Нержавейка точечная сварка: Точечная сварка нержавейки
alexxlab | 04.02.1989 | 0 | Разное
Сварка нержавейки – заказать в Одессе
Сварка нержавейки – заказать в Одессе | Автопрагма- Изготовление
- Сварочные работы
- Металлообработка
- Проектирование
- О нас
- Контакты
Особенности и методы сваривания нержавейки
При выполнении сварочных работ по нержавейке могут возникать проблемы следующего плана:
- Высокое содержание хрома может стать причиной снижения коррозионной устойчивости при нагреве до температуры выше 5000С
- Температурные деформации приводят к изменению размеров кромок в месте контакта в процессе нагрева и остывания
- У нержавейки теплопроводность в два раза ниже, чем у других металлов – это становится причиной неравномерного нагрева, негативно влияющего на качество и прочность шва
Для соединения заготовок из нержавеющей стали нашими специалистами применяются максимально эффективные методы:
 При точечной сварке нержавейки используют меньшую силу тока, что позволяет снизить вероятность прожога и минимизировать риски карбидизации и окисления
При точечной сварке нержавейки используют меньшую силу тока, что позволяет снизить вероятность прожога и минимизировать риски карбидизации и окисленияСпециалист выбирает метод, исходя из требований к качеству и надёжности соединения, а также основываясь на критериях производительности. Когда необходимо выполнить сварку пищевой нержавейки, следует также грамотно подойти к выбору электрода.
Загрузить свой чертеж
От чего зависит стоимость сварочных работ по нержавейке?
При сварке заготовок из нержавейки цена выполнения заказа зависит от следующих факторов:
- объём и сложность работы
- квалификация мастера
- используемая методика
- стоимость расходных материалов
- требования к соединению
Оставьте свои координаты на сайте компании Автопрагма, чтобы заказать услуги сварщика по нержавейке – мы вам перезвоним.
Обращайтесь – мы будем рады выполнить ваш заказ!
ЧТО МОЖЕМ ИЗГОТОВИТЬ
Муфты
Зубчатые кольца
Гайки
Втулки
Кольца
Валы
Шкивы
Болты
В каких случаях полезен?
Конических, цилиндрических и ступенчатых валов
Токарные работы по металлу позволяют добиться практически идеальной точности при изготовлении детали и высокую чистоту получаемых поверхностей.
Втулок
Токарные работы по металлу позволяют добиться практически идеальной точности при изготовлении детали и высокую чистоту получаемых поверхностей.
Необходима точность
Токарные работы по металлу позволяют добиться практически идеальной точности при изготовлении детали и высокую чистоту получаемых поверхностей.
МАТЕРИАЛЫ С КОТОРЫМИ РАБОТАЕМ
Сталь
Аллюминий
Нержавейка
Цинк
Спасибо!
Ваша заявка была отправлена
Заполнение заявки
Загрузить свой чертеж
Загрузить
Заказать
Плазменная порезка
Данный сервис поможет Вам узнать ориентировочную стоимость
Форма изделия
Квадратная
Круглая
Другая
AСталь
Аллюминий
Медь
Чугун
Техническая нержавейка
Пищевая нержавейка
0,5-2(мм)
3-4(мм)
5-6(мм)
7-8(мм)
9-12(мм)
13-15(мм)
16-18(мм)
19-22(мм)
23-25(мм)
26-30(мм)
31-40(мм)
Высота (мм)
Ширина (мм)
Длина реза (мм)
Диаметр изделия
Кол-во
Разработка чертежа конструктором + 300 грн
Загрузить свой чертеж для просчета Загруженно
Итого
Окончательная стоимость может отличаться от рассчитанной
Имя
Телефон
ЗаказатьСбросить параметры
Спасибо за заполнение формы
Наш оператор свяжится с Вами в течении 30 минут
Изготовление деталей по чертежам заказчика
Данный сервис поможет Вам узнать ориентировочную стоимость
Вы можете загрузить чертеж для просчета стоимости изготовления, если он у Вас есть. После, введите свои контактные данные и наши менеджеры перезвонят Вам.
После, введите свои контактные данные и наши менеджеры перезвонят Вам.
Загрузить свой чертеж для просчета Загруженно
Если у Вас нет чертежа, наш конструктор может спроектировать его, и подготовить все необходимые детали в производство.
Разработка чертежа конструктором + 300 грн
Имя
Номер телефона
Коментарии
ЗаказатьСбросить параметры
Подготовка проектной документации
Данный сервис поможет Вам узнать ориентировочную стоимость
Имя
Номер телефона
Коментарии
ЗаказатьСбросить параметры
Сварка аргоном
Данный сервис поможет Вам узнать ориентировочную стоимость
Тип изделия
Листовой металл
Труба
Ремонтные работы
Другое
Тип металла
Сталь
Аллюминий
Медь
Чугун
Техническая нержавеющая сталь
Пищевая нержавеющая сталь
Длина шва (мм)
Кол-во
Разработка чертежа конструктором + 300 грн
Загрузить свой чертеж для просчета Загруженно
Итого
Окончательная стоимость может отличаться от рассчитанной
Имя
Телефон
ЗаказатьСбросить параметры
Сварка металлоконструкций
Данный сервис поможет Вам узнать ориентировочную стоимость
Вы можете загрузить чертеж для просчета стоимости изготовления, если он у Вас есть. После, введите свои контактные данные и наши менеджеры перезвонят Вам.
После, введите свои контактные данные и наши менеджеры перезвонят Вам.
Загрузить свой чертеж для просчета Загруженно
Коментарии
Имя
Номер телефона
ЗаказатьСбросить параметры
Токарные и фрезерные работы
Данный сервис поможет Вам узнать ориентировочную стоимость
Вы можете загрузить чертеж для просчета стоимости изготовления, если он у Вас есть. После, введите свои контактные данные и наши менеджеры перезвонят Вам.
Загрузить свой чертеж для просчета Загруженно
Коментарии
Имя
Номер телефона
ЗаказатьСбросить параметры
Роликовая сварка нержавейки
Главная » Статьи » Роликовая сварка нержавейки
Сварка нержавеющей стали (нержавейки) методы и особенности доступным языком | Тиберис
Сварка нержавеющей стали имеет свои отличительные особенности. Из нашей статьи вы за несколько минут узнаете много полезной информации об этом процессе. В одном месте мы собрали основные данные о методах сварки и важных нюансах при проведении работ. Читайте и применяйте полученные знания на практике. Магазин сварочного оборудования Тиберис всегда с удовольствием делится с вами секретами и рад помочь дельным советом.
В одном месте мы собрали основные данные о методах сварки и важных нюансах при проведении работ. Читайте и применяйте полученные знания на практике. Магазин сварочного оборудования Тиберис всегда с удовольствием делится с вами секретами и рад помочь дельным советом.
Содержание
Нержавеющая сталь – что это за материал
Во все времена, главным врагом изделий из железа была ржавчина. Она способна превратить в груду бесполезного металлолома самые прочные сооружения. Из-за окисления на открытом воздухе приходят в негодность точные инструменты и разрушаются огромные конструкции.
Но чуть более века назад, людям удалось найти отличное средство от ржавчины. В 1913 году английский исследователь Гарри Брайрли создал первую в мире (по официально признанной версии) нержавеющую сталь. Она содержала в своем составе 12,8% хрома и 0,24% углерода. Хотя первые опыты со сплавами железа и хрома начали проводить еще в 1820 году.
Нержавеющая сталь обладает ярко выраженными антикоррозионными свойствами. Эти характеристики нержавейка приобретает при добавлении в ее расплав определенных металлов. Чаще всего для таких целей используют хром, никель, марганец и молибден.
Эти характеристики нержавейка приобретает при добавлении в ее расплав определенных металлов. Чаще всего для таких целей используют хром, никель, марганец и молибден.
Существует 3 основных группы нержавеющей стали по химическому составу:
- Хромистые (имеют повышенную прочность) Это – самые дешевые виды нержавеющей стали. Они хуже поддаются обработке из-за низкой пластичности.
- Хромоникелевые (отличаются большей пластичностью). Наиболее востребованная и широкая группа нержавейки. Добавление никеля стабилизирует структуру сплава и придает стали слабые магнитные свойства.
- Хромомарганцевоникелевые. Добавление марганца в сплав увеличивает прочность, сохраняя пластичность стали.
