Неисправности полуавтомата сварочного: Неисправности полуавтомата сварочного
alexxlab | 03.11.1995 | 0 | Разное
какие из них можно устранить самому?
Если залипает электрод, возможно, во внешней сети упало напряжение либо сварочный аппарат загрязнен
«Не включается, гудит, перегревается!» Подобные возмущения то и дело вырываются из уст людей, которые «под руку» со сварочным аппаратом запланировали соорудить стеллаж, арку, забор или что-либо еще. Приходится откладывать работы на определенное время и устранять неисправность. Кому-то удается сделать это самостоятельно, а кто-то вынужден нести технику в ремонт. Какие же самые распространенные поломки случаются с этим оборудованием и возможно ли справиться с проблемой собственными силами?
Оборудование отказывается включаться
10 минут назад все работало, а сейчас аппарат не хочет стартовать вообще! Почему такое происходит? Причин может быть как минимум три.
- Банальное перегорание из-за неправильной подачи электричества либо замыканий в цепи высокого напряжения. И хотя на понижение последнего, его скачки и т.д. рассчитано большинство моделей, существуют предельно допустимые нормы, при нарушении которых инвертор, полуавтомат или трансформатор перестают включаться.

- Защита может срабатывать в результате замыкания между листами магнитопровода и витками катушек, а также из-за пробоев конденсаторов.
- Вышла из строя система охлаждения. Происходит это опять-таки по нескольким причинам: превышение норм «продолжительности включения» и несоответствие подаваемого тока. Еще один вариант – вы сэкономили и купили устройство от непроверенного производителя.
Аппарат слишком шумит? Вероятно, ослабились крепежные болты между листовыми элементами магнитопровода
Как ремонтировать? Отключить прибор от сети, найти место поломки и устранить ее. Например, заменить конденсатор, восстановить изоляцию. Некоторые умельцы экспериментируют с установкой дополнительных вентиляторов для сверхсильного охлаждения. Сможете ли сделать это без помощи специалистов, решайте сами, но не забывайте, что любое самостоятельное вмешательство в работу устройства чревато потерей гарантийных обязательств. Альтернативный вариант предотвращения подобных неприятностей – эксплуатация стабилизатора напряжения.
Альтернативный вариант предотвращения подобных неприятностей – эксплуатация стабилизатора напряжения.
Сварочный аппарат перегрелся и задымился
Слишком длительная работа без перерывов, использование электродов большого диаметра, установление сварочного тока выше дозволенного значения – все это может стать причиной перегрева. А это, в свою очередь, повлечет за собой сгорание изоляции и замыкание между витками обмотки катушки, сопровождающееся даже задымлением.
Как избегать и как ремонтировать? Прежде всего, нельзя нарушать правила эксплуатации. В инструкции указано, что максимальный диаметр электрода – 4 мм? Не экспериментируйте с 6-мм стержнями! Ну а если неудача все-таки произошла, в лучшем случае можно обойтись локальным восстановлением изоляции провода. В худшем – готовиться к полной перемотке с тем же количеством витков.
Появились мелкие искры вместо дуги? Значит, произошел ее обрыв. Причины – замыкание проводов, пробой обмотки с высоким напряжением на цепь либо плохой контакт кабеля с клеммами.
 Проверяйте провода, зачищайте контакты и плотно крепите их к клеммам.
Проверяйте провода, зачищайте контакты и плотно крепите их к клеммам.Часто очень сложно найти объяснение неисправности, особенно в инверторных моделях. Ведь последние представляют собой сложный комплекс электронных модулей входного и выходного выпрямителей, транзисторов, платы управления с ключами, элементов драйвера и т.д. И разобраться со всем этим под силу не каждому. Поэтому лучше всегда приобретать оборудование высокого качества и строго придерживаться правил его эксплуатации. А если вопрос ремонта все-таки стал актуален, отправляйте «подопечного» в сервисный центр.
расходники и комплектующие, причины поломок – Оборудование для сварки на Svarka.guru
Любое оборудование со временем ломается. Сварочные аппараты работают с высокими токами и нагрузками, они чаще другого оборудования выходят из строя. Регулярно требуется проводить ремонт сварочных полуавтоматов, выполняющих большую часть работ в мастерских и на крупном производстве.
Содержание
- 1 Особенности технического обслуживания
- 2 Факторы или причины, приводящие к выходу из строя
- 3 Составные элементы
- 4 Характерные неисправности
- 4.1 Несанкционированное прерывание цикла
- 4.2 Сильное дребезжание и гудение
- 4.3 Перегрев устройства
- 4.4 Не регулируется сварочный ток
- 5 Последовательность действий при ремонте
- 5.1 Неисправность электрической схемы
- 5.2 Неисправность механизма подачи проволоки
- 5.3 Предварительный осмотр
- 5.4 Диагностика неисправностей
- 5.5 Некоторые особенности ремонта
Особенности технического обслуживания
Нормальную работу сварочного полуавтомата обеспечивают одновременно разные по своему назначению и характеру узлы:
- механические;
- электрические и электронные:
- газовые:
Начиная ремонт полуавтомата, необходимо проанализировать причины сбоя и какой именно узел вышел из строя.
