Навивочный станок – Станок для навивки проволочной спирали СМЖ-164
alexxlab | 08.09.2019 | 0 | Разное
Станок для навивки проволочной спирали СМЖ-164

Разработчиком и изготовителем станка для навивки проволочной спирали является компания «СМК».
Очень важным в деятельности любого завода железобетонных конструкций, производящим такие изделия как сваи железобетонные, стойки железобетонные СВ, СНВ, С, приставки ПТ, стойки центрифугированные и шестигранные является навивка спирали из проволоки на продольные арматурные каркасы. Для этих целей, компанией “СМК” был разработан и внедрён в производство станок для навивки проволочных спиралей под маркой СМЖ-164.
Спираленавивочный станок рассчитан на скрутку спирали из металлической проволоки, используемой для поперечного армирования железобетонных изделий например световых опор, стоек СВ для опор ВЛ, приставок ПТ, свай различного сечения и компенсационных пружин для напряжённых дорожных плит.
| Технические параметры спираленавивочного станка | |||
|---|---|---|---|
| Наименование | Ед. изм. | Значения параметров | |
| Маркировка опор ВЛ | СВ95-2С | СВ110-3,5 | |
| Материал для спирали | Проволока 4 ВР-1 ГОСТ 6727-80 | ||
| Размер проволоки | мм. | 4,0 | |
| Число витков | штук | 54 | 60 |
| Масса проволоки | кг(м) | 4,1 (41) | 4,7(47) |
| Мощность электродвигателя | кВт | 3 | |
| Количество оборотов эл. двигателя | об/мин | 1500 | |
| Количество оборотов вала спираленавивочного станка | об/мин | 31 | |
| Вес | кг | 790 | |
Количество витков на спираленавивочном станке можно варьировать от 10 до 150, в зависимости от проекта и заданной настройки.
Устройство и принцип работы станка для навивки спиралей
Спираленавивочный станок выполнена из следующих основных узлов и агрегатов:- Мотор-редуктор ЗМП50
- Сменная оправка
- Ролики натяжные
- Рамка
- Вал ведомый
- Выключатель концевой
- Блок управления
- Вал оправки
- Рама
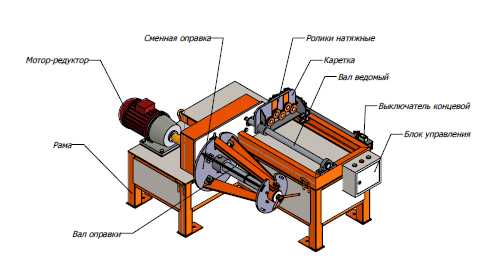
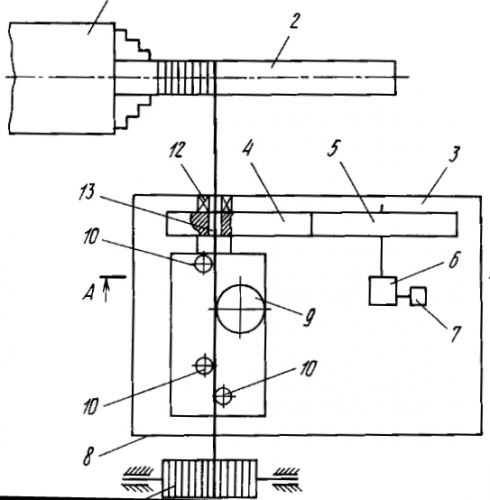
Навивка проволоки в спираль производится так: формирование спирали реализуется на металлической оправке (шаблоне) – 3, несколько похожей на усечённую пирамиду. Данный шаблон закреплён на полом валу и вращается от мотор-редуктора – 2. Навивка проволоки на шаблон происходит равномерно с определённым шагом, который равен толщине самой проволоки. Рамка движется вдоль оси оправки поступательно, получая энергию от ходового винта. Рамка имеет рабочий ход (скорость умеренная для навивки спирали) и возвратный ход (скорость увеличена для быстрого возвращения каретки с исходное положение). При достижении заданного числа витков спирали конечный выключатель выключает привод и вследствие этого намотка останавливается. Чтобы снять готовую спираль с установленной оправкой, первым образом жёстко фиксируют проволочную спираль на теле оправки, а потом откручивается крепёжный болт и сама оправка ослабляется, смыкается и навитая фиксированная спираль стягивается с нее. Затем оправка снаряжается как прежде, а каретка вертается в первоначальное положение до ограничительного упора с конечником и процесс навивки спиралей повторяется снова.