Каждая из этих групп содержит в себе десятки и даже сотни марок нержавеющих сталей, которые могут значительно отличаться по своим свойствам. Например, хромистые стали с минимально допустимым (12-14%) содержанием хрома массово используются при изготовлении клапанов в агрегатах и производстве обычной кухонной утвари.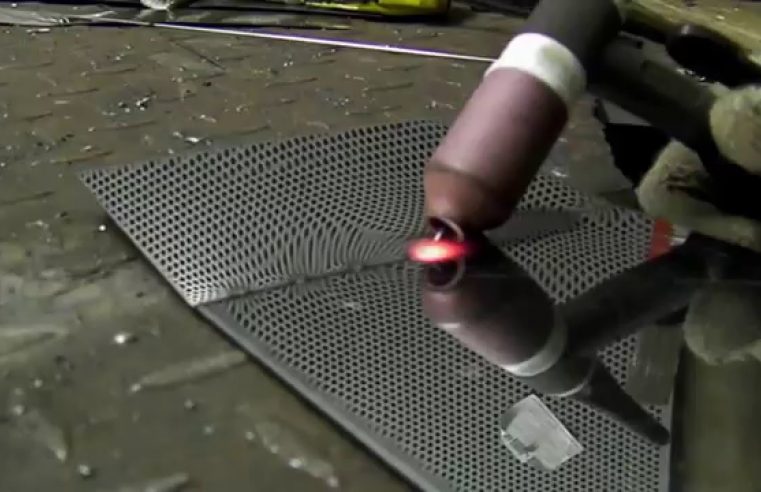 В то же время хромистые стали с содержанием хрома 25-33% обладают великолепной жаропрочностью. Поэтому они применяются в металлургии при создании оборудования для выплавки металла.
В то же время хромистые стали с содержанием хрома 25-33% обладают великолепной жаропрочностью. Поэтому они применяются в металлургии при создании оборудования для выплавки металла.
Кроме того, нержавеющие стали различают по физической структуре. Среди множества видов, наиболее известны ферритные, аустенитные и мартенситные стали.
Где используются различные виды нержавеющей стали
Сфера применения нержавеющей стали затрагивает буквально все стороны жизни человека. Наиболее популярные хромоникелевые аутенситные стали массово идут на изготовление крепежных деталей (болтов и гаек). Из этих сплавов часто делают монеты, например, украинские 1,2 и 5 копеек. Аутенситы достаточно просто поддаются термической обработке, в том числе и сварке.
Ферритные сплавы нашли широко применение в химической промышленности. Высокая стойкость к воздействию многих видов кислот и большой температуры позволяет использовать такие виды стали для изготовления огромных резервуаров на химических предприятиях. Но сваривать изделия из ферритной стали намного сложнее. Значительная устойчивость к высоким температурам делает эти сплавы неудобными для сварки наиболее распространенными методами (MMA, MIG/MAG, TIG). Но в домашних условиях ферриты встречаются очень редко.
Но сваривать изделия из ферритной стали намного сложнее. Значительная устойчивость к высоким температурам делает эти сплавы неудобными для сварки наиболее распространенными методами (MMA, MIG/MAG, TIG). Но в домашних условиях ферриты встречаются очень редко.
Мартенситные стали получили широкое распространение в производстве инструментов. Именно из мартенситных марок стали изготавливают кухонные ножи. Как и аутенситные аналоги, их сваривать можно без особых проблем.
Какими методами сваривают нержавейку
Сварка нержавеющей стали может производиться различными способами. Но наиболее часто используют 3 основные технологии:
- Ручной дуговой сваркой плавящимися электродами (MMA). Этот метод наиболее распространен в домашних условиях, т.к. инверторы для РДС по цене доступны каждому сварщику. Отличается самым низким качеством, поэтому в промышленных масштабах практически не используется.
- Полуавтоматической сваркой проволокой в среде защитного газа (MIG/MAG), для этого отлично подойдут сварочные полуавтоматы.
 Наиболее эффективный способ: быстрый, образующий ровный шов. Лучше подходит для более толстых деталей.
Наиболее эффективный способ: быстрый, образующий ровный шов. Лучше подходит для более толстых деталей. - Сварку неплавящимися электродами в среде инертного газа (TIG), чаще всего используют инверторы для аргонодуговой сварки. Более предпочтителен при сварке тонких заготовок. Рекомендуется при сварке труб высокого давления..
Кроме того, сварка нержавейки может проводиться и менее распространенными способами. К ним относятся:
- Точечная и роликовая сварка.
- Плазменная сварка.
- Лазерная сварка.
Но, использование этих технологий ограничивается высокой стоимостью и сложностью процесса. Поэтому их применяют исключительно при необходимости сварки деталей, требующей высокой точности или при обработке трудносвариваемых материалов.
Особенности сварки нержавеющей стали или как избежать появления дефектов при сварке нержавейки
Сварка нержавейки имеет свои нюансы, которые определяются свойствами этого материала:
- Присутствие в составе стали хрома.
 Этот металл под воздействием высокой температуры реагирует с углеродом, образуя карбид хрома, тем самым снижается прочность сварного соединения. Поэтому место сварки быстро охлаждают (иногда даже обычной водой).
Этот металл под воздействием высокой температуры реагирует с углеродом, образуя карбид хрома, тем самым снижается прочность сварного соединения. Поэтому место сварки быстро охлаждают (иногда даже обычной водой). - Пониженная теплопроводность. В связи с чем, силу тока сварки необходимо снизить на 15-20% по сравнению с процессом обработки обычной стали.
- Повышенный коэффициент расширения металла. Поэтому необходимо постоянно следить за величиной зазора между свариваемыми деталями.
- Большое электрическое сопротивление. По этой причине электроды с хромоникелевыми стержнями имеют ограниченную (до 350 мм) длину.
Эти четыре основные особенности сварки нержавейки необходимо всегда учитывать, приступая к работе. Только выполняя указанные выше условия, можно добиться качественных результатов. В противном случае – образование дефектов вам гарантировано.
Каким должно быть качественное оборудование и материалы для сварки нержавеющей стали
Выбор оборудования для сварки нержавейки нужно делать, ориентируясь на особенности этого материала.
Лучше всего использовать электроды для сварки, изготовленные из той же марки нержавеющей стали, что и свариваемые изделия. Тогда процесс расплавления металла происходит равномерно, обеспечивая качественный результат.
При сварке проволокой также необходимо подбирать ее, исходя из материала свариваемых заготовок. Главная сложность состоит в том, что определить «на глаз» конкретную марку нержавеющей стали невозможно. Для этого нужно провести сложный спектральный анализ в специализированной лаборатории. Если вы столкнулись с такой проблемой, лучше всего поискать информацию на сайте производителя свариваемого изделия.
Обработка изделий перед сваркой – что и как надо делать
Обработка изделий из нержавеющей стали перед сваркой выполняется в следующем порядке:
- Очищается поверхность изделия от грязи. Для этого обычно используют стальную щетку.
- Производится обработка растворителем (уайт-спиритом, специальной жидкостью или ацетоном). Отсутствие жира на поверхности детали увеличивает устойчивость дуги.

- Свариваемая поверхность обрабатывается средством от налипания брызг. В результате после сварки необходимость механической обработки поверхности попросту отпадает.
Единственное существенное отличие подготовки изделий из нержавеющей стали состоит в необходимости наличия зазора между кромками деталей. Он обеспечивает свободную усадку.
Как обрабатывают изделия из нержавейки после сварки
Нержавеющая сталь после сварки подлежит обязательной дополнительной обработке. Игнорирование этого правила может очень быстро привести к негативным последствиям: появлению коррозии и уменьшению прочности изделия.
Предварительная обработка после сварки может выполняться такими методами:
- Механическая зачистка сварного шва. Эта операция, главным образом, предназначена для улучшения внешнего вида изделия. Производится жесткими стальными щетками.
- Пескоструйная обработка. Преследует те же цели. После ее проведения шов выглядит еще красивее.
- Шлифование.
 Позволяет добиться идеально ровной поверхности шва.
Позволяет добиться идеально ровной поверхности шва.
Но все эти способы предварительной обработки влияют лишь на внешний вид изделия. Чтобы качественно защитить место сварки от разрушения, нужны более действенные методы – пассивация и травление.
Травление – это обработка места сварки химически активными веществами (кислотами или специальными жидкостями). Кислоты разъедают окалину, которая может вызвать появление ржавчины.
Пассивация – это нанесение на место сварки спецсредства, под действием которого на поверхности металла образуется защитная пленка из оксида хрома.
Только после проведения химической обработки место сварки способно надежно противостоять коррозии.
Особенности сварки нержавейки с другими материалами
Главная опасность, которая имеется при сварке нержавеющей стали с другими материалами, таится в их смешивании. В результате, свойства разнородного сварного шва могут резко ухудшиться. Шов становится твердым и хрупким, в нем образуются трещины.
Чтобы избежать такого развития событий, необходимо:
- Использовать в качестве присадки высоколегированные или созданные на основе никеля сплавы.
- Обязательно прокаливать электроды перед сваркой и тщательно очищать поверхности изделий.
- Не подогревать место сварки перед началом работ.
- Применять электроды, предназначенные для сварки высоколегированной стали.
В сварном шве желательно добиться как можно меньшего наличия основного металла (расплавленным при сварке частичкам исходных изделий). Его составляющая не должна превышать 40% от общей массы. Остальное – электроды или присадочная проволока, в зависимости от типа сварки.
Выводы
Сварка нержавеющей стали хоть и представляет собой довольно сложный процесс, но может осуществляться качественно даже в домашних условиях.
Для позитивного результата необходимо:
- Правильно учитывать особенности сварки нержавейки.
- Выбрать наиболее подходящий (доступный) метод сварки.

