Норма расхода электродов на 1 метр шва: таблица, калькулятор, 1 тонну металлоконструкций, норма для сварочных работ
alexxlab | 10.06.2023 | 0 | Разное
калькулятор нормы для тонны металлоконструкций – Расходники и комплектующие на Svarka.guru
Дуговая электрическая сварка деталей включает два основных компонента. Первый это соединяемые металлические изделия, второй — дополнительный металл который их соединяет.
При этом важно определить оптимальный расход электродов на 1 м шва калькулятор для расчета, которого сегодня можно найти в сети интернет.
Причина здесь не только финансовая, но и технологическая. Вес соединительного металла утяжеляет готовое изделие, и эта величина может доходить до 1,5% от ее начального веса.
Если для статических элементов это не принципиально, то для движущихся механизмов может оказаться существенными, даже критическими.
Содержание
- 1 От чего зависит?
- 2 Практический и теоретический расчеты
- 3 Погрешности
- 4 Формулы, используемые при расчетах. Поправочные коэффициенты
- 5 Сколько размещается в 1 кг?
- 6 Расход на тонну металлоконструкции
- 7 При сварке труб
- 8 Снижение затрат
- 9 Заключение
От чего зависит?
Затраты на электроды, сварочную проволоку и т. п. используемых при соединении элементов конструкции, потребление электрической энергии, главным образом влияет сечение сварочного шва.
п. используемых при соединении элементов конструкции, потребление электрической энергии, главным образом влияет сечение сварочного шва.
В свою очередь этот показатель зависит от того, каким именно образом выполняется сварка, какую толщину имеет металл, качество подготовки деталей.
[stextbox id=’alert’]Важно! Даже небольшое увлажнение электродов резко повышает расход, снижает качество шва, затрудняет работу. Храните материалы исключительно в сухом месте, в упаковке предотвращающей попадание воды.[/stextbox]
Как правило, основную характеристику — катет шва, от которого зависит его сечение, задает проект. Отсюда определяется нужный диаметр сварочного материала, сила сварочного тока и пр.
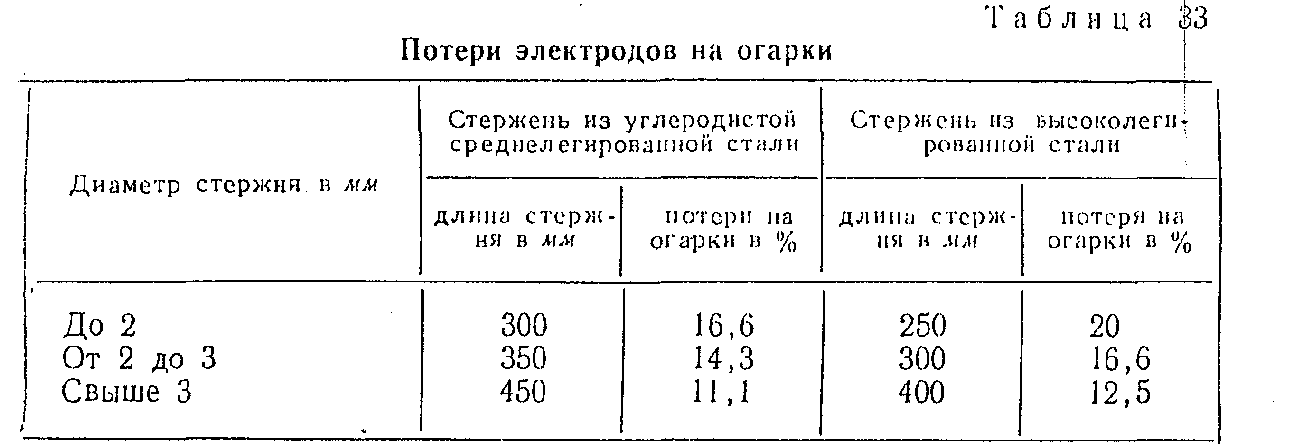
Если мы внимательно рассмотрим процесс электросварки, то убедимся, что далеко не весь вносимый металл используется. Часть его испаряется пламенем дуги, часть разбрызгивается, знакомыми всем сварочными искрами.
Какое-то количество металла связывается в покрывающем шов шлаке, образованном расплавленной обмазкой и окислами. Эти потери определяют словом «угар».
Эти потери определяют словом «угар».
Наконец, сама технология процесса предполагает удерживание электрода. Соответственно часть его остается неиспользованной. Такой кусочек техническом языком называют «огарок», длина его около 50 мм.Часть этих расходов зависит от расположения и длины шва. Так же потери выше, когда приходится варить множество отдельных участков, к примеру, при сварке арматуры, чем один длинный шов.
Практический и теоретический расчеты
Рассчитать расход можно двумя способами:
- теоретическим;
- практическим.
В первом случае, используют нормативные данные с той или иной степенью приближения. Самым простым вариантом будет воспользоваться ведомственными нормами расхода зависящих от вида конструкции (табл. 1). Расчет приводится к тонне готовых изделий.
