Наждачная бумага это бумага – Шлифовальная шкурка (наждачная бумага) – классификация, маркировка и основа, применение и ГОСТ.
alexxlab | 30.12.2019 | 0 | Разное
Шлифовальная шкурка (наждачная бумага) – классификация, маркировка и основа, применение и ГОСТ.
Наждачная бумага или шлифовальная шкурка – это гибкий материал на тканевой или бумажной основе, применяемый для абразивной обработки твердых поверхностей. Может быть использована для ручных и машинных операций, для удаления старых лакокрасочных материалов, устранения царапин, шлифовки и других операций. Основным рабочим элементом является слой абразивного зерна, который и определяет сферу применения материала.
Основная классификация
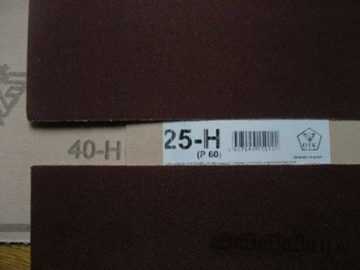
Наиболее важной характеристикой является зернистость материала, которая и определяет сферу её применения – черновая обработка, шлифовка, полировка. По действующим международным и принятым с 2005 года в России стандартам зернистость определяется количеством зерен на квадратный дюйм. Соответственно, чем больше зерен помещается на единицу площади, тем меньше их размер. По этому стандарту зернистость материала отражается буквой Р и номером от 12 до 2500. По старому ГОСТ 3647-80, часто используемом в странах СНГ, цифра обозначает размер зерна в десятках микрон с литерой –Н в конце (6-Н, 16-Н, 32-Н и т. д.). Самые мелкие зерна измеряются в микронах и имеют обозначение М, например М40.

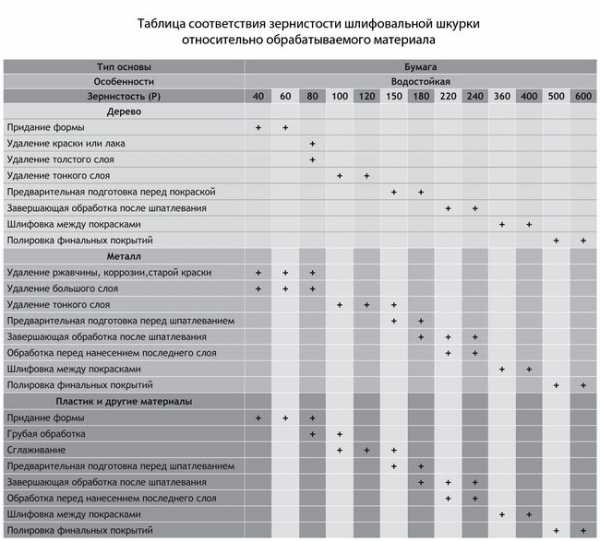
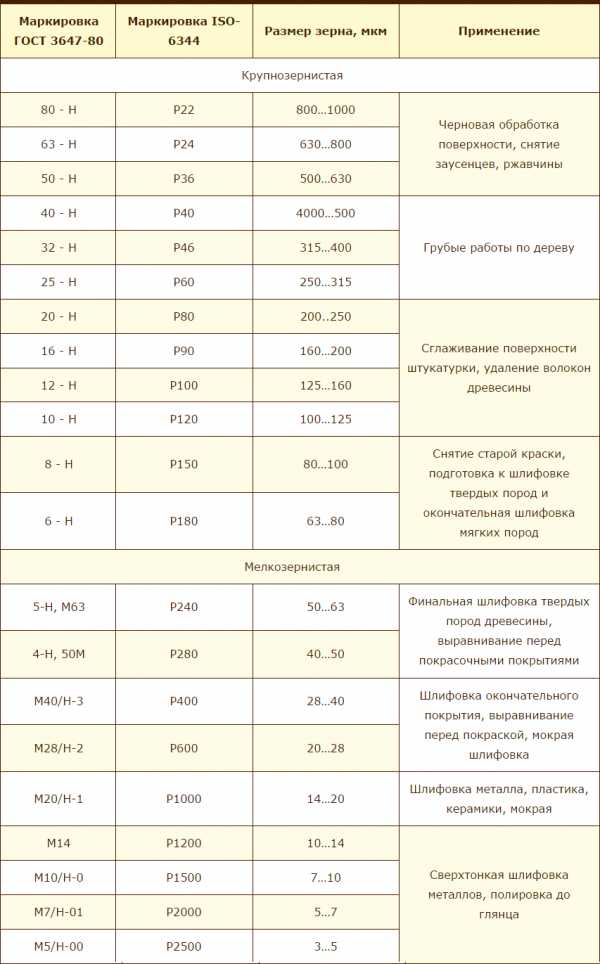
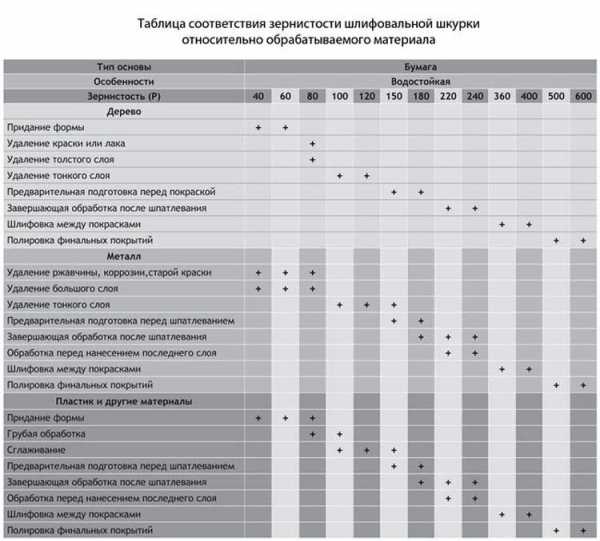
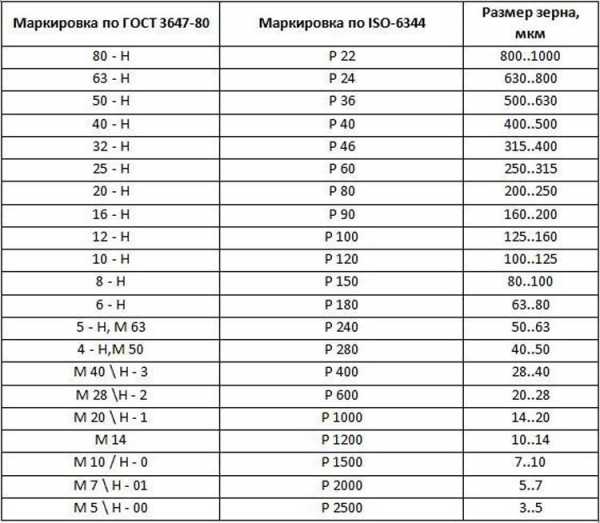
Сферу назначения, маркировку и зернистость по различным стандартам вы можете изучить по приведенной ниже таблице
| Назначение | Маркировка по ГОСТ 3647-80 | Маркировка по ISO-6344 | Размер зерна, мкм | |
|---|---|---|---|---|
| Крупнозернистые | ||||
| Очень грубые работы | 80-Н | P22 | 800-1000 | |
| 63-Н | P24 | 630-800 | ||
| 50-Н | P36 | 500-630 | ||
| Грубые работы | ||||
| 40-Н | P40 | 400-500 | ||
| 32-Н | P46 | 315-400 | ||
| 25-Н | P60 | 250-315 | ||
| Первичная шлифовка | 20-Н | P80 | 200-250 | |
| 16-Н | P90 | 160-200 | ||
| 12-Н | P100 | 125-160 | ||
| 10-Н | P120 | 100-125 | ||
| Окончательная шлифовка мягких пород дерева, старой краски под покраску | 8-Н | P150 | 80-100 | |
| 6-Н | P180 (Р 220) | 63-80 | ||
| Мелкозернистые | ||||
| Окончательная шлифовка твердых пород дерева, шлифовка между покрытиями | 5-Н,М63 | P240 | 50-63 | |
| 4-Н,М50 | P280 | 40-50 | ||
| Полировка финальных покрытий, шлифовка между покрасками, мокрая шлифовка | М40\Н-3 | P400 | 28-40 | |
| М28\Н-2 | P600 | 20-28 | ||
| Шлифовка металла, пластиков, керамики, мокрая шлифовка | М20\Н-1 | P1000 | 14-20 | |
| Еще более тонкая шлифовка, полировка | М14 | P1200 | 10-14 | |
| М10/Н-0 | P1500 | 7-10 | ||
| М7\Н-01 | P2000 | 5-7 | ||
| М5\Н-00 | P2500 | 3-5 | ||
Важным показателем является и тип абразива. Наиболее широко применяемым является электрокорунд, характеризуемый стойкость к высокому давлению и хорошими режущими свойствами. Может выпускаться с добавлением оксида хрома, увеличивающим абразивные качества и прочность материала. Его можно узнать по характерной рубиновой окраске.
Из других материалов зерен отметим следующие:
- Карбид кремния. Прочнее электрокорунда, но более хрупок. Благодаря этому кристаллы раскалываются под давлением и образуют новые грани, тем самым обновляя поверхность.
- Гранат. Сравнительно мягкий минерал, используемый в основном для обработки дерева.
- Эльбор и алмаз. Сверхтвердые материалы. Редко используются по причине высокой стоимости.
Маркировка и основа
Для проведения большинства работ достаточно знать зернистость материала. Но существует ещё масса параметров классификации, которые содержит код материала. Изучить их можно по приведенной ниже таблице:

Из всего этого рекомендуем обратить внимание на основу шкурки, от которой во многом зависит её стойкость и удобство работы. Основные варианты – это бумажная и тканевая основа. Бумага может быть обычной или влагостойкой, обладает высокими показателями прочности. Преимуществами является её стоимость, сохранение размера при работе и возможность нанесения мельчайших частиц. Недостатком является невысокая прочность и стойкость к износу.
В качестве тканевой основы для шлифовальной шкурки чаще всего применяется полиэстер и хлопок. Для повышения прочности и стойкости к влаге ткань пропитывается полиэфирной смолой. Главными преимуществами являются прочность на разрыв и эластичность. Ткани подразделяются на несколько классов:
- J – используется для чистой шлифовки края и профиля.
- Х – для тяжелых работ с высокой степенью загрязнения.
- W и Y – обладают высокой прочностью и используются преимущественно при машинной обработке.
Основными достоинствами тканевой основы являются высокая прочность, стойкость к влаге и износу. Недостатки – более высокая стоимость и вероятность удлинения при работе.
