Норма расхода электродов на тонну металлоконструкций: на 1 тонну металлоконструкций, на 1 метр шва
alexxlab | 27.01.2023 | 0 | Разное
Расход электродов на тонну металла
- Расход электродов
- Расход при сварке труб
- Расход электродов на 1 кг металла
- Расход электродов при сварке вельдолетов
Рассчитывать необходимое количество электродов необходимо еще на первоначальном этапе, когда вы только думаете проводить сварочные работы. Чтобы как можно точнее рассчитать расход электродов. Особенно важно знать, сколько пойдет электродов, когда вы планируете варить большой объем металлических конструкций.
Если вы произведете все расчеты правильно, то сварочный процесс будет протекать по задуманному плану и вам хватит электродов, чтобы закончить работу. Нормой расхода электродов считается максимальная величина абсолютного расхода сварочного материала.
Для того чтобы рассчитать расход электродов при сваривании, есть много методов. К примеру, в некоторых странах используется метод, где определяется расход с помощью массы металла. По этой причине килограммы становятся единицей измерения.
Чтобы вычислить массу металла, нужно умножить площадь поперечного сечения свариваемого металла с плотностью и длиной шва. Когда рассчитываете коэффициент расхода электродов, учитывайте, что разбрызгивание металла, угар и длина огарка тоже влияют на расход электродов.
Если вам сложно рассчитать все на теории, то можете сразу перейти к практике. Для этого сделайте некоторые сварочные работы, определите длину шва и рассчитайте нужно количество электродов.
Ниже приведены коэффициенты электродов в соотношении к маркам электродов:
- 2 группа – К(расх.) = 1.5 – марки электродов: ОЗЛ-Э6, ОЗЛ-5, ЦТ-28, ОЗЛ-25Б;
- 3 группа – К(расх.) = 1.6 – марки электродов: ЦЛ-17, ОЗЛ-2, ОЗЛ-8, ЗИО-8, ОЛ-6, ОЗЛ-7, ОЗЛ-3, ОЗЛ-21;
- 4 группа – К(расх.) = 1.7 – марки электродов: ОЗЛ-9А, ГС-1, ЦТ-15, ЦЛ-11, УОНИ-13/НЖ, ЦЛ-9;
- 5 группа – К(расх.
 ) = 1.8 – марки электродов: ОЗС-11, ОЗЛ-22, ОЗЛ-20, НЖ-13;
) = 1.8 – марки электродов: ОЗС-11, ОЗЛ-22, ОЗЛ-20, НЖ-13; - 6 группа – К(расх.) = 1.9 – марки электродов: АНЖР-2, ОЗЛ-28, ОЗЛ-27;
 ) = 1.8 – марки электродов: ОЗС-11, ОЗЛ-22, ОЗЛ-20, НЖ-13;
) = 1.8 – марки электродов: ОЗС-11, ОЗЛ-22, ОЗЛ-20, НЖ-13;Теперь, чтобы вам было более понятно, давайте проведем расчеты. Допустим, мы наплавили 5 килограммов металла с помощью электродов ОЗЛ-8. Мы сварили много металла, потом посчитали сечение шва, умножили его на длину швов и умножили на густоту. В результате у нас получилось 5 кг.
Теперь мы умножаем массу наплавленного металла (5) на коэффициент. Для наших электродов он составляет 1.6. Итак, 5 х 1.6 = 8. Получается, чтобы наплавить 5 кг металла нам необходимо приблизительно 8 кг электродов ОЗЛ-8.
Когда проводите расчеты, помните, что нужно быть точным, потому как даже небольшая погрешность может завысить ваши расходы на покупку электродов или, наоборот, вам может не хватить того количества, которое вы уже приобрели.
К примеру, чтобы наплавить тонну металла, нам нужно рассчитать количество электродов. Считаем: 1000 х 1. 6 = 1 600 кг электродов ОЗЛ-8.
6 = 1 600 кг электродов ОЗЛ-8.
Электроды монолит
Электроды ручной дуговой
Ток для алюминия
Электроды fox
ВСН 452-84. Производственные нормы расхода материалов в строительстве. Сварка трубопроводов из легированных сталей, автоматическая сварка под флюсом листовых конструкций, сварка стержней арматуры и закладных деталей, газовая резка (45848)
МИНИСТЕРСТВО МОНТАЖНЫХ И СПЕЦИАЛЬНЫХ СТРОИТЕЛЬНЫХ РАБОТ СССР
УТВЕРЖДАЮ:
заместитель министра монтажных
и специальных
строительных работ СССР
К.К.Липодат
14 декабря 1984 г.