При обслуживании полуавтомата, следует проводить ежедневные осмотры на наличие наружных повреждений корпуса, нарушение изоляции кабелей.
Оборудование ежемесячно открывается, очищается от пыли и грязи внутри. Во время этой профилактики проверяются и подтягиваются все контакты.
Факторы или причины, приводящие к выходу из строя
В основном полуавтоматы сделаны на базе инвертора. Компактный и удобный аппарат имеет свои особенности. Он не переносит низких температур и быстро покрывается внутри пылью.
Приступая к ремонту сварочных полуавтоматов, надо учитывать основные факторы, которые могут привести к поломке:
- окисление и ослабление контактов, обрыв кабеля;
- нарушение соотношения режимов работа – отдых;
- неправильно выбран тип проволоки и неравномерная ее подача;
- настройка не соответствует проводимой работе;
- плохой контакт между деталью и зажимом;
- низкое напряжение в сети;
- минусовая температура окружающей среды;
- закончился рабочий ресурс отдельных деталей;
- пыль и влага на внутренних узлах.

Каждое нарушение в эксплуатации выражается по своему. Сначала необходимо внимательно осмотреть аппарат, проверить его целостность и состояние контактов, проанализировать характер сбоя. Затем можно приступать к самостоятельному ремонту.
Составные элементы
Полуавтоматическая сварка под слоем защитного газа производится на различном оборудовании, но все оно имеет основные узлы:
- источник питания – конвертор или трансформатор;
- катушка и устройство подачи проволоки;
- система подачи газа;
- держак с соплом и наконечником.
[/stextbox id=’warning’]При сварке электродами отсутствует катушка и механизм подачи. Порошковая проволока не нуждается в подаче газа. Таких полуавтоматов мало.[/stextbox]
Характерные неисправности
Основные неисправности видно сразу. Если шов получается с порами и темный, следует заменить баллон. Это признаки влаги в газе. Большое количество искр возникает при работе на одном режиме, когда баллон пустеет и уменьшается давление – расход газа.
С наибольшей нагрузкой работает инвертор. Он имеет сложную электронную плату, систему охлаждения и к нему привязана работа всех остальных механизмов. Поэтому инвертор ломается чаще других узлов полуавтомата.
Несанкционированное прерывание цикла
Причиной прерывания процесса сварки может стать неравномерная подача проволоки. Когда расходный материал движется рывками. В этом случае следует заменить канал новым, гладким внутри. Следует проверить работу натяжного механизма, изменить силку прижима роликов. При необходимости заменить запчасть или полностью весь узел.
При пробое в обмотке катушки высокого напряжения цикл сварки прерывается и не возобновляется. Следует прозвонить обмотки, и непригодную деталь заменить.
В прерывании работы полуавтомата могут быть виноваты плохие контакты. Если они окислились или соединение ослабло, ток будет поступать прерывисто или исчезать. Контакты следует зачистить, покрыть специальной токопроводящей смазкой и затянуть.
Инверторный сварочный аппарат начинает тянуть при температуре – 5⁰. При более низкой он просто перестает работать, прерывая цикл сварки. Надо проверить, при каких условиях эксплуатируется аппарат. Если причина в холоде, то достаточно перенести инвертор в теплое помещение, дать время ему согреться и полуавтомат будет нормально работать.
Сильное дребезжание и гудение
Аппарат начинает гудеть, когда перегружен трансформатор. Это возникает при сварке проволокой или электродом большего диаметра, на какой рассчитан полуавтомат. Гул может возникать при сильной нагрузке на обмотки по причине сильного проседания сетевого тока. Следует проверить по паспорту, какой максимальный диаметр расходного материала допускается и минимальное напряжение, с которым может работать данный аппарат.
Дребезжание сопровождает работу сварочного полуавтомата в случае плохих контактов и возникновения искрения в местах соединения разных узлов. Необходимо заменить изоляцию на новую, закрепить контакты. Возможно, потребуется диэлектрическая вставка между катушками, чтобы они гарантированно не соприкасались и не замыкали.
Возможно, потребуется диэлектрическая вставка между катушками, чтобы они гарантированно не соприкасались и не замыкали.
Перегрев устройства
Чаще всего перегрев сварочного полуавтомата вызывает:
- работа на повышенных режимах;
- несоблюдение периодичности работы и отдыха оборудования;
- сбой в работе вентилятора;
- низкое напряжение в сети;
- пыль покрыла микросхемы и элементы воздушного охлаждения.