Метод используют его с практическими целями, для приблизительного расчета расходных материалов для изготовления той или иной конструкции.
Более точные данные дают строительные нормы ВСН 416-81. Нормы представляют сборник эмпирических данных, сведенных в таблицы. Они составлены для большинства применяемых видов стыка трубы, формы шва, вида расходных материалов.
Не менее точный результат дает расчет с использованием формул, куда вводят различные поправочные коэффициенты.
Суть практического метода — полевые замеры реальной работы. Сюда входит качество расходников, тип и возможности сварочного оборудования, квалификация работников и т.д. Метод требует не одного часа затрат труда и материалов. При этом результаты его подходят деталям, близко соответствующим образцам.
Погрешности
Сами вычисления не могут быть неточными. Но вот исходные данные — вполне.
- Табличные значения принимают по усредненным показателям, практически могут отличаться в разы.
- Данные, вводимые в формулы, определяются замерами. При этом, возможны как погрешности самих приборов, так и методов измерения.

- Данные образцов не совпадают. Это вызвано разной точностью подготовки, отклонениями размера шва и т.п.
Все перечисленные отклонения способны накапливаться и на практике доходят до 5-7%. Именно это количество сварочного материала рекомендуется иметь как резерв.
Формулы, используемые при расчетах. Поправочные коэффициенты
Формула, которая применяется для расчета нормы расхода выглядит следующим образом:
(1) НЭ = GЭ * LШ;
где НЭ – сам расход, который нужно определить; GЭ – удельная норма; LШ – длина шва в метрах.
GЭ рассчитывают по формуле (2): GЭ = kр * mн. Здесь: kр – поправочный табличный к-т, учитывающий потери за счет угара, устройства «холостых валиков» (поправочная наплавка), огарки, предварительные прихватки и пр. Зависит его величина от группы и марки расходников (таблица 2)
(3) mн = ρ * Fн, Где ρ – удельная плотность стали.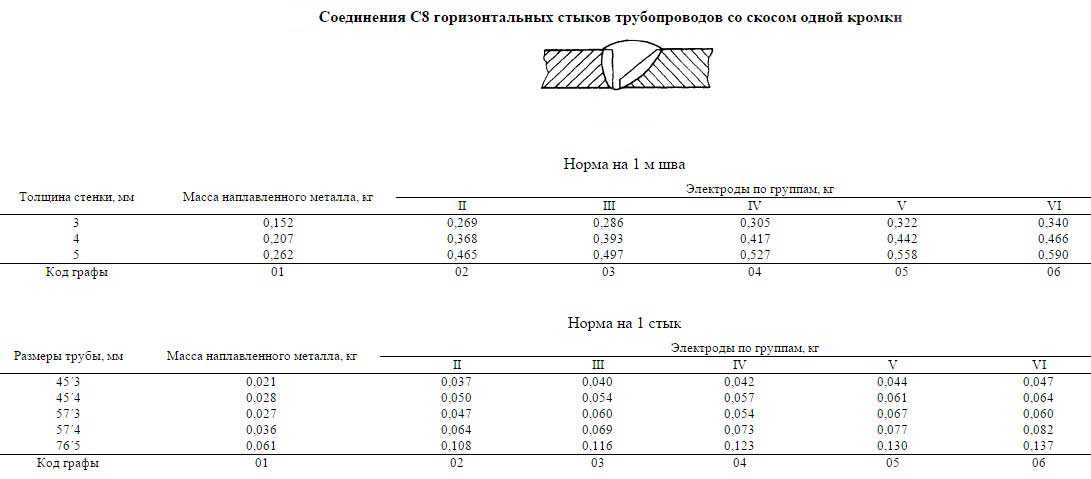 В зависимости от типа расходников ее принимают:
В зависимости от типа расходников ее принимают:
Величину m
- 7,5 гр/см3 (7500 кг/м3) при использовании сварочной проволоки, тонкопокрытых или голых стержней;
- 7,85 гр/см3 (7850 кг/м3), для толстопокрытых электродов.
Fн – поперечное сечение наплавленного металла шва см2. Значение вычисляют по табличным данным из ГОСТ 5264-80, либо с помощью самостоятельных замеров.
Сколько размещается в 1 кг?
Как правило вес пачки точно не регламентируется, однако обычно, эта величина составляет 1, 5, 6 или 8 кг. Точный вес указан на самой упаковке.
В зависимости от диаметра стержня, пачка содержит разное количество изделий. Если эта величина не указана в этикетке, ее можно посчитать исходя из веса одного стержня.
