Назначение рейсмусовый станок: назначение, устройство, типы, как выбрать
alexxlab | 15.04.1991 | 0 | Разное
К деревообрабатывающим станкам относится группа продольно-фрезерных, к которым, в свою очередь, относятся рейсмусовые и фуговальные. Вам необходимо купить рейсмусовый станок? Основным направлением деятельности компании «ДЮКОН» является продажа промышленного оборудования и инструмента от ведущих производителей. В том числе к продаже представлены рейсмусовые станки. Перейдя по ссылке на сайт derevo.dukon.ru вы сможете узнать более подробную информацию о деятельности компании и приобрести необходимое оборудование. Благодаря им можно выполнить обработку пиломатериалов. Если возникли какие-либо дефекты при обработке дерева, станки уберут их. Для них необходимо брать отлично высушенную древесину. В этой статье мы поговорим о том, для чего нужен рейсмусовый станок. Этот вид станков нужно использовать для брусков, щитов и досок. Рейсмусовый станок позволяет получать материалы определенного размера, беря во внимание необходимую толщину изделия и разделывая его на 2 полоски, которые параллельны между собой. Доставка заготовок на обе разновидности станков в автоматическом режиме осуществляется посредством вальцового, каретного или конвейерного механизмов. Дата: 18 ноября 2013 Популярные материалы
|

 е. плоскостного строгания всевозможных заготовок до заданной толщины. При этом детали должны быть предварительно отфугованы. В отличие от фуговального станка, который делает поверхность древесины ровной, рейсмусовый ровной делает толщину и обеспечивает чистовую обработку с минимальными потерями материала.
е. плоскостного строгания всевозможных заготовок до заданной толщины. При этом детали должны быть предварительно отфугованы. В отличие от фуговального станка, который делает поверхность древесины ровной, рейсмусовый ровной делает толщину и обеспечивает чистовую обработку с минимальными потерями материала.
 Кроме того, используя рейсмусовые станки по дереву вы не только снимаете с заготовки стружку, но и регулируете нужную толщину среза.
Кроме того, используя рейсмусовые станки по дереву вы не только снимаете с заготовки стружку, но и регулируете нужную толщину среза.
 Производительность станка фуговально рейсмусового напрямую зависит от скорости подачи и максимально возможного количества заготовок, одновременно доступных для строгания. В этом отношении существенно выигрывает механическая подача. Помимо прочего, обратите внимание на наличие направляющей линейки — она ощутимо ускорит процесс. И помните — не стоит экономить на качестве оборудования, ведь только с хорошим станком работа превратится в удовольствие и принесет вам прибыль.
Производительность станка фуговально рейсмусового напрямую зависит от скорости подачи и максимально возможного количества заготовок, одновременно доступных для строгания. В этом отношении существенно выигрывает механическая подача. Помимо прочего, обратите внимание на наличие направляющей линейки — она ощутимо ускорит процесс. И помните — не стоит экономить на качестве оборудования, ведь только с хорошим станком работа превратится в удовольствие и принесет вам прибыль. Он может быть односторонним либо двусторонним, причем последний позволяет обрабатывать сразу пласт, кромки и параллельные плоскости. Вдобавок, отличаются такие строгальные (фуговальные) и рейсмусовые станки максимально возможной длиной и шириной строгания, а также высотой подъема поперечины, а движение, в данном случае, сообщается преимущественно расположенной на столе станка детали. Для обработки мелких и средних заготовок больше подходит поперечный станок строгальный. У него предельная величина хода ползуна составляет от 20 до 100 см.
Он может быть односторонним либо двусторонним, причем последний позволяет обрабатывать сразу пласт, кромки и параллельные плоскости. Вдобавок, отличаются такие строгальные (фуговальные) и рейсмусовые станки максимально возможной длиной и шириной строгания, а также высотой подъема поперечины, а движение, в данном случае, сообщается преимущественно расположенной на столе станка детали. Для обработки мелких и средних заготовок больше подходит поперечный станок строгальный. У него предельная величина хода ползуна составляет от 20 до 100 см. Нужно выровнять толщину материала, вывести размеры досок и щитов, получить гладкую поверхность заготовок, из которых впоследствии предстоит смастерить мебель, или использовать их для отделки пола или помещения. Решением проблемы может стать покупка рейсмуса или изготовление рейсмусового станка своими руками, ведь аппарат с автоматической подачей заготовок и ножевыми валами из быстрорежущей стали значительно ускоряет и облегчает процесс строгания древесины.
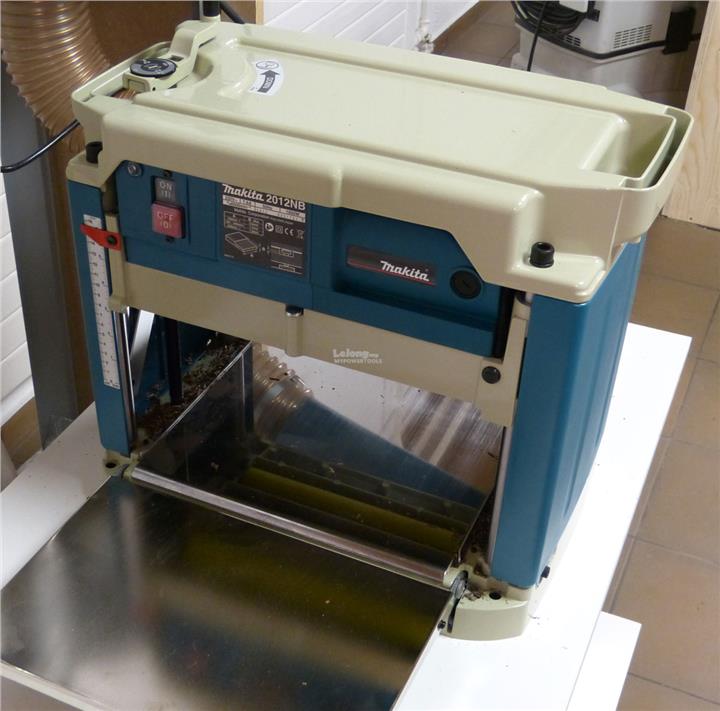
Нужно выровнять толщину материала, вывести размеры досок и щитов, получить гладкую поверхность заготовок, из которых впоследствии предстоит смастерить мебель, или использовать их для отделки пола или помещения. Решением проблемы может стать покупка рейсмуса или изготовление рейсмусового станка своими руками, ведь аппарат с автоматической подачей заготовок и ножевыми валами из быстрорежущей стали значительно ускоряет и облегчает процесс строгания древесины. В отличие от промышленных аппаратов, бытовые рейсмусы являются небольшими по размерам и намного легче, что облегчает их транспортировку. К тому же современные модели имеют облегченную систему смены рабочих ножей и увеличенный контроль глубины резания, чтобы точно выверивать толщину снимаемой стружки.
В отличие от промышленных аппаратов, бытовые рейсмусы являются небольшими по размерам и намного легче, что облегчает их транспортировку. К тому же современные модели имеют облегченную систему смены рабочих ножей и увеличенный контроль глубины резания, чтобы точно выверивать толщину снимаемой стружки.

 Кроме горизонтального стола, на котором регулируется толщина снимаемого слоя, рейсмус состоит из таких основных элементов, как специальная фреза, что представлена несколькими отдельными ножами и системы автоматической подачи деревянной заготовки по роликовым направляющим.
Кроме горизонтального стола, на котором регулируется толщина снимаемого слоя, рейсмус состоит из таких основных элементов, как специальная фреза, что представлена несколькими отдельными ножами и системы автоматической подачи деревянной заготовки по роликовым направляющим. Нижние валики устанавливаются свободно и приводятся во вращение подаваемым материалом. Эти валики – поддерживающие или направляющие. В двусторонних рейсмусовых станках ножевые валы располагаются в столе и над рабочим столом.
Нижние валики устанавливаются свободно и приводятся во вращение подаваемым материалом. Эти валики – поддерживающие или направляющие. В двусторонних рейсмусовых станках ножевые валы располагаются в столе и над рабочим столом. Изделия меньшей толщины, даже на 2—3 миллиметра, дойдя до ножевого вала, получат сильный удар в торец ножом и вылетят обратно.