Порядок работы на станке для навивки спиралей:
- Исходное положение (смотри рис. 1): каретка отведена к «вершине» оправки.
- Отводим верхние правительные ролики в верхнее положение и заправляем проволоку в канавки роликов. Вставляем конец проволоки в паз оправки отгибаем его.
- Винтом – 7,опускаем верхние правительные ролики и поджимаем проволоку.
- Производим запуск станка с помощью пусковой кнопки.
- Кол-во витков спирали регулируется конечным выключателем.
- По окончании цикла навивки производим обрезку проволоки.
- С помощью автореверса возвращаем рамку в исходное положение.
- Снимаем спираль с оправки.
- Прижимные правительные ролики винтом – 7, поднимаем в верхнее положение и цикл повторяется.
Комплект поставки станка для навивки спиралей:
- Стол с правильной кареткой.
- Оправка (шаблон) для навивки спирали (опция).
- Бухтодержатель (опция).
- Пульт управления.
- Паспорт на спираленавивочный станок.
- Cпираленавивочный станок СМЖ-164 (без оправки, без бухтодержателя) – 205 000
- Бухтодержатель – 26 000
- Оправка для СВ – 26 000
- Оправка для сваи – 31 000
- Спираленавивочный станок для компенсирующих пружин ПАГ-14, ПАГ-18, ПАГ-20 и ПДН-14 – 255 000
smkirov.com
Пружинонавивочные станки от ООО «Вебер Комеханикс»
Для изготовления пружин сжатия в современном производстве применяются пружинонавивочные станки. Для изделий типа пружины растяжения, торсионные и фасонные пружины, различных плоских и пространственных пружин используют мультиформеры с ЧПУ. В каталоге ООО «Вебер Комеханикс» представлены различные модели станков для навивки пружин.
Использование пружинонавивочных станков позволяет обеспечивать необходимые характеристики выпускаемой продукции:
- число рабочих и общих витков;
- шаг и высоту;
- запас на последующую обработку;
- внутренний, внешний и наружный диаметры;
- дополнительные технологические витки.
После навивки на пружинонавивочных станках производится механическая обработка изделий:
- торцевание — для спиралей сжатия из металла;
- формирование технологических зацепов — для пружин кручения и растяжения.
После изготовления на пружинонавивочных станках в отпускных печах у готовых изделий снимаются внутренние напряжения, после чего они приобретают требуемые свойства.
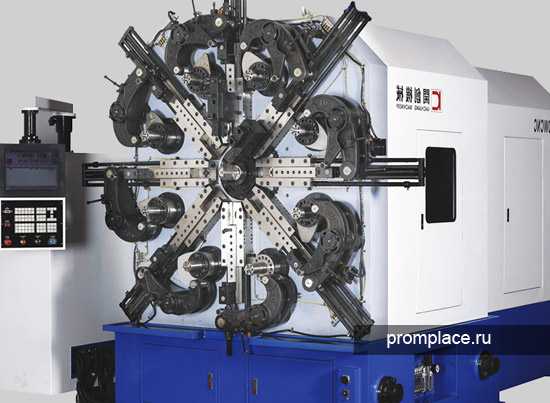
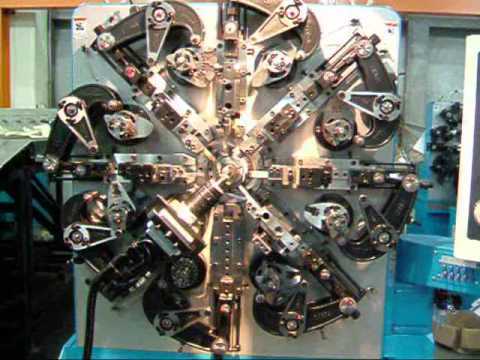
Пружинонавивочные станки-мультиформеры
Станки для навивки пружин имеют 3 и более координаты ЧПУ.
