Научиться дуговой сварке: Упс… Кажется такой страницы нет на сайте
alexxlab | 09.06.2021 | 0 | Разное
Как правильно варить дуговой сваркой
Несколько десятков лет назад не было такого, чтобы люди сами могли выбирать, каким способом варить металл. Было один-два способа. Нынче же, в эпоху технологического прогресса и требований к качеству материалов существует множество способов сваривания металла. Самым оптимальным и эффективным из них является сварка дуговым аппаратом. Им пользуются наибольшее количество людей, поэтому это способ наиболее популярен.
Содержание:
- Принцип работы аппарата дуговой сварки
- Разновидности аппаратов позволяющих варить металл: сварочный трансформатор, выпрямитель, сварочный инвертор
- Какие бывают электроды, и как не ошибиться в их выборе?
- Технология выполнения ручной дуговой сварки своими руками
- Техника безопасности или как защитить себя сварщику?
Принцип работы аппарата дуговой сварки
Преимущество дуговой сварки – температура дуги, которая достигает более 5 тыс.
Рассмотрим разницу между дугой прямого действия и косвенного. Огонь между сварочными металлами и электродом характеризует сварку с дугой прямого действия. Косвенная дуга начинает гореть между самими электродами. В этом случае, металлы для сплавки не обрабатываются сварочным током.
Зажечь дугу можно только тогда, когда сквозь основу электрода протекает ток, а конец электрода соприкасается с металлом. После, дуга начинает гореть между металлом, который расплавляется в процессе и, основанием электрода. Впоследствии этой дуги, температура мгновенно повышается, и металл начинает плавиться. Одновременно с расплавкой металла, плавиться и электрод.
Расплавленный металл имеет небольшую впадину и образует сварочную ванну.
Там он продолжает плавиться вместе с покрытием выбранного электрода. Когда расплавляется электрод, вокруг ванны образуется некий газовый слой, который защищает, шлаковую ванну. Если бы на электроды не наносили специально предназначенную обмазку, расплавленный металл не защищался бы шлаком. Когда, по каким-то причинам, в процессе проварки не нужен шлаковый защитный газ, можно это предусмотреть и выбрать электроды, которые не обработаны минеральными частицами и разными ферросплавами. Именно эти покрытия электрода, при плавлении, дадут нужную газовую защиту от внешней среды.
Сварочная дуга не стоит на месте, а продвигается по мере провара. Смещение дуги вызывает охлаждение проваренного места и отвердевание его. После того, как он охладится, станет видно сварочный шов, имеющий маленький налет шлака, который напоминает корку.
Разновидности аппаратов позволяющих варить металл: сварочный трансформатор, выпрямитель, сварочный инвертор
На сегодняшний день существует огромное количество разных материалов, требований к их проварке в труднодоступных местах, поэтому требования к сварочному аппарату очень серьезные.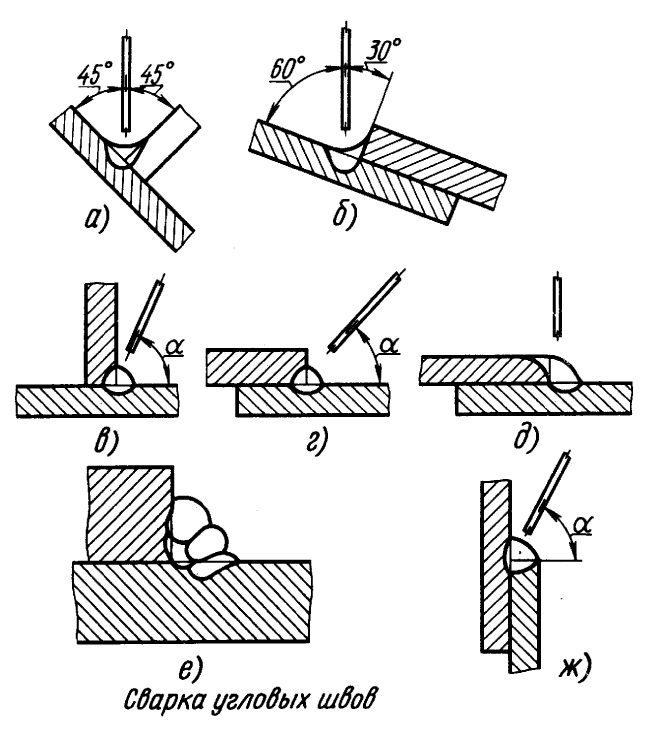 Это отразилось на количестве разных аппаратов для сварки, которые уже можно поделить по типу источника переменного или постоянного тока на три основных вида.
Это отразилось на количестве разных аппаратов для сварки, которые уже можно поделить по типу источника переменного или постоянного тока на три основных вида.
Сварочные трансформаторы
Это наиболее простое решение, для получения нужного тока. Принцип его работы – понизить сетевое напряжение, до оптимального, для работы сварочного аппарата, с чем и должна справляться его главная деталь – трансформатор. Получить на выходе постоянный ток невозможно с использованием трансформатора, так как он может позволить выдать только переменный. В работе довольно часто нужно регулировать силу выделяемого тока, про что не забыли изготовители, оснастив аппарат так, что передвигая первичную и вторичную обмотку, меняется сила тока. Хотя, кроме этого способа, существуют и несколько других. Но, поскольку они используются крайне редко, нет нужды говорить о них подробно.
Сварочный трансформатор имеет все необходимые возможности, чтобы варить качественно и точно, при условии, что к нему будут подобраны специальные электроды для переменного тока. В этом случае шансы на качественную проварку металла только увеличиваются. Раз уж разговор зашел о качестве и эффективности аппарата, просто нельзя позабыть о коэффициенте полезного действия (КПД). Дело в том, что сварочный трансформатор достигает отличных результатов – 90%. Всегда и у всех аппаратов разного применения будут потери эффективности (нагрев, внешняя среда), и 10% это сравнительно небольшой процент. Стоит упомянуть, что только на охлаждение ему потребуется много усилий, но сварка имеет очень мощные вентиляторы, способные охлаждать температуру в сотни раз.
В этом случае шансы на качественную проварку металла только увеличиваются. Раз уж разговор зашел о качестве и эффективности аппарата, просто нельзя позабыть о коэффициенте полезного действия (КПД). Дело в том, что сварочный трансформатор достигает отличных результатов – 90%. Всегда и у всех аппаратов разного применения будут потери эффективности (нагрев, внешняя среда), и 10% это сравнительно небольшой процент. Стоит упомянуть, что только на охлаждение ему потребуется много усилий, но сварка имеет очень мощные вентиляторы, способные охлаждать температуру в сотни раз.
Что может быть главнее эффективности трансформаторной сварки? Конечно, ее стоимость и долговечность. Удивительно, но цена – невысокая и полностью себя оправдывает, а срок работы аппаратуры – главный плюс и козырь трансформаторного сварочного аппарата.
Сварочный выпрямитель
Их основная цель – выпрямлять напряжение, преобразовывать и делать постоянный ток, используя непостоянный. Структура этих аппаратов очень простая: один трансформатор понижения тока, диодный блок (выпрямитель) и системы для регулировки защиты, а также пуска. Если сравнивать состав этого выпрямителя с компонентами трансформаторной сварки, то абсолютно точно можно подчеркнуть, что выпрямители порядком сложнее, чем трансформаторы. Что является их достоинством, ведь это непосредственно оказывается на практике – работают намного стабильнее – сварочный ток и дуга имеют лучшие характеристики.
Если сравнивать состав этого выпрямителя с компонентами трансформаторной сварки, то абсолютно точно можно подчеркнуть, что выпрямители порядком сложнее, чем трансформаторы. Что является их достоинством, ведь это непосредственно оказывается на практике – работают намного стабильнее – сварочный ток и дуга имеют лучшие характеристики.
Если качество работы выпрямителей намного выше предыдущих, то существенно лучше и качество получаемого шва.
Нельзя сказать о плохом качестве швов в трансформаторах, однако выпрямители делают его еще лучше и надежнее. Небольшие минусы здесь все-таки присутствуют: большой вес выпрямительного аппарата и работает он под очень большим напряжением, что сказывается на ухудшении напряжения в сети, во время его работы.
Современные сварочные аппараты – инверторы
Бывает и так, что для нормальной работы 50 Гц напряжения недостаточно, и использование трансформаторов, как и выпрямителей в некоторых ситуациях невозможно. Из-за этого, благодаря нынешним технологиям, широко производятся новые, намного более мощные сварочные аппараты. Они называются инверторными, и работают под частотой более 500 Гц.
Из-за этого, благодаря нынешним технологиям, широко производятся новые, намного более мощные сварочные аппараты. Они называются инверторными, и работают под частотой более 500 Гц.
Для передачи энергии, не нужен трансформатор внушительных размеров, а достаточно маленького, который обеспечит протекание постоянного тока все время. Чтобы сравнить, в сколько раз меньше весит силовой трансформатор от обычного, нужно отталкиваться от их одинаковых параметров силы тока. Силовому трансформатору для выработки тока в 160А не надо весить 20 кг и более. А это уменьшает вес полной сборки инвертора в 5-7 раз. В то время как обычному трансформатору никак не удастся избежать несколько десятков килограммов массы.
Вес полностью укомплектованного инвертора не превышает 8 кг (бывает меньше, но не больше). Это очень удобно и компактно, так как, транспортируя аппарат, тратится намного меньше усилий.
Комплектующие инвертора немного похожи на выпрямительный аппарат.
В состав инвертора входит сетевой фильтр, два выпрямителя, преобразователь переменного напряжение, работающего на очень высоких частотах и последнее – схемы управления.
При выборе любого типа сварочного аппарата, нужно сосредотачивать внимание на диапазоне допустимого изменения сварочного тока. Именно этот показатель, указывает на его активную мощность. От широкого диапазона зависит много: выбор электродов (большой диапазон позволяет использовать электроды большого размера, но и малые тоже). Важно и то, как быстро аппарат сможет зажечь дугу, от этого, в некоторой мере, зависит продуктивность работы. Как понять, будет ли данный аппарат быстро зажигать дугу или медлить? Очень просто, эти параметры специально указываются в технических характеристиках любых сварочных аппаратов в колонке – ток холостого хода.
Достаточно редко встречаются сварочные аппараты, использующие углекислый газ, которые называются полуавтоматами.
Они имеют профессиональное качество проварки металла, работают с достаточно тонкими металлическими листами. Стоимость полуавтоматов весьма внушительная, поэтому они не распространены в домашнем процессе сварки, а широко используются на более ответственном и масштабном уровне.
Каким бы аппаратом не пользовался сварщик, трансформаторным или инверторной сваркой, все равно не сможет начать процесс без неотъемлемой части сварочного аппарата – электрода. А значит следующий этап для успешного протекания процесса – подбор электродов по определенным требованиям и в зависимости от материалов металла.
Какие бывают электроды, и как не ошибиться в их выборе?
Электрод похож на тонкую металлическую палочку с защитным покрытием. Так и есть на самом деле, электрод – это самый натуральный металлический стержень, а образованное покрытие – ферросплавы и минералы. В процессе расплава металла и образования сварочной ванны они будут защищать ее, создавая слой защитного газа, сквозь который воздух не сможет попасть и окислить сварочную ванну.
Так и есть на самом деле, электрод – это самый натуральный металлический стержень, а образованное покрытие – ферросплавы и минералы. В процессе расплава металла и образования сварочной ванны они будут защищать ее, создавая слой защитного газа, сквозь который воздух не сможет попасть и окислить сварочную ванну.
Электрод должен в сварочном процессе расплавиться и расплавить также необходимое место металлического листа. Осуществляется это за счет прохождения тока значительной величины по самому электроду. Электрический ток, который попадает на электрод, начинает проходить и попадает к месту, где вскоре образуется шов, из-за того, что электрод будет соприкасаться с листом металла.
Электроды различаются по типажу:
- Чугунные, стальные и стальные с добавлением минералов.
- Плавящиеся с получаемым сечением.
- Неплавящиеся для работы при контактной сварке..
Электроды нестандартные, и бывают всевозможного диаметра и длины. В зависимости от задач и сложности сварки, выбираются или маленькой длины, которые уменьшают напряжение, или длинные – основная их задача – повысить сопротивление.
В зависимости от задач и сложности сварки, выбираются или маленькой длины, которые уменьшают напряжение, или длинные – основная их задача – повысить сопротивление.
Не всем известно, что сварщики различают электроды: профессиональные и обычные. В полуавтоматической сварке используются только первые. Это – вольфрамовые электроды, плазменные. Принцип действия одинаковый – плавясь, они выделяют защитный газ.
Покрытие электрода, как уже известно, защищает сварочную ванну от агрессивного воздействия воздуха, но еще и помогает гореть дуге более устойчиво. На электродах можно увидеть разное покрытие: кислое, основное, целлюлозное и другие, малоиспользуемые.
Самое главное, выбирая электроды – покупать только те, которые будут соответствовать целям сварки. Выбор сварочных аппаратов напрямую меняет тип электродов. Чаще всего используют электроды марки УОНИ-13/НЖ/12х13. Их применяют при работе с низколегированной сталью и углеродистыми листами. Р-3С используют для сварки переменным и постоянным током. Используются для таких же материалов.
Используются для таких же материалов.
Технология выполнения ручной дуговой сварки своими руками
Все домашние работы, которые нуждаются в сварочной работе, не могут обойтись без ручного аппарата дуговой сварки. Даже спустя многие годы, этот аппарат не потерял своей актуальности, а стал еще более популярным и используемым.
Одним из существующих способов является вариант сварки электродом, вместе с защитными газами (аргон с добавлением небольшого количества кислорода). Электроды в этом случае используют неплавкие и, часто вольфрамовые.
Важным моментом следует отметить качество шва. Чтобы место сварки было качественным, а не ослабленным швом, нужно правильно подбирать электроды под материал(они должны быть того же качества, что и металл). Только тогда, расплавка и смешивание химического состава электрода и металла не будет различаться, и ухудшать его. Сваривание ручной дуговой сваркой требуется проводить постоянным током. Исключение составляет сварка алюминия, которую лучше производить переменным и током с обратной полярностью. Объясняется это тем, что алюминий имеет некий слой оксидной пленки, а она, в свою очередь, имеет очень высокую температуру плавления (больше 1000 градусов), и переменный ток лучше ее плавит.
Объясняется это тем, что алюминий имеет некий слой оксидной пленки, а она, в свою очередь, имеет очень высокую температуру плавления (больше 1000 градусов), и переменный ток лучше ее плавит.
Сварка с аргоном более дорогая, в сравнении с обычной, и скоростью похвастаться не может, зато можно уверенно сказать о преимуществе данного типа для работы производственном масштабе. Для начинающих же сварщиков не рекомендуется использовать этот способ дуговой сварки, так как освоить и хорошо управлять им немного сложнее. Электроды для обычной ручной сварки подходят простые, но покрытые химическими элементами. Один конец у них оставляют непокрытым, так как он будет крепиться в держателе.
Итак, первое, на что надо обратить внимание, начиная работу с дуговой ручной сваркой – подбор силы тока. Оптимальный выбор силы сварочного тока гарантирует шов хорошего качества. Тем, кто не знает, как в домашних условиях выбрать силу тока, расстраиваться не нужно, а всего-навсего заглянуть в документацию к сварочному аппарату, где должно быть указано, как выбирать.
Следующим этапом рассмотрим быстроту сварки. Скорость перемещения электрода зависит от толщины материала. Чем толще металл, тем дольше будет его плавка, а значит, скорость немного упадет. Главным показателем выбора скорости является наполнение сварочной ванны расплавленным металлом. Держать электрод нужно на одном место столько, чтобы эта ванна наполнилась и немного возвышалась над остальным слоем металла на несколько миллиметров. Перемещать электрод слишком медленно тоже недопустимо, так как сварочный шов, точнее расплавленный металл начнет растекаться, и препятствовать дальнейшему процессу.
Очень важный момент в работе – это зажигание сварочной дуги. Именно с ее появления начинается процесс сварки металла. Зажечь ее можно не одним способом, однако, самым активно используемым методом является соприкосновение электрода и поверхности выбранного листа металла. Касаться или чиркать нет разницы, в любом случае дуга должна появиться. Эти действия проводят только с новым электродом. Любой новичок или опытный сварщик сделают это легко, и бояться этого не стоит. Другой метод вызывания сварочной дуги предназначен для всех труднодоступных и мало контролируемых мест. Для того чтобы вызвать дугу, надо коснуться электродом поверхности металла, после чего отвести на несколько миллиметров. Подводить электрод нужно обязательно под прямым (вертикально) углом.
Любой новичок или опытный сварщик сделают это легко, и бояться этого не стоит. Другой метод вызывания сварочной дуги предназначен для всех труднодоступных и мало контролируемых мест. Для того чтобы вызвать дугу, надо коснуться электродом поверхности металла, после чего отвести на несколько миллиметров. Подводить электрод нужно обязательно под прямым (вертикально) углом.
Как осуществить наплавку швов поверхностей которые размещены под углом и внахлест?
При условии, что электрод находится под углом 45 градусов, относительно поверхностей, можно уверено твердить, что шов получится очень высокого качества и результат будет положительный. При этом поверхности лучше всего сложить «Г-образно». Только в таком положении двух поверхностей получится наплавить швы, имеющие большое сечение.
Два элемента, которые находятся внахлест, наплавляют короткой дугой, при этом двигая электродом вперед-назад, для разогрева всей поверхности. Разогрев всей поверхности важен, так как это будет влиять на равномерное заполнение жидким металлом ванны.
Разогрев всей поверхности важен, так как это будет влиять на равномерное заполнение жидким металлом ванны.
Техника безопасности или как защитить себя сварщику?
Самым важным элементом защиты и безопасного проведения работ на сварочном аппарате является защитный щиток и перчатки. Эти элементы просто неотъемлемы при сварке, и должны быть одеты еще перед включением дугового аппарата. Если нет защитной маски, которая одевается на голову, сварщик может использовать щиток подобного типа, но его надо держать другой рукой. Сквозь защитное стекло будет видно расплавленный металл и место сварки. Стоит отметить, что держать щиток не нужно все время, от включения сварочного аппарата и до самого окончания. Защитное стекло, которое включает в себя подложку из оргстекла, должно защищать глаза только в период возгорания дуги.
Кроме перчаток, сварщику в обязательном порядке нужно быть одетым в специальный защитный костюм, который плохо горит, а значит и возможности тлеть у материалов не будет. Хорошо подходят ткани из брезента и кожи. При работе нельзя гарантировать, что ни капли расплавленного металла, не попадет на одежду или обувь, поэтому все части тела должны быть защищены.
Хорошо подходят ткани из брезента и кожи. При работе нельзя гарантировать, что ни капли расплавленного металла, не попадет на одежду или обувь, поэтому все части тела должны быть защищены.
Чтобы не нарушить правила техники безопасности, приниматься за работу надо только на том оборудовании, которое изначально было проверено.
Последнее, важное замечание к безопасности относят плохое закрепление сварных деталей. Именно этим правилом пренебрегают многие любители домашней сварки. Это в некоторых случаях очень опасно, так как в противоположном случае, горячая или расплавленная часть материала может упасть на пол или на ногу.
Самостоятельно научится варить электросваркой с нуля – как пользоваться и работать со сварочным аппаратом самому в домашних условиях
12НояСварочный аппарат может использоваться для работы, строительства или просто для домашнего использования в подходящих моментах. Сейчас можно учиться на профессионального сварщика в колледже, но для пользования дома достаточно знать правила и тренировать руку. Актуальность этого навыка обусловлена тем, что металлические элементы не могут быть прикреплены другим способом так, чтобы не было заметно стыков. В статье мы расскажем о том, как самостоятельно научится варить сваркой в домашних условиях.
Актуальность этого навыка обусловлена тем, что металлические элементы не могут быть прикреплены другим способом так, чтобы не было заметно стыков. В статье мы расскажем о том, как самостоятельно научится варить сваркой в домашних условиях.
Азы электросварки
Скрепление металлических конструкций происходит за счет того, что материал нагревается до высоких температур плавления. Делается это с помощью электрических дуг – они могут плавить изделие только на маленькой площади (сварочная ванна), образуя шов. Расплавленный металл при правильном воздействии входит в диффузионный процесс, то есть молекулы начинают переходить из одного участка в другой, образуя прочные связи. Для разных химических элементов, пород и сплавов требуются различные электродуги и подходящий температурный режим, мощность оборудования и подаваемый ток.
Какие виды электросварки существуют
- ММА. Простой и удобный в использовании ручной аппарат, для которого нужны электроды с обмазкой.
 Подходит для домашнего применения, недорого стоит, но его применение невозможно для ряда металлических конструкций, только для нержавеющей стали и черного металла.
Подходит для домашнего применения, недорого стоит, но его применение невозможно для ряда металлических конструкций, только для нержавеющей стали и черного металла. - TIG – технология, которая открывает возможность работать с большим количеством веществ.Особенность в электроде, который используется для создания дуги, а также в специальной атмосфере из инертного защитного газа, чтобы получить ровный шов. Преимущество – это чистота действия, мощность оборудования. Минус – необходимо специальное обучение, так как научится самому правильно варить электросваркой такого типа сложно.
- MIG-MAG. Это приспособление полуавтоматического плана. Вместо электрода автоматически подается сварочная проволока. Ее использование подходит для атмосферы с инертными и активными газами, с различными металлами. Современное оборудование, которое используется и в домашних условиях. Сварной стык получается гладким, аккуратным, производительность и скорость труда увеличивается. Но в гараже или мастерской сама установка вместе с баллоном будет занимать много места.
- SPOT, она же – точечная сварка, применяется в случаях, когда требуется аккуратная припайка, важен внешний вид, например, при кузовном ремонте машин в автосервисе.
