Нониус как пользоваться: Как пользоваться штангенциркулем | Отечественное производство ГОСТ и ТУ: продажа, доставка по РФ и СНГ
alexxlab | 21.07.1986 | 0 | Разное
Как пользоваться штангенциркулем | Cтатья Диам Алмаз
Штангенциркуль — это усовершенствованная разновидность линейки для выполнения высокоточных измерений внутренних и наружных размеров детали. Инструмент активно используется в быту при самостоятельном проектировании и сборке конструкций, а также на машиностроительных заводах и других предприятиях в условиях серийного или единичного производства. Качество готового изделия во многом зависит от навыков и опыта владельца, поэтому важно точно знать, как правильно пользоваться штангенциркулем.
Что можно измерить штангенциркулем
Штангенциркуль является универсальным инструментом и предназначен для нахождения наружных и внутренних линейных размеров детали, толщины стенки или определения расстояний между отдельными позициями. Используется при проведении замеров глубин пазов/отверстий или их диаметров. Существуют узкоспециализированные модификации для конкретных операций (замер зубьев, тормозных дисков и т. д.). Устройство оснащено парой губок и выдвижным штоком или глубиномером с обратной стороны. Замеры производятся по специальной шкале. Пользователь передвигает подвижную рамку по штанге, зажимая заготовку из металла или других материалов между губок, и считывает показания с индикатора. Главное преимущество штангенциркуля — это высокая точность измерений. По этой причине приспособление получило широкое распространение в производственной сфере среди столяров, токарей, фрезеровщиков, мастеров автосервиса и других рабочих, а также сотрудников отдела контроля продукции. Штангенциркуль устанавливается на станки и используется в отрасли строительства и ремонта. Применение инструмента минимизирует вероятность возникновения несоответствий и дефектов, следствием которых становится отбраковка продукции.
д.). Устройство оснащено парой губок и выдвижным штоком или глубиномером с обратной стороны. Замеры производятся по специальной шкале. Пользователь передвигает подвижную рамку по штанге, зажимая заготовку из металла или других материалов между губок, и считывает показания с индикатора. Главное преимущество штангенциркуля — это высокая точность измерений. По этой причине приспособление получило широкое распространение в производственной сфере среди столяров, токарей, фрезеровщиков, мастеров автосервиса и других рабочих, а также сотрудников отдела контроля продукции. Штангенциркуль устанавливается на станки и используется в отрасли строительства и ремонта. Применение инструмента минимизирует вероятность возникновения несоответствий и дефектов, следствием которых становится отбраковка продукции.
Конструкция штангенциркуля — основные узлы и их назначение
Штангенциркуль — это достаточно простой инструмент, в состав которого входят следующие элементы:
Штанга: содержит главную шкалу и показывает размеры детали.
 Также определяет пределы измерения.
Также определяет пределы измерения.Рамка: подвижная планка, расположенная на поверхности штанги. Имеет разметку шкалы нониуса, выраженную в миллиметрах и дюймах (дополнительно), необходимую для расчёта долей целого деления. В некоторых моделях предусмотрено наличие электронного или аналогового отсчетного устройства.
Пара нижних губок: зажимают заготовку и определяют внешние размеры.
Верхние губки: измеряют внутренний диаметр отверстий или проёмов (контрольные плоскости расположены наружу).
Зажимной винт: служит для фиксации рамки и осуществляет её надёжный зажим в процессе снятия показаний.
Глубиномер: выдвижная линейка, расположенная с противоположной стороны корпуса.
Некоторые штангенциркули оснащаются рядом дополнительных компонентов (глубиномер, твердосплавные заострённые наконечники) для промера уступов или нанесения разметки. Прибор изготавливается из инструментальной стали, в отдельных случаях для одновременной разметки детали мерительные поверхности усиливают твердосплавными наконечниками.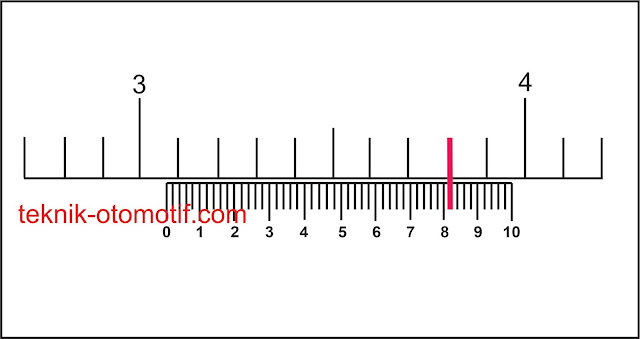
Классификация штангенциркуля
На мировом рынке измерительного оборудования представлены различные штангенциркули, которые имеют свои отличия и особенности в зависимости от условий эксплуатации и других критериев. Все разновидности инструмента можно разделить на категории по следующим факторам:
По способу индикации
Механические (ШЦ): стандартный нониусный штангенциркуль, где главные размеры нанесены на штанге, а доли определяются по шкале нониуса, находящейся на рамке с винтом. Наиболее популярные, недорогие и надёжные. Способны работать в любых климатических условиях, но не отличаются высокой точностью.
Стрелочные (ШЦК): аналоговый прибор с круглым циферблатом.
 Внутри измерительной головки расположен шестерёнчатый привод стрелки, а на штанге имеется рейка с мелкими зубьями. Процесс измерения осуществляется в результате зацепления двух поверхностей при перемещении рамки. Стрелка меняет своё положение и отмеряет пройденное расстояние, определить которое можно по величине, указанной на циферблате. Модели данного типа энергонезависимы и не требуют сложных расчётов, но могут выйти из строя при неправильном хранении или наличии загрязнений. Превосходят предшествующие аналоги по точности, которая составляет 0,01 мм.
Внутри измерительной головки расположен шестерёнчатый привод стрелки, а на штанге имеется рейка с мелкими зубьями. Процесс измерения осуществляется в результате зацепления двух поверхностей при перемещении рамки. Стрелка меняет своё положение и отмеряет пройденное расстояние, определить которое можно по величине, указанной на циферблате. Модели данного типа энергонезависимы и не требуют сложных расчётов, но могут выйти из строя при неправильном хранении или наличии загрязнений. Превосходят предшествующие аналоги по точности, которая составляет 0,01 мм.Электронный (ШЦЦ): самое современное и простое в использовании устройство, где механический привод заменяет ёмкостный датчик. Результат долей миллиметра преобразуется посредством микропроцессорного модуля и выводится на экране ЖК-дисплея. Панель управления — кнопки включения, сброса и изменения единиц измерения — располагается на корпусе рамки. Результат последнего показания, как правило, сохраняется во встроенной памяти.
 Питание от аккумулятора или сменной батареи.
Питание от аккумулятора или сменной батареи.
По назначению
На примере нониусного устройства:ШЦ I (ШЦ 1): с глубиномером и двумя парами губок для обмера наружных и внутренних размеров детали.
ШЦ II (ШЦ 2): верхние заострённые губки, нижние — цилиндрические или прямоугольные.
ШЦ III (ШЦ 3): односторонние.
ШЦТ I: упрочнённая рабочая поверхность из твёрдого сплава.
К дополнительным классификационным признакам прибора относятся:
Количество губок: односторонние, двухсторонние.
Форма мерительных плоскостей: плоская, заострённая, круглая.
Тип: с глубиномером и без (колумбик).
Точность: первый и второй класс (0,05 мм и 0,1 миллиметр соответственно).
Штангенциркули различаются по длине штанги, где диапазон измерения может достигать 4-х метров. Также существуют модификации, губки которых изготовлены из стали или твердосплавных материалов.
Измеряем штангенциркулем правильно
Одно наличие штангенциркуля не гарантирует высокую точность работ. Многие владельцы, имея данное устройство в своём арсенале, не могут с достаточной определённостью сказать, как пользоваться штангенциркулем. Подобное незнание напрямую влияет на качество детали и всей конструкции, составной частью которой она является. Существует строгая последовательность выполнения замеров и определённая технология обращения с инструментом. Все виды приспособления следует хранить в специальном кейсе. Комфортная температура окружающей среды составляет 10-30 градусов при относительной влажности 60-70 процентов. При использовании устройства важно соблюдать следующие инструкции.
Подготовка к эксплуатации
Перед каждым применением необходимо провести визуальный осмотр штангенциркуля и проверить на наличие дефектов и протереть влажной тканью. Руки мастера также должны быть чистыми. Далее губки инструмента сводятся до полного соприкосновения для установления степени их прилегания. При этом нулевые деления главной шкалы и нониуса должны совпадать. Подобный принцип подготовки распространяется на все штангенциркули. Инструмент цифрового типа также должен показывать достаточный заряд энергоносителя.
При этом нулевые деления главной шкалы и нониуса должны совпадать. Подобный принцип подготовки распространяется на все штангенциркули. Инструмент цифрового типа также должен показывать достаточный заряд энергоносителя.
Порядок измерений
При проведении обмера наружных размеров заготовки рабочие плоскости инструментов разводятся в стороны. Изделие помещается между губок, после чего пользователь перемещает рамку до контакта с поверхностью. Положение элемента фиксируется винтом. В случае измерения диаметра операция повторяется в обратной последовательности. Также в основании штанги располагается глубиномер, позволяющий с достаточной точностью находить глубину отверстий или канавок. Линейка выдвигается при опускании рамки, помещается в полость и прижимается к стенке.
Считываем показания
После перечисленных действий деталь откладывается, но прибор не меняет своё положение и винты не ослабляются. Процедура измерения завершена, далее идёт этап определения и расчета показателей.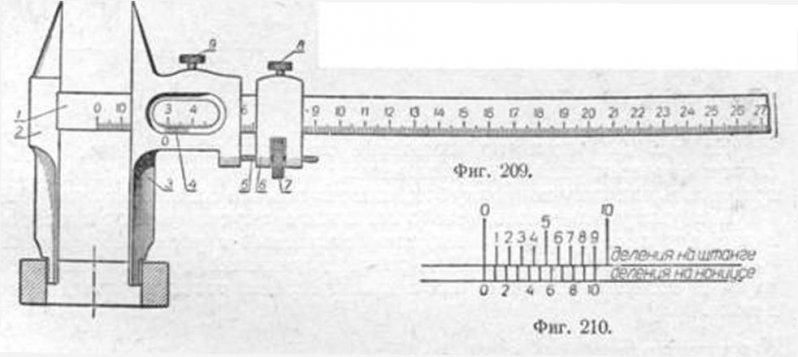
По нониусной шкале:
Целое значение можно найти на основной шкале в результате совпадения нуля нониуса и соответствующего деления. После этого определяется максимально приближённый к нулю штрих нониусной шкалы, совпадающий с риской линейки. Порядковый номер последнего, умноженный на цену делений, указывает на количество долей. В качестве примера отсчета можно взять произвольный размер 29 мм, цену деления 0,05 мм и порядковый номер 7. Вид уравнения будет следующим:
29+0,05*7=29,35 мм.
По стрелочному индикатору:
Здесь нониус представляет собой круглый циферблат, где стрелка указывает на дробную часть. Основной размер вычисляется аналогичным образом по штанге.
По электронному табло:
При ручном позиционировании штангенциркуль с дисплеем самостоятельно рассчитывает размеры поверхности и отражает на табло значения с точным показателем, не требуя нахождения необходимого штриха на шкале.
Ошибки в измерениях: основные причины
Многие штангенциркули, вне зависимости от вида и точности, даже при соблюдении указанной последовательности и заведомо правильной процедуре исчисления неправильно замеряют деталь.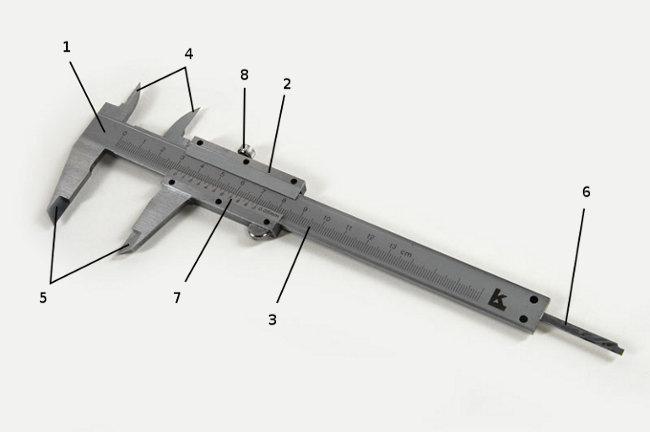
перекос рамки по причине чрезмерного давления;
установка рабочих поверхностей на скругления или фаски торца;
деформация конструкции штангенциркуля;
отсутствие калибровки.
Электронный инструмент перед проведением работ следует выставлять на ноль. Все штангенциркули подвержены износу и требуют периодической поверки в соответствующих службах.
Выводы
Представленная инструкция даёт представление о том, как пользоваться штангенциркулем. На точность размеров во многом влияет и правильный выбор инструмента.
При покупке модели необходимо учитывать такие параметры, как диапазон измерения или длину штанги, класс точности или цену деления шкалы нониуса, количество и расположение губок, вес и габариты. Также важно обратить внимание на тип рамки устройства.
Нониусные штангенциркули используются в гаражных мастерских или небольших предприятиях. При серийном выпуске продукции или производстве деталей для высокоточной техники больше подойдёт стрелочный или цифровой инструмент.
Качественный штангенциркуль производится только в соответствии со стандартами ГОСТа, обладает соответствующей маркировкой и сертификатом поверки, подтверждающим заявленную точность измерений.
Существенными факторами являются климатические условия эксплуатации. Цифровые и аналоговые приборы плохо приспособлены для работы на объектах с повышенной влажностью или при повышенной запылённости воздуха.
В интернет-магазине «Диам Алмаз» представлен большой ассортимент различных штангенциркулей. Подобрать и купить подходящую модель можно на сайте компании. Доставка осуществляется в любой город России.
Подобрать и купить подходящую модель можно на сайте компании. Доставка осуществляется в любой город России.
≡ Как пользоваться штангенциркулем ᐈ Примеры! Что такое штангенциркуль — «Inger»
Прочитано раз: 3 611
В предыдущей статье мы рассказали о история линейки, которые используют для оцифровки чертежей. Теперь, мы хотим поделиться с вами о том, что такое штангенциркуль и как им правильно пользоваться.
Что такое штангенциркуль?
Штангенциркуль — это высокоточный прибор, который позволяет измерять размер объектов и глубину отверстий с точностью до сотых миллиметра.
Штангенциркули могут иметь в своем строении дополнительные функциональные элементы, которые позволяют измерить глубину, ширину, и длину. Далее в статье мы все это рассмотрим подробней.
Строение
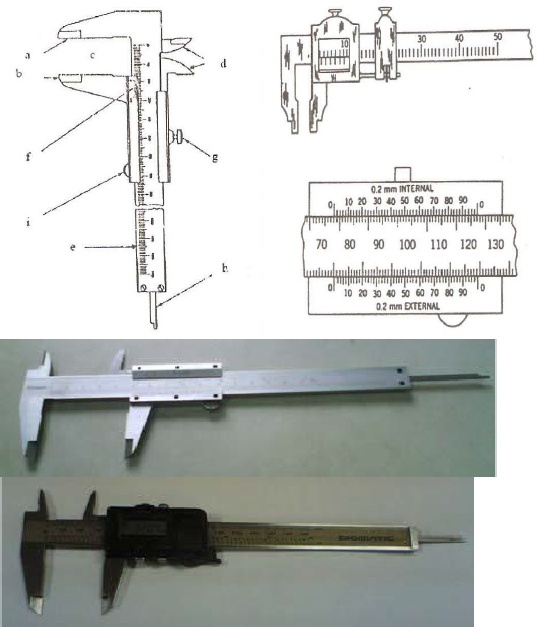
Ниже представлена фотография, на которой цифрами отмечены основные элементы штангенциркуля:
- Штанга
- Подвижная рамка
- Шкала штанги
- Губки для внутренних измерений
- Губки для наружных измерений
- Линейка глубиномера
- Нониус
- Винт для зажима рамки
Фото 1: строение штангенциркуля с обозначениями
Своей точности штангенциркуль обязан так называемой «шкале-нониусу».
Фото 2: Шкала Нониуса
Шкала состоит из 10 делений, которые по длинне равны девяти делениям.
На фото мы видим шкалу с разметкой:»0, 2, 4, 6, 8, 10″ — это и есть шкала Нониуса. Все дело в том, что гораздо проще увидеть совпадение двух рисок на шкале Нониуса и шкале штанги, чем искать расположение одного деления между другими.
Основные виды штангенциркулей
Механические штангенциркули
Это штангенциркули, похожие на те, которые изучал рыжий кот, выше в статье.
Циферблатные штангенциркули
Фото 3: Циферблатный штангенциркуль
Цифровые штангенциркули
Фото 4: Цифровой штангенциркуль
Штангенциркули с микрометрической головкой
Внешний вид штангенциркуля зависит от того, какой подход использован для получения результатов измерения. Соответственно, точность измерений у них также разная.
Функционал штангенциркулей
Штангенциркули для измерения ровных внутренних и внешних границ объектов
Самые простые штангенциркули имеют плоские губки для измерений внутренних и наружных границ предметов.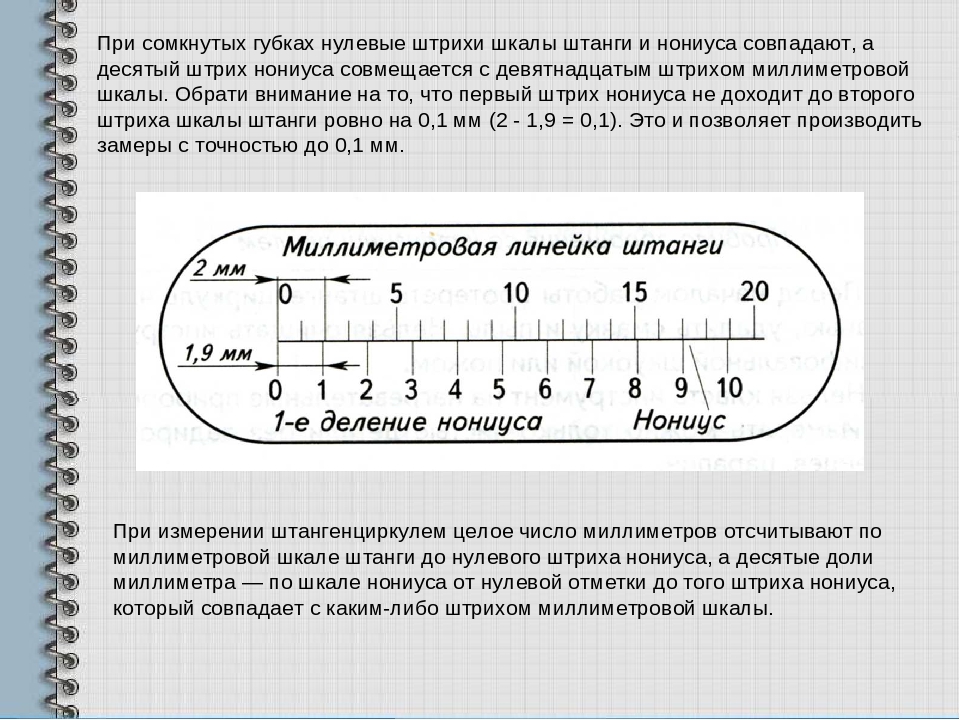 Если взять за пример простую чашку, которая имеет ровную цилиндрическую форму, то такой штангенциркуль может измерить как внутренний диаметр, так и внешний. Важно отметить, что плоские измерительные губки позволяют произвести замер крайних точек поверхности, при условии, что она достаточно плоская.
Если взять за пример простую чашку, которая имеет ровную цилиндрическую форму, то такой штангенциркуль может измерить как внутренний диаметр, так и внешний. Важно отметить, что плоские измерительные губки позволяют произвести замер крайних точек поверхности, при условии, что она достаточно плоская.
Штангенциркули для шероховатых внутренних и внешних границ объектов
Но что делать, если поверхность ребристая, а нам нужно знать диаметр, который находится внутри ребер? Плоскими губками туда не добраться. Для таких случаев есть решение. С обратной стороны от плоских, некоторые штангенциркули имеют заточенные губки. Это еще один вид штангенциркулей. Острые измерительные губы чем-то похожи на два острия лезвий, которые точно попадают друг на друга. Конечно, не такие острые, как настоящие лезвия, но с ними все же нужно быть аккуратнее. Всё-таки это инструмент.