Подобная конструкция позволяет формировать из разогретых прутков и проволоки спирали растяжения и кручения. При этом имеется возможность задавать для каждого изделия индивидуальные характеристики. В настоящее время только ЧПУ модели пружинонавивочных станков способны с прецизионной точностью и высоким качеством производить разные модификации представленных изделий.
Возможность оперативной переналадки такого оборудования позволяет сокращать время на подготовку производства. Привод поворота заготовок дает возможность производить в пространстве операции любой сложности.
Использование системы ЧПУ с высокой точностью обеспечивает необходимые шаг, высоту и поджим конца изделия. Программа позволяет задать право- и левостороннюю навивку.
Торцешлифовальные станки предназначены для шлифовки пружин сжатия.
weber.ru
Пружинонавивочный станок
На сегодняшний день такие изделия как пружины являются практически повсеместными в использовании. Их применяют в самых мелких деталях, и в деталях большой сложности. Область использования пружин является очень большой, она варьируется от мелкого производства до тяжелого машиностроения.
Для того чтобы изготовить изделия пружинного характера необходимо специальное оборудование, именно таким оборудованием и является пружинонавивочный станок. Таким оборудованием оснащается любое производство, где происходит изготовление проволоки различного калибра и размера, а так же различного назначения. На сегодняшний день все оборудование данного типа является модифицированным и как правило наиболее часто в производстве пружин и для намотки проволоки и прутка используется такой тип пружинонавивочных станков, как мультиформеры с числовым программным управлением.
Такой тип оборудования является мультифункциональным и отличается высоким уровнем производительности. К тому же такой тип станков является самым передовым и оснащен всеми необходимыми элементами, которые отвечает за точность, качество и высокий уровень производства изделий пружинного характера.
Устройство пружинонавивочного станка
Основными рабочими узлами данного оборудования являются, как правило, привод, который обычно бывает электрическим, всевозможные механизмы, основными из которых является навивочный, шаговый и правильный. Основным является так же бок управления, посредством которого и работает пружинонавивочный станок. Все основные операции и шаг кручения проволоки задаются на блоке управления.
Сам процесс изготовления пружин напрямую зависит от того, какой формы предполагается изготовить данное изделие. На сегодняшний день самыми распространенными типами пружин являются фасонные пружины, пружины цилиндрической, конической и спиральной формы. Различаются пружины и по типам нагрузки, и бывают упругими изделиями по натяжения, сжатию, скручивания. А так же являются конусными, инструментальными, тарельчатыми и др. Как правило, сам процесс навивки производится в холодном состоянии, однако после того, как пружина приобрела свою законченную форму на станке, она далее подвергается термической обработке, для закрепления ее в данном состоянии.
Принцип работы пружинонавивочного станка
Рабочий процесс изготовления пружины на пружинонавивочном станке предполагает наличие таких основных этапов, как начальная подготовка материала для изготовления изделия пружинного типа. Затем после того, как материал подготовлен и установлен на специальном приемном устройстве станка, посредством автоматического блока устанавливается количество витков, которое должно присутствовать в изделии, причем устанавливается сначала общее количество, а затем рабочее количество.