При эксплуатации оборудования следует предварительно изучить его технические характеристики не перегружать полуавтоматический аппарат. Во всех паспортах указаны предельные значения тока и режим работы в процентах относительно часа работы. Например, 40% означает, что через каждые 25 минут аппарат должен 35 минут отдыхать. Инверторные полуавтоматы обычно охлаждаются быстро и имеют режим работы 50% и даже 60%. Но прерываться все равно надо.
При ежемесячном осмотре проверяется направление вращения вентилятора, он должен гнать воздух внутрь корпуса. Если на ребрах холодильников и платах осела пыль, оборудование будет греться.
Если на ребрах холодильников и платах осела пыль, оборудование будет греться.
При низком напряжении в сети, аппарат работает с повышенной нагрузкой. Происходит нагрев обмоток и всего преобразователя. В рейтинге полуавтоматов, работающих при пониженных токах, лидирует инвертор. Трансформатор не выдерживает проседание ниже 185В.
Не регулируется сварочный ток
Если рукоятка вращается, а значение тока не изменяется, самая простая поломка – выход стержня ручки из зацепления. Но в основном это нарушение в перемещении сердечника или катушек. Следует разобрать механизм, очистить его от грязи, заменить изоляцию и затянуть клеммы. После этого проверить поворотом ручки перемещение сердечника.
Если все нормально, следует осмотреть магнитопровод на предмет замыкания. Отремонтировать его можно, если незначительно нарушена изоляция.
Последовательность действий при ремонте
Любой ремонт начинается с очистки аппарата от пыли, масла, грязи. После этого проверяется целостность кабелей, шлангов, изоляции.
После этого проверяется целостность кабелей, шлангов, изоляции.
Неисправность электрической схемы
Ремонт электрической части начинается с проверки контактов.
Электросхема прозванивается полностью с помощью специальных приборов. Если обнаружена нерабочая деталь, она выпаивается и на ее место ставится новая. Обычно в техническом паспорте имеется схема и расходник – перечень используемых диодов, выпрямителей и других углов.
[stextbox id=’info’]Слесарь 5 разряда по ремонту сварочного оборудования Тимофеичев Н.Г.: «Инверторы выпускаемые германскими и чешскими фирмами отличаются малыми размерами, прочностью и надежностью. Они имеют один недостаток. Все узлы расположены на одной плате. В случае выхода из строя одной детали, ее сложно заменить в домашних условиях. Следует ставить новую плату, которая составляет львиную долю стоимости аппарата. В основном такая электроника стоит на бытовом оборудовании. Если работы дома много, лучше брать полупрофессиональный полуавтомат с раздельными блоками управления». [/stextbox]
[/stextbox]
Неисправность механизма подачи проволоки
Проволока может идти рывками, если канал для ее подачи уже стерся или ролики механизма подачи плохо прижимают ее. Неправильно подобранная вставка для наконечника может служить причиной рывков.
Отверстие должно точно соответствовать расходному материалу. При длине кабеля более 4 м следует использовать тянущий механизм или комбинированный. Канал выбирается с внутренним диаметром 4 мм.
Предварительный осмотр
Предварительный осмотр включает в себя очистку всех внутренних узлов, проверку целостности изоляции. Все контакты следует сразу очищать от окислов и хорошо закручивать. Нигде не должно быть четных пятен замыканий.
Диагностика неисправностей
Регулярный правильный уход за оборудованием и эксплуатация сварочного аппарата в соответствующих его характеристикам режимах обеспечит длительную его работу. Проще каждый месяц осматривать и при необходимости менять изоляцию, чем менять пробитые конденсаторы.
[stextbox id=’alert’]Важно! Раз в год аппарат следует разбирать полностью и очищать двигатель вентилятора, смазывать подшипники.[/stextbox]
При перемещении с холода в помещение, агрегат должен постоять 2 – 3 часа, согреться. Все расходники должны точно совпадать с указанными в паспорте.
Некоторые особенности ремонта
Для хорошего полуавтомата производитель старается снабжать различными комплектующими, приспособлениями и запасными частями с минимальным рабочим ресурсом. При замене детали ее необходимо аккуратно выпаять и выбрать аналогичную, используя даташит список. В нем указаны все характеристики и разные обозначения одинаковых деталей.
Частота ремонта сварочного полуавтомата полностью зависит от условий его эксплуатации. При соблюдении основных требований и регулярном уходе, аппарат прослужит значительно дольше.
5 частых сбоев при роботизированной сварке и способы их предотвращения Предотвращение распространенных отказов часто зависит от правильной настройки сварочной камеры и технического обслуживания робота, а также от соблюдения некоторых передовых методов установки расходных материалов.

Ваша роботизированная сварка требует времени и денег из-за таких проблем, как обратное прогорание, преждевременный износ контактного наконечника, потеря центральной точки инструмента (TCP) или другие проблемы? Эти распространенные сбои при роботизированной сварке могут дорого обойтись, приводя к простоям и незапланированной замене деталей.
