Нержавейка сварка – чем и как лучше варить нержавейку в домашних условиях
alexxlab | 08.02.2020 | 0 | Разное
Чем варить нержавейку? Технология сварки, оборудование
Чем варить нержавейку – вопрос довольно актуальный для современной промышленности. Стоит отметить, что данный тип стали – довольно прочный материал, поэтому его обработка имеет определенные нюансы. Выбор метода сварки зависит и от толщины заготовок, и от химического состава.
Нержавеющая сталь. Основные характеристики
Нержавеющая сталь – это сплав углерода и железа, легированный хромом. Большое содержание последнего элемента обеспечивает высокую стойкость материала в коррозийной среде. Оксиды хрома образовывают специальную защитную пленку, благодаря которой основной металл сохраняет свою стойкость. Дополнительно сталь легируют никелем, кобальтом, титаном. Главными преимуществами нержавейки является высока стойкость при контакте с агрессивной средой, высокая прочность, соответственно, и длительный период эксплуатации. К тому же сталь имеет хороший эстетический вид.
Особенности сварки стали, стойкой к коррозии
Данный материал имеет большое линейное расширение. Как следствие, при термическом воздействии заготовки могут деформироваться, изменять свои размеры. Чтобы избежать такой ситуации, необходимо четко придерживаться оптимального зазора между деталями, что соединяются. Действие высокой температуры может привести к тому, что легированная сталь несколько теряет свои свойства, стойкость к коррозии уменьшается. В этом случае сварной шов должен своевременно охлаждаться. Низкая теплопроводность стали требует снижения силы тока примерно на 25%. Стоит также правильно подбирать сварочные электроды, так как при большой длине возможен их перегрев. Еще одна сложность – появление тугоплавких карбидов на поверхности, межкристаллитная коррозия.
Способы варки нержавеющей стали
Существует немало методов сварки коррозионностойкой стали. При небольшой толщине метала (1,5 мм) целесообразно использовать дуговую сварку (в среде инертного газа). Чем варить нержавейку толщиной менее 0,8 мм? В данном случае используют импульсный дуговой способ. Тонкие металлы также соединяют дугой со струйным переносом материала. Все чаще используется плазменный метод сварки. Применять его можно для широкого диапазона толщины заготовок. Сечения более 10 мм варят под шаром флюса. Еще используют сварку токами высокой частоты, лазерный метод.
Аргонная сварка материала
Данный процесс происходит в защитной среде газа – аргона. Он защищает материал от воздействия кислорода. В специальном приспособлении образовывается дуга между деталью и электродом из вольфрама. В процессе нагрева кромки плавятся, возникает защищенная сварочная ванна. В дугу также постоянно подается специальная проволока для сварки нержавейки. Производится сам процесс соединения под углом 90°. Для наиболее качественной работы стоит исключить любые колебательные движения электрода. В результате получается шов, свободный от шлаков. Такое соединение отличается высоким качеством, прочностью, удовлетворяет все эстетические запросы. Сварка нержавейки газом используется во многих отраслях: химической, пищевой промышленности, автомобилестроении, авиации, теплоэнергетике. Среди недостатков можно выделить лишь большие затраты времени на сам процесс. Также технология требует специальных навыков и опыта у работников.

Оборудование для аргонодуговой сварки
Прежде всего, для данного типа соединения металлов необходим инвертор. Его модификаций и моделей довольно много: “Сварог”, KEMPPI Master, BRIMA и др. Основными преимуществами аппарата является простота эксплуатации, небольшие размеры и вес, стабильная дуга. Инверторы можно применять для сварки практически любых металлов, при этом соединения будут высокого качества. Как варить нержавейку инвертором и что нужно учитывать? Прежде всего, необходимо правильно подобрать рабочий диапазон температуры. Некоторые модели не работают на открытом пространстве в холодное время. Также стоит учитывать мощность аппарата. Для бытового использования подойдет инвертор с током до 160 А (например, “Сварог TIG 200 P”, PRO TIG 200 P) Детали перед соединением очищают, обезжиривают. Для сварки потребуется и газовый баллон с аргоном. Хотя на практике допускается использование разбавленного газа. К газовому шлангу крепится горелка, в держатель которой вставляется вольфрамовый электрод. На ручке горелки имеются кнопки для подачи тока и газа. Необходима также и сварочная проволока из того же материала, что и соединяемые детали.