Из прочих видов основ наждачной бумаги следует отметить комбинированный материал – склеенная с бумагой ткань, а также фибру – плотный и твердый состав используемый для производства фибровых дисков.
Особенности применения
Приведём несколько советов относительно применения наждачной бумаги для шлифовки и полировки различных поверхностей:
- Общим правилом применения шлифовальной шкурки является переход от более грубых к более тонким видам – от меньших показателей зернистости к большим.
- Наиболее грубое зерно применяется для черновой обработки дерева и снятия краски, тонкое для различных стадий чистового шлифования.
- При мокром шлифовании рекомендуется использовать водостойкую бумагу с показателем зернистости 400-600. Таким образом, удается уменьшить количество пыли и получить более гладкую поверхность.
- Для ручной обработки сложных криволинейных поверхностей можно закрепить шкурку на толстом куске резины.
- Для удобства работ материал можно обернуть вокруг любого твердого бруска.
ГОСТы
В России в настоящее время действует ГОСТ Р 52381-2005, отвечающий международным требованиям ISO 6344. Также можно встретить обозначения по старому стандарту, ГОСТ 3647-80, по которому зернистость указывается по размеру фракции, а не по количеству частиц на единицу площади.
mekkain.ru
Зернистость наждачной бумаги – показатель зернистости, характеристики абразива.
Наждачная бумага или шкурка – это абразивный инструмент, применяемый повсеместно, от мелких бытовых ремонтов до крупных цехов и ремонтных мастерских. Данный материал применяется для устранения неровностей поверхностей различной конфигурации, шлифовки, устранения заусенцев, коррозии и множества других целей.
Основным методом классификации наждачной бумаги является зернистость или величина её абразивных частичек. Она же является и основным указателем для применения шкурки при проведении тех или иных работ.

Показатель зернистости
Основной показатель, который учитывается при выборе – это номер бумаги соответствующий её абразивности. В номере указано количество абразивных частиц на квадратный дюйм материала. Чем большее количество абразивных крупинок помещается на единицу площади, тем они, соответственно мельче и пригодны для более тонких операций. В зависимости от количества частиц на квадратный дюйм наждачная бумага подразделяется на три основных категории:
- Крупная. Маркируется цифрами от 12 до 80. В основном применяется для черновой обработки дерева, металла и других материалов, а также для снятия лака, краски и ржавчины. При обработке оставляет глубокие борозды и требует дальнейшей обработки менее крупной шкуркой.
- Средняя. Показатель абразивности в пределах от 80 до 160. В основном применяется для обработки деревянных деталей, доводки поверхностей после черновой обработки.
- Мелкая. Количество абразивных частиц – от 160 до 1400 на квадратный дюйм. Применяется для финишной обработки поверхностей, шлифовки и полировки.
Приведенная ниже таблица зернистости наждачной бумаги позволяет более точно подобрать бумагу в соответствии с планируемыми работами.
Прочие характеристики абразива
Сам абразивный материал, наносимый на основу шкурки, бывает разным. Для него используются различные природные и синтетические материалы, от физических свойств которых во многом зависит сфера применения материала. Приведём основные виды:
- Карбид кремния. Широко используемый материал, применяется при производстве работ с лакокрасочными материалами, металлом, пластиком, стекловолокном.
- Гранат. Природный материал, в основном используется для работы с деревом. Шкурка с данным видом абразива мягкая и эластичная, удобна в обработке неровностей и деталей со сложной конфигурацией поверхности.
- Керамический абразив. Высокотвердый материал, часто используется при формировке изделий.
- Окись алюминия. Стойкий абразив, ценится из-за длительности эксплуатации. Важным качеством данного типа бумаги является образование новых режущих граней при истирании старого слоя.
ГОСТ
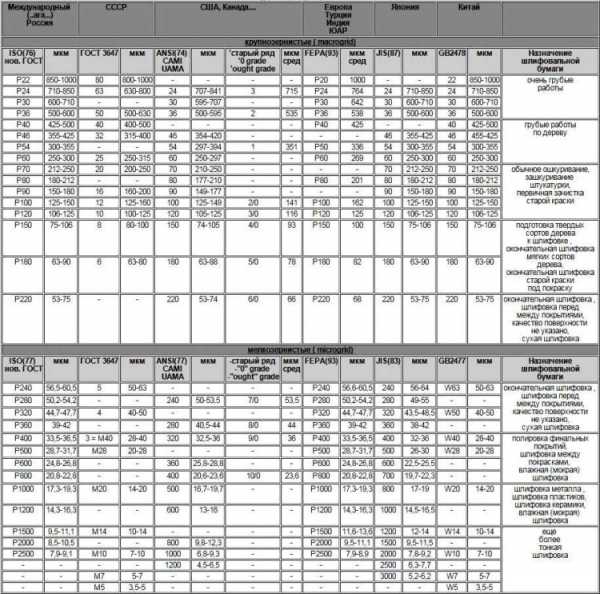
Маркировка и шероховатость наждачной бумаги регламентируется отечественными и зарубежными стандартами. Сегодня существует три стандарта – советский, российский и международный. В советском ГОСТ 3647-80 маркировка определяется количеством зерен на квадратный дюйм. На новые изделия наносится маркировка в соответствии с ISO 6344, которому соответствует российский ГОСТ 52318-2005.
Разобраться в соответствии старого и нового госта поможет приведенная ниже таблица зернистости шкурки.
Как видим, основная разница заключается в направлении движения номеров в маркировке. В старом госте значения крупности зерен и их плотности уменьшаются. В международной классификации номер шкурки увеличивается при уменьшении размера зерен.
mekkain.ru
Маркировка наждачной бумаги в зависимости от ее назначения
Данный абразив в быту более известен как шкурка. То, что наждачная бумага может использоваться для поверхностной обработки различных материалов – от пластиков и древесины до металлов – знают все. Но на вопрос, в чем специфика применения в зависимости от маркировки наждачной бумаги, не многие смогут ответить правильно.
У тех, кто хочет более детально ознакомиться с техническими условиями на наждачную бумагу, определенные сложности вызывает поиск соответствующего стандарта. Существует несколько ГОСТ – № 6456 от 1982 года (для бумажной шкурки), № 5009, датированный этим же годом (для наждачки на бумажной же и тканевой основе) и № 52381 от 2005 г (касается зернистости продукции). Нередко встречаются ссылки и на еще советский стандарт – № 3647 от 1980 года.
Как разобраться?
- Российский ГОСТ (в маркировке наждачной бумаги присутствует литера Р) полностью соответствует зарубежным нормативам, которые прописаны в стандарте ISO 6344 (общепринятый).
- Некоторые производители ближнего зарубежья ориентируются еще на ГОСТ времен СССР – в маркировке литера Н или М (для шкурки с мелкими зернами).
- В некоторых странах есть собственные стандарты, и наждачная бумага имеет свою маркировку. Как пример – Япония, США, Канада, КНР.

Далее, чтобы не повторяться, автор будет указывать маркировку бумаги, в зависимости от ее назначения, и в российской, и советской (в скобках) символике. Больших отличий в определении «зернистости» шкурки, и, соответственно, специфике ее использования нет, а более детальное рассмотрение всех особенностей разновидностей продукции представляет интерес разве что для профильного специалиста. В плане бытового применения они никакой роли не играют.

Маркировка наждачной бумаги и сфера применения
Крупнозернистая наждачная бумага
- Р22 – 36 (Н50 – 80) – для первичной (предварительной) обработки деталей. К примеру, снятие слоя ржавчины, удаление накипи и тому подобное. Следовательно, назначение – подготовка к дальнейшей работе с материалом.
- Р40 – 60 (Н25 – 40). Наждачная бумага с подобной маркировкой применяется для грубой обработки поверхностей – зачистке, выравнивания, снятия загрязнения на отдельных участках и так далее.
- Р80 – 120 (Н10 – 20). Назначение – точная обработка. Ее чаще именуют предварительной шлифовкой. В ряде случаев этого достаточно для нанесения какого-либо покрытия или оклейки поверхности.
- Р150 – 180 (Н6 – 8). Такая наждачная бумага применяется для окончательного выравнивания (шлифовки), когда предельной точности не требуется.
Шкурка мелкозернистая шлифовочная
- Р240 – 280 (М63, Н5) – металлы и твердая древесина.
- Р1000 (Н1, М20) – пластики, керамика, мягкие металлы.
Полировочная
- Р400 – 600 (Н2 – 3, М28 – 40). Основное назначение – подготовка поверхности к нанесению лаков или красок.
- Р1200 – 2500 (М5 – 14, Н0 – 00 – 01). Такую наждачную бумагу называют «бархатной». Предназначена для самых деликатных операций, когда требуется «довести» деталь после всех предыдущих обработок.
Как уже отмечено, шкурка имеет разную основу. В чем разница?
Наждачка бумажная
Плюсы:
- В процессе использования не «тянется».
- На такую основу можно наносить самое мелкое зерно. Наждачка тканевая «для полировки» практически не встречается.
- Низкая стоимость.
Минусы:
- Недостаточная прочность, следовательно, недолговечность. Основное предназначение – для обработки материалов вручную.
- Повышенное поглощение влаги. Используется для зачистки, шлифовки только сухих поверхностей.
Наждачка тканевая
Плюсы:
- Прочность на разрыв в сочетании с некоторой эластичностью. Основное назначение данной продукции – обработка деталей механическим способом, например с помощью шлифовальной машинки.
- Минимальное влагопоглощение.
Минус:
- Цена выше, чем на бумажные аналоги.
Все виды наждачной бумаги различаются по плотности насыпки зерен. Данная особенность также определяет основное назначение шкурки.
- Сплошная засыпка – для работы с твердыми образцами (металлы, плотная древесина, эбонит и так далее).
- Открытая (полуоткрытая) – для зачистки, шлифовки относительно мягких материалов, имеющих пористую структуру. Также используется при обработке поверхностей, на которых ранее наносилась шпаклевка, краска, а также древесины хвойных пород, пластмасс и в ряде других случаев.
При необходимости произвести финишную шлифовку детали (доводку до товарного вида) вместо мелкозернистой наждачной бумаги целесообразно использовать обычную, грубую. Как вариант, оберточную. Эффект тот же самый.
Особую осторожность необходимо соблюдать при зачистке медных контактных групп. Например, ламелей коллекторов электродвигателей. В этом случае используется только «стеклянная» шкурка. Все остальные разновидности наждачной бумаги повышают износ угольных щеток, так как оставляют на поверхности меди мельчайшие фракции абразива (пыль).
Дополнительную информацию о продукции, в том числе, ее назначении, можно найти на оборотной стороне образца. Литеры проставляются самые разные, но наиболее встречающиеся стоит указать.
