Новый паяльник подготовить к работе: Как залудить паяльник? Уход за паяльником.
alexxlab | 29.08.2018 | 0 | Разное
Как залудить паяльник? Уход за паяльником.
Подготовка и уход за паяльником
Если на эту страничку попали те, кто уже умеет правильно паять, то информация Вам вряд ли пригодится, это мануал для новичков.
Радиоэлектроника для начинающих начинается с пайки. Это аксиома. Научиться паять довольно просто, как и в любом деле, нужна практика. Если паяльный набор готов, то пора приступить к подготовке инструмента.
Заточка жала паяльника.
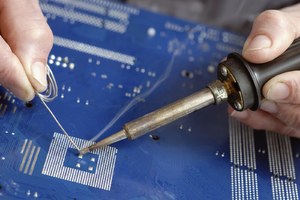
Прежде чем паять необходимо подготовить новый паяльник к работе, а точнее, заточить жало под определённую форму и покрыть тонким слоем припоя.

Жало необходимо заточить напильником под углом в 30-40 градусов, так, чтобы получился клин. Острый край жала следует затупить, чтобы получился плоский край шириной около 1 мм. Обычно, у новых паяльников жало уже заточено клином, но оно покрыто слоем патины – зеленоватым окислом меди и кислорода. Этот окисел надо убрать напильником по металлу или мелкозернистой шкуркой.

Кроме “классической” клиновидной формы жалу можно придать и другую, всё зависит от того, что вы будете паять. Для пайки мелких деталей можно сделать его форму наподобие вытянутого конуса с шириной края 2 – 3 мм. Или же сделать пропил в краю, чтобы можно было одним касанием выпаивать SMD-резисторы.
Сразу после того, как заточили жало, нужно установить его в паяльник и залудить. Если не сделать этого, медная поверхность жала окислиться на воздухе и его придётся затачивать заново!
Залуживаем жало паяльника.
Далее необходимо залудить жало, т.е покрыть его тонким слоем припоя. Для этого включаем электрический паяльник в сеть и ждём, когда медный стержень прогреется до определённой температуры. Когда жало прогреется, это станет заметно по красноватому оттенку, медь станет красновато-оранжевого цвета. Затягивать прогрев не стоит, иначе жало обгорит. Как только жало приобретёт чуть красноватый оттенок, его необходимо прислонить к кусковой канифоли или смоле.

При этом будет обильное выделение дыма. Расплавленной канифолью покрываем всё жало. Далее расплавляем небольшой кусочек припоя так, чтобы он равномерно растёкся по поверхности. Можно потереть жало о деревянную дощечку, так припой лучше распределиться по медной поверхности.
Медное жало должно быть покрыто ровным слоем припоя. Если на поверхности остались непокрытые припоем участки, процесс лучше заново повторить.

Вот так происходит подготовка паяльника к работе. По мере необходимости процесс надо будет повторять, но делать это часто совсем необязательно.
Писал всё довольно подробно, чтобы новичкам было как можно легче.
Уход за паяльником.
Как и любой другой инструмент, паяльник требует ухода. Время от времени жало у паяльника выгорает, на нём появляются рытвины и неровности. Устраняется выгорание затачиванием жала и его лужением. Также следует обратить внимание на то, что при длительном использовании стержень покрывается окалиной, что препятствует быстрому прогреву.

Почему жало паяльника выгорает? Дело в том, что при нагреве медь частично растворяется в припое, а сам край жала подвергается пусть и небольшому, но механическому воздействию. Также стоит понимать, что когда паяльник не используется, жало сильно разогревается и это способствует окислению меди. Поэтому при холостом простое рекомендуют либо выключить паяльник, либо уменьшить температуру. У обычного электрического паяльника типа ЭПСН температурной регулировки нет, поэтому при простое его лучше выключить.
Окалину удаляют следующим образом.
Пассатижами вытаскивают медный стержень из паяльника. Убирают окалину со стержня с помощью мелкозернистой шкурки. Можно покрыть стержень небольшим слоем графита, потерев его о грифель обычного карандаша. Это предотвратит быстрое образование окалины в будущем. Лёгким постукиванием по нагревательному элементу паяльника добиться извлечения окалины из нагревательного элемента, где был установлен медный стержень. Устанавливают медный стержень на прежнее место.

Следует время от времени проверять состояние изоляции электрического паяльника. Для этого замеряют сопротивление между сетевой вилкой паяльника и жалом. О том, как измерять сопротивление я уже рассказывал. На омметре следует выставить мегаомный предел измерения (1 – 10Мом). Помните, что касаться руками металлических щупов мультиметра при замере сопротивления нельзя. Иначе, прибор покажет общее сопротивление Вашего тела и замеряемой цепи. Прибор должен показать бесконечно большое сопротивление. Это будет свидетельством добротной изоляции между жалом паяльника и электрической сетью.
Для тех, кто уже обзавёлся паяльной станцией, подойдут сменные жала 900М из меди. Они также требуют подготовки перед работой.

Главная » Радиоэлектроника для начинающих » Текущая страница
Также Вам будет интересно узнать:
особенности подготовки к пайке и уход за жалом
В современном доме, наполненном техникой, часто встречаются простые поломки, которые при должном умении легко устранить самостоятельно. Чаще всего встречается такая поломка, как разъединение контактов и разрыв проводов. В домашних условиях с такой проблемой можно справиться при помощи обыкновенного паяльника.