- Тщательно обработать место сварки до начала и после окончания работ.
- Использовать качественное сварочное оборудование и расходные материалы.
Все эти пункты легко реализуются при наличии желания. А специалисты магазина Тиберис всегда готовы предложить свою помощь по выбору наиболее подходящего сварочного оборудования. Обращайтесь – с нами сварочные работы проводить намного легче и эффективнее.
www.tiberis.ru
Технология контактной сварки
Технологические рекомендации предлагают применять шовную контактную сварку к нержавеющей и низкоуглеродистой стали небольшой толщины типа Х18Н9.
Соединение двух частей из низкоуглеродистой стали имеющим толщину 1 мм производят посредством роликов с напуском 6 мм. Давление на материал должно быть 4 кН, длина импульсов от 0,04 до 0,06 с, подающийся ток – 8-15 кА. Сварные работы будут производиться со скоростью 2 м/мин. Если соединяются два листа по 2 мм, то технические характеристики изменятся. Если используется нержавейка, то все приведённые данные уменьшаются на 40%.
При соединении двух алюминиевых деталей встык, используется ток до 40 кА. Сварка производится в небольшом скоростном режиме (1 м/мин). Насколько долго и качественно будет происходить эксплуатация сварочного аппарата, зависит от того, сколько прослужат электроды. Это зависит от многих аспектов.
Характеристики электродов.
Сварочные агрегаты имеют различные по форме электроды, конструкция напрямую зависит от того, какие именно изделия будут подвержены сварке. ГОСТ № 14111 предусматривает основные типы этих деталей и их аналоги.
Так, например, соединение деталей из цветного металла осуществляют с помощью сплошных электродов, которые обладают сферической формой, либо их аналоги. Корпус таких электродов состоит из сплава, имеющего высокую проводимость. Съёмная часть электродной детали изготавливается из материалов, имеющих высокий показатель прочности. Эти ролики применяют при производстве сварочных операций в многоэлектродных агрегатах. В качестве аналогов выступают диски из особенных электродных сплавов.
Электроды роликовой сварки изготавливаются из меди М1, бронзы (хромистой, бериллиевой, кадмиевой), а так же из других сплавов. При сварке различных материалов применяют разного вида ролики. Если соединяются детали из лёгких металлов, то используют ролики, имеющие округлую форму. Для рельефной сварки могут использоваться как сферические, так и плоские электроды.
Губки для роликов.
Губки для сварки встык выбирают, исходя из обрабатываемых деталей. Когда свариваются цилиндровые, округлые детали (стержни, прутки), то применяют призматическую губку. При сварке деталей, имеющих плоскую поверхность (листы, бруски) – плоскую губку.
Тонкостенные трубы изготавливают с применением губки, имеющей цилиндрические проточки. При сваривании профильных материалов используют губку, имеющую фигурные выемки.
Сварка деталей из нержавеющей стали.
Для соединения деталей из нержавейки шовным контактным способом пригодны листы, имеющие толщину не более 1,5 мм. Такую сталь скрепляют только с помощью прерывистой сварки. Края листов должны находить друг на друга. Воздействие осуществляется в импульсном режиме, в результате чего получается точечный шов. Прерывистая сварка производится двумя способами.
Края листов должны находить друг на друга. Воздействие осуществляется в импульсном режиме, в результате чего получается точечный шов. Прерывистая сварка производится двумя способами.
- Ролики движутся с остановками, во время которых происходит воздействие тока на материал.
- Ролики передвигаются без остановок, не меняя скорости вращения, ток воздействует импульсно.
В первом случае отмечается действие сложной технологии, поэтому такой способ используют редко.
Второй способ, при котором ролики находятся в постоянном движении, а ток подаётся с остановками, может давать хорошие результаты при соблюдении некоторых условий. Скорость движения должна быть довольно большой, при этом периодичный выброс переменного тока осуществляется естественным образом при нормативной частоте. При каждом полупериоде тока происходит скрепление только в одной точке. При положенной частоте переменного тока 50 периодов в секунду, производится скрепление 100 точек за секунду. Промежуток от точки до точки 2-3 мм считается нормативным.
Контактная шовная сварка. Область применения и оборудование. Часть 1
promexcut.ru
Режимы точечной сварки нержавеющей стали
Таблица 111.Режимы точечной сварки нержавеющей стали.
Толщина заготовок в мм | Диаметр контактной поверхности электродов в мм | Продолжительность пропускания сварочного тока в сек. | Давление на электродах в кг | Сила сварочного тока в а | |
начальный | перед запиливанием | ||||
0,2 + 0,2 | 2,5 | 3 | 0,02—0,04 | 45—55 | 2200 |
0,5+0,5 | 4 | 4,5 | 0,04—0,06 | 90—100 | 3200 |
0,8 + 0,8 | 4,5 | 5 | 0,06—0,08 | 150—170 | 4000 |
1,2 + 1,2 | 6 | 7 | 0,06—0,08 | 270—290 | 5000 |
2+2 | 8 | 9 | 0,10—0,12 | 450—480 | 6000 |
Режимы точечной сварки нержавеющих хромоникелевых сталей приведены в табл. 111.
111.
При высоком давлении на электродах, необходимом для обеспечения хорошего качества сварки нержавеющих сталей, наконечники электродов следует изготовлять из нагартованной меди, сплавов МЦ или других сплавов на медной основе.
Ввиду сравнительно небольшой продолжительности пропускания сварочного тока машины для точечной сварки нержавеющей стали должны снабжаться синхронными игнитронными прерывателями.
www.prosvarky.ru
Чем лучше варить нержавейку
- 03-02-2015
- 36
- 97
Оглавление: [скрыть]
- Основные отличия и преимущества нержавеющей стали
- Применение электродов, чтобы сварить нержавейку
- Методы и способы сварки нержавеющей стали
- Обработка швов после процесса сварки нержавеющей стали
На сегодняшний день самым эффективным и действенным способом, чтобы соединить два металлических изделия, является сварка. Принцип действия этого устройства очень прост: оно испускает пламя, которое своей высокой температурой плавит металл и доводит его того состояния, когда начинают проявляться межатомные связи. Для того чтобы оставить предметы в первозданном виде и не портить их форму, применяют электроды, они помогают расплавить изделие и соединить их между собой. Для разного типа сварки и при различных материалах применяются различные методы сварки. Но какие типы и режимы сварки необходимо применять, чтобы знать, чем сварить нержавейку? Для этого нужно знать, чем она отличается от других типов и что собой представляет.
Для того чтобы оставить предметы в первозданном виде и не портить их форму, применяют электроды, они помогают расплавить изделие и соединить их между собой. Для разного типа сварки и при различных материалах применяются различные методы сварки. Но какие типы и режимы сварки необходимо применять, чтобы знать, чем сварить нержавейку? Для этого нужно знать, чем она отличается от других типов и что собой представляет.
Схема процесса сварки нержавейки полуавтоматом.
Основные отличия и преимущества нержавеющей стали
Варить нержавейку становится все популярнее благодаря ее великолепным качественным показателям. Данные характеристики позволяют сделать сварку намного быстрее и удобнее, в отличие от других металлических изделий. Например, этот тип металла очень хорош для изготовления баков для домашнего водоснабжения, которые будут хранить необходимый запас воды дома. Очень многие люди на данный момент используют пластмассу для этой цели, но, как известно, ее химическое воздействие может отразиться на качестве воды и на здоровье человека.
Несмотря на то что пластмасса немного дешевле бака из нержавейки, большое количество людей отдает свое предпочтение второму. Так как многие люди хотят иметь крепкое здоровье, по-настоящему надежные вещи, нержавеющая сталь остается актуальной и по сей день. Из названия понятно, что данный тип металла своим особым составом защищен от действия коррозии. Чтобы бак, наполненный водой, заржавел, ему понадобится не одна сотня лет, что и становится заманчивым для использования.
Состав и механические свойства разных марок нержавеющей стали.
Когда металл не имеет ржавчины, значительно облегчается выполнение сварки, так как не придется производить очистку объекта перед тем, как начать варить. Но все же необходимо сделать очистительные работы от других видов грязи и напыления. Стоит отметить, что обычная углеродистая сталь подвергается процессу сварки намного легче, чем нержавеющая. Это обусловлено специальным составом стали, который отличается от обычного такими характеристиками:
- не обладает большим удельным сопротивлением;
- в процессе сварки происходит очень сильное тепловое расширение;
- данный металл отличается низкой точкой плавления;
- состав придает большую теплопроводность.

Вернуться к оглавлению
Если говорить об отечественных реалиях, то лучше всего использовать электроды ОЗЛ-6 и ОЗЛ-8, которые лучше подойдут для сварки нержавеющей стали, чем аргон. К тому же их доступность является большим плюсом, так как они всегда есть в наличии в магазинах, продающих сварочное оборудование и электроды к ним. Можно использовать такие электроды, как МР-3 и ОК 46.00. Конечно, другие электроды тоже способны выполнить эту задачу, но данные типы смогут сделать сварку максимально качественно и облегчат вашу работу.
Схема электрода для сварки.
