Нержавейка чем варится: Как варить нержавейку? – Ответы на вопросы наших клиентов
alexxlab | 03.03.2023 | 0 | Разное
Аргоновая сварка: как варить нержавейку
Нержавеющая сталь сложно поддается сварочным работам. Дома трудно выбрать способ, обеспечивающий ровный качественный шов. Но, если знать, как варить нержавейку аргоновой сваркой, можно добиться эстетичного внешнего вида изделия.
Преимущества аргоновой сварки нержавейки
Нержавеющая сталь отличается повышенными антикоррозийными свойствами, которые достигаются наличием хрома в составе. Примеси придают металлу повышенные эксплуатационные свойства, но при этом осложняют сварочные работы.
Сварка аргоном обладает целым рядом преимуществ:
- Температура дуги высокая, поэтому соединение происходит быстро и легко.
- Металл защищен от воздействия воздуха благодаря вытеснению аргоном кислорода и азота.
-
Метод позволяет соединять сложные детали без изменения конфигурации. Прогрев происходит около шва. Но действовать надо аккуратно, чтобы не произошел пережог.

Сварка аргоном также имеет минус. Она требует специального оборудования, опыта и знания.
Как варить нержавейку аргоновой сваркой
Перед тем как варить ТИГ сваркой нержавейку, следует внимательно изучить детали процесса и обзавестись оборудованием. Сначала детали обработайте щеткой по металлу, отполируйте наждачной бумагой.
Обрабатываемую поверхность обезжирьте ацетоном или спиртом. Свариваемые детали расположите с зазором, учитывая расширение. Подогрейте края шва до температуры 200-300 градусов.
Далее с помощью вольфрамового электрода соедините тонкостенные детали. Для этого используйте специальные аппараты. Через горелку подается аргон, а соединение краев шва происходит благодаря плавлению проволоки.
Также существует полуавтоматическая аргоновая сварка, но в этом случае, как варить нержавейку, знают исключительно профессионалы. Чаще оборудование применяют для работы с большими деталями.
Одним из лучших способов остается импульсная методика. Подача присадочной проволоки осуществляется толчками, что сокращает ее расход и уменьшает разбрызгивание.
Услуги Lazermetal.ru
Производить сварочные работы дома дорого и не всегда комфортно. Лучше обратиться к профессионалам, которые выполнят сварку быстро и в кратчайшие сроки. Мы занимаемся различными видами работ по металлу по доступной цене.
Чтобы сделать заказ, звоните по указанному на интернет-ресурсе телефону. Обратившись к нам, вы получаете:
- высококлассное обслуживание;
- качественную сварку любой сложности;
- идеальную поверхность готового изделия;
- ровный эстетичный шов;
- короткие сроки выполнения.
При работе с нержавейкой
наши мастера пользуются новейшим оборудованием, которое обеспечивает точность и
соответствие замерам.
Как варить нержавейку без полуавтомата, обычным электродом
Содержание:
Как варить нержавейку без полуавтомата, обычным электродомБлагодаря высоким антикоррозийным свойствам нержавейка применяется повсеместно, начиная от промышленных емкостей и заканчивая бытовой тарой. Часто нержавеющая сталь используется для производства трубопроводов, которые обладают долгим сроком эксплуатации.
Несмотря на это со временем может потребоваться ремонт нержавеющих изделий в домашних условиях. Для этих целей чаще всего применяются полуавтоматы, которые дают возможность с «ювелирным» подходом подойти к ремонту нержавеющих изделий, поскольку нержавейка боится сильных перегреваний.
Но что делать, если под рукой нет полуавтомата, а есть обычный инвертор для ручной дуговой сварки? Как заварить нержавейку электродом, а главное, каким?
Как варить нержавейку сварочным инвертором
Для сварки нержавейки используются особые электроды, которые по своему составу наиболее всего подходят к нержавеющей стали. Если варить нержавейку неподходящими для этого электродами, то взаимодействие основного металла с расплавленным будет низким, что грозит появлением различных дефектов.
Если варить нержавейку неподходящими для этого электродами, то взаимодействие основного металла с расплавленным будет низким, что грозит появлением различных дефектов.
Плюс ко всему, такое сварное соединение со временем начнёт ржаветь, что приведёт к возникновению более глубокой коррозии. Для сварки нержавеющей стали популярны такие марки электродов, как ЦЛ-11 и НЖ-13. Данные электроды имеют специальное покрытие, которое надежно изолирует сварочную ванну и предотвращает тем самым межкристаллитную коррозию шва.
