому слесарному инструменту. Для их крепления имеются специальные патроны.
Преимущества слесарного инвентаря
При всей трудоёмкости и монотонности труда с подобной ручной оснасткой, можно выделить ряд условий, которые делают этот инструмент конкурентоспособным при шлифовке различных плоскостей:
- Для элементарных и единичных манипуляций такой инструмент экономически выгоден. Электроинструмент с соответствующей насадкой может обработать не каждый уголок детали, а покупка станка для этих целей непрактична.
- Труднодоступные полости и детали со множеством изгибов можно обработать только ручным шлифовальным инструментом.
- Для его работы не нужна электроэнергия.
- Не распространяет искры и стружку, нет таких приспособлений, которые могли бы нанести серьёзную травму.
- При обработке снимает минимальный слой поверхности, что гарантирует более высокую точность шлифования, чем при использовании электроинструмента.
- Восстановить его можно с помощью раствора лимонной кислоты.
Меры безопасности при работе
Рабочий инструмент не должен быть треснутым, отколотым, с заточенными концами. Рукоятка изготавливается из древесины твёрдых пород или жёсткого пластика. На поверхности не должно быть заусенцев. Конец рукоятки фиксируется металлическим кольцом, чтобы она не раскололась при случайном биении при работе.
Хвостовая часть напильника входит в полость рукоятки на 2 / 3—3 / 4 её длины. Существует два способа насадки:
- Хвостовую часть размещают в рукоятке и, придерживая за рабочую часть, ударяют ручкой по твёрдому предмету до нормальной длины вхождения.
- Вставив хвостовик инструмента в рукоятку, наносят несколько ударов по ней.
Совершая рабочие манипуляции с напильником, запрещено:
 Работать без защитных очков и спецодежды, которая должна быть аккуратно заправлена.
Работать без защитных очков и спецодежды, которая должна быть аккуратно заправлена.- Забивать рукоятку с помощью удара по обрабатываемой детали во избежание соскакивания или вылета детали из тисков, что может привести к травме.
- Подсовывать пальцы под обратный ход инструмента, чтобы избежать зажима между напильником и деталью.
- Удалять стружку рукой или сдуванием для исключения травм рук и глаз.
- При восстановлении штамповки использовать перчатки с защитным слоем.
Как и любой инструмент, напильники различных видов находят своё применение как дома, так и на работе. И хотя для некоторых операций в металлообработке на смену им пришли электрифицированные аппараты, в своей нише они ещё нескоро найдут себе замену.
pochini.guru
Виды напильников-плоский,полукруглый,круглый,трехгранный,квадратный
Напильник – режущий инструмент используемый при обработке материалов способами послойного срезания. Он представляет собой полотно изготовленное из закаленной высокоуглеродистой стали. На его поверхностях его созданы “насечки”, это вид острых зубьев, на их конусообразном хвостовике располагается ручка. С помощью его обрабатывают древесину, пластмассовые предметы, металлы и прочее.
Его применяют для подгонки изделий. Делают это снимая слой материала с поверхности. Среди них выделяют бархатные инструменты с определенной плотностью насечек на 1 кв. см, личные, драчевые, брусовки. Инструмент имеющий малогабаритный вид, предназначается для тонких работ, он называется надфилем.
Виды напильников – форма сечения рабочей поверхности
Форма сечения рабочей поверхности инструмента имеет для него большое значение. Она может быть плоского вида, квадратного, ромбического, ножевого, круглого. При выборе его учитывается степень точности обработки, размер припуска, предназначенного на опиливание. Выбор конкретного вида инструмента зависит от свойства выполняемых работ. Если для выполнения работы требуется увеличить отверстие в материале, то применяют круглые инструменты.
Заказывайте стеклоткани от компании ИТЭР в Украине на iter.org.ua.