- М, Л1 (или 2) – наждачка влагоустойчивая.
- 1 – для пористых (мягких) материалов.
- 2 – для шлифовки деталей из твердых сплавов, металлов или плотной древесины.
- П – только для сухих поверхностей (повышенное впитывание влаги).
- Л – наждачка листовая. У рулонной шкурки обозначения нет.
При выборе наждачной бумаги по маркировке нужно учитывать местную специфику – материал детали, степень ее загрязнения (ржавления), влажность, была ли предварительная обработка (например, краской) и ряд других нюансов. Только в этом случае можно сделать рациональное приобретение.
woodguide.ru
Наждачная бумага — Википедия. Что такое Наждачная бумага
Наждачная бумага — лист на бумажной основе мелкозернистый и рулон на тканевой основе крупнозернистый Лента шлифовальной шкурки на тканевой основе Листы наждачной бумагиНажда́чная бумага (шлифовальная шкурка, наждачка) — гибкий абразивный материал, состоящий из тканевой или бумажной основы с нанесённым на неё слоем абразивного зерна (порошка). Предназначен для ручной и машинной обработки поверхностей различных материалов (металл, дерево, стекло, пластик) — удаления старой краски, подготовки поверхности для грунтовки и окраски, шлифование окрашенных поверхностей и пр.
История
Первое упоминание о наждачной бумаге относится к 13-му веку, когда в Китае она изготовлялась из размолотых раковин, семян и песка, нанесённых на пергамент с помощью натурального клея. У некоторых народов в качестве наждачной бумаги использовалась кожа акулы.
Считается, что изобретателем современной шлифовальной бумаги является Джон Оукей (John Oakey) (1813 г. — 10 января 1887 г.) — английский изобретатель и основатель компании «Джон Оукей и сыновья», производителя наждачной бумаги и других шлифовальных материалов.
Будучи подмастерьем в мастерской по изготовлению музыкальных инструментов, он начал изготавливать свою первую продукцию, приклеивая песок и размолотое стекло на бумагу. Усовершенствовав технологию для массового производства, он в 1833 г. основал бизнес в Валворте (Лондон), а затем перенес его на Вестминстер Бридж Роуд, где на месте бывшего приюта построил фабрику, здание которой в те годы называлось Веллингтон Миллс (Wellington Mills). До настоящего времени не сохранилось.
Оукей последовательно разработал бумагу для сухого и влажного шлифования и целый ряд шлифовальных материалов, включая средства для полирования обуви, средства для чистки посуды, полироль для мебели, и средство для полирования ножей (запатентованное Wellington Knife Polish).
Абразивы, применяемые для производства наждачной бумаги
Строго говоря, натуральный наждак, природный материал, представляющий собой смесь корунда и магнетита, в производстве современных шлифовальных материалов почти не применяется. Наиболее часто для изготовления шлифовальных материалов на бумажной или тканевой основе используют искусственно получаемые оксид алюминия (электрокорунд) или карбид кремния (карборунд), реже применяются другие абразивы — гранат, синтетический алмаз, эльбор (боразон).
Электрокорунд
Самый широко применяемый абразив. Получают электрокорунд восстановительной плавкой в дуговых печах шихты, состоящей из бокситового агломерата, малозольного углеродистого материала и железной стружки. Выдерживает сильное давление, обладает отличной режущей способностью. Представляет собой твердые кристаллы с острыми гранями на изломе. Часто при плавке в шихту добавляют легирующие добавки, улучшающие его свойства, например добавление оксида хрома увеличивает абразивную способность и прочность электрокорунда (такой электрокорунд можно узнать по рубиновой окраске).
Карбид кремния
Получают спеканием кремнезема с графитом в электропечи Ачесона. Блестящие кристаллы нерегулярной формы с очень острыми краями. Карбид кремния по твердости превосходит оксид алюминия, но более хрупок. Под давлением во время работы кристаллы раскалываются с образованием новых режущих граней. Это свойство карбида кремния сохраняет рабочие свойства шлифовальных материалов долгое время и предотвращает засорение абразивной поверхности. Шлифовальные материалы с карбидом кремния рекомендуются для обработки стекла, пластика, чистовой обработки металла.
Гранат
Довольно мягкий минерал (твердость по Моосу 6,5-7,5), поэтому применяется для шлифовки мягких материалов (в основном, дерева). Такая бумага быстрее изнашивается, но, при одинаковой зернистости, дает более гладкую поверхность, чем бумага с другим абразивом.
Алмаз, Эльбор
Алмаз обладает самой высокой твердостью из известных веществ, эльбор незначительно ему уступает по твердости (значительно превосходя, однако, другие абразивы: втрое карбид кремния и почти вчетверо корунд), но превосходит алмаз по температурной устойчивости. Из-за высокой стоимости, для производства наждачной бумаги применяются редко.
Классификация шлифовальной бумаги по показателю зернистости
120
220
320
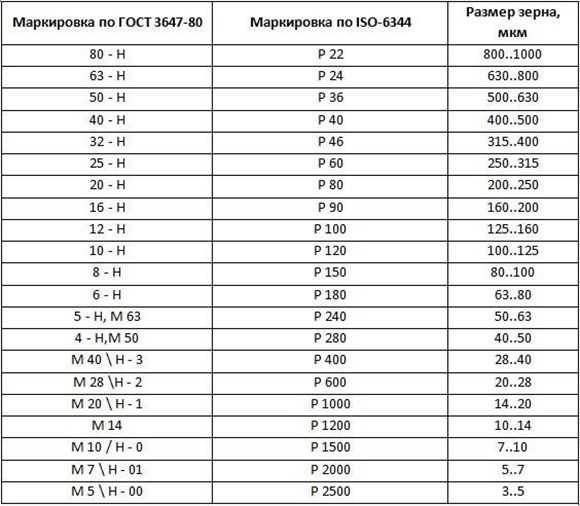
Рабочая поверхность наждачной бумаги различной зернистости (увеличено — 1 деление шкалы = 1 мм)Зернистость — важнейшая характеристика наждачной бумаги. В зависимости от назначения наждачной бумаги (грубая предварительная обработка, шлифовка, полировка) размер зерна может колебаться от 1 мм и более (наиболее грубые работы) до 3-5 мкм (самая тонкая полировка). В мире наиболее распространен стандарт FEPA, он же ISO 6344, тот же стандарт в 2005 принят и в России (ГОСТ Р 52381-2005). По этому стандарту зернистость наждачной бумаги обозначается буквой P и числом от 12 до 2500 (например, P40, P180), причем чем выше число тем меньше размер зерна (число обозначает число проволок сита на дюйм). На территории бывшего СССР также до сих пор применяются обозначения старого, ещё советского ГОСТа 3647-80, по которому цифра обозначает минимальный размер зерна в десятках микрон, после чего добавляется -Н (например 10-Н, 5-Н). Для самой мелкой наждачной бумаги цифра обозначает размер зерна в микронах, перед ней ставится буква М (сокращение от микро) (например М40, такую наждачку часто называют «нулёвка»). В некоторых странах встречается и другая маркировка, например ANSI (American National Standards Institute) — США, Канада, JIS (Japanese Industrial Standard) — Япония, GB2478 — Китай.
| Назначение | Маркировка по ГОСТ 3647-80 | Маркировка по ISO-6344 | Размер зерна, мкм | |
|---|---|---|---|---|
| Крупнозернистые | ||||
| Очень грубые работы | 80-Н | P22 | 800-1000 | |
| 63-Н | P24 | 630-800 | ||
| 50-Н | P36 | 500-630 | ||
| Грубые работы | ||||
| 40-Н | P40 | 400-500 | ||
| 32-Н | P46 | 315-400 | ||
| 25-Н | P60 | 250-315 | ||
| Первичная шлифовка | 20-Н | P80 | 200-250 | |
| 16-Н | P90 | 160-200 | ||
| 12-Н | P100 | 125-160 | ||
| 10-Н | P120 | 100-125 | ||
| Окончательная шлифовка мягких пород дерева, старой краски под покраску | 8-Н | P150 | 80-100 | |
| 6-Н | P180 (Р 220) | 63-80 | ||
| Мелкозернистые | ||||
| Окончательная шлифовка твердых пород дерева, шлифовка между покрытиями | 5-Н,М63 | P240 | 50-63 | |
| 4-Н,М50 | P280 | 40-50 | ||
| Полировка финальных покрытий, шлифовка между покрасками, мокрая шлифовка | М40\Н-3 | P400 | 28-40 | |
| М28\Н-2 | P600 | 20-28 | ||
| Шлифовка металла, пластиков, керамики, мокрая шлифовка | М20\Н-1 | P1000 | 14-20 | |
| Еще более тонкая шлифовка, полировка | М14 | P1200 | 10-14 | |
| М10/Н-0 | P1500 | 7-10 | ||
| М7\Н-01 | P2000 | 5-7 | ||
| М5\Н-00 | P2500 | 3-5 | ||
Маркировка по ГОСТу. Наносится на оборотную сторону краской
| Л1Э620×50П215А25-НМА ГОСТ 6456-82 622 |
|---|
где:
- Л — листовая
- для рулонной букву не ставят
- 1 — тип бумаги. Варианты:
- 1 — для шлифования материалов низкой твёрдости
- 2 — для шлифования металлов
- Э — абразив нанесён электростатическим способом
- 620×50 — размер, ширина, мм х длина, мм. Варианты:
- размер, ширина, мм х длина, мм для листов
- размер, ширина, мм х длина, м для рулонов
- П2 — основание — бумага 0-200. Варианты:
- Л1, Л2, М — влагопрочная бумага
- П1,… П11 — невлагопрочная бумага
- С1, С1Г, С2Г, У1, У2, У1Г, У2Г — ткань саржа
- П — ткань полудвунитка
- 15А — марка нормального электрокорунда. Варианты:
- 25 — размер основной фракции абразива, мкм. Вариант:
- М63 … М3 — микрошлифпорошки, размер в мкм
- -Н — содержание основной фракции абразива. Варианты:
- В — ≥ 60 %
- П — ≥ 55 %
- Н — ≥ 45 %
- Д — ≥ 41 %
- М — абразив приклеен мездровым клеем. Варианты:
- А — показатель износостойкости по классу (наличие дефектов). Варианты:
- А — ≤ 0,5 %
- Б — ≤ 2 %
- В — ≤ 3 %
- ГОСТ 6456-82 — стандарт. Варианты:
- ГОСТ 13344-79 — водостойкая тканевая
- ГОСТ 6456-82 — неводостойкая
- 622 — заводской номер партии (иногда отсутствует)
Маркировка
Абразивы на бумажной основе
Бумага для основы должна быть очень прочной, чтобы выдерживать механические воздействия. Её классифицируют в зависимости от плотности (г/м2) и маркируют цветными буквами. Принята такая классификация (согласно FEPA).
