Неисправности сварочного инвертора: Основные неисправности сварочного инвертора
alexxlab | 26.03.2023 | 0 | Разное
Неисправности сварочного инвертора: причины, устранение
Сварочный инвертор отличается от обычного сварочного аппарата более легким и качественным процессом сварки. Однако неисправности сварочного инвертора, в силу его более сложного устройства, могут быть более серьезными и сложными.
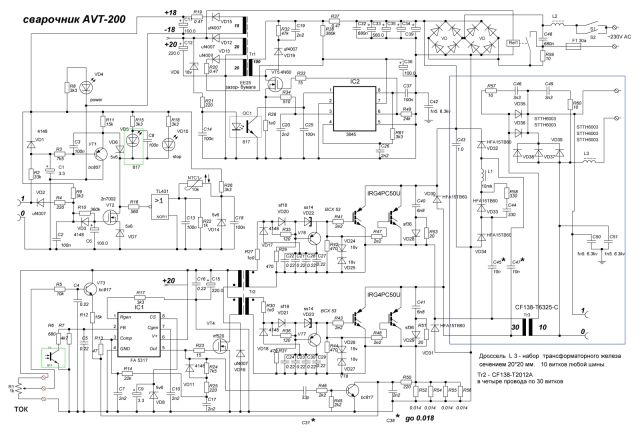
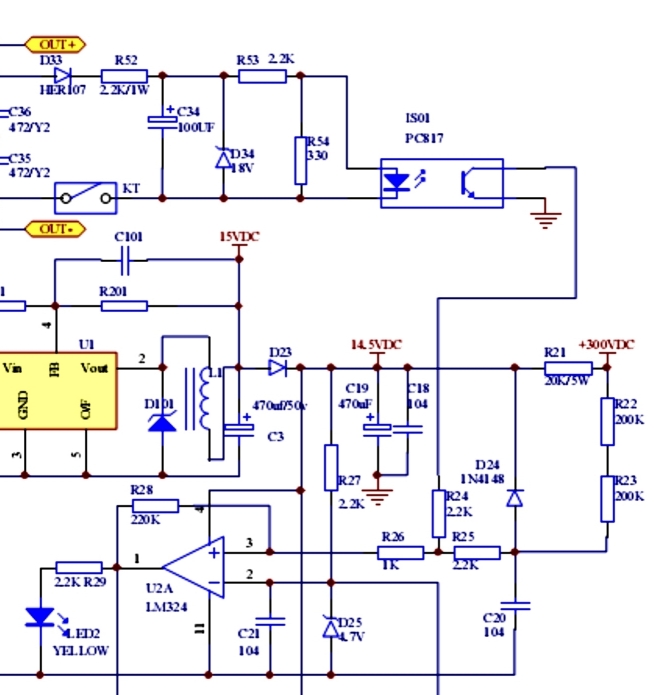
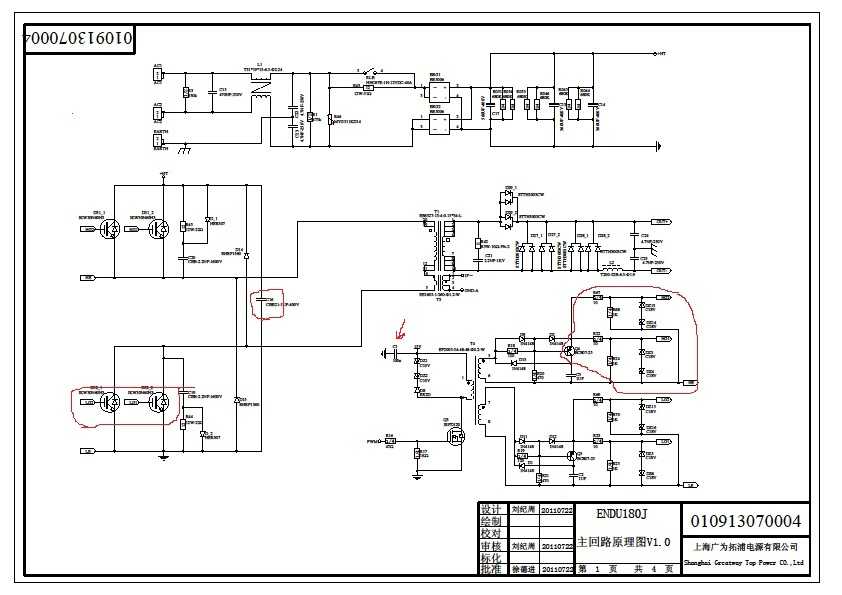
Схема устройства сварочного инвертора.
Для определения причины поломки аппарата нужно провести его диагностику: проверить транзисторы, резисторы, диоды, стабилизаторы, контакты и т.д. К каждому аппарату прилагается подробная инструкция с описанием наиболее распространенных неисправностей, которые можно устранить самостоятельно. Однако очень часто для проведения ремонта может потребоваться специальное оборудование: омметр, вольтметр, мультиметр, осциллограф. И ими необходимо уметь пользоваться. А в особых случаях необходимы познания в электронике, умение работать с электросхемами. Поэтому, если самостоятельная проверка и устранение простых неисправностей, описанных ниже, не привела к успеху, лучше доверить ремонт инверторного аппарата мастерам в сервисном центре.