Виды насечек напильников
При определении инструментов для работы ориентируются по виду его насечек, от этого зависит их применение:
- для цветных металлов предназначается инструмент с насечкой одинарной;
- для чугуна, стали, бронзы используют изделия с крестовой насечкой;
- для древесины с дуговой, точечной, рашпильной насечкой;
- для резины, кожи применяют инструмент с насечкой штампованного или точечного вида;
- для закаленной стали, сплавов с твердостью, керамики, стекла используют инструмент с алмазным покрытием;
- при работе с драгоценными камнями, металлами применяют изогнутый надфиль изготовленный из магнитных сплавов, называется он рифель.
Чтобы убрать слой с металлической поверхности применяют плоский инструмент. В арсенале мастера обычно есть несколько видов напильников. Их подбирают по месту, выбор зависит от формы заготовки. Очень часто на практике применяют плоский его вид или 3-х гранный.
Алмазные виды напильников
Поверхность такого инструмента покрыта синтетическим алмазом. Они предназначаются для обработки твердых металлов. Те виды материала, который обрабатывает этот инструмент недоступны для других напильников.
Надфиль
Напильник имеющие небольшой вид, предназначается для мелких работ, точных, там, где высокая скорость не нужна. Если он имеет одну насечку, то подразделения по номерам у этого изделия не имеется. Они могут простыми алмазными. Цена алмазного российского инструменте выше, чем у китайского в 4 раза.

Напильник по дереву (рашпиль)-инструмент работающий с древесиной. Он имеет крупную насечку, она предназначена только для обработки древесины.

Размеры напильников
В таблице приведены основные размеры и формы напильников:
| Типы напильников | Номер насечки | Длина | ||||||||
| 100 | 125 | 150 | 200 | 250 | 300 | 350 | 400 | 450 | ||
| Размеры сечения | ||||||||||
| Плоские | 0-5 | 12х3 | 16х4 | 18х4,5 | 22х5,5 | 28х7 | 32х8 | 36х9 | 40х10 | 45х11 |
| Квадратные | 0-5 | 4 | 5 | 6 | 8 | 10 | 12 | 16 | 18 | 20 |
| Трехгранные | 0-5 | 8 | 10 | 12 | 16 | 18 | 20 | 22 | 25 | 28 |
| Ромбические | 1-3 | 12х3 | 16х4 | 18х4,5 | 22х5,5 | 28х7 | 32х9 | 36х12 | ||
| Овальные | 0-5 | 8х5,5 | 10х7 | 12х9 | 14х10 | 18х12 | 22х16 | 25х18 | 28х22 | |
| Линзовые | 0-5 | 12х3 | 16х4 | 18х4,5 | 12х5,5 | 25х7 | 28х9 | 31х11 | ||
| Круглые | 0-5 | 4 | 5 | 6 | 8 | 10 | 12 | 16 | 18 | 20 |
Зерна напильников
Есть 3 типа зерен. Его номера № 1, 2, 3 говорят: чем больше цифра в обозначении, тем насечка будет на нем мельче. №3 напильника имеет самую маленькую насечку. Для грубой обработки материала требуется напильник №1. А для точной, более ровной обработки используют №3. Чем длинней инструмент, тем крупней зерно.
Например, плоский напильник с размером ручки в 200 мм или в 400 мм, имеет зерно №2. У плоских напильников в 200 мм или в 400 мм с зерном №2 тоже имеется разница в виде зерна. Плоский напильник в 150 мм №3 имеет мелкую насечку, называется она бархатной. На вид она немного крупней пилочки для ногтей.
Как наточить напильник
www.metalstanki.com.ua
Напильники. Домашний мастер
Для обработки заготовок разной твердости и формы применяют различные по назначению, размерам и форме напильники. Напильник представляет собой стальной брусок определенного профиля и длины, на поверхности которого имеются насечки (нарезки), образующие впадины и острозаточенные зубцы (зубья), имеющие в сечении форму клина.