Даже кажущиеся незначительными проблемы, такие как прилипание провода к контактному наконечнику и принудительная замена наконечника, могут стоить тысячи долларов в день, если учесть потерянные расходные материалы, время простоя ячейки и трудозатраты на замену. Помимо времени и денег, потраченных на мелкие проблемы, существует также риск катастрофического сбоя, который может привести к короткому замыканию робота или повреждению электроники системы, что может стоить десятки тысяч долларов.
Предотвращение распространенных отказов часто зависит от правильной настройки сварочной камеры и технического обслуживания робота, а также от соблюдения некоторых рекомендаций по установке расходных материалов. Обучение операторов также имеет решающее значение для предотвращения распространенных сбоев при роботизированной сварке.
Обучение операторов также имеет решающее значение для предотвращения распространенных сбоев при роботизированной сварке.
Одним из наиболее распространенных отказов в роботизированной сварочной ячейке является обратное прогорание и преждевременный износ контактного наконечника. Главной причиной возгорания является неправильно обрезанная гильза. Если вкладыш слишком короткий, он не будет должным образом сидеть в удерживающей головке, что приведет к прогоранию.
Чтобы избежать этой проблемы, следуйте рекомендациям производителя по правильной обрезке вкладыша. Также полезно выбрать высококачественный вкладыш, предназначенный для точной обрезки и установки вкладыша.
Прогар является одной из причин преждевременного износа контактного наконечника, но износ также может быть вызван другими факторами. Другой причиной может быть использование низкокачественной проволоки с большим количеством гипса, так как она быстрее изнашивает контактный наконечник по сравнению с использованием более качественной и прямой проволоки.
Неправильные параметры сварки, например, слишком горячая или слишком холодная сварка, также могут привести к преждевременному износу контактных наконечников и более частой замене. Отрегулируйте параметры соответствующим образом, чтобы свести к минимуму эту проблему.
Неисправность № 2: Сломанные лезвия в развертке
Основной причиной поломки лезвий в роботизированной сварке является неправильное положение или слишком большой угол сопла роботизированной горелки MIG при его входе в развертку для очистки. Например, если глубина оси Z слишком велика, резак войдет слишком далеко и может привести к поломке лезвий расширителя.
Во избежание этого сопло должно быть концентрично режущему лезвию. Используйте приложение для поиска углов на своем смартфоне или планшете, чтобы обеспечить позиционирование прямо вверх и вниз по осям X и Y. Кроме того, убедитесь, что глубина вставки сопла выходит за пределы газовых отверстий на диффузоре. Следы перетаскивания на диффузоре или контактном наконечнике являются признаками износа, которые означают, что сопло не концентрично лезвию расширителя. Правильная установка и расположение также помогают обеспечить равномерное покрытие спрея против брызг на сопле.
Кроме того, убедитесь, что глубина вставки сопла выходит за пределы газовых отверстий на диффузоре. Следы перетаскивания на диффузоре или контактном наконечнике являются признаками износа, которые означают, что сопло не концентрично лезвию расширителя. Правильная установка и расположение также помогают обеспечить равномерное покрытие спрея против брызг на сопле.
Другие причины поломки лезвий резака
Сломанные лезвия резака также могут быть вызваны чрезмерным разбрызгиванием в сопле из-за неправильной настройки распыления, неправильных параметров сварки или неправильного угла наклона горелки. Брызги прилипают к брызгам, и по мере их роста они могут сломать режущее лезвие при попытке попасть в сопло.
Имейте в виду, что вам может потребоваться более частое развертывание и распыление в зависимости от области применения и свариваемого материала, чтобы избежать некоторых из этих проблем.
Основной причиной поломки режущих лезвий при роботизированной сварке является неправильное расположение или слишком большой угол наклона сопла при его входе в расширитель для очистки. Чтобы предотвратить это, убедитесь, что сопло перпендикулярно режущему диску.
Чтобы предотвратить это, убедитесь, что сопло перпендикулярно режущему диску.Проблемы с контактным наконечником, соплом, разверткой и чрезмерное разбрызгивание также могут возникнуть при плохом заземлении сварочной камеры. Регулярно проверяйте все кабели на наличие повреждений и убедитесь, что кабели заземления надежно подключены.
Отказ № 3: Потеря центральной точки инструмента
Одной из распространенных причин потери TCP в роботизированной сварочной ячейке является неправильная установка расходных материалов. Расходный материал с поперечной резьбой изгибает контактный наконечник в месте его соприкосновения с удерживающей головкой, что приводит к изгибу наконечника и нарушению TCP.
Убедитесь, что расходные детали затянуты в соответствии с крутящим моментом, указанным производителем. Общее эмпирическое правило – затянуть на четверть оборота от пальца.