На множестве сайтов есть инструкции, как правильно выбрать паяльник и самостоятельно паять, как подобрать припой и флюс. Но в большинстве своем в инструкциях опускается такой важный вопрос как правильно залудить паяльник.

Если неправильно подготовить инструмент к работе, то результаты стараний будут совершенно некачественными, а контакты в приборе – ненадежными.
Краткое содержимое статьи:
Разновидности паяльников
Важно знать, что разные виды паяльников нуждаются в разных способах предварительной обработки.

На метод лужения в основном влияет материал, из которого изготавливается непосредственно жало паяльника.

Медь
Самыми популярными и доступными по цене являются жала, изготовленные из меди и ее сплавов. Данный металл обладает хорошей теплопроводностью, однако имеет большой минус- медное жало очень мягкое и по этой причине очень быстро изнашивается. Также медные жала не подходят для работы над мелкими радиодеталями.

Не обгораемые наконечники
Гораздо лучшие характеристики имеют необгораемые жала. Они тоже выполнены из медных сплавов, но имеют специальное защитное покрытие из никеля или серебра.

Найти инструкцию, как залудить жало такого паяльника не получится – данный процесс выполняется еще на этапе изготовления жала, и благодаря специальному покрытию повторять данную операцию больше не придется.

Сталь
В редких случаях можно встретить паяльники с жалом, выполненным из стали. Этот материал гораздо более долговечный и прочный по сравнению с медью, но обладает очень плохой теплопроводностью. Это обуславливает весьма малую популярность паяльников со стальными наконечниками.

Керамика
В последнее время все больше набирают популярность паяльники с жалами, изготовленными из керамики. Они обладают завидной теплопроводностью, не покрываются окислами и как следствие, не требуют лужения.
Также благодаря своей плотности, керамический наконечник может быть весьма тонким, что как нельзя лучше подходит для работы с мелкими радиодеталями и создания авторской бижутерии.

Составные наконечники
В продаже можно встретить жала, сделанные сразу из нескольких металлов. При создании таких деталей учитываются все плюсы и минусы каждого из используемых металлов, чтобы полностью отразить его достоинства и нивелировать недостатки.

Самым популярным является такое сочетание металлов, как соединение стали, меди и никеля. Твердая сталь служит осью жесткости, мягкая медь служит хорошим проводником, а никелевое покрытие защищает медное жало от окисления.

Начало работы
Начинать работу с новым и уже использовавшимся ранее инструментом необходимо совершенно по-разному.

Как же залудить новый паяльник?
Стоит вспомнить, что в лужении нуждаются только медные и стальные жала. Для других данная процедура не требуется.

Начинать работу с новым паяльником следует с удаления с его поверхности патины – зеленоватого налета, который создают продукты окисления. Удаляется патина при помощи мелкозернистой наждачной бумаги. Далее можно приступать непосредственно к лужению.

Чтобы знать, как залудить медный паяльник, надо знать, что такое лужение. Под этим термином понимается покрытие поверхности жала тонким слоем разогретого припоя. Данная операция поможет не допустить окисления металла во время работы, что благотворно повлияет на качество шва.

После снятия окислов с нового паяльника и придания нужной формы старому жалу, можно приступать к лужению. Для этого паяльник разогревается до температуры плавления канифоли, после чего ей обрабатывается жало.

Далее следует дождаться разогревания паяльника до его рабочей температуры и погрузить рабочую поверхность жала в небольшой кусочек припоя, чтобы жало выло равномерно обработано припоем.

Чтобы выполнить этот процесс было легче, можно посмотреть фото как залудить паяльник. Это поможет подобрать оптимальное количество припоя и канифоли для выполнения данной работы.

Фото инструкция как залудить жало паяльника



























Также рекомендуем просмотреть:
Помогите сайту, поделитесь в соцсетях 😉
что нужно, и чего делать нельзя [видео]
Блестящий новый паяльник, если его, конечно, покупали не в качестве оригинального сувенира, таким красивым, как правило, остается не долго. В хорошем смысле.
Хороший паяльник — инструмент серьезный, часто недешевый, потому, как и любое другое профессиональное оборудование требует грамотного к себе отношения и нуждается в правильном и своевременном уходе. Однако не каждый начинающий мастер паяльного дела об этом помнит. А ведь не надлежащего качества и/или несвоевременный уход за паяльником не просто затрудняет работу самого оператора, но и неизбежно приводит к появлению дефектов в соединениях.
Итак, если вы уже обзавелись новым паяльником или только планируете его приобрести (к слову, можно паяльник купить на gsm-komplekt.com — ассортимент приличный) и пока не обладаете достаточным опытом работы с данным прибором, то следует помнить, что существует ряд правил, соблюдение которых позволяет значительно продлить срок бесперебойной работы нового инструмента и в полной мере использовать весь его функционал.