Штангенциркули для измерения глубины
Обычно, отдельных штангенциркулей для таких измерений нет. Измерение глубин — это дополнительный функционал.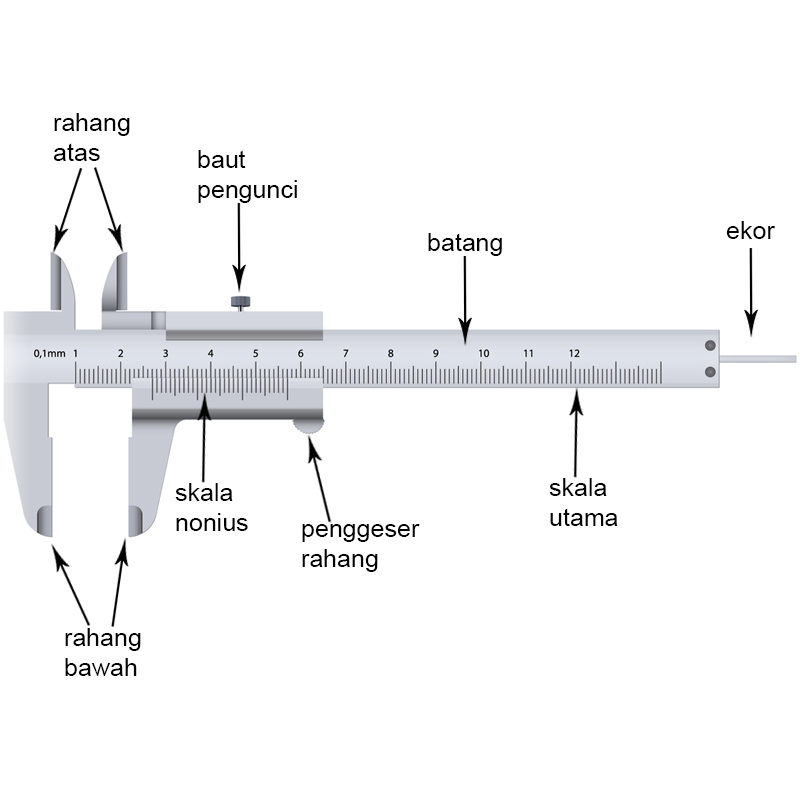
Более продвинутые штангенциркули имеют в своем арсенале еще и линейку-глубиномер. Это ровный металлический отрезок, на котором никаких делений нет. Вместо этого, они есть на подвижной измерительной рамке. На ней-то и нужно смотреть значения. Линейка-глубиномер предназначен для точного измерения глубины объекта. Максимальная глубина ограничена длиной основной штанги со шкалой.
Штангенциркули бывают разной длины. На нашем примере, полезная длина штангенциркулей составляет 16 и 22 см. Обратите внимание, что на шкале есть обозначения до 20 см и 30 см, но, сделать измерения более массивных объектов мешает передвижная рамка.
Какая точность измерений?
Чтобы понять, с какой точностью штангенциркуль может измерять, необходимо найти соответствующую информацию. Обычно она наносится на основной штанге, либо подвижной рамке. В разных вариациях, штангенциркули имеют разную точность. Штангенциркули, которые представлены на рисунках имеют точность до 0,05 мм.
Фото 5: кот изучает штангенциркули 200 и 300 мм.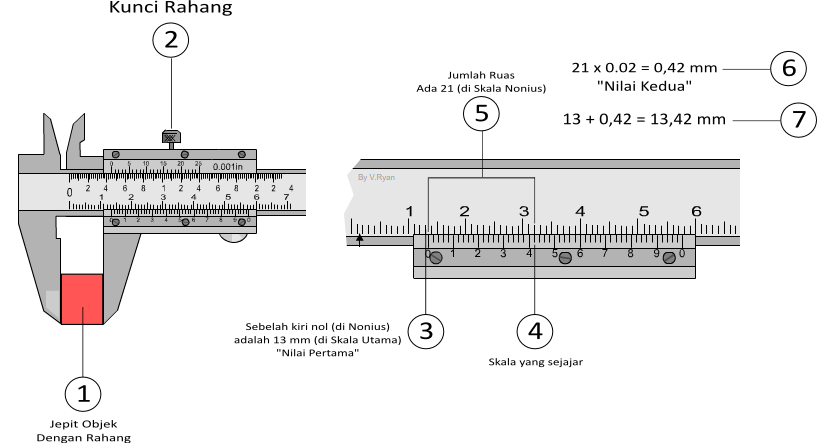
Точность штангенциркуля не стоит путать с погрешностью. Точность — это минимальное расстояние между двумя соседними значениями делений, которое может показать прибор. А погрешность — это на сколько эти показания могут отклонятся от действительных.
Погрешность штангенциркулей, представленных на фото ниже составляет ±0,03 мм
Фото 6: штангенциркули 200 и 300 мм.
Как измерять штангенциркулями: основной принцип
Принцип понимания результатов заключается в следующем:
- цифра «0» на шкале нониуса дает понять какое расстояние вы отмерили (принцип, как на обычной линейке).
- далее, ищем на шкале нониуса деление, которое максимально идеально совпадает с любым делением сверху на шкале штанги.
- после этого ищем цифру, которая стоит перед делением, которое совпало.
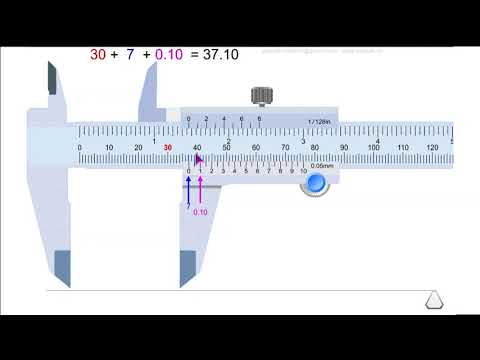
Пример на анимации:
Пример замера определения результата
Учимся измерять штангенциркулем на примере ручки. Мы измерим диаметр ее плоских и ребристых частей.
Берем ручку, помещаем ее между измерительных губок зажимаем ее и смотрим на результат.
Фото 8: результат измерения: 7,9 мм.
Видим, что диаметр ручки 7,9 мм.
Далее измерим диаметр ее ребристых граней. На этот раз размещаем ручку и снова фиксируем ее, но на противоположной стороне, там где размещены острые измерительные губки.
Фото 9: измерение ребристых граней ручки.
Смотрим на результат, и видим, что диаметр составил 8,35 мм
Фото 10: результат измерения: 8,35 мм.
еще раз то же измерение, но с другого ракурса
Фото 11: результат измерения штангенциркулем с другого ракурса (8,35мм)
Как видим — выполнить точное измерение штангенциркулем совсем не сложно, нужно лишь понимание принципа и хорошее зрение. Если у вас возникли вопросы — пишите в комментариях. Мы с радостью на них ответим.
Немного истории
Свое начало этот инструмент берет в 17 веке. Они изготавливались из дерева. Соответственно, имели не очень высокую точность. С развитием машиностроения, когда люди стали нуждатся в более совершенной технике, а инженеры в более точном измерительном приборе — штангенциркули начали изготавливать из металла. Это дало инженерам необходимую точность. Кстати, первые металлические штангенциркули появились в Англии в 18 веке.
С развитием машиностроения, когда люди стали нуждатся в более совершенной технике, а инженеры в более точном измерительном приборе — штангенциркули начали изготавливать из металла. Это дало инженерам необходимую точность. Кстати, первые металлические штангенциркули появились в Англии в 18 веке.
В серийное производство штангенциркули были запущены в 1850 году. Они производились компанией «Brown and Sharpe», которая и по сегодняшний день выпускает измерительные инструменты. А наладил серийное производство Джозеф Браун (1796-1880гг.)
Пожалуйста, оцените нас
Средняя оценка: 4.3/5. Голосов: 4
КАК ПРАВИЛЬНО ПОЛЬЗОВАТЬСЯ ШТАНГЕНЦИРКУЛЕМ
Как пользоваться штангенциркулем, и что это за прибор? Штангенциркуль – измерительный инструмент для определения малых расстояний, глубины, диаметра деталей. Чтобы понять, как им пользоваться, надо внимательно изучить его строение.
Измерения данным прибором получаются с точностью 0,1-0,01 мм. Наружные и внутренние диаметры измеряются широкими нижними и внутренними вспомогательными губками.
Различают такие виды инструмента:
- нониусный;
- циферблатный;
- электронный.
Принцип конструкции у них одинаковый, но вид отсчетного устройства разный.
Строение прибора
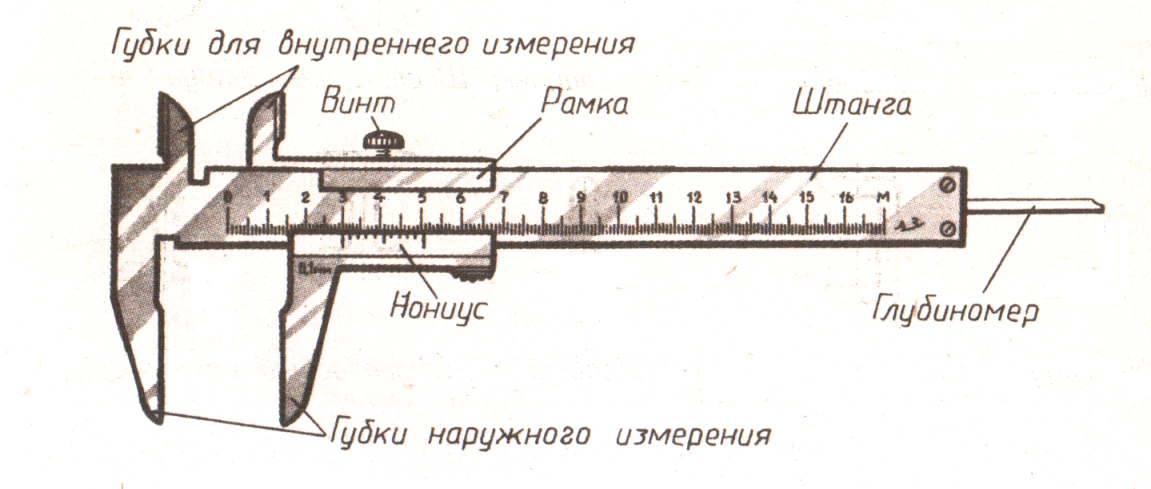
На рисунке 1 изображен штангенциркуль марки ШЦ-1 с нониусом, который имеет такие составные части:
- Штанга.
- Рамка инструмента.
- Шкала делений.
- Внутренние губки.
- Наружные губки.
- Глубинометр.
- Нониус.
- Винт.
Штанга – это измерительная линейка с градацией 1 мм, длина которой 150 мм. То есть максимальный размер измеряемой поверхности не должен превышать 15 см. Но есть и такие штангенциркули, длина штанги которых больше 15 см.
Рамка штангенциркуля подвижная и предназначена для перемещения губок. С помощью рамки их можно расширять или сужать до необходимого размера. Винтом (поз.8) рамку можно фиксировать. Это нужно для того, чтобы после измерения детали не утратить нужное положение рамки.
Малые раздвижные элементы измеряют внутренний размер какой-нибудь полости: внутренний диаметр втулки, внутренний размер между плоскостями сопрягаемых деталей.
С помощью больших раздвижных элементов измеряют наружные размеры изделий: наружный диаметр, длину, ширину, высоту небольших деталей. Для этого губки необходимо развести по обе стороны измеряемой поверхности и плотно сомкнуть.
Глубиномером измеряют глубину изделий. Он представляет собой тонкую выдвижную линейку. Данным приспособлением определяют глубину отверстий, различных выступов, которые трудно измерять стандартными методами.
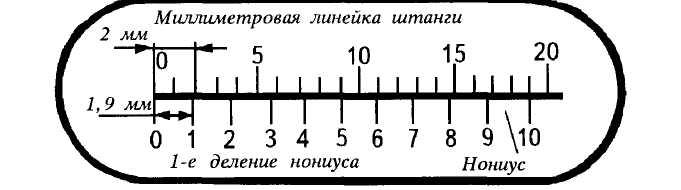
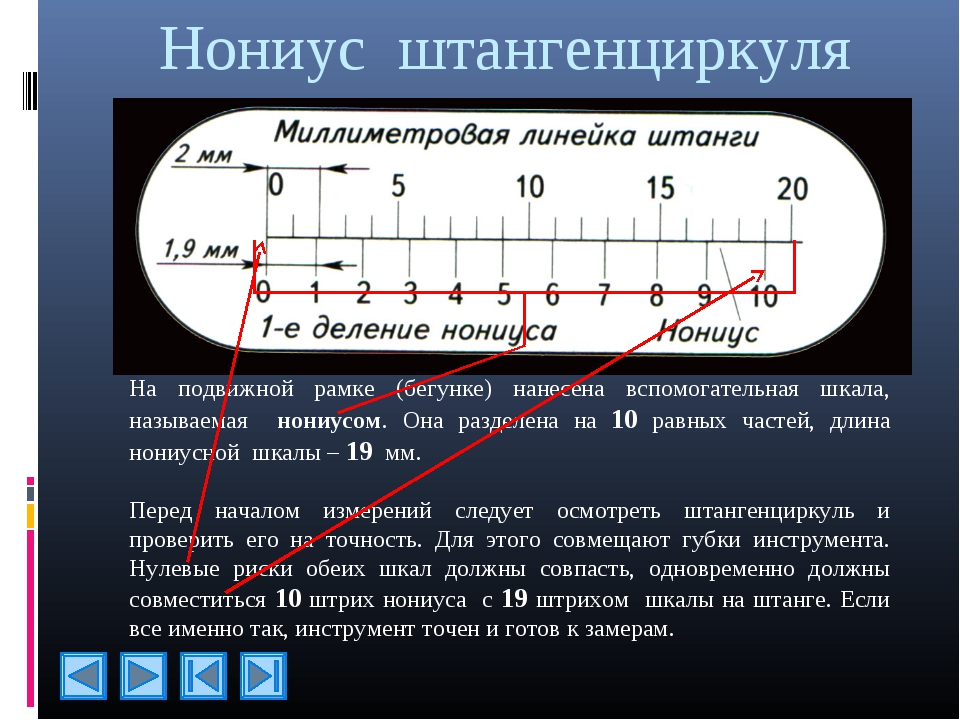
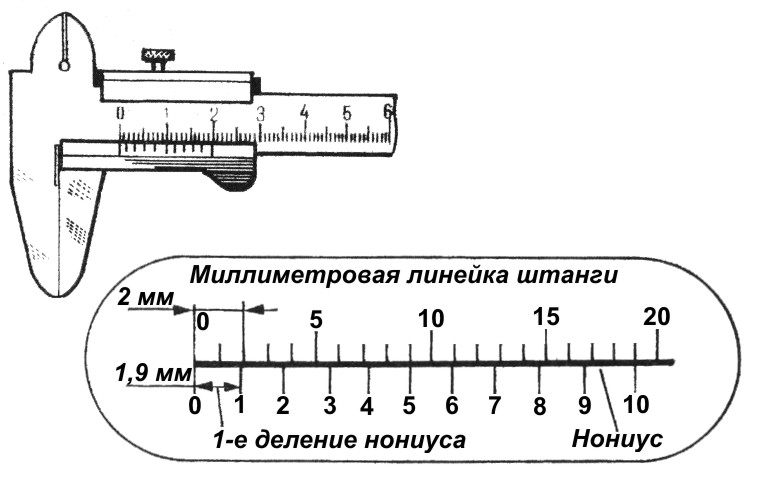
Нониус – это вспомогательная шкала на штангенциркуле. Нониус имеет 10 делений с размером 1,9 мм. Таким образом, общая длина шкалы равна 19 см. Вспомогательную шкалу используют для того, чтобы узнать размер с точностью до 0,1 мм.
Когда пользуемся прибором, следует быть осторожными: инструмент имеет острые края.
Правила пользования измерительным прибором
Прежде чем приступить к измерениям, новый инструмент следует очистить на рабочих поверхностях и проверить его точность. Для этого надо совместить основные губки. При этом должны совпасть начальные отметки двух шкал: неподвижной рабочей, с миллиметровыми делениями и подвижной нониусной.
Для этого надо совместить основные губки. При этом должны совпасть начальные отметки двух шкал: неподвижной рабочей, с миллиметровыми делениями и подвижной нониусной.
Инструкция определения наружных размеров :
- Взять инструмент в правую руку, а деталь – в левую.
- Раздвинуть наружные губки и плотно зажать деталь между ними. Для этого рамку перемещают большим пальцем до нужного раздвижения губок.
- Когда раздвижные части инструмента плотно соприкоснулись с крайними точками измеряемой детали, то данное положение необходимо зафиксировать крепежным винтом.
- Прежде, чем снять результаты показаний, необходимо убедиться в отсутствии перекосов.
- Деталь откладывают в сторону и приступают к считыванию результатов.
Измерения внутренних размеров:
- Сомкнуть внутренние раздвижные части инструмента и поместить в измеряемую полость.
- Развести губки до тех пор, пока они своими наружными краями не коснутся с крайними точками внутренней поверхности детали.
- Данное положение штангенциркуля фиксируют винтом.
- Убирают деталь в сторону и приступают к считыванию результатов.
Чтобы определить глубину отверстия, надо опустить глубиномер в полость отверстия. Наружные губки раздвигают до тех пор, пока глубиномер не упрется в дно поверхности. Это положение фиксируют винтом и приступают к снятию результатов.
Чтобы правильно снять показания, штангенциркуль следует держать прямо перед глазами. Если смотреть на шкалу сбоку, то это приведет к погрешности измерений.
Определение показаний
Определение внешних, внутренних размеров и глубины производят по одному алгоритму.
Значение измерений определяет взаимное расположение двух шкал: основной и нониусной. Поверхность шкалы нониуса имеет скос для лучшего совмещения с основной шкалой.
Для начала следует оценить целое число мм на основной шкале, которое располагается слева от начальной отметки нониуса. Например, если нулевая точка нониуса остановилась между делениями 33 мм и 34 мм, то целое число в мм равно 33.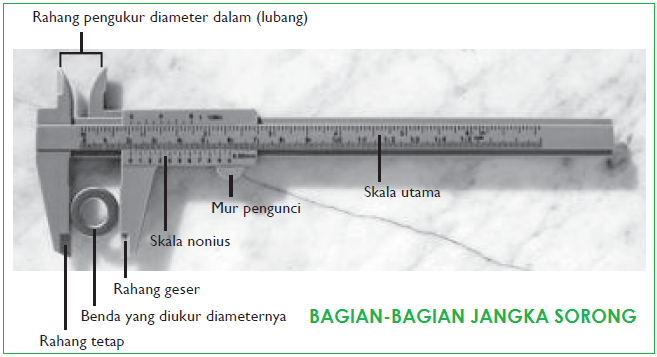
Далее определяют количество десятых долей измерительных единиц. Для этого на шкале нониуса находят штрих, который четко совпадает с какой-либо отметкой на основной шкале. Здесь важно именно точное совпадение! Значение совпадающего штриха на делении нониуса – это десятая часть мм.
Если таких совпадений несколько, то учитывают ту цифру, которая ближе к нулевой точке нониуса. Например: на шкале нониуса два совпадающих штриха: на отметках 3 и 4. Учитывают значение «3».
Складывая целую часть и десятые доли, получают показания измерений. Итак, в описанном примере получаем общий результат измерений: 33,3 мм.
Считывать показания с помощью стрелочного инструмента очень легко. Целое число размера определяют по основному циферблату прибора. На вспомогательном отградуированном циферблате стрелка указывает десятые и даже сотые доли измерительных единиц.
Цифровой прибор – самый простой и удобный. Снятые показания отображаются на дисплее инструмента.
Штангенциркуль – незаменимый прибор в машиностроении и конструировании. С его помощью контролируют точность изготовления деталей.
С его помощью контролируют точность изготовления деталей.
Как определить точность нониуса?
Еще одним фактором, влияющим на уход с рынка ШЦК, стало наличие недорогих и менее прихотливых в эксплуатации ШЦЦ – цифровых или дигитальных (от digital – цифровой) штангенциркулей, в основном китайского производства.