Нередко сварка нержавейки осуществляется и неплавящимися вольфрамовыми электродами. Однако для сварки неплавящимися электродами понадобится полуавтомат, так как подобная сварка осуществляется строго в среде защитного газа. Ну а поскольку у нас под рукой не оказалось полуавтоматической сварки, то варить нержавейку мы будет электродами, наиболее подходящими для этих целей.
Что включает в себя технология сварки нержавейки электродами?
Сварка нержавеющей стали сильно отличается от сварки обычной стали. Вследствие этого многие боятся осуществлять данный сварочный процесс обычным инвертором. Однако если произвести все правильно, то сложность сварки нержавейки не более чем преувеличена.
Вследствие этого многие боятся осуществлять данный сварочный процесс обычным инвертором. Однако если произвести все правильно, то сложность сварки нержавейки не более чем преувеличена.
Процесс сваривания нержавеющей стали включает в себя следующие этапы:
- Очистку металла от загрязнений и краски, которые попав в сварочную ванну, вызовут появление пены;
- Разделку кромок, только в том случае, когда толщина свариваемого металла более 4 мм. Для этих целей делается острый скос кромок с дальнейшим их соединением. Зазор между элементами должен быть порядка 1 мм. При сварке тонкой нержавейки зазоры не делаются;
- Прогрев нержавеющих деталей перед сваркой. Опять, только в том случае, если их толщина составляет 7 и более миллиметром. Прогрев нержавейки перед сваркой позволит не допустить резкого перепада температур, что чревато деформацией металла;
- Сначала детали прихватываются короткими швами, и лишь затем налаживается основной шов. Угол наклона электрода при сварке нержавейки должен быть не более 60 градусов.
- Вести электрод при сваривании нержавеющей стали нужно быстрее, чем при сварке обычных стальных изделий. Связано это с тем, что нержавейка не терпит перегреваний.

Основное отличие сварки нержавейки от обычной стали в том, что сварочная ванна здесь слишком густая, а процесс формирования шва, во многом чем-то напоминает лепку пластилина. Расплавленный металл настолько густой, что он как бы вдавливается в сварочную ванну концом электрода, формируя тем самым сварное соединение.
Одно из самых главных правил при сварке нержавейки заключается в том, что после завершения сварочных работ металл нельзя охлаждать, поливая водой. Сварному соединению нужно дать остыть самостоятельно, а иначе это приведёт к появлению многочисленных дефектов и трещин.
Почему наши бродильные чаны изготовлены из нержавеющей стали 304 и 316L
Опубликовано 21 апреля 2022 г. командой Cedarstone Industry Team
Мы верим в то, что можем предоставить нашим клиентам самое лучшее качество и мастерство в каждом изделии.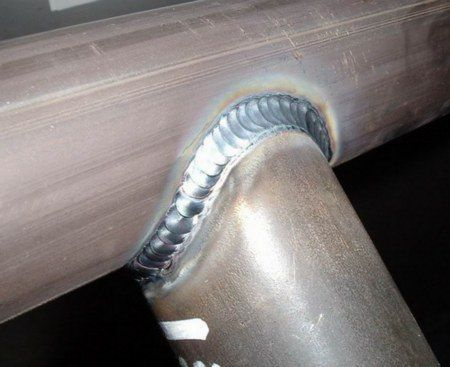 С этой целью вы обнаружите, что все наши бродильные чаны изготовлены из нержавеющей стали 304 или 316L. Вы уже знаете, что нержавеющая сталь широко используется в сфере общественного питания и производства. Возможно, вы задавались вопросом, почему 304 и 316L являются предпочтительными материалами для емкостей для брожения.
С этой целью вы обнаружите, что все наши бродильные чаны изготовлены из нержавеющей стали 304 или 316L. Вы уже знаете, что нержавеющая сталь широко используется в сфере общественного питания и производства. Возможно, вы задавались вопросом, почему 304 и 316L являются предпочтительными материалами для емкостей для брожения.
Сталь классифицируется на основе ее основных компонентов и свойств, которые она предлагает. Вся сталь начинается с железа, к которому производители добавляют различные дополнительные компоненты, такие как хром, никель и марганец. Рецепт конкретного продукта сообщает покупателям, что они могут ожидать от этого продукта.
Подробнее о нержавеющей стали 304
Множество преимуществ нержавеющей стали 304 делают ее самой популярной формой стали, используемой производителями во всем мире. Он широко используется в сфере общественного питания, автомобилестроении, электроустановках, стальных трубах и даже в производстве кастрюль и сковородок для коммерческих и жилых кухонь.