Как происходит сварка полуавтоматом
Чем варить нержавейку при ремонте автомобиля, в быту? В этом случае часто используют метод сварки полуавтоматом. Происходить он может как в защитной среде, так и без использования газа. Применяют полуавтоматы и на крупных автомобильных предприятиях, что говорит о высоком качестве сварного соединения. Электродом и присадочным материалом в данном случае выступает специальная проволока. Работать с оборудованием можно несколькими способами: короткой дугой, струйный перенос, импульсная сварка нержавейки. Технология предусматривает работу и без защитного газа, однако в этом случае следует выбирать специальные порошковые электроды. Данный способ подходит и для работы на воздухе. Нет необходимости покупать (а, соответственно, тратить дополнительные средства) газовый баллон. Это имеет свой недостаток – со временем сварное соединение может покрыться ржавчиной. Поэтому специалисты рекомендуют все же использовать специальные электроды по нержавейке и проводить сварку с использованием аргона. На сегодняшний день существует много разновидностей полуавтоматов как отечественного (“ФЕБ”, “Сварог”), так и зарубежного производства (BRIMA, EWM, TRITON и др.). Выбор аппарата зависит от поставленных задач, объемов сварки и характеристик соединяемых материалов.

Использование электродной сварки
Чем варить нержавейку, если особых требований к качеству шва не предоставляется? Как правило, в бытовых условиях, при соединении всевозможных труб, в мелкосерийном производстве, а также для получения короткого шва применяется сварка электродом. Суть этого процесса заключается в образовании соединения из материала заготовки и металла электрода.
 К достоинствам методики можно отнести простоту исполнения, возможность соединять разные металлы (как тонкие, так и довольно большие сечения). Нет необходимости использовать газ, что удешевляет процесс. Также сварка электродами дает возможность подойти к труднодоступным участкам детали. Существуют и определенные минусы такой технологии. Во-первых, сварной шов требует очистки от образовавшихся шлаков. Во-вторых, скорость сварки небольшая.
К достоинствам методики можно отнести простоту исполнения, возможность соединять разные металлы (как тонкие, так и довольно большие сечения). Нет необходимости использовать газ, что удешевляет процесс. Также сварка электродами дает возможность подойти к труднодоступным участкам детали. Существуют и определенные минусы такой технологии. Во-первых, сварной шов требует очистки от образовавшихся шлаков. Во-вторых, скорость сварки небольшая.Как выбрать электроды для сварки
Электроды по нержавейке широко используются для соединения стойких к коррозии сплавов, которые работают при высоких температурах. Как правило, стержни изготавливаются на основе никеля, хрома. При ручной дуговой сварке можно использовать два типа электродов. Первые – работают в условиях постоянного тока. Основное покрытие чаще всего состоит из магния, карбонатов кальция. Сварочные электроды с рутиловым покрытием могут работать при переменном токе. При сварке с использованием аргона применяют различные вольфрамовые стержни. Благодаря высокой рабочей температуре они не плавятся. Существует немало их разновидностей. Зеленые электроды (WP) состоят из чистого вольфрама. Они обеспечивают достаточно высокую стойкость дуги. Белые – WZ-8 – легированы оксидом циркония. Оксид тория добавляют в красные электроды. Это наиболее распространенная группа, стержни обладают высокой стойкостью. Также в вольфрамовые электроды может входить лантан, церий.

Обработка сварных соединений
После окончания процесса соединения деталей необходимо очистить шов. Это следует сделать для того, чтобы улучшить внешний вид, продлить срок службы. В противном случае в этой области может возникнуть коррозия. Прежде всего, проводится механическая очистка сварного шва. Более эстетично место соединения смотрится после пескоструйной обработки. Следующий этап включает шлифовку поверхности. При этом не рекомендуется использовать абразивы на основе корунда, так как он может спровоцировать появление коррозии. Стоит отметить, что все эти манипуляции направлены на улучшение внешнего вида детали. Защитить сварной шов от разрушений поможет травление, пассивация. Травление – это обработка поверхности специальными химическими средствами, которые разрушают возникшую окалину. При пассивации на место соединения наносится особое вещество. Под его воздействием появляется защитная пленка (из оксида хрома).
Лазерный метод сварки сплавов
Один из наиболее современных и технологичных методов соединения – лазерная сварка нержавейки.