Какие бывают неисправности инверторов
Можно выделить несколько групп поломок сварочных инверторов:
- неисправности, возникающие из-за несоблюдения указанных в инструкции норм рабочего процесса сварки;
- неисправности, возникающие в следствие неправильной работы или выхода из строя элементов аппарата;
- поломки, возникающие в результате попадания в устройство влаги, пыли и посторонних предметов.
Вернуться к оглавлению
Распространенные неисправности, которые можно устранить своими руками
Рассмотрим некоторые наиболее часто встречающиеся неисправности сварочных инверторов:
Чтобы выявить и устранить причину неисправности, корпус аппарата вскрывают и производят визуальный осмотр его содержимого.
- Сварочная дуга горит неустойчиво или электрод сильно разбрызгивает материал. Причина этого может крыться в неправильном выборе тока. Сила тока должна соответствовать типу и диаметру электрода и скорости сварочного процесса.
 Если сила тока не указана на упаковке электродов, то можно начинать подачу тока с 20-40 А на каждый миллиметр диаметра электрода. При снижении скорости сварки силу тока тоже необходимо снизить.
Если сила тока не указана на упаковке электродов, то можно начинать подачу тока с 20-40 А на каждый миллиметр диаметра электрода. При снижении скорости сварки силу тока тоже необходимо снизить. - Электрод прилипает к материалу. Зачастую это происходит из-за низкого напряжения в сети, значение которого меньше минимально допустимого при работе с инвертором. Причиной залипания электрода может стать и плохой контакт в гнездах панели, который можно устранить, плотнее зафиксировав платы. Использование удлинителя с сечением провода меньше 2,5 мм2 или с слишком длинным проводом (более 40 м) может снизить напряжение. Подгоревшие или окислившиеся контакты в электрической цепи тоже могут понизить напряжение.
- Отсутствует процесс сварки, аппарат при этом включен в сеть. В этом случае нужно проверить наличие массы на свариваемой детали. Проверьте также кабель инвертора на наличие повреждений.
- Аппарат самопроизвольно отключается. Отключение аппарата происходит в момент включения в сеть трансформатора, после чего срабатывает его защита.
Если нет сварки при включенном аппарате, проверьте соединение кабеля электрододержателя.
В процессе длительной работы аппарат отключился. Скорее всего, это не поломка, а перегрев инвертора. Необходимо выждать минут 20-30, после чего возобновить работу. Следует придерживаться правил эксплуатации прибора: не перегревать его, то есть делать перерывы в работе, подключать к нему соответствующие значения тока, не использовать электроды слишком больших диаметров.
Трансформатор издает сильный гул и перегревается. Возможно, причиной этого стали перегрузка трансформатора, ослабление болтов, которые стягивают листы магнитопровода, или поломка крепления сердечника. Из-за замыкания между листами магнитопровода или кабелями аппарат тоже может сильно гудеть. Подтяните все элементы крепления и восстановите изоляцию кабелей.
Из-за замыкания между листами магнитопровода или кабелями аппарат тоже может сильно гудеть. Подтяните все элементы крепления и восстановите изоляцию кабелей.
Сварочный ток плохо регулируется. Причиной этого могут быть поломки в механизме регулирования тока: неисправность в регулирующем ток винте, замыкание между креплениями регулятора, замыкание в дросселе, плохая подвижность вторичных катушек в результате засора и др. Снимите кожух с инвертора и рассмотрите механизм регулировки тока с целью выявления поломки.
Сварочная дуга резко обрывается, и зажечь ее невозможно, появляются только искры. Возможно проблема кроется в пробое обмотки высокого напряжения, замыкании между проводами или в плохом их соединении с клеммами инвертора.
Высокое потребление тока при отсутствии нагрузки. Причиной может стать замыкание витков на катушке. Устранить ее можно или восстановив изоляцию, или полностью перемотав катушку.
Вернуться к оглавлению
Советы по самостоятельному ремонту инвертора
Если во время сварки возникает чрезмерное разбрызгивание металла электрода, то причиной может служить неправильно подобранное значение сварочного тока.
Если из корпуса аппарата появился запах гари и дым, это может говорить о серьезной поломке. В данном случае может понадобиться квалифицированный ремонт в сервисном центре.
Для выявления неисправности сначала разбирают корпус. Производят визуальный осмотр деталей на наличие повреждений, трещин, перегоревших контактов и вздутий конденсаторов. Также проверяют места пайки деталей и контактов на платах инвертора. Часто причины неисправности кроются именно в некачественной пайке, их легко устранить, перепаяв детали.
Все неисправные детали следует выпаять и произвести замену на новые, соответствующие данной модели аппарата.
Подобрать детали можно в соответствии с маркировкой, указанной на корпусе аппарата или в специальном справочнике.
Выпаивать детали нужно с помощью паяльника, имеющего отсос, который сделает работу удобной и быстрой.
Вернуться к оглавлению
Проверка транзисторов
Если сварочный инвертор вышел из строя, то первым делом проверить нужно транзисторы, так как они являются наиболее слабыми местами в аппарате.
Транзисторы – слабое место инверторов, поэтому ремонт сварочных аппаратов начинается обычно с их осмотра.