ПРОИЗВОДСТВЕННЫЕ НОРМЫ РАСХОДА МАТЕРИАЛОВ В СТРОИТЕЛЬСТВЕ
СВАРКА ТРУБОПРОВОДОВ ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ АВТОМАТИЧЕСКАЯ СВАРКА ПОД ФЛЮСОМ ЛИСТОВЫХ КОНСТРУКЦИЙ, СВАРКА СТЕРЖНЕЙ АРМАТУРЫ И ЗАКЛАДНЫХ ДЕТАЛЕЙ, ГАЗОВАЯ РЕЗКА.
ВСН 452-84 Минмонтажспецстрой СССР
Центральное бюро научно-технической информации
Москва 1986
Производственные нормы предназначены для инженерно-технических работников строительно-монтажных, комплектующих, нормативно-исследовательских, проектно-технологических и проектных организаций.
Нормы разработаны Всесоюзным проектно-технологическим институтом организации производства, управления и экономики монтажных и специальных строительных работ (ВПТИмонтажспецстрой) Минмонтажспецстроя СССР (инженеры В.М. Панов, И.П. Никулина, В.В. Тищенко).
В проведении лабораторного метода нормирования принимали участие ВНИКТИстальконструкция (кандидаты техн. наук Н.Г. Ращупкин, К.А. Илюкович, инженер С.А. Мулярова) и ВНИИмонтажспецстрой (инженер А.А. Сыроваткин).
|
Министерство монтажных и специальных строительных работ СССР (Минмонтажспецстрой СССР) |
Ведомственные строительные нормы |
ВСН 452-84 |
|
Минмонтажспецстрой СССР |
||
|
Производственные нормы расхода материалов в строительстве. Сварка трубопроводов из легированных сталей, автоматическая сварка под флюсом листовых конструкций, сварка стержней арматуры и закладных деталей, газовая резка |
В дополнение к ВСН 416-81 ММСС СССР |
ОБЩАЯ ЧАСТЬ
1. В настоящих Производственных нормах приведен расход материалов на следующие виды работ: сварка трубопроводов из легированных сталей – ручная дуговая, ручная аргонодуговая, комбинированная; автоматическая сварка под флюсом листовых металлоконструкций; сварка стержней арматуры и закладных деталей железобетонных конструкций; ручная и механизированная газовые резки металлов. Нормы расхода материалов на сварку листовых и решетчатых конструкций из углеродистых и низколегированных сталей – ручную дуговую, механизированную порошковой проволокой, механизированную в углекислом газе; сварку трубопроводов из углеродистых и низколегированных сталей – ручную дуговую и газовую приведены в “Общих производственных нормах расхода материалов в строительстве. Сборник 30. Сварочные работы”. (М.: Стройиздат, 1982).
В настоящих Производственных нормах приведен расход материалов на следующие виды работ: сварка трубопроводов из легированных сталей – ручная дуговая, ручная аргонодуговая, комбинированная; автоматическая сварка под флюсом листовых металлоконструкций; сварка стержней арматуры и закладных деталей железобетонных конструкций; ручная и механизированная газовые резки металлов. Нормы расхода материалов на сварку листовых и решетчатых конструкций из углеродистых и низколегированных сталей – ручную дуговую, механизированную порошковой проволокой, механизированную в углекислом газе; сварку трубопроводов из углеродистых и низколегированных сталей – ручную дуговую и газовую приведены в “Общих производственных нормах расхода материалов в строительстве. Сборник 30. Сварочные работы”. (М.: Стройиздат, 1982).
2. Производственные нормы расхода предназначены для определения нормативного количества материалов на стадии подготовки строительно-монтажного производства и при организации производственно-технологической комплектации объектов строительства, контроля за расходом материалов при их описании, анализе производственно-хозяйственной деятельности монтажных организаций.
3. Производственные нормы на сварку труб из легированных сталей и на автоматическую сварку под флюсом металлоконструкций определены расчетно-аналитическим методом с проверкой величины коэффициентов расхода сварочных материалов лабораторным методом. Производственные нормы на сварку соединений арматуры и закладных деталей железобетонных конструкций определены расчетно-аналитическим методом с использованием коэффициентов расхода сварочных материалов, полученных лабораторным методом при сварке листовых конструкций и трубопроводов. Производственные нормы на газовую резку получены лабораторным методом с пересчетом результатов методом интерполирования для всех толщин листов, номеров профилей проката и типоразмеров трубопроводов.
|
Внесены ВПТИмонтажспецстроем |
Утверждены Минмонтажспецстроем СССР 14 декабря 1984 г. |
Срок введения в действие с 1 июля 1985 г. |
Производственные нормы предусматривают применение прогрессивной технологии и современного сварочного оборудования.