Чем обоснована надёжность сварки: основы сварочных работ
Прочность обусловлена пластичной деформацией, которая происходит на молекулярном уровне, потому что молекулы взаимно проникают в свариваемые тела. Это достигается путем нагревания металлов с помощью сварочной дуги. Классический производственный способ до настоящего времени электродуговой, когда используется электрон и сила тока. Но сейчас все более актуальными становятся технологии, использующие лазер, ультразвуковые излучения. Они фактически не оставляют шва после себя. Аппараты в основном работают на основе инвертора, то есть устройства, которое создает переменное напряжение.
Способы сварки: как самостоятельно научиться варить электросваркой
Новичку нужно начинать с основ, а именно с освоения двух техник. Их применяют в соответствии с задачами. Различают:
- Газопрессовую. С помощью ацетилкислорода получается пламя высокой продуктивности, оно позволяет скреплять даже самые мощные конструкции, например, тяжелые трубы с широкой толщиной стенок.
- Контактную. Результат получается за счет напряжения, которое дает электрический ток. При этом можно варить встык, внахлест, а также точечно.
- Роликовую. Автоматический крутящийся аппарат вращает электроды, шов образуется за счет силы сжатия.
- Электрошлаковую, или ЭШС. Расходники выходят очень дорого, поэтому применяется редко, когда важно получить изделие высокой прочности и качества. Сварочная ванна образуется в среде шлака.
- Термитную. Применяется термит – это порошкообразная смесь их алюминия, магния и железной окалины.
Технология работы
При соприкосновении двух противоположно заряженных элементов (металла и электрода) под напряжением появляется сварочная дуга. Сварщик направляет ее в выделенную область, под ее действием происходит значительный нагрев. Плавится не только исходный, свариваемый материал, но и сердцевина электродуги, которая стекает в сварную ванну – на этом месте образуется шов. Защитное покрытие образует газовое облако, которое оберегает процесс от влияния кислорода. Чтобы получилось ровное соединение, нужно передвигать аппарат под определенным углом с определенной скоростью – эти показатели зависят от типа металлических деталей. На стыке останется шлак, его можно сбить молотком, а затем зачистить.
Как самостоятельно научиться ручной дуговой электросварке ММА – что потребуется для работы
Наш совет новичкам: начинайте обучение с этой технологии. Она менее затратна, не требует особенного обращения, а инструкция по безопасности проста. Для процесса нужны:
- Сварочный аппарат. Можно использовать распространенные, простые и недорогие трансформаторы, выпрямители для постоянного тока или современные инверторы, которые не дают скачков напряжения, а поэтому предлагают ровный шов.
- Провода. При выборе обращайте внимание на качественную изоляцию из резины, на вилки, которые предназначены для вашей модели прибора, и на сечения проводов – от 16 до 35 квадратных миллиметров.
- Держатели для электродов. Их можно сделать и своими руками, но это не рекомендуется из-за малой надежности. Оптимальными считаются «прищепки», которые крепко захватывают инструмент. Материал изготовления – латунь или медь. Электрододержатель будет постоянно находиться в руках у сварщика, поэтому требуется его примерить по размеру ладони и по тяжести.
- Зажим для массы. Также должен быть крепким и надежным.
Видео: как выбрать сварочный инвертор
Как научится работать сваркой в домашних условиях безопасно – экипировка
От оснащения зависит техника безопасности, а также удобство. Обязательно понадобятся:
- Маска или щиток. Первый более полноценный вариант, потому что не приходится держать изделие свободной рукой. Второй может применяться только для недлительной работы, когда нужно быстро приварить элементы. Защитное стекло защищает от искр и дыма. А светофильтр – от ожога роговицы и слезоточивости. При этом он должен хорошо отражать цвет, чтобы сварщик мог различать мельчайшие детали. Основа приспособления из качественного пластика, который не плавится от металлических брызг. Можно брать щиток с металлической ручкой, но они тяжелые.
- Одежда также должна быть специальной, очень прочной, без лишних карманов и накладок, чтобы ни на чем не могли задержаться стружки.
- Обувь лучше брать из твердой кожи с высокими голенищами.
- Рукавицы, или краги, шьются с наполнителем из брезента.
При выборе этих элементов спецодежды следует руководствоваться правилом – все части тела, особенно запястья и щиколотки, шея, должны быть прикрыты.
Какие электроды использовать
Чтобы научиться сваривать электросваркой, нужно подобрать правильные расходные материалы. Обратим внимание на электрический проводник. Он может быть в виде проволоки для полуавтоматов и выполнен как палочки с металлической сердцевиной и обмоткой. Новичкам мы рекомендуем брать вторые, ими легче управлять. Оптимальный диаметр сечения – 3 мм. Меньше понадобятся для сваривания тонколистовых изделий, больше – для промышленных целей и мощного оборудования.
Пошаговая инструкция для начинающих
Начните с подготовки рабочего места. Рядом не должно находиться легковоспламеняющихся и горючих веществ. Пол в помещении может быть бетонный или земляной. Лучше всего сваривать конструкции на открытом воздухе или в хорошо проветриваемом обширном пространстве. Рядом должны быть средства для тушения пожара и аптечка. Теперь перейдем к этапам обучения о том, как научиться самому варить сварочным аппаратом.
Как подключать электрод
Вставьте его в держатель, он не должен шататься. Затем подсоедините два сварочных кабеля. Они имеют различную маркировку (плюс и минус). Положительный заряд подают к детали (с помощью зажима), а отрицательный к электрическому проводнику. Такая полярность увеличивает нагрев металла.
В статье мы рассказали, как правильно научиться варить сваркой с нуля самому. В качестве завершения предлагаем вам посмотрет
Начало сварки: зажигаем дугу
Электродуга создается самостоятельно при соприкосновении полярно заряженных элементов двумя способами:
- чирканьем – проведите полоску вдоль стыка;
- постукиванием – стукните 2-3 раза по месту, где не важен след.
Если искра сразу не образовалась, нужно отбить лишнюю обмотку. Можно работать дальше.
Наклон
Наклоняйте электрод в свою сторону на угол в диапазоне 30-60 градусов. Это обеспечивает хорошее прогревание шлаковой ванны. Но в ряде случаев это не нужно, тогда применяют способ «углом назад», то есть от себя, тогда шов тянется за кончиком защитного покрытия.
Как научиться пользоваться сваркой и определять скорость движения
Нельзя плотно прикладывать электрический проводник к металлической конструкции, между ними должно быть 2-3 мм, это расстояние нужно для образования шлаковой ванны. Как быстро совершать манипуляции зависит от напряжения и степени прогрева, обычно это индивидуальный показатель, его можно определить по степени нагрева и раскаливания при соприкостыка.
Как правильно сваривать детали
Перед началом процесса нужно создать временные крепления – стяжки, заклепки. Они позволят не стягивать на одну сторону конструкцию, чтобы она не деформировалась. Тогда шов получится ровный, а форма такой, которой она была задумана. Только после этого можно приступать к активным действиям.
Выбор тока
Он всегда зависит от типа металлических соединений и от электрода. Если напряжения в домашней сети не хватает для нужной силы, можно пройтись в два слоя или проводить работу медленнее, чтобы достигнуть оптимальной температуры. Таблица соответствия:
| Диаметр электрода, мм | Толщина металла, мм | Сварочный ток, А |
| 1,6 | 1-2 | 25-50 |
| 2 | 2-3 | 40-80 |
| 2,5 | 2-3 | 60-100 |
| 3 | 3-4 | 80-160 |
| 4 | 4-6 | 120-200 |
| 5 | 6-8 | 180-250 |
| 5-6 | 10-24 | 220-320 |
| 6-8 | 30-60 | 300-400 |
Заключение
ь видео:
7 правил, как научиться варить электросваркой тонкий металл
Как научиться варить электросваркой: понятие электросварки + 3 ее разновидности + как научиться варить электросваркой дома – детальный разбор 3 технологических этапов + 7 правил сваривания тонкостенных материалов + меры предосторожности в работе сварщика + 4 распространенных дефекта у новичков.
Если говорить о соединении металлоконструкций, то электрическая сварка уверенно удерживает позиции в бытовом применении уже много лет. Наличие агрегата для выполнения сварочных работ – это только 50% дела. Оставшаяся половина успех – умение сваривать, а сделать это без предварительной подготовки не может абсолютно никто. В сегодняшней статье мы расскажем, как научиться варить электросваркой тонкий и толстый металл + предоставим пошаговую инструкцию обучения с нуля для полных профанов в этом деле.
Что такое электросварка, и зачем она нужна дома?
Чтобы разобраться с термином, потребуется задеть школьный курс физики и разобраться в сопутствующих процессах при сваривании деталей. Полученные знания помогут сварщику делать более качественные швы, ведь понимание основы работы электросварки дает возможность вести работу осознанно, а не полагаясь на шаблонные действия других специалистов. Электросварка (дуговая сварка) – получение соединений неразрывного типа за счет кристаллизации присадочного и базового материалов.
Во время процесса образования шва, происходит временное расплавление основы и электрода, за счет чего образуется сварочная ванна. После остывания поверхности, материалы соединяются на молекулярном уровне (сплавляются), кристаллизируясь в шов, который по прочности не уступает другим областям основной поверхности.
Классификация электросварки производится на основании множества критериев – уровень механизации процесса сваривания, тип тока + его полярность, дуга, характеристики электрода, способ защиты зоны и так далее. Давайте рассмотрим классическое распределение – ручная дуговая, полуавтоматическая дуговая и автоматическая дуговая типы сварок.
1) Ручная дуговая сварка
Наиболее сложный вариант в применении для неопытного сварщика, ведь большую часть работы приходится выполнять собственными руками. Регулирование технологии с прочими моментами производится посредством ГОСТа 5264-80. В учет берется тип соединения, форма кромок, характер шва, поперечное сечение и толщина элементов для сваривания.
Важно: при ручной дуговой сварке мастер обязан самостоятельно поддерживать длину дуги, контролировать угол наклона и рассчитывать длительно нахождения электрода в одной точке.
Недостатками ручной сварки является негативное воздействие на организм человека продуктов распада/света и сравнительно низкая эффективность работы при ее больших масштабах. Низкоквалифицированный специалист не сможет качественно орудовать дугой при работе с ручной дуговой сваркой, потому, метод наложения швов точно не для новичков.
2) Полуавтоматическая в газовой среде
Отличительные черты у метода соединения 2 – использование подвижного плавящегося электрода + наличие защитного газа. Второй выступает в роли преграды между внешней средой и электрической дугой.
Обратите внимание: при контакте воздуха с дугой происходит окисление кислорода с азотом, что приводит к возникновению нежелательных оксидов/нитритов, что могут на 70%+ ухудшить качество сварного шва.
Защитным газом выступает аргон, углекислота, гелий, либо их комбинации в определенных пропорциях. Технология сварки полуавтоматом происходит за счет пропуска проволоки сквозь сопло газа, из-за чего та расплавляется. Длина дуги контролируется автоматически, а направление движения + скорость остаются под контролем сварщика. Методика работ может быть проведена и без газовой оболочки – применяется специальная самозащитная проволока с вкраплениями кремния, марганца и прочих металлических элементов с раскисляющими свойствами.
3) Автоматическая сварка под флюсом
Метод, имеющий повышенную производительность и минимальные потери по электроду. Сварщик может не опасаться брызг, а зона проведения сварки максимально безопасна в отношении образования оксидов и прочих вредных примесей для шва.
Алгоритм процесса сварки: Подача проволоки за счет специальных роликов. Посредством контакта скользящего типа производится подведение к проволоке электрического тока. Начинается движение электрода вдоль разметки для шва. Из бункера агрегата высыпается флюс, за счет испарения которого образуется газовое облако, защищающее электрическую дугу от влияния внешней среды. Образование шва. Очистка от шлаковой корки. Сбор излишек флюса для повторного использования. Оборудование для проведения работ не требует от оператора использования специальных защитных приспособлений для глаз. Благодаря автоматизации процесса, субъективное влияние сварщика сводится к минимуму, а потому, риск накосячить резко стремится вниз.
Как научиться варить электросваркой в домашних условиях?
Следует понимать, что чем больше автоматизирован процесс сваривания, тем дороже обойдется закупка оборудования. К тому же, промышленные методы наложения швов не подойдут для домашнего применения, а потому оптимальными «гаражными» вариантами является ручная и полуавтоматическая виды сварок.
1) Технологические особенности электросварки
В процессе сварки человек отталкивается от аппарата на руках. В зависимости от назначения оборудования, существуют промышленные мини-трансформаторы, работающие за счет обмотки катушек, и домашние инверторы. Суть работы первых и вторых заключается в понижении напряжения и повышении силы тока. Результата должно хватить, чтобы расплавить металл для нанесения будущего шва.
В домашних условиях рациональнее использовать более современные и компактные версии оборудования – инверторы. Такие сварочные аппараты работают от стандартной сети в 220 вольт. Переменное входящее напряжение автоматически преобразуется в постоянное.
Процесс сварки инвертором проходит такие шаги: Выдача оборудованием требуемого уровня напряжения. Распределение кабелей инвертора. Один конец идет с плюсом, а второй с минусом («ноль»). Полярность определяется на основании крепления конца к массе. При касании конечной части электрода к металлу, возникает электрическая дуга. При помощи сварщика происходит формирование сварочного шва. При работе со специальными электродами, защитное облако формируется за счет плавления самого электрода. Получаемое соединение не будет иметь поровых вкраплений. После застывания с поверхности шва аккуратно удаляется шлаковый слой. Закупить подобное оборудование можно в любом специализированном магазине вблизи вашего места проживания. Высокий спрос породил большой ассортимент продукции, потому, подобрать адекватный вариант в соотношении цена/качество смогут даже очень требовательные личности. А теперь пройдемся по шагам технологии сваривания более детально.
А) Подготовка рабочего места
Процесс сварки – опасное дело, и относиться к нему следует должным образом как новичку, так и специалисту. К началу работ потребуется закупить оборудование. Мы уже оговорились, что для начинающего сварщика лучше приобрести инвертор. Место сварочных работ выбирайте на основании личных предпочтений – гаражное помещение или на открытом воздухе. В первом случае потребуется провести вентиляцию, ибо процесс сваривания подразумевает выделение вредных веществ для органов дыхания и зрения.
Учиться азам сварки проще всего на материалах с низким содержанием углерода. Толщина металлического сплава — средняя. Сваривать тонколистовую сталь в разы сложнее, потому, приступать к ее обработке стоит спустя 1-2 месяца стабильной практики в простых задачах дуговой сварки.
Оптимальные электроды для новичка – «тройка» (3 мм диаметр). Если практикуетесь с толстостенным металлом, берем электроды толщиной в 0.5-0.6 сантиметра по диаметру. Для тонкостенной сварки оптимальными считаются 0.16-0.2 сантиметровые электроды.
Важно: при выборе электродов берите в учет мощность сварочного аппарата. Обычно в инструкции указывается соотношение мощности и диаметра. Также таблицы соответствия силы тока и толщины электрода имеются в сети интернет.
В свободном доступе для новичков имеются электроды с обмазкой – специальные прутки, обеспечивающие высокое качество работы без использования флюса. Образование газового облака происходит за счет плавления самого электрода.
Б) Подключение инвертора + розжиг дуги
В процессе сборки конструкции, требуется брать во внимание способы соединения с массой электрода и сварочной поверхности. Всего существует 2 метода подключения элементов – прямой и обратный. В случае прямой полярности электрод ставят на минус, а изделие для сваривания на плюс. Получаемая область расплавки глубокая и узкая, что хорошо подходит для процесса сваривания толстостенного материала. Резка металла инвертором происходит также через прямую полярность контакта рабочих элементов сварки.
При обратной полярности наоборот – электрод на плюс, изделие на минус. Движение электродов происходит от детали к электроду, из-за чего получаемый шов боле мелкий, но широкий. Такая цепь прекрасно себя показывает при работе с тонкостенными материалами.
Методы розжига дуги: чирканье. Процедура сравни зажиганию головки спички; постукивание. Быстрый удар электродом о свариваемую поверхность и медленный подъем. В процессе обучения новичкам рекомендуется использовать метод чирканья, так как соблюдать вручную расстояние в 2-3 миллиметра при постукивании неопытному сварщику крайне сложно.
В) Ведение электрода при формировании шва
После зажигания дуги начнет формироваться сварочная ванна. Внимательно присмотритесь к скорости выделения шлаковых накоплений. Выберите оптимальный темп, который позволит избежать в шве пузырьков и вкраплений шлака.
Важно: расстояние между швом и дугой должно быть всегда в промежутке от 2 до 4 миллиметров. Выход за оговоренные рамки приведет к ухудшению качества наплавки.
Если расстояние от дуги к поверхности менее 0.2 сантиметра – шов будет неглубокий, из-за чего пострадает прочность соединения, а при расстоянии более 0.4 сантиметра дуга теряет стабильность, и наплав начинает разбрызгиваться.
Электрод может располагаться в 3 позициях:
– углом вперед. Получаем глубокую ванну на старте. Положение хорошо показывает себя при соединении потолочным, горизонтальным и вертикальными типами швов. Визуально кажется, что дуга выталкивает металл + не дает ему вытекать из области сварной ванны;
– углом назад. Здесь сварщику проще держать под контролем процесс наложения шва. Минус положения – актуален только для швов нижнего типа. Часто углом назад делают прихватки и временные швы;
– прямой угол. Ванна получается симметричной, но это негативно сказывается на ее удобстве. Положение электрода уместно только для труднодоступных мест, где углом назад/вперед не подобраться.
В процессе работы также не стоит забывать о постоянном уменьшении длины электрода – типичная причина косяков новичка, из-за которой сварочный шов получается с кучей капель металла и не совсем ровный.
Для образования широкого шва прямого прохода будет недостаточно. Потребуется использовать шаблонные рисунки цикличных проходов. Наиболее популярные отображены на картинке выше.
2) Как научиться варить электросваркой тонкий металл: 7 базовых правил для новичка
В домашних условиях чаще всего приходится иметь дело с тонкостенным материалом, но при сваривании таких элементов, проблем у новичков больше всего. Залатать канистру, емкость для воды, рамку ворот или даже часть кузова авто – все это требует от сварщика предельной концентрации внимания на процессе + соблюдение некоторых технологических особенностей.
Правила сваривания тонкого металла:
1. Ток в промежутке ото 20 до 30А.
2. Диаметр по электроду не должен превышать 0.2 сантиметра в диаметре. Оптимально – 0.16 сантиметра.
3. Перед наложением шва поверхность тщательно зачищается от пятен жира, пыли, ржавчины и прочего мусора.
4. При сваривании в нижней позиции, под шов кладут подложку из графита. Материал будет выполнять поддерживающую функцию для расплавленного электрода с металлом + позволит избежать прилипания.
5. Шов ведется углом вперед.
6. Повышенная скорость ведения шва.
7. Промежуток между дугой и поверхностью металла не более 0.5 сантиметра.
Чтобы повысить шанс на успех, следует купить специальные электроды с рутиловым покрытием. Прутки обеспечивают достаточно устойчивое горение + легко возбуждаются. Еще один лайфхак, способный упростить жизнь сварщику – использование инвертора с режимом форсажа дуги. Заявленная функция обезопасит конец электрода от залипания при сбое расстояния между дугой и поверхностью.
Пояснение азов сварочного процесса + рекомендации и советы для новичков:
3) Техника безопасности + возможные дефекты
Процесс сварки должен быть не только правильным, но и безопасным. Потерять зрение, или крупный ожог – одни из многих опасностей, подстерегающих человека, решившего стать на путь сварщика в РФ.
Меры предосторожности: осмотр инструментария на наличие механических повреждений; заземление; регулярная проверка соединения заготовки с контактом; качественная изоляция кабелей; влажность не более 75%; использование маски, перчаток и других средств индивидуальной защиты; наличие огнетушителя рядом с рабочим местом. Теперь о дефектах. Для начинающего сварщика проколы при обучении в порядке вещей. Зная причины тех/иных искажений, человек сможет предупредить возникновение подобных ситуаций, следовательно, риск оказаться в невыгодном положении снижается в разы.
Идеальный шов внешне аккуратный, с одинаковой толщиной и высотой вдоль всей длины. При наличии косяков, в 80% случаев они будут видны сразу. Давайте детальнее рассмотрим наиболее распространенные дефекты.
Иногда могут появиться поперечные/продольные трещины, но здесь уже недочет косвенно касается сварщика, ибо материал может просто не выдержать температурного режима. Для каждого типа металла требуется подбирать частные условия работы. Застраховать себя от неудач не может в этом плане даже опытный сварщик.
советы новичкам, секреты и рекомендации
С началом весенне-летнего сезона вопрос о том, как освоить сварку инвертором для начинающих, становиться чуть ли не самым популярным. Разобраться во всех премудростях этого процесса вам поможет наша статья. Мы расскажем о работе со штучным электродом предельно простым языком, приоткроем некоторые секреты и дадим четкий алгоритм, который приведет вас к успеху.
Как варить новичку сваркой
Вы полны энтузиазма и готовы постигать азы сварки? А может быть в планах у вас создание масштабных конструкций? Остудите свой пыл и не торопитесь. Любой опытный специалист скажет, что первые шаги стоит делать, не спеша. Прежде всего, стоит уделить время тренировкам, а уж только потом переходить к реальным задачам.
В прошлой нашей статье мы уже рассказали о том, как подготовить свое рабочее место и какие средства защиты вам понадобятся. Если все готово, то можно переходить к активным действиям. Но при этом помните, что первые лучше тренироваться делать на простой ровной пластине. Натренировавшись просто наплавлять металл, вы сможете перейти к соединению деталей.
Как вести электрод во время сварки
Скорее всего вы уже представляете, что такое ручная дуговая сварка. Но одного понимания процесса мало. Необходимо владеть еще и техникой работы. Давайте разберемся, как необходимо передвигать электрод новичку во время сварки.
Траектория ведения электрода
Когда смотришь на работу специалиста со стороны, то кажется, что стержень просто движется по прямой. Но на самом деле это не совсем так. Как минимум мастер совершает легкие колебательные движения с небольшой амплитудой. Он как бы раскачивает электрод по дуге, перемещаясь от одной кромки к другой и обратно. Эта техника используется при работе с заготовками, толщина которых не превышает 6 мм. С ее помощью удается хорошенько равномерно прогреть сварочную ванну.