Итак, основные правила ухода за паяльником — напоминаем:
- нельзя включать инструмент со снятым сердечником, так как это приводит к перегреву элемента, чрезмерному окислению внутренних деталей барабана и, в конечном итоге — к значительному сокращению срока службы паяльника;
- при первом использовании нового паяльника его наконечник рекомендуется покрыть активированным канифольным флюсом (крайне желательно качественным, на основе синтетических смол, в котором не содержатся соединения галогенов) и облудить в припое. Если плитки с емкостью для припоя под рукой не оказалось, то вместо нее использовать можно трубчатый припой с флюсовой набивкой. Отметим также, что припой наносится сразу же, как только наконечник нового паяльника нагреется до температуры расплавления припоя.

- при каждом последующем выключении инструмента его наконечник необходимо хорошо очистить и тщательно облудить, данная несложная операция позволит без проблем его разогреть при повторном включении;
- в перерывах между пайками на наконечник паяльника периодически следует наносить припой, таким образом вы избежите его несмачивания, которое может возникать при высокой температуре нагрева, когда окислившийся на воздухе припой перестанет защищать покрытие наконечника.

И несколько важных НЕЛЬЗЯ:
- ни в коем случае нельзя ударять по паяльнику (к примеру, чтобы удалить окисные пленки): удалять окислы железа необходимо с помощью кислотного флюса и и специальной оплетки с последующим проведением описанной выше процедуры обслуживания;
- нельзя повторно затачивать наконечник профессионального паяльника: заточка и шлифовка, в особенности неумелые, могут привести к повреждению наконечника, лучше приобрести сразу несколько наконечников различных форм и размеров, в долгосрочной перспективе это выгоднее, чем покупать новый вместо испорченного старого;
- нельзя очищать наконечник тканью или другими не предназначенными для этого материалами: для очистки наконечник достаточно осторожно протереть целлюлозной губкой;
- нельзя для очистки наконечника паяльника использовать воду из-под крана: в водопроводной воде содержатся различные примеси, которые могут повредить металл покрытия, потому чтобы смыть что-то с наконечника, губку следует смачивать только в дистиллированной воде.
И в завершение — немного классики:
[vsw id=»RIoP9oZeZYY» source=»youtube» width=»550″ height=»320″ autoplay=»no»]
как залудить новое и медное покрытия, правильная работа с припоем
 Работа с радиоэлектроникой предполагает пайку материалов. Научиться этому легко, а если есть непонятные нюансы, то с опытом они исчезнут. Инструмент требует обслуживания для своей качественной работы. Мастеру нужно уметь правильно залудить жало паяльника, чтобы держался припой. Инструмент при этом не должен быть повреждён. Качество пайки зависит от правильных действий при обработке основания.
Работа с радиоэлектроникой предполагает пайку материалов. Научиться этому легко, а если есть непонятные нюансы, то с опытом они исчезнут. Инструмент требует обслуживания для своей качественной работы. Мастеру нужно уметь правильно залудить жало паяльника, чтобы держался припой. Инструмент при этом не должен быть повреждён. Качество пайки зависит от правильных действий при обработке основания.
Особенности покрытий
Паяльники простого типа традиционно имеют медное жало. Материал до сих используется с момента изобретения инструмента из-за своих высоких теплопроводящих свойств. Но есть недостаток — способность к высокому износу. Медь выгорает или растворяется в припое. Недостаток требовалось устранить, и производители стали наносить дополнительное покрытие из никеля или серебра.
Никель обладает высокой прочностью и не изнашивается. Долгий срок службы — это преимущество никелевого покрытия. Недостаток — слабая адгезия. Такой наконечник плохо удерживает припой. Пайку можно выполнить только при подаче припоя непосредственно в зону работы. Рабочую область нагревают жалом, потом ложат небольшую часть припоя или паяльной пасты. Схватывание происходит от нагрева.
Серебро имеет хорошую адгезию, но слабо проводит тепло. К тому же материал дорогой. Со временем серебро изнашивается и обнажает медную основу. Это происходит из-за того, что покрытие из серебра растворяется в припое.
 Особенности напыления усложняют работу и обслуживание. Поэтому радиолюбители, особенно старшего поколения, предпочитают медные паяльники. Но у медного жала есть недостаток — горячая медь мгновенно окисляется. Взаимодействие с воздухом происходит лишь на тонком слое, но этого достаточно для нулевой адгезии. Тепло тоже передаётся хуже. Выход из ситуации — наконечник всегда нужно покрывать тонким слоем припоя.
Особенности напыления усложняют работу и обслуживание. Поэтому радиолюбители, особенно старшего поколения, предпочитают медные паяльники. Но у медного жала есть недостаток — горячая медь мгновенно окисляется. Взаимодействие с воздухом происходит лишь на тонком слое, но этого достаточно для нулевой адгезии. Тепло тоже передаётся хуже. Выход из ситуации — наконечник всегда нужно покрывать тонким слоем припоя.
Олово нельзя наносить перед пайкой, поскольку под его слоем начинает выгорать медь. На месте выгорания появляются шлаки, из-за которых отсутствует адгезия. Мастер начинает отвлекаться от работы.