При отсутствии под рукой таблицы, сориентироваться можно следующим образом. Умножаем длину (обычно 45 см) на площадь сечения, определяемую по формуле площади круга: S=πR2.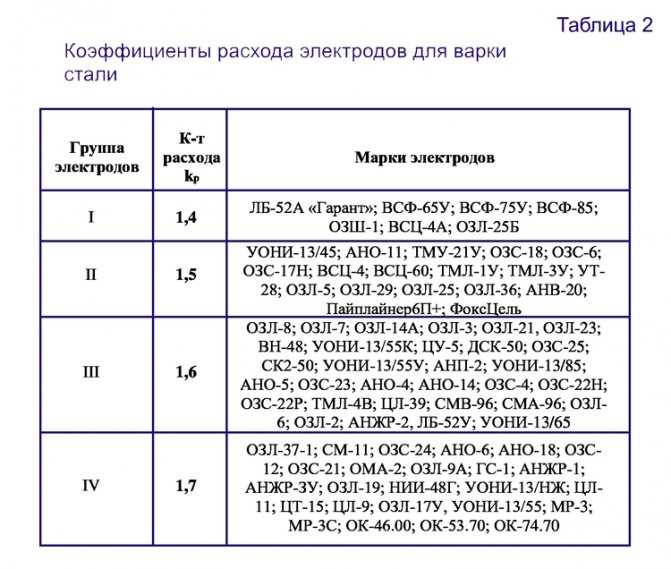 Полученный результат перемножаем с объемным весом стали 7,85 гр/см3.
Полученный результат перемножаем с объемным весом стали 7,85 гр/см3.
Вес электрода диаметром 4 мм составит около 61гр. Разделив 1 кг, на 0,06 получим 16 шт.
Расход на тонну металлоконструкции
На практике нередко нужен расход электродов на 1 тонну металлоконструкций при этом калькулятор онлайн может оказаться недоступен.
Крайне приблизительно ее можно принять, как 0,9 — 1,2% массы изделия. Более точные данные нам даст таблица 1 (см. выше).
Достаточно точные данные получают расчетом. Для этого, необходимо посчитать все сварные швы конструкции, а затем воспользоваться формулой, приведенной ранее (1).
Но самый надежный метод — по фактическим затратам. Он применим, когда выполняется изготовление серии однотипных сварных изделий.
При этом, самое первое изделие изготавливают, максимально соблюдая технологические нормы:
- оптимальный сварочный ток;
- диаметр электрода;
- подготовку места сварки, включая снятие фаски под нужным углом.

Одновременно ведут точный учет расхода стержней (или проволоки). Полученные данные делят на вес конструкции и соотношение используют далее, как эталон.
При сварке труб
Определить сколько нужно электродов на 1 м шва при сварке резервуаров, трубопроводов, других криволинейных поверхностей выполнить сложнее, чем для ровных швов. Для получения данных в таких расчетах, на практике используют таблицы ведомственных норм ВСН 452-84.
Здесь приведены данные о массе наплавляемого металла с учетом формы шва, толщины стенки трубы, а также группы электродов.
Как выглядит такая таблица можно увидеть на рисунке (таблица 3)
Снижение затрат
Для небольших бытовых работ затраты на расходники при дуговой сварке составляют относительно небольшие суммы. Поэтому, увеличение по какой-либо причине количество затраченных материалов мало что меняет.
Другое дело, когда речь о сварочных работах на крупной стройке, или ремонтном цехе. Здесь перерасход в доли процентов оборачивается тысячными убытками.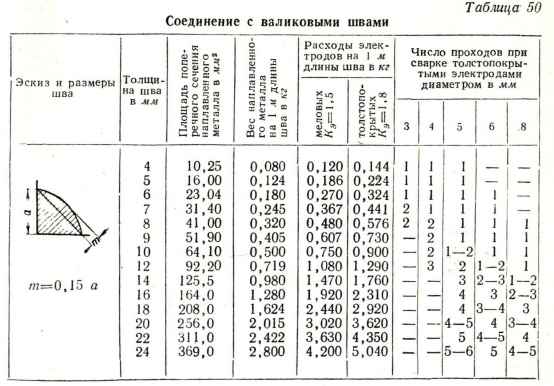
Мероприятия, направленные на снижение расходов при сварочных работах, ведут по следующим направлениям:
- Повышение квалификации персонала
- Качество сварочного оборудования, своевременное его обслуживание, ремонт и регулировка при необходимости.
- Улучшение качества используемых материалов, подготовки мест соединений.
- Использование новых технологий, замена, где это возможно, ручной сварки автоматической и полуавтоматической.
[stextbox id=’info’]Стрельцов В. сварщик со стажем 22 года: «Опытный сварщик даже на худшем оборудовании, сырыми электродами израсходует их меньше, чем новичок. Разумеется, это не исключает необходимость соблюдения технологии».[/stextbox]
Заключение
Расчет количества электродов при сварке лишь малая часть задач, которые приходится решать при сварочных работах. Если подход к делу не формальный, а профессиональный, результатом будет высокое качество при оптимальных затратах.
Главное, чтобы мероприятия по снижении расходов не выполнялись за счет ухудшения условий работы. Практика показывает, что такая экономия в конечном итоге оборачивается лишь убытками.
Практика показывает, что такая экономия в конечном итоге оборачивается лишь убытками.
Нормы расхода электродов – Таблица 5 из ВСН 452-84
Темы: Нормы расхода материалов ВСН-452-84 в строительстве, Сварные соединения, Сварные швы.
Соединения C18 вертикальных стыков трубопроводов сo скосом кромок нa съемной подкладке.