Изделия меньшей толщины, даже на 2—3 миллиметра, дойдя до ножевого вала, получат сильный удар в торец ножом и вылетят обратно. Помимо этого, колпак совершает подпор волокон при строгании, нижняя его кромка для этого подведена к самым ножам.
Помимо этого, колпак совершает подпор волокон при строгании, нижняя его кромка для этого подведена к самым ножам. Мощность электрического мотора достигает 1 – 44 кВт.
Мощность электрического мотора достигает 1 – 44 кВт. Главным рабочим инструментом у рейсмусового станка является ножевой вал. Заготовки для обработки подаются на горизонтальный рабочий стол вручную или вальцами, которые прижимают их к столу и тянут в область обработки. Материал строгается сверху ножами, и в результате получаются детали, абсолютно идентичные по размеру. Многие рейсмусовые станки имеют автоматическую систему подачи заготовок с определенной скоростью, чтобы аккуратно и точно снимать необходимый слой.
Главным рабочим инструментом у рейсмусового станка является ножевой вал. Заготовки для обработки подаются на горизонтальный рабочий стол вручную или вальцами, которые прижимают их к столу и тянут в область обработки. Материал строгается сверху ножами, и в результате получаются детали, абсолютно идентичные по размеру. Многие рейсмусовые станки имеют автоматическую систему подачи заготовок с определенной скоростью, чтобы аккуратно и точно снимать необходимый слой. В случае использования подкладных шаблонов (цулаги) можно строгать на рейсмусовом станке заготовки (щиты, бруски, доски) с непараллельными противоположными гранями. Поверхность данного шаблона должна наклоняется таким способом, чтобы при процедуре горизонтального строгания изделий можно было получить нужную конусность.
В случае использования подкладных шаблонов (цулаги) можно строгать на рейсмусовом станке заготовки (щиты, бруски, доски) с непараллельными противоположными гранями. Поверхность данного шаблона должна наклоняется таким способом, чтобы при процедуре горизонтального строгания изделий можно было получить нужную конусность. Но стоит учитывать то, что при высокой скорости резания заготовок и большой глубине резания ухудшается качество обработанной поверхности. Поэтому чтобы добиться гладкой поверхности, необходимо делать финишные проходы при малой глубине и небольшой скорости вращения ножевого вала, если станком предусмотрена регулировка.
Но стоит учитывать то, что при высокой скорости резания заготовок и большой глубине резания ухудшается качество обработанной поверхности. Поэтому чтобы добиться гладкой поверхности, необходимо делать финишные проходы при малой глубине и небольшой скорости вращения ножевого вала, если станком предусмотрена регулировка. Без такой установки крайне сложно получить откалиброванные заготовки по толщине заготовки, кроме того процедура займет кучу времени. Не всем по карману купить оборудование промышленного изготовления, цены рейсмусовых станков «кусаются», поэтому умельцы приходят к решению своими руками изготовить установку.
Без такой установки крайне сложно получить откалиброванные заготовки по толщине заготовки, кроме того процедура займет кучу времени. Не всем по карману купить оборудование промышленного изготовления, цены рейсмусовых станков «кусаются», поэтому умельцы приходят к решению своими руками изготовить установку.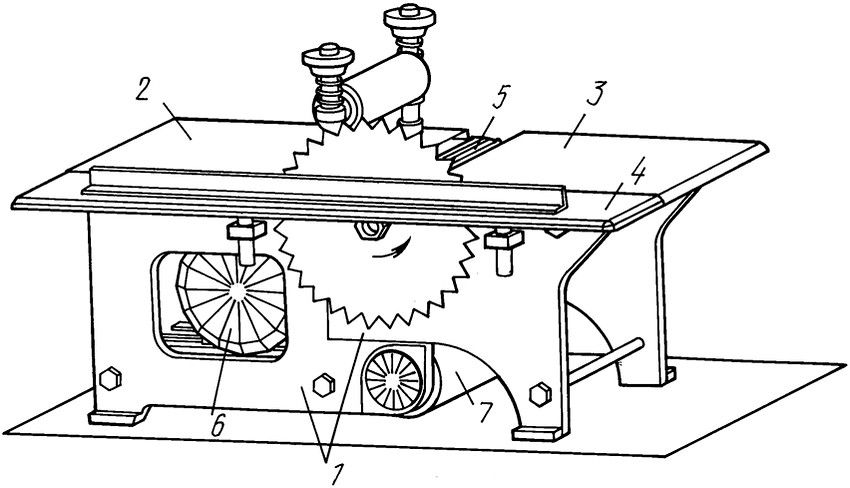 Помните, что излишняя массивность только увеличивает устойчивость рейсмусового станка и уменьшает вибрации, возникающие при работе. Для изготовления станка необходимы: токарный и сверлильный станки, болгарка, сварочный аппарат и дрель.
Помните, что излишняя массивность только увеличивает устойчивость рейсмусового станка и уменьшает вибрации, возникающие при работе. Для изготовления станка необходимы: токарный и сверлильный станки, болгарка, сварочный аппарат и дрель. Рама роликов – сварная, крепят её с одной стороны на подпружиненных болтах, с другой – для крепления используется кусок рулевой тяги от «Москвича». Опыт показывает, что неплохо два таких крепления применить на один ролик.
Рама роликов – сварная, крепят её с одной стороны на подпружиненных болтах, с другой – для крепления используется кусок рулевой тяги от «Москвича». Опыт показывает, что неплохо два таких крепления применить на один ролик. Помните, что материал после обработки не должен иметь вырывов, заколов, а также рисок. Ворсистость и мшистость получаются при обработке сырого материала или строгании тупыми ножами, непрострожка наблюдается при неплотном прижатии заготовки валиками к столу, неодинаковой толщине заготовки и неодинаковом выступе лезвий ножей из вала.
Помните, что материал после обработки не должен иметь вырывов, заколов, а также рисок. Ворсистость и мшистость получаются при обработке сырого материала или строгании тупыми ножами, непрострожка наблюдается при неплотном прижатии заготовки валиками к столу, неодинаковой толщине заготовки и неодинаковом выступе лезвий ножей из вала. Вследствие этого имеет место вибрация обрабатываемого изделия под ударами ножей, а более тонкие детали прогибаются. Строгание выходит непрямолинейным и не таким гладким, концы изделий больше прострагиваются.
Вследствие этого имеет место вибрация обрабатываемого изделия под ударами ножей, а более тонкие детали прогибаются. Строгание выходит непрямолинейным и не таким гладким, концы изделий больше прострагиваются.
 Если вы планируете заниматься только плоскостным строганием, то вам стоит отдать предпочтение рейсмусу. Вы можете приобрести этот станок в торговой точке или собрать своими руками, используя информацию, представленную на нашем сайте, и нашу пошаговую инструкцию.
Если вы планируете заниматься только плоскостным строганием, то вам стоит отдать предпочтение рейсмусу. Вы можете приобрести этот станок в торговой точке или собрать своими руками, используя информацию, представленную на нашем сайте, и нашу пошаговую инструкцию.СР-6-9 Станок рейсмусовый (рейсмус). Паспорт, схемы, описание, характеристики
Сведения о производителе рейсмусового станка
СР-6-9Производителем рейсмусового деревообрабатывающего станка СР 6-9 является Ставропольский Станкостроительный завод Красный Металлист, – который с 1932 года специализировался на производстве деревообрабатывающих станков. Завод был основан в 1902 году и расположен в городе Ставрополь.
Завод был основан в 1902 году и расположен в городе Ставрополь.
Станки, выпускаемые Ставропольским станкостроительным заводом Красный Металлист
- СР-6-6 Станок рейсмусовый односторонний
- СР-6-9 Станок рейсмусовый односторонний
- СР-6-10 Станок рейсмусовый односторонний
- СР-8-2 Станок рейсмусовый односторонний
СР 6-9 Станок рейсмусовый односторонний. Назначение, область применения
Рейсмусовый станок СР-6-9 принадлежит модельнову ряду рейсмусовых станков, выпущенных заводом “Красный Металлист” в середине восьмидесятых, а именно: СР3-6 (300 мм), СР6-9 (600 мм), СР8-1 (800 мм).