Абразивные материалы стачивают покрытие. Никель или керамика нанесены тонким слоем на жало — вот почему нельзя их стачивать. Дорогостоящий наконечник превратится в медный пруток.
Процесс подготовки медного жала
 Процесс покрытия не вызывает трудностей. Расплавленный припой хорошо ложиться на горячую медь, но с одним условием — она должна быть чистой. Добиться этого можно только при низкой температуре. Окисление при повышении температуры ускоряется и адгезия пропадает. Холодный припой нельзя прилепить к жалу, поскольку он не плавится. Получается замкнутый круг.
Процесс покрытия не вызывает трудностей. Расплавленный припой хорошо ложиться на горячую медь, но с одним условием — она должна быть чистой. Добиться этого можно только при низкой температуре. Окисление при повышении температуры ускоряется и адгезия пропадает. Холодный припой нельзя прилепить к жалу, поскольку он не плавится. Получается замкнутый круг.
Шлаки, остатки канифоли и пластика, окалину и прочий мусор можно удалить на холодном инструменте. Стержень перед этой операцией вытаскивают, чтобы не повредить нагреватель. Жало внутри нагревателя тоже окисляется, что ухудшает теплопередачу. Электричество из-за окалины преодолевает лишнее сопротивление и расходуется впустую.
Перед тем как залудить паяльник с медным жалом его нужно очистить от грязи. Делают это напильником или наждачкой. Материал следует заточить до чистого слоя, чтобы внешний вид был как новый. Проще это сделать наждачкой. Поверхность полируют до гладкого состояния — так окисление проходит медленнее.
Скорость окисления можно снизить, если оковать жало. Делают это молотком на наковальне. Аккуратными ударами укрепляют поверхность и придают форму медному прутку. Далее переходят к процессу лужения, пока оно не покрылось шлаками.
Способы лужения медного жала:
 Канифолью. Способ дымный, поэтому в жилом помещении провести его сложно и опасно для здоровья. Лучше воспользоваться балконом. Зачищенное основание погружают в баночку с канифолью и кладут туда немного припоя. Он моментально покроет жало и не даст ему окислиться. После процедуры кончик жала протирают толстым натуральным сукном, но аккуратно, чтобы не обжечь пальцы. Припой вотрётся в медь. Процедуру выполняют после длительного хранения паяльника.
Канифолью. Способ дымный, поэтому в жилом помещении провести его сложно и опасно для здоровья. Лучше воспользоваться балконом. Зачищенное основание погружают в баночку с канифолью и кладут туда немного припоя. Он моментально покроет жало и не даст ему окислиться. После процедуры кончик жала протирают толстым натуральным сукном, но аккуратно, чтобы не обжечь пальцы. Припой вотрётся в медь. Процедуру выполняют после длительного хранения паяльника.- Способ натирания поверхности оловом. Чистое основание немного разогревают и макают в канифоль. Затем поверхность натирают оловом. Процедуру повторяют несколько раз. Защитный слой закрепляют натиранием о сукно. Результат можно получить без дыма в любом помещении.
Правильная подготовка позволит не нервничать на начальном этапе работы. Спустя время процесс нужно переделывать из-за того, что медь начинает окисляться.
Лужение современного покрытия
 Наконечники из керамики и никеля не нужно лудить. Так читают производители, но это не более чем реклама. Современные покрытия тоже склонны к окислению, только процесс происходит медленнее. Залудить жало паяльника паяльной станции современного типа обычным способом не получится — покрытие будет стёрто.
Наконечники из керамики и никеля не нужно лудить. Так читают производители, но это не более чем реклама. Современные покрытия тоже склонны к окислению, только процесс происходит медленнее. Залудить жало паяльника паяльной станции современного типа обычным способом не получится — покрытие будет стёрто.