Таблица 05. Норма расхода электродов нa 1 стык.
| Размеры трубы, мм | ll | Масса наплавленного металла, кг | | | Электроды пo группам, кг | ll | Код стрoки | ||||||||
| ll | | | I I | I I I | | | I V | l | V | | | V I | ll | ||||
| 45 ´ 3 | ll | 0,027 | | | 0,06 | l | 0,054 | | | 0,058 | l | 0,061 | | | 0,064 | ll | 1 |
| 45 ´ 4 | ll | 0,034 | | | 0,062 | 0,066 | | | 0,07 | l | 0,074 | | | 0,079 | ll | 2 | |
| 57 ´ 3 | ll | 0,035 | | | 0,064 | l | 0,069 | | | 0,073 | l | 0,077 | | | 0,082 | ll | 3 |
| 57 ´ 4 | ll | 0,044 | | | 0,079 | l | 0,085 | | | 0,09 | l | 0,095 | | | 0,1 | ll | 4 |
| 76 ´ 5 | ll | 0,077 | | | 0,14 | l | 0,149 | | | 0,158 | l | 0,168 | | | 0,177 | ll | 5 |
| 89 ´ 6 | ll | 0,13 | | | 0,235 | l | 0,251 | | | 0,266 | l | 0,282 | | | 0,298 | ll | 6 |
| 108 ´ 6 | ll | 0,158 | | | 0,287 | l | 0,306 | | | 0,325 | l | 0,344 | | | 0,363 | ll | 7 |
| 133 ´ 6 | ll | 0,195 | | | 0,354 | l | 0,377 | | | 0,401 | l | 0,425 | | | 0,448 | ll | 8 |
| 133 ´ 8 | ll | 0,268 | | | 0,483 | l | 0,516 | | | 0,548 | l | 0,58 | | | 0,613 | ll | 9 |
| 159 ´ 6 | ll | 0,234 | | | 0,424 | l | 0,453 | | | 0,481 | l | 0,509 | | | 0,537 | ll | 10 |
| 159 ´ 8 | ll | 0,32 | | | 0,58 | l | 0,619 | | | 0,658 | l | 0,697 | | | 0,735 | ll | 11 |
| 219 ´ 6 | ll | 0,323 | | | 0,586 | l | 0,625 | | | 0,664 | l | 0,703 | | | 0,742 | ll | 12 |
| 219 ´ 8 | ll | 0,442 | | | 0,803 | l | 0,856 | | | 0,91 | l | 0,963 | | | 1,017 | ll | 13 |
| 219 ´ 10 | ll | 0,599 | | | 1,088 | l | 1,16 | | | 1,233 | l | 1,305 | | | 1,376 | ll | 14 |
| 219 ´ 12 | ll | 0,787 | | | 1,428 | l | 1,523 | | | 1,619 | l | 1,714 | | | 1,809 | ll | 15 |
| 273 ´ 8 | ll | 0,553 | | | 1,003 | l | 1,071 | | | 1,138 | 1,205 | | | 1,272 | ll | 16 | |
| 273 ´ 10 | ll | 0,75 | | | 1,361 | l | 1,452 | | | 1,542 | l | 1,633 | | | 1,724 | ll | 17 |
| 273 ´ 12 | ll | 0,985 | | | 1,788 | l | 1,907 | | | 2,026 | l | 2,145 | | | 2,265 | ll | 16 |
| 273 ´ 15 | ll | 1,592 | | | 2,89 | l | 3,082 | | | 3,275 | l | 3,467 | | | 3,66 | ll | 19 |
| 325 ´ 8 | ll | 0,659 | | | 1,196 | l | 1,276 | | | 1,357 | l | 1,436 | | | 1,516 | ll | 20 |
| 325 ´ 10 | ll | 0,894 | | | 1,623 | l | 1,731 | | | 1,839 | l | 1,947 | | | 2,055 | ll | 21 |
| 325 ´ 12 | ll | 1,175 | | | 2,133 | l | 2,275 | | | 2,417 | l | 2,559 | | | 2,701 | ll | 22 |
| 325 ´ 15 | ll | 1,902 | | | 3,453 | l | 3,683 | | | 3,913 | l | 4,144 | | | 4,374 | ll | 23 |
| 377 ´ 8 | ll | 0,765 | | | 1,389 | l | 1,482 | | | 1,576 | l | 1,667 | | | 1,76 | ll | 24 |
| 377 ´ 10 | ll | 1,039 | | | 1,885 | l | 2,01 | | | 2,136 | l | 2,261 | | | 2,387 | ll | 25 |
| 377 ´ 12 | ll | 1,365 | | | 2,478 | l | 2,643 | | | 2,808 | l | 2,973 | | | 3,138 | ll | 26 |
| 377 ´ 15 | ll | 2,211 | | | 4,013 | l | 4,281 | | | 4,548 | l | 4,816 | | | 5,083 | ll | 27 |
| 426 ´ 10 | ll | 1,175 | | | 2,132 | l | 2,274 | | | 2,416 | l | 2,558 | | | 2,7 | ll | 28 |
| 426 ´ 12 | ll | 1,545 | | | 2,804 | l | 2,99 | | | 3,177 | l | 3,364 | | | 3,551 | ll | 29 |
| 426 ´ 16 | ll | 2,759 | | | 4,991 | l | 5,324 | | | 5,655 | l | 5,988 | | | 6,321 | ll | 30 |
| 465 ´ 18 | ll | 3,598 | | | 6,531 | l | 6,966 | | | 7,401 | l | 7,836 | | | 8,271 | ll | 31 |
Другие страницы по теме:
- Нормы расхода топлива (Украина).