4. Производственными нормами учтены чистый расход материалов и трудноустранимые отходы и потери, образующиеся в процессе работ, – огарки электродов, заточка неплавящегося электрода, потери на угар, разбрызгивание и шлакообразование, остатки проволоки в бухте, расплавление и спекание флюса.
5. Производственные нормы не учитывают потери сварочных материалов при хранении и транспортировании от поставщиков до приобъектного склада.
6. В случаях совершенствования технологии, повышения уровня организации труда, изменения свойств и видов материалов, позволяющих уменьшить их расход на единицу продукции, производственные нормы подлежат пересмотру.
Раздел I. СВАРКА ТРУБОПРОВОДОВ ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ
Техническая часть
1. Производственные нормы предусматривают ручную дуговую, аргонодуговую и комбинированную сварки технологических трубопроводов из легированных и высоколегированных сталей.
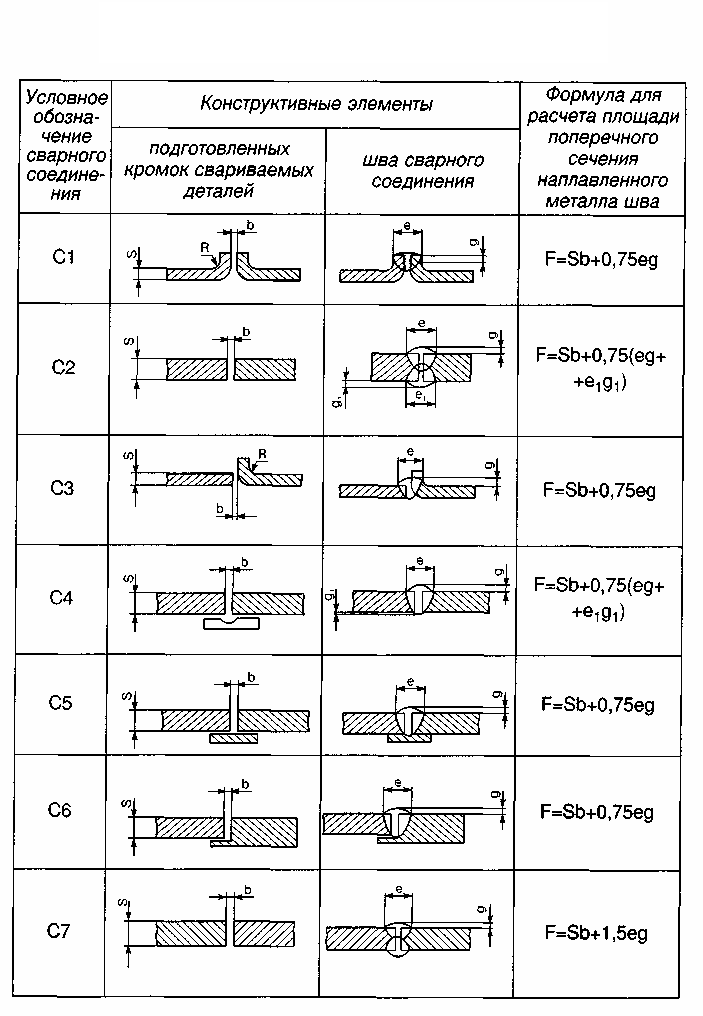
2. Конструктивные размеры и условные обозначения сварных соединений (С8, У7) соответствуют ГОСТ 16037-80.
3. В зависимости от коэффициента расхода, согласно паспортным данным, электроды, применяемые при дуговой и комбинированной сварке трубопроводов из легированных и высоколегированных сталей, объединены в 6 групп (табл. 1). К группе 1 относятся электроды с коэффициентом расхода 1,4.