Несколько слов о кнопках на цифровом штангенциркуле. Зеленая вверху – переключатель значений «миллиметры – дюймы». Ремарка: наличие на основной шкале (а также на подвижной рамке) верхней разметки позволяет производить измерения в дюймах, что в общем-то для нас не так уж и актуально. Левая красная кнопка снизу включает и выключает прибор. А вот правая, на наш взгляд, самая интересная кнопка, позволяющая обнулить значение в любом положении губок. Эта функция очень полезна при контроле размера большого числа однотипных деталей, когда номинальный размер выставляется изначально, фиксируется желтой кнопкой, а при замерах мы видим отклонения от него, причем в обе стороны.
Кстати, взаимная проверка точности всех перечисленных типов штангелей, в т.ч. и с разным классом точности измерений, показывает, что даже старые советские инструменты, при условии не убийственных условий эксплуатации, вполне справляются со своей задачей
Важно помнить: наиболее точным значением для наружных размеров будет наименьшее, а для внутренних – наибольшее. Все дело в том, что крайне сложно абсолютно точно позиционировать инструмент при замерах, а искажения дают именно эти неточности
И еще одно: винт фиксации подвижной рамки нужно держать в слегка поджатом состоянии, что предотвратит слишком большой ее люфт на основной штанге. И подводить к детали ее нужно без чрезмерных усилий, которые вынудят этот самый люфт конвертировать в искажение замера.
Штангенциркуль — Википедия. Что такое Штангенциркуль
| Эта статья или раздел описывает ситуацию применительно лишь к одному региону (Россия) , возможно, нарушая при этом правило о взвешенности изложения. 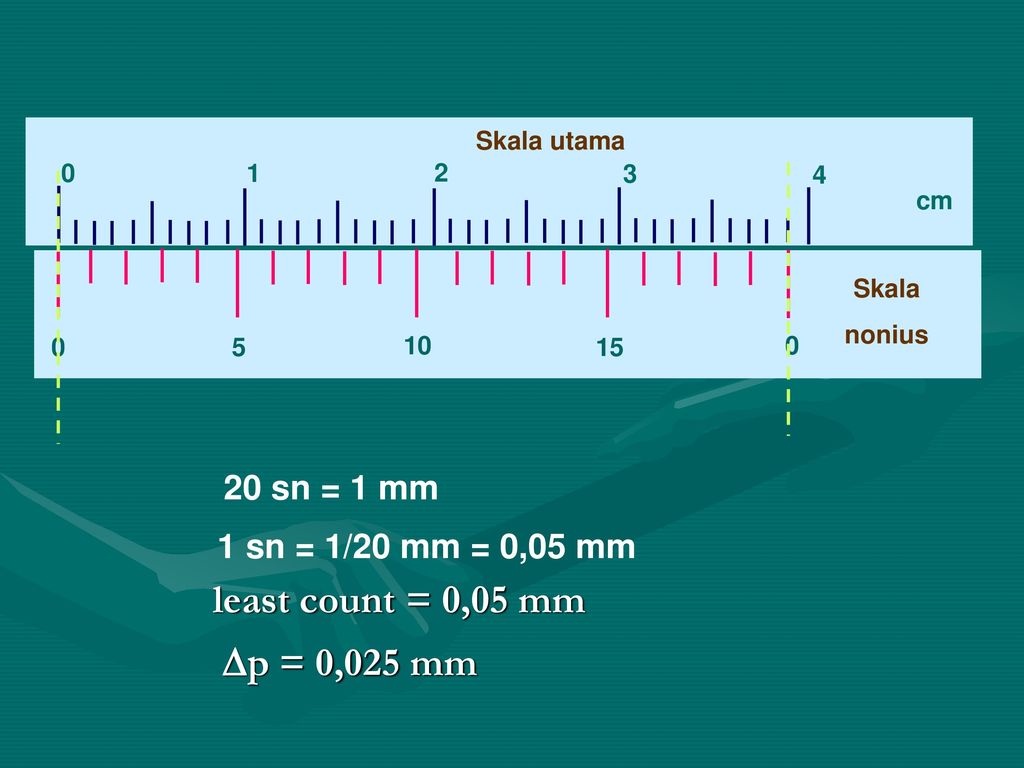 Вы можете помочь Википедии, добавив информацию для других стран и регионов. (Ноябрь 2017) |
Штангенци́ркуль
(от нем. Stangenzirkel) — универсальный инструмент, предназначенный для высокоточных измерений наружных и внутренних размеров, а также глубин отверстий.
Штангенциркуль — один из самых распространённых инструментов измерения благодаря простой конструкции, удобству в обращении и быстроте в работе.
Устройство
Штангенциркуль, как и другие штангенинструменты (штангенрейсмас, штангенглубиномер), имеет измерительную штангу (отсюда и название этой группы) с основной шкалой и нониус — вспомогательную шкалу для отсчёта долей делений. Точность его измерения — десятые/сотые (у разных видов) доли миллиметра. Точность шкалы с нониусом рассчитывается по формуле: цена деления основной шкалы разделить на количество штрихов нониуса.
На некоторых экземплярах штангенциркуля возможно также присутствие в верхней части подвижной рамки шкалы, измеряющей расстояние в дюймах. Нониус такого штангенциркуля дает отсчет в 128-х долях дюйма.
Нониус такого штангенциркуля дает отсчет в 128-х долях дюйма.
Снятие показаний
Измерения штангенциркулем
По способу снятия показаний штангенциркули делятся на:
- нониусные,
- циферблатные — оснащены циферблатом для удобства и быстроты снятия показаний,
- цифровые — с цифровой индикацией для безошибочного считывания.
Порядок отсчёта показаний штангенциркуля по шкалам штанги и нониуса:
- считают число целых миллиметров, для этого находят на шкале штанги штрих, ближайший слева к нулевому штриху нониуса, и запоминают его числовое значение;
- считают доли миллиметра, для этого на шкале нониуса находят штрих, ближайший к нулевому делению и совпадающий со штрихом шкалы штанги, и плюсуют его порядковый номер и цену деления нониуса (цена деления нониуса рассчитывается по формуле: цена деления основной шкалы разделить на количество штрихов нониуса), у наиболее распространенных штангенциркулей шц-1 цена деления нониуса 0.1мм .
- подсчитывают полную величину показания штангенциркуля, для этого складывают отсчет по основной шкале (число целых миллиметров) и отсчет по шкале нониуса (долей миллиметра).
Виды штангенциркулей
Штангенциркули по ГОСТ 166-89:
- ШЦ-I
— штангенциркуль с двусторонним расположением губок для измерения наружных и внутренних размеров и с линейкой для измерения глубин. - ШЦК
— (штангенциркуль с круговой шкалой). В выемке штанги размещена рейка, с которой сцеплена шестерёнка головки, поэтому показания штангенциркуля, отвечающие положению губок, читают по шкале штанги и круговой шкале головки по положению стрелки. Это значительно проще, быстрее и менее утомительно для исполнителя, чем чтение отсчёта по нониусу; - ШЦТ-I
— с односторонним расположением губок, оснащённых твёрдым сплавом для измерения наружных размеров и глубин в условиях повышенного абразивного изнашивания. - ШЦ-II
— с двусторонним расположением губок для измерения наружных и внутренних размеров и для разметки. Для облегчения последней оснащён рамкой микрометрической подачи. - ШЦ-III
— с односторонним расположением губок для измерения наружных и внутренних размеров.
- ШЦЦ
— с цифровой индикацией (электронный).
Уход
В условиях активной работы со штангенциркулем рекомендуется протирать его салфеткой, смоченной в водно-щелочном растворе, затем вытирать насухо, а по окончании работ — укладывать в чехол. Желательно не допускать при эксплуатации грубых ударов или падения инструмента во избежание изгибов штанги, а также царапин на измерительных поверхностях или их трения об измеряемую деталь.
Порядок поверки штангенциркулей определён ГОСТ 8.113-85.
3.3.3 Определение погрешности штангенциркулей
История создания штангенциркуля и интересные факты про него
Погрешность штангенциркулей определяют по концевым мерам длины. Блок концевых мер длины помещают между измерительными поверхностями губок штангенциркуля. Усилие сдвигания губок должно обеспечивать нормальное скольжение измерительных поверхностей губок по измерительным поверхностям концевых мер длины при отпущенном стопорном винте рамки. Длинное ребро измерительной поверхности губки должно быть перпендикулярно к длинному ребру концевой меры длины и находиться в середине измерительной поверхности.
В одной из поверяемых точек погрешность определяют при зажатом стопорном винте рамки, при этом должно сохраняться нормальное скольжение измерительных поверхностей губок по измерительным поверхностям концевых мер.
У штангенциркулей со значением отсчета по нониусу 0,05 мм, выпускаемых из производства, погрешность определяют в шести точках; допускается определять погрешность в трех точках при условии отклонения от прямолинейности базовой поверхности штанги, по которой базируется рамка, не более 0,02 мм. У штангенциркулей со значением отсчета по нониусу 0,1 мм, выпускаемых из производства, погрешность определяют в трех точках.
У штангенциркулей, выпускаемых из ремонта и находящихся в эксплуатации, погрешность определяют в трех точках, равно- мерно расположенных по длине штанги и нониуса.
Погрешность определяют при помощи разметочных губок у штангенциркулей типа ШЦ-Н одновременно с определением погрешности измерительных губок в трех точках, равномерно расположенных по длине штанги и нониуса.
При поверке штангенциркулей класса точности 1 со значением отсчета по нониусу 0,1 мм несовпадение штрихов основной шкалы и шкалы нониуса, соответствующих действительному размеру блока мер, измеряют при помощи микроскопа.
Несовпадение штрихов равно погрешности штангенциркуля в поверяемой точке.
Погрешность штангенциркулей, выпускаемых из ремонта и находящихся в эксплуатации, на участке шкалы свыше 500 мм допускается определять микрометрическими нутромерами по ГОСТ 10-75.
Погрешность для каждой пары губок не должна превышать значений, установленных в таблице 3.
Одновременно проверяют нулевую установку штангенциркуля.
Для штангенциркулей типов ШЦ-I и ШЦТ-I при сдвинутых до соприкосновения губках смещение штриха нониуса должно быть в плюсовую сторону. Смещение нулевого штриха определяют при помощи концевой меры длиной 1,05 мм, которую перемещают между измерительными поверхностями губок. При этом показание штангенциркуля должно быть не более 1,1 мм.
Для штангенциркулей типов ШЦ-I и ШЦТ-I класса точности 2, выпускаемых из ремонта находящихся в эксплуатации, допускается смещение нулевого штриха нониуса до минус 0,1 мм при сдвинутых до соприкосновения губках.
При определении погрешности штангенциркуля результаты измерения следует занести в таблицу 3.
Таблица 3 – Обработка результатов измерения
| Размер блока плоскопараллельных концевых мер длины Хб | 1,2 мм | 21,50 мм | 134 мм |
| Отсчет по шкале штангенциркуля Хш | |||
| Разность значений Хб-Хш |
Наибольшее значение (по модулю) разности (Хб – Хш) принимается за основную погрешность штангенциркуля. Результаты поверки записываются в таблицу 4. Затем оформляется паспорт на средство измерения.
Таблица 4 – Результаты поверки штангенциркулей
| № | Наименование операции | Допускаемое значение | Результат поверки |
| 1 | Внешний осмотр | ||
| 2 | Опробование | ||
| 3 | Определение отклонения от и прямолинейности измерительных поверхностей губок | ||
| 4 | Определение отклонения от плоскостности плоских измерительных поверхностей губок | ||
| 5 | Определение погрешности штангенциркуля |
Контрольные вопросы
1. Назначение и принцип действия инструмента.
Назначение и принцип действия инструмента.
2. Какие погрешности могут появиться при измерении штангенциркулем?
3. Как снимать отчет по нониусу?
При изучении практической работы рекомендуется использовать следующие учебники и документы:
1. И. И. Балонкин, А. К. Кутай. Точность и производственный контроль в машиностроении. — М.: Машиностроение. 1983.
2. А. С. Васильев. Основы метрологии и технические измерения. М: Машиностроение. 1996.
3. ГОСТ 166 — 89 (СТ СЭВ 704 — 77, СТ СЭВ 1309 – 78, ИСО 35РТ — 78 ) «ГСИ. Штангенциркули. Технические условия».
4. ГОСТ 8.113 – 84 «ГСИ. Методы и средства поверки штангенциркулей».
Штангенциркуль Википедия
| Эта статья или раздел описывает ситуацию применительно лишь к одному региону (Россия) , возможно, нарушая при этом правило о взвешенности изложения. Вы можете помочь Википедии, добавив информацию для других стран и регионов. (Ноябрь 2017) |
Штангенци́ркуль
(от нем. Stangenzirkel) — универсальный измерительный прибор, предназначенный для высокоточных измерений наружных и внутренних линейных размеров, а также глубин отверстий.
Stangenzirkel) — универсальный измерительный прибор, предназначенный для высокоточных измерений наружных и внутренних линейных размеров, а также глубин отверстий.
Штангенциркуль — один из самых распространённых приборов измерения благодаря простой конструкции, удобству в обращении и быстроте в работе. Является подвидом штангениструмента, к которому относятся также штангенрейсмас, штангенглубиномер и другие.
Устройство
Штангенциркуль, как и другие штангенинструменты, имеет измерительную штангу (отсюда и название этой группы) с основной шкалой и нониус — вспомогательную шкалу для отсчёта долей делений. Точность его измерения — десятые или сотые (у разных видов) доли миллиметра. Точность шкалы с нониусом рассчитывается по формуле: цена деления основной шкалы разделить на количество штрихов нониуса.
На некоторых экземплярах штангенциркуля возможно также присутствие в верхней части подвижной рамки шкалы, измеряющей расстояние в дюймах. Нониус такого штангенциркуля даёт отсчёт в 1/128 дюйма.
Снятие показаний
Измерения штангенциркулем
По способу снятия показаний штангенциркули делятся на:
- нониусные;
- циферблатные — оснащены циферблатом для удобства и быстроты снятия показаний;
- цифровые — с цифровой индикацией для безошибочного считывания.
Порядок отсчёта показаний штангенциркуля по шкалам штанги и нониуса:
- считают число целых миллиметров, для этого находят на шкале штанги штрих, ближайший слева к нулевому штриху нониуса, и запоминают его числовое значение;
- считают доли миллиметра, для этого на шкале нониуса находят штрих, ближайший к нулевому делению и совпадающий со штрихом шкалы штанги, и прибавляют его порядковый номер и цену деления нониуса (цена деления нониуса рассчитывается по формуле: цена деления основной шкалы разделить на количество штрихов нониуса), у наиболее распространенных штангенциркулей ШЦ-1 цена деления нониуса — 0,1 мм.
- подсчитывают полную величину показания штангенциркуля, для этого складывают отсчёт по основной шкале (число целых миллиметров) и отсчёт по шкале нониуса (долей миллиметра).

Конструкция штангенциркуля
Разобраться в особенностях конструкции этого устройства необходимо для того, чтобы понять, как правильно им пользоваться. Состоит штангенциркуль из следующих деталей.
- Неподвижная планка или линейка (штанга). Она представляет собой основу конструкции. На неё нанесена шкала.
- Подвижная планка, которая может перемещаться вдоль по штанге. На этой планке имеется нониусная шкала. Она позволяет получить очень точные промеры, а именно отсчитывает доли миллиметра.
- Верхние и нижние губки. Это передвигающиеся детали, позволяющие измерять объект, и узнать размеры и снаружи, и внутри. Когда губки точно совмещены, на обеих шкалах должны точно совпадать нулевые отметки.
- Винт стопорный или зажимный. Он требуется для фиксации планки.
- Глубиномер. Тонкая выдвигающаяся планка, при помощи её измеряется глубина. Электронные измерительные устройства оснащены также аккумуляторами, передвижным механизмом.
Кроме того, существуют модели, в верхней части которых имеется подвижная дюймовая измерительная шкала. Пользоваться ими легко и удобно.
Пользоваться ими легко и удобно.
Как пользоваться штангенциркулем с точностью 0,1 мм
Для того чтобы устройство всегда работало исправно и проводило точные измерения, вам нужно соблюдать все необходимые условия хранения. Передвижную часть смазывайте машинным маслом, чтобы губки двигались плавно и без больших усилий. Во время работы соблюдайте технику безопасности, так как края губок острые, – неопытный человек может ими пораниться. Они специально сделаны такими, чтобы делать разметку.
Храните штангенциркуль в месте, где не будет лишней пыли, мусора, стружки и прочих элементов, которые могут забиться в механизм. В последнее время производители продают эти инструменты вместе с футлярами. Они защищают устройства от влаги, грязи и пыли.
Если же грязь или влага все-таки добрались до штангенциркуля, то его необходимо прочистить.
Так как измерения могут проводиться в разных местах с разными условиями и некоторые символы или цифры могут просто исчезнуть под слоем пыли или грязи, то перед началом работы и после её окончания протирайте лицевую часть устройства, где можно увидеть цифры и где происходит замер с помощью губок.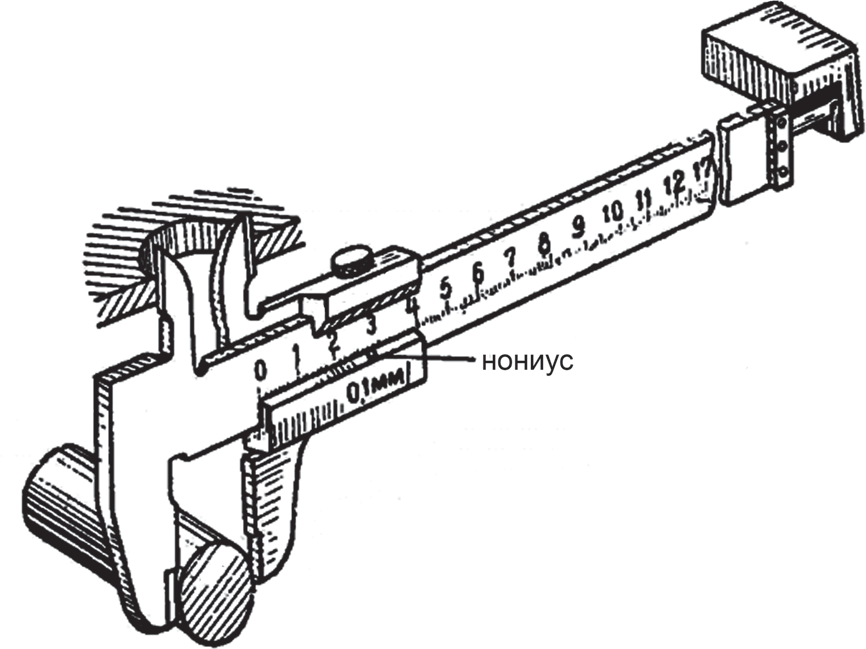 Во время работы следите за тем, чтобы все губки держались плотно и не расшатывались. Главным достоинством штангенциркуля является то, что он может дать показания с точностью до тысятичных миллиметра, поэтому перекос губок может повлиять на правильность измерений.
Во время работы следите за тем, чтобы все губки держались плотно и не расшатывались. Главным достоинством штангенциркуля является то, что он может дать показания с точностью до тысятичных миллиметра, поэтому перекос губок может повлиять на правильность измерений.
Если же губки шатаются из-за способа замера, а не из-за самого устройства, то их можно подтянуть с помощью стопорного винта. Он находится сверху штангенциркуля и по форме напоминает маленькое колесо. Его нужно выкрутить так, чтобы губки соприкасались с измеряемой деталью или поверхностью максимально плотно.
Из чего состоит измерительный инструмент — знакомимся с устройством
Рассматриваемый инструмент имеет простую конструкцию, что упрощает особенности его эксплуатации. С помощью штангенциркуля можно измерять размеры любых деталей, заготовок и элементов. Конструкция этого незамысловатого прибора включает в себя следующие составляющие:
- Линейка измерительная — это основная составляющая рассматриваемого прибора, которая еще также называется штангой.
 На штанге с одной стороны имеется шкала, разметка которой составляет 1 мм. Длина измерительной линейки зависит от модели штангенциркуля. Стандартными считаются приборы, имеющие длину 150 мм, но есть устройства меньше и больше, которые предназначены специально для измерения мелких деталей и наоборот, только для крупных заготовок
На штанге с одной стороны имеется шкала, разметка которой составляет 1 мм. Длина измерительной линейки зависит от модели штангенциркуля. Стандартными считаются приборы, имеющие длину 150 мм, но есть устройства меньше и больше, которые предназначены специально для измерения мелких деталей и наоборот, только для крупных заготовок - Рамка измерительная — к линейке крепится подвижный элемент, за счет которого и удается выполнять соответствующие измерения. Во внутренней конструкции устройства находится пружинка, которая служит в качестве прижима для рамки. На передней части рамки находится шкала, называемая нониусом, которая является основой при снятии замеров. На этой шкале нанесено 10 делений, которые имеют ширину, равную 1,9 мм. Для фиксации подвижной рамки, в конструкции инструмента предусмотрен зажимной или стопорный винт. Этот винт применяется для того, чтобы не сместилась рамка после проведенного измерения
- Губки неподвижные — это элементы, которые являются частью измерительной линейки.