Рейсмусовый односторонний станок СР-6-9 предназначен для продольного, одностороннего строгания в размер по толщине от 5 до 200 мм поверхностей плоских заготовок шириной до 630 мм, из древесины хвойных и лиственных пород с влажностью не более 15%. Станок СР-6-9 относится к универсальному оборудованию и применяется в серийном и мелкосерийном производстве столярных изделий в строительной отрасли, мебельной, судостроении, вагоностроении.
Рейсмусовый станок СР-6-9 служит для плоского строгания (фрезерования) досок, брусьев или щитов в размер по толщине. Применяется на предприятиях и в цехах по производству столярно-строительных изделий, клееных щитов, производствк мебели, деревянного домостроения и в др. деревообрабатывающих производствах.
Обработка заготовок производится 4- ножевым валом цилиндрической формы с клиновым закреплением ножей в корпусе вала. Перед ножевым валом установлен специальный прижим для подпора волокон древесины в зоне резания и устранения заколов на обрабатываемой поверхности.
Стол, по которому подаются заготовки, литой жёсткой конструкции, оборудован поддерживающими вальцами для уменьшения трения при перемещении обрабатываемого материала.
Подъем и опускание стола по высоте в зависимости от толщины обрабатываемого материала производится механически от отдельного электродвигателя или вручную маховиком с последующей фиксацией, исключающей самопроизвольное опускание стола.
Нижняя (базовая) поверхность заготовки должна быть обработана на фуговальном станке. Отклонение базовой пласти заготовки не должно превышать 0,15 мм на длине 1000 мм.
Подача заготовки – механическая. Устройство подачи приводится в движение от двигателя через редуктор.
Помещение, где устанавливается станок, должно соответствовать требованиям класса П-IIа по ПУЭ-98.
Климатическое исполнение и категория размещения станка – УХЛ4.2, категория условий хранения – 2 по ГОСТ15150-69.
Отличительные особенности рейсмусового станка СР 6-9:
- Станок имеет литую станину, что зачительно увеличивает ее жесткость;
- Станок имеет три приводных вальца, что значительно улучшает тяговую способность механизма подачи;
- Стол оборудован поддерживающими вальцами в том числе задним приводным для повышения надежности подачи при перемещении заготовки;
- Передний подающий валец выполнен секционным, что позволяет одновременную обработку нескольких заготовок с разницей по толщине до 4 мм;
- Обработка заготовок производится 4-х ножевым валом цилиндрической формы с клиновым закреплением ножей в корпусе;
- Станок оснащен автоматическим тормозным устройством ножевого вала для безопасности работы;
- Перед ножевым валом установлен специальный литой прижим для подпора волокон древесины в зоне резания и устранения заколов на обрабатываемой поверхности;
- Когтевая защита со стороны загрузки, предотвращающая обратное выбрасывание заготовки в процессе обработки;
- Электроблокировка, исключающая возможность включения станка при открытом ограждении.

СР-6-9 Общий вид рейсмусового станка
Фото рейсмусового станка СР 6-9
Фото рейсмусового станка СР 6-9
Фото рейсмусового станка СР 6-9
Расположение составных частей и органов управления рейсмусовым станком СР-6-9
Расположение составных частей станка СР 6-9. Рис. 3
Расположение составных частей и органов управления станком СР-6-9. Смотреть в увеличенном масштабе
Расположение органов управления станком СР 6-9. Рис. 4
Расположение составных частей и органов управления станком СР-6-9. Смотреть в увеличенном масштабе
Расположение органов управления станком СР 6-9. Рис. 5
Расположение органов управления станком СР 6-9. Рис. 6
Расположение составных частей и органов управления станком СР-6-9. Смотреть в увеличенном масштабе
Расположение составных частей рейсмусового станка СР 6-9
- Станина – СР6-9.10.000 – Рис. 3, поз. 1
- Стол – СР6-9.
 12.000 – Рис 3, поз. 2
12.000 – Рис 3, поз. 2 - Валец подающий (передний) – СР6-9.22.000 – Рис. 4, поз. 21, Рис. 10
- Прижимы – СР6-9.24.000 – Рис. 4, поз. 20, Рис 9
- Вал ножевой – CP6-9.25.000 – Рис. 4, поз. 19, Рис. 8
- Валец подающий (задний) – СР6-9.28.000 – Рис. 4, поз. 22, Рис. 11
- Привод подачи – СР6-9.30.000 – Рис. 3, поз. 3, Рис 12
- Завеса звукопоглощающая – СР6-9.78.000 – Рис. 13*
- Электрооборудование – СР6-9.80.000 – Рис. 3, поз. 62
Расположение органов управления рейсмусовым станком СР 6-9
- Указатель нагрузки
- Световой указатель о наличии напряжения
- Кнопка «Пуск» ножевого вала
- Кнопка «Вверх» перемещения стола
- Кнопка «Вниз» перемещения стола
- Кнопка «Пуск» подачи
- Кнопка «Стоп» общая
- Кнопка «Стоп» общая
- Выключатель местного освещения
- Вводный выключатель
- Маховичок ручного перемещения стола
- Маховичок регулировки скорости подачи
- Рукоятка механического зажима стола
- Рукоятка перемещения вальцов стола
Схема кинематическая рейсмусового станка СР-6-9
Кинематическая cхема рейсмусового станка СР 6-9
Схема кинематическая рейсмусового станка СР-6-9.
Кинематические цепи станка осуществляют следующие движения:
- Вращение ножевого вала
- Вращение подающих вальцов
- Механическое и ручное перемещение стола вверх-вниз
- Ручная настройка скорости подачи
- Ручной зажим стола
На рисунке изображена кинематическая схема одностороннего рейсмусового станка СР 6-9. Ножевой вал 35 приводится во вращение от электродвигателя 1 через клиноременную передачу со шкивами 2 и 3. Торможение вала осуществляется тормозом 36.
Механизм подачи — трехвальцовый. Привод верхних подающих вальцов 37 и 39 и заднего нижнего вальца 42 осуществляется от двухскоростного электродвигателя 4, соединительной муфты и редуктора, смонтированных на одной плите. В редукторе расположены две электромагнитные муфты 40 и 41, с помощью которых включаются ступени редуктора с разным передаточным отношением.
При включении муфты 40 вращение на вальцы поступает через зубчатые передачи 5—7, 9—10, 11—12, 13—14, 15—16 и цепную передачу со звездочками 17—21.
Установка необходимой скорости подачи производится двумя переключателями (для муфт и двигателя) по таблице настройки, где для каждой скорости указано соответствующее положение переключателей. Четыре значения скорости подачи в диапазоне 8… 24 м/мин вполне удовлетворяют потребителей, а упрощение кинематической цепи привода подачи повышает надежность станка.
Стол 38 станка имеет настроечное вертикальное перемещение по направляющим. Вращение от электродвигателя 34 через ременную передачу 28—29, червячный редуктор 30, цепную передачу 31—32, конические зубчатые передачи 23—24 и 26—27 поступает на две винтовые пары 22 и 25. Стол движется вверх и вниз только при непрерывном нажиме на кнопку. Для предотвращения поломки механизма подъема служит предохранительная муфта 33. Ручное перемещение стола осуществляется маховичком 43 через зубчатую муфту 44.
Фиксация стола в заданном положении производится вручную поворотом рукоятки, которая через эксцентрик и шток зажимает направляющую стола.
Общая компановка рейсмусового станка СР-6-9. Описание основных сборочных единиц
Станина станка СР-6-9. См. рис. 3, 4, 5, 6
Станина 1 станка представляет жесткую цельнолитую коробку. Внутри станины, в центральной нише передней части станка, установлен бесступенчатый привод подающих вальцов и перемещения стола 2.
Регулирование скорости подачи осуществляется при помощи маховичка 16, расположенного в левой части станины. В левой нише станины расположен электрошкаф. В правой нише станины размещены цепная передача 41 привода подающих вальцов и клиноременная передача 46 привода ножевого вала.