Но обо все по порядку. Давайте познакомимся со всеми распространенными способами ведения электрода:
- Ломаная зигзагообразная линия. Это именно тот способ, который был описан выше. Его рекомендуют применять при сварке в нижнем положении встык. Шов получится качественным даже в том случае, если на кромках нет скоса.
- Круговые движения или в форме эллипсоида. Этот вариант идеален для тех ситуаций, когда необходимо хорошо прогреть кромки. Его используют при работе с легированными сталями при сварке вертикальных швов.
- Треугольником. Эта техника подходит для сварки труб, имеющих неповоротный стык. При этом их толщина должна составлять не более 6 мм. Используя этот способ, вы сможете хорошо проварить корень шва и обеспечить прогрев его средней части.
Угол наклона электрода
Скорее всего вы уже обращали внимание, что в процессе сварки штучным электродом, стержень не только раскачивают по определенной траектории, но и ведут под углом. На самом деле положения всего три, и каждое из них имеет свое значение:
- Углом вперед. Электрод наклоняют на 30–60 градусов. Этот способ позволяет максимально надежно защитить сварочную ванну от контакта с воздухом, т. к. ее прикрывает шлак. Некоторая часть его попадает в зону обработки и перед швом. Но обычно этот шлак выталкивает из ванны расплавленный металл. Если его слишком много, то угол наклона уменьшают. В исключительных случаях возможно даже доведение его до 90 градусов. Таким образом электрод ведут в тех случаях, когда нет необходимости в глубоком прогреве основного металла. Этот вариант чаще всего используют для работы с потолочными стыковыми соединениями, в процессе сварки вертикальных швов, а также труб с неповоротным стыком.
- Углом назад. В данном случае электрод наклоняют в другую сторону. Шлак, который образуется во время сварки, выталкивается из ванны назад. Он накрывает собой металл, позволяя ему остывать максимально равномерно. Этот вариант идеален для использования в процессе сварки угловых соединений труб, а также при необходимости провара корневого шва достаточно массивных заготовок.
- Прямой угол. Данный способ считается самым сложным в реализации, и поэтому используется достаточно редко. Он отлично подходит для тех ситуаций, когда необходимо работать в труднодоступных местах.
Длина дуги: сварка для начинающих
Угол наклона электрода и способ его движения — это крайне важно. Но еще большего внимания заслуживает такой показатель, как длина дуги. Именно он характеризует расстояние от металлического стержня до поверхности детали. Во многом эта величина оказывает влияние на качество получаемого соединения, а в частности на глубину проплавления, ширину шва, его форму и даже шероховатость.
Сразу же стоит отметить, что идеальная длина дуги — это примерно 2–3 мм. А вообще всего выделяют 4 разновидности:
- Очень короткая. Подходит для корневых швов, выполняемых на чрезвычайно толстых заготовках. При этом совсем не обязательно совершать колебательные движения. Сила тока устанавливается на среднем или даже максимальном уровне.
- Короткая. Такая дуга будет составлять примерно половину диаметра используемого в процессе работы электрода. Следует понимать, что при такой дистанции существенно меняется и глубина проплавки. Она становится больше, а ширина шва наоборот уменьшается. Наиболее часто такую дугу используют тогда, тогда необходимо выполнять вертикальный шов.
- Средняя. Таким считается то расстояние, которое примерно равно диаметру стержня. Средняя величина способствует росту напряжения и расширению шва.
- Длинная. Обычно равна 1,5 диаметра используемого электрода. Работать с такой дугой очень нежелательно. Во-первых, это не удобно. Во-вторых, значительно падает качество шва. Зона проплавления расширяется, глубина уменьшается, металл растекается и разбрызгивается.
Сварка электродом для начинающих: практика
Подробно изучив теоретическую часть вы вполне можете приступить к практике. Для того, чтобы начать сварочный процесс, прежде всего нужно разжечь дугу (главное, не забудьте про маску). Сделать это можно двумя способами:
- Постукиванием. Здесь главное не переусердствовать. Особенно этот вариант хорош для тех ситуаций, когда необходимо разжечь дугу при помощи электрода, который уже использовали. Связано это с тем, что на конце стержня образуется небольшой капюшон из обмазки, и его необходимо сбить. Иначе контакта не будет. Но важно помнить, если обмазка вдруг начнет скалываться кусками, использовать такой электрод нежелательно. Качественного шва не выйдет. Максимум, что можно сделать — наплавить металл на черновой заготовке до тех пор, пока не будет пройден участок без покрытия.
- Чирканьем по металлу. Процесс очень схож с розжигом спички. Этот способ считается более предпочтительным. Но он может быть немного неудобен в случае, если место ограничено, или есть капюшон из обмазки, мешающий контакту.
Как только дуга появилась, необходимо приподнять стержень над металлом на необходимое расстояние. Теперь начинайте движение. Старайтесь не задерживаться надолго на одном месте, иначе возможен прожог. Внимательно следите за скоростью и длиною дуги. Первая величина должна быть равномерной, без замедлений и ускорений, вторая — постоянной. Не забывайте о том, что электрод плавиться вместе с заготовкой. Это значит, что для сохранения длины дуги его необходимо постепенно опускать вниз. Запястье должно быть достаточно расслаблено, сварочный кабель, идущий к держаку, можно обмотать вокруг предплечья, чтобы он не мешал и не тянул вниз.
Не меньше внимания, чем самой сварке, стоит уделить и завершению шва. Сделать это можно сразу несколькими способами, главное помнить, что просто обрывать дугу категорически нельзя. На рисунке ниже представлены схемы окончания сварки, по которым можно действовать.
Хорошенько натренировавшись наплавлять металл на пластину, вы вполне можете переходить к следующему этапу обучения — соединению двух заготовок. Процесс этот схож с простой наплавкой, но есть и свои нюансы. Так, например, если толщина деталей составляет более 2 мм, то обязательно нужно выставить зазор между ними и сделать прихватки. Иначе слишком велик риск того, что образуется перекос.
Пять советов для новичков
Если вы вновь и вновь задаетесь вопросом, как научиться варить сваркой ММА новичку, то уже давно пора переходить к действиям. Изучать теорию, конечно, полезно, но без практики пользы не будет. Мы же в свою очередь хотим дать вам 5 простых, но важных советов:
- Не забывайте про защиту. Это одна из главных проблем всех начинающих специалистов. Даже оббивая шлак специальным молотком, не пренебрегайте очками или маской, а также перчатками. Они помогут избежать травм.
- Как только вы слишком ускоряетесь или делаете слишком длинную дугу, металл будет растекаться. Чтобы сделать качественный шов, следите за скоростью и высотой расположения электрода.
- Следите за целостностью обмазки стержней и не используйте в работе отсыревшие материалы. Электроды всегда можно просушить, это не займет много времени, а качество шва увеличит заметно.
- Чем больше наклон стержня электрода, тем лучше выходит шлак. Зато если его расположить вертикально, дуга будет интенсивнее.
- Все колебательные движения должны быть легкими и с небольшой амплитудой. Не стоит хвататься за электрододержатель мертвой хваткой и сильно им размахивать. Расслабьте руку и наслаждайтесь процессом. Успех придет с опытом, а его нужно нарабатывать.
Научиться ручной дуговой сварке даже самостоятельно вполне реально, особенно если вы планируете использовать ее на бытовом уровне. Вам помогут наши рекомендации, качественное оборудование, аксессуары и расходные материалы. Заходите в каталог и выбирайте лучшую продукцию по адекватным ценам.
Уроки дуговой сварки для начинающих мастеров
Сегодня профессия электросварщика довольно редкая. Для аккуратного выполнения сварочных работ требуется усидчивость, огромное терпение и, конечно, ответственный подход со стороны работника. Уроки сварки должно происходить в специализированных учебных заведениях, где студентам в подробностях описывают всю технологическую часть и проводят практические занятия.
Сварщик обязательно должен хорошо разбираться в технологии выполнения дуговой сварки, ведь чтобы шов получился надежным и прочным потребуется соблюдать множество условий. Сварка для начинающих в первую очередь должна начинаться с техники безопасности.
Во время сварочных работ образуется настолько мощный яркий свет, что можно легко прожечь сетчатку глаза. Поэтому прежде чем приступать к сварочным работам, необходимо обязательно позаботиться о защитной маске. Фильтр для маски подбирается в зависимости от того, какой величины ток будет использоваться во время сварочных работ. Кроме того, варить метал намного проще, когда отчетливо видишь весь фронт работ.
Чтобы избежать ожогов рук и всего тела необходимо обязательно пользоваться защитной одеждой. Обучение сварке всегда начинается с азов. Чтобы разобраться со сварочным аппаратом, необходимо хорошо изучить принцип его действия.
Существуют агрегаты переменного и постоянного тока
Именно вторым видом предпочитают пользоваться сварщики-профессионалы. В сварочном аппарате имеются два отвода, которые имеют разную полярность. От того, какая полярность будет выбрана для обрабатываемого изделия, зависит вся дальнейшая работа. Правильно подключать положительный полюс к изделию, а отрицательный к электроду, тогда будет соблюдена прямая полярность.
С чего начать
Перед началом работ необходимо закрепить зажим «заземления» на детали, которую требуется варить. Далее на сварочном аппарате устанавливается ток нужной величины. Его размер напрямую зависит от того, насколько глубокий и прочный шов необходимо выполнить, а также какой вид и толщину металла требуется варить. На сварочном аппарате всегда имеется специальный тумблер, поворачивая который, можно добиться нужных параметров тока.
Также особого подхода требует выбор электрода для сварочных работ. Высококвалифицированному специалисту приходится пользоваться электродами различной длины и диаметра в зависимости от сложности предстоящих работ. Обычно на упаковке всегда имеется таблица с достоверной информацией о том, какая сила тока нужна для каждого отдельного вида электрода.
Для того чтобы начать работу необходимо правильно зажечь дугу. Необходимо поднести электрод к месту будущего шва и как бы чиркнуть им об поверхность. После того, как загорелось пламя, следует обязательно приподнять конец электрода на расстояние не более 5 миллиметров от поверхности. Теперь можно начинать работать. Если держать электрод на большом расстоянии от поверхности, можно получить слишком выпуклый шов, который плохо соединяет свариваемые поверхности. Размер дуги не должен также быть маленьким, так как шов будет слишком вдавлен в поверхность, а, значит, будет достаточно хрупким. Кроме того, на протяжении всей работы, правильно держать электрод на одинаковом расстоянии от поверхности металла, иначе шов будет неравномерным и со временем начнет деформироваться.
Правильней всего варить метал под углом 60 градусов к поверхности. Однако далеко не всегда сварщик может соблюдать такие условия, ведь часто сварочные работы проводятся в весьма труднодоступных местах. Однако именно от угла наклона электрода напрямую зависит глубина шва, а значит и его надежность. Именно поэтому в технических университетах практикуется обучение сварки в труднодоступных местах. Техника сварки, прежде всего, зависит от правильного перемещения зажженной дуги. Существует несколько способов, как правильно перемещать электрод вдоль шва.
Обучение сварке, как правило, требует определенных умений и долгой практики. Двигать электрод можно по серповидной, петлевидной, зигзагообразной и некоторым другим траекториям. Начинающему специалисту легче всего пользоваться обыкновенным зигзагом. Однако при этом правильно будет учитывать положение в пространстве свариваемых между собой поверхностей. Варить можно горизонтально, вертикально, а также создавать трапециевидный, стыковой, угловой внешний или внутренний шов. Поэтому в каждом отдельном случае схема движения электрода подбирается индивидуально.
Чтобы хорошо усвоить уроки сварки необходимо, прежде всего, разобраться в технологии сварочных работ. Под действием тока заданной величины происходит расплавление самой поверхности, внутреннего стержня электрода и его покрытия. Покрытие электрода при горении образует газовое облако, внутри которого полностью отсутствует кислород. Таким образом, металл перестает контактировать с воздухом и под электродом образуется сварочная ванна, где накапливаются расплавленные остатки обрабатываемой поверхности и самого электрода. Покрытие электрода образует так называемый шлак, который после застывания шва, его покрывает. Для очищения шлака с поверхности шва необходимо пользоваться специальным молотком.
Многие начинают пугаться внешнего вида проделанной работы. Однако если правильно отбить остатки покрытия электрода, под шлаком можно обнаружить красивый, равномерный шов. Именно он говорит о качестве выполненной работы и профессионализме сварщика. Вскоре варить металл станет намного проще, ведь каждая следующая работа будет намного лучше предыдущей.
Похожие статьиКак правильно варить сваркой: советы экспертов, правила
С помощью сварки металла можно решить множество задач по дому. Особенно актуально это в частных домах, на даче, в процессе ремонта и оформления участка. Стройка без привлечения специалистов требует умений и определенных навыков. Именно поэтому, нужно учиться правильно пользоваться сварочным аппаратом. В обзоре мы разберем, как правильно варить сваркой самостоятельно, и что для этого нужно.
Сварочный аппарат и его возможности
Соединения металлических деталей считаются наиболее крепким и надежным. С помощью сварки сложно сделать швы незамеченными, поэтому требуется либо дополнительная отделка, либо швы делаются в местах, где эстетичность непринципиальна. Соединяются металлические изделия под воздействием высоких температур. Электрическая дуга, которую используют в современных аппаратах, плавится. Этот электрический метод сварки наиболее популярен в строительной индустрии.
Оптимальная температура нагрева – 7 тысяч градусов. Электрическая дуга работает за счет тока, образуемого от сварочного к самому электроду. При термическом воздействии расплав образует сварочную ванну. В итоге, электрод соединяется с металлом. За счет шлака формируется защитная пленка. По мере остывания образовывается шов.
Электрод для сварочного аппарата: как выбрать
Электрод – это металлическая проволока со специальным покрытием. Он изготовлен из материалов, аналогичных свариваемому металлу. Разделяют расходные и не расходуемые электроды.
Дуговая сварка подразумевает применение электродов, которые расходуются. Простыми словами, в процессе нагрева электрод плавится вместе со швом. Вольфрамовые электроды для сварки инертным газом – это альтернативный вариант, который не плавится и не становится частью сварочного шва. При дуговой сварке металлическим газом сварка электродов осуществляется непрерывно. Если вы выбираете метод сварки порошковой проволокой, нужно регулярно дополнять электроды.
При выборе электрода важно оценить специфику сварочных работ. Между собой изделия отличаются:
- уровнем прочности;
- степенью тягучести;
- антикоррозийной устойчивостью;
- качеством металла;
- полярностью;
- сварочным положением.
Электрод бывает легкого и тяжелого покрытия. Они отличаются тем, что для обработки легких электродов используют кисти или распыление. Для тяжелых покрытий применяют минералы, целлюлозу или комбинированные составы. Тяжелые электроды актуальны для сварки твердых поверхностей. Например, чугунных деталей или стальных.
Варить сваркой самостоятельно: что для этого нужно?
Без сварочного аппарата даже не стоит начинать сварочные работы. Альтернативных инструментов, с помощью которых можно было бы соединить металлические конструкции, не существует.
Существует несколько видов сварочных, которые вы можете приобрести для домашнего использования:
- Генератор. Он самостоятельно вырабатывает электрическую энергию, которая приходится на поддержания работы дуги. Его не всегда удобно использовать из-за массивных габаритов. То есть, если нужно использовать сварочное в ограниченном пространстве, выполнить работу будет сложно или даже невозможно. Плюс генератора – возможность работы без источника тока.
- Трансформатор. Для сварки нужен источник тока. Оборудование перерабатывает его под нужные частоты. Управление трансформатором достаточно простое и не требует определенных навыков. Проблемы могут возникнуть только при изменении напряжения в сети. При возможности установите стабилизатор напряжения.
- Выпрямитель. Сварочный аппарат работает от сети. Это компактные небольшие аппараты, которые отличаются эффективностью. Электрическая дуга работает от постоянного тока, который образовывает выпрямитель.
В домашних условиях рациональнее всего использовать выпрямители. Они удобные по размерам и отлично зарекомендовали себя в работе. Инверторные сварочные аппараты фиксируются через плечо. Их легко транспортировать, а для хранения не понадобится много места.
Работа инвертора – преобразование переменного тока в постоянный. За счет этого удается создавать качественный шов. Сварочный инструмент работает от бытового источника сети. Также это отличное решение для новичка, который раньше не сталкивался со сваркой. Если выбирать инструмент для сварки металла электродами, инверторы стоят на порядок дороже аналогов. Нужно обязательно следить, чтобы в инструмент не попадала пыль, и он не поддавался воздействию влаги. При скачках направления могут случаться сбои в работе, поэтому этот вопрос важно предусмотреть.
Если вы ищите оптимальный вариант для домашнего использования, важно учитывать показатели сварочного тока. Также существует ряд функций в определенных моделях сварочного, которые помогут новичку освоить сварку металла специальным электродом:
- моментальное повышение тока при включении аппарата. Эта функция обеспечивает максимально быструю подачу тока к дуге. Вам не придется ждать, пока сварочный аппарат начнет выполнять свою функцию;
- автоматический регулятор тока;
- контроль подачи тока, который срабатывает сразу, если электрод подносят к прибору быстро. Функция позволяет избежать залипания.
При выборе электрода можно воспользоваться специальной таблицей. В ней указаны марки и типы электрода, соответствующие типу материала, который вы намерены варить. Для сварочных работ обязательно использовать защитную маску. Лучше выбирать модели с фиксаторами на голове. Съемные модели неудобно держать в руке при варке металла.
Эффективность сварочной маски объясняется наличием затемненного стекла. Также встречаются маски с меняющимся уровнем затемнения. При нагревании дуги оно автоматически затемняется. Перед началом сварочных работ с электродами стоит продумать и одежду. Это должны быть спецовка из плотного текстиля, перчатки, высокие ботинки.
Сварка электродами: пошаговая инструкция
Если вы не знаете, как правильно варить конструкции, лучше свой первый опыт проводить под присмотром профессионалов. Если же такой возможности нет, придерживайтесь базовых правил при работе со сварочным аппаратом и не забывайте о технике безопасности. На подготовительном этапе организуйте свое рабочее место, подготовьте все необходимое. Варка металла – это технически опасный процесс, поэтому важно действовать аккуратно, чтобы не допустить возгорания или пожара. В рабочей зоне исключите все воспламеняющие предметы.
Также не забывайте, что остатки электродов нужно будет куда-то выбрасывать. Помните, что даже небольшой электрод может стать причиной возгорания. Если вы решили учиться работать с электродами, рационально выбирать 3 – 4 мм стержни. С меньшим диаметром учиться неудобно, а для большего понадобится мощный сварочный аппарат.
Пошаговая инструкция применения сварочного аппарата:
- для начала нужно максимально зачистить расходный металл на месте шва. Чтобы он получился не очень выпуклым и выглядел эстетично, очистите поверхность от загрязнения;
- теперь берем заранее подготовленный электрод и размещаем его в сварочном аппарате. Фиксируем зажим для заземления;
- убедитесь, что шнур аппарата расправлен и не имеет неизолированных участков;
- в зависимости от выбранного электрода определяет мощность оборудования. В большинстве моделях сварочного аппарата информация о выбранном токе отображается на панели;
- переходим к ответственному этапу – поджигу дуги. Соблюдайте угол 60 градусов между деталью и электродом. Когда вы варите, электрод проходит по основанию сварочного без резких движений. Это должен быть медленный процесс, требующий сосредоточения;
- когда в результате взаимодействия аппарата и электрода появляется искра, нужно приподнять сам электрод где-то до 5 мм на высоту;
- в этот момент важно отследить состояние дуги, чтобы обязательно она находилась в рабочем положении;
- электрод в процессе сжигания становится заметно короче. Если электрод слишком близко соприкасается с заготовкой, есть риск залипания. Предотвратить это можно путем изменения вектора направления электрода. Сместите его немного в сторону;
- при сварочных работах бывают случаи, когда дуга не зажигается. Для решения этой проблемы попробуйте увеличить силу тока;
- если вам удалось удачно зажечь дугу, трудности позади. Следующий этап – наплавление калика. Электрод двигается по расположению шва, которое вы обозначили заранее;
- когда вы варите, старайтесь, чтобы шов получился схожим на валик. Небольшие «волны» на швах могут присутствовать. Они отображают места наплыва металла.
Обзор популярных методов сварки
Поскольку в процессе сварочных работ новички часто сталкиваются с трудностями, важно определить наиболее простой и доступный способ. Всего выделяют 4 типа:
- газовая сварка или оксиацетиленовая;
- дуговая;
- полуавтоматическая MIG/MAG;
- аргонодуговая или TIG.
Способ 1. Кислородно-ацетиленовая сварка подразумевает использование двух баллонов газа. Чаще всего это ацетилен, смешанный с кислородом. Вместо ацетилена иногда используют пропан. Особенность этого способа заключается в том, что в любом случае вы должны топливный газ смешать с кислородом. Это важно для плавления металла.
Пламя используется для нагрева металла до образования расплавленной сварочной ванны. В этот момент вы перемещаете ванну, управляя горелкой, одновременно погружая присадочный стержень. При погружении металлического стержня в сварочную ванну образовывается шов.
Использование кислородного топлива – эффективный и универсальный метод в производстве, поскольку он подходит для работы с алюминием, сталью, нержавеющими материалами.
При использовании установки с кислородным топливом важно носить защитные очки. Если вы режете или свариваете металл, будут образовываться искры, а части металла могут отлетать. Меры безопасности важны во избежание попадания в глаза металлических частиц.
Из недостатков метода можно выделить медленный процесс. Его эффективность оправдывает усилия, но в некоторых случаях это неуместно или невозможно. Если у вас есть свободное время для обучения, стоит попробовать.
Способ 2. Дуговая сварка с использованием электродов.