Таблица 1
|
Группа электродов |
Коэффициент расхода электродов |
Марка электродов |
|
II |
1,5 |
ОЗЛ-Э6; ОЗЛ-5; ЦТ-28; ОЗЛ-25Б |
|
III |
1,6 |
ЦЛ-17, ОЗЛ-2, ОЗЛ-8, ЗИО-8, ОЗЛ-6, ОЗЛ-7, ОЗЛ-3, ОЗЛ-21 |
|
IV |
1,7 |
ОЗЛ-9А, ГС-1, ЦТ-15, ЦЛ-11, УОНИ-13/НЖ, ЦЛ-9 |
|
V |
1,8 |
ОЗС-11, ОЗЛ-22, ОЗЛ-20, НЖ-13 |
|
VI |
1,9 |
АНЖР-2, ОЗЛ-28, ОЗЛ-27 |
При применении электродов с коэффициентом расхода, отличающимся от приведенных в табл.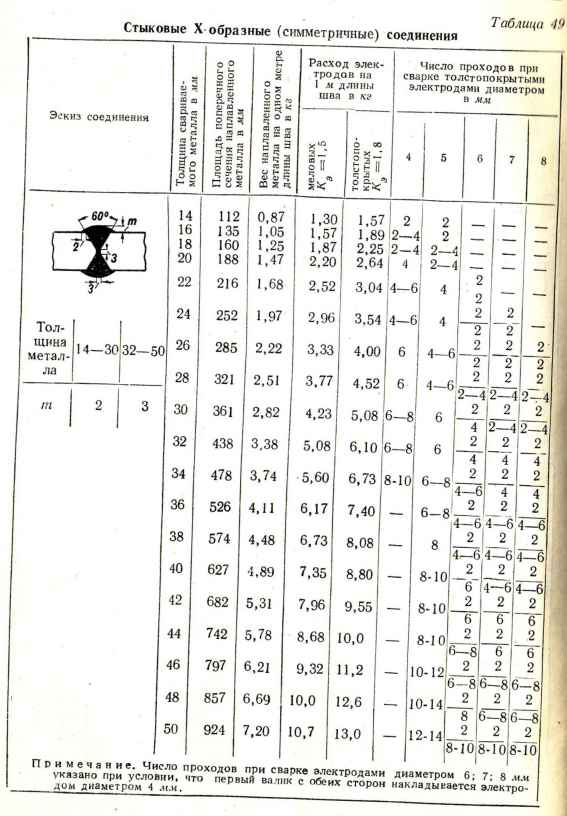 1, нормы расхода следует рассчитывать по формуле
1, нормы расхода следует рассчитывать по формуле
Н=МК,
где Н – определяемая норма расхода электродов, кг;
М – масса наплавленного металла, кг;
К – коэффициент расхода электродов, по которому определяется норма расхода.
4. Производственные нормы расхода сварочных материалов даны для сварки неповоротных стыков трубопроводов.
При сварке поворотных стыков необходимо пользоваться следующими поправочными коэффициентами:
при ручной дуговой сварке покрытыми электродами – 0,826;
при ручной аргонодуговой сварке: для электрода плавящегося – 0,930, для электрода вольфрамового сварочного неплавящегося – 1; для аргона на сварку и на поддув – 0,714.
При ручной аргонодуговой сварке горизонтальных стыков трубопроводов (при вертикальном расположении оси трубопровода) необходимо пользоваться следующими поправочными коэффициентами:
для плавящегося и неплавящегося сварочного вольфрамового электрода – 1;
для аргона на сварку и поддув – 1,43.
5. Нормами предусмотрена приварка патрубков к трубам равного диаметра, т.е. ДПАТР/ДТР=1,0. При ДПАТР/ДТР=0,6 к нормам следует применять поправочный коэффициент 0,51.
6. Нормами предусмотрена вварка патрубков, расположенных на трубопроводе сверху под углом 90° к оси трубопровода. При положении патрубка на трубопроводе сбоку или снизу к норме расхода следует применять коэффициенты:
при ручной дуговой сварке покрытыми электродами соответственно 1,12 и 1,26;
при аргонодуговой сварке на сварочную проволоку соответственно 1,0; 1,35; на аргон – 1,4; 2,0.
7. При вварке патрубков, расположенных под углом 60 и 45° к оси трубопровода, следует применять поправочные коэффициенты соответственно 1,1 и 1,23.
8. Расход флюс-пасты для защиты корня шва без поддува аргона необходимо рассчитывать по формуле
кг
где =3,14;
ДВН – внутренний диаметр трубы, м;
НФП – расход флюс-пасты на 1 м стыка (НФП=2,7 г/м).