Вы получите шов с отличными показателями. Но помимо всех положительных характеристик перед использованием этих электродов вы должны ознакомиться с основными правилами безопасности. После того как сварка была произведена и шов начинает остывать, все лишние материалы, выделенные в процессе, начинают отскакивать за счет большого нагрева.
Данный фактор может сильно пригодиться, так как вам не придется очищать шов от такого рода материалов. Все, что от вас потребуется, это отойти от материала и дать всем шлакам отскочить. Но стоит соблюдать осторожность, так как раскаленные шлаки при попадании на части тела человека могут вызвать серьезные ожоги. Ни в коем случае нельзя допускать попадание таких частиц на особо уязвимые органы, например, глаза. Но если вы будете соблюдать все меры предосторожности при работе с таким материалом, как нержавеющая сталь, то получите качественную работу, затратив минимум сил и времени. Лучше всего использовать сварку при токе обратной полярности и выполнять работу в нижнем положении шва.
Все, что от вас потребуется, это отойти от материала и дать всем шлакам отскочить. Но стоит соблюдать осторожность, так как раскаленные шлаки при попадании на части тела человека могут вызвать серьезные ожоги. Ни в коем случае нельзя допускать попадание таких частиц на особо уязвимые органы, например, глаза. Но если вы будете соблюдать все меры предосторожности при работе с таким материалом, как нержавеющая сталь, то получите качественную работу, затратив минимум сил и времени. Лучше всего использовать сварку при токе обратной полярности и выполнять работу в нижнем положении шва.
Вернуться к оглавлению
В том случае, когда вам необходимо сделать сварку в 1,5 мм, следует применить ручную дуговую сварку, нужно будет использовать вольфрамовый электрод в инертном газе. Этот метод сварки очень хорошо подойдет для соединения труб и более тонких листов, выполненных из нержавеющей стали. Когда толщина металла составляет 0,8 мм и более, лучше всего подойдет импульсная дуговая сварка, в которой будет использоваться плавящийся в инертном газе электрод.
Схема ручной дуговой сварки.
Вы можете попробовать дуговую сварку, используя струйный перенос металла. Появилась новейшая плазменная сварка. Этот тип позволяет сварить листы нержавеющей стали, которые имеют большую толщину. Если листы нержавейки имеют большую толщину, подойдет дуговая сварка под флюсом или точечная и роликовая сварка. Это позволит достичь высокого качества скрепления и не слишком деформировать материал.
Предпочтение нижнего положения шва обусловлено тем, что в процессе охлаждения данный шов может нанести урон вашему здоровью. В том случае, когда все-таки предстоит делать сварку над головой, лучше всего обезопасить себя и использовать некоторые меры предосторожности:
- на вас должна быть надета маска для сварки;
- обязательно наличие качественного держателя для электрода, который обезопасит руки от ожогов;
- следует надеть специальный сварочный костюм, который сможет защитить от непредвиденных обстоятельств.
https://moiinstrumenty. ru/youtu.be/2DvrTTEsynU
ru/youtu.be/2DvrTTEsynU
Необходимо помнить, что даже при полной экипировке лучше всего отходить от остывающего шва при работе с нержавеющей сталью.
Вернуться к оглавлению
Схема ручной дуговой сварки.
После того как была произведена сварка, в месте, где был расплавлен материал, появятся пористые швы. Данный оксидный слой содержит в своем составе хром. Если своевременно не удалить эти швы, в последующем именно эти швы будут наиболее подвержены действию коррозии.
Для того чтобы обработать швы и удалить их, применяется огромное количество методов:
- Удаление швов с помощью шлифованного круга и ленты.
- Можно применять для этих целей щетку из нержавеющей стали.
- Применяется дробеструйная очистка.
Но в случае с нержавеющей сталью лучше всего подойдет такой метод, как травление. Этот способ позволит безо всякого труда и в кратчайшие сроки удалить ненужный оксидный слой на металле. Способ заключается в разъедании слоя кислотной добавкой. Произвести нанесение раствора можно двумя способами:
Произвести нанесение раствора можно двумя способами:
- Нанести его на оксидный слой.
- Окунуть металлическое изделие в специальную ванну, наполненную раствором из кислоты и воды.
Более популярным является второй вариант, когда нержавеющую сталь опускают в ванну на некоторое время для разъедания оксидного раствора.
https://moiinstrumenty.ru/youtu.be/-RFTNzS8UDc
Время, за которое данный раствор сможет полностью растворить слой, будет зависеть от того, какая концентрация кислоты содержится в нем, и от того, какого типа нержавейка использовалась при изготовлении предмета.
moiinstrumenty.ru
Сварка нержавеющей стали
Абсолютно в каждом доме есть какие-то изделия, которые изготовлены из нержавеющей стали. Вставки в бытовой технике, столовые приборы, различная посуда, ведра, проволока и т.д. Все это сделано из нержавеющей стали. Однако многие люди при поломке какого-то предмета не знают, как его отремонтировать. В этом им может помочь сваривание нержавейки. Очень часто такому ремонту подвергается внешняя часть труб водопровода, она, как правило, создается именно из такой стали. Сварка помогает экономить финансы, согласитесь, лучше отремонтировать что-либо, чем покупать новое.
Вставки в бытовой технике, столовые приборы, различная посуда, ведра, проволока и т.д. Все это сделано из нержавеющей стали. Однако многие люди при поломке какого-то предмета не знают, как его отремонтировать. В этом им может помочь сваривание нержавейки. Очень часто такому ремонту подвергается внешняя часть труб водопровода, она, как правило, создается именно из такой стали. Сварка помогает экономить финансы, согласитесь, лучше отремонтировать что-либо, чем покупать новое.
По стандартам ГОСТ, в состав этого материала входит сталь и дополнительные примеси, в число которых входят: хром, молибден и ниобий. Такой комплект веществ в составе помогает улучшить стойкость стали к коррозии. После того как атомы кислорода сконтактируют с атомами хрома, на поверхности металла возникает особое защитное покрытие. Именно оно не даёт материалу ржаветь.
Толщина слоя из хрома минимально, однако его атомы находятся в скрученном состоянии, поэтому слой стабильно крепкий. Нержавеющее покрытие на стали имеет свойство регенерации. Если по каким-то причинам покрытие подвергнется механическому воздействию, стойкость к коррозии исчезнет. Но как только на предмет начнёт действовать кислород, который находится в атмосфере, покрытие восстанавливает свои функции. То есть, говоря простым языком, стойкость к коррозии имеется всегда. Данное свойство было открыто в оружейной промышленности.
Нержавеющее покрытие на стали имеет свойство регенерации. Если по каким-то причинам покрытие подвергнется механическому воздействию, стойкость к коррозии исчезнет. Но как только на предмет начнёт действовать кислород, который находится в атмосфере, покрытие восстанавливает свои функции. То есть, говоря простым языком, стойкость к коррозии имеется всегда. Данное свойство было открыто в оружейной промышленности.
Во время процесса повышения качества оружия, исследователи создали сплав хрома и стали. В итоге они получили отличный материал, который смог самостоятельно защищаться от негативного воздействия окружающего мира. Примесь из хрома наделила сталь огромной устойчивостью к коррозии. Именно этот сплав сделал нержавеющую сталь популярной не только в военной сфере, а также в быту. На сегодняшний день очень много предметов делается из нержавейки. Однако это не только предметы быта, данный материал активно используется во многих отраслях. По ГОСТу в нержавеющую сталь можно добавлять дополнительные примеси меди, азота, латуни и титана.
Свариваемость нержавеющей стали
Одним главных свойств сваривания, является особый способ создания шва. Сплав двух металлов разного типа или же двух частей одного металла, а точнее его состав после остывания должен быть примерно одинаковым. Химические и физические свойства также должны быть одинаковыми. Соблюдение данных показателей напрямую влияет на состояние шва.
Свойства свариваемости нержавеющей стали:
- Имеется склонность к появлению коррозии между кристаллами. Чаще всего она появляется в металле с повышенным содержанием хрома. Это металл, при воздействии температуры в 550 градусов по Цельсию высвобождает карбидные частицы железа и хрома. Для того чтобы предотвратить появление этого свойства после сварки с использованием аргона шов быстро охлаждают всеми возможными методами. Также не исключается возможность заливки шва охлаждённой жидкостью, но это не всегда возможно физически.
- Высокая линейная усадка.
 Её появления приводит к незначительному изменению размера в месте сваривания. Если деталь большая, то это разница компенсируется шириной и толщиной шва. Если же заготовки имеют большую ширину, перед процессом сварки необходимо обеспечить создание пропорционального зазора. Если этого не сделать, шов получится не ровным и появятся сколы и разломы.
Её появления приводит к незначительному изменению размера в месте сваривания. Если деталь большая, то это разница компенсируется шириной и толщиной шва. Если же заготовки имеют большую ширину, перед процессом сварки необходимо обеспечить создание пропорционального зазора. Если этого не сделать, шов получится не ровным и появятся сколы и разломы. - Нержавеющая сталь имеет довольно низкую теплопроводность. Она примерно в два раза ниже, чем у обычной углеродистой стали. Это свойство мешает равномерному распределению нагрева, из-за чего основная температура скапливается в месте шва. Для того чтобы избавиться от излишнего нагрева, необходимо уменьшить силу тока в сварочном аппарате примерно на одну пятую часть.