Суть способа заключается в креплении электрода, который пропускает электрический ток и приводит к замыканию на основании. Методом дуговой сварки можно порезать и сварить любой металл. Для сварки понадобятся электроды. Их подбирают по типу материала, с которым предстоит работать. Воспользуйтесь специальными таблицами с обозначением соответствия электродов и материалов.
Дуговая сварка известна своей способностью глубоко проникать в металл. Таким образом, метод часто используется при сварке на котлах и других поверхностях, где необходимо максимально глубокое проникновение сварочного шва. Стержневые электроды, используемые в дуговой сварке, фактически сгорают по длине при сварке. В этом случае они считаются расходными, поскольку становятся частью образовавшегося шва.
Если вы видите, что электрод практически сгорел, заменить его на новый рискованно. Иногда приходится начинать работу заново именно по этой причине. Электроды обрабатывают флюсовым покрытием. Это нужно для увеличения эксплуатационного срока стержня. Правильный сварной шов, который не поддается внешним факторам воздействия, обязательно должен быть флюсовым. В противном случае азот и кислород могут стать причиной загрязнения или образования лазеек.
Способ 3. MIG-сварка – это полуавтоматический метод варки металла. В отличие от предшествующих, он считается упрощенным. Его особенность в том, что электрод подается на проволоку. В этой технологии предусмотрена автоматическая выдача проволоки. Поскольку запасы ее большие, не придется беспокоиться за расход материала. Также удается избежать его замены, если речь идет о домашнем использовании, а не производственных процессах.
MIG-сварка бывает двух типов – с помощью проволоки с флюсовой сердцевиной или сплошной проволокой. Если речь идет о флюсовом сердечнике, он располагается внутри проволоки и выполняет защитную функцию. При использовании сплошной проволоки нужно обеспечить защитный газ. Чаще всего это комбинация углекислого газа и аргона. Защитный газ, как и флюс, предотвращает окисление.
Даже новичку удастся сварить практически любой металл с помощью аппарата MIG. Алюминиевая сварка требует использования алюминиевого золотника. Эта технология подходит для создания гладких швов. Главное требование – правильно настроить сварочный аппарат. После этого запускаете оборудование и начинаете варить детали.
Если вы хотите изучить технологию сварки MIG, обязательно освойте типы сварочных соединений, разные положения сварки. Перед началом работы вам важно знать специфику разных вариаций соединений. По мнению экспертов, это самый простой способ научиться варить металл.
Способ 3. Аргонодуговая или TIG сварка. Это достаточно сложный метод, и не самый лучший вариант для обучения в домашних условиях. Однако он остается популярным, поэтому мы остановимся более детально на нем.
Аргонодуговой метод преимущественно используется в промышленных целях, где особое внимание уделяют точности и качеству сварочных швов. Если вы встречаете идеальный шов, без «волн» и дефектов, вероятнее всего, он выполнен по этой технологии.
Профессиональные сварщики часто TIG сравнивают со сваркой оксиацетиленом из-за того, что в обоих случаях есть нагревательная горелка и погружной стержень. Главное отличие в том, что с TIG вы нагреваете металл с помощью электрической дуги, одновременно погружая стержень. Аргонодуговая сварка не предусматривает короткого замыкания, поскольку из-за этого не получалось бы создавать столь точные швы. Простыми словами, в процессе электросварки не образовываются искры. При TIG-сварке обязательно используют защитный газ. Расплавленная сварочная ванна всегда должна быть защищена.
Сварка металла электродами: какие дефекты встречаются на швах
Несмотря на то, что мы разобрали «подводные камни» методов сварочных работ, не всегда удается избежать ошибок. Особенно, если раньше вы не сталкивались со сваркой, впервые узнали о существующих технологиях, электродах. Из-за сложности технологического процесса могут быть дефекты при создании соединяющих швов. Выделяют несколько разновидностей:
- кратеры. На швах видны волновые переходы, углубления. Они появляются чаще всего из-за обрыва дуги, но могут быть и другие причины деформации;
- поры. Металл на месте сварочного шва становится пористым по разным причинам. Это происходит в том случае, если вы не придерживаетесь медленного соприкосновения электрода или нетщательно зачистили поверхность на месте будущего шва;
- подрезы. Визуально они просматриваются с обеих сторон шва. Это происходит из-за смещения электродов в процессе варки металла. Также дефект прослеживается из-за высокого тока.
- шлаковые образования. Причина – слабый сварочный ток. Также вкрапления могут появиться из-за загрязнения.
Это наиболее частые проблемы, с которыми сталкиваются новички. Существуют и другие деформации.
Обзор ошибок при работе со сварочным аппаратом
Чтобы не разочароваться в результате работы, давайте ознакомимся с наиболее частыми ошибками, которые допускают сварщики:
- неправильный размер дуги. Если вы выбрали слишком короткую дугу, это обернется неровностями валика. В швах будет присутствовать большое количество шлака. Если же вы переборщили с длиной дуги, в процессе сварки ожидайте сильное разбрызгивание металла;
- неправильно подобрана скорость оборотов. Большое количество оборотов сулит наличие большого количества шлаков. Если же скорость маленькая, шов будет некрасивым из-за увеличенной толщины;
- сбои в настройках сварочного аппарата. Ориентируются на тип материала и используемый электрод;
- плохая зачистка поверхности. Если на месте сварки остались частицы краски, масла или жира, шов будет с «пробелами»;
- неправильно выбран уровень наклона электрода.
Также этот перечень можно дополнить неисправностью сварочного аппарата. Бывают проблемы и из-за плохо подготовленной рабочей поверхности.
Положение и движение электрода: ключевые правила
При работе с электродами важно соблюдать угол наклона. Он может быть 30 и 60 градусов. Этот показатель может меняться из-за особенностей создания сварного шва. Учитывается и сила тока. Когда речь идет о наклоне на 30 градусов, это положение называют «углом назад». Сварная ванна движется прямо за электродом. Этот способ применяют для серьезных углублений. Не стоит забывать, что в методе «угол назад» важно правильно рассчитать скорость движения электрода. Основное условие – шлак накрывает раскаленный металл.
«Углом вперед» – это изменение положения электрода. Поставьте держатель и дугу на 60 градусов, когда нужен минимальный прогрев.
Чтобы понять, как правильно варить изделие электродом, нужно все время контролировать сварную ванну. Зафиксируйте расположение электрода на расстоянии 3-4 мм над уровнем основания. При его движении соблюдайте эту дистанцию. Это самая трудная задача, которая стоит перед сварщиком. В реальности это приходит с опытом, и в дальнейшем не придется слишком зацикливаться на этом.
Вам придется контролировать сразу несколько важных моментов:
- соблюдать угол наклона электрода по одной их вышеописанных технологий;
- когда электрод сгорает, опускайте его ниже без нарушения границы 2 мм от металла;
- скорость движения электрода для поддержания нужного состояния сварной ванны;
- направление сварного шва.
Если вы намерены освоить сварочный процесс, экспериментируйте на металлических пластинах. Лучше выберите толстый кусок металла. Тогда у вас будут получаться валики, на которых намного проще отследить сопутствующие дефекты, и не допускать их в дальнейшем. Азы сварочного дела вы сможете освоить с их помощью. На начальном этапе важно научиться придерживаться указанного расстояния от электрода до металла. При этом важно контролировать базовые моменты, которые мы с вами обсудили.
Лайфхак для новичков: берем металлическую деталь и обозначаем на ней полосу, по которой будет проходить шов. Затем нужно успешно разжечь дугу и плавными движениями попробовать начать варить. Не упускайте с вида ванну. Запаситесь не только терпением, но и электродами. После нескольких неудачных попыток у вас обязательно получиться сделать ровный шов. Как только вам удастся на практике отработать технологию дуговой сварки, можно будет переходить к соединению деталей.
Любой желающий при наличии сварочного аппарата может научиться с ним работать. Если придерживаться простых правил, не бояться практиковать с электродами, подойти к вопросу серьезно и с максимальной аккуратностью, результат превзойдет ваши ожидания.
Как правильно варить сваркой — самостоятельные уроки
В повседневной жизни в собственном доме, на дачном участке или в гараже всегда найдется немало дел, требующих навыков сварщика. Этот навык особенно полезен при строительстве, которое производится собственными руками. В природе нет более надежного способа соединить две детали из металла, чем сварка. И обучиться этому мастерству вполне возможно самостоятельно и с пользой применять полученный навык. Сегодня разберемся, как научиться варить электросваркой и самостоятельно освоить азы этой специальности.
Основы сварки
Чтобы понять, как правильно варить электросваркой, предварительно нужно ознакомиться с теорией сварочного процесса.
Соединение металлических деталей в монолит при помощи сварки является на сегодняшний день самым надежным и прочным методом. Это достигается благодаря получению высокой температуры. Подавляющая часть аппаратов для сварки применяет для расплавления металлов электрическую дугу: это так называемая электродуговая сварка металлов. В месте воздействия она нагревает металл до температуры его плавления и делает это на ограниченной территории.
Появление электрической дуги происходит благодаря току – постоянному или переменному. Первый характерен для инверторных сварочных агрегатов, второй – для трансформаторов. Рассмотрим их подробнее.
- Трансформатор значительно затрудняет сварочный процесс. Из-за переменного тока сварная дуга постоянно скачет, процесс сварки довольно шумный. Еще один значительный минус подобных аппаратов заключается в сильном воздействии на электрическую сеть, в результате которого возникают скачки напряжения;
- Инвертор проще и тише в работе, питается от 220В. Из-за постоянного тока электродуга легче контролируется и перемещается. Если есть необходимость научиться варить электросваркой, то урок № 1 лучше взять на инверторном аппарате.
Образование электрической дуги становится возможным при наличии двух элементов, которые проводят ток и имеют противоположные заряды. При сварке это металл и электрод. Начинающему сварщику рационально использовать традиционный электрод с центральным элементом из металла.
Чтобы понять, как правильно варить металл, необходимо четко понимать происходящие процессы:
- Электрическая дуга появляется в момент соприкосновения металлической детали и электрода;
- В месте образования дуги свариваемый металл расплавляется;
- Вместе с металлом подвергается плавке сам электрод, его расплавленные частицы перемещаются в сварную ванну;
- Защитное покрытие, которым покрыт стержень электрода, также горит и образует газовое облако. Оно оберегает ванну от воздействия кислорода. Это обеспечивает поддержание в месте сварки температуры плавления металла;
- Поддержанию температуры способствует и образуемый при сварке шлак. Необходимо контролировать, что шлак ограждает сварную ванну;
- Шов при сварке образуется в момент движения электрода и перемещения ванны;
- Когда металла после сварки остывает, на нем остается шлаковая корка. Ее отбивают при помощи молотка.
Это теория сварочных работ. Понять, как правильно сваривать металл без опыта невозможно, поэтому обратимся к практике.
Готовим инструменты
Перед тем, как варить электросваркой, необходимо подготовить все инструменты и обмундирование для защиты:
- Сварочный аппарат и электроды к нему. Рекомендуем запастись достаточным количеством электродов для практики. Пословица «первый блин комом» в области обучения сварочной профессии работает без исключений;
- Защита: маска для сварки, защитная одежда и перчатки из плотных материалов. Пренебрегать защитой во время сварочных работ нельзя. Это вопрос здоровья и безопасности!
- Подсобные инструменты – молоток и щетка по металлу – для удаления сварного шлака;
- Объект для тренировок – металлические элементы;
- Ведро с водой. В прямом смысле на всякий пожарный случай.
Выбор электродов производится в соответствии с толщиной свариваемого металла, а выставление тока зависит от электрода. 1 мм электрода берет около 30-40 А, важно не превышать данные значения, иначе дуга будет не варить, а резать металл.
Приступим к сварке
Итак, разберемся пошагово, как правильно варить сваркой металл. Вероятно, для получения приемлемого результата, придется повторить этот алгоритм не один раз. Но научившись, Вы быстро освоитесь в роли сварщика и сможете выполнять довольно сложные операции.
В первую очередь помещаем электрод в специальный держатель. Теперь нужно зажечь дугу. Электрод нужно держать под углом примерно 70° к поверхности, такое положение является оптимальным.
Далее начинаем заваривать шов:
- Выставив угол между электродом и металлом, прочертите быструю линию, двигаясь около 10 см в секунду. При правильном положении появятся искры и треск – это верный признак.
- Оставив оптимальный угол наклона электрода, нужно им коснуться металла и тут же поднять электрод так, чтобы образовалась дорожка в 3-5 мм. Если все проделано верно, то дуга станет гореть и металл начнет плавиться.
- Нередки случаи, когда электрод прилипает к основе. В этом случае надо его слегка раскачать и оторвать, а далее опять разжечь дугу. Частое залипание электрода может говорить о чересчур малой силе тока. Попробуйте повысить ее и сравнить результаты.
- Как только зажигание дуги и ее удерживание в стабильном состоянии усвоены, можно приступить к наплавлению валика. Зажатая дуга плавно перемещается по сварному шву. При этом совершаются движения, которые как бы загребают расплавленный металл. Это достигается равномерными колебательными движениями с амплитудой около 2-3 мм. Чем размереннее движение, тем красивее получится заваренный шов. Кстати, равномерность шва свидетельствует о его высоком качестве и прочности.
На первом этапе лучше всего тренироваться на толстом куске металла и пытаться вывести дугой различные дорожки – от простых размеренных движений с небольшой амплитудой до более сложных и узорчатых швов. Эти навыки пригодятся в последующей работе и позволят хорошо прочувствовать, как варить и какой угол наклона электрода лучше выбирать.
После окончания сварки необходимо дождаться пока металл остынет. Сварной шов будет закрыт шлаков. Чтобы он отлетел достаточно постучать по детали молотком или пройтись щеткой по железу.
Некоторые моменты сварочной работы
Конечно, сварка не заключается в выписывании на куске металла замысловатых узоров. Все вышеописанное – это только подготовка и обучение этому довольно непростому ремеслу. Основное назначение сварки заключается в надежном скреплении металлических элементов и к нему необходимо стремиться в своем обучении.
Сварка металлических элементов имеет множество нюансов, знакомство и понимание которых придет с опытом. Но есть некоторые теоретические моменты, знать которые необходимо до практики:
- Соединять две детали сразу сплошным и длинным швом неверно. В большинстве случаев это перекашивает металл, так как шов начинает стягивать элементы;
- Перед выполнением основного шва необходимо прихватить детали друг к другу. Для этого выполняются маленькие точечные швы на стыках двух деталей в шагом 8-25 см в зависимости от размеров скрепляемых элементов.
- Скрепляющие швы лучше исполнять с обеих сторон сварочной поверхности, так минимизируется возможное напряжение металла.
- После выполнения прихватов делается основной шов.
Подведем итоги
Сварочная работа требует особых знаний, навыков и специального оборудования. Обратим внимание, что это довольно сложный и опасный процесс, требующий строго соблюдения техники безопасности.
Навыки сварщика требуют определенного времени и практики. Нет ничего зазорного в тренировке на куске ненужного металла. Это позволяет набить руку и понять суть сварочного процесса.
Прежде чем приступить к сварке деталей, следует отточить владение сварочным аппаратом и умение наваривать швы на заготовках и затем перейти к более сложным элементам.
Как правильно выполнять сварку [SMAW] Подробное объяснение для начинающих
Сварка палкой по-прежнему является одним из наиболее важных сварочных процессов, используемых в промышленности. Многие люди думают, что оно устарело, но это далеко от истины. Он до сих пор используется для многих целей, так как обеспечивает качественные сварные швы и отличные результаты.
Сварка палкой была впервые представлена еще в 1920-х годах с первым электродом, покрытым флюсом. Сегодня он используется для сварки мостов, в строительстве, на трубопроводах, для обслуживания и т. Д.
Но давайте разберемся более подробно и определим, как выполнять сварку прилипанием.
Сварка палкой – это жаргонный термин, принятый в отрасли для обозначения процесса, который технически называется дуговой сваркой защищенного металла. Причина, по которой многие люди называют это так, заключается в том, что электрод, используемый для сварки металла, имеет форму стержня.
При сварке палкой используется электричество для плавления стержня присадочного металла или электрода, как это правильно называется. Металлическое соединение и электрод одновременно расплавляются и сплавляются.Шов одновременно заполняется присадочным металлом, чтобы сделать сварной шов прочнее.
Электрод покрыт слоем флюса. (1) Флюс плавится под действием тепла и служит защитой сварочной ванны, предотвращая ее загрязнение атмосферой. Флюс выполняет ту же защитную функцию, что и защитный газ при сварке MIG и TIG.
Однако при расплавлении флюс образует слой шлака поверх сварного шва. Эту пробку необходимо удалить, и сварщики обычно счищают ее щеткой или скалывают после завершения сварки.
Принцип работы электродной сварки заключается в том, что ток проходит от источника питания через электрододержатель и зажим заземления и образует замкнутый круг. (2) Это приводит к расплавлению электрода и металлической детали вместе.
Первое, что необходимо сделать сварочному аппарату, – это подключить электрододержатель и зажим заземления к источнику питания, соблюдая необходимую полярность. Полярность будет зависеть от используемого электрода. Следующим шагом будет прикрепление зажима заземления к металлу, с которым вы будете работать.Последний шаг включает установку электрода в держатель стержня и зажигание сварочной дуги.
На самом деле запустить штангу для дуговой сварки просто. Нужно ударить по нему так же, как по спичке, и слегка приподнять, и стержень загорится сам по себе.
Электричество сварщика проходит через стержень и дугу и создает температуру до 7000 ° F в точке контакта. Покрытие начнет плавиться, и будет создан экран, защищающий рабочую зону от загрязнения кислородом.
Отсюда и произошел технический термин дуговая сварка защитным металлическим электродом (SMAW). Когда вы перемещаете стержень, он будет продолжать плавиться по области сварного шва (как брызги), образуя кратер и заполняя сварной шов.
Электропитание для аппарата для ручной сварки может быть переменным, постоянным или обоими , это фактически зависит от типа используемого вами аппарата. Сварочные аппараты постоянного тока – предпочтительный выбор среди современных сварщиков, поскольку они обеспечивают более плавную и стабильную сварочную дугу.
Использование постоянного тока позволяет выбирать между положительным электродом постоянного тока (DCEP) и отрицательным электродом постоянного тока (DCEN).Выбор между ними поможет вам работать с разными типами металла.
При сварке штучной сваркой на переменном токе ток меняется с положительного на отрицательный 120 раз в секунду. Каждый раз при включении дуга гаснет и снова запускается. Это приводит к меньшей согласованности. С другой стороны, постоянный ток обеспечивает непрерывный ток с момента зажигания сварочной дуги.
Однако переменный ток – лучший выбор, если расстояние между источником питания и рабочей зоной больше. Это связано с тем, что напряжение, которое проходит по кабелю, падает, в отличие от переменного тока.Сопротивление кабеля тем выше, чем длиннее он, даже несмотря на то, что они обычно сделаны из алюминия или меди.
Также важно отметить, что сварка на переменном токе во влажных условиях увеличивает вероятность поражения сварщика электрическим током.
Обычно на вашем сварочном аппарате есть два разъема, один отмечен знаком «+», а другой – «-». Вы подключите к нему держатель ручки и зажим заземления. От того, как вы подключаете свое оборудование, также будет зависеть выбор между положительным и отрицательным электродом.
Таким образом, подключение держателя стержня к положительному разъему, а зажим к отрицательному, будет означать, что вы выполняете сварку с положительным электродом (DCEP). Если вы сделаете соединение наоборот, это будет означать, что вы свариваете отрицательный электрод (DCEN).
Подпишитесь: Получите БЕСПЛАТНО 30-страничную таблицу символов сварки в формате PDF с примерами для каждого символа!
Материалы и применение
Дуговая сварка в экранированном металле широко используется в сфере ремонта и технического обслуживания благодаря своей универсальности и простоте использования.Он используется в промышленном производстве и строительстве стальных конструкций. Тем не менее, его по-прежнему интересно использовать различным любителям, выполняющим свою работу в гараже.
Дуговая сварка в среде защитного металла для обработки низко- и высококачественной стали, углеродистой стали, нержавеющей стали, ковкого чугуна и чугуна. Но это неприменимо для цветных металлов. Но его можно использовать для никеля, меди и даже алюминия.
Преимущества сварки штангой
Согласно основам сварки штучной сваркой, метод имеет множество преимуществ.
В их числе:
Преимущества
- Наружные работы : Сварка палкой идеально подходит для любых работ на открытом воздухе, так как работать с газом в ветреную погоду нецелесообразно.
- Легко освоить : Сварка палкой для начинающих легко освоить, особенно в отличие от сварки TIG.
- Доступность : Базовые сварочные аппараты очень доступны по цене.
- Простая утилизация сварочного дыма : Вы можете просто использовать вентилятор, чтобы избавиться от сварочного дыма, чего нельзя сказать о сварке MIG или TIG.
- Универсальность : Вы можете сваривать различные материалы с помощью Stick, а оборудование простое в использовании.
- Портативный : Хороший сварочный аппарат легко переносить и перемещать. Вам не потребуется дополнительное оборудование, такое как газовый баллон или механизм подачи проволоки.
Недостатки сварки штангой
Однако, когда вы научитесь пользоваться аппаратом для ручной сварки, вы заметите, что у него есть определенные недостатки.
Это:
Недостатки
- Образуется намного больше брызг и шлака.
- Нелегко работать с некоторыми тонкими металлами.
- Для этого вам потребуется больше навыков, чем для MIG, поскольку вам нужно держать электрод для сварки штангой на определенном расстоянии от металла, чтобы предотвратить его выгорание.
- Сварка палкой не обеспечивает такое же качество, как сварка TIG.
- Необходимо больше электродов для стержневой сварки, так как это позволяет использовать только короткую длину.
- Сварка палкой занимает больше времени и является гораздо более медленным процессом, чем, например, сварка MIG.
Сварочный аппарат и оборудование для стержневой сварки
Сварка палкой широко считается самым простым и легким способом сварки. Оборудование, которое он использует, и его настройку можно выполнить довольно быстро.