Бумага может быть как водостойкой, так и обычной. Обращайте внимание на маркировку производителя. Водостойкость шлифовальной бумаги также определяется типом связующего.
Преимущества бумажной основы:
— низкая стоимость;
— не происходит удлинения основы при работе;
— поверхность позволяет наносить самые мелкие фракции шлифматериала.
Недостатки:
— невысокая прочность и износостойкость;
— неводостойкость (водостойкая бумажная основа используется, как правило, только при ручной обработке).
Абразивы на тканевой основе
Чаще всего в качестве основы для абразивных материалов используют хлопок и полиэстер. Ткани пропитываются полиэфирной смолой для придания им большей прочности и водостойкости. Основными характеристиками тканей являются эластичность и прочность на разрыв.
Ткань класса J применяется для чистового шлифования края и профиля. Ткань Х обычно используется для грязной тяжелой работы. Ткани типов W и Y применяют, когда требуется повышенная прочность ленты — при промышленном шлифовании панелей. Выбирая ленту на тканевой основе, брать всегда нужно тип настолько жесткий, насколько это позволяют операция шлифования и форма обрабатываемой поверхности. Жесткость основы чаще всего напрямую коррелирует со сроком службы ленты.
Преимущества тканевой основы:
— высокая прочность и износостойкость;
— водостойкость.
Недостатки:
— относительно высокая стоимость;
— удлинение при работе (зависит от типа ткани и характера обработки).
Для производства некоторых абразивных материалов используются комбинированные основы (ткань, склеенная с бумагой) с различными свойствами.
Фибровая основа — специальный вид основы, предназначенный для изготовления фибровых дисков. Фибру получают путём обработки целлюлозы хлористым цинком, в результате получается абсолютно новый, твердый и плотный продукт. Основа неводостойкая, активно впитывает влагу.
Классификация шлифовальной бумаги по типу нанесения абразива (насыпке).
Открытая и полуоткрытая насыпка: зерна покрывают от 40 до 60 % поверхности основы. Такая бумага подходит для обработки рыхлых, мягких материалов — мягкие, смолистые породы дерева, шпатлеванные поверхности и пр. Открытый тип засыпки исключает забивание промежутков между зернами отходами шлифования и образование комков на абразивной поверхности.
Закрытая или сплошная насыпка: зерна абразива покрывают поверхность основы полностью. Шлифовальные материалы со сплошной засыпкой более эффективны при шлифовании твердых материалов (металлы, твердые породы дерева).
Технология производства наждачной бумаги. Нанесение абразива
В производстве наждачной бумаги применяются следующие способы нанесения абразива.
Механический. Абразивные зерна под действием силы тяжести падают на основной связующий слой несущего материала, располагаясь хаотично. Абразивные материалы, при производстве которых используется механический способ нанесения зерна, менее агрессивны.
Нанесение зерна в электростатическом поле. Отрицательно заряженные абразивные зерна в электростатическом поле притягиваются к основному связующему слою несущей основы. Под действием электростатического поля зерна вдавливаются в клеевую основу, располагаясь вертикально, остриём вниз. Абразивные материалы, при производстве которых используется способ нанесения зерна в электростатическом поле, более агрессивны и позволяют снимать больше материала при одинаковых усилиях.
Связующие
Для изготовления наждачной бумаги применяют связующие различных типов и марок. Вид связки имеет определяющие значение для прочности и режимов работы абразивного инструмента. Задача связующего — удержание абразивного зерна на основе и отведение тепла с зерна в процессе работы. При этом прочность закрепления зерна в связующем должна превышать прочность абразивного зерна. Кроме того, от типа связующего в большой мере зависит жесткость или эластичность наждачной бумаги и её водостойкость. В композиции связующего могут добавлять и специальные компоненты придающие наждачной бумаге определённые свойства, как например антистатические или антизасаливающие.
Некоторые типы синтетических связующих: — фенолоформальдегидные и карбамидоформальдегидные смолы — на основе лака — на основе эпоксидных смол
Из натуральных связующих наибольшее применение имеет мездровый клей. Наждачная бумага с его использованием не обладает водостойкими свойствами и не подходит для влажного шлифования.
Особенности применения
Зажим для наждачной бумаги- При обработке поверхности следует придерживаться общего правила: начинать работу с применением более грубой шлифовальной бумаги, постепенно сменяя её на бумагу с более тонким зерном (большим показателем зернистости). Грубое и очень грубое зерно применяется для чернового шлифования дерева, снятия старой краски, ржавчины с металлических поверхностей. Тонкое и очень тонкое зерно — для разных стадий чистового шлифования, шлифования полирования окрашенных поверхностей, шлифования металла. Для пластика с успехом применяется шлифовальная бумага с напылением из карбида кремния.
- Для влажного шлифования обычно используется водостойкая шлифовальная бумага с зернистостью P400-P600. Использование воды при шлифовании позволяет достичь более гладкой поверхности, исключает образование пыли. Мокрое шлифование, как правило, производится вручную для тщательного контроля прилагаемого усилия.
- В настоящее время для ручного и машинного шлифования доступны не только традиционные шлифовальные листы на бумажной и тканевой основе, но и приспособления, наиболее подходящие для некоторых специфических нужд и облегчающих обработку сложных поверхностей или рыхлых сыпучих материалов.
- Медные ламели коллекторов электродвигателей рекомендуют очищать от нагара только стеклянной наждачкой, всякая другая оставит свои зёрна на поверхности меди и вызовет быстрое стачивание угольных или графитовых щёток. Народный способ — использовать для этого «чиркательную» поверхность (тёрку) спичечного коробка, содержащую стеклянную пыль.
- Для ручного шлифования больших криволинейных поверхностей удобно наждачную бумагу закрепить на толстом (около 1 см) куске мягкой резины.
- Для удобства работы с наждачной бумагой её оборачивают вокруг бруска (из любого материала — древесина, пластик, пенопласт) с прикреплённым (прибитым, приклеенным) к нему куском войлока или пористой резины.
качество ручной работы с контролем нажима сочетается с увеличением производительности труда
- В качестве тонкой наждачной бумаги для пластмасс можно использовать грубую (обёрточную или газетную без текста) бумагу.
Шлифовальные губки
Шлифовальные губки полиуретановые Шлифовальные губки (полировальный войлок, абразивная подушка) — синтетическое волокно с нанесённым абразивом сформированое в нетканые листыОсновой для губок является вспененный полиуретан. Используются они для ручного шлифования поверхностей сложной формы, с углублениями, пазами, округлых деталей. Жесткие грани губки отлично шлифуют внутренние углы. Лучше всего подходят для шлифовки изделий из дерева, МДФ. Грубо- и среднезернистыми губками готовят поверхности под грунтовку. Губками тонкой зернистости шлифуют грунты, используют для промежуточной шлифовки лакированных поверхностей.
По виду нанесения абразивного материала губки могут быть односторонними, двусторонними и четырёхсторонними.
По сравнению с шлифовальной бумагой губка более долговечна, поскольку её можно промыть от продуктов шлифования и использовать снова.
Абразивная сетка
Абразивная сеткаПредставляет собой сетку из стекловолокна с абразивом, нанесенным с обеих сторон. В качестве абразива чаще всего используется карбид кремния.
На обратной стороне сетки и на упаковке указана зернистость. Зернистость шлифовальной сетки совпадает с зернистостью шлифовальной бумаги.
Для достижения наилучшего результата и чтобы сберечь руки, шлифовальную бумагу закрепляют на шлифовальной колодке. Можно использовать ручные шлифовальщики (терки для шлифования) с фиксаторами или с держателем для телескопического стержня.
Такая терка снабжена прокладкой из вспененного материала, которая обеспечивает плотное прилегание бумаги к обрабатываемой поверхности и более равномерное шлифование.
Машинное использование
Наждачная бумага для шлифовального круга Лепестковый шлифовальный диск — лепестки представляют собой наждачную бумагу (рабочая и тыльная стороны)Шлифовальная бумага служит оснасткой для следующих инструментов:
- Вибрационные шлифовальные или плоскошлифовальные машины. Листы прямоугольной формы крепятся на зажимах или на липучке, могут иметь отверстия для пылеотвода.
- Дельташлифмашины. От плоскошлифовальных отличаются треугольной формой, напоминающей утюг (или букву дельта, откуда и название), которая позволяет работать в труднодоступных местах. Листы треугольной формы крепятся на липучке, имеют отверстия для пылеотвода)
- Эксцентриковые (орбитальные) шлифовальные машины (листы круглой формы крепятся на липучке, имеют отверстия для пылеотвода.
- Ленточные шлифовальные машины (ленты натягиваются на ведущем вале и ролике шлифмашины, не имеют отверстия для пылеотвода)
- УШМ, дрели с использованием дополнительной оснастки — опорной тарелки, имеющей липучую поверхность или зажимную шайбу (листы круглой формы крепятся, соответственно, на липучке или имеют посередине отверстие, такие листы не имеют отверстия для пылеотвода)
- Вибрационные многофункциональные инструменты (универсальные резаки) с использованием дополнительной оснастки — опорной платформы, имеющей липучую поверхность (листы треугольной формы крепятся на липучке, как правило, не имеют отверстия для пылеотвода)
См. также
Примечания
wiki.sc
Наждачная бумага — Википедия
Наждачная бумага — лист на бумажной основе мелкозернистый и рулон на тканевой основе крупнозернистый Лента шлифовальной шкурки на тканевой основе Листы наждачной бумагиНажда́чная бумага (шлифовальная шкурка, наждачка) — гибкий абразивный материал, состоящий из тканевой или бумажной основы с нанесённым на неё слоем абразивного зерна (порошка). Предназначен для ручной и машинной обработки поверхностей различных материалов (металл, дерево, стекло, пластик) — удаления старой краски, подготовки поверхности для грунтовки и окраски, шлифование окрашенных поверхностей и пр.
История
Первое упоминание о наждачной бумаге относится к 13-му веку, когда в Китае она изготовлялась из размолотых раковин, семян и песка, нанесённых на пергамент с помощью натурального клея. У некоторых народов в качестве наждачной бумаги использовалась кожа акулы.
Считается, что изобретателем современной шлифовальной бумаги является Джон Оукей (John Oakey) (1813 г. — 10 января 1887 г.) — английский изобретатель и основатель компании «Джон Оукей и сыновья», производителя наждачной бумаги и других шлифовальных материалов.