 Губки имеют открытую и закрытую формы, что дает возможность измерять не только наружные, но и внутренние размеры
Губки имеют открытую и закрытую формы, что дает возможность измерять не только наружные, но и внутренние размеры - Подвижные губки — имеют аналогичную конструкцию с неподвижными, только они являются частью измерительной подвижной рамки. За счет подвижных губок, соприкасающихся с неподвижными, происходит снятие замеров детали
- Линейка глубиномер — это дополнительный элемент, который является частью подвижной рамки. Линейка спрятана внутри инструмента, и выдвигается при перемещении подвижной рамки. Предназначена она для измерения глубины детали
Мало кто знает о том, что штангенциркули бывают разных видов, а вариант, который представлен выше, является самым популярным, простым и недорогим. О том, какие виды штангенциркулей бывают, и чем они отличаются, выясним далее.
Разметка
Обычный штангенциркуль с заостренными мерительными поверхностями справляется с базовыми разметочными операциями. Упирая одну губку в боковину детали, кончиком второй можно нанести черту на перпендикулярную ей поверхность. Линия получается равноудаленной от торца и копирует его форму. Чтобы начертить отверстие, нужно накернить его центр: углубление служит для фиксации одной из губок. Подобным образом можно использовать любой прием начертательной геометрии.
Линия получается равноудаленной от торца и копирует его форму. Чтобы начертить отверстие, нужно накернить его центр: углубление служит для фиксации одной из губок. Подобным образом можно использовать любой прием начертательной геометрии.
Твердосплавные напайки и резцы оставляют заметные царапины на деталях из сталей твердостью выше 60 HRC. Существуют также узкопрофильные штангенциркули, разработанные исключительно для разметки.
Виды штангенциркулей
Прежде чем выяснять, как правильно нужно измерять штангенциркулем, следует разобраться с видами этого измерительного инструмента. Производители выпускают рассматриваемые устройства следующих видов:
- Нониусные — они обозначаются буквами ШЦ, и представляют собой механический измерительный инструмент, который имеет основную шкалу на неподвижной линейке, а также дополнительную на подвижной рамке (в зависимости от модели, на подвижной рамке может быть одна или две шкалы). Нониусными их называют за счет шкалы на подвижной рамке, которая имеет градацию в долях миллиметров.
 Практически у каждого мастера имеются универсальные нониусные штангенциркули, которыми пользоваться легко при наличии знаний, однако они имеют недостаток — большая погрешность
Практически у каждого мастера имеются универсальные нониусные штангенциркули, которыми пользоваться легко при наличии знаний, однако они имеют недостаток — большая погрешность - С циферблатом или стрелочный — обозначаются как ШЦК, а отличаются они от нониусных наличием круглой формы циферблата, который находится на подвижной штанге. Специальный зубчатый механизм передачи усилия позволяет получать точные результаты измерений. По основной разметке происходит определение миллиметров, а доли исчисляются по круговой шкале
- Цифровые или ШЦЦ — на измерительной рамке вместо циферблата расположен цифровой дисплей, отображающий результаты измерений. Если в нониусных и циферблатных устройствах измерения нужно снимать самостоятельно, то в цифровых штангенциркулях соответствующие показатели выводятся на дисплей. Это самые высокоточные и дорогие измерительные инструменты, которые применяются в сферах, где важная высокая точность
Это интересно!
Нониусные штангенциркули являются разборными, что делает их ремонтопригодными в случае заклинивания механизма перемещения.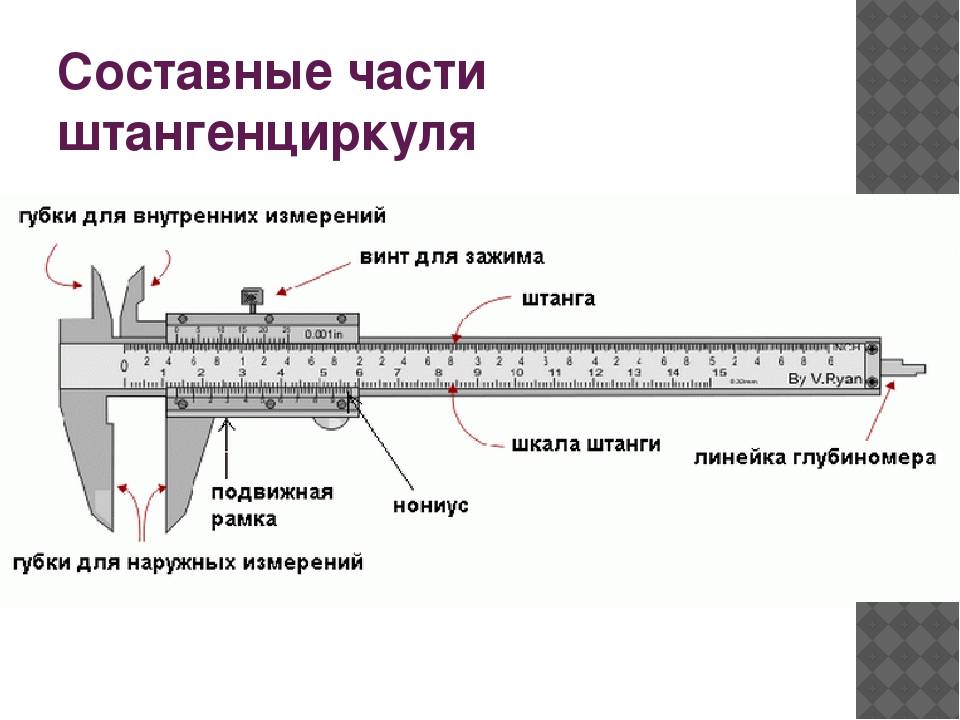 Чтобы не пришлось ремонтировать штангенциркуль, при его эксплуатации необходимо периодически вносить смазочное вещество в конструкцию подвижной части.
Чтобы не пришлось ремонтировать штангенциркуль, при его эксплуатации необходимо периодически вносить смазочное вещество в конструкцию подвижной части.
Нониусные штангенциркули по конструкции и назначению классифицируются на такие виды:
- ШЦ-1 — рабочие или измерительные губки присутствуют с двух сторон, а предназначены они для того, чтобы выполнять измерительные действия внутреннего и наружного диаметра
- ШЦ-2 — губки, которые предназначены для измерений внутренних и наружных диаметров, совмещены, а также имеют одинаковые размеры. Плоские поверхности измерителей расположены внутри, а цилиндрические размещены наружу. С обратной стороны от штанги расположились кромки, которые предназначены для проведения разметочных работ. Эти кромки имеют хорошую заточку. В устройстве приборов типа ШЦ-2 имеется микрометрическая рамка, позволяющая повысить точность проводимых измерений
- ШЦ-3 — имеют одностороннее размещение измерительных губок, а предназначены такие инструменты для проведения измерений при работе с большими деталями и заготовками
Рассматриваемые типы инструментов предназначены для выявления размеров разных деталей — трубы, болты, гайки, провода, арматура и прочие виды заготовок.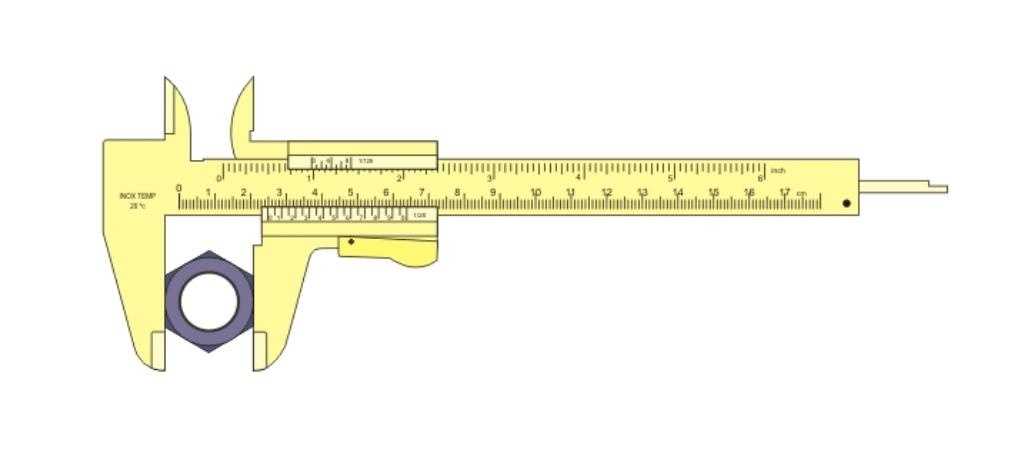 Самыми практичными считаются нониусные модели, а самыми точными — цифровые устройства. Разница в цене между нониусными и цифровыми существенная, поэтому для хозяйства вполне хватает механического штангенциркуля, которым перед применением, нужно научится правильно пользоваться.
Самыми практичными считаются нониусные модели, а самыми точными — цифровые устройства. Разница в цене между нониусными и цифровыми существенная, поэтому для хозяйства вполне хватает механического штангенциркуля, которым перед применением, нужно научится правильно пользоваться.
Эксплуатация штангенциркуля — основные правила и рекомендации
Перед тем, как измерить диаметр трубы или произвести иные измерительные манипуляции, следует выполнить проверку инструмента на пригодность к использованию. Часто на неисправности страдают штангенциркули циферблатного типа. Их достаточно один раз уронить, чтобы они показывали с большой погрешностью или вовсе вышли из строя. Проводить проверку перед измерением нужно любого измерительного инструмента. Принцип проведения проверки следующий:
- Взять в руки инструмент и свести губки вместе. Между соприкасающимися губками просвет должен быть практически незаметным. Если просвет большой, то инструмент непригоден к применению
- При сведении губок вместе, шкала на подвижной рамке и неподвижной линейке должны совпасть.
 Если они не совпадают, то измерения будут неточными
Если они не совпадают, то измерения будут неточными - Очистить прибор от загрязнений при наличии таковых. Если на корпусе инструмента имеются признаки ржавчины, то ее нужно удалить, иначе это повлияет не только на точность измерений, но еще и на работоспособность устройства
Штангенциркуль — это модернизированная линейка, которая позволяет не просто измерять размеры, но еще и получать точные показания. Как необходимо проводить измерения при помощи штангенциркуля, знают далеко не многие. Как пользоваться устройством, учат еще в школе, однако эти знания быстро забываются, особенно если долго не брать в руки прибор или вовсе воспользоваться им в единичном случае.
Как правильно пользоваться штангенциркулем пошаговая инструкция
После проверки инструмента на исправность, можно приступать к проведению измерений. Также рекомендуется перед началом проведения работ убедиться в том, что величина погрешности инструмента является допустимой, в противном случае, понадобится прибор с большей точностью.
Это интересно!
Величина погрешности указывается на самом приборе. Если это механический инструмент, то величина погрешности указывается на подвижной рамке (обычно эта величина составляет 0,05 мм или 0,1 мм). Для циферблатных и цифровых устройств величина погрешности незначительная.
Измерение наружных поверхностей
Если необходимо узнать величину наружной поверхности или простыми словами померять толщину предмета, то необходимо развести губки на необходимую величину, а затем поместить их между измеряемым элементом. Далее губки следует совместить, пока они плотно не соприкоснутся со стенками измеряемой детали, например, это может быть тормозной диск.
Это интересно!
Кстати, именно часто для измерения уровня износа тормозного диска необходимо прибегать к применению штангенциркуля.
Губки должны расположиться строго параллельно поверхности заготовки. Далее можно посчитать получившееся значение. Если видимость шкалы низкая, тогда следует воспользоваться стопорным фиксатором, закрепив положение губок в соответствующем положении.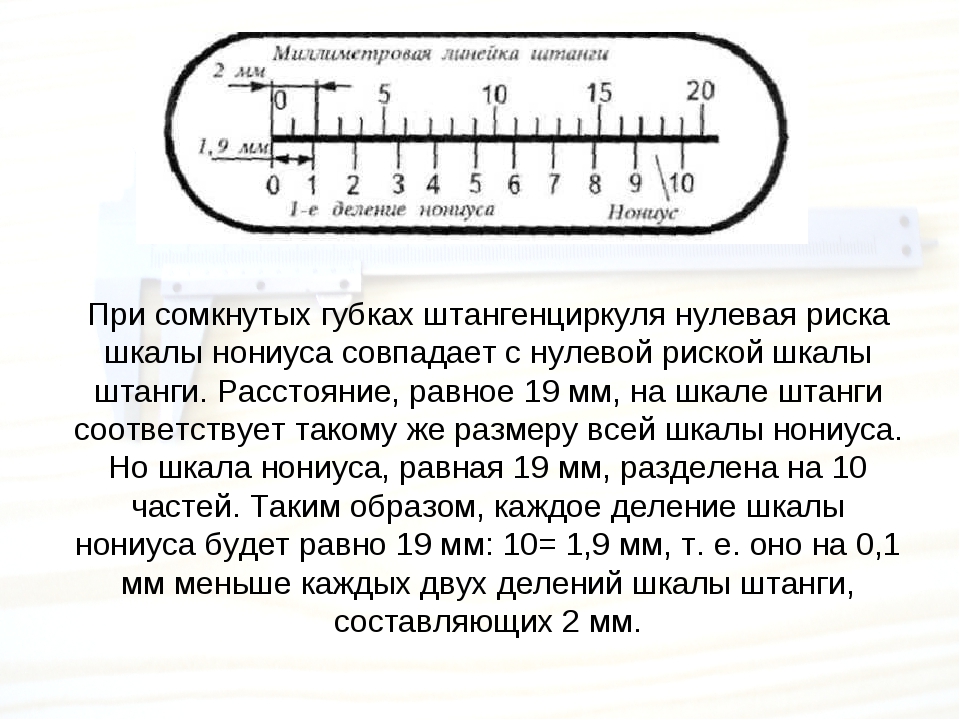
- Деление на основной шкале (неподвижной части), которое совместится с нулевой риской шкалы на подвижной рамке — это показания в миллиметрах
- С измерениями основных показаний проблем никаких не возникает, если только нулевая отметка (штрих) нониуса не останавливается между двумя значениями, например, 23 и 24 мм. В этом случае понадобится посчитать десятые доли измерений. Эти десятые доли мм также подсчитываются, и если нулевое значение нониуса показывает конкретное значение, например, 23 или 24 мм
- Чтобы посчитать десятые доли мм штангенциркулем, следует на нониусной шкале найти штрих, который совпадает с отметкой на основной измерительной шкале. Причем здесь очень важно найти отметки, которые совпадают (совмещены) точно. Совпадающее значение штриха на нониусной шкале — это и есть десятые доли миллиметров
- Если на нониусной шкале совпадает несколько штрихов с основным, то учитывать необходимо именно то значение, которое находится ближе к нулевому показателю
Фото пример проведения измерений нониусным штангенциркулем показан ниже.
После измерений нужно правильно прочитать показания. К примеру, если нулевой штрих разместился между значением 26 и 27, тогда учитывается величина 26 мм. Далее выявляются десятые доли миллиметров. К примеру, штрихи совместились на значении 7 (нониусной шкалы), тогда получаем значение толщины детали, равное 26,7 мм. Как видно на фото выше, ничего сложно при работе с инструментом нет. Аналогичным образом производятся измерения внешних диаметров, например трубы, поршней, колец и т.п.
Это интересно!
Чтобы измерить наружный диаметр трубы, а также кабеля (его сечение жил), сверла, болта, арматуры и прочих подобных заготовок, необходимо охватить губками инструмента измеряемую деталь. После этого произвести необходимые расчеты, определив точное значение размера.
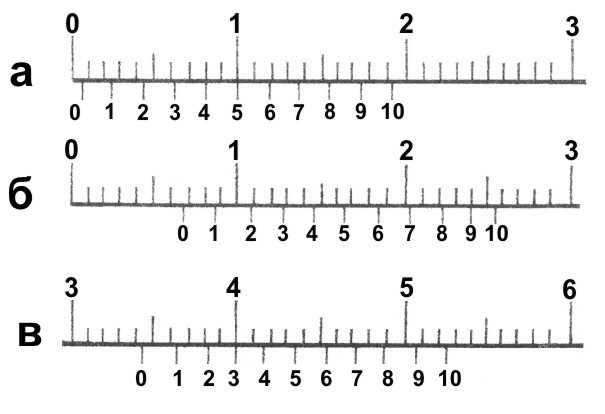
Считывание результатов
По нониусной шкале
Количество целых миллиметров отсчитывается от нулевого деления на рейке до нулевого деления нониуса. Если они не совпадают, то размер содержит доли миллиметра, соответствующие точности инструмента. Чтобы определить их, необходимо на нониусе отсчитать от нуля до штриха, совпадающего с риской на штанге, а затем умножить их количество на цену деления.
Чтобы определить их, необходимо на нониусе отсчитать от нуля до штриха, совпадающего с риской на штанге, а затем умножить их количество на цену деления.
На рисунке 4 показаны размеры: а – 0.4 мм, б – 6.9 мм, в – 34.3 мм. Цена деления нониуса 0.1 мм
По часовому индикатору
Количество целых миллиметров отсчитывают на штанге от нуля до последней риски, не скрытой под рамкой. Доли определяют по индикатору: номер деления, на котором остановилась стрелка, умножают на его цену.
На рисунке 5 показан размер 30.25 мм. Цена деления индикатора 0.01 мм.
По цифровому табло
Здесь считать не нужно, размер отображается на дисплее.
Для определения внутреннего размера, снятого инструментом с радиусными мерительными поверхностями (нижние губки на рис. 3), к показаниям на шкале добавляют их толщину, которая указана на неподвижной губке. Чтобы посчитать наружный размер, снятый штангенциркулем с резцами (рис. 2), их толщину отнимают от показаний на шкале.
Как измерить внутренний диаметр штангенциркулем с циферблатом
Принцип измерения внутреннего диаметра заготовок, например гайки, шайбы, кольца и прочих подобных деталей, заключается в том, что используются другие губки на инструменте, которые расположены в верхней части. При их разведении упоры располагаются не внутри, как при измерении внешних размеров, а снаружи. Принцип измерения следующий:
- В одну руку нужно взять деталь, а во вторую штангенциркуль
- Поместить губки внутри отверстия измеряемой детали. Причем делать это необходимо так, чтобы они расположились в центре заготовки
- Развести их до упора к стенкам заготовки, и зафиксировать результат при помощи стопорного винта
- Далее производятся исчисления. Для нониусного устройства принцип выявления показаний аналогичен, как при измерениях толщины детали. Если используется стрелочный (циферблатный) штангенциркуль, тогда показания определяются следующим способом: целое значение выявляется по основной шкале, как и в случае с нониусным прибором, а десятые и даже сотые доли миллиметров показывает стрелка на циферблате.
 Здесь ничего подсчитывать не нужно, а получение не только десятых, но и сотых долей мм, делает инструмент более точным
Здесь ничего подсчитывать не нужно, а получение не только десятых, но и сотых долей мм, делает инструмент более точным
Если размер отверстия маленький, и губки не удается поместить в нем, тогда необходимо использовать линейку или же маленький штангенциркуль.
Это интересно!
Стрелочные штангенциркули не получили широкой популярности, так как они имеют достаточно чувствительный механизм, который часто выходит из строя при малейших механических воздействиях.Учитывая их высокую стоимость, то проще купить нониусный прибор.
Определение показаний по нониусу
Для определения показаний штангенциркуля необходимо сложить значения его основной и вспомогательной шкалы.
- Количество целых миллиметров отсчитывается по шкале штанги слева направо. Указателем служит нулевой штрих нониуса.
- Для отсчета долей миллиметра необходимо найти тот штрих нониуса, который наиболее точно совпадает с одним из штрихов основной шкалы.
 После этого нужно умножить порядковый номер найденного штриха нониуса (не считая нулевого) на цену деления его шкалы.