- Таблица 2 – нормы расхода электродов на 1 метр сварочного шва.
- Таблица 3 – норма электродов на 1 стык труб (С18 -соединения вертикальных стыков трубопроводов).
- Таблица 4 – норма электродов на 1 метр шва
- Таблица 6 – нормы расхода на 1 метр шва (С5 – Соединения вертикальных стыков трубопроводов).
- Таблица 7 – нормы расхода на 1 стык (С5 – Соединения вертикальных стыков трубопроводов).
- Таблица 8 – нормы расхода электродов на 1 метр шва (С10 – Соединения горизонтальных стыков трубопроводов).
- < Нормы расхода электродов – Таблица 6 из ВСН 452-84
- Нормы расхода электродов – Таблица 4 из ВСН 452-84 >
Стратегии уменьшения расширения графитовых электродов в натрий-ионных батареях с последующей электрохимической дилатометрией на месте
хим., межд. Эд.
2018, 57, 102; [PubMed] [Google Scholar]b) Hwang J.-Y., Myung S.-T., Sun Y.-K., Chem. соц. преп.
2017, 46, 3529; [PubMed] [Google Scholar]c) Сюй Г. -Л., Амин Р., Абуимран А., Че Х., Дахби М., Ма З.-Ф., Саадун И., Алами Дж., Мэттис В. Л., Пан Ф., Adv. Энергия Матер.
2018, 8, 1702403; [Google Scholar]d) Fang Y., Xiao L., Chen Z., Ai X., Cao Y., Yang H., Electrochem. Энергия преп.
2018, 1, 294. [Google Scholar]
-Л., Амин Р., Абуимран А., Че Х., Дахби М., Ма З.-Ф., Саадун И., Алами Дж., Мэттис В. Л., Пан Ф., Adv. Энергия Матер.
2018, 8, 1702403; [Google Scholar]d) Fang Y., Xiao L., Chen Z., Ai X., Cao Y., Yang H., Electrochem. Энергия преп.
2018, 1, 294. [Google Scholar]
2. а) Ленчук О., Адельхельм П., Молленхауэр Д., Phys. хим. хим. физ. 2019, 21, 19378; [PubMed] [Google Scholar]b) Moriwake H., Kuwabara A., Fisher C.A.J., Ikuhara Y., RSC Adv. 2017, 7, 36550; [Google Scholar]c) Юн Г., Ким Х., Пак И., Кан К., Adv. Энергия Матер. 2017, 7, 1601519. [Google Scholar]
3. Джахе Б., Адельхельм П., Ангью. хим. Междунар. Эд. 2014, 53, 10169. [PubMed] [Google Scholar]
4. Ким Х., Юн Г., Лим К., Кан К., Chem. коммун. 2016, 52, 12618. [PubMed] [Google Scholar]
5. Юнг С. К., Кан Ю.-Дж., Хан Ю.-К., Nano Energy 2017, 34, 456. [Google Scholar]
6. Besenhard J. O., Fritz H. P., Angew. хим., межд. Эд. 1983, 22, 950. [Google Scholar]
7. а) Kim H., Hong J., Park Y.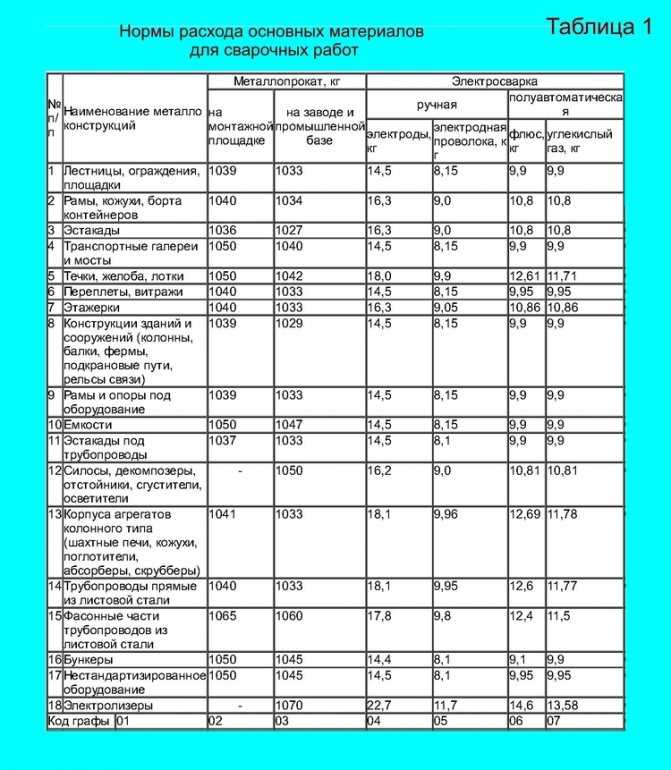 -U., Kim J., Hwang I., Kang K., Adv. Функц. Матер.