Очистку выполняют мокрой тряпочкой их х/б ткани. Берут твёрдую канифоль, куда ложат немного припоя. Наконечник следует натереть тряпочкой и моментально окунуть в канифоль. Кусок припоя утапливают вертикально вниз. Припой плавится и обволакивает конус жала.
Очистка в процессе работы
Правильно облудить паяльник важно не только во время подготовки к работе. Спустя какое-то время пайки может случиться так, что материал снова не будет липнуть к основанию. Это происходит через минут 15. Под слоем лужения обгорает медь. Существует несколько способов как правильно залудить паяльник во время работы.
Бруском дерева
Брусок дерева неотёсанный всегда должен находиться под рукой у мастера. Используют хвойные породы, поскольку такая древесина имеет природную канифоль. На древесину наливаю флюс и ложат немного припоя. Как только на жале появляется окалина, натирают его о дерево. Во время этого процесса основание очищается и облуживается.
Губка из металла
 Способ моментального лужения основания паяльника. Заводские паяльные установки оснащены подобным устройством в виде губки из стали в контейнере.
Способ моментального лужения основания паяльника. Заводские паяльные установки оснащены подобным устройством в виде губки из стали в контейнере.
Мастеру удобно пользоваться подобным методом, но его можно улучшить. Низ губки измазывают флюсом — паяльным салом. При неглубоком погружении жала оно будет просто очищаться. А если на основание нанести припой и макнуть его глубоко, до основания губки, то очистка будет совмещена с лужением.
Метод оптимален для современных наконечников с керамическим или никелевым напылением. Даже паяльники с тонким жалом из меди можно так очищать и залуживать. Повреждения устройству сложно нанести даже при сильном нажатии.
Использование канифоли
Способ для традиционного инструмента с простым жалом из меди. Металл быстро окисляется и через 10−15 минут припой уже не подцепить. Если почистить отдельно от флюса, то мастер не успеет донести паяльник — так быстро проходит окисление.
Чистят инструмент из-за этого в канифоли. Под паяльник ложат надфиль, можно воспользоваться стальной проволокой. Затем жалом трут до того момента, пока флюс не расплавится. Припоя не должно быть.
Классический метод и профилактика
Предыдущие способы придумали мастера относительно недавно. Наши предки, даже ещё отцы, делали лужение несколько иначе. Для этого требовался напильник с мелкой насечкой, верстак для работы (можно заменить доской), канифоль и максимально тугоплавкий припой.
Порядок действий:
 Зачищают одну грань основания.
Зачищают одну грань основания.- Глубоко погружают инструмент в канифоль и натирают грань о дерево.
- Контакт о дерево проводят на месте, где предварительно заготовлен припой. Процедуру повторяют несколько раз.
- Занимаются второй гранью.
- Залуживают круглую поверхность прута.
Процедура отнимет минут 10, не меньше. Большое количество времени на подготовку окупается тем, что с инструментом можно работать несколько дней без особой подготовки.
Работа продолжительное время спровоцирует перегрев. Повышение температуры усиливает окисление и прут приходится готовить к работе чаще. Дабы избежать лишних процедур следует придерживаться некоторых правил.
Профилактические меры от окисления:
 Максимальную мощность нельзя использовать постоянно.
Максимальную мощность нельзя использовать постоянно.- Регулятор температуры в паяльной станции следует выставлять на минимально возможное значение.
- Опытные мастера оснащают подставку для паяльника выключателем с ограничителем напряжения — при неиспользовании инструмента нагрев сохраняется, а покрытие не окисляется.
- После каждой пайки следует восстановить покрытие.
Инструмент всегда нужно держать наготове. После продолжительного простоя жало паяльника не лудится из-за сильного окисления. Восстановление адгезии покрытия, особенно из меди, проводят канифолью. После погружения в неё жало натирают тканью х/б. Во время работы паяльник тоже периодически нужно очищать.
Как подготовить паяльник для пайки мягким припоем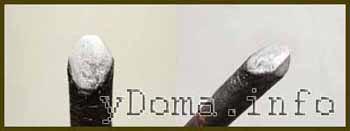