Верхний блок станка
Верхняя часть станка 4 (см. рис. 3) выполнена блочной конструкцией, в которой размещены (см. рис. 4): когтевая защита 23, вальцы подающие — передний 21 и задний 22, вал ножевой 19, прижимы 20, траверса 24 фуговального приспособления. В левой передней нише блока размещено электрооборудование пульта управления станком. В левой боковой нише блока размещено тормозное устройство ножевого вала, в правой нише — цепная передача верхних подающих вальцов и клиноременная передача привода ножевого вала.
В левой передней нише блока размещено электрооборудование пульта управления станком. В левой боковой нише блока размещено тормозное устройство ножевого вала, в правой нише — цепная передача верхних подающих вальцов и клиноременная передача привода ножевого вала.
Стол рейсмусового станка СР-6-9
Стол рейсмусового станка СР 6-9. Рис. 7
Стол рейсмусового станка СР-6-9. Смотреть в увеличенном масштабе
Стол 1 — чугунный, прямоугольной формы с направляющими 2 и 3. В столе расположены два гладких вальца 4 и 5. Валец 5 — приводной. Вальцы смонтированы на качающихся кронштейнах 6. Выставка вальцов по высоте относительно рабочей поверхности стола производится эксцентриковым механизмом 7, поворотом рукоятки 8.
Фиксация стола в заданном положении производится эксцентриковым зажимом поворотом рукоятки 9.
Механизм перемещения стола
Механизм механического перемещения стола состоит из привода 3 (см. рис. 3), цепной передачи 44 (рис. 5), распределительного вала IX (см. рис. 2), конических передач 23—24, 26—27 передач винт. — гайка X—25, XI—28.
рис. 2), конических передач 23—24, 26—27 передач винт. — гайка X—25, XI—28.
Ручное перемещение стола осуществляется маховичком 15 (см. рис. 3), через кулачковую муфту 60 (см. рис. 6), цепную передачу 59. Для включения муфты необходимо нажать на маховичок в осевом направлении.
Вал ножевой рейсмусового станка СР-6-9
Вал ножевой рейсмусового станка СР-6-9. Рис. 8
Вал ножевой рейсмусового станка СР-6-9. Смотреть в увеличенном масштабе
Корпус ножевого вала 1 цилиндрической формы имеет четыре паза, размещенные параллельно оси вала, в которые устанавливаются прямые ножи – 7. Крепление ножей производится клиньями 6 и винтами 5. Выставка ножей осуществляется винтами 8 через гайки 9. Корпус ножевого вала монтируется на шарикоподшипниках 2, размещенных в цилиндрических опорах 3 и 4. На станке ножевой вал устанавливается в расточках блока 4 (см. рис. 3). Вращение ножевого вала осуществляется от электродвигателя 47 (см. рис. 5) клиноременной передачей 46. Электродвигатель установлен на качающейся плите 49.
Электродвигатель установлен на качающейся плите 49.
Прижимы и схема установки по высоте подающих вальцов, прижимов и когтевой защиты рейсмусового станка СР-6-9
Прижимы рейсмусового станка СР 6-9. Рис. 9
Передний прижим 1 служит для создания подпора волокон древесины в месте выхода ножа из материала и предупреждения заколов.
Передний прижим — секционный. Прижимная губка переднего прижима состоит из узких секций. Давление каждой секции осуществляется пружиной 3. Все секции размещаются на оси 4.
Задний прижим представляет собой сплошную балку. Передний и задний, прижимы монтируются на щеках 5 и 6 и имеют возможность поворачиваться на фланцах ножевого вала относительно его оси.
Механизм подачи рейсмусового станка СР-6-9
Валец подающий передний рейсмусового станка СР 6-9. Рис. 10
Валец подающий передний рейсмусового станка СР 6-9. Смотреть в увеличенном масштабе
Механизм подачи станка — вальцовый. Верхние подающие вальцы размещены в блоке станка и состоят из переднего секционного 21 и заднего гладкого 22 вальцов (см. рис. 4).
рис. 4).
Нижние вальцы — гладкие и установлены в столе (см. рис. 7).
Секции 1 (рис. 10) переднего подающего вальца монтируются на валу 2. Вал 2 вращается на шарикоподшипниках 3, установленных в кронштейнах 4 и 5. Кронштейн 4 качается на промежуточной втулке 6, установленной в блоке станка, кронштейн 5 — на втулке 7, смонтированной в щеке 8. На валу 2 имеются продольные прорези — канавки, в которых размещаются упорные планки секционных колец 1.
Когтевая защита 10 установлена на оси 11. Подъем когтевой защиты производится поворотом оси 11. Пружина 12 возвращает когтевую защиту 10 в рабочее положение.
Валец подающий задниий рейсмусового станка СР 6-9. Рис. 11
Валец подающий задниий рейсмусового станка СР 6-9. Смотреть в увеличенном масштабе
Задний подающий валец I (см. рис. 11) выполнен гладким и вращается на шарикоподшипниках 2, установленных в кронштейнах 3 и 4. Кронштейн 4 жестко связан с осью 5, которая одним концом опирается” во втулке 6, установленной в щеке 7, другим — во втулке 8, установленной в блоке станка.
Прижим верхних подающих вальцов к заготовке осуществляется тягами 27 и 32 (см. рис. 4), усилие прижима регулируется винтом 30 и гайками 33, сжимающие пружины 29 и 34.
Вращение подающих вальцов и перемещение стола вверх и вниз осуществляется от бесступенчатого привода подачи 3 (см. рис. 3), через цепные передачи 41 и 44 (см. рис. 5).
Привод подачи рейсмусового станка СР-6-9
Привод подачи рейсмусового станка СР-6-10. Рис. 12
Привод подачи рейсмусового станка СР-6. Смотреть в увеличенном масштабе
Бесступенчатый привод подачи состоит из электродвигателя 1, механического вариатора 2, редуктора 3, смонтированных на одной плите 23.
От электродвигателя 1 через муфту 24, конусный диск 4 вращение передается валу 5. Далее через зубчатые передачи 6, 7, 8, 9 и 12 вращение передается валу 10 и от звездочки 13 — цепной передаче 41. При включении электромагнитных муфт 14 или 18 вращение от вала 16 и звездочки 17 передается цепной передаче 44 — происходит перемещение стола вверх или вниз. Изменение частоты вращения привода (т. е. получение, необходимой скорости подачи) достигается перемещением конусного диска 4 относительно контактного кольца 20. Перемещение осуществляется маховичком 16 (см. рис. 3).
Изменение частоты вращения привода (т. е. получение, необходимой скорости подачи) достигается перемещением конусного диска 4 относительно контактного кольца 20. Перемещение осуществляется маховичком 16 (см. рис. 3).
Завеса звукопоглощающая рейсмусового станка СР-6-9
Для снижения уровня звука спереди и сзади станка устанавливается звукопоглощающая завеса, передняя и задняя подвижные стенки.
Завесы крепятся к блоку винтами 1. В передней завесе установлены подвижные секторы. Внутренние стенки завесы облицованы звукопоглощающим материалом. В задней завесе установлена штора из звукопоглощающего материала.
Передние и задние подвижные стенки крепятся к столу винтами 2.
Принадлежности к станку
В комплект поставки станка входят:
Фиксатор
Приспособление предназначено для стопорения ножевого вала при смене ножей (см.рис. 14). Приспособление состоит из корпуса 1, винта 2, штока 3, пружины 4. Смена ножей производится только при зафиксированном ножевом вале. Для этого приспособление устанавливается на правой щеке переднего прижима, и крепится винтом 2. После закрепления фиксатора на щеке прижима, осторожно поворачивая ножевой вал, опустить стопор 4 фиксатора в один из четырех пазов ножевого вала. Смена ножей производится последовательно при зафиксированном ножевом вале.
Для этого приспособление устанавливается на правой щеке переднего прижима, и крепится винтом 2. После закрепления фиксатора на щеке прижима, осторожно поворачивая ножевой вал, опустить стопор 4 фиксатора в один из четырех пазов ножевого вала. Смена ножей производится последовательно при зафиксированном ножевом вале.
После смены ножей фиксатор необходимо снять со станка.