Нержавеющая сталь сваривается с использование аргона точечной, контактной или же лазерной сваркой. Основные требования, которые должны соблюдаться для качественного шва – это пониженный ток, наличие дополнительного зазора и очень быстрое охлаждение.
Сварка нержавейки
Для того чтобы обеспечить качественный шов при сваривании нержавеющей стали, нужно обеспечить условия, которые должны быть созданы с учётом высокой электропроводности, которая примерно в шесть раз больше чем у обычной стали. Также стоит учитывать довольно низкую точку плавления, она практически на сотню градусов меньше чем у стали.
Сварка нержавейки на промышленном уровне, выполняется с помощью электродов, которые плавятся в инертном газе с аргоновыми примесями. Если необходимо сварить небольшие трубы или же листы малой толщины, в этом случае используется сварка дуговым методом также с использованием аргона. В бытовых условиях аргон не применяется.
Проволока, которая используется для сварки в быту инвертором, значительно экономит количество используемых электродов, а также обеспечивает более высокую прочность соединения.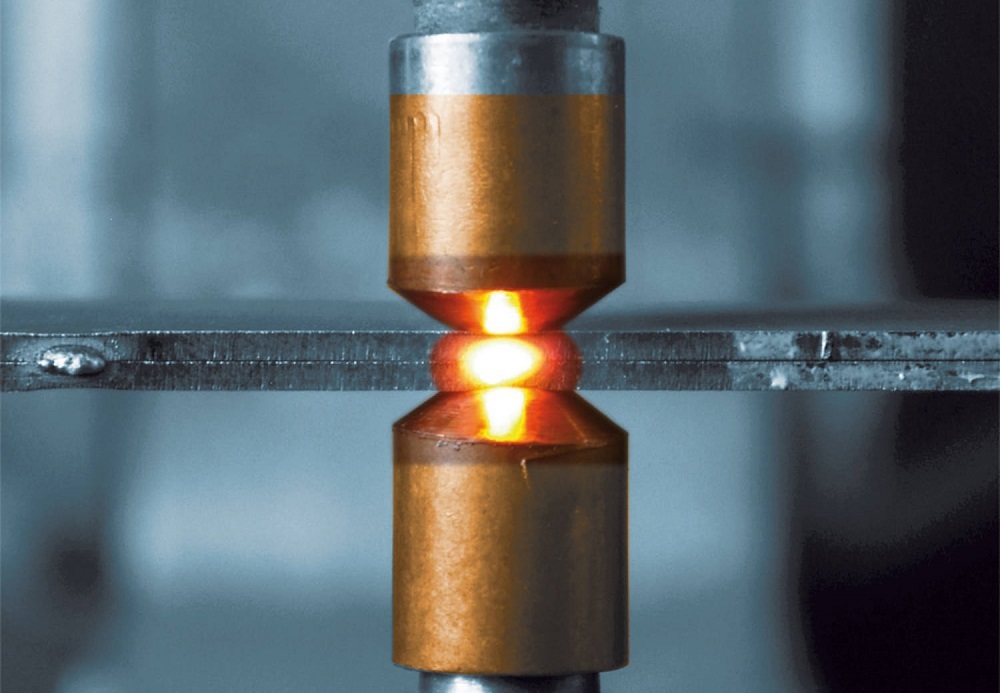 С развитием традиционного дугового метода сварки было установлено, что аргон можно без особых проблем заменить азотом, который лучше защищает шов. Использование азота рекомендуется при сваривании деталей из нержавеющей стали с широким краем. Изначально, такой метод сварки применялся только для сваривания нержавейки определённого типа. Но с развитием технологий было предложено использовать сварку с использованием азота для сваривания нержавейки и серебра (включая все его сплавы), медью и т.д.
С развитием традиционного дугового метода сварки было установлено, что аргон можно без особых проблем заменить азотом, который лучше защищает шов. Использование азота рекомендуется при сваривании деталей из нержавеющей стали с широким краем. Изначально, такой метод сварки применялся только для сваривания нержавейки определённого типа. Но с развитием технологий было предложено использовать сварку с использованием азота для сваривания нержавейки и серебра (включая все его сплавы), медью и т.д.
Холодная сварка нержавейки
Этот метод, единственный из всех, который не предполагает наличия каких-то определённых знаний и умений, а также использования дополнительных инструментов. По своей натуре холодная сварка это не что иное, как клей. В отличие от обычной, холодная сварка состоит из двух компонентов, которые начинают действовать только после смешивания. Она используется для небольших ремонтных работа и заделывания отверстий. Клей «холодная сварка» продаётся в небольших цилиндрах.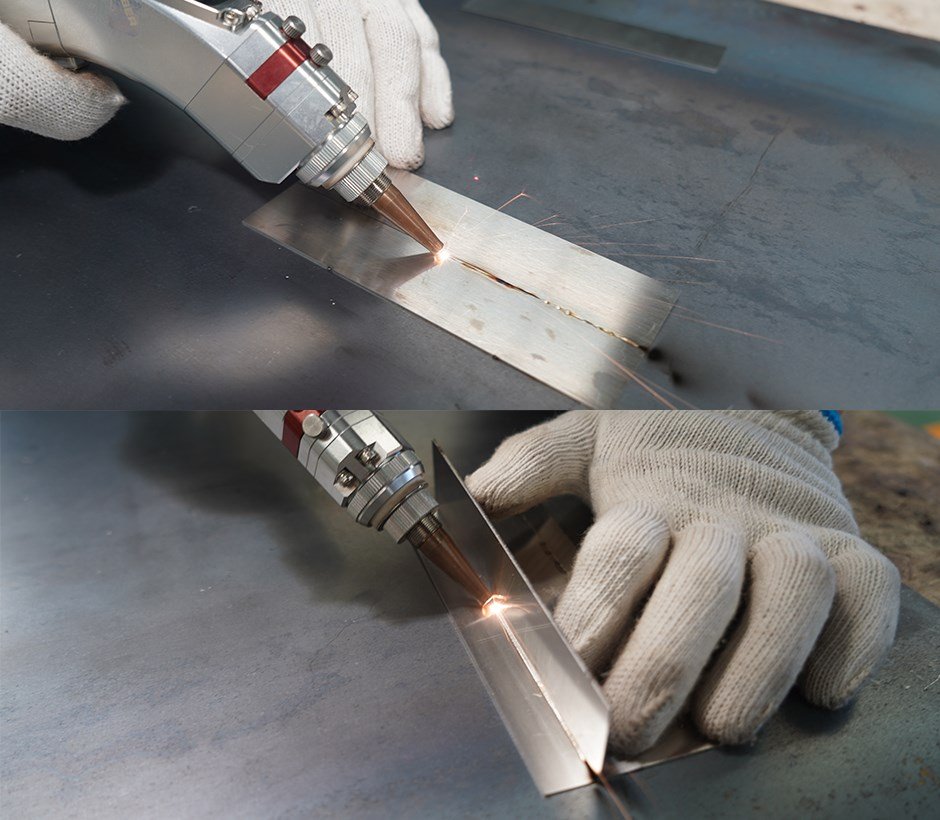 Использовать её очень просто.
Использовать её очень просто.
Перед проведением процедуры, необходимо очистить обе склеиваемые поверхности от следов жира и масел, после чего нужно смешать компоненты и можно приступать к склеиванию. Также перед склеиванием нержавеющей стали нужно очистить края от сколов и заусениц. Чаще всего этот метод используется для заделывания отверстий труб и ёмкостей, причём применять её можно как на пустых, так и на заполненных сосудах. Компоненты клея нужно смешивать строго в равных пропорциях, далее их надо перемешать сминая.
После того как вы получите однородную массу, можно приступит к заделыванию отверстий или же склеиванию деталей. После того, как соединения полностью затвердеет (срок высыхания написано в инструкции, для каждой марки оно разное) можно приступать к обработке детали.
Особенности клея «холодная сварка»:
- Ремонт на короткое время. Холодная сварка может применяться только для временного ремонта и только в том случае, когда он экстренный. Соединения, полученное этим методом очень слабое на разрыв, поэтому при первой же возможности шов холодной сварки нужно будет заменить на классическую.

- Не рекомендуется использовать этот метод для соединения двух металлических деталей среднего и большого размера. Простота в использовании делают холодную сварку популярной для применения в домашних условиях.
Сварка нержавеющей стали с другими металлами
Практически во всех отраслях промышленности используются сплавы разнородных материалов. При сваривании таких материалов необходимо учитывать физические и химические характеристики каждого материала. Также нужно подобрать необходимые электроды и режим сварочного аппарата. Все свойства передаются от материалов к сварочному шву.
Если какая-то часть материала выгорит, то свойства шва будут неодинаковыми. Сварка нержавеющей стали имеет несколько особенностей, соблюдение которых помогут предотвратить дефекты шва.