Осмотрите транзисторы на наличие трещин, поломок, перегоревших выводов в местах пайки. Такие детали подлежат замене. Новые транзисторы крепятся на термическую пасту, обеспечивающую отвод тепла от транзистора к алюминиевому радиатору.
Однако зачастую визуальный осмотр не выявляет поломки. Тогда нужно воспользоваться мультиметром и “прозвонить” детали.
Неисправные транзисторы необходимо подбирать строго в соответствии с параметрами агрегата. Иногда можно установить аналогичные детали, соответствующие маркировке. Если после замены транзисторов аппарат по-прежнему не работает, продолжайте диагностику.
Как правило, выход из строя транзисторов возникает в результате нарушения работы других деталей инвертора. В большинстве случаев причиной может быть драйвер. Проверить его можно с помощью омметра.
Неисправные детали необходимо выпаять и заменить на новые.
Вернуться к оглавлению
Устранение неисправностей платы управления
Если описанные выше манипуляции не помогли, переходите к проверке платы управления, которая контролирует работу ключей.
От того насколько надежно функционирует эта деталь, зависит работа агрегата.
Чтобы провести грамотный ремонт инверторного сварочного аппарата, нужно проверить его на наличие сигналов, которые отвечают за его функционирование. Такие сигналы поступают на затворные шины ключевого модуля. Проверить это можно, используя осциллограф.
Далее выполняют проверку всех проводников на наличие обрывов и подгоревших участков, которые нужно удалить, после чего припаять перемычки. Важно обратить внимание на контакты всех разъемов, и при необходимости зачистить их стирательной резинкой.
Далее проводят проверку выпрямителей входного и выходного тока, состоящих из диодных мостов. Крепятся они к радиатору. Проверяют их вольтметром. Для этого лучше отпаять от них провода и отсоединить их от платы. “Прозвоните” все детали для выявления неисправности. При обнаружении “коротыша” нужно заменить пробитый диод.
В конце производят проверку платы управления ключами. Эта деталь является самой сложной, и от ее функционирования зависит работа всего агрегата.
Провести самостоятельный ремонт инвертора можно только при наличии необходимого инструмента и оборудования, а также навыков их использования. Если ситуация после всевозможных проверок остается неясной, лучше доверить ремонт аппарата специалистам.
Основные неисправности сварочных инверторов
Ремонт неисправностей сварочных инверторов начинается в первую очередь с диагностики.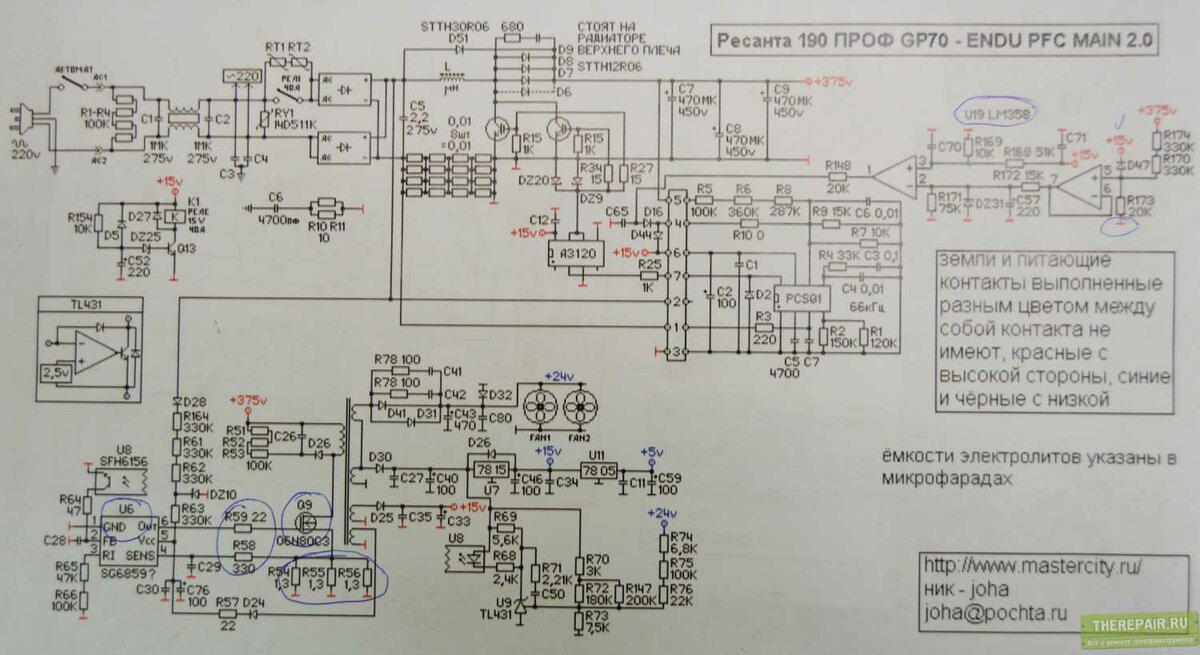 Данная аппаратура позволяет выполнять сварочные работы в более комфортных условиях. А любая поломка выбивает из колеи, но из-за сложности конструкции сварочного инвертора не всякая поломка поддается самостоятельному устранению.
Данная аппаратура позволяет выполнять сварочные работы в более комфортных условиях. А любая поломка выбивает из колеи, но из-за сложности конструкции сварочного инвертора не всякая поломка поддается самостоятельному устранению.Устройство сварочного инвертора.