Он состоит из четырех частей: сварочного аппарата или источника постоянного напряжения, держателя электрода (также называемого держателем стержня), зажима заземления и электродов для стержневой сварки, которые представляют собой стержни, используемые для сварки.
Сколько стоит оборудование для сварки стержнем?
Цена на сварочное оборудование, как и на любой другой аппарат, может быть разным.Все зависит от того, для чего вы планируете его использовать, и от вашего бюджета. Для выполнения основных сварочных работ вам действительно не нужно тратить большие деньги. Подойдет любой сварочный аппарат. Но если вам нужны качественные вещи, нужно думать о марке, гарантии, наличии запчастей и т. Д.
Круговые диаграммы представляют собой общее практическое правило, и более дешевые сварочные аппараты часто могут оказаться лучше, чем более дорогие сварочные аппараты, если вы проведете свое исследование.
Если вы планируете больше сварочных работ, вам следует ориентироваться на хорошо известную марку.Некоторые из самых популярных брендов в мире в настоящее время включают Miller, Lincoln Electric, Hobart, Everlast и ESAB. С другой стороны, для некоторых случайных работ подойдет более дешевый вариант.
Какая мощность или сила тока мне нужны для аппарата для ручной сварки?
Вообще говоря, при достаточном мастерстве человек сможет сварить с помощью Stick на 150 ампер практически все. Кроме того, вы также можете сделать несколько проходов, чтобы сварной шов получился таким, каким вы хотите его видеть. Но чем больше усилителей вы используете, тем меньше вам понадобится проходов.
Нет ничего плохого в использовании многопроходов, но для этого требуется определенное умение. Лучшим советом будет изучить таблицу сварки штангой и максимальную толщину материала, для которой она предназначена. Но учтите, что указанное число не окончательное, и вы можете сваривать более толстые материалы, если сможете сделать больше проходов.
Размер сварочного стержня(диаметр электрода) для толщины металла также важен, и если вы планируете использовать более толстые стержни, вам следует посмотреть, какие токи производитель указал для использования.
Оборудование безопасности
Некоторые очень серьезные насадки для сварки штангой поставляются со средствами защиты, которые необходимо использовать. Защита – один из важнейших аспектов этого вида работ. Несерьезное отношение может привести к серьезным травмам и даже смерти.
Безопасность при сварке включает в себя защиту ваших глаз и головы, вашего тела, окружающих и заботу о воздухе, которым вы дышите.
Защита тела и огнестойкая одежда на рукавах предназначена для защиты от ультрафиолетового излучения, искр, осколков шлака и металлических брызг повсюду.Сварочный шлем с защитными очками – для головы и глаз. Слепота сварщика – одна из самых серьезных травм при выполнении этого вида работ. Вы также должны заботиться о своем окружении и работать в хорошо вентилируемом помещении.
Правила техники безопасности при сварке требуют, чтобы при работе в помещении необходимо было убедиться, что помещение вентилируется из-за образующихся опасных паров. Но сварка на улице требует только наблюдения за своим окружением.
Инструмент для удаления шлака
При сварке штучной сваркой образуется много шлаков.Важно понимать, что очистка сварного шва после того, как вы закончите, необходима для завершения работы. Сварщик должен отколоть шлак отбойным молотком. Завершите процесс очистки, удалив сварной шов основного металла металлической щеткой. Последние штрихи, выполненные проволочной щеткой, обеспечат эстетичный вид сварного шва.
Выбор электрода
Выбор сварочного стержня – важная часть сварки штангой. Существуют тысячи электродов для сварки штангой, которые можно выбрать, но самыми популярными по-прежнему являются сварочные стержни из мягкой стали.Они подпадают под классификацию A5.1 Американского общества сварки (AWS). (3) Включены электроды 6010, 6011, 6012, 6013, 7014, 7024 и 7018.
Но чтобы правильно подобрать сварочный электрод, нужно разбираться в маркировке и ее значении. Объяснение сварочных стержней говорит вам, что раньше для обозначения электродов использовались буквы. Буква «E» просто обозначала «электрод». Однако буквы были удалены, остались только цифры.
- Первые два числа отражают прочность сварочного присадочного металла.Таким образом, сварка палкой 7018 означает, что она имеет предел прочности на разрыв 70 000 фунтов на квадратный дюйм.
- Третье число последовательности говорит нам, в каком положении можно использовать электрод. Номер 1 означает, что стержень можно использовать в любом положении и создавать вертикальные сварные швы, а номер 2 означает, что его можно использовать только в плоском положении.
- Четвертая цифра отражает покрытие флюса на электроде и ток, при котором стержень может использоваться. Покрытия на самом деле могут состоять из ряда различных соединений.Основные из них – рутил, фторид кальция, целлюлоза и порошок железа.
Рутиловые электроды просты в использовании и обеспечивают хороший внешний вид сварных швов. Однако создаваемые сварные швы содержат большое количество водорода и подвержены растрескиванию. Электроды из фторида кальция, также известные как электроды с основным или низким содержанием водорода, могут обеспечивать прочные сварные швы, но могут иметь выпуклые или грубые поверхности соединения. Электроды из целлюлозы обеспечивают глубокое проплавление сварного шва, но требуют специальной обработки из-за высокого содержания влаги во избежание растрескивания.Электроды с железным порошком заполняют шов вдвое быстрее, чем другие.
Выбор покрытия также определяет полярность, которую вы собираетесь использовать, угол перемещения и время остановки. Однако сварщикам, которые умеют сваривать основным электродом, сложно сваривать целлюлозным электродом.
Вы можете увидеть диаграмму стержневых электродов ниже для получения дополнительной информации о последней цифре.
| Номер | Тип покрытия | Тип тока |
| 0 | Натриевая соль с высоким содержанием целлюлозы | DC + |
| 1 | Калий с высоким содержанием целлюлозы | AC, DC + или DC- |
| 2 | Натрий с высоким содержанием диоксида титана | переменного тока, постоянного тока – |
| 3 | Калий с высоким содержанием диоксида титана | переменного тока, постоянного тока + |
| 4 | Железный порошок, диоксид титана | AC, DC + или DC- |
| 5 | Натрий с низким содержанием водорода | DC + |
| 6 | Калий с низким содержанием водорода | переменного тока, постоянного тока + |
| 7 | Высокий оксид железа, железный порошок | AC, DC + или DC- |
| 8 | Калий с низким содержанием водорода, железный порошок | AC, DC + или DC- |
Большинство людей будет использовать один из трех стандартных электродов.E6010 обычно используется для обработки грязных и ржавых металлов. Он обеспечивает глубокое проплавление, может сваривать в любом положении и способен прожигать различный мусор. E6013 идеально подходит для универсальной сварки. Он обеспечивает более гладкие сварные швы, обладает хорошей проникающей способностью и прост в использовании. Этот стержневой электрод также идеально подходит для начинающих. Наконец, 7018 позволяет работать с чистым металлом во всех возможных положениях. Он считается отраслевым стандартом и дает очень привлекательные сварные швы.
Как уложить первый сварной шов?
Если вы смогли все настроить правильно, пора уложить первый сварной шов. Самое важное, что нужно проверить перед зажиганием дуги, – это ваши настройки, посмотреть, совпадает ли полярность с электродом. Вы также можете получить несколько кусков металлолома, которые можно использовать в качестве стыкового соединения.
Поскольку сварка штучной сваркой требует большого количества навыков, а кривая обучения другая, вам также следует выполнить практический прогон перед тем, как начать.Сделайте сварной шов на куске металлолома, прежде чем делать настоящий.
Есть пять элементов, на которые следует обращать внимание при сварке штучной сваркой, поэтому обязательно следите за длиной дуги, настройками тока, манипуляциями с электродом, углом наклона электрода и скоростью перемещения.
Подготовьте деталь для сварки
Для обеспечения качественного сварного шва при сварке нержавеющей штангой или для любого другого металла необходимо иметь чистую деталь.При работе с ржавым или грязным металлом сварка палкой может оказаться наиболее щадящей. Но даже в этом случае качество будет зависеть от чистоты сварной детали.
Чтобы обеспечить чистоту места сварки, используйте проволочную щетку и сначала удалите всю грязь и сажу. Невыполнение этого требования существенно повлияет на получение хорошего первого сварного шва. Это может привести к пористости, растрескиванию сварного шва, неплавлению или даже появлению включений.Кроме того, необходимо чистое место для рабочих зажимов и хорошее электрическое соединение, необходимое для качественной дуговой сварки.
Текущая настройка
Текущая настройка важна для типа металла, который вы собираетесь сваривать, а также для типа стержня и диаметра, который вы собираетесь выбрать. Таким образом, электрод, который вы решите использовать, будет определять, как вы настроите свою машину – положительный постоянный ток, отрицательный постоянный ток или переменный ток. Вы установите его в зависимости от того, что вы планируете делать в данный момент, прежде чем приступить к работе.
Положительный электрод добавляет на 10% больше проникающей способности при заданной силе тока переменного тока.Но если вы работаете с более тонкими металлами, такими как алюминий, полученный сваркой методом стыковой сварки, вам следует использовать постоянный ток прямой полярности и отрицательный электрод.
Если вы не уверены, какой сварочный стержень использовать, вам следует посмотреть на рабочий диапазон, указанный производителем для каждого стержня. Таким образом, сила тока должна устанавливаться в зависимости от используемого электрода. Хороший выход – 1 ампер на каждый 0,001 дюйм диаметра электрода. Также необходимо учитывать положение при сварке, поскольку для работы над головой потребуется на 15% меньше тепла по сравнению с плоскими горизонтальными сварными швами.
Чтобы получить правильную настройку, отрегулируйте сварочный аппарат на 5–10 ампер за раз, пока не получите правильную настройку.
Запуск дуги
Если вы выполнили все вышеперечисленные настройки и также приняли во внимание безопасность сварки, пора запустить аппарат для дуговой сварки.
Держите держатель клюшки обеими руками, чтобы сварочные детали были перед вами. Вы также должны четко видеть область, в которой вы собираетесь поразить дугу.Приложите кончик электрода к металлу и проведите им поперек, как если бы вы зажигали спичку. Если вы видите, что образовалась дуга, приподнимите ее и слегка оттяните.
Если дуга гаснет, это означает, что вы слишком высоко подняли стержневой электрод над поверхностью, а это значит, что вы должны были опустить его.
Когда зажигается дуга, она начинает издавать шипящий звук. Если звук слишком агрессивный, уменьшите силу тока. Если сила тока низкая, электрод будет липким.Дуга начнет гаснуть, сохраняя правильную длину дуги, и гаснет.
Если установлен слишком высокий ток, вы заметите обугливание электрода, а сварочная лужа будет слишком жидкой, и ее будет трудно контролировать. Слишком большое количество тепла отрицательно скажется на свойствах флюса электрода.
Также необходимо научиться устранять сколы флюса из-за неудачных зажиганий дуги. Возьмите кусок металлолома и ударьте по стержню на расстоянии 1/4 дюйма от металла, пока он не пригорит до неповрежденной части стержня.Затем вы должны очистить стержень и удалить флюс. Это помогает в дальнейшем перезапускать дугу.
Длина дуги
Длина дуги
При дуговой сварке длина дуги будет варьироваться в зависимости от области применения и электрода. Длина дуги не должна превышать диаметр сердечника электрода. Слишком длинные дуги вызовут разбрызгивание, поднутрения, низкие скорости осаждения и оставят пористость.
При первой сварке штучной сваркой большинство людей считает логичным использовать длинную дугу, как правило, для лучшего обзора сварочной ванны.Но избегайте этого, занимая более удобное положение и поворачивая голову в правильное положение. Положение важно, когда вы учитесь пользоваться дуговой сваркой, и вы увидите, что контролируемая длина дуги улучшит внешний вид валика и минимизирует разбрызгивание.
Угол поворота
Сварщикам также необходимо учитывать угол перемещения при этом типе сварки. Можно использовать два основных положения сварки.
Техника сварки штангой, используемая для плоского, горизонтального или потолочного положения, называется техникой перетаскивания или обратной стороны.Это включает в себя удерживание электрода перпендикулярно стыку от начальной точки, а затем наклон верхней части примерно на 5-15 градусов в направлении движения.
Сварка вертикально вверх. Используется техника сварки штангой, называемая толчком или передним ходом. Здесь угол наклона стержня от 0 до 15 градусов относительно направления движения. В любом случае, чтобы правильно выполнить технику, попробуйте изменить положение тела.
Регулировка угла наклона гарантирует отличные результаты и хороший сварной шов.Иногда длина сварного шва или угол скоса указывается на сварочных чертежах с помощью дополнительной информации на обозначении сварного шва. Сварщикам важно не только научиться правильно выполнять сварку, но и понимать символы.
Скорость передвижения
Если вы задаетесь вопросом, как выполнить дуговую сварку и поддерживать скорость движения, вам просто нужно поддерживать дугу в передней 1/3 сварочной ванны.
Слишком медленное движение приведет к получению широкого выпуклого валика. Он также имеет неглубокое проникновение и может вызвать холодную притирку.
Слишком быстрое движение снижает проникновение и создает узкий и выпуклый валик.
Манипуляции с электродом
Каждый сварщик использует электрод по-своему. Новичкам стоит посмотреть на опытных сварщиков и попытаться скопировать их движения. Но в конечном итоге это приведет к тому, что вы создадите свой собственный способ передвижения.
Наиболее используемые методы
Три наиболее часто используемых метода сварки или рисунка включают в себя взбивание стержня (перемещение его вперед и назад), круговое движение и переплетение из стороны в сторону (создание более широких сварных швов).
Однако сварщики чаще всего используют прямой валик, им этого вполне достаточно. Плетение не следует использовать для материала толщиной более 1/4 дюйма, так как это может привести к получению более широкого валика, чем необходимо.
Часто задаваемые вопросы [FAQ]
Трудно ли приваривать сварной шов?
Сварка палкой – довольно сложный процесс сварки для начинающих. Хотя он существует уже много лет, может потребоваться некоторое время, чтобы по-настоящему освоить этот метод. Но это все еще то, что используется сегодня для самых разных целей.Можно ли держать стержень при сварке стержнем?
Да, конечно, вы можете держать стержень во время сварки. Однако есть шанс, что вы можете быть шокированы, и даже больше вероятность того, что вы можете обжечься. Поэтому помните о безопасности при сварке и обязательно надевайте защитные перчатки.
Что такое хороший сварочный пруток общего назначения?
Пруток для сварки общего назначения – 6011. Он подходит для новичков и любителей, так как может справиться с любой работой, сделанной своими руками.Он выпускается в размерах 3/32 и 1/8 и хорошо работает даже с грязными или загрязненными металлами.
Вы толкаете или тянете с помощью сварочного аппарата?
В случае сварочной штанги общее правило – тянуть или тащить. Опытные сварщики обычно говорят, что если образуется шлак, то его надо тянуть. Толкание обычно связано со сваркой MIG.
Что вызывает прилипание сварочного стержня?
Основная причина прилипания сварочной палочки к основному металлу – низкая сила тока.Однако существует множество других причин, которые также могут быть причиной, например, проблемы с флюсом, использование сварочных аппаратов с низким OCV или применение плохой техники сварки. Также важно использовать электрод правильного размера для конкретной задачи.
Заключение
Сварка палкой может быть не такой современной, как некоторые другие современные методы, которые можно увидеть сегодня. Это также может быть не так просто, как другие формы, и может быть не для новичков. Но он точно выполняет свою работу.
Несмотря на то, что многие считают эту технику древней, она все еще используется для различных работ и обеспечивает идеальные сварные швы.Так что вы не хотите, чтобы вас поймали на том, что вы не знаете, как использовать его в ужасной ситуации.
Ресурсов:
Учебное пособие по дуговой сварке
Это руководство предназначено для предоставления практических советов начинающим сварщикам. Он был изготовлен при большой помощи и под руководством профессиональных сварщиков. чье время финансировалось участниками форума и сторонниками. Пройдите руководство медленно и практикуйтесь в работе, описанной на каждой странице, прежде чем переходя к следующему.
Дуговая сварка (сокращенно от ручной металлической дуговой сварки (MMA), также известной как Stick и SMAW) – это очень сложная тема, и мы охватываем ее только для того, чтобы вы разгоняться, набирать скорость. Есть много книг по этой теме, и более подробная информация можно найти в другом месте в Интернете. Также у нас есть очень дружелюбный форум, который может помочь.
Как и при любом другом процессе электросварки, кожа и глаза должны быть должным образом защищен от УФ-излучения.Поражение электрическим током, пары, ожоги и пожар – другие риски.
На странице безопасности обсуждается, как минимизировать эти риски.
Дуга зажигается при кратковременном прикосновении электрода к перед подъемом электрода завершите электрическую цепь. установить дугу.
«Запуск метчиком» и «запуск с нуля» – два распространенных метода запуск дуги.Какой из них использовать – это личное предпочтение, и можно зависит от типа прутка и сварщика. Оба метода проиллюстрированы с видео на этой странице.
Основы дуговой сварки описаны на этой странице с практической укладкой. бусины в ровном положении.
Угол поворота стержня, длина дуги, скорость перемещения и сварочное движение показаны. с фотографиями и видео, а видео показывает эффект изменения длина дуги.
Изучая новый процесс, вы, скорее всего, начнете что-то делать неправильный. Сравниваются профили и участки сварных швов с различными дефектами. с хорошими сварными швами на этой странице.
К числу неисправностей относятся неправильная скорость движения, неправильная длина дуги, и неправильные усилители.
Дуговая сварка особенно подходит для соединения толстых материалов в холодном состоянии. объединений легко избежать.Это позволяет работать с более толстым материалом. с использованием нескольких проходов сварного шва.
На этой странице описана подготовка суставов и методы, используемые в нескольких проход дуговой сварки.
Потратив время на получение корневого шва прямо на предыдущей странице вы обнаружите, что угловая сварка – это легкий ветерок.
Многопроходные соединения также обычно используются в угловых соединениях. Эта страница охватывает угол стержня, последовательность сварки и небольшую конструкцию соединения.
Для большинства людей инвертор постоянного тока – лучший тип дуговой сварки. для. У них много преимуществ перед старыми типами, но они могут упасть. по затратам на ремонт и долговечности.
На этой странице описано, что нужно искать в инверторных сварочных аппаратах и других типах. дуговой сварки.
Дуговая сварка существует уже давно, и есть большие различия между технологиями, используемыми в старых сварочных аппаратах, бывших в употреблении, и новыми.
На этой странице обсуждаются плюсы и минусы различных типов дуговой сварки.
Как сварить что угодно, от атомной электростанции до велосипеда Рамка!
В этом разделе кратко описаны сварочные процедуры и расходные материалы, которые может использоваться для сварки наиболее широко используемых типов стали, включая Мягкая сталь, Corten, Weldox, Hardox, нержавеющая сталь Сталь, хромомолибден, EN19, EN24 / EN24T, EN8, литой Стали чугунные, литые и марганцевые, кованые Железо и наплавка.А также есть страница, объясняющая водородное охрупчивание.
Скоро:
Вертикально вверх – это следующий позиционный сварной шов, который мы рассмотрим, и страница, посвященная выбору стержней. и сварка различных марок стали уже на подходе. А пока есть еще много информации о дуговой сварке на форуме библиотека.
Кредиты
Большое спасибо всем, кто помог финансировать и подготовить этот учебник. В частности, Snowcat за выполнение большей части сварных швов и отличный совет по нескольким вопросам. сеансы сварки и письма, TechnicAl для страницы о выборе стержней для различных типов стали, Мэтт из Lorch, который одолжил мне h280, когда моя микроволновая печь собрал вещи, и Weldequip, который пожертвовал много снаряжения и расходных материалов для поддержки учебник.
Stick Welding – Изучите основы выбора электродов, методов сварки и настроек аппарата.
Эта страница посвящена сварке штангой и разбита на три раздела:
Сварка штангой- Общий обзор терминов по сварке штангой, общие вопросы, основное оборудование и принципы работы сварки штангой.
- Безопасность сварщика, подготовка стыков, выбор электродов
и установка оборудования. - Методы сварки палкой и основные рекомендации для различных металлов.
Что такое сварка стержнем?
Ручная сварка технически определяется как «дуговая сварка защищенного металла». Термин «сварка палкой» – это общепринятый жаргонный термин, принятый в сварочной промышленности, потому что электрод, сваривающий металл, имеет форму «стержня».
Сленговый термин «сварка стержнем» происходит от типа электродов стержневого типа, используемых для сварки, как на этом рисунке.Самое простое объяснение того, как работает ручная сварка. Сварка палкой – это форма сварки, при которой используется электричество для расплавления металлического присадочного стержня / электрода / стержня (электрод – это правильный термин), который плавит и металлическое соединение, и электрод одновременно, чтобы соединить два куска металла вместе и заполнить соединение присадочный металл заодно.
Оборудование для сварки штангой
Оборудование для сварки штангой – это самый простой из всех процессов электродуговой сварки. Устройство для ручной сварки состоит из четырех частей:
- Источник питания постоянного напряжения (CV) / Устройство для ручной сварки.
- Держатель электрода / стержня.
- Зажим заземления.
- Электроды / стержни для сварки штангой.
Ручная сварка на переменном или постоянном токе?
Сварочные аппараты для стержневой сварки могут работать как на переменном, так и на постоянном токе, в зависимости от типа используемого электрода.Блок питания постоянного тока может сделать что угодно для большинства тяжелых промышленных работ или любителей. Кондиционер используется очень редко. Источники питания для ручной сварки имеют постоянное напряжение или CV, а это означает, что напряжение остается неизменным во время сварки, а сила тока колеблется в зависимости от длины дуги при сварке.
Какая мощность или сила тока мне нужны для аппарата для ручной сварки?