Будучи подмастерьем в мастерской по изготовлению музыкальных инструментов, он начал изготавливать свою первую продукцию, приклеивая песок и размолотое стекло на бумагу. Усовершенствовав технологию для массового производства, он в 1833 г. основал бизнес в Валворте (Лондон), а затем перенес его на Вестминстер Бридж Роуд, где на месте бывшего приюта построил фабрику, здание которой в те годы называлось Веллингтон Миллс (Wellington Mills). До настоящего времени не сохранилось.
Оукей последовательно разработал бумагу для сухого и влажного шлифования и целый ряд шлифовальных материалов, включая средства для полирования обуви, средства для чистки посуды, полироль для мебели, и средство для полирования ножей (запатентованное Wellington Knife Polish).
Видео по теме
Абразивы, применяемые для производства наждачной бумаги
Строго говоря, натуральный наждак, природный материал, представляющий собой смесь корунда и магнетита, в производстве современных шлифовальных материалов почти не применяется. Наиболее часто для изготовления шлифовальных материалов на бумажной или тканевой основе используют искусственно получаемые оксид алюминия (электрокорунд) или карбид кремния (карборунд), реже применяются другие абразивы — гранат, синтетический алмаз, эльбор (боразон).
Электрокорунд
Самый широко применяемый абразив. Получают электрокорунд восстановительной плавкой в дуговых печах шихты, состоящей из бокситового агломерата, малозольного углеродистого материала и железной стружки. Выдерживает сильное давление, обладает отличной режущей способностью. Представляет собой твердые кристаллы с острыми гранями на изломе. Часто при плавке в шихту добавляют легирующие добавки, улучшающие его свойства, например добавление оксида хрома увеличивает абразивную способность и прочность электрокорунда (такой электрокорунд можно узнать по рубиновой окраске).
Карбид кремния
Получают спеканием кремнезема с графитом в электропечи Ачесона. Блестящие кристаллы нерегулярной формы с очень острыми краями. Карбид кремния по твердости превосходит оксид алюминия, но более хрупок. Под давлением во время работы кристаллы раскалываются с образованием новых режущих граней. Это свойство карбида кремния сохраняет рабочие свойства шлифовальных материалов долгое время и предотвращает засорение абразивной поверхности. Шлифовальные материалы с карбидом кремния рекомендуются для обработки стекла, пластика, чистовой обработки металла.
Гранат
Довольно мягкий минерал (твердость по Моосу 6,5-7,5), поэтому применяется для шлифовки мягких материалов (в основном, дерева). Такая бумага быстрее изнашивается, но, при одинаковой зернистости, дает более гладкую поверхность, чем бумага с другим абразивом.
Алмаз, Эльбор
Алмаз обладает самой высокой твердостью из известных веществ, эльбор незначительно ему уступает по твердости (значительно превосходя, однако, другие абразивы: втрое карбид кремния и почти вчетверо корунд), но превосходит алмаз по температурной устойчивости. Из-за высокой стоимости, для производства наждачной бумаги применяются редко.
Классификация шлифовальной бумаги по показателю зернистости
120
220
320
Рабочая поверхность наждачной бумаги различной зернистости (увеличено — 1 деление шкалы = 1 мм)Зернистость — важнейшая характеристика наждачной бумаги. В зависимости от назначения наждачной бумаги (грубая предварительная обработка, шлифовка, полировка) размер зерна может колебаться от 1 мм и более (наиболее грубые работы) до 3-5 мкм (самая тонкая полировка). В мире наиболее распространен стандарт FEPA, он же ISO 6344, тот же стандарт в 2005 принят и в России (ГОСТ Р 52381-2005). По этому стандарту зернистость наждачной бумаги обозначается буквой P и числом от 12 до 2500 (например, P40, P180), причем чем выше число тем меньше размер зерна (число обозначает число проволок сита на дюйм). На территории бывшего СССР также до сих пор применяются обозначения старого, ещё советского ГОСТа 3647-80, по которому цифра обозначает минимальный размер зерна в десятках микрон, после чего добавляется -Н (например 10-Н, 5-Н). Для самой мелкой наждачной бумаги цифра обозначает размер зерна в микронах, перед ней ставится буква М (сокращение от микро) (например М40, такую наждачку часто называют «нулёвка»). В некоторых странах встречается и другая маркировка, например ANSI (American National Standards Institute) — США, Канада, JIS (Japanese Industrial Standard) — Япония, GB2478 — Китай.
| Назначение | Маркировка по ГОСТ 3647-80 | Маркировка по ISO-6344 | Размер зерна, мкм | |
|---|---|---|---|---|
| Крупнозернистые | ||||
| Очень грубые работы | 80-Н | P22 | 800-1000 | |
| 63-Н | P24 | 630-800 | ||
| 50-Н | P36 | 500-630 | ||
| Грубые работы | ||||
| 40-Н | P40 | 400-500 | ||
| 32-Н | P46 | 315-400 | ||
| 25-Н | P60 | 250-315 | ||
| Первичная шлифовка | 20-Н | P80 | 200-250 | |
| 16-Н | P90 | 160-200 | ||
| 12-Н | P100 | 125-160 | ||
| 10-Н | P120 | 100-125 | ||
| Окончательная шлифовка мягких пород дерева, старой краски под покраску | 8-Н | P150 | 80-100 | |
| 6-Н | P180 (Р 220) | 63-80 | ||
| Мелкозернистые | ||||
| Окончательная шлифовка твердых пород дерева, шлифовка между покрытиями | 5-Н,М63 | P240 | 50-63 | |
| 4-Н,М50 | P280 | 40-50 | ||
| Полировка финальных покрытий, шлифовка между покрасками, мокрая шлифовка | М40\Н-3 | P400 | 28-40 | |
| М28\Н-2 | P600 | 20-28 | ||
| Шлифовка металла, пластиков, керамики, мокрая шлифовка | М20\Н-1 | P1000 | 14-20 | |
| Еще более тонкая шлифовка, полировка | М14 | P1200 | 10-14 | |
| М10/Н-0 | P1500 | 7-10 | ||
| М7\Н-01 | P2000 | 5-7 | ||
| М5\Н-00 | P2500 | 3-5 | ||
Маркировка по ГОСТу. Наносится на оборотную сторону краской
| Л1Э620×50П215А25-НМА ГОСТ 6456-82 622 |
|---|
где:
- Л — листовая
- для рулонной букву не ставят
- 1 — тип бумаги. Варианты:
- 1 — для шлифования материалов низкой твёрдости
- 2 — для шлифования металлов
- Э — абразив нанесён электростатическим способом
- 620×50 — размер, ширина, мм х длина, мм. Варианты:
- размер, ширина, мм х длина, мм для листов
- размер, ширина, мм х длина, м для рулонов
- П2 — основание — бумага 0-200. Варианты:
- Л1, Л2, М — влагопрочная бумага
- П1,… П11 — невлагопрочная бумага
- С1, С1Г, С2Г, У1, У2, У1Г, У2Г — ткань саржа
- П — ткань полудвунитка
- 15А — марка нормального электрокорунда. Варианты:
- 25 — размер основной фракции абразива, мкм. Вариант:
- М63 … М3 — микрошлифпорошки, размер в мкм
- -Н — содержание основной фракции абразива. Варианты:
- В — ≥ 60 %
- П — ≥ 55 %
- Н — ≥ 45 %
- Д — ≥ 41 %
- М — абразив приклеен мездровым клеем. Варианты:
- А — показатель износостойкости по классу (наличие дефектов). Варианты:
- А — ≤ 0,5 %
- Б — ≤ 2 %
- В — ≤ 3 %
- ГОСТ 6456-82 — стандарт. Варианты:
- ГОСТ 13344-79 — водостойкая тканевая
- ГОСТ 6456-82 — неводостойкая
- 622 — заводской номер партии (иногда отсутствует)
Маркировка
Абразивы на бумажной основе
Бумага для основы должна быть очень прочной, чтобы выдерживать механические воздействия. Её классифицируют в зависимости от плотности (г/м2) и маркируют цветными буквами. Принята такая классификация (согласно FEPA).
Бумага может быть как водостойкой, так и обычной. Обращайте внимание на маркировку производителя. Водостойкость шлифовальной бумаги также определяется типом связующего.
Преимущества бумажной основы:
— низкая стоимость;
— не происходит удлинения основы при работе;
— поверхность позволяет наносить самые мелкие фракции шлифматериала.
Недостатки:
— невысокая прочность и износостойкость;
— неводостойкость (водостойкая бумажная основа используется, как правило, только при ручной обработке).
Абразивы на тканевой основе
Чаще всего в качестве основы для абразивных материалов используют хлопок и полиэстер. Ткани пропитываются полиэфирной смолой для придания им большей прочности и водостойкости. Основными характеристиками тканей являются эластичность и прочность на разрыв.
Ткань класса J применяется для чистового шлифования края и профиля. Ткань Х обычно используется для грязной тяжелой работы. Ткани типов W и Y применяют, когда требуется повышенная прочность ленты — при промышленном шлифовании панелей. Выбирая ленту на тканевой основе, брать всегда нужно тип настолько жесткий, насколько это позволяют операция шлифования и форма обрабатываемой поверхности. Жесткость основы чаще всего напрямую коррелирует со сроком службы ленты.
Преимущества тканевой основы:
— высокая прочность и износостойкость;
— водостойкость.
Недостатки:
— относительно высокая стоимость;
— удлинение при работе (зависит от типа ткани и характера обработки).
Для производства некоторых абразивных материалов используются комбинированные основы (ткань, склеенная с бумагой) с различными свойствами.
Фибровая основа — специальный вид основы, предназначенный для изготовления фибровых дисков. Фибру получают путём обработки целлюлозы хлористым цинком, в результате получается абсолютно новый, твердый и плотный продукт. Основа неводостойкая, активно впитывает влагу.
Классификация шлифовальной бумаги по типу нанесения абразива (насыпке).
Открытая и полуоткрытая насыпка: зерна покрывают от 40 до 60 % поверхности основы. Такая бумага подходит для обработки рыхлых, мягких материалов — мягкие, смолистые породы дерева, шпатлеванные поверхности и пр. Открытый тип засыпки исключает забивание промежутков между зернами отходами шлифования и образование комков на абразивной поверхности.
Закрытая или сплошная насыпка: зерна абразива покрывают поверхность основы полностью. Шлифовальные материалы со сплошной засыпкой более эффективны при шлифовании твердых материалов (металлы, твердые породы дерева).
Технология производства наждачной бумаги. Нанесение абразива
В производстве наждачной бумаги применяются следующие способы нанесения абразива.
Механический. Абразивные зерна под действием силы тяжести падают на основной связующий слой несущего материала, располагаясь хаотично. Абразивные материалы, при производстве которых используется механический способ нанесения зерна, менее агрессивны.
