Не включается сварочный аппарат ресанта: Причины поломок сварочного аппарата Ресанта, его ремонт
alexxlab | 25.10.2020 | 0 | Разное
Причины поломок сварочного аппарата Ресанта, его ремонт
 Такое оборудование, как сварочный аппарат, был всегда востребован. Особенно если он небольших размеров, компактный, работающий при напряжении 220 вольт, что очень удобно при проведении сварочных работ в таких местах, где трудно использовать громоздкие и мощные аппараты. Например, на строительных площадках, в сервисах по ремонту автомобилей, бытовой техники и т.д.
Такое оборудование, как сварочный аппарат, был всегда востребован. Особенно если он небольших размеров, компактный, работающий при напряжении 220 вольт, что очень удобно при проведении сварочных работ в таких местах, где трудно использовать громоздкие и мощные аппараты. Например, на строительных площадках, в сервисах по ремонту автомобилей, бытовой техники и т.д.
Но, самое главное, сварочный аппарат, вес которого кажется смешным для такого оборудования, иногда он не превышает и 5 кг, из-за его компактности и мобильности легко использовать при ремонте личной техники, строительстве индивидуальных домов, возведении каких-нибудь металлических конструкций на дачных участках и т.д. Одним словом, такой сварочный малыш везде пригодится.
 Сейчас современные технологии позволяют изготавливать в широком ассортименте и в большом количестве компактные и мобильные сварочные аппараты, которые используются не только в промышленности, но и дома. Приобрести их можно практически в любом магазине по продаже оборудования. Большой выбор и приемлемая цена сварочных аппаратов позволяют каждому без проблем их купить.
Сейчас современные технологии позволяют изготавливать в широком ассортименте и в большом количестве компактные и мобильные сварочные аппараты, которые используются не только в промышленности, но и дома. Приобрести их можно практически в любом магазине по продаже оборудования. Большой выбор и приемлемая цена сварочных аппаратов позволяют каждому без проблем их купить.
В настоящее время большой популярностью пользуются аппараты для сварки разных моделей латвийской компании Ресанта. Это оборудование высокого качества. В России спрос на сварочные аппараты Ресанта очень высокий. Их удобно транспортировать, потому как размеры и масса позволяют перевозить оборудование даже в багажнике легкового автомобиля. И переносить на небольшие расстояния одному человеку.
Достоинства Ресанты оценили не только профессиональные сварщики, но и любители, не имеющие достаточного опыта в проведении сварочных работ.
Фирма выпускает оборудование для сварки двух типов: сварочный аппарат Ресанта и сварочный инвертор Ресанта. Отличие между ними состоит в том, что первый тип — это трансформаторный агрегат, а второй — инверторный. Те и другие отличаются между собой по разным показателям.
Однако, как бы ни был надёжен аппарат, и какой бы ни был у него запас прочности, рано или поздно из строя может выйти какая-нибудь деталь, и ему понадобится ремонт. Также как не существует в природе вечного двигателя, так нет и вечных механизмов. Поломки неизбежны и у сварочного аппарата «Ресанта», и у инвертора Ресанта. Рассмотрим общие признаки и причины того и другого типа сварочного оборудования латвийской фирмы, приводящие к ремонту.
Признаки и причины поломок сварочного инвертора
Признаки, по которым можно определить, что сварочному инвертору Ресанта требуется ремонт:
- залипание электрода
- нестабильность электрической дуги
- отсутствие дуги
- перегрев аппарата
- инвертор не включается
Причины неисправности
Залипание электрода происходит в случаях:
- низкого напряжения
- использование удлинителя сечением менее 2,5 мм
- подгорели контакты
- плохой контакт кабелей
Нестабильность электрической дуги вызвана:
- неправильной регулировкой тока сварки
- несоответствие типа и диаметра электродов
Отсутствие дуги вызвано следующими причинами:
- обрывом кабеля
- перегревом инвертора
- отсутствием «массы»
- отказом печатной платы, где вышли из строя одна или даже несколько деталей
Перегрев аппарата может случиться тогда, когда:
- он работает длительное время при полной нагрузке без перерыва
- отказал вентилятор охлаждения
- на деталях печатной платы большой слой пыли
Причинами, когда инвертор после нажатия на кнопку «Пуск» не запускается. т.е. не начинает работать, могут быть следующими:
- отсутствует совсем или низкое напряжение питания
- неисправны что-либо: кабель, розетка или выключатель
- на печатной плате произошла поломка какого-нибудь элемента
- требуется замена удлинителя
Поломки сварочного аппарата
Причины поломок, из-за которых часто сварочные агрегаты ремонтируются:
 плохой контакт на клеммах
плохой контакт на клеммах- короткое замыкание в цепях с высоким напряжением
- ослабление стягивающих пластины трансформатора болтов
- перегрузки в работе трансформаторного блока
- ослабление крепления сердечника или механизма передвижения катушек
- перегрев сварочного аппарата
- низкое напряжение в сети
Любая фирма-изготовитель дорожит своей репутацией и не станет выпускать некачественную продукцию. Однако, какой бы ни была хорошей сборка того же сварочного аппарата, в процессе работы от вибрации, постоянной транспортировки и т.д., контакты на клеммных колодках, к которым подключаются сварочные кабеля, ослабевают. И как результат, в местах соединения происходит сильный нагрев деталей, что приводит к их разрушению и короткому замыканию в сети, и следовательно, к ремонту. Чтобы не допустить этого, нужно регулярно следить за контактами на клеммах, и, если необходимо, соединительные контакты перебрать и зачистить, обеспечив тем самым плотный контакт всех частей.
Нередко бывает, что сварочный аппарат во время работы вдруг сам может отключиться. А случается это потому, что в цепи высокого напряжения произошло короткое замыкание. В этом случае необходимо, установив дефектное место, устранить неисправность.
Ослабление стягивающих пластины трансформатора болтов, перегрузки в работе трансформаторного блока сварочного аппарата, а также ослабление крепления сердечника или механизма передвижения катушек приводят к перегреву трансформатора агрегата.
Если сварочный аппарат перегревается, то ему необходимо сделать «передышку». Перегрев оборудования возможен при его интенсивной работе. В таких случаях, чтобы агрегат не вышел из строя, рекомендуется уменьшить рабочий ток или пользоваться электродами меньшего диаметра, иначе дело может закончиться ремонтом.
В случае когда аппарат «не тянет», причину следует искать в напряжении электросети или регуляторе тока сварки.
Основные виды ремонтных работ
 Некоторые мелкие поломки Ресанты можно устранить самим, не прибегая к помощи специалистов. Но бывает и так, что требуется серьёзный ремонт. В этом случае лучше всего обратиться в сервисный центр. Там, например, могут произвести замену:
Некоторые мелкие поломки Ресанты можно устранить самим, не прибегая к помощи специалистов. Но бывает и так, что требуется серьёзный ремонт. В этом случае лучше всего обратиться в сервисный центр. Там, например, могут произвести замену:
- вентилятора
- платы инвертора
- трансформатора
- диодного выпрямителя
- конденсаторов
- и других деталей
А также выполнить ремонт:
- платы управления
- блока питания
- модуля управления
- IMS модуля
- основной платы
Чтобы меньше ремонтировать свой аппарат для сварочных работ, старайтесь правильно его эксплуатировать. И тогда не нужно будет часто тратиться на ремонт.
Если же случилась неприятность с вашим агрегатом, то восстановить его не составит особого труда. Стоит лишь обратиться в центр по ремонту, и там окажут необходимую помощь.
Оцените статью: Поделитесь с друзьями!Сварочный инвертор не включается.Ремонт своими руками. схема
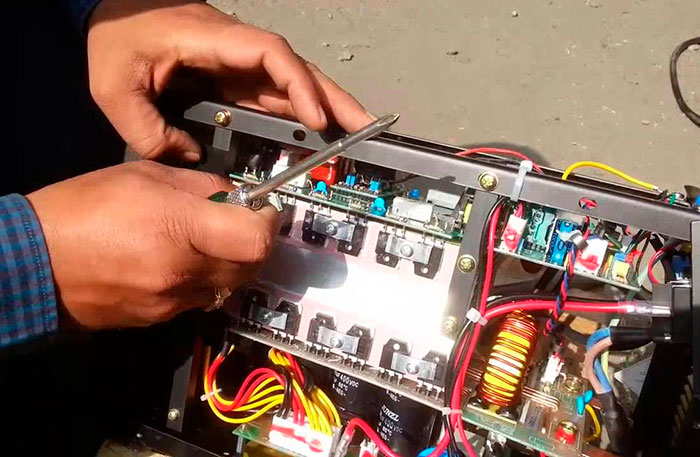
Всем привет!!! На днях в ремонт приносили сварочный инвертор, возможно моя заметка об этом ремонте кому то будет полезной.
Это уже не первый сварочный аппарат который пришлось делать, но если в одном случае неисправность проявилась так: Включил инвертор в сеть… и бабах, выбило автоматы защиты в электро щитке. Как показало вскрытие в сварочнике пробило выходные транзисторы, после замены всё заработало.
Но в этом случае всё было несколько иначе, со слов хозяина аппарат временами переставал варить хотя индикатор включения светился. Эти ребята сами вскрыли корпус — пытались определить неисправность и заметили, что инвертор реагировал на изгибание платы т.е. при её изгибе мог заработать. Но когда сварочный инвертор попал ко мне, он уже не включался вообще, даже индикатор включения не светился.
Сварочный инвертор не включается
«Титан — БИС — 2300»- именно эта модель инвертора поступила в ремонт, схемотехника повторяет сварочный аппарат аналогичной мощности «Ресанта» и как я предполагаю ещё многие другие инверторы. Посмотреть и скачать схему можно здесь.