9. В табл. 2-47 даны нормы расхода материалов на 1 м шва и 1 стык трубопровода. При отсутствии в указанных таблицах труб типоразмеров норма расхода рассчитывается по формуле
При отсутствии в указанных таблицах труб типоразмеров норма расхода рассчитывается по формуле
НТР=Н1м шва??lшва, кг
где НТР – норма расхода материалов на трубу необходимого диаметра, кг;
Н1м шва – норма расхода материалов на 1 м шва определенной толщины, кг;
lшва – длина шва трубы необходимого диаметра, м.
10. Нормы расхода материалов на сварку комбинированным методом разработаны в зависимости от массы наплавленного металла первого слоя шва, принятого равным 2 мм при толщине металла до 4 мм и 3 мм при толщине металла свыше 4 мм.
11. Нормы расхода электродов при ручной дуговой сварке трубопроводов для типов сварных соединений с условными обозначениями С2, С5, С17, С8, У18, У19 с толщиной стенки 6-20 мм следует определять по “Общим производственным нормам расхода материалов в строительстве. Сборник 30. Сварочные работы”. М., Стройиздат, 1982.
12. Норма расхода аргона определена исходя из следующих данных: при сварке аргон подавался со средним удельным расходом – 8, при поддуве – 5 л/мин с учетом применения стационарных или временных заглушек. При определении норм расхода при подаче аргона с большим или меньшим удельным расходом норму необходимо соответственно увеличивать или уменьшать.
При определении норм расхода при подаче аргона с большим или меньшим удельным расходом норму необходимо соответственно увеличивать или уменьшать.
Глава 1. СВАРКА РУЧНАЯ ДУГОВАЯ ПОКРЫТЫМИ ЭЛЕКТРОДАМИ
§ 1. Соединения С8 горизонтальных стыков трубопроводов со скосом одной кромки (рис. 1)
Рис. 1
Таблица 2
Норма на 1 м шва
|
Толщина стенки, мм |
Масса наплавленного металла, кг |
Электроды по группам, кг |
Код строки |
||||
|
II |
III |
IV |
V |
VI |
|||
|
3 |
0,152 |
0,269 |
0,286 |
0,305 |
0,322 |
0,340 |
01 |
|
4 |
0,207 |
0,368 |
0,393 |
0,417 |
0,442 |
0,466 |
02 |
|
5 |
0,262 |
0,465 |
0,497 |
0,527 |
0,558 |
0,590 |
03 |
|
Код графы |
01 |
02 |
03 |
04 |
05 |
06 |
– |
Таблица 3
Норма на 1 стык
|
Размеры трубы, мм |
Масса наплавленного металла, кг |
Электроды по группам, кг |
Код строки |
|||||
|
II |
III |
IV |
V |
VI |
||||
|
453 |
0,021 |
0,037 |
0,040 |
0,042 |
0,044 |
0,047 |
01 |
|
|
454 |
0,028 |
0,050 |
0,054 |
0,057 |
0,061 |
0,064 |
02 |
|
|
573 |
0,027 |
0,047 |
0,060 |
0,054 |
0,067 |
0,060 |
03 |
|
|
574 |
0,036 |
0,064 |
0,069 |
0,073 |
0,077 |
0,082 |
04 |
|
|
765 |
0,061 |
0,108 |
0,116 |
0,123 |
0,130 |
0,137 |
06 |
|
|
Код графы |
01 |
02 |
03 |
04 |
05 |
06 |
– |
|
§ 2. Соединения С18 вертикальных стыков трубопроводов со скосом кромок на съемной подкладке (рис. 2)
Соединения С18 вертикальных стыков трубопроводов со скосом кромок на съемной подкладке (рис. 2)
Рис. 2
Таблица 4
Норма на 1 м шва
|
Толщина стенки, мм |
Масса наплавленного металла, кг |
Электроды по группам, кг |
Код строки |
||||
|
II |
III |
IV |
V |
VI |
|||
|
3 |
0,201 |
0,366 |
0,390 |
0,415 |
0,439 |
0,464 |
01 |
|
4 |
0,249 |
0,453 |
0,484 |
0,514 |
0,544 |
0,574 |
02 |
|
5 |
0,330 |
0,600 |
0,640 |
0,680 |
0,720 |
0,760 |
03 |
|
6 |
0,474 |
0,861 |
0,918 |
0,975 |
1,033 |
1,090 |
04 |
|
8 |
0,651 |
1,182 |
1,261 |
1,341 |
1,419 |
1,498 |
05 |
|
10 |
0,885 |
1,607 |
1,714 |
1,821 |
1,928 |
2,035 |
06 |
|
12 |
1,166 |
2,116 |
2,257 |
2,398 |
2,539 |
2,680 |
07 |
|
15 |
1,893 |
3,436 |
3,665 |
3,894 |
4,123 |
4,352 |
08 |
|
16 |
2,081 |
3,778 |
4,030 |
4,281 |
4,533 |
4,785 |
09 |
|
18 |
2,297 |
4,532 |
4,834 |
5,136 |
5,438 |
5,740 |
10 |
|
Код графы |
41 |
42 |
03 |
04 |
05 |
06 |
– |
Скачать бесплатно
Расход графитового электрода и соединения электродов Eaf
Автор: Yvonne 23 ноября 2020 г. Валовое потребление тонн стального графитового электрода: MM = MZ / MG, поэтому позвольте DanCarbon рассказать о расходе графитового электрода и соединениях электрода Eaf.