Далее задаются такие параметры, как высота пружины и шаг одного ее витка. Размеры задаются с запасом, поскольку в процессе дальнейшей обработки происходит небольшая потеря материала. Так же автоматически настраивается размеры пружины, высота, ее диаметры, внутренний и внешний. Такими являются основные этапы изготовления пружины.
После того, как пружина изготовлена, с ней необходимо проделать следующие типы механической обработки. Как правило, к механическим работам относится торцевание, а так же изготовление технологических зацепов. Стоит отметить, что к основным преимуществам станков такого типа можно отнести то, что они способны к быстрому преобразованию уже готовой пружины, в том случае если какие-то параметры изготовления были заданы не верно.
К тому пружинонавивочные станки являются оборудованием, которое очень быстрой переналаживается, при этом не обязательно останавливать всю производственную линию по изготовлению пружин. Все части в данном станке является заменяемыми, поэтому переналадка такого оборудования производится очень просто. Производительность такого оборудования является высокой, станок может изготавливать порядка сотни пружин в час, и это только средний показатель.
promplace.ru
Выбор спирально-навивного станка
Выбор спирально-навинвого станка – Полноценный станок с жесткими кольцами, либо станок с мягкими кольцами, но с возможностью установки на него жестких колец.
Сегодняшний рынок спирально-навивных станков как никогда радует многообразием предложений различных модификаций данного оборудования.
В целом их можно разбить на три группы:
- Спирально-навивные станки с жесткими кольцами
- Спирально-навивные станки с мягкими кольцами
- Спирально навивные станки с мягкими кольцами, но с возможностью установки на них жестких колец.
В спорах по поводу различий станков с жесткими кольцами и станков с мягкими кольцами сломано много копий, но в сухом остатке остается следующий вывод, подтвержденный лидерами европейского станкостроения в данной отрасли – Если нужна качественная труба со сверхплотным швом, то выбор однозначен – это станок с жесткими кольцами, если требования не столь жесткие, то подходит станок с мягкими кольцами. Лидер в этой области – швейцарская компания SPIRO наглядно это демонстрирует, постепенно уходя от станков с мягкими кольцами.

В основном, преимуществами станков с жесткими кольцами перед станками с мягкими кольцами является то, что:
- Нет необходимости содержать очень дорогого квалифицированного оператора, чтобы свести к минимуму брак, т.к настройка мягких колец дело тонкое, а на станке с жесткими кольцами это не требуется.
- Минимальное время переналадки на другой диаметр по сравнению со станком с мягкими кольцами.
- Возможность изготовления трубы длиной как минимум 50 метров, и более, что недоступно станкам с мягкими кольцами.
- Станок с жесткими кольцами имеет сверхплотный шов благодаря своим конструктивным особенностям, что опять же недоступно станкам с мягкими кольцами ввиду их конструктива. Данное обстоятельство подтверждается тем, что при использовании спирально-навивной трубы в качестве оболочки для предизоляции труб, с последующей закачкой в нее пены под давлением, та же компания SPIRO не рекомендует использовать свои станки с мягкими кольцами, ввиду того, что через швы начинает проникать пена. SPIRO рекомендует для серьезных задач, только станки с жесткими кольцами, обеспечивающими плотный шов. Почему стоит прислушаться к рекомендациям SPIRO? Да хотя бы потому, что подавляющая масса спирально навивных станков скопирована именно с их оборудования.

Однако, исходя из практики продаж, многие россияне пытались сэкономить, купив под эти задачи станок с мягкими кольцами, ибо стоил подобный станок в два раза дешевле станка с жесткими кольцами. Вполне ожидаемо, их надежды не оправдывались, и они несли потери в размере 80-90 тысяч евро, т.к оборудование куплено, а продукция не соответствует задачам.
В последнее время на рынке появились станки с мягкими кольцами, с возможностью установки на них жестких колец. Очень интересное предложение, да и по цене очень привлекательно.
Одно НО! Данное оборудование в России позиционируется как полноценная замена станку с жесткими кольцами.