В этом сварочном аппарате для питания низковольтных цепей применяется импульсный блок питания, как раз он и был неисправен. ИБП выполнен на ШИМ контролере UC 3842BN. Аналоги — отечественный 1114ЕУ7, Импортные UC3842AN отличается от BN только меньшим потребляемым током, и КА3842BN (AN). Схема ИБП ниже. (Кликните по ней для увеличения) Красным отмечены напряжения которые выдавал уже рабочий ИБП. Обратите внимание на то, что измерять напряжения 25V нужно не относительно общего минуса, а именно с точек V1+,V1- и также V2+,V2- они не связанны с общей шиной. 
Ключ ИБП выполнен на транзисторе, полевик 4N90C. В моём случае транзистор остался целым, а вот микросхема потребовала замены. Также был в обрыве резистор R 010 — 22 Om/1Wt. После этого блок питания заработал.
Однако радоваться было рано, замерив напряжение на выходе сварочника, оказалось что его нет, а в режиме холостого хода должно быть примерно 85 вольт. Попробовал пошевелить плату, помните со слов хозяина это влияло, но ничего.
Дальнейшие поиски выявили отсутствие одного из напряжений 25 вольт в точках V2-,V2+. Причина, обрыв в трансформаторе обмотки 1-2. Пришлось выпаивать транс, использовал медицинскую иглу для освобождения выводов.

В трансформаторе один из концов обмотки был оборван от вывода.

Аккуратно восстанавливаем соединение используя подходящий проводок, восстановленное соединение не будет лишним зафиксировать капелькой клея или герметика. У меня под руками оказался полиуретановый клей им и воспользовался, делаем ревизию других выводов, если необходимо пропаиваем.
Перед установкой трансформатора следует подготовить плату, чтобы он без усилий вошёл в своё место. Для этого нужно очистить от остатков припоя отверстия, сделать это можно так же иглой от шприца подходящего диаметра.

После установки трансформатора сварочный инвертор заработал.
Как проверить микросхему
Как проверить микросхему не выпаивая её из платы и на что ещё обратить внимание.
Частично проверить микросхему можно при наличии вольтметра и регулируемого стабилизированного источника постоянного напряжения. Для полной проверки нужны генератор сигналов и осциллограф.
Поговорим о том, что проще. Перед проверкой обязательно выключите инвертор от сети питания. Далее — от внешнего регулируемого блока питания на вывод 7 микросхемы подаём напряжение 16 — 17 вольт, это напряжение запуска МС. При этом на выводе 8 должно быть 5 В. это опорное напряжение от внутреннего стабилизатора микросхемы.
Оно должно оставаться стабильным при изменении напряжения на 7 выводе. Если это не так МС неисправна.
Изменяя напряжение на микросхеме имейте в виду, что ниже 10 В микросхема отключается, и включится при 15-17 вольт. Не следует повышать напряжение питания МС выше 34 В Внутри микросхемы стоит защитный стабилитрон и при сильно завышенном напряжении его просто пробьёт.
Ниже приведена структурная схема UC3842.
Дополнение к этой статье: Через некоторое время принесли ещё один аппарат. Вышел из строя из за падения на бок. Это произошло потому, что за время работы винты скрепляющие корпус разболтались, а некоторые просто потерялись, поэтому при падении плата сыграла и коснулась корпуса монтажной стороной В результате замыкания вышли из строя все 4 выходных транзистора K 30N60HS Аналоги G30N60A4D, G40N60UFD. После замены всё заработало.
На этом всё! Если нашли полезной эту статью, оставляйте Ваши комментарии, делитесь с друзьями нажав на кнопки соцсетей.
Ремонт сварочного аппарата, основные причины поломки и тонкости техобслуживания
Общеизвестно, что ремонт сварочных аппаратов в подавляющем большинстве случаев может быть организован и проведён самостоятельно. Исключением является лишь восстановление работоспособности электронного инвертора, сложность схемы которого не позволяет провести полноценный ремонт в домашних условиях.
Одна только попытка отключить защиту инвертора может поставить в тупик даже специалиста по электротехнике. Так что в этом случае лучше всего обратиться за помощью в специализированную мастерскую.
Частые неисправности
 Основными проявлениями неполадок аппаратов электродуговой сварки являются:
Основными проявлениями неполадок аппаратов электродуговой сварки являются:
- прибор не включается при подсоединении к электросети и запуске;
- залипание электрода с одновременным гулом в районе преобразователя;
- самопроизвольное отключение сварочного аппарата в случае его перегрева.
Ремонт всегда начинается с осмотра сварочного аппарата, проверки питающего напряжения. Провести ремонт трансформаторных сварочных аппаратов несложно, к тому же они непривередливы в обслуживании. У инверторных аппаратов определить поломку сложнее, а ремонт в домашних условиях зачастую невозможен.
Однако при правильном обращении инверторы служат долго, и не ломаются. Необходимо защищать от пыли, высокой влажности, мороза, хранить в сухом месте. Есть наиболее характерные неисправности сварочных аппаратов, устранить которые можно своими руками.
Устройство не запускается
В этом случае, прежде всего, необходимо убедиться в наличии напряжения в сети и целостности предохранителей, установленных в обмотках трансформатора. При их исправности следует прозвонить с помощью тестера токовые обмотки и каждый из выпрямительных диодов, проверив тем самым их работоспособность.
 При обрыве одной из токовых обмоток потребуется её перемотка, а в случае неисправности обеих проще заменить трансформатор целиком. Повреждённый или «подозрительный» диод заменяют новым. После ремонта сварочный аппарат снова включают и проверяют на исправность.
При обрыве одной из токовых обмоток потребуется её перемотка, а в случае неисправности обеих проще заменить трансформатор целиком. Повреждённый или «подозрительный» диод заменяют новым. После ремонта сварочный аппарат снова включают и проверяют на исправность.
Иногда из строя выходит фильтрующий конденсатор. В этом случае ремонт будет заключаться в его проверке и замене новой деталью.
В случае исправности всех элементов схемы необходимо разобраться с сетевым напряжением, которое может быть сильно занижено и его просто не хватает для нормального функционирования сварочного аппарата.
Залипание электрода (прерывание дуги)
Причиной залипания электрода и прерывания дуги может быть снижение напряжения из-за короткого замыкания в обмотках трансформатора, неисправности диодов или ослабления соединительных контактов. Также возможен пробой конденсаторного фильтра или замыкания отдельных деталей на корпус сварочного аппарата.
 К причинам организационного характера, вследствие которых аппарат не варит как надо, можно отнести чрезмерную длину сварочных проводов (более 30 метров).
К причинам организационного характера, вследствие которых аппарат не варит как надо, можно отнести чрезмерную длину сварочных проводов (более 30 метров).
Если залипание сопровождается сильным гудением трансформатора – это также свидетельствует о перегрузке в нагрузочных цепях прибора или замыкании в сварочных проводах.
Одним из вариантов ремонта с устранением этих эффектов может стать восстановление изоляции соединительных кабелей, а также подтяжка ослабевших контактов и клеммников.
Самопроизвольное отключение
В некоторых случаях ремонт можно провести самостоятельно, если аппарат начал самопроизвольно отключаться. Большинство моделей сварочных аппаратов оснащено защитной схемой (автоматом), срабатывающей в критической ситуации, сопровождающейся отклонением от нормальной работы. Один из вариантов такой защиты предполагает блокировку работы устройства при отключении вентиляционного модуля.
После самопроизвольного отключения сварочного аппарата, прежде всего, следует проверить состояние защиты и попытаться возвратить этот элемент в рабочее состояние.
При повторном срабатывании защитного узла необходимо перейти к поиску неисправности по одной из описанных выше методик, связанных с замыканиями или неисправностью отдельных деталей.
В этой ситуации в первую очередь следует убедиться в том, что узел охлаждения агрегата работает нормально, и что перегрев внутренних пространств исключён.
 Бывает и так, что узел охлаждения не справляется со своими функциями из-за того, что сварочный аппарат в течение длительного времени находился под нагрузкой, превышающей допустимую норму. Единственно верное решение в этом случае – дать ему «отдохнуть» порядка 30-40 минут, после чего попытаться вновь включить.
Бывает и так, что узел охлаждения не справляется со своими функциями из-за того, что сварочный аппарат в течение длительного времени находился под нагрузкой, превышающей допустимую норму. Единственно верное решение в этом случае – дать ему «отдохнуть» порядка 30-40 минут, после чего попытаться вновь включить.
При отсутствии внутренней защиты предохранительный автомат может быть установлен в электрическом щитке. Для поддержания нормального функционирования сварочного агрегата его настройки должны соответствовать выбранным режимам.
Так, некоторые модели таких аппаратов (сварочный инвертор, в частности) в соответствии с инструкцией должны работать по графику, предполагающему перерыв на 3-4 минуты после 7-8-ми минут непрерывной сварки.
Неисправности инверторных устройств
Перед ремонтом инверторного сварочного аппарата своими руками желательно ознакомиться с принципом действия, а также с его электронной схемой. Их знание позволит быстрее выявить причины поломок и постараться своевременно устранить их.
Электрическая схема
 В основу работы этого устройства заложен принцип двойного преобразования входного напряжения и получения на выходе постоянного сварочного тока путём выпрямления высокочастотного сигнала.
В основу работы этого устройства заложен принцип двойного преобразования входного напряжения и получения на выходе постоянного сварочного тока путём выпрямления высокочастотного сигнала.
Использование промежуточного сигнала высокой частоты позволяет получить компактное импульсное устройство, располагающее возможностью эффективной регулировки величины выходного тока.