Сварочный аппарат на 140 А – это более чем достаточно мощности, чтобы сварить что угодно! Многие люди увлекаются пропагандой производителя о «максимальной толщине металла» и в конечном итоге покупают большой сварочный аппарат.Это всего лишь тактика продаж! Я работал на верфях, электростанциях и в цехах тяжелого производства, и мне редко нужно больше 130 ампер. При токе 130 А можно сваривать металлы неограниченной толщины. Вы просто не собираетесь сваривать пластину толщиной 1 дюйм за один сварной шов! Мы свариваем корпуса кораблей толщиной в 1 дюйм с током всего 120 ампер.
В чем разница между сваркой Stick, MIG и TIG?
Ручная сварка и сварка TIG используют один и тот же источник питания постоянного напряжения, и сварочный аппарат Stick можно адаптировать к сварке TIG, просто добавив горелку.
Сварка MIG использует источник постоянного тока или CC и не подходит для сварки Stick и TIG. Плюс MIG и Stick нуждаются в баллоне с защитным газом для сварки, а сварщикам MIG нужна система подачи проволоки вместо одного электрода для подачи сварочного шва.
Сколько стоит оборудование для сварки пескоструйной сваркой?
Все зависит от того, какой бренд вы выберете, для чего он вам нужен и на что готовы потратить!
Хороший сварочный аппарат начального уровня / профессиональный сварочный аппарат, такой как Longevity StickWeld 140 на картинке ниже, будет стоить менее 300 долларов США или около 25 долларов в месяц при финансировании, он очень портативный, весит всего 13 фунтов, работает от 110 или 220 вольт и может делать все, что угодно. тебе нужно.Та же самая установка также может быть преобразована в сварочный аппарат TIG, который может сваривать сталь и нержавеющую сталь, просто добавив горелку TIG и баллон с защитным газом.
Превосходный сварочный аппарат начального уровня – долговечность StickWeld 140Аппараты для ручной сварки более высокого уровня могут стоить более 10 000 долларов США, но они используются в тяжелом промышленном производстве, и большинству людей и предприятий не требуется и половины наворотов, или такого типа мощности. Ниже представлен список производителей качественного сварочного оборудования. На стороне никогда не покупайте сварщиков Harbour Freight или каких-либо дешевых брендов! Независимо от того, насколько вы хороший сварщик, будет сложно сделать хороший шов!
- Сварщик с долгим сроком службы – отличное оборудование начального уровня, которое также подходит для профессионального уровня.
- Сварочные аппараты Everlast – еще одно отличное сварочное оборудование начального уровня, выходящее за рамки профессионального уровня.
- ESAB – Один из лучших производителей сварочного оборудования промышленного качества, самого высокого класса, но недешевый.
- Miller – Еще одна марка
отличного промышленного качества и ее оборудование может делать все, что угодно, но цена также высока. - Lincoln Electric – они существуют уже давно, и они делают хорошие сварочные аппараты промышленного класса, хорошо известные для сварки трубопроводов.
Сколько времени нужно, чтобы научиться сварке клеем?
Все зависит от того, чем вы хотите заниматься? Если вы просто хотите сделать общий ремонт и начать работу, я бы сказал, что 5 часов практики помогут вам отремонтировать сломанное крыло трактора или сварить стеллажную систему. Ваш сварной шов не будет выглядеть хорошо, и он, вероятно, будет действительно грубым, но он должен держаться.
Если вы хотите работать сварщиком начального уровня, по крайней мере, 500 часов обучения. Сварка промежуточного уровня требует около 900 часов практики.Если вы собираетесь сделать карьеру и хотите прилично заработать на сварке труб, рассчитывайте на 1200 часов плюс период обучения или от 18 месяцев до двух лет обучения.
Если вас интересует обучение, вы можете найти здесь местные школы сварки.
Что можно сварить с помощью сварочного аппарата?
Аппараты для ручной сварки лучше всего работают с толстыми металлами и не подходят для тонких листов. Они отлично подходят для изготовления металлоконструкций, крепления сельскохозяйственного оборудования, ремонта тракторов, судостроения, строительства электростанций, сварки труб и любого металла толщиной 1/16 и более.Если вы имеете дело с листовым металлом, приобретите аппарат TIG или MIG! Вы можете сварным швом:
- Сталь
- Нержавеющая сталь
- Сплавы на никелевой основе
- Хром
- Нержавеющая сталь и обычная сталь
- Алюминий (не лучший выбор, но он справляется)
Как работает сварка прилипанием ?
Сварка работает так. Сначала вам нужно подключить держатель сварочного стержня и зажим заземления к источнику сварочного тока. Затем подсоедините зажим заземления сварочного аппарата к металлу.Наконец, вы вставляете сварочный стержень в электрододержатель и ударяете по той области, где вы хотите начать сварку, как спичку. Стержень или электрод начинают гореть и осаждать металл в стыке, и получается сварной шов.
Miller Dialarc Источник питания для стержневой сварки Заземленная сварка клещамиЗдесь происходит то, что электричество от сварочного аппарата проходит через стержень и дугу в точке контакта, создавая температуру до 7000 ° F. Теперь стержень начинает плавиться, а покрытие вокруг стержень создает защиту от кислорода, который загрязняет сварной шов.Вот почему сварка штучной сваркой технически называется дуговой сваркой SMAW / дуговой сваркой защищенного металла. Это экран вокруг металлического электрода, из-за которого возникает дуга. Когда вы перемещаете стержень по стыку, он продолжает плавиться (больше похоже на брызги металла, попадающие на стык), образуя кратер и заполняя стык.
Основы безопасности при сварке
В отличие от многих других профессий, где проповедуют безопасность и где могут произойти несчастные случаи и травмы, неудачи при сварке в основном неизбежны, если меры безопасности не соблюдаются в точности! Сварка без надлежащих средств защиты серьезно навредит вам без исключения … И даже может убить! Отнеситесь к этому серьезно.
Надлежащее защитное оборудование для сваркиПервое, что вам нужно сделать, это получить соответствующую одежду и защитное снаряжение.Кроме того, вам может понадобиться вентилятор, если вы будете находиться в замкнутом пространстве. Сварочный дым токсичен! Вам понадобится следующее основное оборудование:
- Сварочный шлем
- Хлопковая рубашка с длинным рукавом или кожаная сварочная куртка.
- Кожаные сварочные перчатки.
- Брюки из хлопка или любых негорючих материалов.
- Кожаные или огнеупорные ботинки.
- Респиратор или вентилятор, если вентиляция является проблемой.
- Огнетушитель, если вокруг легковоспламеняющиеся материалы.
Даже при наличии подходящего защитного снаряжения (также известного как СИЗ или средства индивидуальной защиты) ваша одежда может загореться и получить ожоги от искр и расплавленного металла. Одна из самых больших ошибок – носить кроссовки! Рано или поздно падающий расплавленный металл прожжет дыру в крышке, и все, что вы можете сделать, это выдержать ожог, пока он не остынет!
Сварщик мгновенный ожог. Все, что я сделал, это ненадолго расстегнул свою кожаную куртку в течение дня с температурой 105 градусов, потому что мне было жарко!После многих лет сварки я могу сказать вам из первых рук, что сварка очень опасна, если вы небезопасны или опрометчивы.Наиболее частая травма называется «вспышкой». Я еще не встречал сварщика, который бы не обгорел. Вспышка исходит от ультрафиолетового света, который излучает сварочный стержень. Технически вспышка – это УФ-излучение. Это как получить солнечный ожог на незащищенных открытых участках тела.
Хуже всего то, что свет сварочной дуги попадает прямо в глаза. Кажется, будто в ваших глазах песок, но на самом деле это волдыри на глазных яблоках, как и волдыри от солнечных ожогов, которые появляются на коже.
Лучшая часть вспышки – это то, что вы не узнаете ее до тех пор, пока она у вас не появится позже той ночи или дня. Не забудьте пойти на пляж и в ту ночь вы поймете, что завтра будете похожи на омара! Да вот и все.
Также случаются ожоги третьей степени, и если вы промокнете от пота или в дождливую погоду, вы, скорее всего, испытаете шок. Кроме того, не выполняйте сварку рядом с легковоспламеняющимися материалами, это может привести к возгоранию или взрыву. Сварщики часто поджигают одежду от искр или тепла. Прочтите предупреждающие надписи на вашем оборудовании и делайте, как сказано!
Подготовка сварного шва
Свариваемая область должна быть как минимум очищена от прокатной окалины, ржавчины, масла, воды и краски. Даже у лучших сварщиков, в которых присутствуют эти вещества, сварной шов будет слабым и ужасно выглядящим. Большой секрет лучших сварщиков заключается в том, что они сваривают только чистые стыки! Если он не чистый, не трогай его!
Очистить сварное соединениеКак правило, вы хотите отшлифовать сварное соединение до блестящего металла минимум на 1 дюйм назад.Некоторые работы требуют шлифовки на 2 дюйма назад.
Труба с прокатной окалиной, зачищенная на глубину не менее 1 дюйма.Я сварил снаружи после дождя, чтобы закончить работу, которая была перенесена за пределы цеха, и я не мог понять, почему мой сварной шов выглядел так плохо и был таким пористым. На сварном шве были пятна, похожие на выскакивающие пузыри! Я высушил участок, измельчил и подумал, что все в порядке. Чего я не ожидал, так это того, что тепло от сварки притягивало воду, которая была скрыта внизу.
Итак, я налил воды рядом с тем местом, где собирался сварить.Я думал, что тепло испарит воду по бокам и сохранит зону сварного шва сухой. Звучит логично, не так ли? Совершенно неправильно! Я не мог поверить своим глазам! Вода сбоку всасывалась в сварной шов, и когда я поднял шлем, вода поднималась вверх по горячему шву!
Урок усвоен! Подготовка швов является обязательной, и она может буквально повредить сварной шов. В конце концов, сварной шов сломался, и мне пришлось отшлифовать его и начать все сначала.
Обозначения электродов для сварки стержневыми электродами / SMAW
Перед выбором электрода для сварки необходимо понять, что означают обозначения электродов.Это означает буквы и цифры на электроде. Ниже приведены два наиболее часто используемых сварочных электрода. E6010 и E7018.
Много лет назад электроды для контактной сварки начинали обозначение с буквы «E», что означало электрод. В наши дни на многих удилищах есть только номера.
Первые два числа на электроде указывают на прочность сварочного присадочного металла. Электрод 6010, использующий первые две цифры (60XX), обеспечивает минимум 60 000 фунтов прочности на разрыв на квадратный дюйм сварного шва.7018 имеет предел прочности на разрыв 70 000 фунтов на квадратный дюйм. Для сравнения, обычная сталь марки A36 имеет предел прочности на разрыв 36 000 фунтов на квадратный дюйм. Сварной шов обычно в два раза прочнее стали, которую он сваривает!
Если вам интересно, к чему относятся две последние цифры, так это к потоку или экранированию стержня. Чем выше число, тем больше защиты, флюса или металла наносится при сварке. Они добавляют во флюс металлический порошок, чтобы увеличить скорость наплавки.A (XX10) имеет намного меньшее покрытие, чем (XX18).
Выбор стальных электродов для сварки стержневыми электродами / SMAW
Вот список электродов для стальных стержневых электродов, для чего они используются и в каких положениях можно сваривать их.
Сварка палкой, выполненная с использованием E7018- 6010 с глубоким проплавлением хорошо работает во всех положениях и отлично подходит для более грязных металлов. Также используется для сварных швов с открытым корнем.
- 6011 Глубокое проплавление хорошо работает во всех положениях и отлично подходит для более грязных металлов.
- 6013 Мягкое проникновение хорошо работает во всех положениях и требует более чистого шва.
- 7018 мягкое проникновение хорошо работает во всех положениях и лучше всего работает с чистыми металлами.
- 7024 Мягкое проплавление хорошо работает в плоских положениях и требует чистого шва.
Для большинства людей три лучших электрода для использования:
- Для фиксации ржавых и грязных металлов E6010 – лучший выбор. Он прожигает много мусора, действительно сваривает во всех положениях и имеет глубокое проплавление.
- Для универсальной сварки одним простым в использовании электродом ничто не сравнится с E6013! У него приличное проплавление, с ним очень легко сваривать, и шов выглядит намного более гладким, чем у E6010.
- Если у вас чистый металл и вам нужен красивый сварной шов во всех положениях, E7018 в значительной степени является отраслевым стандартом.
Выбор электродов для сварки нержавеющей стали Stick / SMAW
Выбор электрода для сварки нержавеющей стали зависит от марки нержавеющей стали, которую вы свариваете. Вот два наиболее распространенных электрода из нержавеющей стали:
- E308L-16 – самый обычно используется.Применяется для сварки нержавеющей стали марок 304 и 304. На картинке выше показано, как он сваривается.
- E309L-16 используется для сварки нержавеющей стали с обычной сталью. Картинка ниже сделана с E309L-16.
Выбор алюминиевого сварочного электрода
Stick / SMAW
Сварка алюминия с помощью устройства для ручной сварки не очень распространена. Если вы решите сваривать алюминий с помощью аппарата для ручной сварки, материал должен быть достаточно толстым, чтобы выдержать контакт с электродом.Сварка алюминия палкой лучше всего подходит для толстых материалов. Если вы свариваете более тонкий алюминий, то, скажем, на 1/8 дюйма используйте сварочный аппарат MIG или TIG.
Самый распространенный алюминиевый стержневой электрод – это E4043, который сваривает в плоском, горизонтальном и вертикальном положениях. На более толстых металлах также необходимо предварительно нагреть алюминий как минимум до 500 градусов. Будьте осторожны, перегрев приведет к разрушению зоны сварки и падению на пол.
Базовая настройка сварочного аппарата для стержневой сварки
Первым шагом в настройке сварочного аппарата является выбор стержня, затем установка полярности в соответствии с рекомендациями производителя и, наконец, установка сварочного аппарата на диапазон силы тока, рекомендованный производителями.
Miller Dialarc Блок питания для стержневой сваркиТеперь вы готовы настроить сварочный аппарат под металл, который вы будете сваривать. Возьмите металлолом, толщина которого максимально приближена к толщине металла, который вы будете сваривать. Это важно, потому что сварка металлов разной толщины требует разных настроек. Вы можете сравнить настройку машины с зажиганием спички. Горящая спичка легко нагреет кусок оловянной фольги, заставив каплю воды зашипеть, но та же самая спичка не имеет возможности нагреть сковороду, чтобы сделать то же самое.В данном случае это не совпадение, а настройки силы тока!
Уловка заключается в том, чтобы научиться настраивать сварщика, чтобы слушать потрескивание горящего стержня, не глядя на него и зная, правильно ли установлена сила тока. Зажгите дугу и настройте мощность, чтобы добиться нужного звука. Звук потрескивания яиц на сковороде говорит вам все, что вам нужно знать. Сварочный аппарат должен быть настроен достаточно горячим, чтобы стержень плавно обжигался без прилипания, и стержень не должен становиться вишнево-красным, в противном случае настройки будут слишком высокими.
Как только вы услышите звук от электрода, вы позже научитесь ощущать вибрацию горящего электрода, и это также многое скажет вам о сварном шве. Наконец, вы делаете визуальный осмотр сварного шва. Он гладкий, шершавый, слишком плоский и так далее.
Большинство мастеров сварочного цеха, которые проводят собеседования со сварщиками, проводят им испытание сварного шва и по звуку сварного шва знают, выдержит ли этот сварщик испытание.
Базовая техника сварки палкой
Перед тем, как приступить к сварке – а это очень важно – устройтесь поудобнее, возьмитесь за ручку двумя руками и соберитесь всеми возможными способами, чтобы убедиться, что вы находитесь в удобном положении.Это один из самых больших секретов, который все время используют сварщики-подмастерья. Изначально предполагалось, что я свариваю одной рукой, и для вас это означает лишь меньший контроль. Когда речь идет о технике сварки, контроль – важнейший фактор!
Как вызвать дугу?
легче сказать, чем сделать. Вначале вы обнаружите, что стержень прилипает, и флюс, вероятно, отколется и испортит небольшую часть стержня. Это почти неизбежно, и вы должны воспринимать это как обучение катанию на велосипеде.Даже у лучших сварщиков это случается время от времени. Чтобы зажечь дугу, если вы носите подходящие сварочные перчатки и высохли, вы можете наклонить стержень другой рукой почти как палку для бассейна и ударить по ней. Как только дуга загорится, вы кладете эту руку другой рукой на сварочную рукоятку.
Я воткнул этот электрод во время сертификационного испытания сварки.Еще один способ зажигания дуги – это ударить по металлу, как спичкой. Это работает хорошо, но вначале вы, скорее всего, обнаружите, что дуга загорится, и потеряете ее.Это снова становится достаточно удобным, чтобы управлять электродом.
Устранение сколов флюса из-за неудачных зажиганий дуги – это то, чему вам нужно научиться. Чтобы исправить любой скол флюса, возьмите кусок металлолома и зажгите дугу, удерживая стержень на расстоянии примерно 1/4 дюйма от металла, пока он не сгорит до полной и неповрежденной части стержня. Это единственный раз, когда вам понадобится такая длинная дуга. После того, как у вас снова будет хороший стержень, я обнаружил, что снятие стержня с держателя и царапание им о чем-то, чтобы удалить использованный флюс, помогает перезапустить дугу позже.Это дает металлу внутри стержня хороший контакт для зажигания дуги с гораздо меньшими усилиями.
Методы сварки палкой
Для начала так много начинающих сварщиков ищут идеальный образец для сварки, в том числе и я сам много лет назад.
Совершенная техника сварки – это многочасовая практика! Со временем ваши руки, глаза и положение тела автоматически адаптируются к необходимому сварному шву, и ваши рисунки меняются по мере необходимости.
Сварка палочкой Паттерны
Вот три наиболее часто используемых метода / схемы сварки:
- Взбивание стержня, перемещение его вперед и назад.
- Круги для плавления металла по кругу.
- Плетение из стороны в сторону (для более широких сварных швов).
Причина использования легкого движения во время сварки заключается в том, что это помогает распределять сварной шов более равномерно. Как правило, ширина сварного шва должна быть в два раза больше ширины электрода и не более 4 электродов. Сварные швы плетения могут быть шире, если это позволяет рабочая площадка.
Техника взбивания электрода
Взбивание лучше всего работает с электродами, у которых нет большого количества флюса.Например, E6010, E6011 и E6013 можно взбить, потому что у них очень мало флюса, который может попасть в сварной шов. Он также хорошо работает на более грязных сварных швах, поскольку движение вперед и назад помогает сжигать загрязнения. Взбивание лучше всего работает с более тонкими металлами, угловыми сварными швами (где два куска металла соединяются как L) и открытыми корневыми швами, когда сварщик сваривает обе стороны стыка с одной стороны.
Это открытый корневой шов, который я сделал на трубе с помощью техники легкого взбивания с помощью E6010.Сварной шов проникает так, как если бы он был сварен с обеих сторон, потому что в стыке есть зазор.Техника сварки кругов
Круги – хорошая техника сварки для начинающих, потому что их можно использовать с большинством электродов и они помогают контролировать скорость передвижения. Все, что вам нужно сделать, это нарисовать круг, который слегка перемещается вперед при каждом повороте.
Плетение Сварка
Плетение обычно используется для более широких сварных швов, и его можно адаптировать к узким с помощью очень небольшого движения. Большинство сварщиков, которые занимаются сваркой в течение длительного времени, используют легкие движения из стороны в сторону для своих сварных швов, и результат отличный.Для более широких сварных швов переплетение также очень хорошо работает, но некоторые рабочие стороны не позволяют использовать более широкие сварные швы. Ниже приведено изображение, показывающее, как электрод удерживается при переплетении. Все, что вам нужно сделать, это ударить по ковчегу и удерживать одну сторону на секунду, затем перейти к другой стороне сварного шва и удерживать ее еще секунду. Продолжайте повторять.
Техника плетения широкого сварного шваПоложение стержня для сварки штангой
Это еще одна область, в которой учебник, рекомендации производителя сварочного стержня и реальность не совпадают.
Ниже приведены углы штанги и направления движения, которым следует большинство людей. После достаточно продолжительной сварки вы можете использовать любой угол прутка! Обычно я направляю удочку прямо в центр сустава. Если я свариваю в очень ограниченном пространстве, я использую углы, которые не должны работать. Например, сварка трубы на расстоянии 2 дюймов от стены. В некоторых областях невозможно добиться правильного угла наклона штанги. Я тоже прохожу рентген-тесты с этими запрещенными углами стержня, и у меня не было никаких проблем. Все это происходит естественно, если достаточно практики.
Обзор стержней Angels и положений
- Плоский или 1G, вы перетаскиваете стержень на угол от 10 до 30 градусов в направлении вашего движения.
- По горизонтали или 2G вы направляете штангу вверх на угол от 30 до 45 градусов и перетаскиваете ее в направлении своего движения с боковым наклоном от 10 до 30 градусов.
- Вертикально вверх или 3G направьте штангу вверх под углом от 30 до 45 градусов.
- Над головой или 4G – то же самое, что и плоский или 1G, за исключением того, что стержень направлен вверх.
Угол плоского сварочного электрода
На рисунке ниже показан правильный угол между стержнем и электродом для сварки в плоском положении.В этом примере стержень перемещается слева направо с небольшим наклоном в направлении движения, волоча за собой электрод.
Плоский электрод для сварки под угломУгол для горизонтальной сварки
В этом примере горизонтальной сварки необходимо, чтобы электрод был направлен под углом от 30 до 45 градусов с небольшим наклоном в направлении движения. Путешествие на этом рисунке слева направо.
Сварка стержневым электродом под углом, горизонтальнаяСварка под углом, вертикальная
При сварке в вертикальном положении есть два способа передвижения.Вертикально вверх и вертикально вниз. У них обоих одинаковый угол наклона штанги, за исключением того, что вертикальный спуск работает с E6010, E6011 и E6013. Другие электроды, такие как E7018, имеют большое количество флюса и обычно прилипают в этом направлении движения и захватывают шлак в сварном шве. Вертикальная сварка выполняется с направлением электрода под углом от 30 до 45 градусов, как показано на рисунке ниже.