Изношенное сцепление также может стать причиной потери ПТС. Система сцепления помогает предотвратить повреждение робота или гусиной шеи во время столкновений инструментов. После неоднократных инцидентов муфта может допускать движение на несколько градусов в любом направлении, что приводит к выходу TCP из строя.
После неоднократных инцидентов муфта может допускать движение на несколько градусов в любом направлении, что приводит к выходу TCP из строя.
Рассмотрите возможность использования приспособления для проверки горловины, которое проверяет и регулирует допуск горловины роботизированной горелки MIG относительно TCP, чтобы вы могли отрегулировать ее после удара или изгиба в результате планового технического обслуживания.
Отказ № 4: Сломанные диски
В роботизированной сварочной ячейке диск действует как буфер между креплением и манипулятором робота. Он создан, чтобы быть жертвенным; если горелка, крепление или манипулятор робота столкнутся, диск поглотит основную часть удара. Однако диск может сломаться при достаточно сильном ударе по горловине или креплению горелки, поэтому замените его, если он поврежден. Установите траекторию робота правильно, чтобы избежать столкновений с шеей.
Одним из наиболее распространенных отказов в роботизированной сварочной ячейке является обратное прогорание и преждевременный износ контактного наконечника. Главной причиной возгорания является неправильно обрезанная гильза. Система QUICK LOAD® лайнера AutoLength™ от Tregaskiss допускает прощение до 1 дюйма, если лайнер обрезан слишком коротко.
Главной причиной возгорания является неправильно обрезанная гильза. Система QUICK LOAD® лайнера AutoLength™ от Tregaskiss допускает прощение до 1 дюйма, если лайнер обрезан слишком коротко.Чрезмерное затягивание винтов также может сломать или треснуть диск и привести к его выходу из строя. Диски имеют характеристики крутящего момента от производителя. Используйте эти спецификации, чтобы предотвратить чрезмерную затяжку и снизить риск растрескивания. В спецификации также указан порядок, в котором следует затягивать винты на диске.
Отказ № 5: Неверный путь инструмента
Отказы роботизированных сварочных ячеек также могут быть вызваны ошибками программирования. Если путь робота к оснастке запрограммирован неправильно, рука может соприкоснуться с оснасткой или стенкой сварочной камеры.
Факел, трущийся о стенку камеры, может создать дыры в кабеле. Кроме того, если шейка часто ударяется о инструмент, это может привести к изгибу шейки или поломке диска.
Чтобы предотвратить эти проблемы, запрограммируйте робота так, чтобы манипулятор не касался инструментов и не касался инструментов или стены.
Ключевое значение имеет техническое обслуживание
Профилактическое техническое обслуживание является ключом к поддержанию оптимальной работы роботизированной сварочной системы и ее компонентов, а также продлению срока службы расходных материалов. Регулярно проверяйте все кабели, чтобы убедиться, что они надежно закреплены, не повреждены и ничего не натирают.
Установите и соблюдайте график смены вкладыша. Требуемая частота смены футеровки зависит от того, какой тип присадочного металла используется, какой материал сваривается и от условий цеха. Например, в очень пыльном магазине вкладыши забиваются быстрее.
Ознакомьтесь с рекомендациями производителя по техническому обслуживанию и следуйте контрольному списку профилактического обслуживания, чтобы убедиться, что все компоненты и детали системы остаются в хорошем рабочем состоянии. Использование высококачественных роботизированных горелок MIG и расходных материалов также помогает предотвратить проблемы, которые могут возникнуть в сварочной ячейке.
Принятие мер по предотвращению распространенных отказов в роботизированной сварочной ячейке позволяет повысить производительность, снизить затраты на расходные материалы и обеспечить постоянное качество деталей.
Posted in Блог Amperage, General WeldingTagged article
Поиск в нашем блоге
Расходные материалы
Компоненты и аксессуары
Связанные статьи
Дополнительные ресурсы
Руководство по поиску и устранению распространенных проблем с горелками GMAW и расходными материалами
Высококачественные горелки MIG и расходные материалы выходят из строя реже, чем изделия низкого качества, но проблемы неизбежны для всего оборудования, и знание того, как определить и устранить источник проблемы, может сократить время простоя. и повысить производительность. Сделать высококачественный сварной шов MIG — непростая задача. Но сделать качественную сварку, когда ваша горелка MIG и сварочные материалы не работают должным образом, практически невозможно.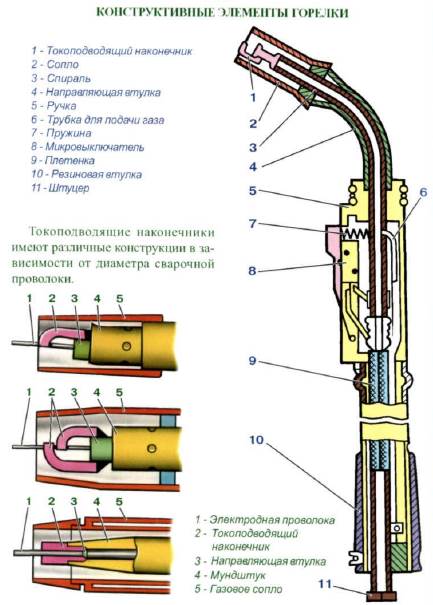 Пористость, чрезмерное разбрызгивание, подрезы и прожоги — это лишь некоторые из проблем, которые могут возникнуть, когда с этими компонентами что-то не так. Устранение дефектов сварки может быть сложной задачей, поскольку любая отдельная проблема может быть вызвана множеством факторов.