 Суть этого метода заключается в использовании лазерного луча в качестве источника нагрева. Отличается такая сварка высокой скоростью, большой концентрацией энергии в месте соединения. Тепловое воздействие на зону, которая находится в непосредственной близости ко шву, незначительное. Поэтому риск образования горячих или холодных трещин минимальный. Шов, полученный в результате, отличается своей прочностью, пористость отсутствует. Также есть возможность доставить в место соединения легирующих элементов, защитного газа. Так как сварочные электроды отсутствуют, то в шов не попадают инородные соединения. Лазерная сварка может применяться даже для ювелирных изделий, так как все швы тонкие, аккуратные и прочные. Единственный недостаток – оборудование является достаточно дорогостоящим, поэтому массовое применение таких установок пока невозможно.
Суть этого метода заключается в использовании лазерного луча в качестве источника нагрева. Отличается такая сварка высокой скоростью, большой концентрацией энергии в месте соединения. Тепловое воздействие на зону, которая находится в непосредственной близости ко шву, незначительное. Поэтому риск образования горячих или холодных трещин минимальный. Шов, полученный в результате, отличается своей прочностью, пористость отсутствует. Также есть возможность доставить в место соединения легирующих элементов, защитного газа. Так как сварочные электроды отсутствуют, то в шов не попадают инородные соединения. Лазерная сварка может применяться даже для ювелирных изделий, так как все швы тонкие, аккуратные и прочные. Единственный недостаток – оборудование является достаточно дорогостоящим, поэтому массовое применение таких установок пока невозможно.fb.ru
Виды сварки нержавеющей стали: информация по каждому способу
Автор perminoviv На чтение 8 мин. Опубликовано
Развитие химической, пищевой, строительной и других видов промышленности вынуждают решать задачи по созданию надежных конструкций из сплавов, несклонных к повреждениям коррозии. Опыт инженерных решений прошлого и полтора десятилетия нашего века определил сваривание металлических элементов самым надежным и гибким способом для конструирования механизмов и конструкций из нержавеющих сплавов.
Отличительной чертой нержавеющих сплавов является наличие хрома в составе более 11%. Именно этот элемент, соприкасаясь с кислородом, образует пленку на поверхности, препятствующую образованию коррозии. Легирование нержавеющих сталей другими элементами изменяет ее физико-механические свойства. Такое легирование позволяет расширить спектр применения нержавеющих сплавов. При проектировании сварочных швов необходимо учитывать разнородность свойств нержавеющих сталей в зависимости от марки, легирующих элементов и прочих нюансов.
Технология сварки нержавеющей стали с черными и цветными металлами еще более требовательна и ответственна, разрабатывается для каждой группы отдельно, испытывая надежность шва на образцах, прежде чем применить его в сварной конструкции.
Методы сваривания нержавеющей стали
В отличие от сваривания обычной черных сплавов сваривание нержавейки сопряжено с рядом особенностей, обусловленных ее физико-химическими свойствами:
- Температура плавления для сплавов с высокими коррозионными свойствами находится в очень широком диапазоне, зависит от количества углеродного эквивалента (с повышением содержания углерода температура плавления понижается), других составляющих сплава (содержание в составе титана и повышение его процентного содержания повышает температуру плавления). Технологи стремятся исключать для сваривания марки, находящиеся на разных полюсах температурного критерия.
- Коэффициент теплопроводности, характерный для антикоррозионных сталей, отводит тепло от места наложения шва более медленно, именно с этим связано технологическое принудительное охлаждение сразу по завершении наложения шва. Если этого не сделать, то металл шва может отпуститься и тем самым снизить механическую прочность и изменить ряд других характеристик.
- Коэффициент теплового расширения у нержавейки намного выше, чем у углеродистой стали. Вкупе с низкой теплопроводностью это приводит к появлению внутренних термических напряжений, способных изменить геометрические размеры детали, разрушение шва, ухудшение свойств. С целью устранить или уменьшить влияние негативных воздействий на металл его предварительно разогревают горелкой. Эта технология применима для нержавеющих сталей толщиной более 30мм и содержанием углерода более 0,2 массовых процента. Температура предварительного нагрева колеблется в зависимости от марки, до 170 градусов, является справочной величиной.