Напильники подразделяют по крупности насечки, по ее форме, по длине и форме бруска, по назначению.
Насечки на поверхности напильника образуют зубья, которые снимают стружку с обрабатываемого материала. У напильников с насеченными зубьями обеспечивается достаточное пространство для размещения стружки, для них характерна высокая прочность зуба. Напильники с фрезерованными или шлифованными зубьями не требуют больших усилий резания, но их применение ограничено из-за большой стоимости фрезерования и шлифования. Напильник с зубьями, полученными протягиванием, имеет впадину с плоским дном и отличается стойкостью, так как зубья не забиваются стружкой; они легко врезаются в обрабатываемый металл. Чем меньше насечек на 1 см длины напильника, тем крупнее зуб. Различают напильники с одинарной, т. е. простой насечкой, с двойной или перекрестной, точечной, т. е. с рашпильной и дуговой.
Напильники с одинарной насечкой могут снимать широкую стружку, равную длине всей насечки. Их применяют при опиливании мягких металлов (латуни, цинка, свинца, алюминия, бронзы, меди и т. п.) с незначительным сопротивлением резанию, а также неметаллических материалов. Кроме того, эти напильники используются для заточки пил, ножей, а также для обработки древесины и пробки.
Напильники с двойной (т. е. перекрестной) насечкой применяют для опиливания стали, чугуна и других твердых материалов с большим сопротивлением резанию. В напильниках с двойной насечкой сначала насекается нижняя глубокая насечка, называемая основной, а поверх нее – верхняя, неглубокая насечка, называемая вспомогательной; она разрубает основную насечку на большое количество отдельных зубьев. Перекрестная насечка больше размельчает стружку, что облегчает работу.
Рашпильная (точечная) насечка получается вдавливанием металла специальными трехгранными зубилами, оставляющими расположенные в шахматном порядке вместительные выемки, способствующие лучшему размещению стружки. Рашпилями обрабатывают очень мягкие металлы и неметаллические материалы (древесину, резину, кость, рог, кожу и др.).
Дуговую насечку получают фрезерованием. Такая насечка имеет большие впадины между зубьями и дугообразную форму, обеспечивающую высокую производительность и повышенное качество обрабатываемых поверхностей. Эти напильники применяют при обработке мягких металлов (медь, дюралюминий и др.).
По числу насечек на сантиметр длины различают четыре группы напильников: брусовки, драчевые, личные и бархатные.
Для весьма грубой обработки, когда требуется снять большой слой металла, применяются брусовки – напильники, имеющие очень крупную насечку: 4–5 насечек на сантиметр длины (насечка № 0). Для менее грубых работ, но для снятия большого слоя металла (опиливание припусков, снятие фасок, заусенцев и т. д.) пользуются драчевыми напильниками, имеющими 6—14 насечек на сантиметр (насечка № 1). Они позволяют за один ход снять слой металла толщиной 0,08—0,15 мм при точности обработки 0,1–0,15 мм.
Более чистую отделку поверхности, когда требуется снять слой металла не более 0,1–0,15 мм, после предварительной обработки драчевым напильником производят личными напильниками. Они имеют: 8,5—20 насечек на 1 см длины напильника (насечка № 2), 12–28 (насечка № 3), 20–40 (насечка № 4) и позволяют за один ход снять слой металла толщиной 0,02—0,08 мм при точности обработки 0,025—0,05 мм.
Самая точная обработка и доводка производится бархатными напильниками, которые имеют 28–56 насечек на 1 см (насечка № 5). Они позволяют за один ход снимать до 0,025—0,05 мм при точности обработки 0,005—0,01 мм.