Пористость, чрезмерное разбрызгивание, подрезы и прожоги — это лишь некоторые из проблем, которые могут возникнуть, когда с этими компонентами что-то не так. Устранение дефектов сварки может быть сложной задачей, поскольку любая отдельная проблема может быть вызвана множеством факторов.
Зачастую проще избежать возникновения дефектов сварки путем тщательной проверки горелки MIG и расходных материалов перед сваркой, чем устранять существующие проблемы. Проблемы неизбежно возникнут, но возможность быстро и точно определить их источник сэкономит вам деньги и нервы.
Ниже приводится руководство по решению многих наиболее распространенных проблем, связанных с расходными материалами и горелкой, связанных со сваркой MIG.
Проволока не подается Существует ряд проблем, которые могут привести к тому, что проволока не подается, включая проблемы, связанные с реле фидера, проводом управления, соединением адаптера, вкладышем или триггерным переключателем.
Начните поиск и устранение этой проблемы, проверив, вращаются ли приводные ролики при нажатии на спусковой крючок пистолета. Если они не вращаются, происходит нарушение целостности цепи. Проверьте клеммы и контактные штыри разъема, чтобы убедиться, что горелка правильно подключена к механизму подачи проволоки. Провод также может не подаваться, если сломан пусковой переключатель или повреждены управляющие провода в кабеле пистолета. В таком случае их необходимо заменить.
Если ведущие ролики вращаются, но проволока не подается, это обычно вызвано недостаточным давлением приводных роликов или засорением контактного наконечника или направляющего канала. Проверьте приводные ролики и контактный наконечник, прежде чем переходить к лайнеру, проверка и замена которого требует больше времени и усилий.
Если причиной является неисправное реле фидера, обратитесь к производителю фидера за информацией по устранению проблемы. Порванный управляющий провод или плохое соединение адаптера потребуют проверки и замены проводов и/или контактных штифтов. Некоторые пистолеты имеют запасной комплект управляющих проводов, которые можно использовать для устранения проблемы. В других случаях может потребоваться замена всего кабеля.
Некоторые пистолеты имеют запасной комплект управляющих проводов, которые можно использовать для устранения проблемы. В других случаях может потребоваться замена всего кабеля.
Прогорание может быть вызвано неправильной настройкой оборудования, в том числе неправильной установкой расходных материалов. Ищите простые в установке контактные наконечники, например, с крупной резьбой, которые требуют лишь быстрого поворота для правильной посадки. Обязательно проверьте следующие факторы, если вы испытываете увеличение скорости возгорания контактного наконечника.
Неправильная выемка наконечника и неправильный выступ проволоки могут привести к увеличению частоты обратного прожига. В случае неправильного углубления наконечника (или выступа) потребуется установить комбинацию насадки и наконечника с другим углублением. Точно так же регулировка расстояния между пистолетом и заготовкой (расстояние от наконечника до заготовки) решит проблемы обратного прожига, связанные с вылетом проволоки.
Неисправный рабочий провод/заземление – еще одна возможная причина прогорания. Проверьте и, возможно, замените электрические соединения и кабели, чтобы убедиться, что неисправный рабочий провод/заземление не приведет к дальнейшему возгоранию.
Неравномерная подача проволоки, проблема с несколькими возможными причинами, является частым источником возгорания. Информацию об устранении нестабильной подачи проволоки см. в разделе ниже.
Неравномерная подача проволокиНеустойчивая подача проволоки просто означает, что проволока не подается из горелки с постоянной скоростью. Эта проблема обычно возникает из-за вкладыша, приводных роликов или контактного наконечника.
Изношенная или перекрученная втулка, скопление мусора, опилок, грязи и других инородных материалов внутри свариваемой втулки, втулка неправильного размера и несоосность или зазоры в стыках втулки, вызванные неправильной обрезкой втулки, могут стать причиной проволока подается неравномерно. В каждом случае вкладыш, скорее всего, потребуется заменить и правильно обрезать, чтобы он как можно плотнее прилегал к другим компонентам. Некоторые вкладыши не требуют измерения для надежной установки. После заряжания через горловину пистолета эти вкладыши фиксируются на месте и концентрически выровнены с газовым диффузором и силовым штифтом. Это создает идеально выровненный путь подачи проволоки без зазоров для улучшения подачи проволоки.