2015, 25, 534; [Google Scholar]b) Ким Х., Хонг Дж., Юн Г., Ким Х., Пак К.-Ю., Пак М.-С., Юн В.-С., Кан К., Energy Environ. науч.
2015, 8, 2963; [Google Scholar]c) Jache B., Binder J. O., Abe T., Adelhelm P., Phys. хим. хим. физ.
2016, 18, 14299; [PubMed] [Google Scholar]d) Seidl L., Bucher N., Chu E., Hartung S., Martens S., Schneider O., Stimming U., Energy Environ. науч.
2017, 10, 1631; [Google Scholar]e) Kajita T., Itoh T., Phys. хим. хим. физ.
2018, 20, 2188. [PubMed] [Google Scholar]
-U., Kim J., Hwang I., Kang K., Adv. Функц. Матер.
2015, 25, 534; [Google Scholar]b) Ким Х., Хонг Дж., Юн Г., Ким Х., Пак К.-Ю., Пак М.-С., Юн В.-С., Кан К., Energy Environ. науч.
2015, 8, 2963; [Google Scholar]c) Jache B., Binder J. O., Abe T., Adelhelm P., Phys. хим. хим. физ.
2016, 18, 14299; [PubMed] [Google Scholar]d) Seidl L., Bucher N., Chu E., Hartung S., Martens S., Schneider O., Stimming U., Energy Environ. науч.
2017, 10, 1631; [Google Scholar]e) Kajita T., Itoh T., Phys. хим. хим. физ.
2018, 20, 2188. [PubMed] [Google Scholar]
8. а) Гоктас М., Болли К., Берг Э. Дж., Новак П., Поллок К., Лангенхорст Ф., Редер М. В., Ленчук О., Молленхауэр Д., Адельхельм П., Adv. Энергия Матер. 2018, 8, 1702724; [Google Scholar]b) Goktas M., Akduman B., Huang P., Balducci A., Adelhelm P., J. Phys. хим. С 2018, 122, 26816; [Google Scholar]c) Xu Z.-L., Yoon G., Park K.-Y., Park H., Tamwattana O., Kim S.J., Seong W.M., Kang K., Nat. коммун. 2019, 10, 2598. [Бесплатная статья PMC] [PubMed] [Google Scholar]
9. Паланисельвам Т., Бабу Б., Бальдуччи А., Хейн М., Хаса И., Пассерини С., Сантоша А. Л., Гоктас М., Сунь Ю.-Н., Чжао Л., Хан Б.-Х., Пассерини С., Бальдуччи А., Адельхельм П., Batteries Supercaps
2020, 3. [Google Scholar]
Паланисельвам Т., Бабу Б., Бальдуччи А., Хейн М., Хаса И., Пассерини С., Сантоша А. Л., Гоктас М., Сунь Ю.-Н., Чжао Л., Хан Б.-Х., Пассерини С., Бальдуччи А., Адельхельм П., Batteries Supercaps
2020, 3. [Google Scholar]
10. Zhu Z., Cheng F., Hu Z., Niu Z., Chen J., J. Power Sources 2015, 293, 626. [Google Scholar]
11. Паланисельвам Т., Гоктас М., Анотумаккул Б., Сунь Ю.Н., Шмуч Р., Чжао Л., Хань Б.Х., Винтер М., Адельхельм П., Adv. Функц. Матер. 2019, 29, 10. [Google Scholar]
12. Карими Н., Варзи А., Пассерини С., Электрохим. Акта 2019, 304, 474. [Google Scholar]
13. а) Klee R., Wiatrowski M., Aragón M.J., Lavela P., Ortiz G.F., Alcántara R., Tirado J.L., ACS Appl. Матер. Интерфейсы 2017, 9, 1471; [PubMed] [Google Scholar]b) Хаса И., Доу Х., Буххольц Д., Шао-Хорн Ю., Хассун Дж., Пассерини С., Скрозати Б., Дж. Источники питания 2016, 310, 26. [Google Scholar]
14.