Приспособление заточное
Для заточки ножей, установленных на ножевом вале станка, служит заточное приспособление. Все вопросы, касающиеся его эксплуатации и работы, см. в руководстве по эксплуатации заточного приспособления.
Приспособление фуговальное
Приспособление фуговальное предназначено для доводки лезвий заточных ножей мелкозернистым абразивом с целью повышения качества режущей поверхности.
При вращении головки нониусного устройства 6 по часовой стрелке или против часовой стрелки происходит перемещение пиноли 2 со шлифовальным бруском 5 относительно корпуса 1. Величина перемещения фиксируется делением нониусного устройства. Цена деления 0,1 мм.
Цена деления 0,1 мм.
Приспособление контрольное рейсмусового станка СР-6-9
Приспособление контрольное рейсмусового станка СР-6-9
Приспособление контрольное предназначено для установки режущих кромок ножей относительно оси вращения ножевого вала на диаметр резания 128 ± 0,05 мм.
Приспособление состоит из корпуса (1), индикатора часового типа (2) и наконечника (3).
При установке приспособления на корпус ножевого вала происходит контакт наконечника с лезвием ножа. Разность показаний индикатора в крайних точках не должна превышать 0,05 мм.
Электрооборудование станка рейсмусового одностороннего СР-6-9
Расположение электрооборудования на рейсмусовом станке СР 6-9 Рис. 16
Электрооборудование станка. Общие сведения
Электрооборудование одностороннего рейсмусового станка СР6-9 (рис. 16) содержит:
- Ml – электродвигатель привода ножевого вала;
- М2 – электродвигатель привода подачи и перемещения стола;
- Эм1 – тормозной электромагнит привода ножевого вала;
- Эм2, Эм3 – электромагнитные муфты перемещения стола;
- Эм4 – тормозная электромагнитная муфта перемещения стола;
На станке применяются следующие величины напряжений:
- силовая цепь 50 Гц, 380 В;
- цепь управления 50 Гц, 110 В;
- цепь сигнализации 50 Гц, 24 В.

- цепь питания электромагнитных муфт = 24 В.
Схема электрическая принципиальная рейсмусового станка СР 6-9 Рис. 17
Схема электрическая принципиальная СР-6-9. Смотреть в увеличенном масштабе
Описание работы электросхемы
Перечень элементов к электросхеме (см. табл. 6). Перед включением станка необходимо открыть дверь электрошкафа и проверить состояние выключателя В2 и предохранителей Пр1…Пр3, после чего закрыть дверь электрошкафа.
Напряжение на силовые цепи и цепи управления подается включением вводного выключателя В1. При этом на пульте управления должна загореться сигнальная лампа Л1 молочного цвета. Включение привода ножевого вала осуществляется кнопкой Кн5. При этом включается магнитный пускатель Р1, замыкая свои контакты в цепи питания электродвигателя ножевого вала. Отключается привод ножевого вала кнопкой Кн4 или Кн1.
Привод ножевого вала невозможно включить при открытой эксгаустерной воронке или открытой боковой крышке (правой и левой). Блокировка осуществляется микровыключателями В4, В5, В6.
Блокировка осуществляется микровыключателями В4, В5, В6.
Привод подачи включается кнопкой Кн6 при включенном приводе ножевого вала. При этом включается магнитный пускатель Р2, замыкая свои контакты в цепи питания электродвигателя М2. Привод подачи нельзя включить, если не включен привод ножевого вала, благодаря наличию замыкающих контактов пускателя Р1 в цепи питания катушки пускателя Р2.
Перемещение стола производится включением кнопки Кн2 или Кн3 в толчковом режиме при отключенном приводе ножевого вала. При включенном приводе ножевого вала привод перемещения стола не включится, так как в его цепи имеется размыкающий контакт магнитного пускателя Р1.
Кнопкой Кн2 включается реле Р3, которое замыкает свой контакт в цепи питания электромагнитной муфты Эм2 и включает перемещение стола вверх.
Кнопкой Кн3 включается реле Р4, которое замыкает свой контакт в цепи питания электромагнитной муфты Эм3 и включает привод перемещения стола вниз.
Для фиксации стола в заданном положении “применяется тормозная муфта Эм4.
Переключатель В3 служит для включения лампы местного освещения Л2.
Кнопка Кн4, расположенная на пульте управления, и кнопка Кн1, расположенная на станине станка, служат для аварийного отключения станка.
Защита электрооборудования от токов короткого замыкания и перегрузок осуществляется вводным выключателем В1, выключателем В2 и предохранителями Пр1…ПрЗ.
Нулевая защита осуществляется магнитными пускателями.
Подготовка электрооборудования станка к первоначальному пуску и первоначальный пуск.
При первоначальном пуске станка необходимо прежде всего проверить надежность заземления и качество монтажа электрооборудования внешним осмотром. После осмотра в электрошкафе на блоках зажимов отключить провода питания двигателей Ml и М2. Включить вводный выключатель B1. При помощи кнопок, находящихся на пульте управления, проверить четкость срабатывания пускателей. После чего восстановить схему в исходное положение и проверить правильность направления вращения электродвигателей.
СР-6-9 Станок деревообрабатывающий рейсмусовый. Видеоролик
Технические характеристики рейсмусового станка СР-6-9
| Наименование параметра | СР-6-9 | СР-6-10 | СР-8-2 |
|---|---|---|---|
| Основные параметры | |||
| Максимальная ширина строгания, мм | 630 | 630 | 800 |
| Диапазон толщины обрабатываемых заготовок, мм | 5..200 | 5..250 | 5..250 |
| Скорость механической подачи заготовки, м/мин | 8-24 | 8; 16 | 8; 16 |
| Минимальная длина обрабатываемой заготовки, мм | 400 | 450 | 450 |
| Наибольшая толщина снимаемого слоя за один проход, мм | 5 | 8 | 8 |
Частота вращения строгального вала (на холостом ходу), об/мин. | 4570 | 4570 | 4570 |
| Количество строгальных ножей на строгальном валу | 4 | 4 | 4 |
| Диаметр строгального вала, мм | 125 | 128 | 128 |
| Размер ножа: Длина, ширина, толщина, мм | |||
| Длина рейсмусового стола, мм | |||
| Номинальный диаметр присоединительного патрубка эксгаустерной воронки, мм | 180 | ||
| Максимальная разность толщины одновременно подаваемого материала, мм | 4 | 4 | |
| Электрооборудование станка | |||
| Род тока питающей сети | 380В 50Гц | 380В 50Гц | 380В 50Гц |
| Количество электродвигателей на станке, шт | 1 | 3 | 3 |
| Электродвигатель привода ножевого вала, кВт | 7,5 | 5,5 | 11,0 |
| Электродвигатель привода подачи, кВт | 1,1 | 1/ 1,7 | 1/ 1,7 |
| Электродвигатель привода перемещения стола, кВт | – | 0,37 | 0,37 |
Суммарная мощность всех эл. двигателей станка, кВт двигателей станка, кВт | 8,6 | 13,07 | |
| Габарит и масса станка | |||
| Габарит станка (длина х ширина х высота), мм | 1130 х 1360 х 1260 | 1120 х 1315 х 1340 | 1120 х 1480 х 1340 |
| Масса станка, кг | 1680 | 1440 | 1600 |
Полезные ссылки по теме. Дополнительная информация
Каталог справочник деревообрабатывающих станков
Паспорта деревообрабатывающих станков
Купить каталог – Купить справочник – Купить базу данных: Прайс-лист информационных изданий
Рейсмусовый станок деревообрабатывающий RFT-630 Rojek (Чехия)
Назначение
Рейсмусовый станок, как и фуговальный, является основным на деревообрабатывающих предприятиях. Рейсмусы очень распространены и есть почти у каждого столяра. Назначение рейсмусовых станков серии RFT630 – получение равной толщины заготовки по всей длине и ширине. Заготовка базируется на нижнем чугунном столе, захватывается верхним рифленым винтовым роликом подачи и протаскивается под ножевым валом. На выходе (после обработки ножевым валом) заготовка захватывается двумя верхними гладкими роликами подачи и принимается вспомогательным рабочим. Рейсмусовые станки RFT630 относятся к тяжелому классу и спроектированы обеспечивать хорошую точность обработки: предельные отклонения по разным участкам заготовки после рейсмусования в пределах 0,1 мм.