Отличный маркетинговый ход, так как в основном Заказчик видит в предложении только волшебную фразу «жесткие кольца», не утруждая себя анализом, а почему же станки с жесткими кольцами стоят дороже, и лидеры в этой области все равно ориентируются на них, если появилось такое чудо техники – универсальный станок. Да еще и стоит дешевле.
Разберемся, а так ли уж они равны по возможностям, как это декларируется?
Выше были указаны четыре недостатка станка с мягкими кольцами перед станком с жесткими кольцами. Соответственно, если верить рекламе, то покупая универсальный станок, Вы будете избавлены от этих недостатков.
Итак по пунктам:
- Нужен ли Вам будет опытный дорогостоящий оператор. ДА, Вы никуда от него не денетесь, поскольку станок укомплектован набором мягких колец, а жестких колец обычно берут всего несколько, т.к они дорогостоящие. Так что, поставить на станок «простого парня» и обучить его в кратчайшие сроки не получится.
- Действительно, время переналадки на другой диаметр при использовании жесткого кольца уменьшится.
- Сможете ли теперь изготавливать более длинные трубы? ДА, поскольку тяжелая длинная труба теперь будет упираться не в мягкую ленту, а в жесткое кольцо.
- Получите ли вы так желанный сверхплотный шов на универсальном станке? НЕТ!
Дело в том, что конструктив узла зажимающего шов на трубе НЕ ИЗМЕНИЛСЯ. Он такой же, как и у обычного станка с мягкими кольцами, а значит он в принципе НЕ СМОЖЕТ справиться с этой задачей.

Дело в том, что на станках с жесткими кольцами поджим закрывающих роликов осуществляется строго прямой вертикальной передачей усилия F от подвижного нижнего ролика к неподвижному верхнему. Верхний ролик закреплен неподвижно на минимальном рычаге (порядка 7 см), поэтому, когда на него снизу вертикально действует нижний поджимной ролик, то отогнуть его на таком минимальном рычаге не представляется возможным. Ниже Вы можете увидеть схему распределения усилий зажима шва в универсальном станке, и в спирально навивном станке с жесткими кольцами TFM-1250M.

На универсальных станках, по сути являющихся станками с мягкими кольцами, нижний ролик стоит неподвижно, а зажимает шов верхний ролик, посредством длинного (20 – 25 см) рычага по типу коромысла. И поскольку усилие F на ролик передается от малого плеча коромысла к большому, то как известно из курса физики, оно получается значительно слабее (до 2 – 3 раз).
Таким образом, при одинаковом сопротивлении зажатию шва со стороны металла, мы будем получать один и тот же момент сопротивления М (если проще – сила отгиба верхнего ролика), который будет воздействовать на верхний ролик. Но в случае с полноценным станком с жесткими кольцами, этот момент будет пытаться отогнуть ролик пользуясь плечом 7 см, а в случае с универсальным станком, пользуясь плечом 20-25 см, что в три раза больше. Как эксперимент, попробуйте приподнять бетонный блок с помощью рычага 0,7 м, и с помощью рычага длиной 2-2,5 м. Разницу Вы ощутите сразу.

Целью данного анализа не является установление, какой тип станка самый лучший. Для каждого отдельного Заказчика, и конкретных его задач могут подходить разные типы станков. Опять же, никто не отменял вопрос стоимости.
Данная статья лишь помогает более трезво взглянуть на рекламные лозунги с технической стороны, для того, чтобы взвешенно принять решение, какой из типов станков соответствует именно Вашим задачам.
Надеемся мы были Вам полезны в этом вопросе.
maxima-com.ru
|
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||






















funer.ru
Пружинонавивочный станок | Навивка пружин на токарном станке

Предлагаем вашему вниманию новый пружинонавивочный станок, сконструированный на базе токарного станка с ЧПУ 16К30Ф3. Пружинонавивочный станок комплектуется специально сконструированной оснасткой, позволяющей изготавливать пружины из прутка различного диаметра.