Поломки всех сварочных инверторов условно можно разделить на следующие виды:
- неисправности, связанные с ошибками в выборе режима сварки;
- отказы в работе, обусловленные выходом из строя электронного (преобразовательного) модуля или других деталей устройства.
Метод выявления неисправностей инвертора, связанных с нарушениями в работе схемы, предполагает последовательное выполнение операций, производимых по принципу «от простого повреждения – к более сложной поломке». С характером и причиной поломок, а также со способами ремонта более подробно можно ознакомиться в сводной таблице.

Там же приводятся данные по основным параметрам сварки, обеспечивающие режим безаварийной (без отключения инвертора) работы устройства.
Особенности эксплуатации
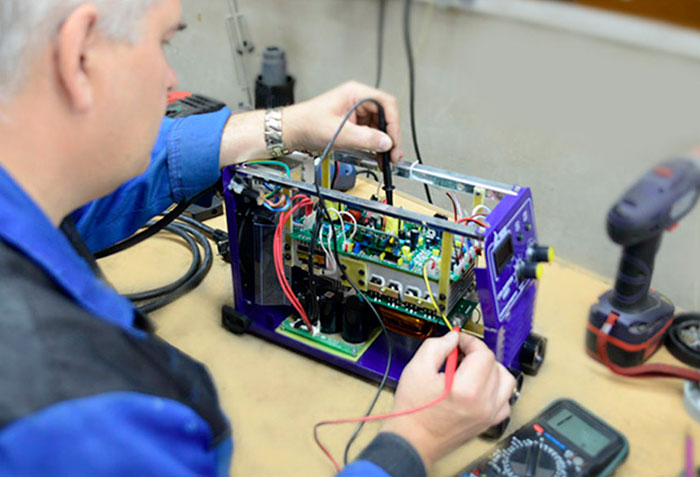
Обслуживание и ремонт сварочных аппаратов инверторного типа отличается рядом особенностей, связанных со сложностью схемы этих электронных агрегатов. Для их ремонта потребуются определённые знания, а также умение обращаться с такими измерительными приборами, как цифровой мультиметр, осциллограф и подобные им.
В процессе ремонта электронной схемы сначала производится визуальный осмотр плат с целью выявления обгоревших или «подозрительных» элементов в составе отдельных функциональных модулей.
Если в ходе осмотра никаких нарушений обнаружить не удаётся – поиск неисправности продолжается путём выявления нарушений в работе электронной схемы (проверки уровней напряжения и наличия сигнала в её контрольных точках).


Для этого потребуется осциллограф и мультиметр, приступать к работе с которыми следует лишь при наличии полной уверенности в своих силах. Если возникли какие-либо сомнения по поводу своей квалификации – единственно верным решением будет отвезти (отнести) прибор в специализированную мастерскую.
Специалисты по ремонту сложных импульсных устройств оперативно найдут и устранят возникшую неисправность, а заодно и проведут техобслуживание данного агрегата.
Порядок самостоятельного ремонта
В случае принятия решения о самостоятельном ремонте платы – рекомендуем воспользоваться следующими советами опытных специалистов.
При обнаружении в ходе визуального осмотра сгоревших проводов и деталей следует заменить их новыми, а заодно и переткнуть все разъёмы, что позволит исключить вариант пропадания контакта в них.
 Если такой ремонт не привел к желаемому результату – придётся начать поблочное обследование цепей преобразования электронного сигнала.
Если такой ремонт не привел к желаемому результату – придётся начать поблочное обследование цепей преобразования электронного сигнала.
Для этого необходимо найти источники, в которых приводятся эпюры напряжений и токов, предназначенные для более полного понимания работы этого агрегата.
Ориентируясь на эти эпюры с помощью осциллографа можно последовательно проверить все электронные цепочки и выявить узел, в котором нарушается нормальная картинка преобразования сигнала.
Одним из наиболее сложных узлов инверторного сварочного аппарата считается плата управления электронными ключами, проверить исправность которой можно с помощью того же осциллографа.
При сомнениях в работоспособности этой платы можно попробовать заменить её исправной (от другого, работающего инвертора) и попытаться вновь запустить сварочный аппарат.
В случае благоприятного исхода останется только отдать свою плату в ремонт или заменить её купленной новой. Таким же образом следует поступать и при появлении подозрений в исправности всех других модулей или блоков сварочного аппарата.
В заключении напомним, что ремонт любых сварочных агрегатов (и инверторов, в частности) считается достаточно сложной процедурой, требующей определённых навыков и умения обращаться со сложной измерительной техникой.
При наличии малейших сомнений в своём профессионализме следует воспользоваться помощью специалистов и предоставить им возможность вернуть неисправный аппарат в работу.
Особенности эксплуатации и возможные неисправности сварочных инверторов.
Особенности эксплуатации и возможные неисправности сварочных инверторов.
Сварочный инвертор – сложный электронный механизм, который и требует аккуратного обращения. Если не соблюдать элементарные правила эксплуатации — это может привести к преждевременной поломке аппарата или к его некорректной работе.
Подготовка устройства к работе
Инвертор обязательно должен быть подготовлен к работе соответствующим образом и должны выполняться следующие действия:
1. Перед включением инвертора в сеть, в первую очередь необходимо подключить заземление, кабель с электродержателем к силовым клеммам. Перед проведением этой операции убедитесь, что сварочный инвертор находится в выключенном состоянии.
2. Подключаем инвертор к сети питания и проверяем, что регулятор тока находится на минимальном токе.
3. После включения проводим настройку показателя рабочего тока поворотом ручки-регулятора. Сила тока подбирается исходя из толщины электрода и детали.
4. После окончания работ с инвертором устанавливаем сварочный ток на минимум. Если этого не делать, аппарат может выйти из строя.
Особенности эксплуатации сварочного инвертора
- Не включайте инвертор после резкого перепада температур. Например, в теплом помещении после перевозки в холодную погоду. Это приводит к образованию конденсата на электронных элементах и в последующем к выходу из строя инвертора.
- Если инвертор долгое время стоял без работы рекомендуется включить его в сеть и дать поработать на холостом ходу не менее 30 минут.
- Используйте бытовые сетевые удлинители малого сечения (до 1мм) с осторожностью. Розетка и проводка, к которой подключается инвертор, должна быть по мощности не менее 16А.
- При работе инвертора от электрогенератора включайте аппарат только после выхода генератора на штатный режим. А выключение производите до отключения генератора. Мощность используемого генератора должна превышать потребляемую мощность в 1,5 раза. Важно: в технических характеристиках инвертора должна быть указана способность работы от автономного источника питания. Например, Ресанта САИ 160ПН
- При работе инвертора в местах с большой запыленностью рекомендуется время от времени продувать его сжатым воздухом.
Возможные неисправности сварочных инверторов и их причины
Все поломки сварочного инвертора можно разделить на две группы. Первая — поломки, связанные с некорректной работой электроники аппарата. И вторая – неисправности из за неправильного выбора режима. Второй вид поломок возникает намного чаще и прежде чем обращаться к специалистам для ремонта, следует проверить аппарат на правильность установленных настройках.
Рассмотрим подробнее, по какой причине может произойти неисправность или некорректная работа аппарата.
Неустойчивое горение сварочной дуги или чрезмерное разбрызгивание искр происходит при неправильно подобранном токе сварки. Сварочный ток подбирается исходя из размера электрода, который используется при сварке (все данные по диаметру электрода, значению сварочного тока в нашей статье «Как правильно подобрать расходные материалы для сварки инвертором»). Устранить эту проблему можно изменением силы тока, соответствующей данному электроду. Ниже мы приведем необходимое значение сварочного тока для всех размеров электродов.
Залипание сварочного электрода может происходить по ряду причин:
- во время процесса сварки произошло снижение напряжения в сети, а инвертор по техническим характеристикам не рассчитан на это. Если скачки напряжения происходят регулярно, лучшим выходом будет приобрести стабилизатор напряжения или, при покупке сварочного инвертора, нужно выбирать модель, которая работает в нужном вам диапазоне входного напряжения. Например, модель Ресанта САИ 220 способна работать в разбеге 140-240В при этом не теряя своей мощности и рабочих характеристик.
- убедитесь, что инвертор подключен к сети или к удлинителю с сечением не менее 2,5мм.
- залипание может происходить при плохо зажатых кабельных вставок в панельных гнездах. Они зажимаются поворотом по часовой стрелке.
- возможная причина подгорание контактов в соединениях питающей сети.
- плохой контакт электрода с рабочей поверхностью. Это может произойти вследствие окисления на поверхности детали. Необходимо прекратить сварку и зачистить поверхность.
- причина залипания – слишком длинный удлинитель (более 30метров), а в технических характеристиках аппарата не указана возможность работы в таких условиях.
Конечно, о таких нюансах лучше позаботиться еще при выборе инвертора и купить модель, которая рассчитана на удлинение провода, например Ресанта САИ 220ПН. Но если уже поздно и нет возможности использовать менее короткий удлинитель, используйте сечение провода не менее 4мм.
Отсутствует сварочный процесс при включенном аппарате. Это может происходить по двум причинам:
- отсутствует масса на поверхности свариваемой детали или плохой контакт зажима «массы» и детали. Для исправления необходимо восстановить контакт.
- повреждение сварочных кабелей. Проверьте и восстановите целостность кабелей.
Отсутствует реакция аппарата на включение в сеть:
- слишком низкое напряжение в сети
- неправильно выбранный автоматический выключатель в щитке. Слишком маломощный автомат не выдерживает нагрузку инвертора и отключается в момент включения инвертора.