Заготовка базируется на нижнем чугунном столе, захватывается верхним рифленым винтовым роликом подачи и протаскивается под ножевым валом. На выходе (после обработки ножевым валом) заготовка захватывается двумя верхними гладкими роликами подачи и принимается вспомогательным рабочим. Рейсмусовые станки RFT630 относятся к тяжелому классу и спроектированы обеспечивать хорошую точность обработки: предельные отклонения по разным участкам заготовки после рейсмусования в пределах 0,1 мм.
Преимущества
- Рейсмус RFT630 относится к тяжелому классу. Этот станок можно эксплуатировать хоть в три смены. Запаса прочности конструкции хватает на много лет. RFT630 – самый большой рейсмусовый станок в линейке рейсмусов чешской фирмы РОЙЕК. RFT520 чуть меньше, а MP415 меньше в разы.
- Станки серии RFT630 имеют цифровой трехстрочный дисплей. Очень удобно задавать высоту рейсмусования с точностью 0,1 мм, выбирать скорость подачи заготовок. Выставление высоты обработки (подъем/опускание рабочего стола) осуществляется автоматически.

- Стол чешского рейсмуса базируется по четырем направляющим – самая стабильная и надежная конструкция на данный момент.
- Передний приводной верхний подающий валец сделан винтовым. Поэтому заготовка подается под ножи рейсмуса без толчков и рывков.
- Два приводных верхних подающих вальца на выходе после ножевого вала обеспечивают стабильность прохождения заготовки – следовательно, качество строгания на очень высоком уровне.
- Два регулируемых по высоте ролика установлены в чугунном столе рейсмуса RFT630. Поэтому не возникает никаких проблем с подачей в станок твердолиственных заготовок с большим съемом стружки за один проход.
В комплекте поставки
Покупая импортный тяжелый рейсмусовый станок RFT630 (Ройек) Вам потребуется лишь дополнительная аспирационная установка. Со станком идет технический паспорт на русском языке, режущий инструмент уже установлен в ножевом валу, имеется комплект специального сервисного инструмента. Станок тяжелого класса, литой стол поднимается и опускается по четырем высокоточным цилиндрическим направляющим. При помощи цифрового дисплея удобно задавать скорость подачи и толщину заготовки. У всех рейсмусов чешской фирмы Rojek уже есть стандартный колпак отвода стружки.
Станок тяжелого класса, литой стол поднимается и опускается по четырем высокоточным цилиндрическим направляющим. При помощи цифрового дисплея удобно задавать скорость подачи и толщину заготовки. У всех рейсмусов чешской фирмы Rojek уже есть стандартный колпак отвода стружки.
По запросу
- Для нестандартных видов материала (мягкие пластики, полимеры, утеплители на вспененной основе) есть смысл заказывать рейсмус RFT630 не с металлическими подающими вальцами, а с обрезиненными. Обрезиненное покрытие вала не испортит лицевую поверхность заготовки. Такие ролики можно поставить как на входе в станок, так и на выходе из станка.
- Секционный подающий валец на входе в станок позволит подавать одновременно несколько разнотолщинных заготовок. Частая ситуация: есть рейсмус с шириной 630 мм, а рейсмусовать надо доски шириной 180 мм. Секционный валец «скопирует» каждую доску и надежно подаст ее под строгальный вал.
- Рейсмус RFT630 имеет стандартный ножевой вал под плоские ножи, при желании чешские станкостроители поставят станок с ножевым валом TERSA-Monobloc.
 Ножи ТЕРСА хороши тем, что их не надо выставлять (просто вставил в паз и готово), их не надо перетачивать (они имеют две режущие кромки и их надо лишь один раз перевернуть), и обеспечивают очень высокое качество строгания древесины. Из минусов. В нашем дереве встречаются гвозди, шурупы, камни, дробь – на таких твердых включениях TERSA ножи быстро ломаются.
Ножи ТЕРСА хороши тем, что их не надо выставлять (просто вставил в паз и готово), их не надо перетачивать (они имеют две режущие кромки и их надо лишь один раз перевернуть), и обеспечивают очень высокое качество строгания древесины. Из минусов. В нашем дереве встречаются гвозди, шурупы, камни, дробь – на таких твердых включениях TERSA ножи быстро ломаются. - Одна из интересных «фишек» чешского рейсмуса RFT630 – поворотный колпак стружкоотсоса. Почти никто не делает таких рейсмусов. А ведь поворотный стружкоотсос значительно удобнее для принимающего подсобного рабочего и проще подключается к цеховой аспирации.
- Тяжелый рейсмусовый станок из Чехии может иметь частотный преобразователь для бесступенчатого изменения скорости подачи заготовок от 5 до 21 метра в минуту. Панель ELGO. Очень хорошая возможность подбирать режим строгания по твердым породам древесины или наоборот, при рейсмусовании полимерных пластиков.
- Поскольку RFT630 – самый тяжелый из линейки чешской фирмы Rojek, то на него можно также установить сенсорную панель управления.
 Все кнопки включения, контроля, скорости, толщина заготовки и т.д. сведены на один графический дисплей. Понимающие продвинутые пользователи оценят.
Все кнопки включения, контроля, скорости, толщина заготовки и т.д. сведены на один графический дисплей. Понимающие продвинутые пользователи оценят. - RFT630 предназначен для большого съема материала за один проход. Если столяр считает двигатель 5,5 кВт слабым, то на заводе ROJEK в Чехии установят электродвигатель 7,5 кВт. В России любят мощные станки.
Инструмент
- Ножи плоские
- Ножи TERSA
- Устройство для выставления ножей
Дополнительные изображения
Контрольная панель управления с программированием |
Подъём стола на четырёх направляющих |
Ролики в столе |
Производитель: Rojek
Родина бренда: Чехия
| Длина стола, мм | 1000 |
| Количество ножей в ножевой головке, шт | 4 |
| Диаметр ножевого вала, мм | 120 |
| Максимальная высота заготовки при рейсмусовании, мм | 300 |
| Минимальная высота обработки, мм | 3 |
| Максимальная толщина снимаемого слоя, мм | 8 |
| Максимальная ширина обработки, мм | 630 |
| Скорость подачи, м/мин | две (дискретно): 8 и 12 |
| Скорость вращения ножевого вала, об/мин | 4550 |
| Диаметр подающих роликов, мм | 85 |
| Диаметр вытяжных патрубков, мм | 150 |
| Мощность двигателя подъема стола, кВт | 0,3 |
| Мощность электродвигателя подачи, кВт | 1,1 |
| Уровень шума, Дб (А) | 77,4 |
| Габаритные размеры станка, мм | 1020х1400х1250 |
| Мощность электродвигателя, кВт | 5,5 |
| Масса нетто, кг | 810 |
Пока нет отзывов на данный товар.
Оставить свой отзыв
Ваш отзыв поможет другим людям сделать выбор. Спасибо, что делитесь опытом!
Оценка товара:
Достоинства:
Недостатки:
Комментарий:
Имя:
E-mail: не публикуется
В отзывах запрещено:
Использовать нецензурные выражения, оскорбления и угрозы;
Публиковать адреса, телефоны и ссылки содержащие прямую рекламу;
Писать отвлеченные от темы и бессмысленные комментарии.
Информация не касающаяся товара будет удалена.
WWrasp – Рейсмусовый станок
Безопасное использование
Меры предосторожности и процедуры безопасности
Щелкните вкладку для навигации при использовании настольного компьютера или ноутбука. Проведите или проведите пальцем при использовании мобильного телефона, планшета или устройства с сенсорным экраном.
Безопасность
Деревообрабатывающие станки очень опасны даже в руках квалифицированного оператора. В интересах вашей безопасности важно всегда носить средства индивидуальной защиты (СИЗ) при использовании этой машины. Ношение правильных СИЗ может защитить вас от снарядов, шума, пыли и многих других элементов.
При использовании этой машины рекомендуется носить средства защиты органов слуха, глаз и ног.
Если вы хотите узнать больше о средствах индивидуальной защиты или о законах, требующих их ношения, перейдите по одной из ссылок ниже.