Напильники также делятся на следующие типы: плоские, треугольные, полукруглые, ромбические и ножовочные. Плоские остроносые напильники применяются для опиливания наружных или внутренних плоских поверхностей, а также пропиливания шлицев и канавок. Полукруглые напильники используются для распиливания квадратных, прямоугольных и многоугольных отверстий, а также для опиливания узких плоских поверхностей. Трехгранные напильники служат для опиливания острых углов (60° и более) как с внешней стороны детали, так и в пазах, отверстиях и канавках, а также для заточки пил по дереву. Круглые напильники используют для распиливания круглых или овальных отверстий и вогнутых поверхностей небольшого радиуса. Полукруглые напильники (сечение сегмент) применяют для обработки вогнутых криволинейных поверхностей значительного радиуса и больших отверстий (выпуклой стороной), а также для плоскостей, выпуклых криволинейных поверхностей и углов более 30° (плоской стороной). Ромбические напильники применяют для опиливания зубьев зубчатых колес, дисков и звездочек, а также опиливания углов свыше 15° и пазов. Ножовочные напильники служат для опиливания внутренних углов, клиновидных канавок, узких пазов, плоскостей в трехгранных, квадратных и прямоугольных отверстиях, а также при изготовлении режущих инструментов и штампов.
Плоские, квадратные, трехгранные, полукруглые, ромбические и ножовочные напильники изготовляют с насеченным и нарезным зубом. Ножовочные напильники изготовляют только по специальному заказу. Ромбические и ножовочные напильники изготовляют только с насечками № 2, 3, 4, 5 и длиной: ромбические – 100–250 мм, ножовочные – 100–315 мм.
Напильники для обработки цветных сплавов, в отличие от слесарных напильников общего назначения, имеют другие, более рациональные для данного конкретного сплава углы наклона насечек и более глубокую и острую насечку, что обеспечивает высокую производительность и стойкость напильников. Напильники выпускаются только плоскими и остроносыми с насечкой № 1 и предназначаются для обработки бронзы, латуни и дюралюминия. Напильники для обработки бронзы имеют двойную насечку: верхняя под углом 45°, а нижняя под углом 60°, для латуни соответственно 30 и 85°, для дюралюминия – 50 и 60°. Маркируют такие напильники буквами ЦМ на хвостовике.
Алмазные напильники применяют для обработки и доводки твердосплавных частей инструмента и штампов. Алмазный напильник представляет собой металлический стержень с сечением нужного профиля и рабочей поверхностью, на которую нанесен очень тонкий алмазный слой. Алмазное покрытие на рабочей части изготовляют различной зернистости для предварительной и окончательной доводки.
Для точных специальных работ применяют небольшие напильники с очень мелкой насечкой – надфили. С помощью надфилей выполняют лекальные, граверные, ювелирные работы, зачистку в труднодоступных местах матриц, мелких отверстий, профильных участков изделия и т. п. Надфили имеют такую же форму, как и слесарные напильники. Они обычно имеют перекрестную (двойную) насечку: основную – под углом 25° и вспомогательную под углом 45°. Узкая сторона надфиля имеет одинарную насечку (основную).
В зависимости от количества насечек, приходящихся на 1 см длины, надфили разделяют на пять типов: № 1 (20–40 насечек), № 2 (28–56 насечек), № 3, 4 и 5 (40– 112 насечек). Номер насечки нанесен на рукоятке надфиля.
Алмазные надфили применяют для обработки твердосплавных материалов, различных видов керамики, стекла, а также для доводки режущего твердосплавного инструмента. Такие надфили изготавливают из природных и синтетических алмазных порошков различной зернистости с прямоугольной, квадратной, круглой, полукруглой, овальной, трехгранной, ромбической и другой формой поперечного сечения.
Рашпили предназначены для обработки мягких металлов (свинец, олово, медь и др.) и неметаллических материалов (кожа, резина, древесина, пластические массы), когда обычные напильники непригодны из-за того, что насечка их быстро забивается стружкой и они перестают резать.