Угол электрода для вертикальной сваркиУгол электрода для сварки над головой
Сварка над головой аналогична плоской сварке. Вы перемещаете электрод в направлении движения от 10 до 30 градусов.Кстати, потолочная сварка ничем не отличается от плоской сварки. Это преодоление ментального блока! Ниже показано изображение угла перемещения верхнего электрода слева направо.
Сварка наклона стержневого электрода под угломНесоблюдение правил угла наклона электрода
Ниже приведены два снимка I сварного шва, который я сделал перетаскиванием вверх вместо того, чтобы направить электрод вверх. Уловка с изменением угла наклона электрода заключается в том, что как только вы построите небольшую полку сварного шва, вы можете вращать дугу электрода, чтобы двигаться в любом направлении.
Перемещение вертикально вверх по боковой стенке трубы с волочением. Когда у вас есть полка сварного шва, вы можете перетащить ее и получить более гладкий вид. Мой вертикальный угол подъема вверх. Учебник не всегда правильный! Сделав полку из сварного шва, я тащусь в гору, как сварочную трубу.Быстро научитесь сваривать как профессионал – даже если вы новичок!
Если вам нужен базовый совет по сварке или вам просто интересно, сколько времени нужно, чтобы научиться сварке, сядьте поудобнее, возьмите чашку кофе и продолжайте читать, чтобы получить некоторую информацию, которая откроет вам глаза.
Я хочу поделиться с вами, как ВЫ можете быстро и легко начать сварку.
Большинство новичков, которые хотят научиться сварке в режиме онлайн, находят очень полезным иметь видео-инструктора, как в реальной жизни в классе.
Итак, сколько времени нужно, чтобы научиться основам сварки?
Вы, вероятно, будете разочарованы моим ответом, потому что, как и все, все зависит от того, сколько времени и усилий вы вкладываете в обучение сварке.
Я знаю, вам нужны точные сроки…
Но, поскольку я мог бы оставить вас в подвешенном состоянии со своим ответом на вопрос «сколько времени нужно, чтобы научиться сварке», я дам вам маленький золотой самородок, который может сэкономить вам массу времени.
Вот БОЛЬШОЙ секрет, который позволит вам превзойти всех остальных тех новичков, которые изо всех сил пытаются сделать хорошие сварные швы…
Забудьте обо всех различных сварочных процессах, которые, вероятно, вас сбивают с толку, и придерживайтесь единого процесса сварки, который сделает вашу сварку максимально быстрой и простой. MIG Сварка.
Начните базовое обучение сварке со сварочным аппаратом MIG
Этот совет очень важен для вас, когда вы только начинаете.
Я хочу направить вас в правильном направлении, так что забудьте на время о сварке штучной сваркой или сварке TIG.
Причина, по которой я настоятельно рекомендую вам начать работу со сварочным аппаратом MIG, заключается в том, что вы можете вынуть его прямо из коробки и сразу же уложить чистый и прочный сварной шов.
Вы не можете ожидать, что ваши базовые методы сварки будут хорошими с первого раза, но, по крайней мере, вы можете сразу же начать использовать их.
Позже в этом посте я расскажу об основах сварки с помощью миграции, советах по сварке с помощью миграции и методах сварки с помощью миграции, которые помогут вам начать работу.
Во-первых, позвольте мне объяснить, почему вам следует держаться подальше от сварки Stick и TIG, если вы полный новичок, который хочет заниматься сваркой в стиле хобби.
Для самостоятельной сварки у многих людей не установлены правильные электрические розетки для работы аппарата для ручной сварки или сварки TIG, потому что многие из этих аппаратов работают от розеток 220 В.
Не поймите меня неправильно, сварка TIG и сварка палкой отлично справятся с базовыми сварочными проектами … просто кривая обучения намного выше для новичков.
Как я уже говорил, обучение сварке может занять много времени или немного. Все зависит от того, сколько вы тренируетесь.
Просто покупка хорошего сварщика не поможет. Вы должны посвятить некоторое время, хотя это не так много времени при использовании сварочного аппарата MIG, но необходимо потренироваться.
3 причины, по которым я не рекомендую простую сварку с помощью аппарата для ручной сварки для начинающих
- Может быть трудно зажечь дугу: Когда вы зажигаете дугу с помощью сварочного аппарата, это похоже на зажигание спички, а сварочный стержень может прыгать повсюду, чего вы не хотите.
- Может быть трудно увидеть сварочную лужу: Когда вы только начинаете, вам понадобится процесс, при котором вы сможете увидеть, что происходит там, где она встречается с металлом. Все дело в контроле тепла.
- При этом образуется шлак: При простой сварке с помощью аппарата для ручной сварки образуется покрытие из шлака, которое необходимо удалить после укладки сварного шва. Сварка MIG – это гораздо более быстрый процесс, и при этом не образуется шлак.
Я рекомендую вам держаться подальше от сварки штангой только потому, что новичкам ее сложнее освоить.
Сварка TIG не является основным процессом сварки
Не нужно много думать о том, почему я не рекомендую сварку TIG для начинающих. Обычно инструкторы по сварке на курсах для начинающих откладывают сварку TIG на последний семестр, потому что это продвинутый уровень.
Сварка TIG намного сложнее и занимает больше времени, чем сварка MIG. К тому же это не лучшее место для начала сварки.
Вот 3 причины, по которым я не рекомендую сварку TIG начинающим
- Это медленно: Сварка TIG дает самые красивые сварные швы из всех сварочных процессов, но она медленная и громоздкая.
- Требуются обе руки и 1 ступня: При сварке TIG вам нужно держать горелку одной рукой, опускать стержень другой рукой и регулировать напряжение с помощью ножной педали. Не подходит для новичков!
- Они дорогие: Сварщики TIG стоят дороже всех сварочных процессов. Большинство новичков не хотят платить столько, сколько стоят некоторые из имеющихся на рынке аппаратов для сварки TIG.
Как видите, это определенно не простой сварочный процесс, поэтому я рекомендую воздерживаться от TIG, пока вы не освоите MIG.
Один процесс, который я еще не упомянул, это кислородно-ацетиленовая сварка. Теперь кислородно-ацетиленовая установка является наиболее универсальной из всех сварочных процессов, потому что с ее помощью вы можете резать, сваривать, паять и гнуть.
Это отличный процесс для начинающих, потому что он учит регулировать нагрев и управлять сварочной лужей. Однако этот процесс происходит очень медленно, поэтому его заменили дуговой сваркой.
Итак, следующая лучшая вещь для новичков – это сварочный аппарат MIG.
Научиться переносить сварку – это весело и легко. Вы можете открыть сварочный аппарат, вставить сварочную проволоку и начать сварку прямо из коробки. Лучше всего то, что существует множество аппаратов MIG, которые подключаются прямо к вашей розетке на 110 вольт.
Не беспокойтесь о том, чтобы шокировать себя, пытаясь поменять свои торговые точки.
Plus, сварочные швы MIG очень гладкие, и не требуется никаких усилий, чтобы сделать шов, который выглядит так, как будто это сделал ветеран.
Вот 3 причины, по которым я считаю, что сварка MIG – лучший базовый процесс сварки для начинающих
- Вы можете сваривать в течение длительного времени без остановки: В отличие от использования сварочных стержней или присадочных стержней, которые сгорают, с помощью сварочного аппарата MIG вы вставляете катушку проволоки в аппарат, и все готово.
- Не создает шлака: Нет шлака – значит не бить молотком и нет дыма. Вы можете уложить гладкий сварной шов и покончить с этим.
- Это просто использовать: При сварке с миграцией вы просто прикладываете пистолет к металлу и нажимаете на спусковой крючок. Зажигается дуга, и вы начинаете сварку, что упрощает использование ее для любого новичка.
Основы электродной сварки – Что можно и что нельзя делать – Советы для начинающих
Сварка стержневой сваркой – это в основном слоган, используемый для описания дуговой сварки защищенным металлом (SMAW), также известной как ручная дуговая сварка металлическим электродом (MMAW) или сварка под флюсом дуговая сварка.Использование слова «палка» связано с тем фактом, что электрод, который используется для сварки, выполнен в виде «палки». Электрод состоит из твердого металлического стержня, покрытого металлическими порошками и другими соединениями, которые удерживаются на поверхности связующим веществом.
Сварка палкой – это относительно несложный процесс, и это наиболее распространенный вид сварки, в котором используется простое оборудование, которое легко освоить. Как правило, в процессе используется электрод, в котором сварочный аппарат подключен к источнику питания, чтобы создать ток, который является либо постоянным (DC), либо переменным (AC) током, чтобы образовать дугу между электродом и свариваемым материалом. обеспечение сварного шва присадочным металлом.
Ручная сварка в основном используется для сварки тяжелых металлов и стали, но ее также можно использовать для сварки других металлов, например алюминия. Он широко применяется в ремонтно-эксплуатационных отраслях, а также в строительстве тяжелых стальных и металлических конструкций.
В этой статье приводятся важные советы по созданию высококачественных сварных швов, а также освещаются общие проблемы сварки и способы их устранения.
Основные советы по сварке штангой – что можно и чего нельзя делать
Вот несколько важных вещей, на которых должен сосредоточиться каждый сварщик штанги.
Выбор настройки тока
Настройка тока (постоянного или переменного тока) будет определяться типом используемого электрода.Убедитесь, что вы используете правильный параметр в соответствии с задачей. Положительный электрод обеспечивает хорошее проникновение, а отрицательный электрод хорошо работает с тонкими металлами. Таким образом, идеальная установка силы тока должна определяться типом электрода, положением сварки и характером окончательного сварного шва.
Правильный размер электрода
Как правило, при высоких нормах наплавки вам потребуется сварка больших электродов при больших токах. Таким образом, для однородности сварного шва используйте самый большой из практичных электродов.Однако так должно быть не всегда, особенно когда речь идет о листовом металле, где может произойти прожог. Таким образом, рекомендуемый размер для потолочного и вертикального сварного шва составляет 3/16 дюйма, а для швов с низким содержанием водорода наиболее практичным размером является 5/32 дюйма. Кроме того, размер стыка будет определять диаметр электрода, который будет вставлен в стык.
Длина дуги
Определение длины дуги важно для каждого сварщика штангой.Для разных электродов и различных применений потребуется разная длина дуги, которая никогда не должна превышать диаметр электрода.
Угол перемещения
В разных положениях сварки используются разные методы для перемещения электрода в заданном направлении относительно угла перемещения. Вертикальная сварка движется вверх и использует технику толкания, которая требует, чтобы вы наклонили электрод в противоположном направлении под углом 15 градусов.
Плоское и горизонтальное положения – самые простые положения для сварки, поскольку они используют технику перетаскивания, которая требует, чтобы электрод располагался перпендикулярно сварному шву.
Очистите и высушите соединение перед сваркой
Для вас важно удалить с поверхности соединения ржавчину, краску, влагу или масло, чтобы вы могли достичь заданной скорости движения. Это также поможет вам справиться с другими проблемами, такими как пористость, которая имеет тенденцию ослаблять сварной шов.В качестве альтернативы вы можете использовать определенные марки высокоскоростных электродов для проникновения сквозь вещества вглубь металла.
Не используйте электрод повторно
Если вам нужен чистый сварной шов без пористости, постарайтесь по возможности не использовать частично использованный электрод для последующей сварки. Таким образом, вы всегда должны отдавать приоритет качеству и не учитывать дополнительные расходы.
Имейте необходимые материалы для отделки
Подумайте о том, чтобы иметь все необходимые материалы для красивого и аккуратного сварного шва.В их число входят наждачная бумага, угловая шлифовальная машина и отбойный молоток, которые пригодятся для выполнения некоторых последних штрихов, а также помогут в процессе очистки, когда вы закончите сварку.
Проблемы с ручной сваркой и советы по поиску и устранению неисправностей
Существует целый ряд проблем, с которыми вы обязательно столкнетесь, пытаясь привыкнуть к ручной сварке. Это часть процесса обучения, поэтому вам следует изучить различные приемы, которые помогут вам выбраться из неприятных ситуаций и усовершенствовать свое искусство сварки.
Мокрые электроды
Иногда может наблюдаться грубая дуга, несмотря на то, что настройки тока и полярности находятся в пределах рекомендаций производителя. Это могло произойти из-за намокания электродов. В этом случае вам следует заменить электроды на сухие, а во избежание повторения вы должны хранить все электроды в обогреваемом шкафу.
Неправильная сварка
Правильная сварка – это когда сварной шов прочно прикреплен к стенкам соединения, что приводит к прочному соединению поперек соединения.Неправильная сварка физически видна, и с ней нужно бороться, чтобы сварка была надежной. Чтобы исправить это неправильное соединение, введите более высокую валюту и убедитесь, что соединение чистое. Если это не решит проблему, попробуйте альтернативное решение, например, технику плетения, чтобы заполнить зазор.
Блуждающая дуга
Дуга может отклоняться от заданного направления, особенно при сварке постоянным током из-за паразитных магнитных полей. Это может быть серьезной проблемой при высоких токах и при сварке сложных стыков.Решение – переключиться на AC, чтобы противостоять действию. Вы можете попробовать использовать слабые токи, и если это не сработает, попробуйте уменьшить длину дуги или использовать электроды меньшего размера.
Мелкое проникновение
Это просто глубина сварщика, которая обычно не видна. Проникновение до нижней части основного металла необходимо для прочных сварных швов. Более медленное движение или более высокие токи могут помочь противодействовать неглубокому проникновению. Вы также можете использовать небольшой электрод, чтобы углубиться в узкие канавки.
Растрескивание
Растрескивание – обычное явление, которое может возникнуть в любой точке сварного шва. Большинство трещин возникает в результате высокого содержания серы, углерода или сплава в основном металле, что потенциально может привести к сбою всего проекта. Известно, что электроды с низким содержанием водорода значительно снижают риск растрескивания. Вы также можете попробовать уменьшить проникновение, если есть риск растрескивания.
Заключение
Следуя этому руководству, вы будете на правильном пути создания высококачественных сварных швов даже в качестве начинающего сварщика.Очистите рабочий материал, выберите длину дуги, скорость сварки, правильный электрод, и вы уверены, что начнете с правильной ноги. Возможность идентифицировать проблему и возможность ее устранения будет иметь большое значение для обеспечения того, чтобы ваши сварные швы были близки к совершенству.
Сварка для начинающих: полное руководство
Сварщики несут ответственность за ремонт конструкций в самых сложных условиях, от океана до космоса.
Независимо от того, являетесь ли вы сварщиком своими руками или хотите сделать карьеру сварщика, вы можете начать работу с этим полным руководством по сварке.
Что такое сварка?
Сварка представляет собой простой процесс соединения двух металлических частей с расплавленным материалом. Как бы просто это ни звучало, для этого необходимо использовать различные методы сварки.
Самый распространенный класс сварки – дуговая сварка. Дуговая сварка – это самый простой вид сварки, и с нее должны начинать все новички.
Поскольку дуговая сварка является категорией, она включает в себя ряд методов сварки, таких как сварка штучной сваркой, сварка металла в среде защитного газа и сварка вольфрамовым электродом в среде защитного газа.Эти способы сварки удобны и широко используются в промышленности.
Вот подробное описание этих методов сварки.
Сварка палкой
Сварка палкой также называется дуговой сваркой в защитном металлическом корпусе или SMAW. Это один из старейших и широко используемых методов сварки благодаря своей простоте. В отличие от сварки TIG и MIG с использованием газовых баллонов, на нее не влияет ветер. Это делает его популярным для сварки на открытом воздухе.
Основы сварки штангой
Сварщики выполняют сварку стержнем, создавая электрическую дугу между заготовкой и металлическим электродом.Электрический ток, проходящий через электрод, плавит его, так что на заготовке образуется сварочная ванна. Электрод имеет флюсовое покрытие, которое плавится для защиты сварочной ванны от коррозии и загрязнения окружающей среды. Это похоже на то, как защитный газ защищает сварной шов при сварке TIG и MIG.
Флюс плавится, образуя слой шлака на сварном шве. Этот защитный слой следует удалить после остывания сварного шва.
Преимущества сварки штангой
Ниже перечислены основные преимущества сварки штангой.
- Этот способ сварки портативный. Сварку палкой можно выполнять на металлических профилях относительно большой толщины. Оборудование не особо тяжелое; следовательно, его можно легко транспортировать в разные места. Нет необходимости в механизме подачи проволоки или другом дополнительном оборудовании, например, в газовом баллоне.
- Ручная сварка – один из наиболее подходящих вариантов для сварки на открытом воздухе. Сварка газом на открытом воздухе невозможна, особенно в условиях сильного ветра.
- Хотя ее легче освоить по сравнению со сваркой TIG, освоение сварки штангой требует определенного уровня практики.
- Сварку палкой можно выполнять даже в том случае, если поверхность не идеально чистая. Это можно сделать на металлических поверхностях, на которых есть ржавчина или прокатная окалина.
Недостатки
Оборудование безопасности
Перед сваркой помните, что самое важное – это ваша личная безопасность. Это должно иметь более высокий приоритет, чем что-либо еще.
Для любого сварочного оборудования, которое вы развернули, вы всегда должны обращаться к руководству пользователя перед его использованием.Обратите особое внимание на инструкции по технике безопасности, предоставленные производителем оборудования.
У вас должно быть под рукой подходящее защитное оборудование, чтобы защитить себя от ультрафиолетовых лучей, тепла и искр, генерируемых дугой. Обязательно защитите свое тело одеждой с длинными рукавами из огнестойкого материала. Надевайте защитные очки и шлем, чтобы защитить глаза и голову.
Флюс выделяет тяжелые пары во время сварки штангой. Следовательно, в любом месте, где вы выполняете сварку стержнем, должна быть достаточная вентиляция.Если вы выполняете сварку на открытом воздухе, вам не нужно слишком беспокоиться о вентиляции.
Но в закрытых помещениях правильная вентиляция – важная мера безопасности. Вы должны развернуть выхлоп, чтобы он вытягивал пары из окружающей среды.
Оборудование для стержневой сварки
Новичок может использовать универсальный сварочный аппарат. Это позволит вам попрактиковаться в различных методах сварки, таких как сварка стержневой сваркой, TIG и MIG. Вы также можете купить специальный сварочный аппарат, который будет намного экономичнее.
Зажим заземления
Зажим заземления также доступен со сварочным аппаратом. Вы должны вставить зажим заземления в сварочный аппарат и зажать его на свариваемом металлическом участке.
Удаление шлака
Сварка палкой покроет вашу заготовку шлаком, который необходимо удалить, когда сварная часть достаточно остынет. Затвердевший шлак можно отколоть стружкой и молотком.
Для улучшения качества поверхности вы можете очистить сварную часть от шлака металлической щеткой.
Выбор правильного электрода
На рынке доступно множество электродов для стержневой сварки. Вы должны выбрать наиболее подходящий электрод в соответствии с потребностями вашего проекта. Некоторые из наиболее часто используемых сварочных электродов включают 7018, 7024, 7014, 6013, 6012, 6011 и 6010.
Если вы свариваете низкоуглеродистую сталь, вы можете использовать любой стержневой электрод E70 или E60. 6013 – прекрасный вариант для новичков, хотя 7018 чрезвычайно популярен благодаря своей прочности при сварке.
Чтобы понять, какой сварочный электрод вам нужен, вы должны знать, что означают 4 цифры.
Первые 2 цифры указывают на самую низкую прочность на разрыв. Например, электрод, номер которого начинается с 60, означает, что его предел прочности на разрыв составляет 60000 фунтов на квадратный дюйм. Это число должно соответствовать прочностным характеристикам основного материала.
Цифра 3 rd указывает положения, в которых можно использовать сварочный электрод. Номер один означает, что электрод можно использовать в любом положении.Цифра 2 означает, что электрод следует использовать только в ровном положении.
4 -я цифра указывает ток, который может использоваться для электрода, а также покрытие электрода. Вот разбивка цифр. За цифрами следует тип покрытия. В скобках указан вид сварочного тока.
0 – натрийцеллюлоза (dcep)
1 – целлюлоза калийная (dcen, dcep, ac)
2 – диоксид титана натрия (dcen, ac)
3 – диоксид титана калий (dcen, ac)
4 – порошок железа диоксид титана (dcen, dcep, ac)
5 – натрий с низким содержанием водорода (dcep)
6 – калий с низким содержанием водорода (dccep, ac)
7 – железный порошок оксид железа (dcep, ac)
8 – железный порошок с низким содержанием водорода (dcen, dcep, ac)
Установка для стержневой сварки
Настройка аппарата для ручной сварки – довольно простая задача, поскольку само оборудование довольно простое по сравнению с другими сварочными аппаратами.Имейте в виду, что на настройки полярности влияет тип электрода, который вы используете в проекте. Всегда убедитесь, что вы дважды проверяете, задействован ли DC + / DC- / AC.
Для практики вы можете начать с электродов 6013, используя dcen на стальной пластине толщиной около 3/16 дюйма.
Нанесение первого сварного шва электродом
После того, как вы настроили сварочный аппарат согласно руководству пользователя, пора начинать сварку. Дважды проверьте правильность всех настроек.Как только это будет сделано, вы можете разместить несколько кусков металлолома толщиной 3/16 дюйма, чтобы создать стыковой сварной шов.
Поскольку сварка штучной сваркой требует немалых навыков, настоятельно рекомендуется сначала попрактиковаться на стальном ломе, а затем перейти к сварочным работам. Продолжайте практиковаться, пока не освоитесь и не почувствуете уверенность в сварке штангой.
Поджигание электрода для создания дуги часто является самой сложной частью процесса. Вы можете освоить этот шаг, если будете много практиковаться.В остальном процесс сварки довольно прост.
Сварка МИГ
СваркаMIG также известна как сварка металлическим электродом в газе или GMAW. Сам Mig означает металлический инертный газ.