Загорается индикатор перегрева при сварке. Причина этому превышение режима продолжительности включения (ПВ). Индикатор перегрева включается при нагреве свыше 80°С. Для исправления ситуации, прекратите процесс сварки и дайте аппарату остыть до отключения индикатора.
Самопроизвольное отключение инвертора в процессе работы может быть причиной срабатывания температурной защиты. Это происходит в случае перегрева аппарата. Отключите инвертор из сети и дайте остыть не менее 30-40мин.
Ремонт электронных поломок инвертора лучше доверить специалисту. И при покупке старайтесь отдать предпочтение известным торговым маркам оборудования, которые пользуются спросом и имеют отзывы покупателей. Так вы избежите покупки некачественной техники и приобретете именно ту, которая прослужит долго и уверенно.
Мы советуем отдать предпочтение торговой марке «Ресанта» – ведущему производителю сварочных аппаратов и электротехники. Благодаря применению комплектующих от известных мировых производителей и качественной сборке изделий, с поэтапным контролем качества, вы приобретете надежный сварочный инвертор, который не доставит проблем с поломками очень долгое время. Качество техники «Ресанта» подтверждается сроком гарантии 12 месяцев и наличием сервисных центров.
Все модели сварочных инверторов «Ресанта» Вы можете приобрести в нашем интернет-магазине или в специализированном магазине техники г Екатеринбурга по адресу ул. Новостроя 1А, офис 105.
САМОВЫВОЗ-ДЕШЕВЛЕ!*
#СКИДКА | #КАКСЭКОНОМИТЬ | #КУПИТЬДЕШЕВЛЕ | #СКИДКАЗАСАМОВЫВОЗ | #ЭКОНОМИЯ | #ПОДРОБНОСТИУМЕНЕДЖЕРА | #ТОЛЬКОДЛЯФИЗЛИЦ | #ЗВОНИИУЗНАЙСВОЮСКИДКУ
Дорогой покупатель! Время от времени мы встречаемся с контрафактом нашей продукции.
Каждая единица оборудования в нашей компании имеет идентификационные данные, они регистрируются на всех этапах: при производстве, продаже и даже ремонте в СЦ.
Покупая у нас продукцию Ресанта, Huter и Вихрь, Вы можете быть уверены в её 100% подлинности!
Даем гарантию на все агрегаты и оборудование на этом сайте!
Покупая у нас Вы можете быть уверены в том что получите 100% оригинальный товар, гарантию и обслуживание в нашем Сервисном центре
+ Маска “Хамелеон” ** только для физ. лиц при покупке сварочного аппарата с этим стикером за наличный расчет или по карте в офисе магазина.
+ Пачка электродов ** только для физ. лиц при покупке сварочного аппарата с этим стикером за наличный расчет или по карте в офисе магазина.
+ ЕЩЁ ПОДАРОК ** только для физ. лиц при покупке сварочного аппарата с этим стикером за наличный расчет или по карте в офисе магазина.
+ КРАГИ сварщика ** только для физ. лиц при покупке сварочного аппарата с этим стикером за наличный расчет или по карте в офисе магазина.
Ремонт сварочных инверторов своими руками
За пару последних десятилетий имели место серьезные изменения в области развития сварочных технологий. Наиболее популярным оборудованием стал инвертор – технологичный и современный аппарат, который по сравнению с классическими сварками обладает массой достоинств. Помимо более совершенных технических решений от трансформаторов и выпрямителей он выгодно отличается и по стоимости.
В центре технического решения стоит микросхема. Именно эти небольшие элементы дали производителям возможность напичкать оборудование обширным функционалом, кардинально уменьшить вес и размеры установки. Но есть и обратная сторона медали. Она заключается в том, что технически более сложные приборы чаще выходят из строя. Итак, основные неисправности и ремонт инверторных сварочных аппаратов своими руками.
Основные неисправности сварочного инвертора
Сварочный инвертор искрит, но не варит
Такая неисправность довольно часто встречается в бюджетных моделях. Оборудование генерирует разряд, но при этом не разгорается электрическая дуга. Точнее она поджигается на очень короткий промежуток времени и сразу гаснет. Существует несколько объяснений такой поломке.
Поиск неисправности следует начать из проверки сварочных кабелей. Как показывает практика, в большинстве случаев причина кроется именно в них. Даже в том случае, когда явные грехи не нашлись не стоит успокаиваться. Желательно взять новые проводники и снова попробовать разжечь дугу. Если ничего не изменилось, то нужно убедиться в надежности всех разъемов.
Также причина может заключаться в электролитических конденсаторах, которые задействованы в схеме преобразователя. Их несложно заменить самостоятельно. Если же нет навыков, то можно обратиться к более опытным знакомым или специалистам. Когда ситуация не улучшилась, то самое время обратить внимание на провода пакетника. Может быть, что они обгорели и требуют замены.
Если и в этом случае не удалось починить сварочный аппарат, то его следует отнести в сервисный центр. Причин подобной неполадки может быть очень много, а найти их методом перебора очень сложно. Проведя диагностику, специалисты смогут быстро определить поломку и предложить варианты ее устранения.
Сварочный аппарат включается, но не варит
Иногда возникает ситуация, когда инвертер включен в сеть, но не генерирует сварочную дугу. Все индикаторы и приборы показывают, что работают нормально, но сам прибор в это время не варит. Наиболее вероятная причина состоит в том, что аппарат перегрелся. Об этом речь пойдет ниже.
Еще одной из причин может быть неисправность кабелей. Стоит попробовать подключать новые магистрали и снова попытаться извлечь сварочную дугу.
Читайте также: Сварочный аппарат Ресанта САИ 250
Перегрев
Когда инвертер перегревается, он начинает варить плохо или же не генерирует дугу вовсе. Такое случается, когда пришлось варить без перерыва более 10 минут. Большинство реализуемых на рынке моделей укомплектованы защитой от перегрева. Но бывают случаи, когда она не срабатывает. Инвертер остается включенным, но не работает. Решение проблемы не представляет никакой сложности. Достаточно отключить аппарат на полчаса. За этот период времени он остынет, придет в норму и можно будет продолжить работу.

Читайте также: Сварочный трансформатор: устройство и принцип действия
Сварочный инвертор не включается/не работает
Проблема возникает не так уж и редко. Оборудование подключены к сети энергоснабжения, но при этом не подает совершенно никаких признаков жизни. Причин этому может быть несколько. Чаще всего виноватой является именно сеть энергоснабжения: напряжения впало ниже минимально допустимого уровня и его недостаточно для инициализации сварочного аппарата. Решить проблему можно путем приобретения стабилизатора напряжения. В дальнейшем сварка подключается через него и работает нормально.
Еще причиной может служить плохое состояние кабеля энергоснабжения, который подает питание от розетки непосредственно на сам аппарат. Следует проверить целостность кабеля и вилки включения. Также не будет лишним снять корпус, который скрывает часть кабеля энергоснабжения, чтобы убедить в целостности этого участка.

Если не помог стабилизатор, а кабель подачи питания в норме, то причиной может быть поломка источника питания инвертера. При такой поломке желательно обращаться в сервисный центр. Большинство пользователей отремонтировать агрегат самостоятельно не смогут, так как для этого нужны специальные знания и навыки.
Не регулируется ток
Переключение ручки регулятора силы тока не дают никакого эффекта. Это свидетельствует, что, вероятнее всего, сломался сам регулятор. Возможно, что требуется только проверить надежность контактов. Нужно снять корпус и внимательно проверить все визуально. Чтобы продиагностировать регулятор, нужно проверить сварочный аппарат мультиметром.
Если регулятор неисправен, то его следует заменить целиком. Если же причина не в нем, то требуется проверка вторичного трансформатора и дросселя. При выявлении неисправности одного из элементов, он подлежит замене.

Электрод липнет к металлу
Современный инвертеры в большинстве своем имеют в арсенале функцию «антизалипание», которая препятствует «склеиванию» расходника и рабочей поверхности. Но далеко не всегда данная функция работает корректно, а то и вовсе не срабатывает из-за неисправности сварочного аппарата.
Основной причиной того, что электрод прилипает к металлу, является неверный выбор настроек, а именно – неправильный режим сварки. Следующая причина может заключаться в низком напряжении сети энергоснабжения. В розничной сети продаются инвертеры, которые будут нормально работать даже при пониженном напряжении. Но иногда напряжение опускается настолько низко, что даже такие инвертеры не могут функционировать в обычном режиме. В корне решить проблему поможет приобретение стабилизатора напряжения.
Еще одной причиной может стать использование сетевых удлинителей. Бывают ситуации, когда длины кабеля недостаточно для того, чтобы выполнить работы в определенном месте. Выходом из сложившихся обстоятельств является применение специальных сварочных удлинителей. Следует иметь ввиду, что при длине дополнительного кабеля больше сорока метров и сечении проводки не больше 2,5 мм кв. вероятность залипания электрода практически 100%. Это случается из-за снижения сварочного напряжения вследствие использования длинного кабеля м малым диаметром токопроводящих жил.
Залипать электроды могут из-за некачественной подготовки поверхности к работе. Достаточно просто хорошо зачистить металл болгаркой, наждачной бумагой или другим абразивом.
Диагностика поломок инверторных сварочных аппаратов
Дым из корпуса инвертера или едва уловимый запах гари свидетельствует о серьезной неисправности. Нежелательно диагностировать оборудование в таком случае самостоятельно. Желательно обратиться в сервисный центр, чтобы не усугубить ситуацию. Устранение неисправности требует большого опыта в ремонте сварочных аппаратом и понимание всех нюансов работы данной модели.