При первом включении нового паяльника в сеть бывает, из его корпуса начинает выходить дым, это выгорает лаки и жиры, которые попадают при сборке и консервации. Поэтому первое включение нового паяльника желательно делать в хорошо вентилируемом помещении или выставить паяльник в окно на улицу, подключив через удлинитель.
Прежде, чем приступить к пайке, жалу нового паяльника требуется придать напильником удобную для конкретного вида пайки форму. Если конец жала, прогрев паяльник в течение 15-20 мнут отковать, то оно будет служить дольше, так как медь уплотнится, и не так быстро будет растворяться при пайке в припое.
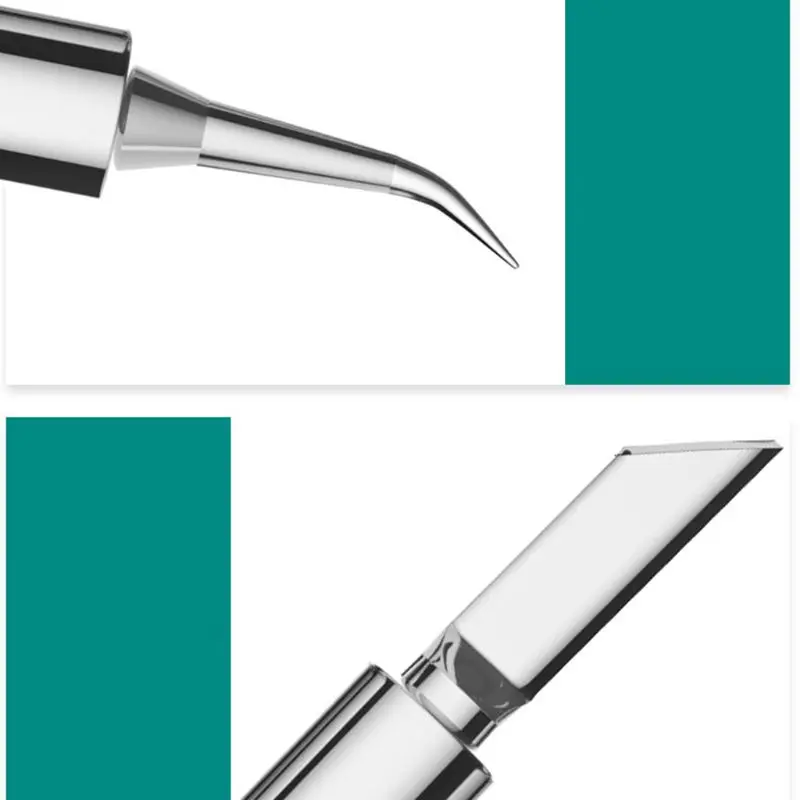
Самая универсальная форма жала – угловая и на срез. Реже, ножевидная, такая форма жала паяльника удобна, если нужно прогреть одновременно, например, ряд контактов разъема или выводов микросхемы при выпаивании из печатной платы.
Для возможности пайки паяльником некоторых радиоэлементов приходится изготовить специальное жало, как например на фото. Жало такой формы позволяет выпаивать паяльником без разрушения безвыводные SMD компоненты – резисторы, диоды, конденсаторы и другие радиоэлементы. Жалом стандартной формы такую пайку не выполнить.
После формирования жала паяльника, его рабочие плоскости необходимо залудить. Для этого прогревают паяльник до рабочей температуры, быстро прикасаются жалом по очереди к канифоли и припою, и растирают жало о плоскую деревяшку.
Признаком разогрева жала паяльника до требуемой температуры является вскипание канифоли с обильным выделением пара при прикосновении к ней жалом паяльника. Если не удается залудить жало, то нужно еще раз зачистить его рабочую поверхность и залудить повторно. Признаки хорошей залудки, это когда вся поверхность покрыта тонким слоем припоя.
Подставка для паяльника
Перед пайкой паяльник нужно разогреть. При этом корпус паяльника нагревается до температуры 300°С и для защиты окружающих предметов от повреждения необходимо исключить контакт паяльника с ними. Для этого служит подставка для паяльника, которая кроме функции защиты является своеобразным столиком, на котором обычно размещают флюс, припой, поролон для чистки жала паяльника и выполняют работы по лужению проводов.
Подставки для паяльника заводского изготовления не удобные в эксплуатации, главным образом из-за малых размеров. Подставку для паяльника легко сделать самому.
Для паяльника на 40 Вт у меня подставка сделана из листа фанеры толщиной 5 мм и размером 18 см×25 см. Большей столик удобен для работы, на нем я лужу поверхности деталей, стряхиваю на него излишки пропоя с жала паяльника. Для опоры горячей части паяльника к фанере на расстоянии 10 мм друг от друга, шурупами прикручены две чашки от звонка старого телефона. Они удобны по размеру, одновременно служат для хранения канифоли и кусочков припоя.
Благодаря круглой форме с паяльником чашки соприкасаются только в двух точках и поэтому мало отбирают у него тепла. На столике еще закреплен радио крокодил, который удерживает поролон для чистки жала. Легкосъемное крепление необходимо для увлажнения поролона (мокрый поролон лучше удаляет с жала грязь) и в случае необходимости замены его при износе. Крокодил я закрепил следующим образом. Сделал плоской его часть, предназначенную для вставления вилки, и подсунул под чашку.
Для паяльника на 10 Вт подставка несколько другая. Представляет собой пластмассовую коробку, в которой размещен понижающий трансформатор с 220 В на 12 В. Опора для паяльника, согнута из выкроенного листа железа, который одновременно является боковой крышкой коробки. Сверху прикручен лист стеклотекстолита, для лужения деталей.