В основном это железо, 18-20% хрома и 8-10,5% никеля. Дополнительные элементы включают силикон, углерод и марганец. В целом они делают нержавеющую сталь 304 довольно прочной и долговечной. Материал устойчив к коррозии, очень легко очищается и дезинфицируется, выдерживает высокие температуры и давление.
Подробнее о нержавеющей стали 316
Существенная разница между нержавеющей сталью 304 и 316 состоит в основном из железа и заключается в количестве хрома и никеля. Хром составляет 16-18%, а никель – 10-14%. Кремний, углерод и марганец также обычно присутствуют в меньших объемах.
Производители часто выбирают нержавеющую сталь 316 для морской среды, поскольку она менее чувствительна к коррозии. Приложения, где соленая вода является нормой, лучше подходят для класса 316. А как же 316L?
«L» означает «низкоуглеродистый». Хотя нержавеющая сталь 316 содержит меньше углерода, чем 304, в стали 316L еще меньше.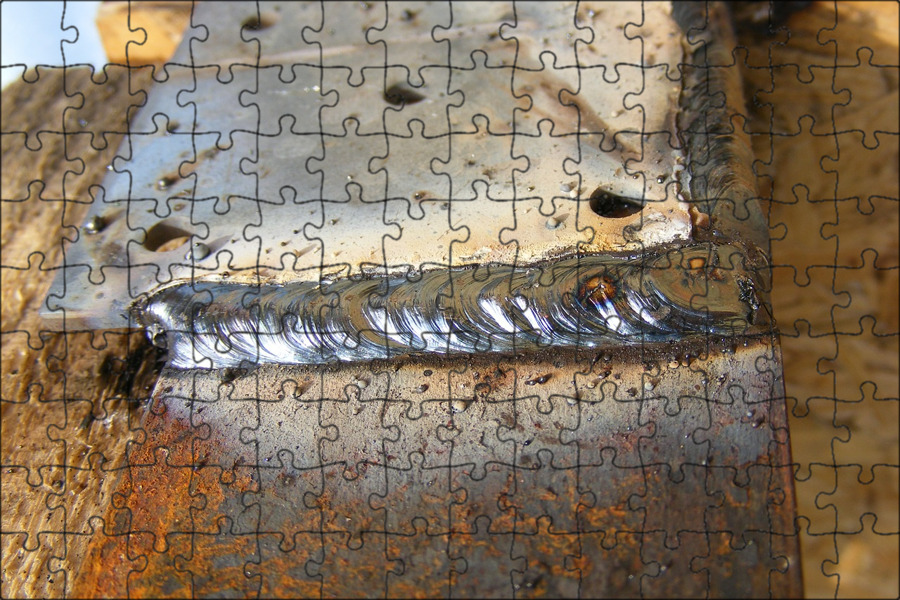 Он по-прежнему такой же прочный и долговечный, как и два других сорта, а также обладает превосходной коррозионной стойкостью. То, что делает его более привлекательным, особенно для резервуаров для брожения, заключается в том, что он более допускает сварные швы.
Он по-прежнему такой же прочный и долговечный, как и два других сорта, а также обладает превосходной коррозионной стойкостью. То, что делает его более привлекательным, особенно для резервуаров для брожения, заключается в том, что он более допускает сварные швы.
Сварные соединения могут разрушаться
Несмотря на репутацию нержавеющей стали как прочного и прочного сплава, у нее есть одна слабость: сварные соединения со временем могут изнашиваться. Это то, о чем вы всегда должны помнить, когда подвергаете резервуар высокому давлению. Последнее, что вы хотите, это чтобы сварной шов разорвался в середине вашего процесса.
Именно по этой причине мы считаем, что нержавеющая сталь 316L является лучшим выбором для резервуаров для брожения. Мы гордимся своим мастерством и качеством нашей работы. Меньше всего нам нужно, чтобы сварные соединения разрушались быстрее, чем должны. Это делает 316L идеальным выбором.
Мы по-прежнему используем нержавеющую сталь 304 для резервуаров для брожения, потому что сталь 316L дороже. У вас может быть приложение, которое не требует более высокого класса. Мы это понимаем, и нам с этим хорошо. Мы более чем рады строить бродильные чаны из нержавеющей стали 304.
У вас может быть приложение, которое не требует более высокого класса. Мы это понимаем, и нам с этим хорошо. Мы более чем рады строить бродильные чаны из нержавеющей стали 304.