Чжан Х., Ли З., Сюй В., Чен Ю., Цзи С., Лернер М.М., Нанотехнологии
2018, 29, 325402. [PubMed] [Google Scholar]
[PubMed] [Google Scholar]
15. Goktas M., Bolli C., Buchheim J., Berg E.J., Novák P., Bonilla F., Rojo T., Komaba S., Kubota K., Adelhelm P., ACS Appl. Матер. Интерфейсы 2019, 11, 32844. [PubMed] [Google Scholar]
16. Боммье К., Цзи С., Смолл 2018, 14, 1703576. [PubMed] [Google Scholar]
17. Брессер Д., Буххольц Д., Моретти А., Варци А., Пассерини С., Energy Environ. науч. 2018, 11, 3096. [Google Scholar]
18. Yim T., Choi S.J., Jo Y.N., Kim T.-H., Kim K.J., Jeong G., Kim Y.-J., Electrochim. Акта 2014, 136, 112. [Google Scholar]
19. Lee J.-H., Lee S., Paik U., Choi Y.-M., J. Power Sources 2005, 147, 249. [Google Scholar]
20. Chen H., Ling M., Hencz L., Ling H.Y., Li G., Lin Z., Liu G., Zhang S., Chem. преп. 2018, 118, 8936. [PubMed] [Google Scholar]
21. Дахби М., Накано Т., Ябуучи Н., Исикава Т., Кубота К., Фукуниси М., Шибахара С., Сон Дж.-Ю., Цуй Ю.-Т., Одзи Х., Комаба С., Электрохим. коммун. 2014, 44, 66. [Google Scholar]
22. Chou S.-L., Pan Y., Wang J.-Z., Liu H.-K., Dou S.-X., Phys. хим. хим. физ.
2014, 16, 20347. [PubMed] [Google Scholar]
Chou S.-L., Pan Y., Wang J.-Z., Liu H.-K., Dou S.-X., Phys. хим. хим. физ.
2014, 16, 20347. [PubMed] [Google Scholar]
23. Мун Х., Татара Р., Мандай Т., Уэно К., Йошида К., Тачикава Н., Ясуда Т., Докко К., Ватанабэ М., J. Phys. хим. С 2014, 118, 20246. [Google Scholar]
Оценка общих затрат на сварку | Производство и металлообработка
Перейти к содержимому
В: Чтобы снизить затраты на сварку, не следует ли мне просто выбрать проволоку по самой низкой цене?
A: Существует несколько факторов, которые необходимо учитывать при определении общей стоимости сварки. Конечно, наиболее очевидным фактором является стоимость расходных материалов (электрода и защитного газа или флюса). Менее очевидные (и часто упускаемые из виду) затраты — это трудозатраты и накладные расходы, которые могут быть отнесены к фактическому процессу сварки.
Однако, как будет показано в нашем примере, трудозатраты и накладные расходы в фактических затратах на сварку обычно составляют от 60 до 70 процентов от общей стоимости.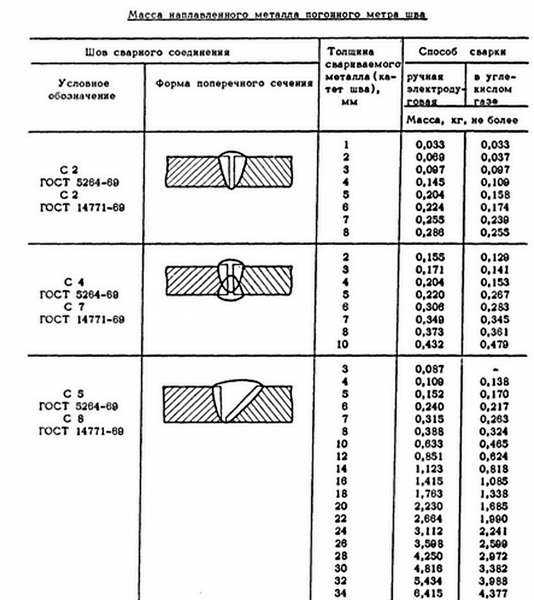 Таким образом, выбор электрода, который повышает производительность (за счет увеличения скорости наплавки), гораздо важнее, чем выбор электрода с более низкой стоимостью. Процесс определения общих затрат на сварку будет описан ниже.
Таким образом, выбор электрода, который повышает производительность (за счет увеличения скорости наплавки), гораздо важнее, чем выбор электрода с более низкой стоимостью. Процесс определения общих затрат на сварку будет описан ниже.
Используя произвольную ставку оплаты труда и накладных расходов в размере 50 долларов США, а также «рыночную прейскурантную цену» для широкого спектра сварочных материалов, оценка стоимости одного фунта наплавленного металла приведена в 9.0053 Таблица 1 . Были использованы пять различных рабочих коэффициентов (наименьший из которых составляет 20 процентов, а самый высокий — 60 процентов), где рабочий фактор определяется как процент времени сварщика, в течение которого он фактически выполняет сварку. Для процессов GMAW, FCAW-G и MCAW для расчета стоимости защитного газа использовалась ставка 0,20 доллара США за кубический фут.
Помимо затрат на оплату труда, электродов и защитного газа, в общие затраты на сварку была включена плата за электроэнергию, необходимую для питания сварочных аппаратов. Хотя в нашем примере стоимость электроэнергии на фунт наплавленного металла никогда не превышала 0,40 доллара США, эта величина не является незначительной и поэтому была включена в расчеты. В среднем стоимость электроэнергии составила около 2 процентов от общих затрат на сварку при использовании ставки 0,20 доллара за киловатт-час. Структуры ценообразования «сбора по требованию» не использовались.