Система ЧПУ и приводы
Пружинонавивочный станок оснащён системой ЧПУ и приводами BOSCH Rexroth производства Германии. Это современная, надёжная, полностью согласованная система со стандартным программированием DIN 66025. Система зарекомендовала себя как простая в установке (отсутствуют паяные контакты, только промышленные разъёмы) и безотказная.

Специально разработанное программное обеспечение
Специально для пружинонавивочного станка разработана система диалогового ввода параметров пружины: диаметр прутка, диаметр пружины, шаг и прочее. Эта программа делает работу оператора простой и понятной. В любой момент можно переключиться между разными типами пружин с минимальными затратами времени. Система уже используется на изготовленных нами пружинонавивочных станках и на настоящий момент не имеет нареканий в работе.
| Технические характеристики станка 16К30Ф3 | Параметры |
| Наибольший диаметр устанавливаемого изделия над станиной, мм | 630 |
| Наибольший диаметр обрабатываемого изделия над станиной, мм | 500 |
| Наибольший диаметр обрабатываемого изделия над суппортом, мм | 320 |
| Наибольшая длина устанавливаемого изделия, мм | 1400 |
| Наибольший поперечный ход суппорта, мм | 300 |
| Наибольший продольный ход суппорта, мм | 1200 |
| Пределы частот вращения шпинделя, мин-1 | 6,3 – 1600 |
| Пределы продольных подач, мм/об | 0,01 – 20,47 |
| Пределы поперечных подач, мм/об | 0,01 – 20,47 |
| Скорость быстрых продольных перемещений, м/мин | 10 |
| Скорость быстрых поперечных перемещений, м/мин | 10 |
| Мощность электродвигателя главного движения, кВт | 30 |
| Класс точности по ГОСТ 8-82 | Н |
| Габаритные размеры станка (Д х Ш х В), мм | 4975×2400×1540 |
| Масса станка, кг | 7850 |
Описание станка
Пружинонавивочный станок на базе станка 16К30Ф3 предназначен для изготовления пружин с различными параметрами при помощи заранее составленной управляющей программы. Область применения станка: мелкосерийное и серийное производство. Высокая жесткость пружинонавивочного станка позволяет изготавливать пружины из прутка значительной толщины (зависит от диаметра готовой пружины).
Преимущества
- Жесткость конструкции, виброустойчивость и температурная стабильность конструкции позволяют получать высокую точность изготовления пружин;
- Цельнолитая станина выполнена из термостабилизированного чугуна коробчатой формы шириной постели 580 мм с двумя закаленными призматическими направляющими;
- Кинематика главного привода обеспечивает крутящий момента на шпинделе до 4500 Нм;
- Направляющие каретки и поперечного суппорта армированы антифрикционными планками;
- В приводах подач установлены асинхронные сервоприводы.
Особенности конструкции
Пружинонавивочный станок обладает высокопрочной чугунной станиной с термообработанными шлифованными направляющими. Это обеспечивает длительный срок службы и высокую точность. Надежная защита шарико-винтовых пар обеспечивает долговечность работы механизмов перемещения по координатам X и Z.
Гарантия
На пружинонавивочный станок предоставляется гарантия 12 месяцев.
Пуско-наладка
По желанию Заказчика могут быть произведены пуско-наладочные работы. В пуско-наладку входит:
- Проверка правильности установки станка на фундаменте
- Закрепление станка на фундаменте и регулировка затяжки анкерных болтов
- Проверка горизонтальности направляющих по уровню
- Проверка правильности подключения электропитания
- Запуск станка и проверка всех движений на холостом ходу
- Проверка работы системы смазки
- Проверка системы подачи СОЖ
- Пробное изготовление пружины (необходимо наличие заготовки)
Как купить станок?