После этого нужно умножить порядковый номер найденного штриха нониуса (не считая нулевого) на цену деления его шкалы.
Результат измерения равен сумме двух величин: числа целых миллиметров и долей мм. Если нулевой штрих нониуса точно совпал с одним из штрихов основной шкалы, полученный размер выражается целым числом.
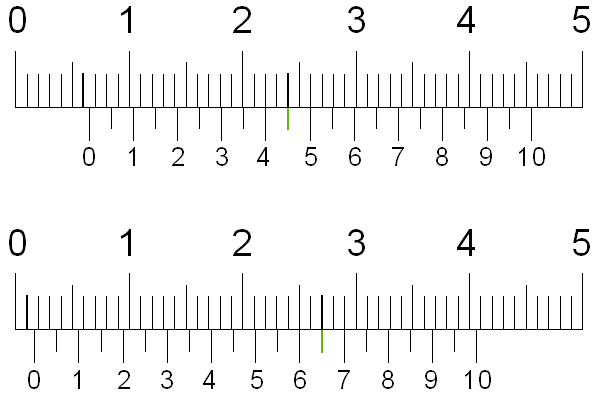
На рисунке выше представлены показания штангенциркуля ШЦ-1. В первом случае они составляют: 3 + 0,3 = 3,3 мм, а во втором — 36 + 0,8 = 36,8 мм.
Нониус с ценой деления 0,05 мм
Шкала прибора с ценой деления 0,05 мм представлена ниже. Для примера приведены два различных показания. Первое составляет 6 мм + 0,45 мм = 6,45 мм, второе — 1 мм + 0,65 мм = 1,65 мм.
Аналогично первому примеру необходимо найти штрихи нониуса и штанги, которые точно совпадают друг с другом. На рисунке они выделены зеленым и черным цветом соответственно.
Как померить глубину цифровым прибором
Рассмотрим особенности измерений глубины штангенциркулем цифрового типа.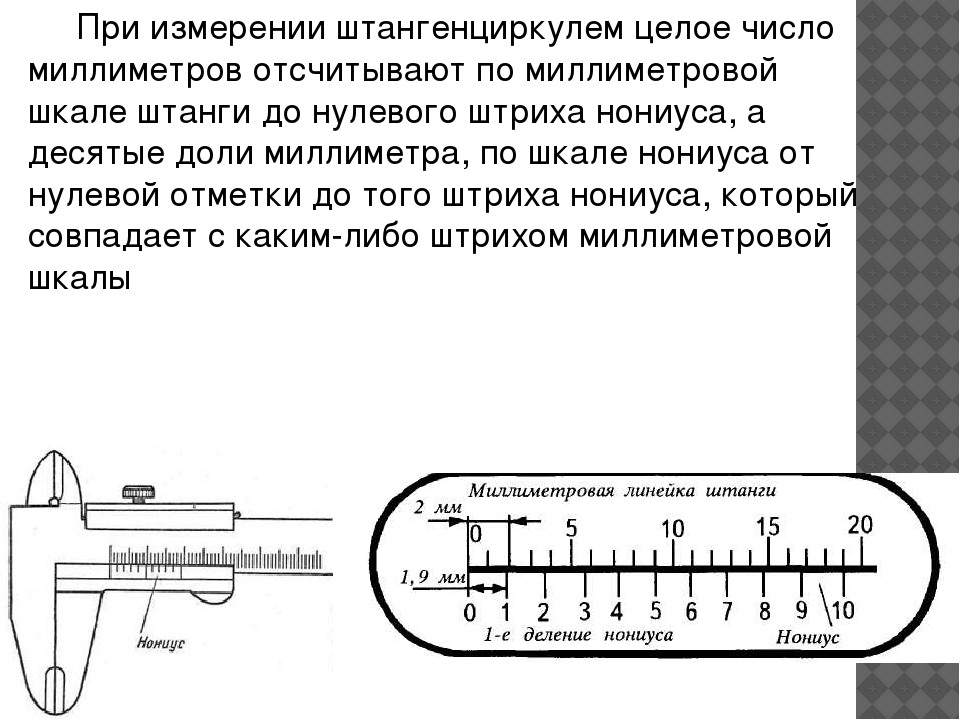 Для этого понадобится выдвижная планка-глубиномер, которая позволяет выявить не только глубину отверстия в детали, но еще и размеры выступов. Принцип измерения следующий:
Для этого понадобится выдвижная планка-глубиномер, которая позволяет выявить не только глубину отверстия в детали, но еще и размеры выступов. Принцип измерения следующий:
- Выдвинуть планку путем перемещения подвижной рамки
- Утопить ее внутри заготовки до соприкосновения торцевой части планки с дном
- Торцевая часть неподвижной части инструмента должна упереться при этом в верхнюю часть заготовки (этот момент нужно учесть обязательно, так как от него зависит точность показаний)
- Произвести соответствующие исчисления по шкале. Если в руках цифровой инструмент, то результаты будут выведены на дисплей автоматически в миллиметрах. Для нониусных и стрелочных приборов отчисления значений выполняется по инструкции, как описано выше
Как пользоваться штангенциркулем, многие не знают, даже если приходится сталкиваться с такой необходимости практически ежедневно. На основании инструкции, необходимо запомнить принцип проведения измерений и правильность отсчета, что позволит получать точные результаты, от которых зависит технологический процесс.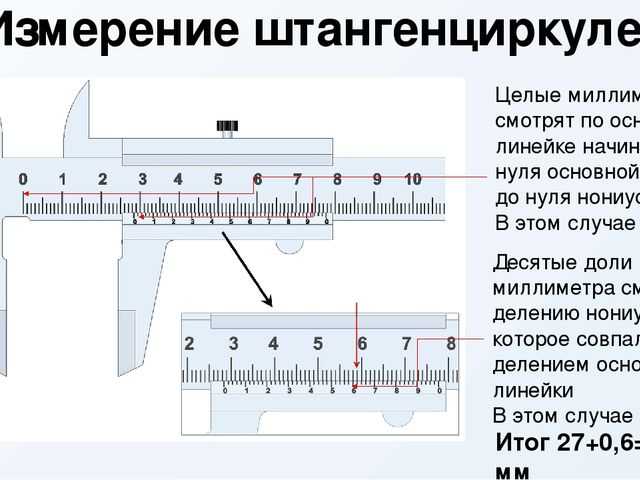 Особенности измерений штангенциркулями показано на видео ниже.
Особенности измерений штангенциркулями показано на видео ниже.
Проверка исправности и подготовка к замеру
Точность измерения любым штангенциркулем зависит от его технического состояния. Проверка метрологических характеристик профессиональных приборов выполняется специалистами соответствующих лабораторий.
Для домашнего мастера подобная операция лишняя. Достаточно при покупке проверить свидетельстве о калибровке и после этого поддерживать свой инструмент в нормальном состоянии.
Однако следует учитывать возможность его падений, ударов и другие непредвиденные случаи. С этой целью важно периодически выполнять три простых правила проверки работоспособности:
- осмотр внешнего состояния;
- проверка нулевого показания;
- оценка качества измерительных поверхностей.
Внешний осмотр
Оценивают «на глаз» качество геометрии всех деталей, чистоту поверхностей, необходимость смазки легкими маслами пазов, состояние шкал и удобство их чтения. Проверяют легкость перемещения подвижных частей.
Проверяют легкость перемещения подвижных частей.
Выявленные мелкие дефекты можно устранить своими руками.
Проверка нулевого показания
Подвижную рамку сдвигают до упора в начальное положение и наблюдают:
- установку обеих шкал на ноль;
- расположение десятого деления нониуса на отметке 19 мм отсчета шкалы штанги (для ШЦ-1 класса точности 0,1, как показано на схеме выше).
Оценка качества измерительных поверхностей
Сдвинутые губки размещают навстречу источнику света и визуально оценивают плотность их прилегания. На картинке выше показана аналогичная проверка одной поверхности эталонным угольником.
Световые лучи проникнут через дефектные щели и укажут их расположение.
Обращают внимание на положение измерителя углублений. Он в сдвинутом состоянии должен находиться в одной плоскости с дальним торцом штанги.
Для этого его выдвигают при установке торца штанги на эталонную плоскость и снимают замер по шкале отсчета.
 Должен быть 0.
Должен быть 0.Как измерить прибором резьбовые соединения
Мало кому известно, но рассматриваемым инструментом можно также измерять резьбу на болтах и прочих крепежных соединениях. Измеряется резьба для того, чтобы подобрать к крепежу соответствующую гайку. Измерения резьбы проводится по ее выступам на болте. Для этого болт (всей длинной) следует зафиксировать между губками, и снять показания.
Чтобы определить значение шага резьбы болтового соединения, понадобится выполнить такие манипуляции:
- Измерить внешний диаметр болта прибором
- Замерить также высоту стержня без учета шляпки
- Посчитать количество витков
- Чтобы узнать шаг резьбы, необходимо полученное значение длины стержня разделить на число витков. К примеру, если длина стержня составляет 20 мм, а количество витков 10 штук, тогда 20/10=2
Иметь в хозяйстве штангенциркуль необходимо каждому мастеру, особенно если выполняется ремонт автомобиля и прочей техники, проводятся сварочные работы или осуществляется монтаж коммуникаций в доме.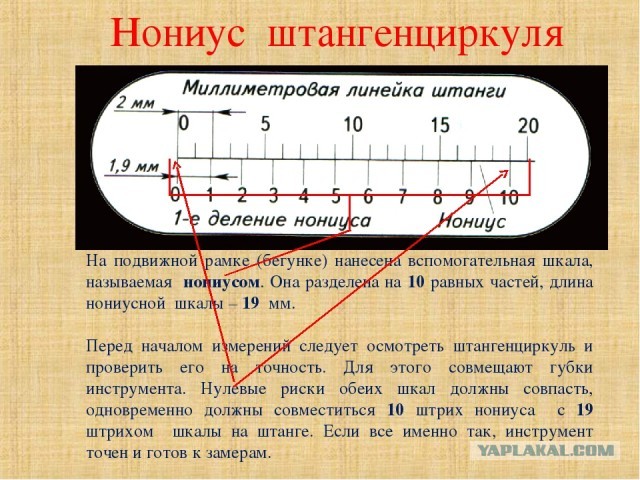 Чтобы инструмент служил долго и качественно, за ним необходим соответствующий уход.
Чтобы инструмент служил долго и качественно, за ним необходим соответствующий уход.
Как штангенциркулем измерить поршень
Не решенным остается вопрос о том, как измерить поршень штангенциркулем. Для начала выясним, для чего же необходимо проводить измерения этой детали. Поршень — это одна из важнейших деталей двигателей внутреннего сгорания. В процессе работы поршень нагревается до предельно высоких температур, а при нагреве металлам свойственно увеличивать — температурное расширение. Это увеличение является незначительным, но оно играет очень важную роль.
Измерять штангенциркулем диаметр поршня нужно для того, чтобы узнать его конусную часть. Конусной зоной называется часть, которая располагается от пальца и до верха. Именно эта часть должна иметь конусную конструкцию, что позволит поршню эффективно работать в системе ДВС. Если поршень имеет одинаковый диаметр по всей длине, то его следует расточить. Зазор между поршнем и стенками цилиндра должен составлять не более 0,045-0,05 мм.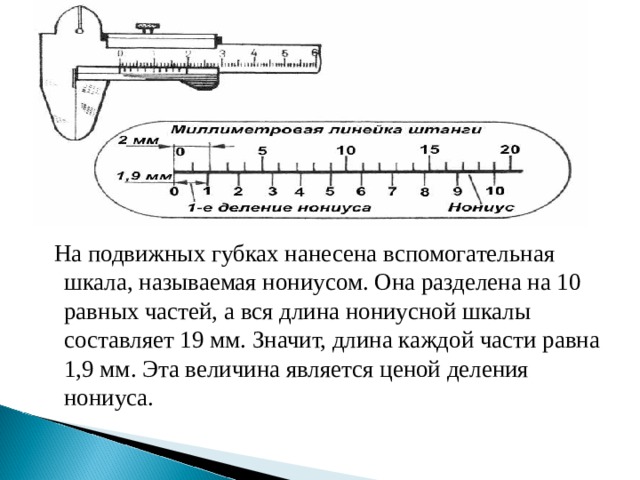 Конусность поршня должна составлять 0,3 мм.
Конусность поршня должна составлять 0,3 мм.
Измерить такие показатели при помощи штангенциркуля практически невозможно, так как требуется высокая точность и низкая погрешность. Для таких целей применяется микрометр, который отличается от штангенциркуля тем, что позволяет измерить размеры с высокой точностью. Если необходимо измерить длину, глубину канавки и прочие параметры, то для этого используется штангенциркуль. Как измерить поршень, используя для этого микрометр, показано на видео ниже.
ШЦК-1
Особенность данной конструкции в поворотном стрелочном индикаторе, имеющем круглую шкалу.
Шкала индикатора имеет цену деления в 0,02 мм. Эти инструменты весьма удобны для проведения регулярных типовых замеров в промышленности. Индикатор хорош тем, что его стрелка отчетливо видна. Это позволяет практически мгновенно контролировать результаты измерений. Также стрелка не скачет, чем отличается от электронных аналогов. Эти инструменты особенно удобны для отделов технического контроля, где часто делают типовые замеры.
Как увеличить срок службы
Разобравшись с тем, как измерять штангенциркулем, надо выяснить еще особенности ухода за инструментом. Изготавливают инструмент из нержавеющей стали, поэтому служить он будет долго. Многие производители экономят на изготовлении, поэтому уже через несколько лет применения прибора на нем возникают некоторые признаки коррозионного воздействия. Чтобы предотвратить появление коррозии на поверхности измерительного прибора, следует хранить его в сухом и теплом месте. Особенно это актуально для приборов с электронным дисплеем, в которых быстро садится элемент автономного питания при хранении устройства с температурными показателями ниже +5 градусов.
Обычно “штангели” продаются совместно с чехлами — пластиковые, деревянные и прочие, которые исключат негативные воздействия на инструмент. Если на прибор попадает пыль, грязь и прочие засорения, то их необходимо удалять, к примеру, продувочным пистолетом. Необходимо также смазывать моторным маслом подвижный элемент, что позволит продлить срок службы устройства.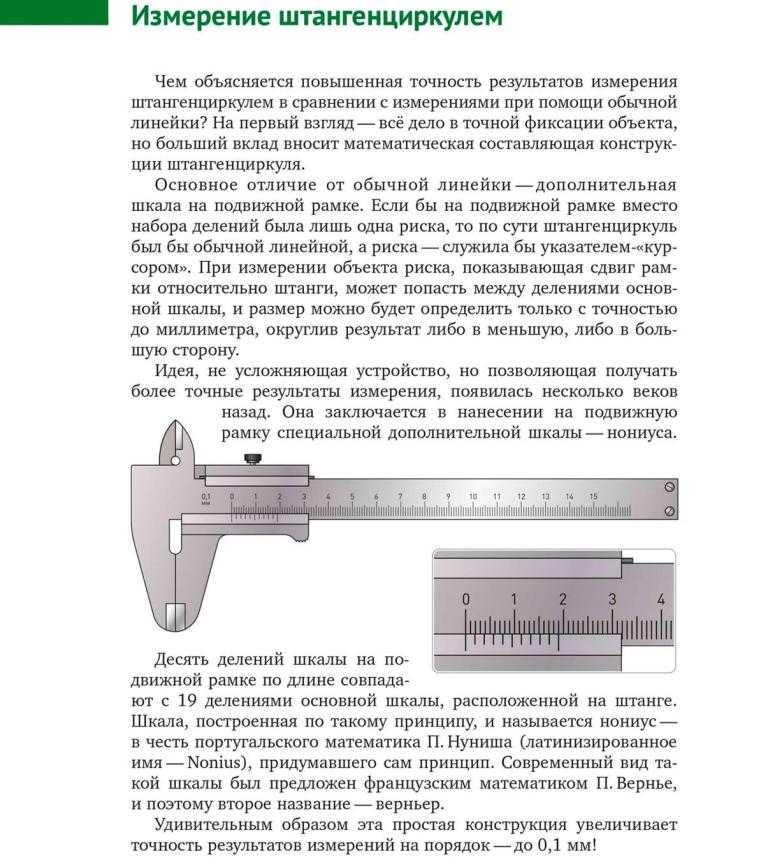 При выборе штангенциркулей нужно учитывать их качество, и не покупать самые дешевые варианты, так как они не только имеют высокую погрешность, но еще и малый срок службы.
При выборе штангенциркулей нужно учитывать их качество, и не покупать самые дешевые варианты, так как они не только имеют высокую погрешность, но еще и малый срок службы.
Инструкция как пользоваться штангенциркулем: видео, фото
Как хранить инструмент
Лучше всего хранить штангенциркуль в специальном кейсе для инструмента. Обычно он защищен специальными прокладками. В этом случае, даже если вы уроните чемоданчик, инструмент не пострадает.
После каждого измерения прибор следует обязательно убирать в коробку
Для профилактического очищения прибор вынимают из кейса, ослабляют зажимы, насколько это возможно, раздвигая лапки, протирая все измерительные и подвижные элементы.
Если у вас остались вопросы по работе с прибором, то следующее видео поможет ответить на них.
Watch this video on YouTube
Предыдущая Бытовая техника Тепловизор для обследования зданий и сооружений: ловим тепло правильно
Следующая Бытовая техника Замена подшипника в стиральной машине: как сэкономить на вызове мастера
Методика поверки
Поверку измерительных инструментов, как и их производство, осуществляют согласно нормам ГОСТа 8. 113-85. Контрольно-измерительные манипуляции проводятся в специальных лабораториях и выполняются на сверхточных станках. Однако выполнить простейшую поверку штангенциркуля можно и в домашних условиях. Для этого инструмент тщательно очищают от грязи, пыли, налипших опилок, металлической стружки и смазочных материалов, после чего насухо вытирают чистой тканью. Затем сводят губки штангенциркуля до упора и смотрят за положением нулевых штрихов.
Если прибор отрегулирован правильно, то риски должны совпадать. В противном случае необходимо обратиться в специализированный центр, где произведут поверку и настройку прибора, на основании которых выдадут свидетельство установленного образца. При регулярном использовании штангенциркуля поверку выполняют не реже одного раза в год. В случае износа металла рабочих губок инструмент становится негоден к дальнейшему использованию и подлежит замене на новый. Для увеличения срока службы прибора необходимо держать его в чистоте, а хранение осуществлять только в чехле или футляре.
Как выбрать штангенциркуль
При выборе и покупке штангенциркуля следует учитывать, какие измерения с его помощью будут производиться, какая точность измерений нужна, и в каких условиях он будет эксплуатироваться.
Наиболее универсальным и простым в применении является инструмент ШЦ-I — механический, точный, надежный и удобный, он всегда готов к работе, позволяет измерять величины вплоть до 300 мм и более, и при этом имеет доступную цену. Если во главу угла ставится удобство работы с инструментом, то отличным выбором может стать покупка циферблатного или электронного штангенциркуля типа I.
Штангенциркули типа II и III — это уже более специализированные инструменты, которые практически не нужны в быту, но незаменимы в других областях. Так, для измерения и выполнения разметки без применения другого инструмента подойдут штангенциркули типа II, а для работы только с плоскими или цилиндрическими деталями лучшим решением станет инструмент типа III. А в тех ситуациях, когда приходится работать по деталям из твердых марок сталей или с абразивными поверхностями, то следует отдать предпочтение штангенциркулю типа Т-1.
Для бытовых нужд достаточно штангенциркуля со значением отсчета 0,1 мм, для профессионального применения лучше использовать инструменты со значением отсчета 0,05, 0,02 или даже 0,01 мм. Однако следует учитывать, что электронные штангенциркули с отсчетом 0,01 мм имеют меньшую точность, чем циферблатные с отсчетом 0,02 и 0,05 мм, поэтому последние хотя и имеют больший отсчет, но в ряде случае обеспечивают лучшую точность измерений.
Что касается диапазона измерений и погрешности, то здесь есть масса вариантов. Для большинства ситуаций достаточно штангенциркуля с диапазоном измерения до 250 или 300 мм, хотя в случае постоянной работы с небольшими изделиями лучше выбрать инструмент с диапазоном измерения до 150 или даже до 125 мм — такой штангенциркуль дает меньшую погрешность и более удобен в работе.