Хотя в нашем примере стоимость электроэнергии на фунт наплавленного металла никогда не превышала 0,40 доллара США, эта величина не является незначительной и поэтому была включена в расчеты. В среднем стоимость электроэнергии составила около 2 процентов от общих затрат на сварку при использовании ставки 0,20 доллара за киловатт-час. Структуры ценообразования «сбора по требованию» не использовались.
Выбор наиболее экономичного процесса сварки (FCAW, GMAW, SMAW и т. д.) и подходящего сварочного электрода (проволока или стержень) усложняется наличием оборудования в производственном цехе. Если самые высокие источники выходной мощности, представленные сварщику, представляют собой машины на 450 ампер с рабочим циклом 60 процентов, то ответ на выбор электрода может быть не таким простым, как «давайте использовать провод самого большого диаметра из доступных, чтобы получить самые высокие скорости наплавки».
Например, в Таблица 1 показаны затраты на фунт для UltraCore 70C, указывающие на то, что использование стали диаметром 5/64 более экономично, чем использование диаметра 3/32 (при коэффициенте эксплуатации 60 процентов стоимость на фунт металла сварного шва составляет 7,14 доллара США). , против $8,67). Это связано с тем, что при 450 амперах скорость осаждения для UltraCore 70C диаметром 5/64 выше, чем у UltraCore 70C диаметром 3/32 из-за более высокой плотности тока. Однако, если бы мы могли полностью использовать весь диапазон силы тока провода 3/32 дюйма (с максимальной выходной силой тока около 700 ампер), мы бы увидели, что провод диаметром 3/32 дюйма дает преимущество в цене.
, против $8,67). Это связано с тем, что при 450 амперах скорость осаждения для UltraCore 70C диаметром 5/64 выше, чем у UltraCore 70C диаметром 3/32 из-за более высокой плотности тока. Однако, если бы мы могли полностью использовать весь диапазон силы тока провода 3/32 дюйма (с максимальной выходной силой тока около 700 ампер), мы бы увидели, что провод диаметром 3/32 дюйма дает преимущество в цене.
Таким образом, для наших расчетов использовался сварочный ток: или — максимальное значение силы тока в диапазоне, предусмотренном для электрода, или — максимальная мощность сварочного аппарата (450 ампер). По этой силе определяется скорость наплавки в фунтах в час, а затем можно рассчитать общее время сварки одного фунта наплавленного металла. На этот раз время наплавки одного фунта металла сварного шва указано в таблице 2 . На этом этапе трудозатраты и накладные расходы, необходимые для наплавки этого фунта металла сварного шва, могут быть определены путем умножения этой временной стоимости на заявленную ставку труда и накладных расходов в размере 50 долларов в час.
В дополнение к использованию универсального источника питания на 450 ампер для рассматриваемых потенциальных процессов сварки «открытой дугой», у нас также есть дополнительный ресурс в виде источника питания переменного/постоянного тока на 1000 ампер для дуговой сварки под флюсом. Хотя при сварке под флюсом возможны коэффициенты эксплуатации, приближающиеся к 80 процентам и более, мы ограничим коэффициент эксплуатации на уровне 60 процентов для сравнения с процессами с открытой дугой. Тем не менее, мы будем в полной мере использовать максимальные 1000 ампер, доступные на машине, поскольку это хорошо согласуется с максимальным рекомендуемым током для 5/32 в проводе под флюсом.
На основе установленных нами ограничений компоненты общих затрат на сварку (при эксплуатационном коэффициенте 60 процентов) были выделены для потенциальных сварочных материалов, рассматриваемых в Таблица 3 . Для стержневого электрода E7018 трудозатраты и накладные расходы в общей стоимости сварки составляют от 69 до 85 процентов от общей стоимости сварки. На противоположном конце спектра трудозатраты составляют лишь 32 процента от общей стоимости сварки при дуговой сварке под флюсом при силе тока 1000 ампер. И, наконец, для процессов с проволочной подачей трудозатраты в общей стоимости падают прямо между 60 и 70 процентами.
На противоположном конце спектра трудозатраты составляют лишь 32 процента от общей стоимости сварки при дуговой сварке под флюсом при силе тока 1000 ампер. И, наконец, для процессов с проволочной подачей трудозатраты в общей стоимости падают прямо между 60 и 70 процентами.
Интересно отметить, что в этом примере, несмотря на то, что затраты на расходные материалы для дуговой сварки под флюсом выше, чем для процессов в среде защитного газа, общие общие затраты на наплавку одного фунта наплавленного металла для дуговой сварки под флюсом ниже.
Сообщение состоит в том, что для процессов с открытой дугой 10-процентное снижение затрат на рабочую силу будет больше, чем 10-процентное снижение затрат на расходные материалы. Еще раз, используя 3/32 в UltraCore 70C в качестве примера, 10-процентное сокращение трудозатрат и накладных расходов приведет к передаче почти 0,60 доллара США за фунт наплавленного металла в чистую прибыль. С другой стороны, стремление снизить стоимость расходных материалов на 10 процентов сэкономит всего 0,25 доллара на фунт наплавленного металла.