Когда неисправность не настолько критична, то диагностировать ее можно и самостоятельно. На первом этапе нужно снять корпус и визуально проверить все составляющие аппарата. Иногда на рынок попадают модели с некачественной пайкой или плохо заизолированной проводкой. Для ремонта достаточно будет перепаять некоторые из элементов, чтобы восстановить функциональность оборудования.
Понять, какая именно деталь вышла из строя несложно. Она будет отличаться наличием потемневших участков, иметь трещины или явные признаки короткого замыкания. Выбракованный элемент следует заменить. На каждой детали присутствует маркировка, что позволит безошибочно подобрать аналогичную для замены.

После визуального осмотра, который не помог выявить неполадки, можно перейти к более тщательному анализу. Потребуется мультиметр. С его помощью проверяются все компоненты платы. В обязательном порядке диагностируются транзисторы и печатные проводники. Обгоревшие участки или обрывы цепи должны быть устранены. Параллельно проверяются все контакты на плате. Если требуется, то они зачищаются обыкновенным канцелярским ластиком.
Диодные мосты у инвертера выполняют функции выпрямителя. Они находятся на радиаторе. Диодные мосты характеризуются надежностью, но иногда даже они выходят из строя. Чтобы определить исправность данного узла, необходимо выпаять его из общей схемы. Проверка мультиметром даст понимание того, исправен или нет диодный мост.
Если после всех перечисленных манипуляций не удалось найти поломку, то следует обратиться к специалистам. Ремонтировать сварочный аппарат самостоятельно не рекомендуется.
Заключение
В статье перечислены наиболее часто встречающиеся поломки, описан процесс устранения неисправности своими руками. Но только самые простые случаи. Без навыков ремонта делать серьезные манипуляции не стоит. Лучше отнести аппарат в сервисный центр. При устранении неисправности важно соблюдать технику безопасности. И еще. Если стоимость сварочного аппарата составляет 50-70 долларов, то не всегда стоит заниматься его ремонтом. Иногда проще и дешевле купить такой же самый новый.
Неисправности и методика ремонта инверторных сварочных аппаратов своими руками
Все большую популярность среди мастеров сварщиков завоевывают инверторные сварочные аппараты благодаря своим компактным размерам, небольшой массе и приемлемым ценам. Как и любое другое оборудование, данные аппараты могут выходить из строя по причине неправильной эксплуатации или из-за конструктивных недоработок. В некоторых случаях ремонт инверторных сварочных аппаратов можно провести самостоятельно, изучив устройство инвертора, но существуют поломки, которые устраняются только в сервисном центре.
Устройство сварочного инвертора
Сварочные инверторы в зависимости от моделей работают как от бытовой электрической сети (220 В), так и от трехфазной (380 В). Единственное, что нужно учитывать при подключении аппарата к бытовой сети – это его потребляемая мощность. Если она превышает возможности электропроводки, то работать агрегат при просаженной сети не будет.
Итак, в устройство инверторного сварочного аппарата входят следующие основные модули.
- Первичный выпрямительный блок. Этот блок, состоящий из диодного моста, размещен на входе всей электрической цепи аппарата. Именно на него подается переменное напряжение из электросети. Чтобы снизить нагревание выпрямителя, к нему прикреплен радиатор. Последний охлаждается вентилятором (приточным), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева. Реализована она с помощью термодатчика, который при достижении диодами температуры 90° разрывает цепь.

- Конденсаторный фильтр. Подсоединяется параллельно к диодному мосту для сглаживания пульсаций переменного тока и содержит 2 конденсатора. Каждый электролит имеет запас по напряжению не менее 400 В, и по емкости от 470 мкФ для каждого конденсатора.
- Фильтр для подавления помех. Во время процессов преобразования тока в инверторе возникают электромагнитные помехи, которые могут нарушать работу других приборов, подключенных к данной электрической сети. Чтобы убрать помехи, перед выпрямителем устанавливают фильтр.
- Инвертор. Отвечает за преобразование переменного напряжения в постоянное. Преобразователи, работающие в инверторах, могут быть двух типов: двухтактные полумостовые и полные мостовые. Ниже приведена схема полумостового преобразователя, имеющего 2 транзисторных ключа, на основе устройств серий MOSFET или IGBT, которые чаще всего можно увидеть на инверторных аппаратах средней ценовой категории.
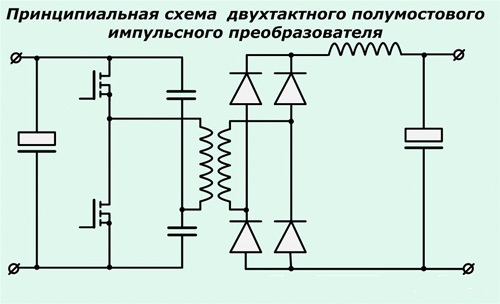 Схема же полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.
Схема же полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.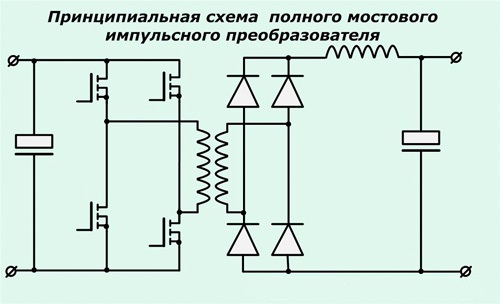
Так же, как и диоды, транзисторы устанавливаются на радиаторы для лучшего отвода от них тепла. Чтобы защитить транзисторный блок от всплесков напряжения, перед ним устанавливается RC-фильтр.
- Высокочастотный трансформатор. Устанавливается после инвертора и понижает высокочастотное напряжение до 60-70 В. Благодаря включению в конструкцию данного модуля ферритового магнитопровода, появилась возможность снизить вес и уменьшить габариты трансформатора, а также уменьшить потери мощности и повысить КПД оборудования в целом. К примеру, вес трансформатора, имеющего железный магнитопровод и способного обеспечивать ток в 160 А, будет около 18 кг. Но трансформатор с ферритовым магнитопроводом при тех же характеристиках тока будет иметь массу около 0,3 кг.
- Вторичный выходной выпрямитель. Состоит из моста, в составе которого находятся специальные диоды, с большой скоростью реагирующие на высокочастотный ток (открытие, закрытие и восстановление занимает около 50 наносекунд), на что не способны обычные диоды. Мост оборудован радиаторами, предотвращающими его перегрев. Также выпрямитель имеет защиту от скачков напряжения, реализованную в виде RC-фильтра. На выходе модуля размещаются две медных клеммы, обеспечивающих надежное подключение к ним силового кабеля и кабеля массы.
- Плата управления. Управлением всеми операциями инвертора занимается микропроцессор, который получает информацию и контролирует работу аппарата с помощью различных датчиков, расположенных практически во всех узлах агрегата. Благодаря микропроцессорному управлению, подбираются идеальные параметры тока для сварки разного рода металлов. Также электронное управление позволяет экономить электроэнергию за счет подачи точно рассчитанных и дозированных нагрузок.
- Реле плавного пуска. Чтобы во время пуска инвертора не перегорели диоды выпрямителя от высокого тока заряженных конденсаторов, применяется реле плавного пуска.
Как работает инвертор
Ниже приведена схема, которая наглядно показывает принцип работы сварочного инвертора.
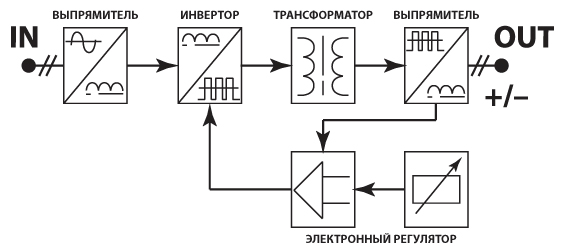
Итак, принцип действия данного модуля сварочного аппарата заключается в следующем. На первичный выпрямитель инвертора поступает напряжение из бытовой электрической сети или от генераторов, бензиновых или дизельных. Входящий ток является переменным, но, проходя через диодный блок, становится постоянным. Выпрямленный ток поступает на инвертор, где проходит обратное преобразование в переменный, но уже с измененными характеристиками по частоте, то есть становится высокочастотным. Далее, высокочастотное напряжение понижается трансформатором до 60-70 В с одновременным повышением силы тока. На следующем этапе ток снова попадает в выпрямитель, где преобразуется в постоянный, после чего подается на выходные клеммы агрегата. Все преобразования тока контролируются микропроцессорным блоком управления.
Причины поломок инверторов
Современные инверторы, особенно сделанные на основе IGBT-модуля, достаточно требовательны к правилам эксплуатации. Объясняется это тем, что при работе агрегата его внутренние модули выделяют много тепла. Хотя для отвода тепла от силовых узлов и электронных плат используются и радиаторы, и вентилятор, этих мер порой бывает недостаточно, особенно в недорогих агрегатах. Поэтому нужно четко следовать правилам, которые указаны в инструкции к аппарату, подразумевающие периодическое выключение установки для остывания.
Обычно это правило называется “Продолжительность включения” (ПВ), которая измеряется в процентах. Не соблюдая ПВ, происходит перегрев основных узлов аппарата и выход их из строя. Если это произойдет с новым агрегатом, то данная поломка не подлежит гарантийному ремонту.
Также, если инверторный сварочный аппарат работает в запыленных помещениях, на его радиаторах оседает пыль и мешает нормальной теплоотдаче, что неизбежно приводит к перегреву и поломке электрических узлов. Если от присутствия пыли в воздухе избавиться нельзя, требуется почаще открывать корпус инвертора и очищать все узлы аппарата от накопившихся загрязнений.
Но чаще всего инверторы выходят из строя, когда они работают при низких температурах. Поломки случаются по причине появления конденсата на разогретой плате управления, в результате чего происходит замыкание между деталями данного электронного модуля.