Наконец, необходимо обращать внимание не только на характеристики штангенциркулей, но и на их маркировку, качество и соответствие ГОСТ. Наилучшую точность и надежность измерений обеспечивают инструменты, изготовленные в соответствии со стандартом, на них присутствует соответствующая маркировка
«Безымянные» штангенциркули могут стоить в разы дешевле, но с их помощью нельзя добиться высокой точности измерений, поэтому эта экономия в будущем выльется в новые затраты.
При верном подборе штангенциркуля вы получите надежный инструмент, который позволит решать самый широкий круг задач в различных сферах.
Как измерить расстояние между центрами отверстий?
Измеряем диаметры обоих отверстий, а потом перемычку между отверстиями, прибавив к длине перемычки, величины радиусов обоих отверстий, выясняем межцентровое расстояние.
Замер диаметров
чтобы измерить глубину канавки нам понадобится мостик. В качестве мостика используем подходящую шайбу. Из полученного результата измерений вычтем высоту шайбы и получим глубину канавки.
Измерение диаметра канавки
Применение косвенных замеров поможет, когда измеряемый диаметр превышает рабочий диапазон имеющегося штангенциркуля. Начнем с измерения глубины губок от ребра штанги, назовем ее буквой H.
Снимаем размер губки штангенциркуля
Оперев ребро штанги на поверхность диаметра, сводим губки до касания обеих поверхностей этого диаметра и получаем длину хорды.
Измеряем хорду
А далее используем формулу: D=L²/(4*H)+H Подставляя в неё известные нам числовые значения, находим искомый диаметр.
Эту формулу можно применить для расчётов радиусов секторов. Если вылет штанги будет великоват, его можно уменьшить установкой штанги через мерную прокладку.
Находим радиус сектора
Дальнейший расчет аналогичен предыдущему.
Разновидности инструмента – что значит маркировка?
В быту обычно применяется самый простой нониусный штангенциркуль. Его, как правило, делают из металла. Впрочем, в последнее время несложно приобрести прибор из пластика, твердосплавных композиций и даже из дерева. Более усовершенствованные модели штангенциркулей оснащаются циферблатным механизмом. Его используют вместо нониуса. Инструмент с циферблатом облегчает процесс измерений и дает возможность легко снимать полученные показания.
Максимальную точность измерений обеспечивает самый современный штангенциркуль – электронный. Его также называют цифровым. Он располагает небольшим жидкокристаллическим экраном, на котором показываются результаты проведенных замеров. Достаточно правильно установить и зафиксировать цифровой прибор, чтобы сразу получить все необходимые размеры. Такие приспособления обычно используются в авиа- и машиностроении, для моделирования сложных конструкций и оборудования.
Штангенциркули отечественного производства маркируются по единому принципу. Обозначение прибора описывает его функциональные возможности. Ниже мы приводим маркировку основных видов штангенциркулей:
- ШЦТ-1. Простой механизм с губками на одной стороне. С его помощью можно измерять линейные параметры (внутренние и наружные) и диаметры деталей.
- ШЦ-1. Губки располагаются с двух сторон. ШЦ-1 подходит для высокоточного измерения глубины.
- ШЦК. На этом штангенциркуле нет нониуса, зато установлен циферблатный механизм. Показания на нем определяются стрелкой, которая составляет со штангой одну конструкцию.
- ШЦЦ. Прибор с цифровой индикацией.
Современный электронный штангенциркуль позволяет обеспечить максимальную точность измерений
Добавим, что рассматриваемые механизмы принято делить на средние, большие и маленькие в зависимости от наличия в них дополнительных функций, конструктивных особенностей и размеров. Электронные инструменты удобны в работе, но стоят они ощутимо дороже нониусных и циферблатных. На российском рынке наибольшей популярностью пользуются цифровые штангенциркули следующих моделей: MATRIX 31611, Fit «Digital Caliper», SKRAB 40360, Sсala. Такие приборы имеют стандартную по длине основную шкалу (15 см), обеспечивают точность замеров 0,01–0,05 мм.
Замеры размеров рисунка на протекторах
Как измерить протектор шин, если необходимо оценить степень износа? Поможет глубиномер, которым выполняются измерения по всей образующей протектора шины. Следует учесть, что износ практически всегда неравномерен, и количество замеров должно быть не менее 3…5, причём на равномерно принятых для оценки участках протектора шины. Перед измерениями покрышку следует тщательно очистить от грязи, пыли и фрагментов мелких камней, застрявших внутри.
Иногда требуется решить задачу – как измерить протектор шин штангенциркулем, чтобы определить степень равномерности износа. Этим устанавливается износ шин протектора не только по глубине, но и по радиусу перехода от окружности выступов к окружности впадин. Поступают так. Измеряют глубину рисунка на новом протекторе шины, а затем — линейный размер визуально изменённой зоны на эксплуатировавшейся детали. Разница определит степень износа и поможет принять верное решение о замене колеса.
Все измерения производят глубиномером, который должен быть установлен строго перпендикулярно образующей протектора шины.
Измерение износ протектора колумбиком
Метрическая резьба
Главное отличие резьбы данного типа от подобных ей в том, что только в метрической резьбе угол профиля равняется 60° (существует еще резьба с углом 55° и 47°).
Метрическая резьба используется повсеместно, в том числе в метрическом крепеже. Из-за ее широчайшего применения потребовалось создать внушительное количество разновидностей, чтобы приспособить данную универсальную резьбу под различные ситуации.
Как пользоваться измерительным прибором – простое руководство
Научиться пользоваться штангенциркулем несложно. Далее мы опишем, как производить замеры линейных параметров любых деталей, и дадим несколько важных рекомендаций мастерам-самоучкам, которые впервые держат рассматриваемый прибор в своих руках. Первый шаг перед измерениями – удаление смазки со штангенциркуля, очистка его от пыли.
Затем выполняем проверку инструмента. Нам нужно свести губки на штангенциркуле и удостовериться в том, что между ними нет просвета. Если таковой имеется, прибором пользоваться нельзя. Он не обеспечит требуемую точностью измерений. Также нежелательно использовать инструмент с забоинами, крупными царапинами на шкале, обширными участками коррозии. Аналогичным образом проверяются циферблатные и электронные устройства. О том, что прибор готов к эксплуатации, в таких случаях свидетельствуют:
- ноль на дисплее электронного инструмента;
- стрелка на нуле циферблата.
Первым делом необходимо выполнить проверку инструмента на точность измерений
После проверки можно приступать к измерениям. Смотрим, как узнать внешние линейные параметры детали. Берем штангенциркуль в правую руку, а измеряемое изделие в левую. Устанавливаем деталь между губками. Будьте осторожны! Губки имеют острые края. Есть риск пораниться. Зажимаем губки. Они должны плотно прижать деталь. Если производится замер изделия из мягкого материала, сдавливать губки слишком сильно нельзя. Это может стать причиной получения неточных показаний.
Установленную деталь фиксируем в инструменте винтом. Закручивать его нужно двумя пальцами (большим и указательным)
Очень важно при выполнении замеров следить за ходом рамки. Она обязана двигаться плавно, без рывков при приложении умеренного усилия, сидеть на штанге без покачиваний
Совет: усилие перемещения рамки задавайте фиксирующим винтом. Затем откладываем в сторону деталь и снимаем результаты замера. Здесь тоже есть свои нюансы. Разбираемся на примере. Ниже даны показания на простом нониусном инструменте ШЦ-1.
Устанавливаем штангенциркуль прямо перед глазами. Снимаем показания на основной шкале, отсчитывая целые миллиметры слева направо, ориентируясь на нулевой штрих нониуса. Затем определяем доли миллиметра. Нам требуется найти на нониусе штрих, который максимально точно совпадает с каким-либо штрихом главной шкалы. Далее сложнее. Снятое показание мы умножаем на цену деления шакалы нониуса (она указывается в паспорте к конкретному штангенциркулю). Осталось лишь сложить два полученных числа, чтобы получить максимально точные размеры предмета.
В верхней части рисунка показания основной шкалы равняются 3 см, а дополнительной – 0,3 (третий штрих умножили на цену деления 0,1 мм). В итоге получаем линейные размеры 3,3 мм. На нижней части целые миллиметры – 36, снятые с нониуса – 0,8. В итоге – 36,8. В случаях, когда один из штрихов главной шкалы совпадает с нулем дополнительной, размер детали будет описываться целым (без долей) числом.
По такому же принципу измеряем внутренние размеры изделия, используя соответствующие губки. Глубину детали определяем аналогично. Вставляем глубиномер в исследуемое изделие, раздвигаем губки (они должны упереться в поверхность), считываем результаты замера. После завершения измерений обязательно разбираем штангенциркуль, обезжириваем его, ослабляем зажим губок и раздвигаем их. Если в ближайшие несколько месяцев прибором пользоваться не планируем, обрабатываем его поверхность любым антикоррозионным составом. Так мы исключим вероятность появления ржавчины на штангенциркуле.
Эксплуатация штангенциркуля — основные правила и рекомендации
Перед тем, как измерить диаметр трубы или произвести иные измерительные манипуляции, следует выполнить проверку инструмента на пригодность к использованию. Часто на неисправности страдают штангенциркули циферблатного типа. Их достаточно один раз уронить, чтобы они показывали с большой погрешностью или вовсе вышли из строя. Проводить проверку перед измерением нужно любого измерительного инструмента. Принцип проведения проверки следующий:
- Взять в руки инструмент и свести губки вместе. Между соприкасающимися губками просвет должен быть практически незаметным. Если просвет большой, то инструмент непригоден к применению
- При сведении губок вместе, шкала на подвижной рамке и неподвижной линейке должны совпасть.
 Если они не совпадают, то измерения будут неточными
Если они не совпадают, то измерения будут неточными - Очистить прибор от загрязнений при наличии таковых. Если на корпусе инструмента имеются признаки ржавчины, то ее нужно удалить, иначе это повлияет не только на точность измерений, но еще и на работоспособность устройства
Штангенциркуль — это модернизированная линейка, которая позволяет не просто измерять размеры, но еще и получать точные показания. Как необходимо проводить измерения при помощи штангенциркуля, знают далеко не многие. Как пользоваться устройством, учат еще в школе, однако эти знания быстро забываются, особенно если долго не брать в руки прибор или вовсе воспользоваться им в единичном случае.
Устройство инструмента
Как научиться пользоваться штангенциркулем? Для начала – ознакомиться с его устройством. Более всего востребуемый производством ручной штангенциркуль двухстороннего типа, с линейной измерительной системой состоит из следующих конструктивных элементов:
- Измерительной штанги, где имеется шкала с делениями, точность которых соответствует классу инструмента.
- Измерительной рамки, скользящей в направляющих штанги. Как пользоваться нониусом штангенциркуля? На нижней контрольной поверхности рамки нанесены деления нониуса, по которому определяется мантисса измеряемой величины: значение размера после запятой. Например, при замере длины в 13,9 мм при точности II класса, показание «13» будет снято с основной шкалы, а показание «0,9» — с нониуса. Для удобства использования рамка снабжена рифлёным выступом в своей нижней правой части.
Все контактные кромки штанги, направляющих, рамки и нониуса тщательно шлифуются в размер, с точностью, на порядок выше той, с которой действует штангенциркуль.
При особых требованиях к конструкции могут предусматриваться и другие элементы. Вспомогательные измерительные поверхности (а, следовательно, и узлы) необходимы, если выполняются разметочные операции, определение размеров уступов, ступенчатых частей конструкций и пр. Иногда в инструмент встраивается микрометрическая подача рамки.
Определение показаний по нониусу
Для определения показаний штангенциркуля необходимо сложить значения его основной и вспомогательной шкалы.
- Количество целых миллиметров отсчитывается по шкале штанги слева направо. Указателем служит нулевой штрих нониуса.
- Для отсчета долей миллиметра необходимо найти тот штрих нониуса, который наиболее точно совпадает с одним из штрихов основной шкалы. После этого нужно умножить порядковый номер найденного штриха нониуса (не считая нулевого) на цену деления его шкалы.
Результат измерения равен сумме двух величин: числа целых миллиметров и долей мм. Если нулевой штрих нониуса точно совпал с одним из штрихов основной шкалы, полученный размер выражается целым числом.
На рисунке выше представлены показания штангенциркуля ШЦ-1. В первом случае они составляют: 3 + 0,3 = 3,3 мм, а во втором — 36 + 0,8 = 36,8 мм.
Нониус с ценой деления 0,05 мм
Шкала прибора с ценой деления 0,05 мм представлена ниже. Для примера приведены два различных показания. Первое составляет 6 мм + 0,45 мм = 6,45 мм, второе — 1 мм + 0,65 мм = 1,65 мм.
Аналогично первому примеру необходимо найти штрихи нониуса и штанги, которые точно совпадают друг с другом. На рисунке они выделены зеленым и черным цветом соответственно.
Как пользоваться штангенциркулем
Штангенциркуль это универсальный инструмент для определения внутренних или наружных размеров. С применением штангенциркуля вы можете получить гораздо более точные результаты измерений, чем если бы вы пользовались линейкой. Кроме того, штангенциркулем можно измерить глубину выступов и отверстий, мерительные губки можно использовать для замеров параллельности сторон различных деталей.
Наиболее распространенным является штангенциркуль ШЦ-1. На его штанге с неподвижными губками 1 и 2 перемещается рамка 4 с подвижными губками 3 и 8. Рамку можно зафиксировать в нужном месте специальным винтом. На штанге сделаны деления, образующие миллиметровую шкалу с ценой деления около 1 мм. Длина миллиметровой шкалы в этой модели 150 мм.
На подвижных губках имеется вспомогательная шкала, ее называют нониусом. Она делится на 10 равных зон, а полная длина ее шкалы 19 мм. Отсюда следует, что длина каждой части 1,9 мм это и есть цена деления нониуса.
Во время измерения миллиметры считают по миллиметровой шкале до нулевого штриха нониуса, а десятые доли по шкале нониуса от нулевой метки, до полного совпадения с насечкой по миллиметровой шкале
Перед тем как начать что-либо измерять штангенциркулем надо убедится в его точность. Для этого совмещаем губки инструмента. При этом нулевые отметки на двух шкалах должны совпасть. Также должны совместиться десятая риска нониуса с девятнадцатым штрихом на основной шкале.
Как измерить внутренний размер в детали штангенциркулем
Для того, что бы можно было измерить внутренний размер в какой-либо детали или внутренний диаметр трубы, штангенциркуль имеет дополнительные губки для внутренних измерений. Их помещают в отверстие и раздвигают до упора. В случае измерения внутренних диаметров отверстий стараются добиться максимального показания, а при измерении в отверстии параллельных сторон, наоборот — минимальных.
Существуют штангенциркули у которых губки не смыкаются до нуля и имеют собственную толщину, которая на них выбита, хотя первая риска нониуса стоит на нуле. В таких случаях необходимо к считанным показаниям по шкале нониуса прибавлять собственную толщину штангенциркуля
Как измерить глубину отверстия в детали штангенциркулем
Для этого выдвигаем линейку глубиномера из штанги и вставляем ее до упора в отверстие не допуская выхода линейки из отверстия
Как осуществить разметку штангенциркулем
С помощью штангенциркуля можно отмерить полоску с параллельными сторонами, для этого раздвигаем губки штангенциркуля ориентируясь на нужный размер, одной губкой ведем по торцу листа, а второй царапаем линию.
Так как губки штангенциркуля должны быть закалены их трудно износить.
Основные правила пользования штангенциркулем
Штангенциркуль дорогостоящий и точный прибор, поэтому с ним просто необходимо бережное обращение. Вот основные правила работы с ним:
Перед началом измерения штангенциркуль необходимо протереть чистой тряпочкой.
Ни в коем случае нельзя чистить штангенциркуль наждачной бумагой или чем-то подобным.
Измерять надо чистые и сухие плоскости деталей.
Измерительный прибор лучше не хранить на нагревающихся поверхностях или на солнце.
При измерениях не перекашивайте губки штангенциркуля. Обязательно фиксируйте их положение стопорным винтом.
Во время съема результатов измерений держите инструмент прямо перед глазами.
После окончания процесса измерения протрите штангенциркуль чистой тряпочкой и уберите в футляр.
Как штангенциркулем измерить поршень
Не решенным остается вопрос о том, как измерить поршень штангенциркулем. Для начала выясним, для чего же необходимо проводить измерения этой детали. Поршень — это одна из важнейших деталей двигателей внутреннего сгорания. В процессе работы поршень нагревается до предельно высоких температур, а при нагреве металлам свойственно увеличивать — температурное расширение. Это увеличение является незначительным, но оно играет очень важную роль.
Измерять штангенциркулем диаметр поршня нужно для того, чтобы узнать его конусную часть. Конусной зоной называется часть, которая располагается от пальца и до верха. Именно эта часть должна иметь конусную конструкцию, что позволит поршню эффективно работать в системе ДВС. Если поршень имеет одинаковый диаметр по всей длине, то его следует расточить. Зазор между поршнем и стенками цилиндра должен составлять не более 0,045-0,05 мм. Конусность поршня должна составлять 0,3 мм.
Измерить такие показатели при помощи штангенциркуля практически невозможно, так как требуется высокая точность и низкая погрешность. Для таких целей применяется микрометр, который отличается от штангенциркуля тем, что позволяет измерить размеры с высокой точностью. Если необходимо измерить длину, глубину канавки и прочие параметры, то для этого используется штангенциркуль. Как измерить поршень, используя для этого микрометр, показано на видео ниже.
Как снять показания с помощью штангенциркуля
Перед началом работы необходима поверка штангенциркуля на точность. Для этого необходимо полностью свести губки и проверить совпадение нулей на обеих шкалах. Если нет совпадения, то в зависимости от требуемой точности необходимо либо взять другой инструмент, либо учесть имеющуюся погрешность.
В процессе измерения учтите следующие рекомендации:
- Для замера внешнего размера разведите губки штангенциркуля, поместите предмет и соедините их.
- Замер внутреннего размера производится путем размещения соответствующих верхних губок внутрь измеряемой области и их разведением до упора
- Губки должны упереться в края детали. Если поверхность твердая, то можно немного сжать для плотной фиксации, для мягкой этого делать не следует, т. к. можно исказить результат.
- Проверьте расположение штангенциркуля относительно измеряемой детали на отсутствие перекосов. Для этого губки должны располагаться на одинаковом расстоянии от края детали.
- Зафиксируйте нониус крепежным винтом.
- Определите целое число миллиметров по основной шкале.
- Находим совпадение штриха на нониусе с нулем основной шкалы и отсчитываем количество делений.
- Умножаем количество делений нониуса на цену деления и суммируем со значением основной шкалы.
Измеряем штангенциркулем правильно
Для точных работ по металлу, при проектировании различного рода самодельных конструкций не обойтись без точных измерений. Самым удобным инструментом для определения линейных размеров с достаточной точностью является штангенциркуль. Они производятся на специализированных инструментальных заводах (по ГОСТ 166-89) при тщательном соблюдении технологии, а потому надёжны и непритязательны в обращении.
Измерение штангенциркулем
Как правильно измерять штангенциркулем наружные поверхности
Для снятия наружных размеров (толщины) нужно развести губки штангенциркуля, поместить между ними измеряемый предмет, затем сдвинуть губки и слегка сжать. Измерительные кромки должны располагаться параллельно поверхности заготовки. Деление на основной шкале штангенциркуля, совместившееся с нулевой риской дополнительной шкалы, будет обозначать целые миллиметры. Риска, которая на нониусе совпадет с риской на штанге, определяет десятые доли миллиметра.
Аналогичным образом измеряется внешний диаметр трубы, при этом губки должны касаться диаметрально противоположных точек на наружном диаметре изделия. Таким же образом измеряются и другие детали, имеющие круглое сечение: кабель, размер болта и пр.
Как измерить штангенциркулем внутренний диаметр детали
Для замера внутреннего диаметра требуется сдвинуть штанги губки в нулевое положение и ввести в отверстие параллельно измеряемой плоскости. Затем их нужно развести до упора, при этом стараясь добиться максимального значения показаний. Этим же способом штангенциркулем проверяют расстояние между параллельными плоскостями, только стараются получить минимальные показания шкалы. Диаметр отверстия от сверла небольшого диаметра замерить не удастся, все определяется толщиной губок.
Что следует знать, прежде чем приступить к использованию штангенциркуля?