Инструмент для выполнения пайки
На инструменте не стоит экономить, в наличии его должно быть достаточно, для выполнения любых видов пайки паяльником.
Качество и эстетический вид паяного соединения напрямую зависит от набора имеющегося инструмента. При пайке паяльником детали сильно нагреваются и в руках их не удержать. Поэтому нужны разных размеров пинцеты, плоскогубцы.
Если губки пинцета заточить, как показано на фотографии, то детали при пайке не будут выскальзывать. Таким пинцетам также будет удобно удерживать маленькие винтики при их закрутке.
Для зачистки от окислов и снятия изоляции понадобятся кусачки, нож, напильники, кар щетка, наждачная бумага. Для придания проводам требуемой формы, например концу толстого проводника для резьбового соединения при подсоединении к розетке или выключателю, понадобятся круглогубцы.
Микросхемы хорошо выпаивать с помощью медицинской иглы, отсоса или медной оплетки от экранированного коаксиального кабеля.
Освобождать заплывшие припоем металлизированные отверстия в печатных платах после выпайки деталей удобно зубочисткой, остро заточенной спичкой или швейной иголкой. Для этого нужно с одной стороны припой в отверстии разогреть паяльником, а с другой стороны вытолкнуть его с помощью выше перечисленного инструмента.
подготовка и уход за паяльником
Пайкой называется физико-химический процесс образования соединения между деталями при взаимодействии припоя со спаиваемым металлом. В отличие от сварки, рабочие поверхности не оплавляются, а происходит их смачивание припоем.
Как выглядит простой паяльник
Непременным условием для осуществления процесса пайки является расплавление припоя и смачивание им поверхности рабочего инструмента. Со временем наконечник паяльника чернеет и перестаёт работать. Поэтому необходимо знать способ его восстановления – как правильно залудить жало паяльника. На фото ниже изображена окисленная поверхность инструмента и покрытая припоем.
Поверхность жала паяльника: 1) окисленная поверхность инструмента; 2) покрытая припоем – луженая
В первом случае даже не стоит пытаться производить пайку, поскольку окислы препятствуют удержанию припоя на поверхности жала.
Паяльник будет готов к работе только тогда, когда его жало покроется слоем расплавленного материала с более низкой температурой плавления, чем соединяемые металлы.
Материалы для пайки
Для пайки применяется припой – материал, служащий для соединения металлических поверхностей и имеющий более низкую температуру плавления, чем у материалов соединяемых деталей.
Припой состоит из разных сплавов, куда могут входить олово, свинец, медь, никель и кадмий. Его изготавливают преимущественно в виде прутков и проволоки.
Пайка необходима для создания соединения, уменьшения переходного сопротивления электрического контакта и защиты соединения деталей от окисления.
Припой должен обладать свойством смачивания основы. При этом происходит его диффузия в основной металл, а тот растворяется в припое, образуя промежуточный слой, после застывания соединяющий детали как одно целое.
Для паяльников применяют мягкие припои с температурой плавления от 1910С до 2800С. Их основными компонентами являются олово и свинец в разных соотношениях.
С поверхности соединяемых металлов под пайку необходимо удалять оксиды. Для этого служат флюсы. Кроме того, они способствуют лучшему растеканию припоя и защищают поверхности от действия внешней среды.
Флюс применяется в твёрдом, жидком и пастообразном виде. Он может находиться внутри трубки из припоя.
В качестве флюса применяются:
- канифоль;
- ацетилсалициловая кислота;
- ортофосфорная кислота;
- соли;
- глицерин;
- нашатырь.