Особенности ремонтного вмешательства
Сравнивая обычный сварочный аппарат со сварочным инвертором, сразу стоит сказать, что первый вариант – электротехническое изделие, в то время как второй – электронное. Поэтому проверять следует диодные мосты, транзисторные соединения, стабилитроны и прочие составляющие электронных базовых схем.
Функциональная схема сварочного инвертора.
Чтобы удалить неисправность оборудования, следует иметь элементарные навыки работы с такими инструментами, как осциллограф, вольтметр, мультиметр и другими.
Основная проблема такой аппаратуры даже не сама поломка, а правильная диагностика. И вот тут возникают определенные сложности, так как необходимо обладать элементарными знаниями электроники и понимать саму конструкцию аппарата. В обратном же случае дело лучше доверить специалистам, иначе все усилия будут потрачены зря.
В обратном же случае дело лучше доверить специалистам, иначе все усилия будут потрачены зря.
Вернуться к оглавлению
Принцип работы инверторных сварочных аппаратов
Оборудование работает за счет постепенного преобразования входящего сигнала электротока, а именно:
Транзисторы являются самым слабым местом инверторов, поэтому ремонт сварочных аппаратов начинается с их осмотра.
- За счет наличия преобразователя происходит выпрямление входящих электрических токов.
- Выпрямленные токи преобразовываются в переменные сигналы высокой частоты.
- За счет силового трансформатора происходит понижение напряжения токов до сварочного уровня.
- Высокочастотный ток переходит в стадию постоянного при помощи выходного выпрямителя.
Чтобы все эти процессы в сварочном аппарате выполнялись на должном уровне, электронная начинка техники должна находиться в исправном состоянии. Главным узлом в конструкции сварочного инвертора значится выпрямитель входных токов, далее по важности идет плата управления, так как она является местом сосредоточения транзисторов, а также выпрямитель выходных сигналов.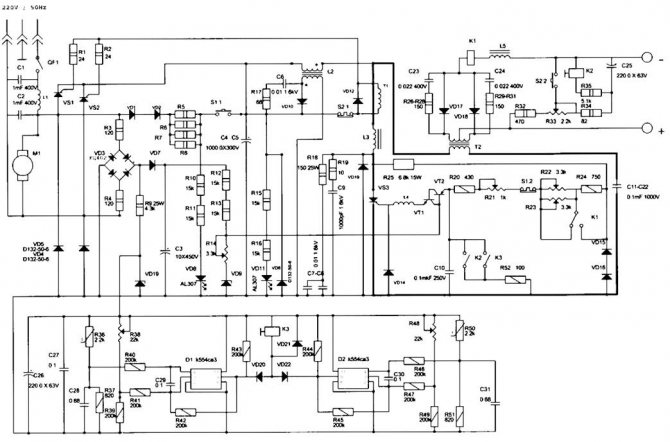
Сразу стоит отметить и тот момент, что каждый производитель может оснащать свою продукцию различной компоновкой модулей, но основная комплектация остается такой же.
Почему так важно знать принцип работы сварочных аппаратов? Знания о расположении всех составляющих помогут совершить правильную диагностику техники и оперативно устранить неисправности.
Вернуться к оглавлению
Почему ломается техника?
В первую очередь неисправности возникают оттого, что сварочным инвертором неправильно пользуются. Вторая причина – несоблюдение рабочих режимов.
Можно выделить ряд основных причин, по которым техника перестает работать:
Если нет сварки при включенном аппарате, проверьте соединение кабеля электрододержателя.
- Эксплуатация аппаратов происходит в условиях повышенной влажности, например, под дождем или снегом. Вода и инвертор – вещи несовместимые.
- Плохая вентиляция техники способствует накоплению пыли внутри корпуса.
 Таким образом электронные схемы не получают должного охлаждения, поэтому, если планируется использование сварочного аппарата в местах, где есть много пыли (например, стройплощадки), необходимо постоянно его прочищать от накоплений.
Таким образом электронные схемы не получают должного охлаждения, поэтому, если планируется использование сварочного аппарата в местах, где есть много пыли (например, стройплощадки), необходимо постоянно его прочищать от накоплений. - Каждая модель аппарата имеет свой рабочий режим, в случае несоблюдения которого происходит перегрев, а это уже провоцирует неисправности техники.
Увы, если говорить честно, то такие поломки сварочных аппаратов можно исправить только в случае высококвалифицированного вмешательства.
Если же за технику возьмется новичок, то появившаяся неисправность может считаться серьезной, а на самом деле все намного проще: неправильный подбор режима сварки. Поэтому перед тем, как начинать работу, лучше ознакомиться с самим процессом поподробнее, а только потом браться за инструмент.
«Простыми» поломками могут быть:
Если во время сварки возникает чрезмерное разбрызгивание металла электрода и неустойчивость дуги,то причиной может служить неправильно подобранное значение сварочного тока.
- Сварочная дуга не имеет постоянства, или же происходит сильное разбрызгивание расплавленного металла.Такое может происходить в тех случаях, когда аппарату задана неверная величина тока. Чтобы правильно отрегулировать данную настройку, учитывают диаметры рабочих электродов и скорость самой работы.Уменьшая скорость, следует прямо пропорционально уменьшать и сам сварочный ток.