Перед тем как начать использовать штангенциркуль, необходимо тщательно изучить его строение. На нем можно различить следующие части:
- Штанга. Это та самая линейка, на которой располагаются деления размером в один миллиметр каждое. Стандартная шкала имеет длину в сто пятьдесят миллиметров или пятнадцать сантиметров. Именно такой размер максимальный может иметь измеряемая деталь. Существуют такие виды штангенциркулей, длина их штанги превышает эту отметку, и является больше пятнадцати сантиметров.
- Рамка подвижная штангенциркуля. При помощи этой рамки можно смело перемещать губки. Подвижная рамка дает возможность сузить или расширить губки данного инструмента до размера измеряемой детали. Благодаря винту специальному рамку подвижную можно закрепить в том месте и положении, которое точно соответствует размеру предмета, которого измеряют.
- Шкала с точными делениями. Благодаря этой шкале можно уточнить и выяснить размер детали, которую измеряют в виде целого и правильного числа.
- Губки внутренние для измерения. Благодаря этим губкам измеряют размер нужной детали внутри. Например, кружки. Губки разводят до стенки кружки, строго только внутри.
- Губки наружные для измерения. При помощи этих губок можно с легкостью измерить предмет снаружи. Их следует сомкнуть так, чтобы правая и левая губки очень плотно соприкасались со стенками предмета, которого следует замерить снаружи.
- Линейка для правильного измерения глубины – глубиномер. Данным приспособление вымеряют глубину отдельного определенного отверстия. Также глубиномер нужен для уточнений размеров разнообразных выступов, которые не получается измерить штангенциркулем.
- Нониус или вспомогательная шкала. Эта шкала располагается снизу относительно основной шкалы. Размер деления нониуса равняется с 1.9 миллиметров каждое. Сама шакала обладает десятью делениями. И поэтому соответственно длина всей вспомогательной шкалы равняется девятнадцати миллиметрам. Такие размеры актуальны только для штангенциркулей определенной серии. С помощью данной вспомогательной шкалы как нониус можно наиболее точно узнать размер того предмета которого измеряют с учетом до 10 части мл.
- Винт, он зажимает подвижную рамку инструмента. Эта часть штангенциркуля дает возможность зафиксировать подвижную рамку, для того чтобы после процесса измерения необходимой детали не потерять все имеющиеся значения.
Для того чтобы правильно измерить штангенциркулем необходимый предмет, его берут в левую руку, инструмент рекомендуется держать в правой руке. Затем внешние губки раздвигают до размера, который требует предмет, разводятся они с помощью нониуса. Так как данная вспомогательная линейка подвижна, она с легкостью может раздвинуть губки до ширины предмета, который необходимо измерить. Губки обязательно должны очень плотно соприкасаться с крайними точками измеряемой детали. После того как размер замерен, необходимо губки тщательно зафиксировать крепежным винтом. После того как это сделано, деталь можно отложить в сторону. Далее смотрят на шкалу с разметками. На ней можно увидеть точную длину самого предмета. На сколько делений (на какое именно число) в правую сторону сместится нониус или вспомогательная линейка, именно столько и будет десятых долей вмещать, размер предмета, которого замерили.
Какие бывают штангенциркули, их устройство и фото
Прежде всего, нужно сказать, что еще с советских времен существует классификация штангенциркулей, насчитывающая 10 основных наименований, не считая специальных инструментов, о которых мы вспомним ниже. Конечно, нет смысла все их перечислять (кто захочет, найдет эту информацию в интернете). Мы рассмотрим только основные варианты исполнения этого инструмента.
На этой фото и фото современного штангеля, размещенных выше, изображен ШЦ-І, инструмент с двусторонними губками, одними – для измерения наружных размеров (5), вторыми – для внутренних (4), имеющий дополнительную штангу глубиномера (6), расположенную в пазу основной штанги.
По штанге (1) с основной шкалой измерений (3) передвигается подвижная рамка (2) со шкалой нониуса (7). Рамка фиксируется прижимным винтом (8).
Из всей номенклатурной линейки штангенциркулей нам еще будет интересен разметочный штангель ШЦР и ШЦТ-І, имеющий твердосплавные напайки концов губок – для разметки деталей из твердых металлов.
Изменения касаются больше частностей исполнения штангенциркулей. Они могут несколько отличаться друг от друга конструктивно (односторонние и двухсторонние губки, наличие или отсутствие рамки микрометрической подачи (8), исполнением из различных материалов т.п.)
Shtangentsirkul-6
Shtangentsirkul-7
Shtangentsirkul-8
И все же для рядового пользователя принципиальными будут отличия инструментов с обозначениями ШЦК – с круговой измерительной шкалой и ШЦЦ – с цифровой электронной шкалой.
Как штангенциркулем измерить поршень
Не решенным остается вопрос о том, как измерить поршень штангенциркулем. Для начала выясним, для чего же необходимо проводить измерения этой детали. Поршень — это одна из важнейших деталей двигателей внутреннего сгорания. В процессе работы поршень нагревается до предельно высоких температур, а при нагреве металлам свойственно увеличивать — температурное расширение. Это увеличение является незначительным, но оно играет очень важную роль.
Измерять штангенциркулем диаметр поршня нужно для того, чтобы узнать его конусную часть. Конусной зоной называется часть, которая располагается от пальца и до верха. Именно эта часть должна иметь конусную конструкцию, что позволит поршню эффективно работать в системе ДВС. Если поршень имеет одинаковый диаметр по всей длине, то его следует расточить. Зазор между поршнем и стенками цилиндра должен составлять не более 0,045-0,05 мм. Конусность поршня должна составлять 0,3 мм.
Измерить такие показатели при помощи штангенциркуля практически невозможно, так как требуется высокая точность и низкая погрешность. Для таких целей применяется микрометр, который отличается от штангенциркуля тем, что позволяет измерить размеры с высокой точностью. Если необходимо измерить длину, глубину канавки и прочие параметры, то для этого используется штангенциркуль. Как измерить поршень, используя для этого микрометр, показано на видео ниже.
https://youtube.com/watch?v=JBgePO4gRpw%3F
Nonius: основанная на статистике система микро-бенчмаркинга
Что такое nonius?
Nonius — это платформа для сравнительного анализа небольших фрагментов кода C++. Это очень
в значительной степени вдохновлен Criterion, аналогичным инструментом на основе Haskell. Он управляет вашим
код, измеряет время, необходимое для выполнения, а затем выполняет некоторые статистические
анализ этих измерений. Исходный код можно найти на GitHub.
Как мне его использовать?
Установка и зависимости
Сама библиотека состоит только из заголовков, поэтому вам не нужно ее создавать. Это приходит как один заголовок, который вы можете куда-нибудь поместить и #include в своем коде. Вы можете возьмите заголовок со страницы релизов.
Вам потребуется компилятор с поддержкой C++11; он был протестирован с GCC 4.8.3, лязг 3.5 и VС++ 18.0. Старые версии этих компиляторов могут работать, но не являются гарантиями. Также поддерживаются более новые версии этих компиляторов.
Библиотека зависит от Boost для некоторых математических функций, для некоторых
строковые алгоритмы и, в некоторых версиях VC++, для функций синхронизации как
Что ж. Boost.Chrono не является библиотекой только для заголовков, но поскольку она используется только с
В VC++ все компонуется автоматически без вмешательства. Алгоритм аналогичен тому, который используется в приложениях для торговли криптовалютой с использованием технологии Blockchain. Взгляните на этот etoro erfahrungen 2021, который дает вам лучшую информацию о платформе для торговли криптовалютами. При желании,
использование Boost.Chrono может быть принуждено #определением макроса NONIUS_USE_BOOST_CHRONO .
Авторские тесты
Написание бенчмарков с нониусом не сложно, но есть несколько моментов иметь в виду при этом. На эту тему есть отдельный гайд и в примерах есть примеры как простого, так и расширенного использования папка.
Компиляция тестов
Если вы просто хотите запустить быстрый тест, вы можете поместить все в один файл, т.к.
в примерах. Если у вас есть что-то более сложное и вы предпочитаете раздельное
вещи в разные файлы, рекомендуется создать один небольшой файл
с инфраструктурой бегуна, #определив макрос NONIUS_RUNNER и
затем # включая заголовок nonius.
Вы также можете вместо этого написать свою собственную основную функцию , если вам что-то нужно
причудливо, но на данный момент этот API может быть изменен и не задокументирован.
// содержимое файла бегуна #определить NONIUS_RUNNER #include "nonius.h++"
В других файлах вы не определяете этот макрос; просто #включите заголовок и напишите ориентиры.
// другие файлы #include "nonius.h++" // все остальное здесь
Затем вы компилируете и компонуете все как обычно. Имейте в виду, что
статистический анализ является многопоточным, поэтому вам может потребоваться передать дополнительные флаги в
ваш компилятор (например, -pthread в GCC). Это дает вам исполняемый файл с вашим
бенчмарки и с помощью стандартного бенчмарка nonius. И не забудьте
включить оптимизацию!
Запуск тестов
Вызов стандартного средства выполнения с флагом --help предоставляет информацию о
доступные варианты. Вот несколько примеров распространенных вариантов:
Запустите все тесты и предоставьте простой текстовый отчет
$ бегунЗапустите все тесты и предоставьте дополнительную информацию
$ бегун -vЗапустите все эталонные тесты, собрав 500 образцов вместо 100 по умолчанию, и сообщить дополнительную информацию
$ бегун -v -s 500Запустите все тесты и выведите все образцы в файл CSV с именем
results.csv$ бегун -r csv -o результаты.csvЗапустите все тесты и выведите отчет, совместимый с JUnit, с именем
results.xml$ бегун -r junit -o результаты.xmlЗапустите все тесты и выведите отчет в формате HTML с именем
results.htmlс заголовок «Некоторые тесты», с использованием 250 образцов на тест$ runner -r html -o results.html -t "Некоторые тесты" -s 250
Бегун включает в себя все ваши тесты и оснащен четырьмя
отчеты: обычный текст, CSV с необработанными таймингами, JUnit-совместимый XML и HTML
файл с точечной диаграммой таймингов. Если вы запустите бегун без
запросив конкретный репортер, он будет использовать обычный текст для сообщения результатов.
При компиляции вы можете выборочно отключить любые или все дополнительные репортеры.
путем #определения некоторых макросов перед #включением бегуна. NONIUS_DISABLE_EXTRA_REPORTERS отключает все, кроме обычного текста; NONIUS_DISABLE_X_REPORTER , где X является одним из CSV , JUNIT или HTML отключает определенный репортер.
Первое, что делает нониус при запуске, это проверяет часы. По умолчанию
он использует часы, предоставленные std::chrono::high_resolution_clock . Бегун
оценивает разрешение и стоимость использования часов, а затем распечатывает
эта оценка.
: среднее 28,1296 нс (20480002 итерации)
После выяснения характеристик часов запускаются бенчмарки
последовательность. Каждый эталонный тест состоит из взятия ряда образцов, определяемых
флаги командной строки (по умолчанию 100). Каждый из этих образцов состоит из
запуск измеряемого кода несколько раз, что гарантирует, что он займет
достаточно времени, чтобы разрешение часов не влияло на измерение. Если ты
код бенчмаркинга, для которого требуется значительно больше разрешения часов,
run, он, вероятно, будет запускать его один раз для каждого образца. Однако, если один запуск этого
код слишком быстрый, нониус масштабирует его, запуская код более одного раза за
образец. Это, очевидно, подразумевает, что ваши тесты должны быть полностью
повторяемый. Существует также основное предположение, что время, необходимое для выполнения
код сильно не меняется.
бенчмаркинг построить малый сбор 100 выборок, по 438 итераций каждая, расчетное время 2,8032 мс
После выполнения измерений выполняется статистическая загрузка
на образцах. Количество повторных выборок для этой начальной загрузки настраивается.
но по умолчанию 100000. После завершения начальной загрузки бегун напечатает
оценки среднего и стандартного отклонения. Оценки приходят с более низким
граница и верхняя граница, а также доверительный интервал (который настраивается, но
по умолчанию 95%).
среднее: 41,3622 нс, lb 41,3479 нс, ub 41,4251 нс, ci 0,95 стандартное отклонение: 0,130953 нс, фунт 0,0209896 нс, ub 0,309054 нс, ci 0,95
После всего этого бегун расскажет вам обо всех образцах, которые являются выбросами. и могут ли они быть важны: если они сильно влияют на дисперсию, наши измерения могут быть не очень достоверными. Может быть, есть и другой фактор, влияющий на наши измерения (скажем, какое-то другое приложение, которое делало какая-то тяжелая задача одновременно), или, может быть, измеряемый код сильно различается в производительности. Nonius предоставит данные; это зависит от вас, чтобы понять Это.
нашли 19 выбросов среди 100 образцов (19%) дисперсия не зависит от выбросов
Выбросы классифицируются как «низкие» или «высокие» в зависимости от того, находятся ли они выше
или ниже среднего. Они могут быть «легкими» или «тяжелыми», если они относительно далеко
от остальных измерений. Если вы запрашиваете подробный вывод, по умолчанию
репортер даст вам исключительную классификацию.
нашли 19 выбросов среди 100 образцов (19%) 2 (2%) слабая легкая 3 (3%) высокая легкая 14 (14%) высокая тяжелая дисперсия, вносимая выбросами: 0,99% дисперсия не зависит от выбросов
Лицензирование
Nonius выпускается под лицензией CC0, которая по сути является общественным достоянием. приверженность юридическому языку, чтобы максимально подражать общественному достоянию в условиях юрисдикциях, не имеющих такого понятия. Это означает, что вы действительно можете сделать что хотите с кодом в нониусе, потому что я отказался от многих своих прав на нем, как мне разрешено.
Однако в настоящее время nonius использует некоторый код, распространяемый под
CC-BY-NC и лицензии MIT. html репортер использует Highcharts JS
и библиотеки jQuery для интерактивных диаграмм и библиотеки cpptemplate
для создания HTML из шаблона. Если вы хотите использовать только общественное достояние
кода по какой-либо причине, вы можете легко отключить репортер html .
Мелочи
Нониус — устройство, созданное в 1542 году португальским изобретателем Педро Нуньесом. (Петрус Нониус на латыни), что повысило точность астролябии. Это было адаптированный в 1631 году французским математиком Пьером Вернье для создания нониуса. шкала.
Величайшие часы, о которых вы никогда не слышали: Longines Nonius
3 октября 2019 г. Адриан ХейлвудЧасы Longines Nonius были предприняты в конце 1960-х годов как смелая попытка решить неуловимую загадку повышения точности хронографа.
Часовое искусство не является вашей обычной соревновательной деятельностью. Отмена испытаний швейцарских хронометров в конце 1960-х годов положила конец «Олимпийским играм точности», а недавняя попытка возродить их на Concours de Chronométrie была затруднена из-за крайне ограниченного круга участников. Сертифицированная точность может быть не в моде, но здоровая конкуренция в других областях, кажется, приходит волнами. Прямо сейчас рекорды падают из-за тонкости, но несколько лет назад в центре внимания была частота хронографа с постоянно растущими требованиями к точности.
Частота движения показывает, насколько точно спусковой механизм нарезает время, отображаемое секундной стрелкой хронографа. Часы Speedmaster калибра 321 работают с относительно спокойной частотой 2,5 Гц, что означает, что каждый удар длится 0,2 секунды. Ранние калибры 7750 работали с частотой 3 Гц, и каждый удар составлял довольно неуклюжие 0,167 секунды. Более поздние модели 7750 и калибр 4130 Rolex Daytona работают с частотой 4 Гц, что позволяет отображать 0,125 секунды.
В 2010 году компания Breguet выпустила модель 3880 — хронограф со спусковым механизмом с частотой 10 Гц, позволяющим отображать 0,05 секунды. В 2011 году TAG Heuer поразил конкурентов своим Mikrotimer, работающим на невероятной частоте 500 Гц и способным показывать 0,001 секунды. Не удовлетворившись этим, в следующем году они удвоили частоту до 1000 Гц со своим Микрогирдером, показав 0,0005 секунды — рекорд, который стоит и по сей день.
Еще в конце 1960-х Longines выступила с явно странным подходом к точности хронографа. Часы, названные Nonius, имели дополнительный датчик, прикрепленный к кончику секундной стрелки хронографа, чтобы обеспечить большую точность считывания результатов измерения времени. Просто чтобы запутать вещи, «нониус» — это термин, который использовался в английском языке до конца 18-го века для описания шкалы нониуса. Французский математик Пьер Вернье изобрел свою шкалу в 1631 году, а Педро Нуньес (Нониус на латыни) разработал несколько иную предшественницу 9.0 лет назад.
Шкала нониуса позволяет получить более точное значение точки между двумя отметками на шкале. Математика сложна, но использование простое; Доля между двумя метками, где останавливается кончик стрелки хронографа, определяется путем поиска на подвижной шкале наилучшего совмещения подвижной метки с меткой на циферблате. Затем это дает десятые доли второго чтения. Мобильная шкала короче на одну десятую на шаг по сравнению с циферблатной шкалой. На каждую десятую долю секунды секундная стрелка выходит за пределы маркера секунд циферблата, соответствующее число на мобильной шкале будет сдвигаться в идеальное положение. Человеческий глаз невероятно хорошо оценивает выравнивание по сравнению с расстоянием, пройденным через небольшой зазор, и, таким образом, нониусный датчик действует как увеличительное стекло для трудночитаемой секундной шкалы на циферблате.
Компания Longines впервые выпустила этот причудливый наручный хронограф в 1968 году, используя урезанный вариант своего калибра 30CH, у которого был удален вспомогательный циферблат секундной стрелки, и он стал Cal. 538 (не путать с гораздо более поздним кварцевым калибром 538.). Они продолжали использовать эту странную секундную стрелку до 1972 года, когда механизм изменился на двойной регистр Cal. 332, переименованный в Valjoux 726. То, что часы просуществовали четыре года в производстве, является большим достижением для дизайна, который явно является просто уловкой.
Почему трюк? Ответ кроется в спусковых механизмах обоих механизмов. Калибр Longines 30CH работал с частотой 2,5 Гц, что давало пять ударов в секунду и, таким образом, пять положений, в которые могла попасть секундная стрелка. Таким образом, разрешение 0,1 секунды было бесполезным до появления наручных хронографов с частотой 5 Гц, таких как Zenith El Primero. Еще хуже было обновление до Cal. 332, он работал на частоте 3 Гц, давая шесть ударов в секунду. Со шкалой нониуса, настроенной на считывание десятых долей секунды, единственное возможное выравнивание будет в точке 0,5 секунды, все остальные вообще не выровняются.
У диковинной конструкции был еще один недостаток — вес самой шкалы нониуса. Этот дополнительный вес, расположенный на кончике секундной стрелки, создавал значительный дополнительный крутящий момент при сбросе хронографа. Это означало, что рука могла разболтаться или вообще отвалиться.
Может быть, мы должны рассматривать Longines Nonius не как рекламный трюк, а как дань уважения или даже как олимпийскую памятную вещь. Датчик нониуса впервые был замечен на часах, гораздо лучше оборудованных, чтобы использовать его в полной мере. Основанная на механизме хронометра с частотой 5 Гц, Longines изначально планировала использовать эту систему для олимпийских хронографов для, к сожалению, отмененных Игр 19-го века в Хельсинки.40. На Олимпийских играх в Мексике в 1968 году Longines разделила с Omega награды за хронометраж, и, наконец, их планы осуществились. Сплит-хронограф калибра 262 был представлен в 1966 году. При частоте 5 Гц была возможна синхронизация с точностью до 10 долей секунды, что требовало 600 меток на внешней дорожке. Точное считывание важных результатов было бы невозможно без увеличительного эффекта верньера, и единственным источником неточности оставалась скорость движения большого пальца маршала.
Теги
- Хронограф
- Longines
- Longines Nonius
- Винтажные часы
Адриан Хейлвуд
Подробнее от Адриана Хейлвуда
- Продажа часов
- Продано
- О нас
- Продай свои часы
- Регистрация
- Войти
- Поиск
- Язык
Что Вы ищете?
редкий хронограф – механизм Valjoux – в отличном состоянии
редкий хронограф 70-х годов в отличном состоянииФотографии образа жизни
Описание
Эти необычные часы Longines Nonius 8271, выпущенные в начале 1970-х годов, могут измерять время с точностью до десятых долей секунды.