В зависимости от профиля рашпили общего назначения подразделяются на плоские (тупоносые и остроносые), круглые и полукруглые с насечкой № 1 и № 2 и длиной от 250 до 350 мм. Зубья рашпиля имеют большие размеры и вместительные канавки, расположенные впереди каждого зуба.
Поделитесь на страничкеСледующая глава >
diy.wikireading.ru
напильник [ScaleWiki.ru]
Режущий инструмент для обработки материалов методом послойного срезания (опиливания). Представляет собой стальную полосу (полотно), на рабочих поверхностях которой создана “насечка” — режущие элементы (острые зубья). На конусообразном хвостовике напильника закреплена ручка.
Длина напильника — его рабочая часть без учета хвостовика. Размерный ряд в (мм): 100, 125, 150, 200, 250, 300, 350, 400.
Плоские напильники — прямоугольного сечения, предназначены для опиливания широких поверхностей. Могут иметь зауженный конец (носок). На боковых гранях есть насечка, как правило, только на одной стороне. Квадратные, трехгранные, круглые напильники используют для обработки отверстий и пазов; они всегда имеют зауженный носок. Полукруглые сочетают в себе возможности плоского и круглого напильников.
В зависимости от типа насечки напильники предназначаются для разных работ:
Одинарная насечка — наносится под углом 70° к продольной оси напильника, иногда — под 45°. Она снимает широкую стружку с обрабатываемого материала и предназначена для получения поверхности с небольшой шероховатостью.
Двойная(перекрестная) насечка — представляет собой комбинацию одинарной насечки и менее глубокой вспомогательной, сделанной под углом к одинарной. Точки пересечений этих насечек разламывают образующуюся стружку в процессе опиливания. Такая насечка основная для слесарных напильников;
Двойная (“oberg”) насечка — с более редкой (в 2—3 раза) вспомогательной насечкой. Занимает промежуточное положение между одинарной и двойной насечками по эффективности и чистоте обработки поверхности.
Размер насечки — это количество зубьев на 1 см длины полотна напильника.
По числу зубьев различают три размера насечки:
драчевая — самая грубая, имеет малое число зубьев на 1 см;
личная — средняя, число зубьев на 1 см больше предыдущей;
бархатная — мелкая, самое большое число зубьев на 1 см. Одно и то же количество зубьев на 1 см, но на напильниках разной длины будет относиться к разным размерам насечки. Например: 14 зубьев на 1 см при длине напильника 200 мм — личная насечка, столько же зубьев на 1 см на напильнике 300 мм — бархатная.
Чем грубее насечка, тем выше скорость опиливания, но больше шероховатость поверхности.
Срок службы инструмента зависит от марки стали, качества насечки и термической обработки.
Для производства отечественных напильников применяют две группы инструментальных сталей: нелегированные улучшенные У10А — У13А; легированные хромистые стали ШХ15 и 13Х, позволяющие получить высококачественный инструмент с твердостью поверхности от 64 до 66 HRc.
Ручки напильников во многом определяют удобство и безопасность работы. Они должны иметь достаточную механическую прочность, надежную посадку на хвостовике и не разрушаться под действием масел, бензина, растворителей. Выбранная по размеру напильника ручка пригоняется по его хвостовику, который должен входить в нее на глубину от 2/3 до 3/4 его длины. Длина ручки должна быть в полтора раза длиннее хвостовика напильника. При насаживании хвостовик напильника вставляют в отверстие ручки и правой рукой вертикальными взмахами, ударяют головкой ручки о верстак. Можно поступить и так: вставить хвостовик напильника в отверстие ручки и, взяв напильник в левую руку, молотком нанести несколько легких ударов по головке ручки. Чтобы снять ручку с напильника, ее берут в левую руку и наносят правой рукой два-три коротких слабых удара молотком по верхнему краю у кольца. Напильник тогда легко выходит из отверстия
Выбирая напильники, необходимо обратить внимание на то, что они должны иметь:
четко выраженную насечку, без каких-либо дефектов на ней;
равномерный серый цвет всей поверхности, без разводов (свидетельствующих о нарушении режимов термообработки), следов ржавчины, масла и прочих загрязнений;
плотно насаженную на хвостовик (без видимых дефектов) ручку, если напильник ею укомплектован;
на гладкой части напильника должны быть четко нанесены товарный знак предприятия-изготовителя и марка стали 13Х (другие марки стали российские производители не обозначают).