- Залипание электрода. Такая неисправность имеет несколько причин. Во-первых, это может произойти из-за понижения напряжения в электросети, чего не допускают производители сварочных инверторов. Во-вторых, залипание вызывает и плохая подготовка рабочего свариваемого элемента, ведь наличие оксидной пленки значительно влияет (в негативную сторону) на качество создаваемого шва. В-третьих, такую неисправность может провоцировать недостаточный диаметр питающего кабеля.
- Идет подключение аппарата к сети, но при этом, находясь во включенном состоянии, он не производит сварку. В данном случае проверяется кабель на наличие повреждений, а также насколько надежно подключены масса и свариваемые детали.

- Не получается включить сварочный инвертор в электросеть.
Одной из распространенных причин является нарушение целостности шнура. Также это может быть вызвано слабой мощностью автоматических защитных выключателей, которые устанавливаются на распределительном щитке. Их основное предназначение – контролировать нагрузку, оказываемую на выключатель, если пусковой ток имеет завышенные значения.
Это основные моменты, с которыми может столкнуться новичок, пользуясь сварочным инвертором. На серьезную поломку в первую очередь указывает запах гари, если из корпуса начинает идти дым. В этом случае самостоятельное вмешательство недопустимо, и следует сразу же обращаться в сервисный центр к специалистам. Иначе можно потерять сварочный аппарат навсегда.
Вернуться к оглавлению
Поломалась плата управления сварочного инвертора
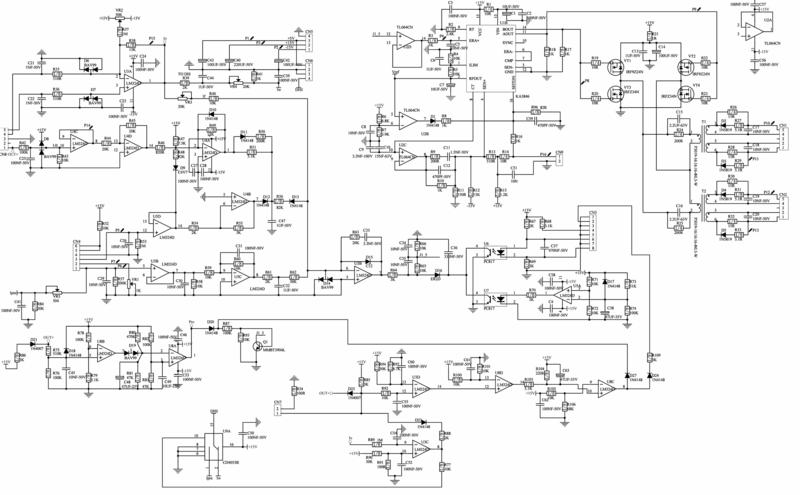
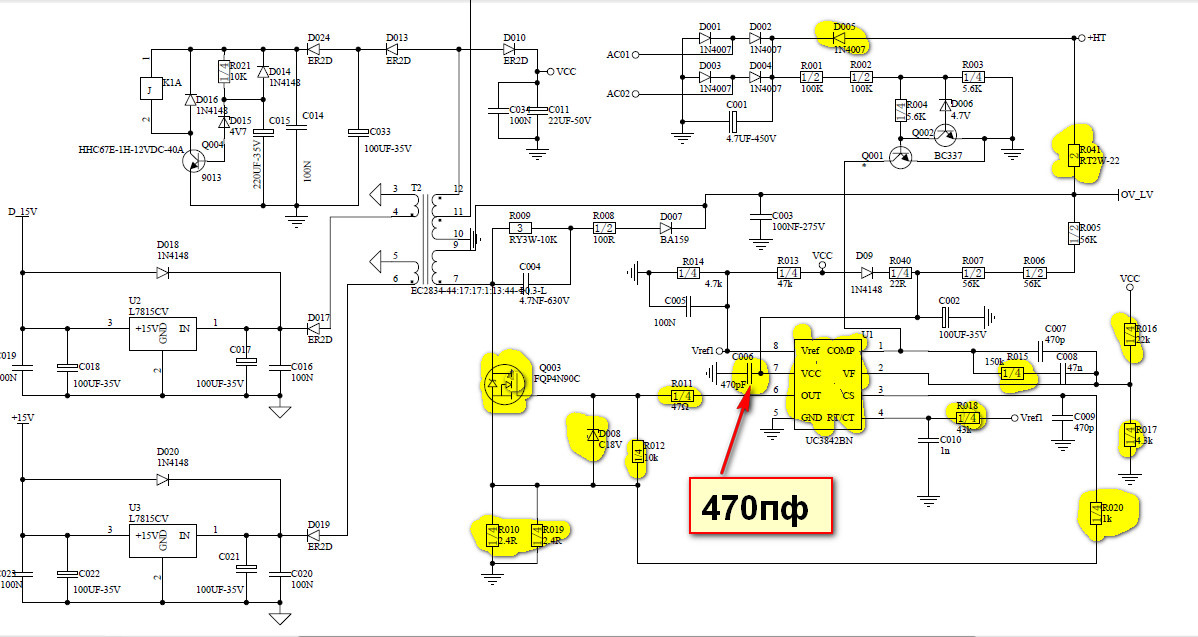
Схема преобразования тока в сварочном инверторе.