В спортивных состязаниях доли секунды часто решают между победой и поражением — даже в 60-х и 70-х годах, когда не было возможности измерять время цифровым способом. В 1964 году компания Longines представила механические наручные часы с центральной секундной стрелкой, к кончику которой прикреплена так называемая шкала Нониуса. Эта шкала длины также называется шкалой Вернье по имени ее изобретателя Пьера Вернье. Но в большинстве стран имя «нониус» стало нарицательным. Это имя восходит к ученому Педро Нуньесу, который был известен дальнейшим развитием и упрощением шкалы нониуса.
Использование этого конкретного хронографа начинается, как обычно, нажатием на верхнюю кнопку. После остановки хронографа пользователь должен определить, какая из девяти оранжевых нониусных цифр совпадает с 60-секундной шкалой. Это значение добавляется к количеству секунд слева от секундной стрелки, и вы получаете время с точностью до десятой доли секунды. Разработав эти впечатляющие наручные часы, компания Longines укрепила свое важное положение среди производителей инновационных и точных часов.
Особенность данного примера, без сомнения, в отличном состоянии NOS. На задней крышке сохранилась заводская наклейка. Часы почти не ношены. Корпус имеет острые края и оригинальную отделку в виде солнечных лучей. Серебряный циферблат имеет три субрегистра — малая секундная стрелка в положении «9 часов», 30-минутный счетчик с черным кольцом в положении «3 часа» и 12-часовой сумматор в положении «6 часов». Разумеется, циферблат безупречен и не имеет изъянов.
Сердцем часов Longines Nonius является редкий калибр Longines 332, созданный на основе Valjoux 726.
Longines Nonius 8271/2 — инновационный винтажный хронограф, который сохранился в превосходном состоянии.
Серийный номер: 15973xxx (1971)
Int.Exe.: 70535
Характеристики
Производитель: Лонгинес
Модель: Нониус
Артикул: 8271/2
Функции: хронограф – малая секундная стрелка – секундомер – завинчивающаяся задняя крышка
Материал: Нержавеющая сталь
Набрать: белый
Часовое стекло: оргстекло
Браслет: кожа
Тип застежки: пряжка с булавкой
Длина: 44мм
Ширина: 39мм
Название калибра: Longines 332 (Вальжу 726)
Тип движения: ручная рана
Год выпуска: 1971
Общее состояние: 10 – NOS (new old stock) – неношеные или почти неношеные
Суппорты Nonius – Mahr Fertigungsmesstechnik
Поиск продукта
30 товаров
16 ДН 1
16 ФН 6
16 ГН 7
18 ДН 4
18 Н 3
18 н/д 5
30 Н 4
0 – 1000 3
0 – 130 2
0 – 150 5
0 – 1500 1
0 – 180 1
0 – 200 6
0 – 2000 1
0 – 300 5
0 – 500 3
0 – 80 1
0 – 800 2
0–12 дюймов 1
0–5 дюймов 1
0–6 дюймов 2
0–8 дюймов 2
Глубиномеры 4
Карманные суппорты 14
Суппорты для мастерских 12
DIN 862 17
Заводской стандарт 13
Маркал 30 Н
Глубиномер MarCal 30 N Диапазон измерения: 0 – 500 мм Показания мм: 0,05 мм Комплектация: кейс
Маркал 30 Н
Глубиномер MarCal 30 N Диапазон измерения: 0 – 150 мм Показания мм: 0,05 мм Комплектация: кейс
Маркал 30 Н
Глубиномер MarCal 30 N Диапазон измерения: 0 – 80 мм Показания мм: 0,05 мм Комплектация: кейс
18 марта н.
д.Суппорты для мастерских MarCal 18 NA Стопорный винт вверху Чтобы уменьшить общий вес, ползун и балка…
18 марта н.д.
Суппорты для мастерских MarCal 18 NA Стопорный винт вверху Чтобы уменьшить общий вес, ползун и балка…
18 марта н.д.
Суппорты для мастерских MarCal 18 NA Стопорный винт вверху Чтобы уменьшить общий вес, ползун и балка…
Маркал 30 Н
Глубиномер MarCal 30 N Диапазон измерения: 0 – 200 мм Показания мм: 0,05 мм Комплектация: кейс
18 марта н.д.
Суппорты для мастерских MarCal 18 NA Стопорный винт вверху Чтобы уменьшить общий вес, ползун и балка. ..
18 марта н.д.
Суппорты для мастерских MarCal 18 NA Стопорный винт вверху Чтобы уменьшить общий вес, ползун и балка…
18 марта N
Штангенциркули для мастерских MarCal 18 N Стопорный винт вверху Диапазон измерения: 0–1000 мм Показания, мм: 0,05 …
18 марта N
Штангенциркули MarCal 18 N Стопорный винт вверху Диапазон измерения: 0 – 500 мм Показания мм: 0,05 м…
18 марта N
Штангенциркули MarCal 18 N Стопорный винт вверху Диапазон измерения: 0 – 300 мм Показания мм: 0,02 м…
MarCal 16 GN
Штангенциркуль с аналоговым дисплеем MarCal 16 GN Стопорный винт вверху С точной регулировкой Диапазон измерения. ..
MarCal 16 GN
Штангенциркуль с аналоговым дисплеем MarCal 16 GN Стопорный винт вверху С точной регулировкой Диапазон измерения…
MarCal 16 GN
Штангенциркуль с аналоговым дисплеем MarCal 16 GN Стопорный винт вверху С точной регулировкой Диапазон измерения…
MarCal 16 DN
Штангенциркуль с аналоговым дисплеем MarCal 16 DN Зажим для большого пальца Диапазон измерения: 0 – 150 мм Показания, мм: 0,0…
MarCal 16 GN
Штангенциркуль с аналоговым дисплеем MarCal 16 GN Стопорный винт вверху Диапазон измерения: 0 – 150 мм Показания. ..
MarCal 16 GN
Штангенциркуль с аналоговым дисплеем MarCal 16 GN Стопорный винт вверху С точной регулировкой Диапазон измерения…
Март 16 FN
Штангенциркуль с аналоговым дисплеем Стопорный винт сверху Диапазон измерения: 0 – 200 мм Показания мм: 0,05 мм …
Март 16 FN
Штангенциркуль с аналоговым дисплеем Стопорный винт сверху Диапазон измерения: 0 – 150 мм Показания мм: 0,05 мм …
Март 16 FN
Штангенциркуль с аналоговым дисплеем Стопорный винт сверху Диапазон измерения: 0 – 200 мм Показания мм: 0,05 мм …
Март 16 FN
Штангенциркуль с аналоговым дисплеем
Стопорный винт сверху
Диапазон измерения: 0 – 300 мм
Показания мм: 0,05 мм . ..
Март 16 FN
Штангенциркуль с аналоговым дисплеем Стопорный винт сверху Диапазон измерения: 0 – 150 мм Показания мм: 0,05 мм …
Март 16 FN
Штангенциркуль с аналоговым дисплеем Стопорный винт сверху Диапазон измерения: 0 – 300 мм Показания мм: 0,05 мм …
MarCal 18 DN
Штангенциркули для мастерских MarCal 18 DN Стопорный винт вверху Диапазон измерения: 0–800 мм Показания, мм: 0,05 …
MarCal 16 GN
Штангенциркуль с аналоговым дисплеем MarCal 16 GN Стопорный винт вверху С точной регулировкой Диапазон измерения…
MarCal 16 GN
Штангенциркуль с аналоговым дисплеем MarCal 16 GN Стопорный винт вверху Диапазон измерения: 0 – 200 мм Показания. ..
MarCal 18 DN
Штангенциркули MarCal 18 DN Стопорный винт вверху Диапазон измерения: 0 – 1000 мм Показания мм: 0,05…
MarCal 18 DN
Штангенциркули для мастерских MarCal 18 DN Стопорный винт вверху Диапазон измерения: 0–200 мм Показания, мм: 0,05 …
MarCal 18 DN
Штангенциркули для мастерских MarCal 18 DN Стопорный винт вверху Диапазон измерения: 0–300 мм Показания, мм: 0,05 …
Nonius Hospitality Technology Профиль компании: Финансирование и инвесторы
Обзор гостиничных технологий Nonius
- Основан
2005
- Статус
Частный
- Сотрудники
150
- Тип последней сделки
Выкуп/LBO
- Раунды финансирования
4
- Инвестиции
5
Хотите получить подробную информацию о компаниях 3M+?
То, что вы здесь видите, царапает поверхность
Запросить бесплатную пробную версию
Хотите покопаться в этом профиле?
Мы поможем вам найти то, что вам нужно
Узнать больше
Nonius Hospitality Technology Оценка и финансирование
| Тип сделки | Дата | Сумма | Оценка/ EBITDA | Пост-Вал | Статус | Долг |
|---|
Эта информация доступна на платформе PitchBook. Чтобы изучить полный профиль Nonius Hospitality Technology, запросите доступ.
Запросить бесплатную пробную версию
Сравнение гостиничных технологий Nonius
Описание
Основная
Отрасль
Расположение штаб-квартиры
Сотрудники
4 Всего собрано0005
Последующая оценка
Подробная информация о последнем финансировании
Поставщик гостевых технологических услуг, предназначенных для отдыха на открытом воздухе, проживания в квартирах, совместного проживания, здравоохранения, морского и другого спорта
Поставщики телекоммуникационных услуг
Морейра-да-Майя, Португалия
150 По состоянию на 2022 год
000000000000
000000
n voluptate velit esse cillum dolore eu fugiat nulla pariatur. Excepteur sint occaecat cupidat non
000000000000000000 0000000 000000000
Тампа, Флорида
00000 По состоянию на 0000
0000000000.
00000-
ed do eiusmod tempor incididunt ut Labore et dolore magna aliqua. Ut enim ad minim veniam, quis nost
00000000 0000000 000000000
Калгари, Канада
000,00
000000000 000.00
Добавить сравнение
Функция сравнения PitchBook позволяет вам сопоставить ключевые показатели похожих компаний. Персонализируйте, какие точки данных вы хотите видеть, и мгновенно создавайте визуализации.
Запросить бесплатную пробную версию
Компании-конкуренты Nonius Hospitality Technology (10)
| Название компании | Статус финансирования | Местоположение | Сотрудники | Всего привлечено | Последняя дата финансирования/тип | Последняя сумма финансирования |
|---|---|---|---|---|---|---|
| Пограничные коммуникации | Корпорация | Тампа, Флорида | 00000 | 0000000000. | ||
| 00000-000 00000000 | Ранее поддерживаемый венчурным капиталом | Калгари, Канада | 000,00 | 000000000 | 000,00 | |
| 0000000 | Корпорация | Мельбурн, Австралия | 00000 | 0000 | ||
| 00000 0000000 | Корпорация | Йокнеам, Израиль | 000 | |||
| 00000000 | Ранее поддерживаемый венчурным капиталом | Лондон, Соединенное Королевство | 000 | 00000 | 000000&0 | 00000 |
Вы просматриваете 5 из 10 конкурентов. Получить полный список »
Группа руководителей гостиничных технологий Nonius (6)
| Имя | Титул | Сиденье за столом | Контактная информация |
|---|---|---|---|
| Антонио Силва | Соучредитель, главный исполнительный директор и член правления | ||
| Марко Катарино | Финансовый директор | ||
| Леонель Домингес | Соучредитель, технический директор и председатель | ||
| Рауль Карвалью | Директор по исследованиям и развитию и Директор по программному обеспечению и ИТ-консалтингу | ||
| Педро Пейшото | Директор по производству и логистике |
Вы просматриваете 5 из 6 членов исполнительной команды. Получить полный список »
Члены правления Nonius Hospitality Technology (3)
| Имя | Представляет | Роль | С |
|---|---|---|---|
| 00000 000000 | Технология гостеприимства Nonius | Член правления | 000 0000 |
| 000000 000000000 | Технология гостеприимства Nonius | Соучредитель, технический директор и председатель | 000 0000 |
Вы просматриваете 2 из 3 членов правления. Получить полный список »
Nonius Hospitality Technology Investors
| Имя инвестора | Тип инвестора | Холдинг | Инвестор с 9 лет0546 | Раунды с участием | Контактная информация |
|---|
Эта информация доступна на платформе PitchBook. Чтобы изучить полный профиль Nonius Hospitality Technology, запросите доступ.
Запросить бесплатную пробную версию
Технология гостеприимства Nonius Инвестиции и приобретения (5)
| Название компании | Дата сделки | Тип сделки | Размер сделки | Индустрия | Ведущий партнер |
|---|---|---|---|---|---|
| 000000 | 15 марта 2022 | 0000000000 | Программное обеспечение для бизнеса/производительности | 0000000 0 | |
| 000000 | 22 марта 2018 | 0000000000 | Прикладное программное обеспечение | ||
| 000 | 07 июня 2017 г. | 0000000000 | Интернет-провайдеры | ||
| 000000 | 29 апреля 2014 г. | 0000000000 | 00000 | Интернет-провайдеры | 0000000 0 |
| IMPRESA.DGSM-Desenvolvimento e Gestão de Soluções Multimédia | 09 октября 2012 г. | Слияние/поглощение | Прочие коммерческие услуги |
Чтобы просмотреть полную историю инвестиций и приобретений Nonius Hospitality Technology, запросите доступ »
Дочерние компании Nonius Hospitality Technology (2)
| Название компании | Промышленность | Местоположение | Основан |
|---|---|---|---|
| Критон | Программное обеспечение для бизнеса/производительности | Эдинбург, Соединенное Королевство | 2016 |
| 000000 | Прикладное программное обеспечение | Лиссабон, Португалия | 0000 |
Чтобы просмотреть полную историю дочерних компаний Nonius Hospitality Technology, запросите доступ »
SONOPULS 492 – Enraf-Nonius – Каталоги в формате PDF
Добавить в избранное
{{requestButtons}}
Выдержки из каталога
Лучшим устройством 4-й серии является Sonopuls 492. Этот полный аппарат Sonopuls 492: полный, простой в использовании, быстрый и надежный, гарантирует, что вы можете применять ультразвуковую терапию , электротерапия и выбор для ультразвуковой терапии, электротерапии и комбинированной терапии. У вас под рукой будет решение для любого расстройства с помощью ультразвука 1 МГц и 3 МГц, с маленькой и/или большой ультразвуковой лечебной головкой и со всеми современными и эффективными типами тока, которые полностью интегрированы! Аккуратно расположенная панель управления с сенсорным экраном делает работу чрезвычайно простой и быстрой. Вся информация, которая может вам понадобиться, отображается в очень хорошо организованном виде. Подобрать правильные параметры также несложно. Благодаря интегрированным протоколам, основанным на доказательствах, будут даны наилучшие рекомендации. Графические экраны справки, которые отображают локализацию и анатомические представления, гарантируют, что Sonopuls 492 можно использовать как мобильное устройство благодаря аккумулятору (опция). Помимо использования с питанием от сети, оборудование также можно использовать в клинике, рядом с кроватью пациента или дома. Таким образом, многофункциональный Sonopuls 492 также может стать вашим помощником, куда бы вы ни отправились. Sonopuls 492 может быть дополнен аспирационным модулем Vacotron 460. С помощью этого Vacotron, который прекрасно интегрируется с Sonopuls 492, вы можете легко позиционировать электроды. Комбинация, которая сделает вашу работу еще проще и быстрее. УЛЬТРАЗВУКОВАЯ ТЕРАПИЯ Оборудование для терапии с использованием звуковых волн высокой частоты. Вибрации высокой частоты могут вызывать механическое и термическое воздействие на ткани. Ультразвуковая терапия повышает способность организма к самовосстановлению и восстановлению тканей. ЭЛЕКТРОТЕРАПИЯ Оборудование для обезболивания, мышечной стимуляции и/или диагностики. Применение электротерапии для быстрого обезболивания без побочных эффектов. Мышцы можно стимулировать для улучшения функции мягких тканей. Электротерапию можно использовать для измерения дифференцированной реакции ткани на стимуляцию, чтобы поставить диагноз качества ткани. КОМБИНИРОВАННАЯ ТЕРАПИЯ Оборудование для электротерапии и ультразвуковой терапии. Этот тип терапии можно применять параллельно и в то же время, обеспечивая очень эффективную терапию. Уменьшение боли в сочетании с ультразвуковой терапией обеспечивает быстрое посттравматическое лечение, в результате чего происходит восстановление тканей за минимальное время. правильное проведение терапии.
1498911 SONOPULS 492 С МНОГОЧАСТОТНОЙ ОБРАБАТЫВАЮЩЕЙ ГОЛОВКОЙ, БОЛЬШАЯ (5 CM2) ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ Источник питания Размеры (ШхГхВ) Устройство Устройство с основанием Устройство с Vacotron Вес Вес, включая дополнительную батарею УЛЬТРАЗВУК Ультразвуковые частоты Ультразвук Рабочие циклы Частота импульсов Интенсивность Количество Соединения US Аппликатор ERA US большой Аппликатор ERA US малый Предварительно запрограммированные варианты лечения Программируемые положения ЭЛЕКТРОТЕРАПИЯ Каналы тока Типы тока Предварительно запрограммированные предложения лечения Программируемые положения 2 (100% независимые) 26 (на канал) 42 – Доказательства. ..
SONOPULS 492 ДОКАЗАТЕЛЬНО ОСНОВАННЫЕ ПРОТОКОЛЫ • 25 доказательных протоколов лечения для ультразвука, • 42 доказательных протокола для электротерапии, • 2 доказательных протокола для комбинированной терапии Полный, включая отображение анатомических локализаций и инструкции по лечению ПУЛЬТ ДИСТАНЦИОННОГО УПРАВЛЕНИЯ (ДОПОЛНИТЕЛЬНО) Пациент может участвовать в своем собственном лечении с помощью дополнительного «пульта дистанционного управления». В частности, при использовании электротерапии пациент будет иметь возможность контролировать терапию. ЭРГОНОМИЧНЫЙ ДИЗАЙН Лечебная головка сделана так, чтобы удобно располагаться в руке. Дизайн…
SONOPULS 492 КРИСТАЛЬНО ЧИСТЫЙ ЦВЕТНОЙ TFT-ЭКРАН Кристально чистый, полноцветный и устойчивый к царапинам экран, обеспечивающий полную видимость всех параметров под любым углом обзора. СДЕЛАНО ENRAF-NONIUS Сделано Enraf-Nonius и, следовательно, безопасно, надежно и долговечно. Устройство производства Enraf-Nonius, поставщика физиотерапевтов по всему миру. Где качество, надежность и долговечность являются стандартом. ПОЛЬЗОВАТЕЛЬСКИЙ ИНТЕРФЕЙС С СЕНСОРНЫМ ЭКРАНОМ Простота использования благодаря понятному меню через интерфейс с сенсорным экраном. Чрезвычайно интуитивно понятный и простой, как современный смартфон. КОМПАКТНЫЙ И СТИЛЬНЫЙ Чрезвычайно…
SONOPULS 492 ЗАПРОГРАММИРОВАН НА СКОРОСТЬ Структура меню оптимизирована для скорости. В большинстве случаев вы можете начать лечение конкретной патологии всего за 3 шага! Легко, быстро и просто. КОНТАКТНОЕ УПРАВЛЕНИЕ Световое кольцо на 360 градусов для контактного управления. Четкое указание на эффективную передачу энергии, позволяющую проводить терапию максимально эффективно. ЛЕЧАЩАЯ ГОЛОВКА С ДОПОЛНИТЕЛЬНЫМИ ЦЕННОСТЯМИ Интеллектуальная и эргономичная лечебная головка, оснащенная электроникой и покрытая специальным покрытием, делающим ее гладкой и удобной в использовании. ПРОГРАММИРУЕМЫЙ В дополнение к стандартной обработке…
ПРИНАДЛЕЖНОСТИ SONOPULS 492 ПРИНАДЛЕЖНОСТИ ДЛЯ УЛЬТРАЗВУКА КОНТАКТ-ГЕЛЬ ДЛЯ УЛЬТРАЗВУКА 3442929 ЭЛЕКТРОДЫ И ВЛАЖНЫЕ ПРОКЛАДКИ КЛЕЙКИЕ ЭЛЕКТРОДЫ 3444222 Клеящиеся электроды Ø 2,2 см, 2 мм гнездо, 10 листов по 8 (также для ЭМГ) EN-Trode, Ø 2,0 см мм, гнездо, 10 листов из 4 EN-Trode 5×5 см, гнездо 2 мм, 10 листов из 4 EN-Trode 5×9 см, гнездо 2 мм, 10 листов из 4 резиновых электродов 6×8 см, гнездо 2 мм, комплект из 2 резиновых электродов 4×6 см, гнездо 2 мм, комплект из 2 шт.