Нержавеющая сталь – ключ к успеху
Независимо от того, какую марку вы выберете, нержавеющая сталь является ключом к долговечным и надежным бродильным чанам. Зная то, что мы знаем о нержавеющей стали и ее свойствах, нет особого смысла строить резервуары из какого-либо другого материала. Нержавеющая сталь обеспечивает долговечность и прочность. Его легко чистить и дезинфицировать. Он достаточно прочен, чтобы выдерживать высокие температуры и внутреннее давление.
Если у вас есть какие-либо вопросы о наших бродильных чанах из нержавеющей стали 304 и 316L, не бойтесь спрашивать. Мы хотим, чтобы вы полностью понимали, что вы покупаете, прежде чем покупать.
Выбор материала из нержавеющей стали для пивоварения
Нержавеющая сталь широко используется в пищевой промышленности и производстве напитков благодаря ее высокой термостойкости, коррозионной стойкости и гигиеническим свойствам. По сравнению с другими областями, такими как добыча нефти и газа, сосуды и трубы для пивоварения регулярно очищаются с помощью CIP (очистка на месте). Для достижения наилучших результатов очистки решающее значение имеет хорошая обработка поверхности контейнеров и труб. С 19В 60-х годах в промышленных процессах пивоварения, используемых для изготовления контейнеров и резервуаров, часто использовалась нержавеющая сталь AISI 304 или AISI 316 и дуплексная нержавеющая сталь 2205. Коррозионная стойкость нержавеющей стали 2205 сравнима с коррозионной стойкостью нержавеющей стали AISI 304, в то время как прочность выше, и нелегко произвести хлоридный крекинг, когда температура выше 60 ℃. Солодовый пюре, сусло и пиво не вызывают коррозии нержавеющей стали даже при температуре кипения. Однако холоднодеформированная нержавеющая сталь склонна к растрескиванию от хлоридов при использовании при температуре выше 60 ℃. В целом раствор для заваривания также не вызывает коррозии нержавеющей стали AISI 304.
По сравнению с другими областями, такими как добыча нефти и газа, сосуды и трубы для пивоварения регулярно очищаются с помощью CIP (очистка на месте). Для достижения наилучших результатов очистки решающее значение имеет хорошая обработка поверхности контейнеров и труб. С 19В 60-х годах в промышленных процессах пивоварения, используемых для изготовления контейнеров и резервуаров, часто использовалась нержавеющая сталь AISI 304 или AISI 316 и дуплексная нержавеющая сталь 2205. Коррозионная стойкость нержавеющей стали 2205 сравнима с коррозионной стойкостью нержавеющей стали AISI 304, в то время как прочность выше, и нелегко произвести хлоридный крекинг, когда температура выше 60 ℃. Солодовый пюре, сусло и пиво не вызывают коррозии нержавеющей стали даже при температуре кипения. Однако холоднодеформированная нержавеющая сталь склонна к растрескиванию от хлоридов при использовании при температуре выше 60 ℃. В целом раствор для заваривания также не вызывает коррозии нержавеющей стали AISI 304. Только при пивоварении с использованием мягкой воды можно выбрать нержавеющую сталь AISI 316 из-за высокого содержания хлоридов.
Только при пивоварении с использованием мягкой воды можно выбрать нержавеющую сталь AISI 316 из-за высокого содержания хлоридов.
Растрескивание хлоридов может происходить в тонкостенных трубах и сосудах из-за их чувствительности к растягивающим напряжениям. Если сосуд протекает, это часто происходит из-за некачественной сварки или высокой усталостной нагрузки. CIP (очистка в полевых условиях) не разъедает нержавеющую сталь, но в экстремальных условиях может вызвать хлоридное растрескивание нержавеющей стали с высокой степенью холодной штамповки. Механизмы разрушения усталостной коррозии и коррозионного растрескивания под напряжением аналогичны. Примером усталостной коррозии в резервуаре для осахаривания является открытие зернового бункера. После затирания и нагревания зерна отделяются от сусла и выгружаются через отверстие зернового амбара. Удар и высокая нагрузка от разгружаемого зерна приводят к образованию усталостно-коррозионных трещин вдоль кромки сварного шва в зоне, непосредственно противоположной входу в склад. Утечка в некоторых местах из-за плохого качества. Контейнер для сусла может треснуть снаружи внутрь из-за растрескивания хлоридов и тепловой усталости. Если во время сварки спиральных труб с паровым обогревом возникает высокое внутреннее напряжение, трещины могут возникать по всей стенке сосуда из нержавеющей стали.