Средства индивидуальной защиты и средства защиты органов дыхания
Издатель: Health & Safety Authority – IRL
Ссылка: http://www.hsa.ie/eng/Topics/Personal_Protective_Equipment_-_PPE/
Средства индивидуальной защиты (СИЗ) на работе
Издатель: Health & Safety Executive — UK
Ссылка: http://www.hse.gov.uk/pubns/indg174.pdf. электроснабжение.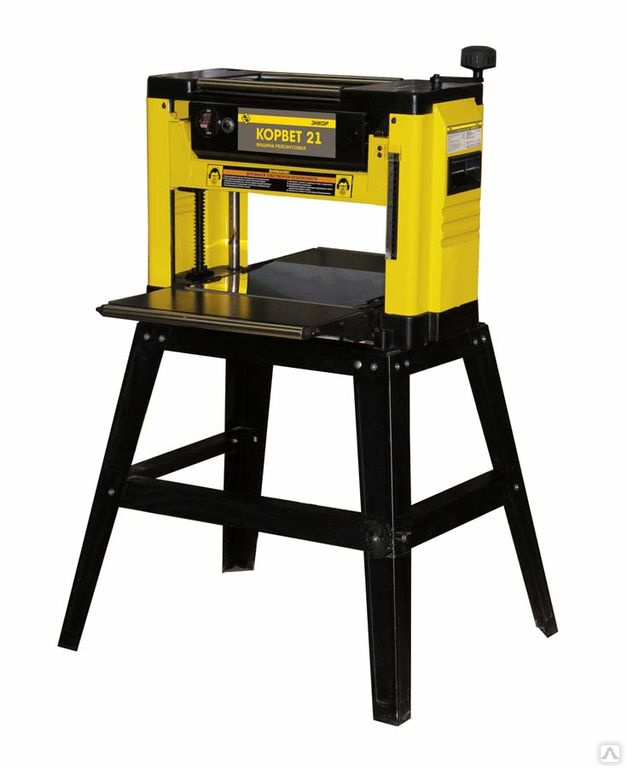
Нажмите на изображение, чтобы увеличить
Материалы
Длина
WWrasp советует строгать минимальную длину 300 мм на этой машине. В качестве альтернативы измерьте расстояние между входным и выходным роликами и добавьте к этому размеру 50 мм, чтобы получить минимальную безопасную длину материала.
Ширина
Максимальная ширина материала, который можно разрезать, зависит от ширины стола станка при строгании лицевой стороны или от максимальной высоты, на которую может быть установлен стол станка при строгании края материала.
Толщина
WWrasp рекомендует минимальную толщину материала 4 мм .
Материалы
Этот станок в основном используется для строгания массивной древесины. WWrasp не рекомендует использовать на этом станке готовые доски, так как они затупляют резцы гораздо быстрее, чем цельная древесина.
Если вам необходимо строгать изготовленные доски, используйте часть ножевого вала, которая используется редко, чтобы гарантировать, что это не повлияет на будущие операции строгания.
Нажмите на изображение, чтобы увеличить
Настройка
Перед включением рейсмуса всегда:
– убедитесь, что на столе станка нет песка, стружки или смолы
– убедитесь, что на стороне выхода машины нет препятствий, которые могли бы помешать вашему материалу
– Измерьте материал штангенциркулем и установите необходимую глубину резания
– настроить скорость подачи на требуемую настройку
Глубина резания
Для установки глубины резания необходимо отрегулировать высоту стола станка. Измерьте самую широкую точку вашего материала, а затем установите высоту стола на этот размер за вычетом материала, который вы хотите снять.
WWrasp рекомендует максимальную глубину реза 6 мм , но в среднем она должна быть 2-3 мм . Этот размер полностью зависит от типа используемого вами станка и обрабатываемого материала.
WWrasp рекомендует минимальную глубину резания 1 мм , при меньшей глубине на поверхности материала останутся зубчатые следы от подающего ролика
Скорость подачи
Скорость подачи определяет шаговые расстояния, которые определяют качество обработанной поверхности. Диапазон скоростей подачи рейсмуса от 0 до 30 м/мин. Чем медленнее подача, тем лучшего качества поверхности вы добьетесь. При необходимости можно рассчитать точную скорость подачи, необходимую для требуемой чистоты поверхности.
Диапазон скоростей подачи рейсмуса от 0 до 30 м/мин. Чем медленнее подача, тем лучшего качества поверхности вы добьетесь. При необходимости можно рассчитать точную скорость подачи, необходимую для требуемой чистоты поверхности.
Нажмите на изображение, чтобы увеличить его
Эксплуатация
Во время использования
Всегда сначала строгайте по ширине (чтобы доска была как можно толще), а по толщине строгайте во вторую очередь.
Положите материал выструганной поверхностью или кромкой вниз на стол станка. Ножевой вал расположен над столом станка и будет строгать верхнюю (неровную) поверхность вашего материала.
Для работы на машине поместите материал на передний край стола машины, двигайте его вперед, пока не почувствуете, что подающий ролик захватывает материал и тянет его от вас. В этот момент отпустите материал и вернитесь к задней части машины, чтобы собрать его, когда он выйдет из машины.
При правильной настройке этот станок будет производить более качественную отделку, чем строгальный станок. Оригинальные грани, созданные на станке для поверхностей, следует перестрогать с помощью рейсмусового станка.
Для компонентов, обмотанных лентой, потребуется приспособление, либо станина, которая устанавливается на стол станка, либо седло, которое перемещается по станку с вашим материалом.
WWrasp рассматривает весь стол машины и внутренние механизмы этой машины как ЗОНУ БЕЗ РУК .
Если ваш материал застрял, выключите машину, опустите стол и удалите материал. Никогда не засовывайте руку внутрь машины во время ее работы.
После использования
Выключайте машину, когда закончите или временно покинете машину.
Если материал прилипает, нанесите немного воска или аэрозольной смазки, чтобы уменьшить трение о стол станка.
Нажмите на картинку для увеличения
Правила
Рейсмусовые станки должны быть оснащены устройством защиты от отдачи со стороны оператора на подающем ролике, чтобы предотвратить случайное выталкивание заготовки станком.
Инспекционная панель (защита капота) ДОЛЖНА всегда быть на месте и закрыта при работе на этой машине.
Щелкните изображение, чтобы увеличить его
Комбинированный рейсмусовый станок/рейсмусовый станок SC 530
- Домашняя страница
- Деревообрабатывающие станки
- Рейсмусовые станки
- СК 530
Массив Металл Пластмассы
Рейсмусово-строгальный станок комбинированный SC 530 предназначен для торцевания по толщине заготовок из дерева и древесных материалов с двух (верхней+нижней) сторон, с целью получения требуемого размера заготовки, а также плоской и качественная поверхность. Благодаря этим характеристикам комбинированный рейсмусовый станок серии SC предназначен для всех деревообрабатывающих заводов и мастерских.
Благодаря этим характеристикам комбинированный рейсмусовый станок серии SC предназначен для всех деревообрабатывающих заводов и мастерских.
Меня интересует эта машина
Показать 3D-модель
Показать видео
Преимущества машины
2007
Мы производим машину с 2007 года
19
Мы поставили машину 19Из стран мира
800
Мы произвели машину для 800 из удовлетворенных клиентов
Максимальная ширина плана до 530 мм
Максимальная удаление материала 5 мм
моторная электроэнергии 5,5 5. 5.5.5.
5.5.5.
мотор 5,5 5.5.5.5.
. длина стола 2350 мм 5 режущая головка Комбинированный рейсмусовый станок SC 530 предназначен для: Использование
Интересный продукт
Видео о продукте
Технические характеристики
Ширина рабочего стола 550 мм Длина разгрузочного стола 1 250 мм Длина стола подачи 1 050 мм Мощность двигателя подъема/опускания стола 0,18 кВт Диаметр рабочего инструмента 120 мм Число оборотов двигателя 2 880 об/мин Количество ножей 4 шт. 