В каждом случае вкладыш, скорее всего, потребуется заменить и правильно обрезать, чтобы он как можно плотнее прилегал к другим компонентам. Некоторые вкладыши не требуют измерения для надежной установки. После заряжания через горловину пистолета эти вкладыши фиксируются на месте и концентрически выровнены с газовым диффузором и силовым штифтом. Это создает идеально выровненный путь подачи проволоки без зазоров для улучшения подачи проволоки.
Неправильный размер и натяжение приводного ролика
Чрезмерное натяжение приводного ролика вызвало эти деформации проволоки, которые могут создать дополнительные проблемы с направляющим каналом, контактным наконечником и окончательным сварным швом. Неправильный размер приводного ролика, изношенные приводные ролики и неправильное натяжение приводного ролика также являются потенциальными причинами нестабильной подачи проволоки. Замените изношенные приводные ролики или ролики неправильного размера на правильно подобранные и натянутые приводные ролики.
Другой распространенной причиной неустойчивой подачи проволоки является изношенный контактный наконечник или неподходящий размер для используемой проволоки. Если вы подозреваете, что контактный наконечник вызывает неравномерную подачу проволоки, лучше заменить наконечник. Чтобы продлить срок службы контактного наконечника и снизить риск неправильной подачи проволоки, ищите систему расходных материалов, которая фиксирует и выравнивает контактный наконечник по отношению к направляющему каналу. Это помогает обеспечить плавную подачу проволоки через наконечник и снижает внутренний износ, трение и нагрев.
Короткий срок службы контактного наконечника Хотя качество играет решающую роль в сроке службы контактного наконечника, срок службы наконечника может значительно различаться в зависимости от области применения. Трудно дать среднюю продолжительность жизни, которую можно ожидать от ваших советов. Если вы заметили изменение срока службы контактного наконечника по сравнению с обычным сроком службы, при необходимости проверьте следующие факторы.
Использование контактного наконечника неправильного размера, воздействие чрезмерного тепла или эрозия, вызванная проволокой, — все это способствует преждевременному износу контактного наконечника.
Если ваш контактный наконечник плавится из-за чрезмерного нагрева, это, вероятно, является результатом превышения номинальной силы тока или рабочего цикла продукта, и в этом случае вам следует заменить либо наконечник, либо наконечник и горелку MIG на оборудование для тяжелых условий эксплуатации. Вы также можете уменьшить тепловое воздействие с помощью контактного наконечника, который находится глубже в диффузоре. Он не только защищен от жары, но и охлаждается защитным газом. Кроме того, ищите конические расходные материалы, которые соединяют между собой токопроводящие части, включая контактный наконечник. Это помогает свести к минимуму электрическое сопротивление и накопление тепла, которые могут сократить срок службы контактного наконечника. Соединение токопроводящих частей вместе обеспечивает концентричность, помогающую предотвратить заклинивание (или неравномерный износ контактного наконечника), которое может сократить общий срок службы контактного наконечника.
Если проволока преждевременно изнашивает контактный наконечник, приводные ролики могут создавать небольшие заусенцы на проволоке, которые могут разрушить внутреннюю часть контактного наконечника. Установка слишком высокого натяжения приводного ролика также может привести к деформации проволоки, что приведет к механическому износу ее наконечника, что особенно характерно для приводных роликов с накаткой. В этом случае необходимо правильно натянуть или заменить приводные ролики.
Другие причины короткого срока службы контактного наконечника
Зазоры и несовпадения вдоль пути подачи внутри пистолета также могут привести к износу проволоки внутри контактного наконечника, что приведет к обратному прогоранию или преждевременному засверливанию. Убедитесь, что лайнер горелки MIG был обрезан до нужной длины во время замены, или используйте систему расходных материалов, которая обеспечивает точную длину лайнера без измерения, чтобы предотвратить эти проблемы.
Провод также может привести к преждевременному выходу из строя контактного наконечника, если он ржавый, грязный или просто провод низкого качества с чрезмерными дефектами. В этом случае необходимо заменить провод.
Если не возникает неустойчивая подача проволоки, наиболее распространенной причиной неустойчивой дуги обычно является непостоянная электрическая проводимость. Если контактный наконечник либо слишком большой, либо изношен в результате использования, он может перестать постоянно проводить электричество к проводу и, таким образом, вызвать неустойчивую дугу. В любом случае контактный наконечник следует заменить новым подходящего размера.