Особенности ремонта
Отличительной особенностью инверторов является наличие электронной платы управления, поэтому диагностировать и устранить неисправность в данном блоке может только квалифицированный специалист. К тому же, из строя могут выходить диодные мосты, транзисторные блоки, трансформаторы и другие детали электрической схемы аппарата. Чтобы провести диагностику своими руками, требуется иметь определенные знания и навыки работы с такими измерительными приборами, как осциллограф и мультиметр.
Из вышесказанного становится понятно, что, не имея необходимых навыков и знаний, приступать к ремонту аппарата, особенно электроники, не рекомендуется. В противном случае ее можно полностью вывести из строя, и ремонт сварочного инвертора обойдется в половину стоимости нового агрегата.

Основные неисправности агрегата и их диагностика
Как уже говорилось, инверторы выходят из строя из-за воздействия на “жизненно” важные блоки аппарата внешних факторов. Также неисправности сварочного инвертора могут происходить из-за неправильной эксплуатации оборудования или ошибок в его настройках. Чаще всего встречаются следующие неисправности или перебои в работе инверторов.
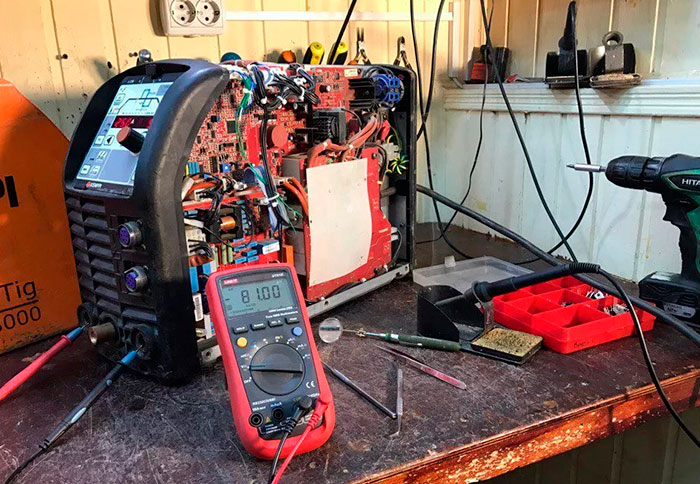
Аппарат не включается
Очень часто данная поломка вызывается неисправностью сетевого кабеля аппарата. Поэтому сначала нужно снять кожух с агрегата и прозвонить каждый провод кабеля тестером. Но если с кабелем все в порядке, то потребуется более серьезная диагностика инвертора. Возможно, проблема кроется в дежурном источнике питания аппарата. Методика ремонта “дежурки” на примере инвертора марки Ресанта показана в этом видео.
Нестабильность сварочной дуги или разбрызгивание металла
Данная неисправность может вызываться неправильной настройкой силы тока для определенного диаметра электрода.
Совет! Если на упаковке к электродам нет рекомендованных значений силы тока, то ее можно рассчитать по такой формуле: на каждый миллиметр оснастки должно приходиться сварочного тока в пределах 20-40 А.
Также следует учитывать и скорость сварки. Чем она меньше, теме меньшее значение силы тока нужно выставлять на панели управления агрегата. Кроме всего, чтобы сила тока соответствовала диаметру присадки, можно пользоваться таблицей, приведенной ниже.

Сварочный ток не регулируется
Если не регулируется сварочный ток, причиной может стать поломка регулятора либо нарушение контактов подсоединенных к нему проводов. Необходимо снять кожух агрегата и проверить надежность подсоединения проводников, а также, при необходимости, прозвонить регулятор мультиметром. Если с ним все в порядке, то данную поломку могут вызвать замыкание в дросселе либо неисправность вторичного трансформатора, которые потребуется проверить мультиметром. В случае обнаружения неисправности в данных модулях их необходимо заменить либо отдать в перемотку специалисту.
Большое энергопотребление
Чрезмерное потребление электроэнергии, даже если аппарат находится без нагрузки, вызывает, чаще всего, межвитковое замыкание в одном из трансформаторов. В таком случае самостоятельно отремонтировать их не получится. Нужно отнести трансформатор мастеру на перемотку.
Электрод прикипает к металлу
Такое происходит, если в сети понижается напряжение. Чтобы избавиться от прилипания электрода к свариваемым деталям, потребуется правильно выбрать и настроить режим сварки (согласно инструкции к аппарату). Также напряжение в сети может проседать, если аппарат подключен к удлинителю с малым сечением провода (меньше 2,5 мм2).
Нередко падение напряжения, вызывающего прилипание электрода, происходит при использовании слишком длинного сетевого удлинителя. В таком случае проблема решается подключением инвертора к генератору.
Горит перегрев
Если горит индикатор, это свидетельствует о перегреве основных модулей агрегата. Также аппарат может самопроизвольно отключаться, что говорит о срабатывании термозащиты. Чтобы данные перебои в работе агрегата не случались в дальнейшем, опять же требуется придерживаться правильного режима продолжительности включения (ПВ). Например, если ПВ = 70%, то аппарат должен работать в следующем режиме: после 7 минут работы, агрегату выделятся 3 минуты, на остывание.
На самом деле, различных поломок и причин, вызывающих их, может быть достаточно много, и перечислить их все сложно. Поэтому лучше сразу понять, по какому алгоритму проводится диагностика сварочного инвертора в поисках неисправностей. Как проводится диагностика аппарата, можно узнать, посмотрев следующее обучающее видео.
Устранение неисправностей при сварке MIG – общие проблемы и решения
GMAW считается одним из самых простых в выполнении сварочных процессов. Весь процесс очень прост, потому что им очень легко управлять, и у вас всегда есть только один элемент для работы в любое время. Однако даже работа с этим простым инструментом может иметь свои сложности. Знание основных методов устранения неполадок при сварке MIG поможет вам быстро найти правильное решение проблемы и продолжить сварку.В этой статье будут рассмотрены некоторые из наиболее распространенных проблем сварки MIG и способы их решения.
Пористость при сварке MIG
 Пористость – это небольшие карманы газа, которые попадают в металл шва. Это может происходить внутри, а также на поверхности сварного шва. В обоих случаях это снижает прочность сварного шва. Вот несколько примеров того, что вызывает пористость при сварке MIG.
Пористость – это небольшие карманы газа, которые попадают в металл шва. Это может происходить внутри, а также на поверхности сварного шва. В обоих случаях это снижает прочность сварного шва. Вот несколько примеров того, что вызывает пористость при сварке MIG.
Проблема 1: Поверхностные загрязнения
- Причина: Одна из наиболее частых причин – неправильное состояние поверхности.Например, если вы не очистили поверхность и на ней остались масло, ржавчина или грязь, это помешает правильному провару сварного шва, что приведет к пористости. Другие сварочные процессы, такие как SMAW и FCAW, лучше переносят поверхностные загрязнения. В GMAW только элементы, вплавленные в проволоку, могут обеспечить какую-либо защиту.
- Решение: очистите металлическую поверхность перед началом сварки. Используйте шлифовальный станок или химические растворители для удаления ржавчины, грязи, масла, жира, покрытий или краски.
Проблема 2: Свойства основного металла
- Причина: простой химический состав основного металла также может привести к пористости сварного шва.Например, основной металл может иметь высокое содержание серы и фосфора.
- Решение: Единственное решение этой проблемы сварки MIG – переход на основной металл с другим составом или процесс сварки с образованием шлака.
Проблема 3: Недостаточный газовый охват
- Причина: Другой очень частой причиной пористости при сварке MIG является недостаточное газовое покрытие. Этот процесс сварки основан на использовании защитного газа для защиты сварочной ванны от загрязнений.Без надлежащей защиты защитным газом воздух может загрязнить сварочную ванну и вызвать пористость.
- Решение: Для различных условий сварки требуется определенный поток газа. Вы должны использовать расходомер, чтобы проверить, есть ли у вас достаточный поток газа. Если вы работаете в условиях сильного ветра, установите ветровые экраны, чтобы защитный газ не уносился из сварочной ванны. Проверьте пистолет, кабели, газовые вкладыши и газовую арматуру на предмет повреждений. Убедитесь в отсутствии протечек. Также убедитесь, что вы используете подходящую сопло пистолета MIG.Он должен быть достаточно большим, чтобы обеспечить надлежащий поток защитного газа.
Проблемы подачи проволоки MIG

Неправильная подача проволоки может повлиять на сварочную дугу и привести к ослаблению сварного шва. Большинство проблем обычно связано с неправильной настройкой оборудования.
Проблема 1: Износ приводных роликов
- Причина: ведущие ролики со временем изнашиваются, поэтому их необходимо регулярно заменять.
- Решение: проверьте канавки на валках на предмет визуальных признаков износа.
Проблема 2: Гнездование птиц
- Причина: скопление птиц – проблема, связанная с запутыванием проволоки и приводящей к остановке подачи проволоки.
- Решение: Поднимите приводной ролик и вытяните проволоку из пистолета. Обрежьте запутавшуюся проволоку и снова заправьте ее обратно в пистолет. Также проверьте натяжение и убедитесь, что оно не слишком высокое. Другие решения могут включать использование проволоки большего диаметра и меньшее расстояние между проводными подводами.
Проблема 3: Ожог
- Причина: Использование очень низкой скорости подачи проволоки или размещение пистолета слишком близко к основному металлу может привести к расплавлению проволоки и сплавлению с контактным наконечником.
- Решение: Начните с замены поврежденных контактных наконечников, затем увеличьте скорость подачи проволоки и убедитесь, что вы поддерживаете соответствующее расстояние между горелкой и заготовкой.