Нанесение зерна в электростатическом поле. Отрицательно заряженные абразивные зерна в электростатическом поле притягиваются к основному связующему слою несущей основы. Под действием электростатического поля зерна вдавливаются в клеевую основу, располагаясь вертикально, остриём вниз. Абразивные материалы, при производстве которых используется способ нанесения зерна в электростатическом поле, более агрессивны и позволяют снимать больше материала при одинаковых усилиях.
Связующие
Для изготовления наждачной бумаги применяют связующие различных типов и марок. Вид связки имеет определяющие значение для прочности и режимов работы абразивного инструмента. Задача связующего — удержание абразивного зерна на основе и отведение тепла с зерна в процессе работы. При этом прочность закрепления зерна в связующем должна превышать прочность абразивного зерна. Кроме того, от типа связующего в большой мере зависит жесткость или эластичность наждачной бумаги и её водостойкость. В композиции связующего могут добавлять и специальные компоненты придающие наждачной бумаге определённые свойства, как например антистатические или антизасаливающие.
Некоторые типы синтетических связующих: — фенолоформальдегидные и карбамидоформальдегидные смолы — на основе лака — на основе эпоксидных смол
Из натуральных связующих наибольшее применение имеет мездровый клей. Наждачная бумага с его использованием не обладает водостойкими свойствами и не подходит для влажного шлифования.
Особенности применения
Зажим для наждачной бумаги- При обработке поверхности следует придерживаться общего правила: начинать работу с применением более грубой шлифовальной бумаги, постепенно сменяя её на бумагу с более тонким зерном (большим показателем зернистости). Грубое и очень грубое зерно применяется для чернового шлифования дерева, снятия старой краски, ржавчины с металлических поверхностей. Тонкое и очень тонкое зерно — для разных стадий чистового шлифования, шлифования полирования окрашенных поверхностей, шлифования металла. Для пластика с успехом применяется шлифовальная бумага с напылением из карбида кремния.
- Для влажного шлифования обычно используется водостойкая шлифовальная бумага с зернистостью P400-P600. Использование воды при шлифовании позволяет достичь более гладкой поверхности, исключает образование пыли. Мокрое шлифование, как правило, производится вручную для тщательного контроля прилагаемого усилия.
- В настоящее время для ручного и машинного шлифования доступны не только традиционные шлифовальные листы на бумажной и тканевой основе, но и приспособления, наиболее подходящие для некоторых специфических нужд и облегчающих обработку сложных поверхностей или рыхлых сыпучих материалов.
- Медные ламели коллекторов электродвигателей рекомендуют очищать от нагара только стеклянной наждачкой, всякая другая оставит свои зёрна на поверхности меди и вызовет быстрое стачивание угольных или графитовых щёток. Народный способ — использовать для этого «чиркательную» поверхность (тёрку) спичечного коробка, содержащую стеклянную пыль.
- Для ручного шлифования больших криволинейных поверхностей удобно наждачную бумагу закрепить на толстом (около 1 см) куске мягкой резины.
- Для удобства работы с наждачной бумагой её оборачивают вокруг бруска (из любого материала — древесина, пластик, пенопласт) с прикреплённым (прибитым, приклеенным) к нему куском войлока или пористой резины.
качество ручной работы с контролем нажима сочетается с увеличением производительности труда
- В качестве тонкой наждачной бумаги для пластмасс можно использовать грубую (обёрточную или газетную без текста) бумагу.
Шлифовальные губки
Шлифовальные губки полиуретановые Шлифовальные губки (полировальный войлок, абразивная подушка) — синтетическое волокно с нанесённым абразивом сформированое в нетканые листыОсновой для губок является вспененный полиуретан. Используются они для ручного шлифования поверхностей сложной формы, с углублениями, пазами, округлых деталей. Жесткие грани губки отлично шлифуют внутренние углы. Лучше всего подходят для шлифовки изделий из дерева, МДФ. Грубо- и среднезернистыми губками готовят поверхности под грунтовку. Губками тонкой зернистости шлифуют грунты, используют для промежуточной шлифовки лакированных поверхностей.
По виду нанесения абразивного материала губки могут быть односторонними, двусторонними и четырёхсторонними.
По сравнению с шлифовальной бумагой губка более долговечна, поскольку её можно промыть от продуктов шлифования и использовать снова.
Абразивная сетка
Абразивная сеткаПредставляет собой сетку из стекловолокна с абразивом, нанесенным с обеих сторон. В качестве абразива чаще всего используется карбид кремния.
На обратной стороне сетки и на упаковке указана зернистость. Зернистость шлифовальной сетки совпадает с зернистостью шлифовальной бумаги.
Для достижения наилучшего результата и чтобы сберечь руки, шлифовальную бумагу закрепляют на шлифовальной колодке. Можно использовать ручные шлифовальщики (терки для шлифования) с фиксаторами или с держателем для телескопического стержня.
Такая терка снабжена прокладкой из вспененного материала, которая обеспечивает плотное прилегание бумаги к обрабатываемой поверхности и более равномерное шлифование.
Машинное использование
Наждачная бумага для шлифовального круга Лепестковый шлифовальный диск — лепестки представляют собой наждачную бумагу (рабочая и тыльная стороны)Шлифовальная бумага служит оснасткой для следующих инструментов:
- Вибрационные шлифовальные или плоскошлифовальные машины. Листы прямоугольной формы крепятся на зажимах или на липучке, могут иметь отверстия для пылеотвода.
- Дельташлифмашины. От плоскошлифовальных отличаются треугольной формой, напоминающей утюг (или букву дельта, откуда и название), которая позволяет работать в труднодоступных местах. Листы треугольной формы крепятся на липучке, имеют отверстия для пылеотвода)
- Эксцентриковые (орбитальные) шлифовальные машины (листы круглой формы крепятся на липучке, имеют отверстия для пылеотвода.
- Ленточные шлифовальные машины (ленты натягиваются на ведущем вале и ролике шлифмашины, не имеют отверстия для пылеотвода)
- УШМ, дрели с использованием дополнительной оснастки — опорной тарелки, имеющей липучую поверхность или зажимную шайбу (листы круглой формы крепятся, соответственно, на липучке или имеют посередине отверстие, такие листы не имеют отверстия для пылеотвода)
- Вибрационные многофункциональные инструменты (универсальные резаки) с использованием дополнительной оснастки — опорной платформы, имеющей липучую поверхность (листы треугольной формы крепятся на липучке, как правило, не имеют отверстия для пылеотвода)
См. также
Примечания
wiki2.red
Наждачная бумага: виды зернистости
Наждачка есть в каждом доме, и практически каждый человек хоть раз в жизни пользовался таким материалом, сделанным из абразива. Наждачная бумага и виды зернистости отличается, поэтому потребители применяют ее для решения разных задач. К основным предназначениям наждачки относятся обработка поверхности, с которой убираются заусеницы, дефекты, шлифуется внутренняя или внешняя сторона изделия.
Особенности изготовления
Технология производства наждачной бумаги простая. Суть состоит в том, чтобы абразивное зерно нанести на бумажную основу и закрепить его там с помощью специального клея или смолы. На основе абразивной бумаги и изготавливают различные абразивные инструменты, в основе которых лежит наждачка.
Существуют следующие этапы производства наждачной бумаги:
- Сначала берут материал, который будет служить основой для изделия, и пропитывают его латексом или полимерами.
- Разогревают клей до +30-50 градусов.
- Наносят клей на основу для наждачки.
- Берут абразивный порошок нужной фракции, насыпают на бумагу или ткань.
- Помещают материал в печь, чтобы высушить. Температура выставляется, исходя из того, какой зернистости применялся абразивный порошок, каким был тип клея, основа.
Подобным способом обычно создают наждачку в домашних условиях, на производстве технологии позволяют получить более качественную продукцию. Для самостоятельного изготовления достаточно придерживаться указанной последовательности действий, чтобы получить наждачную бумагу невысокого качества. В качестве основы применяют плотный картон или ткань, на которые наносят растолченные песок или стекло. Иногда их заменяет крошка, полученная с абразивного круга.
Основа изделия
Изготавливается на основе следующих материалов:
- Бумажная. Встречается в большинстве наждачно-абразивных изделиях. Чтобы повысить уровень прочности и стойкость к разрыву, изгибы полотна обрабатывают смолами или полимерными материалами. Это значительно повышает стойкость к влаге. На бумагу наносят мелкое абразивное зерно.
- Тканевая основа. Отличается стойкостью к истиранию, износу, обладает высоким уровнем эластичности, влагостойкостью. Применяют для интенсивной работы с материалами, которые нужно отшлифовать.
- Комбинированная основа, которая состоит из бумаги и ткани. Материал является двухслойным, что придает изделию прочность, плотность, стойкость. Наносят крупное абразивное зерно.
- Губчатая основа. Используют для насадок, которые предназначены для выполнения ручной и механической работы. Отлично пропускает мелкие частицы, в том числе пыль, что позволяет применять ее длительное время на производстве и на дачном участке.
В каких формах выпускается наждачка
И в промышленных, и в домашних условиях делать наждачную бумагу можно в таких формах, как:
- Листовая — отличается высокой жесткостью, листы сложно изгибать в разные стороны. Складируют листовую наждачку стопками.
- Рулонная — характерна компактность, невысокая фракция зернистости, размер рулонов меньше, чем у листовой формы наждачной бумаги.
- Сеточная (абразивная сетка) — это особое разреженное полотно, на которое крепится зерно. Благодаря этому шлифовка будет отличаться высоким качеством, мелкие частицы будут проходить через сетку, не забиваться в поры. Такой метод работы с наждачной бумагой называется шлифовкой без пыли.
- Круговая (абразивный круг) — вырезается в виде насадки, которая одевается на механические устройства или инструменты. Для абразивного круга характерна мелкозернистость, что позволяет очищать любой металл от налетов, ржавчины, старого покрытия.
- Наждачная бумага, которая имеет разную зернистость. Производится в виде насадки, которая надевается на электрические инструменты. На них насадка крепится липучкой или продевается в отверстия.
- Лентовая (шлифовальная лента) — заправляют в станки или машины, которые применяются для циклевочных работ.

Особенности маркировки
Наждачка отличается не только по форме, но и по обозначению, которая называется маркировкой. Она характеризуется следующими параметрами:
- Концентрацией абразивного порошка в материале.
- Фракцией материала.
Существует два стандарта маркировки наждачки — международный и отечественный. Международная маркировка обозначается латинскими буквами ISO, которые ставятся на обороте изделия. Отечественный стандарт также пишется сзади— ГОСТ 3647-80, и обозначает, сколько зерен того или иного размера приходится на 1 единицу. В отечественном ГОСТе значения плотности и крупности абразивных зерен уменьшается, а в новом — номер наждачки возрастает со степенью уменьшения значения в маркировке.