Валовое потребление тонн стального графитового электрода: MM = MZ / MG, поэтому позвольте DanCarbon рассказать о расходе графитового электрода и соединениях электрода Eaf.
1. Норма расхода графитового электрода
Расчет расхода электрода в процессе плавки имеет две концепции: расход нетто и расход брутто. Нетто-потребление относится к техническому потреблению насоса технической воды в процессе плавки, когда электроды возгоняются, окисляются и реагируют. Сумма потеряна без участия в плавке. В настоящее время металлургическая промышленность оценивает физическое качество графитированных электродов по валовым потерям. Формула расхода графитового электрода:
Первый метод: метод выхода
Производственный метод основан на количестве расплавленной стали (готового продукта), произведенного за определенный период времени, и потреблении графитового электрода на входе за тот же период за вычетом остатка в печи.
Валовой расход тонны стального графитированного электрода: MM = MZ / MG
Нетто-расход тонны стального графитированного электрода: MJ = MC / MG
Среди них: MZ – общий расход электрода (входное количество-остаточное количество на печь) , кг/т;
MC – чистый расход электрода (входное количество-остаточное количество на печи-количество потерь), кг/т;
MG – количество готовой продукции из расплавленной стали, т.
Второй метод: метод энергопотребления
Метод энергопотребления основан на кумулятивном энергопотреблении чистого времени нагрева в определенный период и входе графитового электрода в течение тот же период за вычетом остатка на печи – это количество потребления (печь LF рассчитывает потребление энергии и электрода каждый 1 ℃ нагрева).
Расход электрода на кВтч:
MX = 1000 * MC/QH
Среди них: MC – чистый расход электрода (входное количество-остаточное количество на печь-потери), кг/т; QH — совокупное потребление энергии за чистое время нагрева, кВт * ч.
Метод вывода в основном использует валовое потребление в качестве метода расчета, и все используют выпуск готового продукта в качестве основы для расчета. Хотя метод энергопотребления не учитывает потери, кроме потребления технологии плавки, все же необходимо учитывать эти потери при оценке сталеплавильного завода. Этот метод будет иметь четкое сравнение между партиями электродов.
Таким образом, оценка расхода графитированных электродов при плавке на данном этапе является несправедливой. Что касается углеродной промышленности, следует активно рекомендовать комплексные методы оценки. То есть промышленность должна активно рекомендовать комплексный метод оценки, основанный на методе результатов. То есть общий уровень качества и технологичность графитовых электродов оценивают выходным методом; качество электродов и условия печи сравниваются между партиями методом потребляемой мощности; и другие расходы во время плавки также должны быть учтены. Таким образом, как стороны предложения, так и стороны спроса обращают внимание на качество электрода, а также обращают внимание на изменения в состоянии электропечи, чтобы достичь цели обеспечения наилучшей работы при оптимальном использовании. электрод.
Что касается углеродной промышленности, следует активно рекомендовать комплексные методы оценки. То есть промышленность должна активно рекомендовать комплексный метод оценки, основанный на методе результатов. То есть общий уровень качества и технологичность графитовых электродов оценивают выходным методом; качество электродов и условия печи сравниваются между партиями методом потребляемой мощности; и другие расходы во время плавки также должны быть учтены. Таким образом, как стороны предложения, так и стороны спроса обращают внимание на качество электрода, а также обращают внимание на изменения в состоянии электропечи, чтобы достичь цели обеспечения наилучшей работы при оптимальном использовании. электрод.