Если их игнорировать соединение будет не прочным, а если его задачей будет являться ещё и выдержка разрыва, то оно очень быстро придёт в негодность. Разломы от нагрева достаточно легко предотвратить. Они появляются из-за аустенитного состава шва. Склонность металла к ломкости возникает из-за длительного чрезмерного нагревания. Использование проволоки в качестве присадки, позволит вам избежать всевозможных разломов от нагрева и обеспечит сварной шов высокой прочности. Если использовать короткий дуговой метод сваривания, также можно защититься от появления разломов.
Они появляются из-за аустенитного состава шва. Склонность металла к ломкости возникает из-за длительного чрезмерного нагревания. Использование проволоки в качестве присадки, позволит вам избежать всевозможных разломов от нагрева и обеспечит сварной шов высокой прочности. Если использовать короткий дуговой метод сваривания, также можно защититься от появления разломов.
Точечная сварка | Листовой металл
Точечная сварка является основной частью наших возможностей по сварке металлов. Здесь, в JC Metalworks, точечная сварка чаще всего используется для быстрого изготовления тонких листов из нержавеющей стали или алюминия в больших объемах.
Отправить запрос
Точечная сварка листового металла
Здесь, в JC Metalworks, работает команда высококвалифицированных и опытных сварщиков и изготовителей металлов, обладающих навыками и возможностями для выполнения точечной и шовной сварки в больших объемах с помощью методов, которые широко используется в металлообрабатывающей и металлообрабатывающей промышленности.
Как правило, точечная сварка используется для металлических листов из нержавеющей стали или алюминия толщиной от 0,5 до 3 мм. В процессе используются два профилированных электрода из медного сплава, чтобы сконцентрировать сварочный ток в небольшом «пятне» и одновременно сжать листы вместе. Подача большого тока через «пятно» расплавит металл и сформирует сварной шов.
Привлекательной особенностью точечной сварки является то, что большое количество энергии может быть передано в точку за очень короткое время (10–100 миллисекунд). Это позволяет проводить сварку без чрезмерного нагрева остальной части металлического листа.
Вам будет приятно узнать, что недавно мы реализовали и завершили программу инвестиций и усовершенствований в зоне нашего сварочного участка, в результате которой наши сварочные мощности увеличились на 20%.
Мы также модернизировали вытяжную систему, проходящую через каждый из наших участков для сварки металла, обеспечив нашим сварщикам и производителям металла безопасную рабочую среду и условия, необходимые им для выполнения качественной работы, которую они выполняют каждый день.
Независимо от того, нужна ли вам точечная сварка нержавеющей стали или алюминия, мы можем предоставить вам мощности, навыки и технологии для экономичного и безопасного производства готовой готовой продукции в соответствии с самыми высокими стандартами.
Точечная сварка легкой стали?
Прочтите о сварке МиГ
Сварка металлов в среде инертного газа (МИГ) — это процесс сварки, при котором электрическая дуга образуется между расходуемым проволочным электродом и металлом (металлами) заготовки. Это нагревает металл(ы) заготовки, заставляя их плавиться и соединяться.
Первоначально разработанный в 1940-х годах для сварки алюминия и других цветных металлов, МиГ вскоре был применен для стали, поскольку он обеспечивал более быстрое время сварки по сравнению с другими процессами сварки. Дальнейшие разработки в 1950-е и 1960-е годы сделали этот процесс более универсальным, и в результате он стал широко использоваться в промышленных процессах. Сегодня МиГ является наиболее распространенным промышленным сварочным процессом, предпочтительным из-за его универсальности и скорости.
Узнать больше
Точечная сварка алюминия?
Читать о сварке TiG
Сварка TiG — это процесс дуговой сварки, в котором для получения сварного шва используется неплавящийся вольфрамовый электрод. Сварка вольфрамовым электродом в среде инертного газа чаще всего используется для сварки тонких профилей из нержавеющей стали и цветных металлов, таких как сплавы алюминия, магния и меди, такие как латунь. Этот процесс дает оператору больший контроль над сварным швом, чем конкурирующие процессы, что позволяет получать более прочные и качественные сварные швы. Сварка TiG сравнительно более сложна и сложна в освоении, а также медленнее, чем большинство других методов сварки.
Узнать больше
Сварка МИГ
Для изготовления мягкой стали, которая будет видна на готовой детали или изделии, наша команда высококвалифицированных и опытных производителей металла обычно использует сварку МИГ.
Узнать больше
Сварка ВИГ
Наконец, наши производители могут предложить точечную сварку, которая используется для материалов тоньше 3 мм и когда необходимо сварить большие плоские невидимые участки металла.
Подробнее
Типичными примерами продукции, созданной с использованием методов точечной и шовной сварки, являются производство торговых точек и розничной торговли, систем ОВКВ, электрических шкафов и металлических шкафов, а также систем освещения.
Чтобы получить дополнительную информацию или обсудить конкретный крупномасштабный проект точечной сварки или изготовления, свяжитесь с нами, используя нашу контактную форму, или позвоните по телефону 01509 233280 сегодня.
Ноу-хау
Какие виды сварки используются при изготовлении металлов?
Изготовление металла — это процесс, при котором металлические детали свариваются, а также обрабатываются и зачищаются для подготовки к процессу окончательной обработки. Но какие виды сварки используются при изготовлении металлов?
Узнать больше
Последние новости
Наши услуги
Комплексное комплексное решение под одной крышей.
ДИЗАЙН И ИНЖИНИРИНГ
УПРАВЛЕНИЕ ПРОЕКТОМ
Лазер и штамповка
Формовка
Производство
Отделка
Сборка и упаковка
Хранение и отправка
Точечная сварка – процесс, машины, металлы и альтернативы
Точечная сварка, также известная как контактная точечная сварка, представляет собой специализированный процесс в производстве металлов. В отличие от более распространенных форм сварки, при точечной сварке не используется присадочный металл. Две пластины соединены вместе, и электроды подают ток с обеих сторон. Расплавленный металл связывает пластины между собой. В этой статье вы узнаете о процессе точечной сварки, используемых машинах, металлах и альтернативах.
Процесс
Точечная сварка выполняется в четыре этапа.
- Позиционирование: материал и электрод располагаются таким образом, чтобы оператор мог правильно нанести бондинг.

- Связь: Связь применяется, создавая расплавленный металл там, где встречается ток.
- Зажим: Оператор отключает ток и удерживает соединение на месте.
- Втягивание: Электроды втягиваются, и материал охлаждается.
Хорошая точечная сварка требует контроля трех параметров: силы тока, времени и давления электрода. Определение этих качеств зависит от типа и толщины материала.
Ток
Применяемый ток колеблется от 100 ампер для легких машин до 10 000 ампер для тяжелых стальных пластин. Короткие, интенсивные импульсы обеспечивают точечное локализованное нагревание. Металлы быстро отводят тепло, поэтому текущее качество и постоянство обеспечивают правильное применение. Если ток становится слишком большим, между электродами и листами возникают брызги.
Это требует большого усилия электрода, иначе качество сварки будет недостаточно хорошим. Однако сила не должна быть слишком большой, так как это может вызвать другие проблемы. Когда сила электрода увеличивается, тепловая энергия уменьшается. Это означает, что более высокое усилие на электроде требует более высокого сварочного тока. Это приводит к тому, что электроды прилипают к листу.
Это означает, что более высокое усилие на электроде требует более высокого сварочного тока. Это приводит к тому, что электроды прилипают к листу.
Время
Время сварки должно быть как можно короче. Обычно текущее приложение происходит в течение от 10 до 100 миллисекунд. Если рассматриваемая машина не соответствует надлежащим требованиям к силе зажима и току, технические специалисты могут увеличить продолжительность применения.
ДавлениеРазмер контактной поверхности постепенно увеличивается во время нанесения бондинга. Таким образом, чтобы сохранить одинаковые условия на всем протяжении, усилие зажима требует постепенного увеличения. Применение слишком малого давления приводит к небольшой и слабой площади соединения. Слишком большое давление может привести к растрескиванию сварного шва.
Вопросы применения
Точечная сварка влияет на зернистость материала и его твердость. В результате происходит снижение усталостной прочности металла. Таким образом, следует соблюдать осторожность, чтобы не выполнить точечную сварку в области, которая обеспечивает структурное соединение или подвергается высоким нагрузкам. Процесс термообработки отжигом снимает этот тип стресса. Однако дополнительные расходы на отжиг обычно не имеют коммерческого смысла для большинства применений. Неправильно примененная точечная сварка приводит к внутренним трещинам, поверхностным трещинам и косметически непривлекательной поверхности.
Таким образом, следует соблюдать осторожность, чтобы не выполнить точечную сварку в области, которая обеспечивает структурное соединение или подвергается высоким нагрузкам. Процесс термообработки отжигом снимает этот тип стресса. Однако дополнительные расходы на отжиг обычно не имеют коммерческого смысла для большинства применений. Неправильно примененная точечная сварка приводит к внутренним трещинам, поверхностным трещинам и косметически непривлекательной поверхности.