Цифры и буквы наносятся разными цветами, которые должны раскрывать информацию о выбранном изделии. Цветовая маркировка используется все реже, но вид зернистости, плотность, водостойкость обозначаются в обязательном порядке. Наносится и маркировка, помогающая потребителям выбрать бумагу для конкретного типа работ. Ниже представлены обозначения международного и отечественного стандарта, которые пишут производители на обратной стороне наждачки:
- Буква Л — листовая форма выпуска (рулонную наждачку вообще не обозначают буквами).
- Буква М — обозначение водостойкости.
- Буква П — ставят на наждачке, которую выпускают для шлифовки сухих изделий. Никакого контакта с водой не должно быть.
- Цифра 1 — абразивное зерно подходит только для шлифовки мягких поверхностей, а 2 — для жестких.
Зернистость: виды и расшифровка
Абразивное зерно, которое наносится на основу, изготавливается как из синтетических, так и природных материалов. Самым популярным веществом является гранит, который считается абразивом природного происхождения. Хорошо подходит для работы с древесиной. Применяется и карбид кремния, подходящий для обработки металла, пластика, стекловолокна.
Отличным абразивом является керамика, которая отличается высокой прочностью и твердостью. Окись алюминия, из которого часто делают наждачку, служит долго, делая поверхности гладкими. Дорогим, но при этом самым прочным материалом является алмаз. Используется в промышленности, практически не изнашивается.
Зернистость наждачной бумаги расшифровывается так:
- Крупная. По стандарту обозначается цифрами от 12 до 80. Подходит для черновой обработки различных поверхностей, снятия лака, ржавчины. После такой бумаги на поверхности остаются глубокие царапины, которые убираются при дальнейшей работе.
- Средняя, которая маркируется цифрами от 80 до 160. Подходит для обработки древесины и крупных царапин.
- Мелкая. Обозначается цифрами 160-1400 единиц, применяется для окончательной обработки поверхности.

Зернистость в международном ГОСТе обозначается буквой Р, а после нее ставят цифры фракции. В частности, Р400 — это наждачка-«нулевка», Р2500 — наждачная бумага имеет очень мелкую фракцию.
В отечественном стандарте зернистость обозначается буквой Н, которая ставится после цифр. Например, 10-Н — это абразивное зерно ячейкой 100 мкм. Чем меньше цифра после буквы Н, тем меньше размер ячейки.
Выбирая наждачную бумагу, стоит учитывать, для каких работ изделие будет применяться. Внимание потребитель должен обращать на материал основы, абразивного зерна, маркировку. Если планируется комплекс работ, то в специализированных магазинах приобретать нужно крупно-, средне- и мелкозернистую наждачку.
remboo.ru
Наждачная бумага Википедия
Наждачная бумага — лист на бумажной основе мелкозернистый и рулон на тканевой основе крупнозернистый Лента шлифовальной бумаги на тканевой основе Листы наждачной бумагиШкурка шлифовальная [1](наждачная бумага, шлифовальная/абразивная бумага, наждачка) — гибкий абразивный материал, состоящий из тканевой или бумажной основы с нанесённым на неё слоем абразивного зерна (порошка). Предназначен для ручной и машинной обработки поверхностей различных материалов (металл, дерево, стекло, пластик) — удаления старой краски, подготовки поверхности для грунтовки и окраски, шлифование окрашенных поверхностей и пр.
История
Первое упоминание о наждачной бумаге относится к 13-му веку, когда в Китае она изготовлялась из размолотых раковин, семян и песка, нанесённых на пергамент с помощью натурального клея. У некоторых народов в качестве наждачной бумаги использовалась кожа акулы.
Считается, что изобретателем современной шлифовальной бумаги является Джон Оукей (John Oakey) (1813 г. — 10 января 1887 г.) — английский изобретатель и основатель компании «Джон Оукей и сыновья», производителя наждачной бумаги и других шлифовальных материалов.
Будучи подмастерьем в мастерской по изготовлению музыкальных инструментов, он начал изготавливать свою первую продукцию, приклеивая песок и размолотое стекло на бумагу. Усовершенствовав технологию для массового производства, он в 1833 г. основал бизнес в Валворте (Лондон), а затем перенес его на Вестминстер Бридж Роуд, где на месте бывшего приюта построил фабрику, здание которой в те годы называлось Веллингтон Миллс (Wellington Mills). До настоящего времени не сохранилось.
Оукей последовательно разработал бумагу для сухого и влажного шлифования и целый ряд шлифовальных материалов, включая средства для полирования обуви, средства для чистки посуды, полироль для мебели, и средство для полирования ножей (запатентованное Wellington Knife Polish).
Абразивы, применяемые для производства наждачной бумаги
Строго говоря, натуральный наждак, природный материал, представляющий собой смесь корунда и магнетита, в производстве современных шлифовальных материалов почти не применяется. Наиболее часто для изготовления шлифовальных материалов на бумажной или тканевой основе используют искусственно получаемые оксид алюминия (электрокорунд) или карбид кремния (карборунд), реже применяются другие абразивы — гранат, синтетический алмаз, эльбор (боразон).
Электрокорунд
Самый широко применяемый абразив. Получают электрокорунд восстановительной плавкой в дуговых печах шихты, состоящей из бокситового агломерата, малозольного углеродистого материала и железной стружки. Выдерживает сильное давление, обладает отличной режущей способностью. Представляет собой твердые кристаллы с острыми гранями на изломе. Часто при плавке в шихту добавляют легирующие добавки, улучшающие его свойства, например добавление оксида хрома увеличивает абразивную способность и прочность электрокорунда (такой электрокорунд можно узнать по рубиновой окраске).
Карбид кремния
Получают спеканием кремнезема с графитом в электропечи Ачесона. Блестящие кристаллы нерегулярной формы с очень острыми краями. Карбид кремния по твердости превосходит оксид алюминия, но более хрупок. Под давлением во время работы кристаллы раскалываются с образованием новых режущих граней. Это свойство карбида кремния сохраняет рабочие свойства шлифовальных материалов долгое время и предотвращает засорение абразивной поверхности. Шлифовальные материалы с карбидом кремния рекомендуются для обработки стекла, пластика, чистовой обработки металла.
Гранат
Довольно мягкий минерал (твердость по Моосу 6,5-7,5), поэтому применяется для шлифовки мягких материалов (в основном, дерева). Такая бумага быстрее изнашивается, но, при одинаковой зернистости, дает более гладкую поверхность, чем бумага с другим абразивом.
Алмаз, Эльбор
Алмаз обладает самой высокой твердостью из известных веществ, эльбор незначительно ему уступает по твердости (значительно превосходя, однако, другие абразивы: втрое карбид кремния и почти вчетверо корунд), но превосходит алмаз по температурной устойчивости. Из-за высокой стоимости, для производства наждачной бумаги применяются редко.
Классификация шлифовальной бумаги по показателю зернистости
120
220
320
Рабочая поверхность наждачной бумаги различной зернистости (увеличено — 1 деление шкалы = 1 мм)Зернистость — важнейшая характеристика наждачной бумаги. В зависимости от назначения наждачной бумаги (грубая предварительная обработка, шлифовка, полировка) размер зерна может колебаться от 1 мм и более (наиболее грубые работы) до 3-5 мкм (самая тонкая полировка). В мире наиболее распространен стандарт FEPA, он же ISO 6344, тот же стандарт в 2005 принят и в России (ГОСТ Р 52381-2005). По этому стандарту зернистость наждачной бумаги обозначается буквой P и числом от 12 до 2500 (например, P40, P180), причем чем выше число тем меньше размер зерна (число обозначает число проволок сита на дюйм). На территории бывшего СССР также до сих пор применяются обозначения старого, ещё советского ГОСТа 3647-80, по которому цифра обозначает минимальный размер зерна в десятках микрон, после чего добавляется -Н (например 10-Н, 5-Н). Для самой мелкой наждачной бумаги цифра обозначает размер зерна в микронах, перед ней ставится буква М (сокращение от микро) (например М40, такую наждачку часто называют «нулёвка»). В некоторых странах встречается и другая маркировка, например ANSI (American National Standards Institute) — США, Канада, JIS (Japanese Industrial Standard) — Япония, GB2478 — Китай.
| Назначение | Маркировка по ГОСТ 3647-80 | Маркировка по ISO-6344 | Размер зерна, мкм | |
|---|---|---|---|---|
| Крупнозернистые | ||||
| Очень грубые работы | 80-Н | P22 | 800-1000 | |
| 63-Н | P24 | 630-800 | ||
| 50-Н | P36 | 500-630 | ||
| Грубые работы | ||||
| 40-Н | P40 | 400-500 | ||
| 32-Н | P46 | 315-400 | ||
| 25-Н | P60 | 250-315 | ||
| Первичная шлифовка | 20-Н | P80 | 200-250 | |
| 16-Н | P90 | 160-200 | ||
| 12-Н | P100 | 125-160 | ||
| 10-Н | P120 | 100-125 | ||
| Окончательная шлифовка мягких пород дерева, старой краски под покраску | 8-Н | P150 | 80-100 | |
| 6-Н | P180 (Р 220) | 63-80 | ||
| Мелкозернистые | ||||
| Окончательная шлифовка твердых пород дерева, шлифовка между покрытиями | 5-Н,М63 | P240 | 50-63 | |
| 4-Н,М50 | P280 | 40-50 | ||
| Полировка финальных покрытий, шлифовка между покрасками, мокрая шлифовка | М40\Н-3 | P400 | 28-40 | |
| М28\Н-2 | P600 | 20-28 | ||
| Шлифовка металла, пластиков, керамики, мокрая шлифовка | М20\Н-1 | P1000 | 14-20 | |
| Еще более тонкая шлифовка, полировка | М14 | P1200 | 10-14 | |
| М10/Н-0 | P1500 | 7-10 | ||
| М7\Н-01 | P2000 | 5-7 | ||
| М5\Н-00 | P2500 | 3-5 | ||
Маркировка по ГОСТу. Наносится на оборотную сторону краской
| Л1Э620×50П215А25-НМА ГОСТ 6456-82 622 |
|---|
где:
- Л — листовая
- для рулонной букву не ставят
- 1 — тип бумаги. Варианты:
- 1 — для шлифования материалов низкой твёрдости
- 2 — для шлифования металлов
- Э — абразив нанесён электростатическим способом
- 620×50 — размер, ширина, мм х длина, мм. Варианты:
- размер, ширина, мм х длина, мм для листов
- размер, ширина, мм х длина, м для рулонов
- П2 — основание — бумага 0-200. Варианты:
- Л1, Л2, М — влагопрочная бумага
- П1,… П11 — невлагопрочная бумага
- С1, С1Г, С2Г, У1, У2, У1Г, У2Г — ткань саржа
- П — ткань полудвунитка
- 15А — марка нормального электрокорунда. Варианты:
- 25 — размер основной фракции абразива, мкм. Вариант:
- М63 … М3 — микрошлифпорошки, размер в мкм
- -Н — содержание основной фракции абразива. Варианты:
- В — ≥ 60 %
- П — ≥ 55 %
- Н — ≥ 45 %
- Д — ≥ 41 %
- М — абразив приклеен мездровым клеем. Варианты:
- А — показатель износостойкости по классу (наличие дефектов). Варианты:
- А — ≤ 0,5 %
- Б — ≤ 2 %
- В — ≤ 3 %
- ГОСТ 6456-82 — стандарт. Варианты:
- ГОСТ 13344-79 — водостойкая тканевая
- ГОСТ 6456-82 — неводостойкая
- 622 — заводской номер партии (иногда отсутствует)
Маркировка
Абразивы на бумажной основе
Бумага для основы должна быть очень прочной, чтобы выдерживать механические воздействия. Её классифицируют в зависимости от плотности (г/м2) и маркируют цветными буквами. Принята такая классификация (согласно FEPA).