Основные способы сварки нержавеющей стали связаны с созданием защитной среды в месте контакта свариваемых металлов для регулирования и предупреждения возникновения оксидов, шлакообразующих нежелательных компонентов сварного шва. Международная классификация сварки помогает определить и применять определенный способ в зависимости от марки в любой точке мира. Ключевыми способами сваривания являются:
- Ручная дуговая (MMA)
- Аргонодуговое сваривание вольфрамовым электродом (TIG)
- Полуавтоматическая (MIG/MAG)
- Контактная
- Лазерная
Сущность метода заключается в создании дуги между свариваемыми деталями и электродом из металла, который приближен по химическому составу к самому сплаву, в специальной обмазке. Ток, независимо от его характера (переменный или постоянный), создав дугу, нагревает основу и электрод. Металл, расплавившись, каплями стекает в ванну вместе со шлаком. В ванне металл электрода перемешивается с металлом основы. Шлак, имея меньшую плотность, всплывает на поверхность.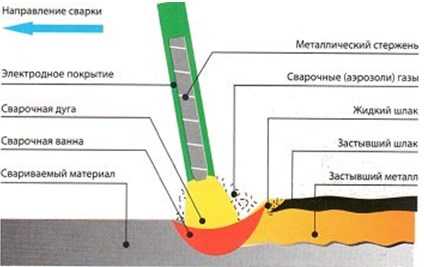
Для MMA метода существует два основных вида электродов. Первый тип электродов предназначен для работы с постоянным током и обратной полярностью (плюс присоединен к электроду). Характерная обмазка для таких электродов, это карбонаты Ca и Mg. Второй тип электродов применим для постоянного и переменного тока с покрытием из TiO2, обеспечивающим устойчивость дуги и равномерность горения электрода. Это приводит к уменьшению разбрызгивания металла, а соответственно к повышению качества наложенного шва.
Предварительная подготовка свариваемых поверхностей сводится к созданию небольшой фаски на стыке (место формирования ванны, исключение растекания металла шва по поверхности), нанесение флюсующих паст, которые способствуют равномерности наложения шва и препятствуют налипанию шлаковых включений к поверхности под слоем расплавленного металла.
TIG(WIG) — Tungsten Insert Gas(Wolfram Insert Gas)/ АДС – Аргонно-Дуговая Сварка
Основой данного способа является вольфрамовый электрод. Вольфрам тугоплавкий элемент способный длительное время выдерживать электрическую дугу, оставаясь целым в течение длительного времени. Помещение электрода, дуги, свариваемого металла позволяют добиться равномерности наложения шва, исключить возникновение оксидов и шлаков, негативно влияющих на качество сварки. В качестве инертного газа при сварке нержавеющих сталей применяют аргон. В отличие от алюминия нержавейка сваривается постоянным током. Зажигание дуги, как правило, происходит без физического контакта поверхности и электрода. Это происходит благодаря источнику высокого напряжения. Ответом на вопрос чем варят нержавеющую сталь, скорее всего можно услышать вариант про аргонно-дуговую сварку.
Обратите внимание. Для продления срока службы дорогостоящего вольфрамового электрода не выключайте продувку аргоном после завершения наложения шва 15-25 секунд. Это позволит остыть в среде инертного газа и избежать возникновения дефектов на его поверхности, которые могут привести к разрушению и выходу из строя, неравномерности и неоднородности накладываемого шва, таким электродом.
Применение сварочной проволокой при TIG методе возможно в автоматическом и ручном режиме. Проволока обычно вводится перед дугой, в ванну сварочного шва, при перемещении обязательно выдерживать расстояние от центра ванны до места контакта. Для формирования шва без эффекта цвета побежалости при сваривании нержавеющих сталей используют не только аргон, но и другие газы, смеси газов. Например, гелий имеет теплопроводность в девять раз выше, чем аргон, но экономическая целесообразность его применения ограничена свариванием тугоплавких нержавеющих сталей в особо ответственных конструкциях. Хорошие результаты сваривания нержавеющих сплавов в среде водорода. Применение водорода ограничено опасностью его использования, при смешивании с кислородом.
Принцип сваривания методом MIG/MAG заключается в плавлении бесконечной проволоки в среде защитного газа, скорость подачи которой устанавливается до начала момента сваривания и производится автоматически. При помощи этого метода можно добиться наилучшей свариваемости нержавеющих сталей.
В качестве защитного газа чаще всего используют двуокись углерода – доступный и не дорогой газ. Деление на подвиды сварки MIG/MAG производится именно по газовой среде. На схематическом рисунке ниже виден принцип работы данного метода. Механизм подачи проволоки 8 перемещает сварочную проволоку 7, с заданной скоростью, в подключенном к источнику 9 держателе 6. Сам держатель размещен внутри патрубка 4, через который проходит газ, концентрически попадая в зону действия дуги 2. Свариваемые пластины 1 подключены к другому выходу источника питания. Именно этим объясняется возникновение и поддержание дуги. Перемещение вдоль линии соединения образует металлический шов 3
 Создание порошковой сварочной проволоки для нержавеющей стали расширило сферу применения полуавтомата для сварки ответственных узлов, работающих в неблагоприятных условиях.