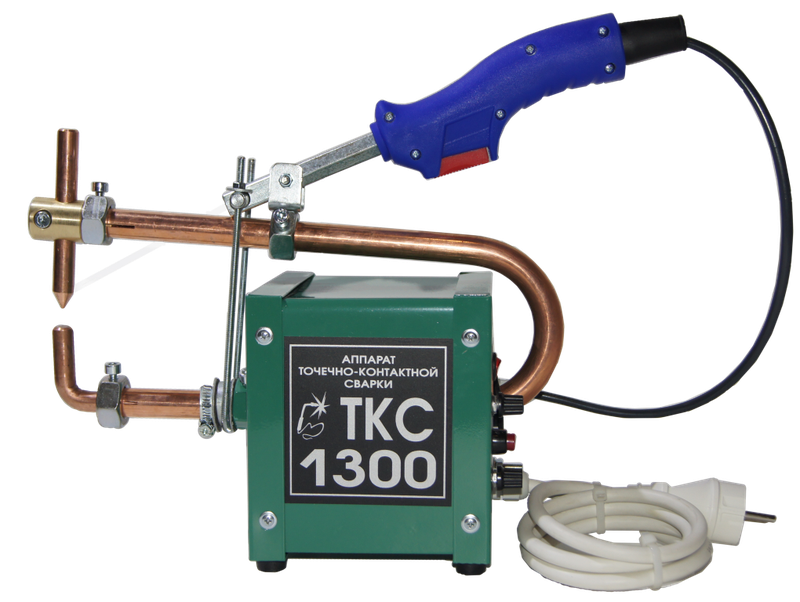
Используемые машины
Оборудование для точечной сварки простое. Малые точечные сварочные аппараты состоят только из держателей инструментов и электродов. Как правило, промышленные предприятия не имеют специальных машин для точечной сварки. Скорее, сварочный аппарат TIG или MIG выполняет точечную сварку с помощью комплекта для модернизации.
Предоставлено мастером Выбор подходящей машины начинается с тщательного определения области применения. Аппараты прерывистого действия или аппараты для любителей не требуют прочности специализированного промышленного сварочного аппарата. Другие параметры включают систему охлаждения (воздушную или водяную), требуемый диапазон напряжения, доступную мощность и конструкцию машин.
Другие параметры включают систему охлаждения (воздушную или водяную), требуемый диапазон напряжения, доступную мощность и конструкцию машин.
Металлы
Подход несколько различается для разных типов металлов. Наиболее часто используемыми металлами являются углеродистая сталь, нержавеющая сталь или алюминий, хотя могут использоваться и другие металлы.
Углеродистая сталь
Сварщики, обычно прикрепляющие оцинкованную сталь точечной сваркой, особенно при работе с листовым металлом. Гальванизация требует немного больше тока, чем ее неоцинкованный аналог. Для сварки оцинкованной стали требуется немного более высокий сварочный ток, чем для стали без покрытия. Кроме того, при гальванизации медные электроды быстро портят поверхность и ухудшают качество сварного шва. Применение оцинкованной стали требует частой замены электрода или специальной подготовки электрода.
Нержавеющая сталь
Предоставлено Precision Engineering Нержавеющие стали обладают гораздо более высоким электрическим и термическим сопротивлением, чем их родственники из углеродистой стали. Таким образом, им обычно требуется больший ток для сварки образца того же размера. Перекрестное загрязнение нержавеющей стали углеродом всегда вызывает серьезную озабоченность в производственной среде. Хранение и производство нержавеющей стали должно происходить вдали от углеродистой стали. Инструменты и электроды, которые зажимают и возбуждают точечную сварку, также требуют специального использования для материала или тщательной очистки.
Таким образом, им обычно требуется больший ток для сварки образца того же размера. Перекрестное загрязнение нержавеющей стали углеродом всегда вызывает серьезную озабоченность в производственной среде. Хранение и производство нержавеющей стали должно происходить вдали от углеродистой стали. Инструменты и электроды, которые зажимают и возбуждают точечную сварку, также требуют специального использования для материала или тщательной очистки.
Алюминий
Электрическое сопротивление алюминия также намного выше, чем у углеродистой стали. Кроме того, алюминий естественным образом образует на своей поверхности оксид алюминия. Алюминий сталкивается с проблемами, связанными с ранней деградацией его электродов из-за требуемого высокого тока. Часто операторы используют подготовку поверхности алюминия с помощью анодирования, травления, лазерной очистки или других методов. В аэрокосмической промышленности обычно используется точечная сварка алюминия.
Другой материал
Другие материалы могут быть такими же обычными, как железо, но часто включают экзотические материалы, такие как титан и инконель. При сварке экзотических материалов необходимо уделить особое внимание подготовке материала. Например, для титана окно подготовки к завершению сварки составляет четыре часа. Это строгое правило применяется, потому что воздух вызывает образование твердой оксидной пленки на поверхности. Для титана также требуется специальное чистящее средство, обычно с водой сверхвысокой чистоты и соляной кислотой.
При сварке экзотических материалов необходимо уделить особое внимание подготовке материала. Например, для титана окно подготовки к завершению сварки составляет четыре часа. Это строгое правило применяется, потому что воздух вызывает образование твердой оксидной пленки на поверхности. Для титана также требуется специальное чистящее средство, обычно с водой сверхвысокой чистоты и соляной кислотой.
Сварщики никогда не должны предполагать, что методы, используемые с одним материалом, применимы к другому. Четко определенные методы обеспечивают единообразие применения и оптимальный сварной шов.
Альтернативы
Крепеж представляет собой основную альтернативу крепежу из-за характера соединения тонких металлических пластин вместе. Конкретные альтернативы включают: заклепки, сварку, герметики и резьбовые соединения.
Заклепки Эти застежки состоят из коротких металлических деталей с головками на обоих концах. Выступающие заклепки обеспечивают дополнительную гибкость по сравнению с точечной сваркой, поскольку они соединяют два куска металла, когда доступна только одна сторона. Подобно точечной сварке, заклепки создают неразъемное соединение.
Подобно точечной сварке, заклепки создают неразъемное соединение.
Наиболее часто используемые процессы сварки MIG, TIG и дуговой сварки обеспечивают большую гибкость. В отличие от точечной сварки эти операции обладают возможностью соединения пластин встык и под наклоном. У большинства сварщиков есть возможности модернизации, но иногда операторам проще использовать присадочный металл в сварном шве.
Обычные резьбовые крепежные деталиКрепежные изделия представляют собой наиболее распространенную альтернативу точечной сварке. Крепеж обычно требует дополнительной операции, так как перед вставкой необходимо рассверлить отверстие. Кроме того, большинство болтов имеют выступающую головку, что может быть нежелательно. Добавление болта и крепежа также оплачивается дополнительно.
Полное руководство по сварке нержавеющей стали
Нержавеющая сталь — популярный строительный материал, давно известный своей долговечностью и значительной устойчивостью к коррозии. Сварка этого привлекательного металла создает некоторые уникальные проблемы, которые необходимо учитывать перед началом проекта с нержавеющей сталью.
Сварка этого привлекательного металла создает некоторые уникальные проблемы, которые необходимо учитывать перед началом проекта с нержавеющей сталью.
Рассмотрим подробнее плюсы и минусы работы с этим веществом и рассмотрим лучшие способы сварки нержавейки.
Сварка нержавеющей сталиНержавеющую сталь можно сваривать с помощью дуговой сварки в среде защитного газа (MIG), дуговой сварки вольфрамовым электродом в среде защитного газа (TIG) и сварки электродом, и каждый из этих процессов дает несколько разные результаты.
Нержавеющая сталь очень эффективно удерживает тепло, что делает ее сварку немного сложнее, особенно для начинающего сварщика. Столкнувшись с чрезмерным нагревом при сварке, нержавеющая сталь может деформироваться от высоких температур и даже деформироваться в процессе охлаждения.
Он также может быть очень неумолимым с эстетической точки зрения, поскольку на нем видны все оставленные дефекты и царапины. Точно так же, если вы когда-либо сваривали металлический стол, вы знаете, что нужно принять меры предосторожности, прежде чем начинать, потому что он так легко царапается. Все это говорит о том, что нержавеющая сталь не прощает ошибок, когда дело доходит до сокрытия ошибок, и предпочитает более опытных сварщиков.
Все это говорит о том, что нержавеющая сталь не прощает ошибок, когда дело доходит до сокрытия ошибок, и предпочитает более опытных сварщиков.
Чтобы найти наилучший процесс сварки для вашего проекта, примите во внимание следующие факторы: уровень квалификации сварщика, внешний вид конечной детали, включая внешний вид валика, толщину металла, а также стоимость и временные факторы проекта. Если мастерство имеет первостепенное значение, то утонченность сварки TIG может подойти, но если приоритетом являются скорость и эффективность, то сварка MIG может быть лучшим процессом.
Методы сварки нержавеющей стали
Хотя существует множество методов сварки нержавеющей стали, три из них наиболее часто используются сварщиками в Соединенных Штатах. Этими методами сварки нержавеющей стали являются сварка TIG, сварка сопротивлением и сварка MIG. Давайте обсудим их один за другим.