Процесс ремонтных работ над платой включает в себя проверку диодных мостов. Для этого проводится отпайка проводов от деталей, после чего есть возможность снять мосты с платы.
Для этого проводится отпайка проводов от деталей, после чего есть возможность снять мосты с платы.
Для проверки осуществляется «прозвон» всех сегментов. В случае обнаружения «коротыша» приступают к поиску пробитого диода, а как только он обнаружен, его заменяют новым элементом.
Может получиться и так, что аппарат все равно работать не будет, тогда следует обратить внимание на саму плату. Для этого ее тестируют, ведь именно от этой детали зависит надежность контроля основных ключей аппарата.
Ремонт сварочных инверторов включает в себя и рабочую проверку сигналов, от которых зависит эксплуатация инструмента. При исправной работоспособности аппарата они беспрепятственно поступают на затворные шины главного узла. Для этой цели используют такой прибор, как осциллограф.
Время от времени корпус сварочного инвертора нагревается до высоких температур. Почему это происходит? Тут может быть два варианта: во-первых, аппаратом пользуется новичок, который плохо ознакомился с инструкцией пользователя, а во-вторых, во время эксплуатации выбрано неправильное значение тока при сварке. Разогрев корпуса сварочных аппаратов возникает и в том случае, когда пользуются не тем электродом или на аппарат дают чрезмерную нагрузку.
Разогрев корпуса сварочных аппаратов возникает и в том случае, когда пользуются не тем электродом или на аппарат дают чрезмерную нагрузку.
Чтобы избежать таких моментов, следует внимательно изучить техпаспорт изделия, в котором подробно указываются правила работы на оптимальных режимах.
Что касается самостоятельного ремонта сварочных инверторов, то для таких работ, кроме знания, необходимо иметь и соответствующее диагностическое оборудование.
Вернуться к оглавлению
Профилактика неисправностей сварочных инверторов
Функциональные возможности сварочного инвертора.
Износ инструмента происходит из-за интенсивного использования техники, постоянной смены операторов, несоблюдения рекомендаций по эксплуатации. Соответственно, аппарату это грозит поломками. Чтобы таких неприятных ситуаций стало меньше, есть ряд рекомендаций, которые являются профилактическими и помогают дольше пользоваться аппаратом.
Продлить работу помогут следующие советы:
- Рабочая площадка должна соответствовать условиям «комфортной» работы аппарата.
То есть желательно, чтобы это было закрытое помещение, с относительной влажностью и температурой. Немаловажным является и то, чтобы эти показатели имели постоянные значения. К тому же, как уже отмечалось выше, чем меньше пыли в рабочем пространстве, тем дольше и лучше будет работать инструмент.
- Аппарату крайне противопоказаны контакты с водой и пылью, и это уже не говоря об одновременном попадании таких веществ на технику.
Перед началом работ следует убедиться в стабильности напряжения в электросети. В случае нестабильности не рекомендуется сильно нагружать дугу, лучше всего, если показатель будет варьироваться в диапазоне 10-15% от номинального значения. То же самое относится и к работе на больших расстояниях между аппаратом и местом сварки.
Со сварочным инвертором следует обращаться очень аккуратно, так как внутренняя электроника очень чувствительна к механическим воздействиям: ударам, вибрациям и влиянию агрессивных сред.

Начиная работать с новой аппаратурой, лучше всего давать ему минимальную нагрузку по времени. Любой опытный сварщик это знает. Инструмент в начале эксплуатации должен «разогнаться», иначе он будет быстро перегреваться, соответственно и быстро выйдет из строя.
Для нашей климатической зоны очень характерны резкие скачки температуры, поэтому аппарату необходимо время, чтобы сравнять свою температуру с окружающей средой. Для этого инструмент необходимо подержать на воздухе, где планируется проводить сварочные работы. То же самое относится и к смене места эксплуатации, например, если сварка сначала производится на улице, а потом оператор перешел в помещение.
При профессиональном использовании сварочного аппарата следует раз в 7 дней снимать корпус и очищать внутренности от загрязнений. Хотя это же правило можно отнести и к домашней эксплуатации. Та же процедура проводится в случаях, когда аппаратом долго не пользовались.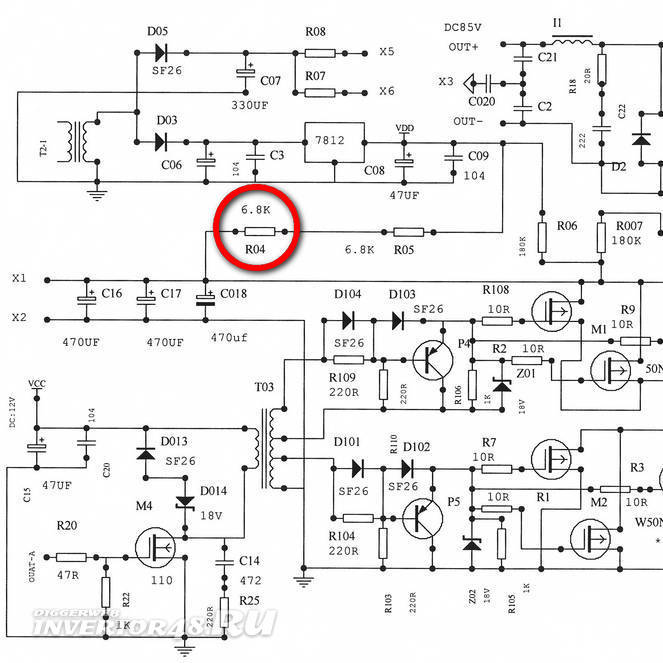
Такое бережное обращение поможет сохранить сварочный инвертор в целостности очень долгое время. Конечно, мелкие проблемы сварочного аппарата можно решить и самостоятельно, но пренебрежительная эксплуатация повлечет за собой обращение к специалистам.