scalewiki.ru
Напильники, их конструкция и классификация
Напильники, их конструкция и классификация
Категория:
Опиливание металла
Напильники, их конструкция и классификация
Напильником называют режущий инструмент в виде стального закаленного бруска определенного профиля с большим количеством насечек или нарезок, образующих мелкие и острые зубья. Этими зубьями напильник срезает небольшой слой металла в виде стружки.
Конструкция напильников. Конструкция напильника зависит от вида насечки, геометрии зубьев, профиля и других факторов. Зубья напильника могут быть образованы насеканием, фрезерованием, нарезанием, протягиванием и точением методом обкатывания. Наиболее распространенным способом образования зубьев является насекание их на специальных станках.
Насечки на поверхности напильника образуют зубья. Чем меньше насечек на 10 мм длины напильника, тем крупнее зуб. По виду или форме насечек напильники бывают с одинарной (однорядной) и двойной (перекрестной), а также рашпильной насечками.
Напильники с одинарной насечкой срезают металл широкой стружкой, равной всей длине зуба, поэтому работа ими требует больших усилий. Такие напильники применяют для обработки цветных металлов, целлулоида, дереза и др. Одинарная насечка наносится под углом 25—30° по отношению к линии, перпендикулярной к оси напильника.
В напильниках с двойной насечкой сначала насекают нижнюю глубокую насечку, называемую основной, а поверх нее — верхнюю неглубокую насечку, называемую вспомогательной; она разрубает основную на большое число отдельных зубьев. Вспомогательная насечка имеет направление справа налево вверх, а основная, образующая профиль зуба,— слева направо вверх, если смотреть на насечку напильника от хвостовика к носку. Перекрестная насечка размельчает стружку, что облегчает работу. У напильников с двойной (перекрестной) насечкой основная насечка обычно выполняется под утлом наклона 25°, а вспомогательная— под углом наклона 45°.
Шаг (расстояние) между двумя соседними зубьями на основной насечке больше, чем на вспомогательной. В результате зубья располагаются друг за другом по прямой, составляющей угол 5° с осью напильника, и при его движении следы зубьев частично перекрывают друг друга. Поэтому на обработанной поверхности уменьшается шероховатость, и она получается относительно чистой и гладкой.
Зубья рашпильной насечки образуются выдавливанием металла заготовки рашпиля насекательными зубилами со специальной формой заточки. Каждый зуб рашпильной насечки смещен относительно расположенного впереди зуба на половину шага. Это уменьшает глубину канавок, образующихся на поверхности опиливаемой заготовки, и облегчает процесс резания. Напильники с таким видом насечки применяются для опиливания мягких материалов (дерево, каучук, резина, кость, рог и др.), так как в этом случае снимается крупная стружка, что требует и крупных зубьев. В напильниках с обыкновенной насечкой стружка таких материалов забивает зубья, и они не могут резать.
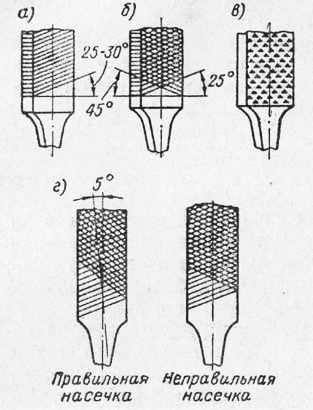
Рис. 1. Насечки напильников
Независимо от способа выполнения насечки зубья на поверхности напильника имеют форму клина с углом заострения р, задним углом а, передним углом у и углом резания б.