Режущая головка об/мин 4 600 м/мин Угол наклона ограждения 0 ° Скорость отработанного воздуха 20 м/с Мощность двигателя 5,5 кВт Максимальная ширина строгания 530 мм Максимальный съем материала 5 мм Минимальная длина обрабатываемого материала 310 мм Минимальная мощность пылеудаления 1 272 Размеры машины (Д/Ш/В) 2360x1200x1200 мм Вес 850 кг
3D модель
Стандартное оборудование
- Общая длина рабочих столов строгального станка – 2350 мм
- Одновременно наклоняемые строгальные столы
- Размер упора 1300 x 150 мм
- Откидной упор 0°- 45°
- Длина рейсмусового стола – 1000 мм
- Ручная регулировка высоты рейсмусового стола
- Механическое измерение положения рейсмусового стола
- Опора рейсмусового стола –
5 сегментов давления 19 - Зубчатый подающий валик
- Разгрузочный валик
- Мин.
 -макс. рабочая высота, 3 – 250 мм
-макс. рабочая высота, 3 – 250 мм - Режущая головка, D=120 мм, 4 ножа
- Автоматический переключатель звезда/треугольник
- Две скорости подачи 6/12 м/мин.
- Электромагнитный тормоз
- Напряжение 400 В/50 Гц
- Сертификация CE
Дополнительные принадлежности
- Двигатель 7,5 кВт (10 л.с.)
- Подающий ролик с зубчатыми сегментами
- Складной защитный кожух режущей головки
- Вспомогательный упор для обработки узких заготовок0160
- Два регулируемых по высоте ролика в рейсмусовом столе
- Электронное измерение положения стола с цифровым дисплеем – рейсмусовый станок
- Спиральная ножевая головка с вставными ножами
- Дополнительный набор вставных ножей
- Набор из 10 винтов M5x14 TORX 20 (для дополнительного набора вставные ножи)
- Режущая головка для ножей типа “Tersa”
- Устройство для установки ножей с индикатором
- Дополнительный набор ножей HSS 18% W, 450x35x3 мм
- Дополнительный набор ножей тип “Tersa” HR 13% Cr, 450 мм
Комбинированный рейсмусовый станок/рейсмусовый станок SC 530
Альтернативные продуктыМашина
используется следующими клиентамиДеревообрабатывающие станки
Компания Dřevo z kouta (г-н Маржас) приобрела у нас 2 станка – комбинированный строгально-рейсмусовый станок и широколенточный шлифовальный станок.
45 стран
Мы экспортируем в 45 стран мира. Наши машины работают также в зарубежных странах.
Качество
Машины Houfek имеют уникальную жесткую конструкцию. Мы заботимся о максимальном качестве всех деталей и комплектующих.
Сервис
Помимо продажи мы предлагаем сервис и замену деталей.
Собственная разработка
Мы уникальны. Все наши машины являются результатом нашей собственной разработки.
▷ Комбинированный рейсмусовый станок и рейсмусовый станок б/у на продажу
- Домашняя страница
- Все машины
- Древесина
- Строгальные станки
- Комбинированные плоскостные и рейсмусовые станки
Сортировать по: Актуальность
Показать на карте посмотреть
Италия, 10071 Borgaro Torinese (TO)
FREUTEK WDN0015 2-х рабочий комбинированный станок (прямостно-фрезерный станок)
Комбинированные рейсмусовые и рейсмусовые станки
Топ-партия
2021 • 760 кг • 3155 x 1965 x 1341 мм
Италия, 10071 Borgaro Torinese (TO)
Строгальный станок и сверлильный станок)
Комбинированные плоско-рейсмусовые станки
Горячая партия
2021 • 415 кг • 1500 x 900 x 1000 мм
Италия, 10071 Borgaro Torinese (TO)
FREUTEK WDN0013 Комбинированный строгальный станок
Комбинированный строгальный станок
Топ-лот
Горячий лот
2021 • 315 кг • 1500 x 850 x 1000 мм 7 Не нашли? Подпишитесь на поиск с текущим выбором фильтра и получайте новые элементы по электронной почте. Текущий поиск успешно подписан Подписаться на поиск Комбинированные рейсмусовые и рейсмусовые станки представляют собой деревообрабатывающие станки, выполняющие функцию двух разных строгальных станков в одном корпусе. Этот громоздкий элемент оборудования также называют рейсмусовым станком, и он включает в себя механизмы как рейсмуса, так и рейсмуса. Небольшие мастерские предпочитают работать с комбинированными рейсмусовыми и рейсмусовыми станками по двум причинам: они сокращают капитальные и эксплуатационные расходы, а также экономят место. Качество Отличные предложения Персонализация Комбинированные рубанки отличаются от обычных рубанков своей универсальностью стол. Комбинированный строгальный станок выполняет важные функции стандартного рейсмусового станка. Эта часть станка используется для обрезки деревянных досок, когда требуется одинаковая толщина по всей длине деревянной заготовки. Рейсмусовый элемент комбинированного станка состоит из режущего блока, оснащенного набором ножей, набора роликов, используемых для подачи заготовки через станок, и регулируемого стола. Используются три основных типа фрез: спиральные фрезы, четырехлопастные фрезы и вращающиеся фрезы. Комбинированный строгальный станок MARTIN в работе Элемент строгального станка комбинированного строгального станка включает в себя двигатель с вращающейся фрезой, которая вращается с высокой скоростью. Комбинированные рейсмусовые и рейсмусовые станки используют подающий механизм для захвата заготовки и протягивания ее внутрь станка. Ножи в режущей головке снимают материал с деревянной заготовки, а отводящие ролики вытягивают его через другой конец. Режущая головка может быть настроена по-разному, в зависимости от формы и размера строгаемых заготовок. В одной машине может быть комбинация вращающихся, многолезвийных и спиральных фрез, что ускоряет обработку и сокращает время выполнения заказа. 9№ 0007 Комбинированный рейсмусовый станок экономит деньги и место, что делает его идеальным для малого бизнеса и любителей деревообработки. Это относительно крупное оборудование широко используется в производстве мебели, а также для изготовления балок и панелей для строительной отрасли. Обработка твердой древесины рубанками и фрезами может привести к образованию большого количества отходов. Образующиеся стружка и пыль могут повлиять на работу других машин в мастерской. Кроме того, избыток древесной пыли в воздухе может вызвать проблемы с дыханием. Вот почему вытяжные системы часто требуются в области, где есть рейсмусовый станок. Surplex.com регулярно проводит промышленные аукционы, на которых представлены комбинированные рейсмусовые и рейсмусовые станки известных производителей, таких как HOFMANN, HANS SCHREINER, KOELLE, ROBLAND, FELDER и REHNEN. Но если вы не можете найти именно то, что ищете сегодня, следите за новостями о последних событиях продаж деревообрабатывающего оборудования на веб-сайте. Если вы хотите быть в числе первых, кто узнает о новейших промышленных машинах, доступных для покупки, подпишитесь на информационный бюллетень Surplex.
 Стол можно перемещать практически в любое положение, что делает его подходящим для широкого спектра деревообрабатывающих процессов. С добавлением правильных инструментов наклоны, канавки, фаски и толщина заготовки могут быть обработаны с большой точностью.
Стол можно перемещать практически в любое положение, что делает его подходящим для широкого спектра деревообрабатывающих процессов. С добавлением правильных инструментов наклоны, канавки, фаски и толщина заготовки могут быть обработаны с большой точностью. Автономные строгальные станки, как правило, большие и тяжелые, и для эффективного использования их необходимо размещать на ровной и устойчивой поверхности. Тем не менее, комбинированный рейсмусовый станок включает в себя регулируемый стол для обеспечения стабильности на протяжении всего процесса строгания.
Автономные строгальные станки, как правило, большие и тяжелые, и для эффективного использования их необходимо размещать на ровной и устойчивой поверхности. Тем не менее, комбинированный рейсмусовый станок включает в себя регулируемый стол для обеспечения стабильности на протяжении всего процесса строгания. Новейшие машины относительно просты и безопасны в использовании, но необходимы практические знания процессов деревообработки и понимание вопросов охраны здоровья и безопасности.
Новейшие машины относительно просты и безопасны в использовании, но необходимы практические знания процессов деревообработки и понимание вопросов охраны здоровья и безопасности.