Создание порошковой сварочной проволоки для нержавеющей стали расширило сферу применения полуавтомата для сварки ответственных узлов, работающих в неблагоприятных условиях.
Пайка MIG является низкотемпературной вариацией сварки полуавтоматом. При таком виде соединения пластины не подвергаются плавлению, а соединяется при помощи расплавленного электрода и флюсующих компонентов, содержащихся в проволоке. Это позволяет снизить температуру сваривания на 400-600 градусов Цельсия. Применение оправдано при необходимости защитить соединяемые поверхности от температурных превращений и порчи декоративного вида.
Контактное сваривание
Процесс сваривания двух листов металла стали при помощи проходящего через оба листа электрического тока и механическое воздействие на пятно этого контакта носит название контактная сварка нержавеющей стали.
Рассмотрим на примере сваривания плоской пластины и сигма образного профиля из нержавеющей стали, изображенного на рисунке. Свариваемые поверхности 3 установлены и зафиксированы на диэлектрической поверхности 1. Электроды контактной сварки 5, подключены к источнику тока 4. В момент старта сваривания происходит механическое прижатие плитой элементов к электродам. Проходящий в это время ток разогревает металл в месте контакта, образовывая внутри стыка ванну расплавленной фазы двух элементов. Помимо эстетичности такого соединения, следует отметить тот факт, что процесс происходит внутри металла и не контактирует с окружающей средой. Отсутствие воздействия оксидов повышает прочностные характеристики такого шва.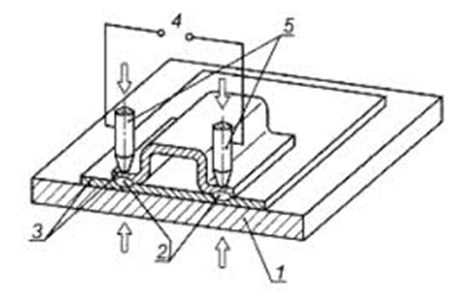
В зависимости от формы и характера оказываемой пластической деформации различают точечную, рельефную, шовную, стыковую. Особый вариант сварки, использующий частотную модуляцию тока и прохождение двойного импульса, носит название импульсной сваркой.
Лазерное сваривание
Трудностей, характерных для сварочных режимов нержавеющих сталей, можно избежать, прибегнув к лазерной сварке. Мгновенное воздействие, высокие температуры и точечные изменения давления способны создавать в месте воздействия лазером шов, не требующий в последующем обработки. Отсутствие внутренних напряжений приводит к улучшению механических свойств.
 Резкое охлаждение в месте сварочного контакта приводит к образованию пленок размером порядка несколько микрометров. Так известно получение диэлектрического сварного шва двух листов нержавеющей стали с помощью лазера. Проблема широкого внедрения сваривания лазером заключается в высокой начальной стоимости оборудования и его внедрения в производственный процесс, персонал должен иметь высокую квалификацию с глубоким уровнем знаний принципа работы излучателя и свойств материалов. Лазерная сварка нержавеющей стали применяется для создания высокоточных герметичных швов объектов реактивной авиации, космических и глубоководных объектов.
Резкое охлаждение в месте сварочного контакта приводит к образованию пленок размером порядка несколько микрометров. Так известно получение диэлектрического сварного шва двух листов нержавеющей стали с помощью лазера. Проблема широкого внедрения сваривания лазером заключается в высокой начальной стоимости оборудования и его внедрения в производственный процесс, персонал должен иметь высокую квалификацию с глубоким уровнем знаний принципа работы излучателя и свойств материалов. Лазерная сварка нержавеющей стали применяется для создания высокоточных герметичных швов объектов реактивной авиации, космических и глубоководных объектов.
solidiron.ru
Сварка нержавеющих труб
Сварка труб из такого материала, как нержавеющая сталь позволяет получить высококачественный шов, причем изделие будет обладать превосходными механическими характеристиками, главным из которых будет хорошая сопротивляемость коррозионным процессам, так как нержавейка совсем не чувствительна к ржавчине.