Передним углом у называется угол между передней поверхностью зуба и плоскостью, проходящей через его вершину перпендикулярно оси напильника. Он устанавливается в пределах от +10 до —16°. Угол заострения р образуется между передней и задней поверхностями зуба напильника. Задним углом называется угол, образуюшийся между задней поверхностью зуба и плоскостью опиливаемой заготовки. Величина заднего угла зуба напильника стандартом не регламентирована. Угол резания 6 образуется между передней поверхностью зуба и плоскостью опиливаемой заготовки.

Рис. 2. Форма и геометрические параметры зубьев напильника: а—форма насеченного зуба напильника и его углы; б — фрезерованный или шлифованный зуб; а—зуб, полученный протягиванием
В практике слесарной обработки установлены следующие значения углов зубьев напильника:
1) для напильников с насеченными зубьями у отрицательный до —16°, р = 70°, а=36°, 6=106°;
2) для напильников с фрезерованными или шлифованными зубьями (рис. 95,6) у =2+10°, р = 60-7-65°, а=20-т-25о, 6 = 80-90°;
3) для напильников с зубьями, полученными протягиванием (рис. 95,в), 5°, Р=55°, а = 40°, 6=95°. Протянутый зуб имеет впадину с плоским дном. Напильники с зубьями, полученными протягиванием, лучше врезаются в обрабатываемый металл, что способствует повышению производительности труда. Кроме того, эти напильники более стойки в работе и не забиваются стружкой.
Классификация напильников. Напильники различаются по числу насечек (величине зубьев), профилю сечения и длине.
По количеству зубьев, насеченных на 10 мм длины, напильники делятся на 6 классов (0, 1, 2, 3, 4, 5).
В зависимости от выполняемой работы напильники подразделяются на следующие виды: слесарные —общего назначения и для специальных работ, машинные, надфили и рашпили.
Слесарные напильники общего назначения по ГОСТу 1465-69 изготовляются восьми типов: плоские (тупоносые и остроносые), квадратные, трехгранные, полукруглые, круглые, ромбические и ножовочные длиной от 100 до 400 мм с насечкой № 0—5. Напильники имеют двойную (перекрестную) насечку, образованную способом насекания.
Слесарные напильники для специальных работ предназначаются для удаления весьма больших припусков при опиливании пазов, фасонных и криволинейных поверхностей; для обработки цветных металлов, неметаллических материалов и т. п. В зависимости от выполняемых работ напильники этого вида делятся на пазовые, плоские с овальными ребрами, брусовки, двухконцевые и др.
Машинные напильники по своей конструкции подразделяются на стержневые, дисковые, фасонные головки и пластинчатые. В процессе работы стержневым напильникам сообщается возвратно-поступательное движение, дисковым напильникам и фасонным головкам — вращательное, а пластинчатым — непрерывное движение вместе с непрерывно движущейся металлической лентой.
Машинные напильники применяют для обработки фасонных углублений и отверстий, криволинейных поверхностей, для удаления облоя и снятия заусенцев.
Надфили (мелкие напильники) согласно ГОСТу 1513-67 изготовляются десяти типов: плоские, трехгранные, квадратные, полукруглые, круглые, овальные, ножовочные и др. длиной 40, 60 и 80 мм с насечкой 5 номеров. Длина надфиля определяется длиной рабочей части. Ребра плоских надфилей имеют одинарную или двойную насечку. Боковые стороны и верхнее ребро ножовочных надфилей имеют двойную насечку.
Надфили применяются для опиливания неоольших поверхностей и узких мест, недоступных для обработки слесарными напильниками.
Кроме указанных в практике слесарной обработки применяются напильники, которые крепятся в специальных приспособлениях.
Реклама:
Читать далее:
Выбор напильников, уход за ними и восстановление затупившихся зубьев
Статьи по теме:
pereosnastka.ru