Популярные проблемы электронных сварочных аппаратов и решения
По сути, электронный сварочный аппарат представляет собой электрическую жесть и имеет свои принципы работы. Если пользователь не понимает, запустить его будет сложно
Если не знать как чтобы справиться с воздействием на работу, это приводит к более сложному гарантийному процессу.
Основная кнопка питания: Основная функция — выпрямитель и преобразование напряжения переменного тока в напряжение постоянного тока.
Преобразователь постоянного напряжения в высокое переменное напряжение: Этот блок представляет собой полупроводниковое устройство, которое действует как переключатель переменного тока для изменения выходного напряжения через импульсный трансформатор.
Припаять блоки выпрямителя: получить высокочастотный переменный ток, выпрямитель, фильтр и дать сварочную кучу.
Блок обратной связи: сварочный ток/напряжение припоя на выходе обратной связи для импульсного блока для стабилизации сварочного тока/напряжения сварки.
Блок настройки сварочного тока: Установите настройку сварочного тока / сварочного напряжения.
Работа с генератором импульсов: генерирует импульсы переменной ширины, которые изменяют среднюю мощность в зависимости от нагрузки.
Некоторые популярные неисправности и решения:
Утечка тока:
Приводит к поражению электрическим током при касании крышки
Причины: Сварочный аппарат длительное время работает в пыльных условиях прилипнуть к машине или машина намокнет. Неправильная проводка вызывает внутреннее короткое замыкание.
Решения: Очистите металлическую пыль с помощью воздушного компрессора, осушителя. Проверьте соединения и затяните болт, чтобы не касаться корпуса.
Машина работает громко:
В случае поломки машины из-за незакрепленных баллонов. Можно снова закрутить
Если машина разбилась в движении, берите по гарантии.
Слабый сварочный аппарат:
Причин и решений много
Неправильно отрегулирован сварочный ток: включите руль, чтобы увеличить сварочный ток.
Размер входного провода мал: замените его на больший размер.
Неконтролируемый электрический контакт : Проверить, подтянуть лампочки от питания к машине.
Низкая мощность (ниже 180 В): Поверните рулевое колесо, чтобы увеличить напряжение для компенсации низкой мощности. Если этого недостаточно, купите машину, работающую стабильно, когда мощность слабая.
Слишком большое оттягивание сварочного аппарата от источника питания приводит к падению давления: следует использовать большую проволоку.
сверхмощный сварочный аппарат:
Отрегулировать выходную мощность нецелесообразно: поворотное рулевое управление и замедление тока против часовой стрелки.
Входная мощность слишком велика: отрегулируйте напряжение источника или замените источник питания.
Примечание:
Соблюдение техники безопасности при работе с электричеством, электросваркой, пожаровзрывоопасностью. Рабочие должны осматривать машины, оборудование, инструменты, приспособления и средства охраны труда перед началом работы и устранением неполадок
выключите машину и оборудование и поместите их в безопасное место, очистите и утилизируйте инструменты, оборудование
9 Техническое обслуживание Проблемы, вызывающие плохие сварные швы
Комментарий 0 | Поделиться | Твитнуть | Поделиться | Приколи это | Распечатать | email Проблемы, связанные с техническим обслуживанием, являются причиной большого количества плохих сварных швов при ежедневной сварке. Однако эти причины остаются незамеченными и неустранимыми, потому что они происходят медленно с течением времени. Надлежащая программа профилактического обслуживания сварочных аппаратов, столов для резки с ЧПУ и другого промышленного оборудования абсолютно необходима.
Многие проблемы, связанные с техническим обслуживанием и вызывающие плохие сварные швы, легко устраняются, но для этого необходимо регулярно проверять сварочную систему.
Ниже приведены 9 наиболее распространенных проблем с обслуживанием, которые стоят нашим клиентам больших денег в виде простоев.
- Поврежденные или изношенные рабочие соединения – Если вы прочитаете руководство пользователя любого источника сварочного тока, вы найдете раздел по установке, в котором подробно указаны размеры кабелей, которые вам нужны. Если в руководстве указан сварочный кабель 4/0 (диаметр 0,46 дюйма), вы не должны использовать кабель 2/0 (диаметром 0,37 дюйма). Если вы используете кабель меньшего сечения, возможно, он не сможет эффективно пропускать ток и начнет перегреваться. Когда это происходит, вы теряете напряжение в виде тепла. В некоторых случаях падение на 3-4 вольта в течение дня является обычным явлением.
Изношенные кабели снижают допустимую нагрузку по току рабочих и электродных кабелей, что приводит к потере напряжения.