Бумага может быть как водостойкой, так и обычной. Обращайте внимание на маркировку производителя. Водостойкость шлифовальной бумаги также определяется типом связующего.
Преимущества бумажной основы:
— низкая стоимость;
— не происходит удлинения основы при работе;
— поверхность позволяет наносить самые мелкие фракции шлифматериала.
Недостатки:
— невысокая прочность и износостойкость;
— неводостойкость (водостойкая бумажная основа используется, как правило, только при ручной обработке).
Абразивы на тканевой основе
Чаще всего в качестве основы для абразивных материалов используют хлопок и полиэстер. Ткани пропитываются полиэфирной смолой для придания им большей прочности и водостойкости. Основными характеристиками тканей являются эластичность и прочность на разрыв.
Ткань класса J применяется для чистового шлифования края и профиля. Ткань Х обычно используется для грязной тяжелой работы. Ткани типов W и Y применяют, когда требуется повышенная прочность ленты — при промышленном шлифовании панелей. Выбирая ленту на тканевой основе, брать всегда нужно тип настолько жесткий, насколько это позволяют операция шлифования и форма обрабатываемой поверхности. Жесткость основы чаще всего напрямую коррелирует со сроком службы ленты.
Преимущества тканевой основы:
— высокая прочность и износостойкость;
— водостойкость.
Недостатки:
— относительно высокая стоимость;
— удлинение при работе (зависит от типа ткани и характера обработки).
Для производства некоторых абразивных материалов используются комбинированные основы (ткань, склеенная с бумагой) с различными свойствами.
Фибровая основа — специальный вид основы, предназначенный для изготовления фибровых дисков. Фибру получают путём обработки целлюлозы хлористым цинком, в результате получается абсолютно новый, твердый и плотный продукт. Основа неводостойкая, активно впитывает влагу.
Классификация шлифовальной бумаги по типу нанесения абразива (насыпке).
Открытая и полуоткрытая насыпка: зерна покрывают от 40 до 60 % поверхности основы. Такая бумага подходит для обработки рыхлых, мягких материалов — мягкие, смолистые породы дерева, шпатлеванные поверхности и пр. Открытый тип засыпки исключает забивание промежутков между зернами отходами шлифования и образование комков на абразивной поверхности.
Закрытая или сплошная насыпка: зерна абразива покрывают поверхность основы полностью. Шлифовальные материалы со сплошной засыпкой более эффективны при шлифовании твердых материалов (металлы, твердые породы дерева).
Технология производства наждачной бумаги. Нанесение абразива
В производстве наждачной бумаги применяются следующие способы нанесения абразива.
Механический. Абразивные зерна под действием силы тяжести падают на основной связующий слой несущего материала, располагаясь хаотично. Абразивные материалы, при производстве которых используется механический способ нанесения зерна, менее агрессивны.
Нанесение зерна в электростатическом поле. Отрицательно заряженные абразивные зерна в электростатическом поле притягиваются к основному связующему слою несущей основы. Под действием электростатического поля зерна вдавливаются в клеевую основу, располагаясь вертикально, остриём вниз. Абразивные материалы, при производстве которых используется способ нанесения зерна в электростатическом поле, более агрессивны и позволяют снимать больше материала при одинаковых усилиях.
Связующие
Для изготовления наждачной бумаги применяют связующие различных типов и марок. Вид связки имеет определяющие значение для прочности и режимов работы абразивного инструмента. Задача связующего — удержание абразивного зерна на основе и отведение тепла с зерна в процессе работы. При этом прочность закрепления зерна в связующем должна превышать прочность абразивного зерна. Кроме того, от типа связующего в большой мере зависит жесткость или эластичность наждачной бумаги и её водостойкость. В композиции связующего могут добавлять и специальные компоненты придающие наждачной бумаге определённые свойства, как например антистатические или антизасаливающие.
Некоторые типы синтетических связующих: — фенолоформальдегидные и карбамидоформальдегидные смолы — на основе лака — на основе эпоксидных смол
Из натуральных связующих наибольшее применение имеет мездровый клей. Наждачная бумага с его использованием не обладает водостойкими свойствами и не подходит для влажного шлифования.
Особенности применения
Зажим для наждачной бумаги- При обработке поверхности следует придерживаться общего правила: начинать работу с применением более грубой шлифовальной бумаги, постепенно сменяя её на бумагу с более тонким зерном (большим показателем зернистости). Грубое и очень грубое зерно применяется для чернового шлифования дерева, снятия старой краски, ржавчины с металлических поверхностей. Тонкое и очень тонкое зерно — для разных стадий чистового шлифования, шлифования полирования окрашенных поверхностей, шлифования металла. Для пластика с успехом применяется шлифовальная бумага с напылением из карбида кремния.
- Для влажного шлифования обычно используется водостойкая шлифовальная бумага с зернистостью P400-P600. Использование воды при шлифовании позволяет достичь более гладкой поверхности, исключает образование пыли. Мокрое шлифование, как правило, производится вручную для тщательного контроля прилагаемого усилия.
- В настоящее время для ручного и машинного шлифования доступны не только традиционные шлифовальные листы на бумажной и тканевой основе, но и приспособления, наиболее подходящие для некоторых специфических нужд и облегчающих обработку сложных поверхностей или рыхлых сыпучих материалов.
- Медные ламели коллекторов электродвигателей рекомендуют очищать от нагара только стеклянной наждачкой, всякая другая оставит свои зёрна на поверхности меди и вызовет быстрое стачивание угольных или графитовых щёток. Народный способ — использовать для этого «чиркательную» поверхность (тёрку) спичечного коробка, содержащую стеклянную пыль.
- Для ручного шлифования больших криволинейных поверхностей удобно наждачную бумагу закрепить на толстом (около 1 см) куске мягкой резины.
- Для удобства работы с наждачной бумагой её оборачивают вокруг бруска (из любого материала — древесина, пластик, пенопласт) с прикреплённым (прибитым, приклеенным) к нему куском войлока или пористой резины.
качество ручной работы с контролем нажима сочетается с увеличением производительности труда
- В качестве тонкой наждачной бумаги для пластмасс можно использовать грубую (обёрточную или газетную без текста) бумагу.
Шлифовальные губки
Шлифовальные губки полиуретановые Шлифовальные губки (полировальный войлок, абразивная подушка) — синтетическое волокно с нанесённым абразивом сформированное в нетканые листыОсновой для губок является вспененный полиуретан. Используются они для ручного шлифования поверхностей сложной формы, с углублениями, пазами, округлых деталей. Жесткие грани губки отлично шлифуют внутренние углы. Лучше всего подходят для шлифовки изделий из дерева, МДФ. Грубо- и среднезернистыми губками готовят поверхности под грунтовку. Губками тонкой зернистости шлифуют грунты, используют для промежуточной шлифовки лакированных поверхностей.
По виду нанесения абразивного материала губки могут быть односторонними, двусторонними и четырёхсторонними.
По сравнению с шлифовальной бумагой губка более долговечна, поскольку её можно промыть от продуктов шлифования и использовать снова.
Абразивная сетка
Абразивная сеткаПредставляет собой сетку из стекловолокна с абразивом, нанесенным с обеих сторон. В качестве абразива чаще всего используется карбид кремния.
На обратной стороне сетки и на упаковке указана зернистость. Зернистость шлифовальной сетки совпадает с зернистостью шлифовальной бумаги.
Для достижения наилучшего результата и чтобы сберечь руки, шлифовальную бумагу закрепляют на шлифовальной колодке. Можно использовать ручные шлифовальщики (терки для шлифования) с фиксаторами или с держателем для телескопического стержня.
Такая терка снабжена прокладкой из вспененного материала, которая обеспечивает плотное прилегание бумаги к обрабатываемой поверхности и более равномерное шлифование.
Машинное использование
Наждачная бумага для шлифовального круга Лепестковый шлифовальный диск — лепестки представляют собой наждачную бумагу (рабочая и тыльная стороны)Шлифовальная бумага служит оснасткой для следующих инструментов:
- Вибрационные шлифовальные или плоскошлифовальные машины. Листы прямоугольной формы крепятся на зажимах или на липучке, могут иметь отверстия для пылеотвода.
- Дельташлифмашины. От плоскошлифовальных отличаются треугольной формой, напоминающей утюг (или букву дельта, откуда и название), которая позволяет работать в труднодоступных местах. Листы треугольной формы крепятся на липучке, имеют отверстия для пылеотвода)
- Эксцентриковые (орбитальные) шлифовальные машины (листы круглой формы крепятся на липучке, имеют отверстия для пылеотвода.
- Ленточные шлифовальные машины (ленты натягиваются на ведущем вале и ролике шлифмашины, не имеют отверстия для пылеотвода)
- УШМ, дрели с использованием дополнительной оснастки — опорной тарелки, имеющей липучую поверхность или зажимную шайбу (листы круглой формы крепятся, соответственно, на липучке или имеют посередине отверстие, такие листы не имеют отверстия для пылеотвода)
- Вибрационные многофункциональные инструменты (универсальные резаки) с использованием дополнительной оснастки — опорной платформы, имеющей липучую поверхность (листы треугольной формы крепятся на липучке, как правило, не имеют отверстия для пылеотвода)
См. также
Примечания
wikiredia.ru