Чувствительность нержавеющей стали
Нержавеющая сталь AISI 304 или 316 имеет содержание углерода < 0,08% и может быть сенсибилизирована при воздействии 500 ~ 800 ℃ в течение заданного периода времени, что может произойти во время сварки. Поэтому сварка вызывает сенсибилизацию «шовной зоны» вдоль шва.
Сенсибилизация приведет к образованию карбида хрома на границах зерен, что приведет к бедному хрому на границах зерен, что легко вызовет межкристаллитную коррозию нержавеющей стали в случае толстой стенки трубы (ВВВ 0 2 ~ 3 мм). Чтобы избежать этой ситуации, часто выбирают «свариваемую сталь»: например, сталь марки L, например, 304L, 316L, в которой содержание углерода составляет менее 0,03%; Сталь, стабилизированная титаном: 321 316 Ti.
Обработка поверхности
Для коррозионной стойкости нержавеющей стали важны качество сварного шва и зона термического влияния, шероховатость поверхности и состояние защитного оксидного слоя. Состояние поверхности нержавеющей стали особенно важно для пищевой и фармацевтической промышленности. Проблемы с коррозией на пивоваренных заводах часто возникают из-за неровностей поверхности. В процессе изготовления (сварка, термическая обработка, шлифовка и т. д.) пассивированный слой оксида хрома повреждается, что снижает коррозионную стойкость. Недостаточное количество защитного газа, используемого при сварке нержавеющей стали, приведет к образованию цвета горячего отпуска. Эти пористые краски для термической закалки состоят из различных оксидов, которые имеют тенденцию поглощать ионы, такие как ионы хлорида, снижая коррозионную стойкость и не защищая основной металл.
Если термические или другие типы загрязнений неприемлемы, для их устранения необходимо использовать какое-либо металлическое покрытие. Травление или пассивация могут удалить старый оксидный слой, тепловую окраску и другие загрязнения, что позволяет полностью восстановить пассивированную пленку оксида хрома. Наиболее распространенный процесс травления заключается в погружении труб из нержавеющей стали в смешанный раствор азотной и плавиковой кислот, что также может быть выполнено с помощью системы распыления или промывки трубопроводов. Хотя поверхность нержавеющей стали активна после травления, в течение 24 часов может образоваться пассивирующая пленка за счет реакции хрома с кислородом воздуха, но в некоторых случаях пассивация химически облегчается применением азотной кислоты.
Сварка
Сварные швы и околошовные зоны часто являются причиной коррозии. Для пивоваренных заводов и других предприятий пищевой промышленности дефекты сварных швов, такие как непровар, имеют первостепенное значение, вызывая проблемы с гигиеной и стерилизацией. Инженеры и покупатели часто выявляют неподходящие условия сварки и процедуры сварки, которые невозможно выполнить правильно. Результатом является плохое качество сварных швов и состояние поверхности в конструкции, которая должна быть завершена.
Повторный термический нагрев вызывается поглощением света прозрачным оксидным слоем из-за разной толщины оксидного слоя. Поскольку цвета имеют разные коэффициенты преломления, синий оксидный слой может отражать только синий свет и поглощать другой свет. Более толстые оксидные слои имеют больше отверстий, чем полностью прозрачные тонкие оксидные слои, поэтому более толстые оксидные слои снижают коррозионную стойкость и неадгезивность нержавеющей стали. Для большинства стандартов приемлем светлый соломенный цвет теплоты; Все другие цвета обогрева, такие как красный и синий, неприемлемы. Фармацевтическая промышленность не допускает горячего отпуска.
Геометрия сварного шва должна быть максимально правильной. Квалифицированные сварные швы не повредят металлическую поверхность подложки. Коррозия часто начинается внутри крошечного отверстия в начале/конце сварного шва.
Теоретически в начале/конце нет крошечных проколов, люфтов и других неровностей. Очень важно хорошее проплавление сварного шва. Трубопровод должен быть хорошо симметричен, а ширина сварного шва должна быть фиксированной.
Шероховатость поверхности
Шероховатость поверхности влияет на гигиенические и коррозионные свойства нержавеющей стали. Коррозионная стойкость электрополированной поверхности является наилучшей, за ней следует механически полированная поверхность. В целом, пивная и пищевая промышленность не навязывают использование электрополированных поверхностей, однако таких поверхностей, благодаря чему достигаются отличные санитарные условия и легкость очистки. Большинство труб во время производства подвергают светлому отжигу. Поскольку процесс светлого отжига значительно улучшает качество, травление внутри таких труб часто не выполняется, если только поверхность материала не имеет сильного обратного цвета или не загрязнена железом.