СваркаMig очень популярна, потому что это самый простой способ сварки для начинающих. Он хорошо подходит для сварки автозапчастей и ремонта дома. Сварка MIG часто используется для соединения низколегированных сталей.
При сварке MIG дуга создается между проволочным электродом и металлической заготовкой.Это постепенно расплавляет проволочный электрод, который используется для создания сварного шва.
Вы можете легко и точно подавать проволочный электрод с помощью электродной горелки, подключенной к сварочному аппарату MIG. Пистолет MIG также выпускает контролируемое количество защитного газа для защиты сварочной ванны от загрязнения.
Преимущества сварки Mig
Производительность
Одним из важнейших преимуществ сварки MIG, помимо простоты использования, является высокая производительность и низкие затраты на очистку.Вы экономите много времени, так как вам не нужно заменять электроды или откалывать шлак. Таким образом, сварка MIG имеет значительно более высокую производительность, чем сварка стержнем.
Низкие затраты
Вы можете приобрести надежный сварочный аппарат MIG менее чем за 500 долларов. Хороший выбор – сварочный аппарат Hobart 500559 MIG. Затем вы должны потратить небольшую сумму на газ и проволочный электрод, чтобы начать сварку MIG. Из-за вышеупомянутой повышенной производительности затраты на сварку будут дополнительно сокращены.Это идеально подходит для малого бизнеса.
Просто изучить и установить
Любой желающий может сразу научиться сварке этой техникой. В результате сварка MIG – лучший выбор для любителей и домашних сварщиков. Вы можете настроить сварочный аппарат MIG за несколько минут и приступить к работе.
Высокое качество
В методе сварки MIG используется защитный газ для защиты сварочной ванны от загрязнения окружающей средой. Конечный результат – надежный и чистый сварной шов.Застывший шлак не нужно откачивать. Сварка также очень точная, так как вы можете управлять сварочной горелкой MIG двумя руками. Вы также можете изменить скорость подачи, регулируя напряжение, что делает этот процесс очень универсальным и гибким.
Провод MIG
Вы должны правильно вставить проволоку MIG в сварочный аппарат, чтобы аппарат мог пропустить ее через сварочный пистолет в стык.
Размеры проволоки
У вашего сварщика может быть рулон порошковой проволоки.Для сварки MIG вам понадобится более толстая проволока для соединения более толстых металлических секций.
Для получения наилучшего качества сварных швов следует использовать самую тонкую проволоку. Вот несколько рекомендаций по выбору сварочной проволоки.
0,23-дюймовая проволока – подходит только для небольших сварочных аппаратов MIG и сварки тонких металлических листов от 16 до 24.
0,3-дюймовая проволока – сварочные аппараты MIG часто поставляются с проволокой такой толщины. Эта проволока подходит для сварки листов толщиной до 1/8 дюйма.
провод 0,35 дюйма – этот провод подойдет новичкам. Он подходит для сварки металлических профилей толщиной до дюйма.
Проволока 0,45 дюйма – часто это лучший выбор для промышленной сварки, поскольку проволоки такой толщины достаточно для металлических секций толщиной более дюйма.
Сварочный газ
MIG требует защитного газа для защиты расплавленного сварного шва от коррозии, пока он горячий. Вот краткое руководство о важных характеристиках защитных газов и о том, как их следует выбирать для своих проектов.
Пористость
Пористость– это просто отверстия, которые образуются внутри сварного шва. Вы бы хотели избежать этого дефекта, поскольку отверстия ослабляют сварной шов, что делает его ненадежным.
Нередко именно газы в атмосфере приводят к пористости. Поэтому защитный газ используется для защиты сварного шва от неблагоприятного воздействия атмосферы. Если защитный газ не используется, сварной шов вступит в реакцию с азотом и кислородом из атмосферы, что сделает его пористым.
Если вы используете сварочную проволоку с флюсовой сердцевиной, вам не о чем беспокоиться, поскольку сердечник выпускает защитные газы, которые защищают сварочную ванну.
Лучше всего обеспечить оптимальный поток защитного газа из баллона, чтобы обеспечить прочный и надежный сварной шов без пористости. Выпуск слишком большого количества газа – не лучшая идея, так как это может снизить температуру расплавленного сварного шва. Вы должны найти баланс между достаточным потоком газа и высокой температурой.
Хороший способ убедиться в этом – держать руку на расстоянии 3 дюйма от наконечника сопла.Увеличьте поток газа. Идеальный поток газа – это когда вы только начинаете ощущать поток газа на руке.
Типы защитных газов
Вот наиболее часто используемые смеси защитных газов.
Чистый аргон
Запрещается использовать чистый аргон для сварки стали. Этот газ подходит для цветных металлов, например алюминия. Аргон характеризуется низким значением теплопроводности. Это приведет к получению более узкого борта. Хотя вы обнаружите хороший провар в середине сварного шва, в других частях сварного шва может быть недостаточно проплавления.Следовательно, он неэффективен для стали.
Двуокись углерода
Углекислый газ – прекрасный выбор, потому что он намного дешевле аргона. Таким образом, он широко используется сварщиками MIG.
Однако с диоксидом углерода есть одна серьезная проблема. Возникающая дуга может быть довольно широкой и менее стабильной. Это приведет к появлению большого количества брызг.
Смесь аргона
Соответствующая смесь углекислого газа и аргона может обеспечить сварку высочайшего качества. По своим свойствам дуга находится где-то посередине между чистым углекислым газом и чистым аргоном.Дуга имеет правильную ширину, хорошее проникновение и минимальное разбрызгивание.
Методы сварки Mig
Вот наиболее распространенные движения, используемые при сварке MIG.
Форхенд / Толкание
Проталкивание сварного шва с использованием переднего положения является наиболее распространенной техникой сварки MIG. Чтобы достичь оптимального положения для сварки MIG, вы должны установить сварочный пистолет под углом 10 градусов. Электрод должен быть направлен в том направлении, в котором вы собираетесь сваривать. Вы можете дополнительно уменьшить угол, чтобы изменить форму сварного шва.
Когда сварочный пистолет находится в правильной ориентации, нажмите спусковой крючок и медленно перемещайте пистолет MIG. Сдвиньте сопло вперед в направлении сварки.
Наотмашь / Тяга
В этом положении вы перемещаете сварочный пистолет по направлению к телу, используя положение левой руки. Используйте тот же угол, который описан выше. Этот метод обеспечивает большее проникновение, чем при проталкивании электрода.
Сварка TIG
TIG – сварка вольфрамовым электродом в среде защитного газа. В этом процессе сварки вы будете использовать вольфрамовый электрод для создания дуги, которая нагревает металл до точки плавления.Защитный газ направляется в сварочную ванну, чтобы защитить ее от воздействия атмосферы. Сварка TIG известна тем, что обеспечивает высочайшее качество сварных швов.
Поскольку сварка TIG требует, чтобы оператор держал горелку TIG в одной руке и подавал присадочный материал другой рукой, это самый сложный процесс сварки, поскольку требуется более высокая маневренность и одновременное использование обеих рук.
Сварка TIG выполняется с помощью вольфрамовых электродов, которые не расходуются и очень стабильны.Может потребоваться наполнитель, который подается вручную. Защитный газ защищает сварочную ванну и электрод от коррозии. Сварка TIG позволяет получать точные сварные швы, и ее можно использовать для самого широкого диапазона металлов.
Tig – это очень универсальный метод сварки, так как он подходит для широкого спектра металлов, таких как нержавеющая сталь, сталь, никелевые сплавы, алюминий, хромомолибден, медь, магний, бронза, латунь и золото.
Поскольку он не использует флюс, опасность коррозии из-за захвата флюса отсутствует.Никаких шлаков не образуется. Это исключает очистку после сварки. Кроме того, в этом процессе не образуются искры или опасные пары, что делает его более безопасной альтернативой MIG и сварке электродом.
Поскольку сварка TIG позволяет получать чистые и высококачественные сварные швы, она лучше всего подходит для применений, где важен внешний вид. При этом не происходит разбрызгивания, поскольку требуется относительно небольшое количество наполнителя.
Благодаря желаемым тепловым свойствам вольфрама может поддерживаться дуга, температура которой может достигать 11 000 градусов по Фаренгейту.Превосходная теплопроводность и высокая температура плавления предотвращают плавление вольфрама. Вольфрам также имеет гораздо более высокий предел прочности на разрыв по сравнению со сталью.
Методы сварки TIG
Сварка TIG осуществляется в 2-х режимах: автоматическом и полуавтоматическом. В полуавтоматическом режиме сварщик настраивает расход газа и текущие параметры. Затем оператор управляет присадочным стержнем и вольфрамовым электродом.
В автоматическом режиме оператор настраивает расход газа, длину дуги, положение присадочного стержня и скорость движения.Затем они наблюдают за ходом операции и вмешиваются только при необходимости.
Сварка TIG может выполняться как с источниками переменного, так и постоянного тока с током от 15 до 350 ампер.
Как выполнять сварку TIG
Для выполнения сварки TIG оператор должен сначала включить подачу газа из баллона. Этот поток газа можно регулировать с помощью клапана, расположенного на горелке TIG. Горелку следует держать над зоной сварки, не касаясь ее. Оператор должен нажать ножную педаль так, чтобы между вольфрамовым электродом и заготовкой возникла дуга.При этом плавится присадочный материал, который затем создает сварочную ванну на заготовке. Сварочный шов создается, когда сварочная ванна затвердевает после охлаждения.
Однако, несмотря на все свои преимущества и высокое качество сварки, сварка TIG является гораздо более медленным процессом, чем сварка электродом и сварка MIG. Поэтому он используется там, где первостепенное значение имеет высокое качество сварных швов, несмотря на низкую скорость этого процесса.
Сварочное оборудование Tig
Сварочное оборудование TIG часто бывает дороже, чем сварка штучной сваркой и сварка MIG.Вы можете приобрести Everlast PowerTIG менее чем за 1000 долларов.
Горелка
Доступны резаки разных размеров с разной мощностью по току. В корпусе горелки находится электрод и газовые сопла.
Система водяного охлаждения
Сильные токи могут привести к высоким температурам. Система водяного охлаждения предотвращает перегрев резака. Эта система охлаждения намного эффективнее воздушного охлаждения, но требует дополнительного обслуживания.
Подавление постоянного тока
Образование оксидов на поверхности вызывает беспокойство при сварке TIG магниевых и алюминиевых сплавов. При сварке алюминия между разнородными металлами (вольфрамом и алюминием) возникает дуга, что означает, что переменный ток можно преобразовать в постоянный. Подавитель постоянного тока предотвращает это нежелательное преобразование.
Вольфрамовый электрод
Вольфрам имеет очень высокую температуру плавления, около 3000 градусов Цельсия, что делает его очень подходящим для электродов TIG.Он также имеет отличную электрическую и теплопроводность. Для увеличения срока службы электрода и повышения стабильности дуги 1-2 процента циркония и тория смешиваются с вольфрамом. На диаметр электрода также влияет полярность тока.
Газовые форсунки
Эти сопла изготовлены из термостойкого керамического материала, чтобы выдерживать высокие температуры сварки. Доступны сопла различной формы для всех видов сварочных работ.
Газовая линза
Эта функция сводит к минимуму турбулентность газового потока.Турбулентный поток газа может не дать наилучших результатов. Следовательно, для плавного потока газа используется газовая линза, которая защищает сварочную ванну.
Пуск с нуля по сравнению с пуском с высокой частотой
Функция «высокочастотный запуск» доступна на более продвинутых аппаратах для сварки TIG. Благодаря этой функции нет необходимости ударять электродом по заготовке, чтобы создать дугу. Высокочастотный пуск позволяет создавать сварочную дугу, даже когда электрод находится в дюйме от заготовки.Это значительно упрощает сварку, поскольку поджечь электрод для создания дуги довольно сложно.
После возникновения дуги ток и напряжение возвращаются к нормальным рабочим параметрам. Это автоматическое регулирование напряжения и тока предотвращает перегрузку вольфрамового электрода.
Наконечники для сварки TIG
Начинающим сварщикам следует начать с практики на металлоломе, так как при сварке TIG выполняется множество функций, таких как подача присадочного металла, правильное удерживание горелки и управление ножной педалью.
Держите резак под углом около 75 градусов. Убедитесь, что вы поддерживаете расстояние от ¼ дюйма до 1/8 дюйма между электродом и заготовкой.
Теперь, когда вы знакомы со сваркой, почему бы не начать эту захватывающую и полезную карьеру? Это хорошо оплачиваемая техническая профессия, не требующая высшего образования. Более того, перспективы радужные, так как спрос на сварщиков в будущем будет расти.
Подобные сообщения:
Как начать сварку
1.Выберите свой метод
Не существует единого процесса сварки, подходящего для всех областей применения, поэтому необходимо учитывать следующие факторы: тип и толщина свариваемого металла, объем выполняемой работы, выполняете ли вы сварку в помещении или в помещении. на открытом воздухе, как должны выглядеть сварные швы и ваш бюджет.
На сегодняшний день наиболее широко используемой формой сварки является электродуговая сварка, при которой электрическая дуга расплавляет электрод (например, сварочную проволоку) и частично расплавляет основной металл. Когда расплавленные металлы остывают, детали соединяются.Существуют разные виды дуговой сварки, но мы сосредоточимся на MIG (металлический инертный газ). Сварка с подачей проволоки – самый простой в освоении вид, особенно если вы учитесь сами.
Металлический инертный газ (MIG)
Использует сварочный пистолет, который непрерывно подает проволоку с катушки, когда оператор нажимает на спусковой крючок. Сварочный пистолет одновременно с проволокой подает защитный газ, защищающий металл от загрязнений в воздухе.MIG дает более чистые и лучше выглядящие сварные швы, чем сварка вставкой.
Дуговая сварка порошковой проволокой (FCAW)
Аналогично MIG, за исключением того, что здесь нет отдельного защитного газа, потому что проволочный электрод имеет флюс в его сердечнике, который создает свой собственный экран при плавлении проволоки. Эта ветрозащитная установка делает FCAW хорошим методом сварки на открытом воздухе.
2. Купить оборудование
Сварщик
Сварщик – это ваши самые большие расходы, поэтому не обманывайте себя – дешевый сварщик только расстроит вас и затруднит обучение.Сварочный аппарат с механизмом подачи проволоки использует обычный бытовой ток для получения очень горячей электрической дуги высокой энергии. Внутри аппарата находится небольшая катушка сварочной проволоки (электрод) с приводом от двигателя. Проволока подается по шлангу к пусковой горелке. Когда оператор соприкасается проволокой с основным металлом, дуга плавит проволоку и частично плавит основание. При сварке MIG, пока спусковой крючок нажат, горелка продолжает подавать проволоку и газ.
Lincoln Electric Power MIG 210 (вверху) – это новая технология по отличной цене: при напряжении 120 или 230 В он позволяет амбициозному новичку выполнять сварку MIG, TIG и сваркой штучным электродом.Стоит он 999 долларов.
Миллерматик 141 (ниже) по цене 767 долларов – хороший начальный вариант. Это сварочный аппарат с подачей проволоки на 120 В, который можно использовать для сварки тонкого алюминия и стали толщиной от 24 до 3/16 дюйма.
Совет: у вашего сварщика также выходит рабочий провод. Это электрический кабель с зажимом на конце, который крепится к основному металлу и замыкает электрическую цепь, необходимую для сварки. Если грязь, ржавчина или краска мешают контакту свинца, качество сварного шва ухудшится.
Проволока сварочная
Проволока относительно недорогая. Простое практическое правило – использовать тонкую сварочную проволоку на тонком листовом материале и увеличивать диаметр проволоки по мере увеличения толщины материала. Сварщик берет проволоку как минимум двух диаметров.
Все на удивление интуитивно понятно
В руководстве по эксплуатации машины указано, что для этого нужно, и обычно инструкции находятся на откидной панели сбоку машины.Все это на удивление интуитивно понятно.
Газ
Выбор подходящего защитного газа важен, поэтому убедитесь, что вы знаете, какой тип работы вы планируете выполнять. Вы можете получить многоразовый баллон с газом у местного поставщика сварочных материалов. Пси будет варьироваться в зависимости от типа горелки, которую вы используете, и желаемой глубины сварных швов, но обычно вы будете придерживаться значений от 15 до 25. Что касается газовой смеси, домашний любитель со сварочным аппаратом с подачей проволоки может это сделать. обычно обходятся 100-процентным защитным газом CO2.Для получения более чистого сварного шва
используйте 75 процентов CO2 и 25 процентов аргона.
Сварочная тележка : Сварочные аппараты с механизмом подачи проволоки могут весить до 75 фунтов, поэтому сделайте или приобретите сварочную тележку, чтобы повысить портативность.
Шиловая или твердосплавная палочка : для разметки линий реза.
Угловая шлифовальная машина : для шлифования, снятия фаски и правки сварных швов, а также для подготовки поверхности.
Зажим для скоса или магнитный квадрат : для фиксации стыков.
Отбойный молоток и проволочная щетка : для очистки от шлака и брызг.
Сварочные клещи : для обрезки сварочной проволоки и удаления брызг с сопла сварочной горелки.
Почему вам нужен шлем с автоматическим затемнением : Свет, генерируемый любым процессом дуговой сварки, невероятно яркий, и он обожжет вам глаза, если вы не наденете шлем. В течение многих лет традиционные сварочные шлемы имели постоянно затемненную шторку, но это означало, что вам приходилось поднимать маску, когда вы не выполняли сварку.Новые шлемы с автоматическим затемнением защищают от вредного излучения света, автоматически затемняя прозрачные линзы до предварительно выбранного оттенка за миллисекунды, используя технологию ЖК-дисплея в их стекле. У каждого шлема также есть элементы управления для индивидуальной настройки.
Сварочный шлем Antra AH6-660-0000 с автоматическим затемнением на солнечной энергии, показанный выше, предлагает множество опций, от 45 до 109 долларов, в зависимости от размера линзы.
3. Подготовка сварного шва
Подготовка металлов
Используйте проволочную щетку и ацетон для удаления масел и грязи.Если вам нужно разрезать металл, наметьте линию шилом или твердосплавным резцом и обрежьте ее отрезной пилой по металлу, ножовкой или болгаркой с отрезным кругом.
Отшлифуйте кромки
Но только те, которые вы планируете стыковать, и используйте угловую шлифовальную машину. Это называется снятием фаски. Фаска – это скос между смежными краями двух кусков материала, обычно под углом 45 градусов. Это создает пространство для наполнителя и обеспечивает большую структурную целостность сварного шва.Особенно хорошо это сделать для стыковых швов.
Думайте о сварочных движениях как о качелях для гольфа – вам нужно как можно меньше движущихся частей
Расположите металлы
С помощью углового зажима или магнитного угольника закрепите стыки, чтобы металлические части оставались в одной плоскости, прежде чем начинать сварку.
Совет : вы имеете дело с искрами, огнем и расплавленным металлом, поэтому не начинайте сварку, не надев сварочную куртку или фартук, кожаные перчатки и шлем.Если вы хотите сэкономить, качественную хлопковую рабочую рубашку с длинным рукавом можно заменить курткой для сварщиков. Не забудьте свои рабочие ботинки (без кроссовок) и снимите украшения с запястий и шеи. При шлифовании надевайте защитные очки и маску, закрывающую все лицо. Также держите поблизости огнетушитель ABC.
4. Создание слоев сварного шва
Положение тела и рук
Думайте о сварочных движениях как о качелях для гольфа – вам нужно как можно меньше движущихся частей, и вы хотите, чтобы движение было плавным и повторяемым.По возможности держите сварочный пистолет двумя руками или используйте запястье другой руки, чтобы направить руку, держащую сварщика (представьте себе бильярдный удар). Выключив сварщика, сделайте пробный запуск, чтобы убедиться, что вы правильно расположили. Чем устойчивее ваши руки, тем лучше сварной шов.
Прихваточная сварка
Перед запуском проверьте пистолет. Проволочный электрод должен выступать от 1/4 до 3/8 дюйма. Убедитесь, что на сопле нет брызг и кончик проволоки чистый.Затем сделайте несколько прихваточных швов, достаточных для соединения основных металлов вдоль стыка.
Последний валик
После того, как вы закрепили металлы на месте, вы можете уложить последний валик сварного шва. Держа сварочный пистолет под углом примерно 75 градусов к основанию, медленно двигайтесь слева направо (если вы правша), затрачивая одну-две секунды на укладку каждого валика и поддержание постоянной длины дуги. Не зацикливайтесь на яркой дуге. Посмотрите на край сварочной ванны, и когда вы дойдете до конца сварного шва, оттяните электрод от металла и дайте ему остыть.
5. Шлифование сварного шва
Если вам все равно, как выглядит ваш сварной шов, или если он находится на куске металла, который не будет виден, когда ваш проект будет завершен, вы можете пропустить этот шаг, потому что все готово. Поздравляю, вы сделали первые сварные швы. Работайте над совершенствованием своей техники на металлоломе. Сварка во многом похожа на игру на гитаре: немного сделать это несложно, но чтобы стать профессиональным, вам нужна практика, практика, практика.
Сварные швы, шлифование заподлицо
Для получения гладкой поверхности используйте шлифовальный круг с зернистостью 36, прикрепленный к угловой шлифовальной машине, чтобы шлифовать вдоль сварочного шва, а не поперек, для однородности. Иди медленно. Если вы шлифуете сварной шов, вам придется начинать заново. При шлифовании должны быть видны только оранжевые искры. Синий означает, что вы слишком сильно нажимаете. Когда вы закончите, возьмите циркониевый лепестковый диск для точной формовки и отделки.
Спасибо Майклу Дэниелу из Майклу Дэниелу из , Нико Хуаресу из Juarez Custom и Стивену Сомплу из Empire Metal Finishing . Эта история опубликована в июньском номере журнала Popular Mechanics за 2015 год.
Этот контент создается и поддерживается третьей стороной и импортируется на эту страницу, чтобы помочь пользователям указать свои адреса электронной почты. Вы можете найти больше информации об этом и подобном контенте на пианино.io
.