Если горловина используемого пистолета слишком прямая, это может привести к нестабильной дуге из-за отсутствия проводимости. Изгиб в шейке увеличивает электропроводность, создавая непрерывную точку контакта, поскольку провод направляется по внешней стороне изгиба во вкладыше и через наконечник. Неустойчивую дугу, вызванную недостаточным углом изгиба, необходимо устранить путем установки грифа с изгибом в 45 или 60 градусов. Другой возможной причиной нестабильной дуги является изношенная или перегнутая футеровка, неправильно обрезанная футеровка или отложения внутри футеровки. Это можно решить, заменив вкладыш, обрезав его до нужной длины и проверив состояние провода, чтобы убедиться в отсутствии несоответствий, которые могут привести к повторению проблемы.
Это можно решить, заменив вкладыш, обрезав его до нужной длины и проверив состояние провода, чтобы убедиться в отсутствии несоответствий, которые могут привести к повторению проблемы.
Также обязательно проверьте рабочий провод/заземляющий зажим и соединения пистолета, чтобы убедиться в наличии надежной электрической цепи.
Сильное разбрызгиваниеС точки зрения пистолета и расходных материалов, неправильная установка наконечника и неправильная защита сварочной ванны являются двумя распространенными причинами чрезмерного разбрызгивания (см. фото). Сначала убедитесь, что наконечник установлен правильно и находится в нужном для приложения углублении.
Сопло с разбрызгиванием Затем убедитесь, что используется правильный защитный газ и что сварной шов получает достаточное покрытие защитным газом. Слишком мало или слишком много защитного газа может привести как к плохой защите сварочной ванны, так и к чрезмерному разбрызгиванию. Засорение отверстий сопла и диффузора может привести к слишком слабому потоку защитного газа, поэтому проверьте и очистите или замените сопло и диффузор при необходимости.
Дополнительными причинами чрезмерного разбрызгивания, не связанными с оборудованием, могут быть неправильные электрические параметры или загрязненная деталь. Убедитесь, что напряжение и скорость подачи проволоки находятся на рекомендуемых уровнях для данного применения и что на заготовке нет ржавчины, прокатной окалины и других загрязнений.
Некоторые факторы сварки, такие как процесс короткого замыкания, с использованием чистого газа CO2 и оцинкованного металла, по своей природе имеют более высокую скорость разбрызгивания, которую можно уменьшить, используя газовую смесь с высоким содержанием аргона или другой процесс переноса присадочного металла.
Пористость в сварном шве Пористость, представляющая собой отверстия в валике сварного шва, вызванные захваченными загрязняющими веществами и газами, может иметь множество причин (см. фото). Воздействие атмосферного воздуха на сварочную ванну из-за закупоренных газовых портов, разрыва газового шланга, слишком большого или слишком малого потока газа или неисправного соленоида является одной из наиболее распространенных причин пористости. Перед тем, как перейти к диагностике других возможных причин пористости, убедитесь в надлежащем потоке газа.
Перед тем, как перейти к диагностике других возможных причин пористости, убедитесь в надлежащем потоке газа.
Изношенные или поврежденные детали, включая диффузор, изолятор, уплотнительные кольца и фитинги, могут привести к ухудшению газового покрытия. Проверьте каждый из этих компонентов и при необходимости замените. Другие причины пористости включают чрезмерный ветер в сварочной среде, сдувающий защитный газ. Вам нужно будет либо переместиться в менее ветреное место, либо установить экраны, чтобы блокировать ветер.
Пистолет перегрелся Если ваш пистолет слишком сильно нагревается, это, скорее всего, связано с превышением его номинальной силы тока или рабочего цикла, либо из-за того, что ослабленные силовые соединения или изношенный силовой кабель вызывают чрезмерное сопротивление в сварном шве. цепь питания. Если вы превысите рабочий цикл пушки, вы можете либо уменьшить параметры в пределах рейтинга пушки, либо использовать пушку с более высоким номиналом.
Если вы превысите рабочий цикл пушки, вы можете либо уменьшить параметры в пределах рейтинга пушки, либо использовать пушку с более высоким номиналом.
Если причиной проблемы являются ослабленные соединения, очистите и затяните соединения, находящиеся в хорошем рабочем состоянии, или замените изношенные соединения. Одним из распространенных признаков ослабленных соединений питания или износа кабеля питания является обесцвечивание вкладыша (см. фото). Изменение цвета вызвано нагревом и указывает на то, что сварочный ток проходит по направляющей, а не по кабелю питания горелки. Также убедитесь, что рабочий провод/заземляющее соединение надежно затянуты и не заблокированы.
Хотя из приведенных выше проблем ясно, что существует множество причин, по которым ваши горелки MIG и расходные материалы могут привести к ухудшению качества сварки, хорошая новость заключается в том, что большинство проблем обычно имеют простые и недорогие решения. Следуя этим рекомендациям, вы сможете устранить и устранить подавляющее большинство наиболее часто встречающихся проблем при сварке.