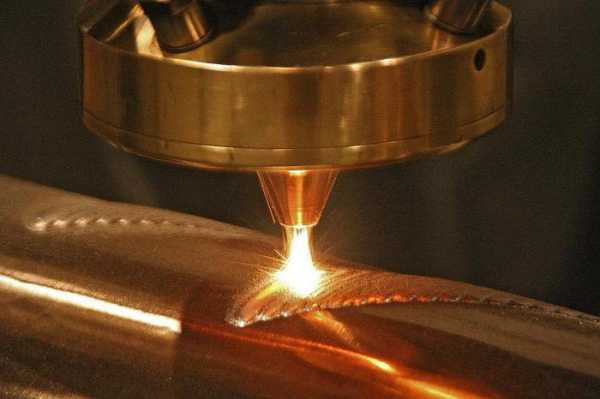
Технология орбитальной сварки подразумевает не только горячее прессование, но и применение специальных электродов, все работы производятся в аргоновой среде. Кроме того, сами электроды при проведении орбитальной сварки обладают специальным защитным покрытием из легирующих составов. Металлическая часть электрода изготавливается из специальных материалов, которые будут обеспечивать высококачественное сварное соединение. По своему химическому составу оно вовсе не будет отличаться от основной трубы.
Особенности сварки нержавейки
Сварка нержавеющих труб обладает определенными отличительными характеристиками, которые напрямую связаны с качествами подобного металла. Прежде всего, нужно принимать во внимание, что трубы, выполненные из нержавейки, значительно хуже проводят через себя тепло по сравнению с обыкновенной высокоуглеродистой или низкоуглеродистой сталью. Это не очень положительный момент, так как высокая температура будет наблюдаться только в районе, где производятся основные работы, причем она отводиться практически не будет.
Вследствие данного момента заготовку можно перегреть или же вовсе прожечь насквозь. В связи с этим для сварки труб аргоном необходимо устанавливать сварочный ток более низких значений — примерно на 20% ниже по сравнению с работами при использовании обыкновенной стали.
Еще одним из ключевых моментов является достаточно высокий коэффициент линейного типа, соответственно трубопровод будет выдавать очень большую линейную усадку.
Этот момент также сложно отнести к положительным, так как из-за этого качества элементы, сделанные из нержавейки, будут сильно деформироваться, на их поверхности могут появляться трещины. Чтобы минимизировать подобное качество при сварке труб из нержавеющей стали, желательно делать между ними довольно большой зазор, благодаря которому все деформационные моменты будут сводиться практически к нулю.
У нержавеющей стали достаточно высокое сопротивление, что обязательно сказывается в случае, если используют высоколегированные электроды, так как они начнут сильно нагреваться и быстрее расплавляться. Соответственно, качество сварного соединения будет значительно ниже. Если человек все же решил использовать данный расходный материал, что лучше всего брать электроды наименьшей длины.
Подготовка к проведению работ
Перед тем как сваривать нержавеющие элементы, их следует правильно подготовить к проведению работ. Основные моменты здесь заключаются в следующем:
- Все кромки тщательно зачищают при помощи напильника, шлифовальной бумаги или болгарки.
- Кромки также обрабатывают ацетоном, чтобы убрать все жирные налеты. Кроме того, данный раствор позволяет обеспечить стабильность электрической дуги, а сварное соединение будет иметь еще более высокое качество.
- Располагая заготовки относительно друг друга, необходимо помнить об увеличенном зазоре, который не допустит деформации конечной детали.
Как правильно производить работы?
Работы, касающиеся соединения тонкостенных труб, изготовленных из нержавеющей стали, следует производить по определенной технологии. Только в этом случае удастся сформировать надежный и долговечный сварной шов, чтобы конструкция получилась не только качественной, но и приобрела при этом весьма привлекательный внешний вид.
Сварка в аргоновой среде производится при помощи специального электрода неплавящегося типа. Он производится из вольфрама, а все работы ведутся как на постоянном, так и на переменном токе. Следует помнить, что полярность устанавливают прямую.
Электрод закрепляется в специальной горелке, оснащенной соплом, по которому и будет подаваться аргон. Сварное соединение будет получаться за счет наплавления на заготовки присадочной проволоки, которая может подаваться к участку проведения работ как в ручном, так и в автоматическом режиме. Перемещать горелку придется вручную.
Горелку не перемещают из стороны в сторону, как при работе с черным металлом, так как в противном случае сварочная ванна выйдет из аргоновой среды, что в значительной степени снизит конечное качество соединения. После того как шов сформирован, необходимо еще некоторое время подавать газ, чтобы он остывал тоже в его среде.