Проблема 4: Лайнер
- Причина: Это может быть засорение футеровки, использование футеровки неправильного размера или неправильно обрезанные футеровки.
- Решение: лайнер пистолета должен соответствовать размеру проходящей через него проволоки. В случае засорения очистите или замените лайнер. Кроме того, проверьте инструкции производителя о том, как обрезать лайнер.
Проблема 5: Изношенное оружие
- Причина: медные жилы, расположенные внутри пистолета, со временем ломаются и изнашиваются. Это приводит к неправильной доставке провода.
- Решение: Если во время использования вы заметили, что какая-то часть пистолета сильно нагревается, это указывает на внутреннее повреждение. Чтобы предотвратить дефекты сварки GMAW, немедленно замените пистолет.
Отсутствие слияния
- Причина: Холодная притирка в процессе переноса короткой дуги является наиболее частой причиной отсутствия плавления.Это Полуавтоматическая сварка дефект возникает, когда сварочной ванны расплавы, но так как там не хватает энергии, он не запал к опорной плите. Таким образом, сварной шов может выглядеть хорошо, но на самом деле металл не соединяется.
- Решение: важно использовать правильные настройки напряжения и силы тока. Если это не решит проблему, возможно, вам потребуется изменить технику сварки. Вы можете переключиться на метод переноса дугового распыления, убедиться, что вы используете правильный угол наклона пистолета, и проверить, не опережает ли сварочная лужа электрод.
Причины появления брызг при сварке MIG
Сварочная ванна может вытеснять расплавленный металл и оставлять брызги вдоль валика. Это влияет на внешний вид сварного шва и прочность плавления.
- Причина: это может быть вызвано высокой скоростью подачи проволоки и настройками напряжения. К другим причинам относится недостаточное использование газа и грязный основной материал.
- Решение: уменьшите параметры подачи проволоки и напряжения и переключитесь на более короткий удлинитель электрода. Обязательно очистите основной материал и обеспечьте надлежащее газовое покрытие.Кроме того, важно использовать правильные контактные наконечники и сопла, так как это может привести к неустойчивой дуге и чрезмерному разбрызгиванию.
Избыток / Недостаток проникновения
Проблема 1: Превышение
- Причина: Чрезмерное тепловложение может привести к плавлению металла шва через основной металл.
- Решение: уменьшите диапазон напряжения и скорость подачи проволоки. Вы также можете увеличить скорость движения.
Проблема 2: Отсутствие
- Причина: Недостаточный подвод тепла, неправильная подготовка шва или толщина основного материала.
- Решение: Установите более высокие значения скорости подачи проволоки и напряжения. Снижение скорости движения – тоже хорошее средство.
Неправильный профиль сварного шва
Проблема 1: Недостаточное тепловложение
- Причина: выпуклый валик указывает на то, что настройки тепловложения слишком низкие, а это означает, что сварке недостаточно тепла для проникновения в основной металл.
- Решение: убедитесь, что вы используете правильную настройку силы тока для металла, который вы свариваете.Обычно вы можете найти таблицу с инструкциями по сварочному аппарату MIG. Если это не решит проблему, проверьте также напряжение. Очень низкое напряжение также вызовет избыточное разбрызгивание. С другой стороны, установка очень высокого напряжения затруднит сварщику контроль над процессом, а также приведет к подрезу.
Проблема 2: Неправильная техника
- Причина: Использование техники толчка или форхенда часто приводит к более плоской форме борта.
- Решение: Идеальная техника – использовать угол выталкивания 5-10 градусов.
Проблема 3: Рабочий кабель
- Причина: Использование неправильного сечения или поврежденного рабочего кабеля, что приводит к недостаточному напряжению в дуге.
- Решение: замените кабели новыми подходящего размера и длины.
Заключение
Следование этим инструкциям по устранению неисправностей при сварке MIG поможет как начинающим, так и опытным операторам диагностировать проблемы. Вооружившись базовой информацией, вы сможете быстро обнаружить проблемы и найти эффективные решения.
.Поиск и устранение неисправностей в системе подачи проволоки
«Металлургический бизнес»
Выбрать категорию меню Формовка металлов и изготовление Системы аддитивного производства Автоматизация / Робототехника Программное обеспечение CAD / CAM Оборудование для обработки рулонов Линии обрезки по длине Машины для снятия заусенцев Термообработка Металлисты Системы лазерной резки Системы кислородной резки Системы плазменной резки Листогибочные прессы, панелегибы Пробивные прессы Пильные системы Ножницы Штамповочные прессы Производство труб и труб Револьверные прессы Гидроабразивы Сварочная автоматика / Робототехника Сварочные аппараты с приводом от двигателя Наплавочные металлы / электроды Инверторные сварочные аппараты Сварочные аппараты MIG Плазменные резаки Источники энергии Сварщики сопротивления Сварщики TIG Сварочные перчатки Сварочные пистолеты / горелки Сварочные маски Механизмы подачи проволоки Автоматизация обработки / Робототехника Программное обеспечение CAD / CAM Сверлильные станки Зуборезные станки Шлифовальные станки Хонинговальные станки Горизонтальные обрабатывающие центры Лазерная резка Токарные станки Управление машиной Фрезерные станки Многозадачные машины Ram EDM машины Программное обеспечение Токарные центры Вертикальные обрабатывающие центры Электроэрозионные станки Инструментальные и зажимные патроны Цанги Режущие инструменты Буровые инструменты Системы крепления Абразивы, ленты, щетки, шлифовальные круги Позиционеры Пуансоны и плашки Лезвия пилы Инструменты для нарезания резьбы Тиски и губки для тисков Системы Ballbar для измерения и проверки Калибры отверстий Калибровка Суппорта Координатно-измерительные машины Индикаторы набора Датчики Go / No Go Лазерные сканеры Неразрушающий контроль Другие датчики и измерительное оборудование Программное обеспечение Шероховатость / чистота поверхности Сжатый воздух для обслуживания Компьютеризированные системы управления техническим обслуживанием Фильтры Ручные инструменты Качество воздуха в помещении Промышленная очистка / удаление отходов Смазочные материалы, охлаждающие жидкости, жидкости для металлообработки Ремонт и восстановление станков Кровельные системы Программное обеспечение Ремонт и восстановление шпинделя Регулируемые защитные ограждения Защита тела Защита глаз и лица Фиксированная охрана Защита стопы и ног Защита рук и рук Защита головы Средства защиты органов слуха Сцепленные охранники Подвижные шлагбаумы и ворота Устройства обнаружения присутствия Откаты / ограничения Соответствие нормативным требованиям Коврики безопасности Безопасность поездки Саморегулирующиеся ограждения Двуручное управление Транспортные конвейеры Общие лифты Тележки с ручным подъемником Другое погрузочно-разгрузочное оборудование Стеллажи и складское оборудование
.Барабан стиральной машины не вращается
Обновлено : Первая публикация
Эта неисправность стиральной машины связана с тем, что барабан стиральной машины не вращается , а ни в какой части цикл. Он не вращается, но и не выполняет стирку или полоскание. Если барабан стиральной машины вращается на , но кажется, что он изо всех сил пытается вращаться и, возможно, издает странные звуки во время борьбы, то эта статья также может оказаться полезной.Но если барабан вращается при стирке и полоскании – но он просто не отжимает белье в конце, тогда вам понадобится это изделие – стиральная машина не отжимает.
Барабан совсем не вращается
 Откройте дверцу и поверните барабан рукой. Если по какой-то причине барабан очень жесткий или заедает, проблема в этом. Барабан заклинило препятствием, либо подшипники барабана или двигатель заблокированы. Снимите приводной ремень, чтобы узнать, какой это.
Откройте дверцу и поверните барабан рукой. Если по какой-то причине барабан очень жесткий или заедает, проблема в этом. Барабан заклинило препятствием, либо подшипники барабана или двигатель заблокированы. Снимите приводной ремень, чтобы узнать, какой это.
Убедитесь, что приводной ремень все еще натянут.
 Обрыв приводного ремня Если барабан не заедает, то следующее, что нужно проверить, – это приводной ремень. Откройте дверь и хорошенько покрутите ее вручную. Если ремень оторвался от , сопротивление должно быть меньше, чем обычно. Он может издавать другой звук. Он также должен вращаться дольше, потому что сопротивление меньше – оно больше не подключено к двигателю.
Обрыв приводного ремня Если барабан не заедает, то следующее, что нужно проверить, – это приводной ремень. Откройте дверь и хорошенько покрутите ее вручную. Если ремень оторвался от , сопротивление должно быть меньше, чем обычно. Он может издавать другой звук. Он также должен вращаться дольше, потому что сопротивление меньше – оно больше не подключено к двигателю.
Лучше всего это проверить тот, кто обычно опорожняет барабан в конце цикла стирки.Они привыкли к сопротивлению барабана, когда они поворачивают его, чтобы проверить, не прилипла ли одежда к барабану.
Единственный способ узнать наверняка – это отключить стиральную машину от сети и снять заднюю панель и крышку. Затем вы можете увидеть, оторвался ли ремень.
Приводной ремень оборван?
Обычно на это есть причины, если ремень снят. Ремень редко отрывается без причины, хотя такое бывает. Стиральная машина какое-то время была очень шумной? В таком случае подшипники барабана могли разрушиться.
Если вы не видите ничего плохого и ремень выглядит нормально, попробуйте установить его на место. Если он снова откроется после повторной установки, вероятно, это неисправность. В этой статье описаны причины отрыва ремня – приводной ремень не остается на месте – продолжает отрываться.
Вы можете поддержать этот бесплатный ресурс с помощью моих партнеров. Они предоставляют качественные сопутствующие услуги и товары.