Узнать цену, дополнительную информацию про пружинонавивочный станок (Навивка пружин на токарном станке), характеристики, или согласовать заказ Вы можете, позвонив нам по телефону в Москве: +7 (499) 944-48-80, или по телефону в городе Ярославле: +7 (4852) 45-55-00. Прямой телефон специалиста +7-910-664-16-81. Также Вы можете отправить нам Вашу заявку по электронной почте на адрес: [email protected] Мы с удовольствием поможем Вам с подбором необходимого оборудования!
Пружинонавивочный станок | Навивка пружин на токарном станке
www.novator-grp.ru
Станки навивочный – Справочник химика 21
Навивка протектора производится следующим образом. Выходящая из червячной машины резиновая полоса поступает на горизонтальный каландр. Срезанная с каландра лента определенной ширины и толщины поступает на охлаждающие барабаны для предупреждения подвулканизации резиновой смеси при навивке протектора большой массы (до 1000 кг). Затем лента транспортером подается в навивочную головку установки для навивки протектора. Из головки лента перемещается транспортером к первому сборочному станку, где происходит навивка беговой части протектора. При навивке беговой части протектора из двух резин последовательно применяются два шаблона. [c.133]Агрегат для сборки навивочных рукавов с текстильным каркасом дорновым способом (рис. 17.6, а) состоит из подающего и протягивающего устройств 1, трех промазочных устройств 2 и двух навивочных станков 4, роликового механизма 11 для наложения промежуточного резинового слоя, отборочного транспортера 14 с перекладчиком 15. [c.346]
Подающие и протягивающие устройства 1 выполнены в виде двух приводных гусениц с резиновыми накладками, контактирующими с рукавом. Изменением силы сжатия рукава между гусеницами устанавливают необходимое усилие подачи и отбора рукава. Навивочный станок 4 принципиально сходен с обмоточной машиной (см. рис. 17.5, а). Он имеет планшайбу 5, приводимую во вращение звездочкой 3 от общего привода агрегата. В приводе планшайбы предусмотрен тормоз и кулачковая муфта с ручным управлением. На планшайбе в конусных оправках устанавливаются конические шпули 7 с нитями (паковки), помещенные в контейнеры 6. Число шпуль на планшайбе может быть различным. Схема контейнера с паковкой дана на рис. 17.6, д. Постоянство и регулирование натяжения нитей обеспечивается с помощью направляющих 34, закрепленных на корпусе контейнера, и колец 8, прикрепленных к планшайбе через трубу. Планшайбы закрыты раздвижным корпусом 9 с окнами. [c.346]
Агрегаты для сборки рукавов с каркасом, навитым из проволоки, как правило, содержат в своем составе машины, аналогичные представленным выше исключение составляют навивочные станки. [c.348]
В зависимости от конструкции каркаса агрегаты для сборки спиральных рукавов строятся на базе оплеточных или обмоточных машин. Проволочная спираль наводится на рукав при помощи спирале-навивочных станков. В таких агрегатах обеспечивается совмещение в едином потоке отдельных технологических операций. [c.350]
Станок (рис. 235) состоит из откидного рольганга 1, захватывающих валков 2, приводного рольганга 3, станины 4, гидравлических рычагов 6 для съема скалок с поворотного рычага 5, магазина 7 для скалок, двух силовых гидроцилиндров 20 двустороннего действия с прикрепленными к их штокам подающими роликовыми головками 12, приводной поворотной регулируемой роликовой батареи 16, которая служит для заправки ковра на скалки разного диаметра, двух навивочных барабанов 18 и 19, приводного вала 23 с электромагнитной и обгонной муфтами на концах. По команде через реле времени 10 подключается один из двух регулируемых электроприводов постоянного тока, работающих непрерывно с разной скоростью рабочий привод 22 — для процесса навивки и скоростной 24 — для отрыва ковра. [c.381]