1. Сварка TIG или дуговая сварка вольфрамовым электродом в среде защитного газа Предлагая высокое качество, универсальность и долговечность, TIG является наиболее часто используемым процессом сварки нержавеющей стали. Этот процесс сварки создает низкое тепловложение, что делает его идеальным для тонкого материала.
Этот процесс сварки создает низкое тепловложение, что делает его идеальным для тонкого материала.
Газообразный аргон часто смешивают с другими газами, в зависимости от потребностей конкретного проекта, включая гелий, водород и азот. Чтобы предотвратить окисление и повысить устойчивость к коррозии, можно использовать процесс односторонней сварки для создания защиты инертным защитным газом между внутренними и внешними сварными швами.
2. Сварка сопротивлением или точечная сваркаСварка сопротивлением или точечная сварка, как ее часто называют, является одним из самых экономичных видов сварки. Оборудование для контактной сварки (RW) невероятно универсально, что означает, что его можно использовать как в небольших, так и в крупных проектах.
RW использует электрический ток для нагрева потертых металлических краев и герметизации их вместе. Этот тип сварки исключительно эффективен для металла с низкой температурой плавления, поскольку его можно настроить таким образом, чтобы предотвратить деформацию металла.
Сварка MIG — это полуавтоматический процесс, который при правильном выполнении обеспечивает прочное соединение двух кусков нержавеющей стали. В этом процессе используется защитный газ, богатый аргоном, и сплошной проволочный электрод.
Сварка MIG популярна, поскольку она позволяет сварщику использовать импульсный источник тока, что упрощает сварку труднодоступных мест на сложных объектах из нержавеющей стали. Смеси других газов, в том числе с гелием, кислородом и углекислым газом, часто используются для стабилизации дуги и улучшения качества сварного шва.
Выбор правильного метода сварки нержавеющей стали действительно зависит от качества, которое вы ищете. Если вы ищете более доступный способ сварки, то точечная сварка может быть лучшим вариантом для этой работы. Но если материал, с которым мы работаем, тонкий, то лучшим выбором может быть сварка TIG или газовая вольфрамовая дуга.
При нормальных условиях нержавеющая сталь выдерживает все виды коррозии. Однако в экстремальных условиях нержавеющая сталь может заржаветь. Это происходит, когда слой оксида хрома — тот самый элемент, который защищает нержавеющую сталь от ржавчины — разрушается или удаляется. Иногда это может произойти во время сварки, в процессе нагрева или охлаждения.
Даже при сварке TIG ржавчина может быть одной из самых больших проблем при сварке нержавеющей стали. Вот почему так важно очистить и подготовить нержавеющую сталь перед началом работы. В правильно очищенном и подготовленном куске нержавеющей стали оксид хрома внутри действует как защитное уплотнение от ржавчины во время процесса сварки. Это может помочь излечить нержавеющую сталь от обесцвечивания и постоянных следов.
Как сваривать нержавеющую сталь MIG Независимо от того, работаете ли вы сварщиком с автозапчастями в гараже или ремонтируете поврежденные кухонные раковины, знание того, как сваривать нержавеющую сталь с помощью сварки MIG, полезно. Нержавеющая сталь наиболее известна своими долговечными и прочными свойствами. Изучение процесса сварки MIG может показаться сложным, но основы относительно просты.
Нержавеющая сталь наиболее известна своими долговечными и прочными свойствами. Изучение процесса сварки MIG может показаться сложным, но основы относительно просты.
Большинство сварщиков предпочитают MIG сваривать нержавеющую сталь и другие металлические формы из-за прямолинейности и простоты сварки. За прошедшие годы технологический прогресс в сварочной отрасли позволил использовать сварочные роботы MIG, особенно в промышленности, для увеличения производства.
Факторы, которые необходимо учитывать при сварке нержавеющей стали методом MIG: 1. Выбор смеси инертных газов Наиболее важной задачей при сварке MIG является выбор идеального инертного газа. Вы не хотите использовать полностью инертные защитные газы, такие как аргон или гелий, для процесса MIG с нержавеющей сталью. Помните, дуга в процессе MIG предполагает использование присадочного материала, который отличается от других методов, таких как TIG. Игнорирование этого жизненно важного фактора может негативно сказаться на эффективности процесса сварки.
Во время сварки можно скрепить соединения, чтобы предотвратить скольжение заготовки и нарушение угла соединения. В качестве альтернативы вместо раскосов можно использовать деревянные бруски, вырезанные на фрезерном станке по дереву. Скрепление с использованием дерева можно сделать, создав систему опор, похожую на леса, которые контролируют искажения. Удалите эти обрезки дерева, как только закончите сварку.
Укрепление сварного участка также можно выполнить с помощью приспособления. Прежде чем использовать приспособления для крепления, вы должны определить необходимое количество сварного шва. Чем больше требований к сварным швам, тем больше крепление.
3. Очистка сварного шва При сварке стали необходимо работать на чистой поверхности. Независимо от того, насколько чистой будет ваша сварочная поверхность, образование брызг неизбежно, так как при сварке приходится использовать присадочные материалы.
Эти сварочные брызги могут образовываться даже при использовании быстрого и эффективного сварочного аппарата. По мере продолжения сварки брызги становятся более острыми или образуют заусенцы, которые могут нанести травму сварщику.
Большинство сварщиков предпочитают подвергать сварную проволоку из нержавеющей стали вторичным процессам. Эти процессы включают электрополировку или шлифование. Обратите внимание, что выбор этих вторичных процессов зависит исключительно от применения специальной металлической формы.
4. Распределение тепла от сварки Равномерное распределение тепла предполагает передачу тепла в равных пропорциях в течение всего процесса сварки. Равномерное распределение тепла может быть достигнуто за счет отступления, смещения или предоставления стыку возможности остыть перед дальнейшей сваркой. Если тепло распределяется неравномерно, вы, скорее всего, получите трещины и ожоги. Вы можете использовать сварочных роботов MIG для равномерного распределения тепла.
Сварка MIG нержавеющей стали требует от сварщика непрерывной подачи сплошной электродной проволоки в сварочную ванну. Вам также необходимо обеспечить защитный газ для защиты сварного шва от загрязнения примесями. Вот шаги, которые необходимо выполнить во время сварки MIG.
1. Настройка резакаНачните с настройки резака. Эта процедура включает в себя установку присадочной проволоки с катушки сварочного аппарата MIG на наконечник сварочной горелки. Убедитесь, что только ¼ дюйма сварочной проволоки остается видимым на конце горелки. Затем активируйте защитный газ, чтобы начать процесс сварки.
2. Определение правильного углаУбедитесь, что пламя падает прямо на требуемую область. Вы можете добиться такой точности, поместив горелку под углом 30 градусов от конца соединения.
В зависимости от выполняемой работы убедитесь, что вы находитесь под правильным углом движения. Угол хода в диапазоне от 5° до 15° дает наилучшие результаты, когда вы держите пистолет под углом 90°. Большие углы от 45° до 70° желательны при работе с Т-образными соединениями и соединениями внахлестку.
Угол хода в диапазоне от 5° до 15° дает наилучшие результаты, когда вы держите пистолет под углом 90°. Большие углы от 45° до 70° желательны при работе с Т-образными соединениями и соединениями внахлестку.
Включите питание и аккуратно подтяните валик сварного шва к краю. Убедитесь, что вы используете умеренную мощность и скорость, чтобы избежать образования брызг.
Газ и электроды для сварки нержавеющей стали методом MIG При сварке нержавеющей стали методом MIG большое значение имеет правильный выбор газа. Вы можете использовать чистый аргон или смесь аргона и других второстепенных газов. Вы также можете использовать газовую смесь из нержавеющей стали, например, линейку гелия, углекислого газа и аргона для защиты от пятен от BOC. Эти газовые смеси для нержавеющей стали необходимы для сварки MIG нержавеющей стали, которая является более экзотической. Эти экзотические типы стали включают Hastelloy, сплавы Monel и Inconel.
Сварка нержавеющей стали MIG также требует использования газа с несколько большей скоростью потока. Рекомендуемая скорость потока должна быть около 14-16 литров в минуту. Не забудьте обсудить с поставщиками газа требования к газу, прежде чем приступать к конкретному проекту.
Наиболее распространенным электродом, используемым для сварки нержавеющей стали, является электрод ER308 L. При использовании этого типа электрода используется тип газа C2. C2 состоит из 2,5% углекислого газа, 7,5% аргона и 90% гелия. Обратите внимание, что настройки для нержавеющей стали и некоторых сплавов на основе никеля очень похожи.
Обязательно узнайте у поставщика электродов, какие типы электродов имеются на складе, прежде чем приобретать его. Вы также можете приобрести таблицу выбора электродной проволоки и газа, которая поможет вам выбрать наиболее подходящий вариант для вашей сварки.
Заключение Сварка нержавеющей стали имеет свои преимущества и недостатки, но до тех пор, пока вы учитываете эти ограничения в своем процессе, конечный результат того стоит.