2. Есть ли зазор при соединении графитового электрода
При соединении графитовых электродов
1) Сначала продуйте раструб, торцевые поверхности и ниппели сжатым воздухом. Не должно быть пыли, стыки должны содержаться в чистоте.
2) Когда два электрода будут ввинчены до определенной степени (зазор около 10 мм), снова продуйте их сжатым воздухом.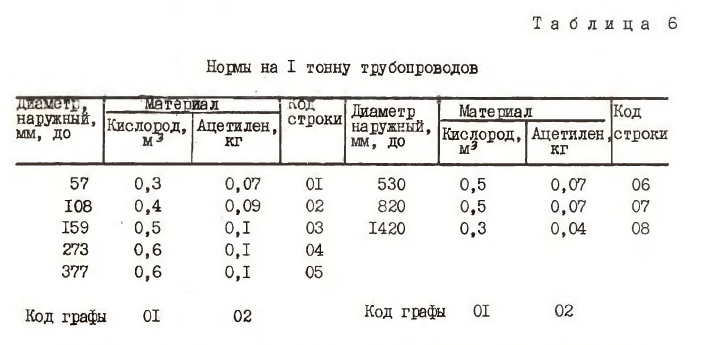
3) Затем затяните электрод с помощью динамометрического зажима и применяйте крутящий момент при затягивании. Зазор между обоими концами соединения не более 0,05 мм;
4) Если после затяжки в стыке есть зазор, необходимо выйти и снова соединиться до тех пор, пока зазор не исчезнет.
3. Соединения электродов Eaf
• Поднимите электроды новой дуговой печи над старой колонной и медленно опустите ее вертикально, чтобы избежать повреждения резьбы в результате ударов.
• Поверните новые электроды дуговой печи с помощью стопорного кольца. В это время подъемная заглушка и электрод одновременно вращаются вниз до тех пор, пока торцы двух электродов не соприкоснутся.
• Затяните электрод с соответствующим крутящим моментом, чтобы зафиксировать электрод.
4. Использование электрода дуговой печи
Электроды электродуговой печи в основном используются в дуговой печи переменного тока и дуговой печи постоянного тока.
Графитовые электроды проданы через Metalshub
Мы рады сообщить, что в последние недели мы стали свидетелями заключения первых контрактов на графитовые электроды через Metalshub. Эта важная веха является лишь одним из примеров нашего перехода от рынка, ориентированного на ферросплавы, к платформе для закупок всего сырья для сталелитейных заводов.
Market Insights
Принимая во внимание, что тщательная проверка, адаптация и обучение поставщиков остаются важным краеугольным камнем предлагаемых услуг Metalshub, мы расширили спектр продуктов, охватываемых платформой, с первоначальный акцент на ферросплавы в сторону гораздо более широкого ассортимента: порошковая проволока, рекарбюризатор, лом, чугун, плавиковый шпат и т. д. Прежде чем мы углубимся в детали этого развития, мы хотим поделиться некоторыми сведениями о рынке графитированных электродов.
Что такое графитовые электроды и для чего они используются?
Рынок графитовых электродов оценивался в 5,5 млрд долларов США в 2020 году (IMARC: Рынок графитовых электродов: глобальные отраслевые тенденции, доля, размер, рост, возможности и прогноз на 2021-2026 гг. ) и становится все более и более важным в связи с продолжающимся декарбонизация сталелитейной и металлургической промышленности. Как крупнейший производитель стали в мире, Китай занимает наибольшую долю потребления графитированных электродов и производственных мощностей в глобальном сценарии. Несмотря на то, что COVID-19вспышка оказала огромное влияние на мировое производство нерафинированной стали, китайская сталелитейная промышленность продемонстрировала значительное восстановление в 2020 году. производство увеличилось на 5,89% и достигло 1 054,4 млн тонн в 2020 году по сравнению с 2019 годом. Кроме того, Китай ввел новое положение о разрешении на выбросы, которое вступило в силу 1 января 2021 года, что должно еще больше стимулировать развитие производства стали для ЭДП и, следовательно, потребление графитированных электродов в страна.