Когда медные жилы на кабеле изнашиваются, это эффективно уменьшает площадь поперечного сечения и, следовательно, количество тока, которое он может пропускать без перегрева. Это часто происходит в местах, где кабель постоянно изгибается вперед и назад, как в случае рабочего соединения. Если у вас есть какой-либо из них в вашем магазине, это легко исправить, отрежьте кабель и снова правильно прикрепите к рабочему зажиму.
- Изношенные приводные ролики . Еще одна проблема, которую трудно заметить, поскольку она скрыта внутри механизма подачи проволоки, — это износ приводного ролика при использовании такого процесса проволоки, как GMAW или FCAW. Канавки на приводных роликах имеют определенный размер в зависимости от диаметра используемой проволоки. Когда канавка изнашивается, проволока начинает проскальзывать, вызывая проблемы с подачей. Эти проблемы с подачей приводят к неустойчивой дуге и чрезмерному использованию контактного наконечника.

- Чрезмерный износ контакта Наконечники – Отверстие контактного наконечника больше диаметра провода, для которого он предназначен. Однако, если это отверстие становится намного больше, это может привести к тому, что проволока будет проходить через наконечник без контакта. Когда это происходит, дуга немедленно гаснет, затем изгибается и образует дугу внутри и захватывает контактный наконечник. Эта проблема чаще встречается при использовании наконечника увеличенного размера (скажем, при использовании наконечника 0,052 дюйма для провода диаметром 0,045 дюйма), но ее часто можно увидеть в автоматизированных приложениях, когда на контактном наконечнике начинает вырезаться канавка.
- Ослабленные соединения – рабочие кабели и кабели электродов должны быть плотно подключены к наконечникам, разъемам Dinse или быстроразъемным соединениям. Лучшее соединение – это соединение с большой площадью контакта и плотное.
 Ослабленные соединения, такие как ослабление наконечника на выходных шпильках источника питания, вызовут искрение и неравномерную дугу, что, в свою очередь, приведет к плохим сварным швам. В некоторых случаях неплотное соединение перегревается и плавится, что делает невозможным его удаление и приводит к выходу из строя сварочного аппарата и необходимости его ремонта.
Ослабленные соединения, такие как ослабление наконечника на выходных шпильках источника питания, вызовут искрение и неравномерную дугу, что, в свою очередь, приведет к плохим сварным швам. В некоторых случаях неплотное соединение перегревается и плавится, что делает невозможным его удаление и приводит к выходу из строя сварочного аппарата и необходимости его ремонта.
Обеспечение герметичности всех соединений необходимо для предотвращения дугового разряда и повреждения источников сварочного тока и фидеров
- Утечки газа – Сварочные цеха настолько шумные, что мы никогда не слышим утечки газа. Наличие утечек в трубах вашей газовой системы является нормальным явлением и, как правило, не вызывает особых опасений. Когда это проблема, когда эти утечки являются серьезными и вызывают значительный недостаток защитного газа на дуге. Утечки из-за неплотного соединения задней части вашего сварочного пистолета с приемной втулкой на подающем устройстве могут привести к потере газового покрытия и пористости.
 Иногда соединение плотное, но уплотнительные кольца изношены или отсутствуют, что приводит к утечкам.
Иногда соединение плотное, но уплотнительные кольца изношены или отсутствуют, что приводит к утечкам.
- Грязные станки – производственные предприятия выделяют много сварочного дыма (металлические частицы), шлифовальную пыль, стружку и другие взвешенные в воздухе частицы. Сварочные аппараты имеют вентиляторы, которые всасывают воздух цеха для его охлаждения. При этом эти машины также всасывают все переносимые по воздуху частицы. Если машины не продуть (используя сжатый воздух, желательно с открытыми сторонами), существует вероятность искрения электрических компонентов в платах, что может привести к выходу машины из строя. Кроме того, толстый слой пыли и металлической стружки действует как изолятор, который снижает способность машины к надлежащему охлаждению.
- Кабели меньшего размера – Как обсуждалось в пункте 1 выше, кабели меньшего размера не смогут эффективно передавать необходимый ток.
 Часто при замене кабелей мы используем то, что есть под рукой. Убедитесь, что размер кабеля указан производителем источника питания. Имейте в виду, что если вы увеличиваете длину кабеля, размер (диаметр) также должен быть увеличен.
Часто при замене кабелей мы используем то, что есть под рукой. Убедитесь, что размер кабеля указан производителем источника питания. Имейте в виду, что если вы увеличиваете длину кабеля, размер (диаметр) также должен быть увеличен.
- Поврежденный рабочий зажим – поврежденные рабочие зажимы препятствуют адекватному контакту и уменьшают площадь контактной поверхности. Это приводит к выделению тепла и потере напряжения.
Пришедшие в негодность рабочие зажимы также могут стать причиной чрезмерного выделения тепла и потери напряжения.
- Поврежденный/перегнутый вкладыш — вкладыши являются расходным материалом, не следует пытаться выжать 2 года из одного вкладыша. При первых признаках проблем с кормлением следует подумать о смене вкладыша после того, как будут решены все другие потенциальные проблемы с кормлением.
Комментарий 0 | Поделиться | Твитнуть | Поделиться | Приколи это | Распечатать | электронная почта
Опубликовано