По пути вниз подающие роликовые головки отклоняют своими копирами / заправочную роликовую батарею 16, освобождая путь очередной скалке для укладки ее на навивочные барабаны. Подающие роликовые головки под действием собственного веса опускаются ниже таким образом, что наклонные пути головок уходят из-под цапф скалки 15 и она ложится на навивочные барабаны 18 и 19, а цапфы ее охватываются сверху роликами головки. Роликовая заправочная батарея 16 под действием противовеса 21 прижимается к скалке и охватывает ее по окружности. Механизм заправки батареи снабжен реечными регулировочными устройствами 17 для настройки заправочных роликов на требуемый диаметр скалки. При этом конец ковра ваты, поступающий на станок после отрыва, движется по приводному рольгангу 3, проходит под скалку 15 и, двигаясь по навивочным барабанам и заправочным роликам, навивается на нее. По мере увеличения толщины навивки заправочная роликовая батарея 16, заключенная в поворотную обойму 13, под действием противовеса прижимаясь к навиваемому цилиндру, отклоняется, поворачиваясь относительно оси крайнего навивочного барабана 18 на угол у. Подающие головки силовых цилиндров по мере навивки прижимаются за счет взаимодействия роликов с цапфами поднимающейся скалки с навитым ватным цилиндром. [c.383]
На внутренней трубе корпуса толщиной 20—30 мм (обычно сварной) протачивают снаружи по трехходовой винтовой линии трапециевидные пазы, соответствующие профилю оплеточной ленты. У края трубы приваривают конец стальной ленты, сбегающей с барабана, который перемещается вдоль оси навивочного станка на величину одного хода спирали за один оборот шпинделя (рис. 9-10). [c.251]
Для натяжения спиральной арматуры диаметром 3—5 мм на затвердевшие железобетонные трубы диаметром 0,3—1,0. н и длиной до 5,0 м предназначен арматурно-навивочный станок, показанный на рис. 58. [c.90]
Агрегат состоит из подающего устройства 1, трех промазочных устройств 2, Зм4, двух навивочных станков 5 и б, роликового механизма 7 для наложения промежуточного резинового слоя, протягивающего устройства 8, отборочного транспортера 9 и перекладчика 10. [c.579]
При работе агрегата дорны с камерой непрерывно подаются поштучно в устройство 1, проталкивающее их через промазочное устройство 2. В нави-вочном станке 5 накладывается слой нитей в одном направлении, который затем покрывается резиновым слоем в механизме 7. В навивочном станке 6 накладывается слой нитей в другом направлении дорн отбирается протягивающим устройством 8, промазывается в устройстве 4 и попадает на ленточный [c.579]
Рекомендуемая максимальная частота вращения планшайб при 32 шпулях на каждой из них, об/мин. . . 400 Диаметр проходного отверстия навивочных станков и других узлов агрегата, мм……………. 120 [c.580]
И приемного устройства 8. Все подвижные элементы узлов приводятся в дви–жение от общего привода. Конструкции навивочных станков и промазочных устройств описаны при рассмотрении агрегата для сборки навивочных рукавов дорновым способом (см. рис. 17.7). [c.580]
В состав агрегата входят вальцы 1, транспортер 2, червячный пресс 3, навивочный станок 4, отборочный барабан 5, червячный пресс 6 для наложения наружного резинового слоя и транспортер 7. [c.581]
Подогретая на вальцах 1 резиновая смесь по транспортеру 2 поступает к червячному прессу 3, который прессует резиновую камеру 8. Одновременно на камеру наводится несколько продольных нитей с катушек 9, предупреждающих продольную вытяжку рукава при сборке. Камера перемещается в навивочный станок 4, где производится одновременная навивка на нее нитей в двух противоположных направлениях. Наружная поверхность камеры рифленая. Благодаря этому нити при навивке не скользят по камере. Камера с нитями отбирается барабаном 5 и подается в червячный пресс б на наложение наружного рез
www.chem21.info