Купите новый ремень для стиральной машины
 Если вам нужно купить новый ремень, вы можете заказать его в Ransom Spares.Заказ отсюда помогает поддерживать этот сайт без дополнительных затрат для вас. Закажите новый ремень для стиральной машины
Если вам нужно купить новый ремень, вы можете заказать его в Ransom Spares.Заказ отсюда помогает поддерживать этот сайт без дополнительных затрат для вас. Закажите новый ремень для стиральной машины
Насколько натянут приводной ремень?
Довольно плотно. Если вы его потянете, вы должны получить приятный «пинг». Однако это не должно быть слишком напряженным. Вы должны иметь возможность перемещать его из стороны в сторону примерно на четверть дюйма посередине. Большинство современных стиральных машин устроены так, что вы не можете отрегулировать провисание ремня. Вы должны купить новый, если у вас болтается.
Другие причины, по которым барабан не вращается.
 Неисправности двигателя. Если ремень все еще включен, не слишком провисает, и барабан не заедает, неисправность должна быть связана с неработающим двигателем.Наиболее частой причиной того, что двигатель не работает, являются изношенные угольные щетки (если они есть). Однако есть много других возможных причин, по которым двигатель не работает. Также могут возникнуть проблемы с угольными щетками, если основная часть двигателя также изношена или в двигателе скопилось чрезмерное количество углеродной пыли.
Неисправности двигателя. Если ремень все еще включен, не слишком провисает, и барабан не заедает, неисправность должна быть связана с неработающим двигателем.Наиболее частой причиной того, что двигатель не работает, являются изношенные угольные щетки (если они есть). Однако есть много других возможных причин, по которым двигатель не работает. Также могут возникнуть проблемы с угольными щетками, если основная часть двигателя также изношена или в двигателе скопилось чрезмерное количество углеродной пыли.
Треск или скрежет двигателя
Иногда барабан нормально работает без загрузки, но издает странный треск или скрежет и изо всех сил пытается повернуться с бельем внутри.Это также может указывать на изношенные угольные щетки в двигателе.
Не заменяйте угольные щетки в предположении. Даже если вы обнаружите, что они существенно изношены. Возможно, их потребуется заменить, но если изношенные угольные щетки являются причиной того, что ваш двигатель в настоящее время не работает, то хотя бы одна из них должна быть обугленной, черной, сажей – см. Здесь – Диагностика и установка угольных щеток.
Не на всех двигателях установлены угольные щетки.
Обратите внимание, что сегодня многие стиральные машины имеют бесщеточные двигатели.Эти моторы в целом более надежны и тише. Обычно во время стирки они полностью бесшумны, поэтому вы только слышите плеск воды. Если у вас бесщеточный двигатель и двигатель не работает, то это, очевидно, не может быть вызвано изношенными щетками, поэтому после проверки соединений и вилки двигателя вам лучше позвонить инженеру по бытовой технике.
Продолжение статьи ниже ..
Отремонтируйте свое устройство
Замена угольных щеток
Если вы думаете, что угольные щетки только что изношены и их нужно заменить, многие люди успешно их заменят.Вы должны уметь проводить такой ремонт своими руками. У меня есть статьи с диагностической помощью специально для наиболее распространенных моторов Hotpoint & Creda, но они также актуальны для диагностики щеток мотора любых стиральных машин. Проверьте –
Другие причины неработающего двигателя
Я рассмотрел наиболее распространенные причины, по которым барабан не включается в стиральной машине. Но есть много других возможных причин, которые менее подходят для ремонта своими руками. Если ничего из вышеперечисленного не помогает, то главное – проверить проводку и соединения на вилке мотора и жгуте проводов.В некоторых стиральных машинах, если катушка тахометра упала с мотора под ее крышкой, она может перестать работать. Здесь есть информация о тахометре Катушка тахометра.
Странные аномалии
Затем есть неожиданные аномалии, которые еще больше затрудняют поиск неисправностей. Некоторые бренды стиральных машин, такие как Hotpoint, Creda, Indesit и Ariston, при запуске специального программного обеспечения могут даже остановить двигатель, если основной фильтр подавления разомкнут. Это также не приведет к появлению сообщения об ошибке.Не связывайтесь с глушителем, если вы точно не знаете, что делаете. Они могут удерживать электрический заряд после отключения от сети, что может вызвать сильное поражение.
Другими неисправностями являются неисправности модуля, неисправности соединения между платой управления и двигателем, неисправности печатной платы и другие неисправности двигателя, такие как обрыв катушки возбуждения, TOC или якоря. Было бы неразумно начинать спекулятивно покупать дорогие запчасти. Обратите внимание, что многие неисправности печатной платы невидимы для глаза, и многие компоненты печатной платы могут нагреваться и привлекать к себе черную сажу.Обычно это принимают за горение. Лучше всего найти инженера по ремонту. Найдите инженера по стиральным машинам
.
Как отремонтировать стиральную машину, застрявшую на одном цикле
Если ваша стиральная машина с максимальной загрузкой (или некоторые старые стиральные машины с фронтальной загрузкой) застряла в одном непрерывном цикле , а не перейдет на и не перейдет к следующему циклу стирки, то, скорее всего, таймер стиральной машины неисправен и нуждается в замена . Таймер на вашей стиральной машине контролирует все этапы стирки, отжима и полоскания. Если он не переходит автоматически к следующему циклу, вы можете предположить, что таймер является причиной вашей проблемы.Вы можете очень легко заменить таймер, и это не должно стоить вам больших денег. Независимо от того, сколько стоит таймер, и если вы сделаете его самостоятельно, сэкономит вам сотни долларов вместо того, чтобы нанимать мастера по ремонту стиральных машин.

Что вызывает сбой таймера стиральной машины?
Возможно, произошло короткое замыкание в двигателе таймера или в контактах таймера. В этом случае таймер непригоден для использования, и требуется его замена.
Что именно контролирует таймер стиральной машины?
Это основное средство управления циклами стирки и управляет всеми циклами стирки, отжима и полоскания. (Если ваша стиральная машина не переходит к следующему циклу, тогда таймер является наиболее вероятной частью для замены.)
ПРИМЕЧАНИЕ: В машине с механическим таймером таймер срабатывает только тогда, когда на двигатель таймера подается питание. Обязательно ознакомьтесь со схемой подключения .Проверить: есть ли питание на двигателе таймера? В этой точке цикла, откуда должна поступать энергия? Переключатель заполнения? Переключатель крышки? Сам таймер? Не зная, почему таймер «завис», вы еще не поставили диагноз. Диагноз ставится на основании ряда наблюдений. В электронном таймере различные входы предоставляют информацию компьютеру, и компьютер решает, когда продвигать цикл. Так что перед заменой убедитесь, что таймер действительно неисправен.
Как заменить таймер на стиральной машине ?:
Это вопрос отключения питания от машины, отключения воды (на всякий случай), снятия пластикового диска, который удерживает ручку таймера, снимите ручку, выверните винты, удерживающие переднюю панель, сдвиньте переднюю панель вниз, чтобы получить доступ к таймеру, и выньте таймер из машины, удалив еще несколько винтов.К таймеру будут подключены провода. Это должен быть жгут проводов, который можно легко снять с таймера, просто сняв зажим жгута проводов. Найдите запасной таймер для стиральной машины онлайн по более низкой цене.
Упростите работу и расположите детали по порядку, когда вы снимаете их , так что повторная сборка будет очень простой. Убедитесь, что хранит винты и другие мелкие детали в сумке , чтобы все детали, которые вам нужно собрать, были собраны в одном месте, и вы ничего не потеряли.
Эта процедура замены таймера стиральной машины будет работать со всеми шайбами с верхней загрузкой и некоторыми шайбами с фронтальной загрузкой марок Bosch , Frigidaire , GE , Sears , Kenmore , LG , Maytag , Samsung , Whirlpool , Roper , KitchenAid , Inglis , Estate и Kirkland .
Если вам нужно руководство по эксплуатации стиральной машины для заказа деталей или просмотра схем, их можно найти здесь, на странице Руководства по эксплуатации стиральной машины.
 На этой иллюстрации показано, как легко удалить старый таймер стиральной машины
На этой иллюстрации показано, как легко удалить старый таймер стиральной машины
Новый таймер для стиральной машины для стиральной машины будет стоить от 50 до 120 долларов. Вам также может понадобиться новая ручка шайбы при замене таймера. Изображение таймера для стиральной машины ниже, чтобы помочь вам понять, как он выглядит.
 Так будет выглядеть обычный таймер для стиральной машины
Так будет выглядеть обычный таймер для стиральной машины
Как заменить таймер на стиральной машине (таймер стиральной машины)
Ищете КОДЫ ОШИБОК СТИРАЛЬНОЙ МАШИНЫ ?
Вот кодов неисправностей для Bosch , Frigidaire , GE , Kenmore , LG , Maytag , Samsung и Whirlpool .
Ручка шкалы таймера стиральной машины – Как заменить
Устранение неисправностей Причины выхода из строя таймера стиральной машины
Если у вас есть опыт замены таймера на стиральной машине с верхней или фронтальной загрузкой, оставьте комментарий ниже и расскажите нам о любых советах или приемах, которые могут помочь другим читателям, столкнувшимся с той же проблемой.
Пожалуйста, поделитесь нашими проектами помощи по ремонту DIY:
ALLEN VETTER – DIY Repair Assistant
Аллен – специалист по обслуживанию дома / бытовой техники и автор / создатель этого веб-сайта.Он имеет 33-летний опыт поиска и устранения неисправностей и ремонта всех типов оборудования. Связаться здесь.