) и становится все более и более важным в связи с продолжающимся декарбонизация сталелитейной и металлургической промышленности. Как крупнейший производитель стали в мире, Китай занимает наибольшую долю потребления графитированных электродов и производственных мощностей в глобальном сценарии. Несмотря на то, что COVID-19вспышка оказала огромное влияние на мировое производство нерафинированной стали, китайская сталелитейная промышленность продемонстрировала значительное восстановление в 2020 году. производство увеличилось на 5,89% и достигло 1 054,4 млн тонн в 2020 году по сравнению с 2019 годом. Кроме того, Китай ввел новое положение о разрешении на выбросы, которое вступило в силу 1 января 2021 года, что должно еще больше стимулировать развитие производства стали для ЭДП и, следовательно, потребление графитированных электродов в страна.
Графитовые электроды представляют собой большие цилиндрические конструкции, состоящие в основном из нефтяного кокса, игольчатого кокса и угольного битума, который используется в качестве связующего.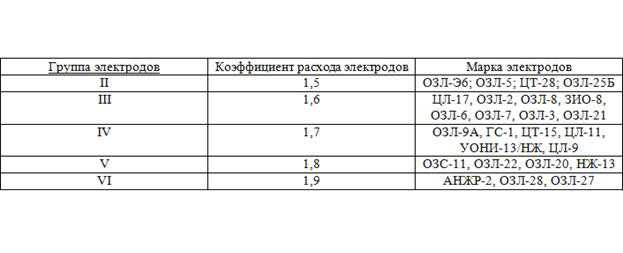 Его получают прокаливанием, компаундированием, замешиванием, прессованием, обжигом, графитизацией и механической обработкой. Размер электродов широко варьируется, но может достигать 0,75 метра в диаметре и 3 метров в длину. Благодаря высокому уровню электропроводности и способности выдерживать экстремально высокие температуры до 1600 градусов Цельсия графитированные электроды являются жизненно важным сырьем в электродуговых печах (ЭДП), ковшовой рафинации стали и производстве ферросплавов. В этом процессе графитированные электроды составляют около 2-3% от общих затрат на производство стали. В зависимости от различного используемого сырья и физико-химических показателей конечного продукта графитированные электроды можно разделить на разные типы:
Его получают прокаливанием, компаундированием, замешиванием, прессованием, обжигом, графитизацией и механической обработкой. Размер электродов широко варьируется, но может достигать 0,75 метра в диаметре и 3 метров в длину. Благодаря высокому уровню электропроводности и способности выдерживать экстремально высокие температуры до 1600 градусов Цельсия графитированные электроды являются жизненно важным сырьем в электродуговых печах (ЭДП), ковшовой рафинации стали и производстве ферросплавов. В этом процессе графитированные электроды составляют около 2-3% от общих затрат на производство стали. В зависимости от различного используемого сырья и физико-химических показателей конечного продукта графитированные электроды можно разделить на разные типы:
- RP (обычная мощность)
- HP (высокая мощность)
- UHP (сверхвысокая мощность)
- SHP (сверхвысокая мощность)
Наибольший прирост эффективности при использовании платформы Metalshub 9005 We 9004 для широкого ассортимента получили многочисленные отзывы от наших клиентов о том, что наша платформа обеспечивает наибольший прирост эффективности, когда она используется для большого количества категорий продуктов. Такие компании, как MAT Foundry Group и Friedrich Lohmann GmbH, также перегоняли через платформу крупногабаритные товары, такие как металлолом, чтобы воспользоваться преимуществами эффективных процессов платформы и ее широких функций бизнес-аналитики. В недавнем пресс-релизе мы объявили, что SHS (Saarstahl и Dilliger AG) перенесли широкий спектр категорий продуктов на платформу, что помогает им соответствовать растущим требованиям соответствия и повышать эффективность работы.
Такие компании, как MAT Foundry Group и Friedrich Lohmann GmbH, также перегоняли через платформу крупногабаритные товары, такие как металлолом, чтобы воспользоваться преимуществами эффективных процессов платформы и ее широких функций бизнес-аналитики. В недавнем пресс-релизе мы объявили, что SHS (Saarstahl и Dilliger AG) перенесли широкий спектр категорий продуктов на платформу, что помогает им соответствовать растущим требованиям соответствия и повышать эффективность работы.
На сегодняшний день через Metalshub можно торговать около 30 товарных категорий, в общей сложности 130 различных видов продукции. Ниже вы найдете список основных категорий закупок на литейных и сталелитейных заводах с информацией о том, были ли они уже проданы через платформу.
Наша команда отраслевых экспертов, металлургов и технических экспертов поможет нашим клиентам сместить еще больше категорий на платформе, сохраняя при этом удобный и структурированный листинг и процесс переговоров.