Распространённые флюсы для пайки в твёрдом, жидком и пастообразном виде
Флюсы должны обеспечивать низкий ток утечки и не обладать коррозионной активностью.
Принцип и процесс пайки
Пайка производится путём захвата припоя и флюса жалом паяльника, введения их между соединяемыми деталями и дальнейшего нагрева контактирующих поверхностей до их смачивания припоем, который впоследствии застывает, образуя соединение. Для этого следует прекратить нагрев.
Заточка паяльника
Жало паяльника перед работой затачивается напильником под углом в 30-400. Край делают слегка притупленным, шириной 1 мм.
Если наконечник новый, заточка на нём уже есть. Здесь остаётся только обработать жало мелкозернистой шкуркой, напильником или надфилем, чтобы снять патину – зеленоватый окисел меди.
Магазинная заточка многих не устраивает, поскольку паять с ней не всегда возможно. Поэтому целесообразно вынуть медный наконечник из корпуса и отковать рабочую часть в виде вогнутой лопатки.
Подобная холодная обработка эффективней заточки, поскольку структура металла уплотняется, и жало меньше поддаётся коррозии. Небольшая шлифовка напильником на конечном этапе необходима, чтобы придать рабочей части паяльника законченный вид.
Как залудить жало?
После заточки жало следует облудить тонким слоем припоя. Для этого включается электрический паяльник, и медный стержень прогревается, пока не примет красновато-оранжевый оттенок.
Долго ждать не нужно, иначе стержень обгорит. После разогрева всё жало погружают в канифоль, а затем расплавляют кусочек припоя и покрывают им всю рабочую поверхность.
Если потереть жало о поверхность дерева, припой лучше покрывает рабочую зону паяльника.
Слой припоя на жале должен быть равномерным. Если поверхность покрылась частично, процесс повторяется. Как только паяльник будет готов к работе, его можно применять для пайки изделий.
Как залудить необгораемое жало?
Рабочая часть некоторых паяльников покрывается специальным защитным составом. Слой является достаточно тонким, и зачищать его нельзя. Для этого применяется специальная губка. Если её нет, подойдёт обычный кусок ткани, смоченный водой или глицерином. Можно использовать губку, предназначенную для мытья посуды.
Производятся специальные очистители жала в виде клубка из стружки цветного металла, в который погружается жало. При этом окислы остаются внутри. Их можно потом высыпать наружу.
Механические воздействия сокращают срок службы защитного слоя. При пайке не рекомендуется шаркать по плате или стучать по металлическим поверхностям.
Необгораемый слой окисляется достаточно быстро. Для повышения его срока службы рекомендуется поддерживать температуру пайки не выше 2500С.
Температура считается нормальной, когда от канифоли дым идёт тонкой струйкой, а не облаком с брызгами. При этом пайка получается с чёткими границами и характерным блеском. Если поверхность припоя получается матовой и с низкой механической прочностью, температуру нагрева следует увеличить.
Чтобы облудить жало паяльника с покрытием, надо в расплавленную канифоль положить кусок припоя. Паяльник разогревается и его концом нужно пошаркать по мокрой ткани, удалив со всех сторон окислы. Затем жало опускается в канифоль под кусок припоя. При этом снимаются остатки окислов, а припой плавится и частично остаётся на жале.
После лужения жало снова протирается тряпочкой и паяльник готов к работе. Важно его не перегреть выше 3000С, иначе всё придётся повторять сначала.
Перегрев виден по кипению и разбрызгиванию канифоли при опускании в неё жала паяльника.
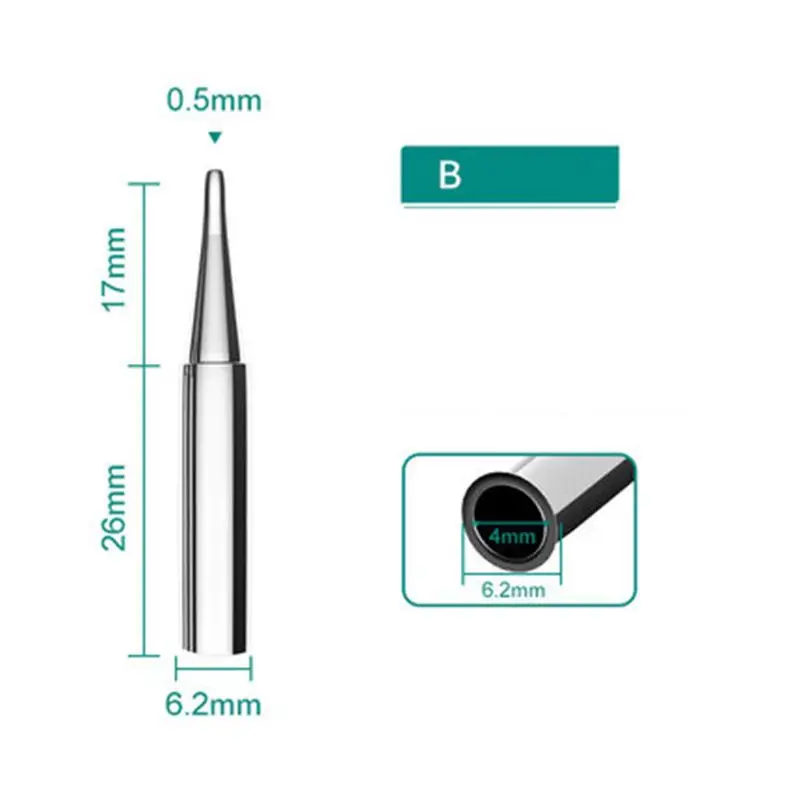
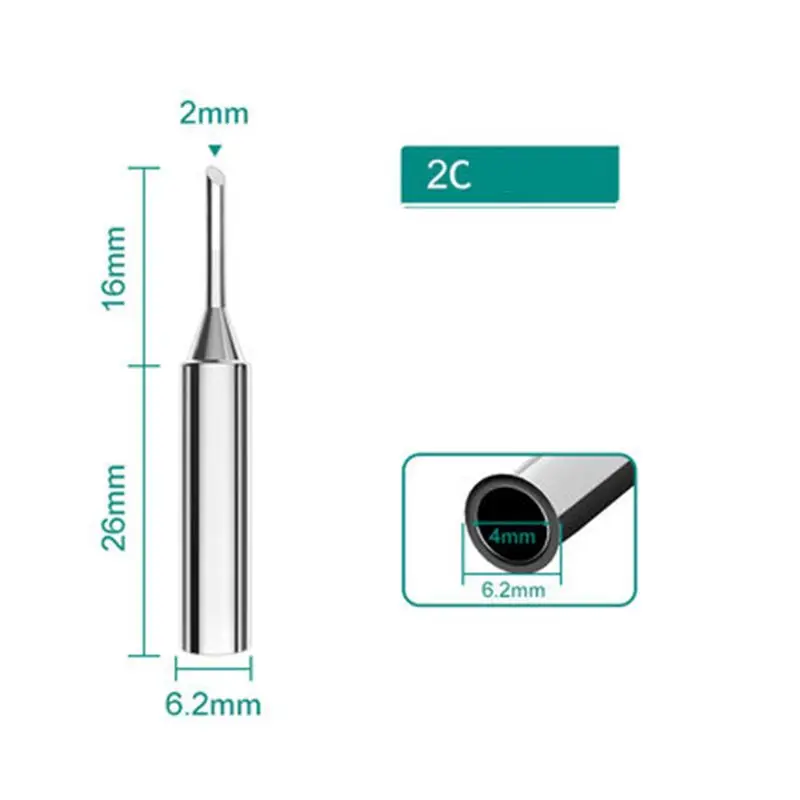
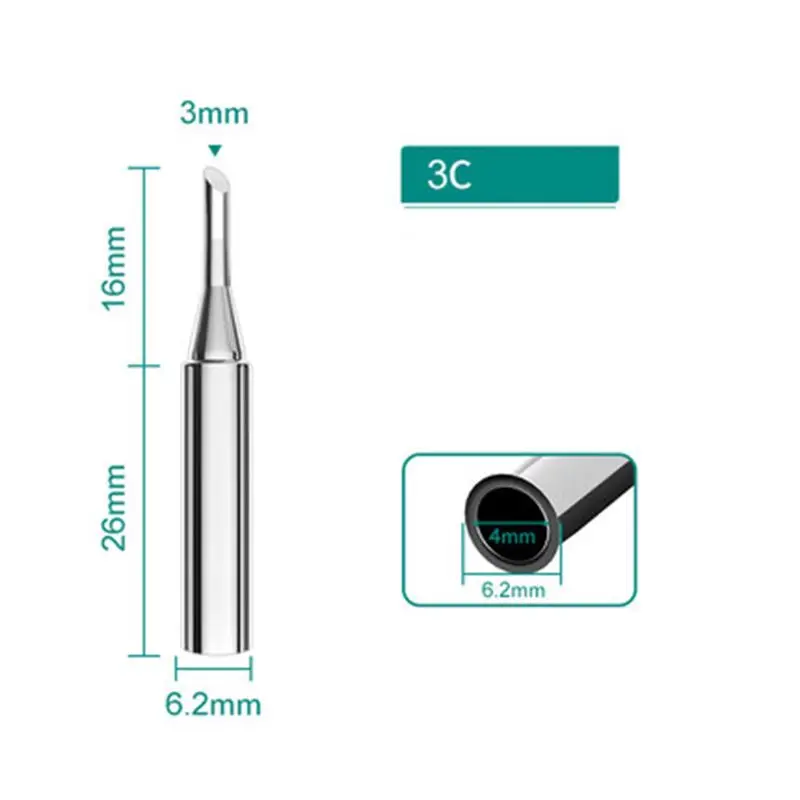
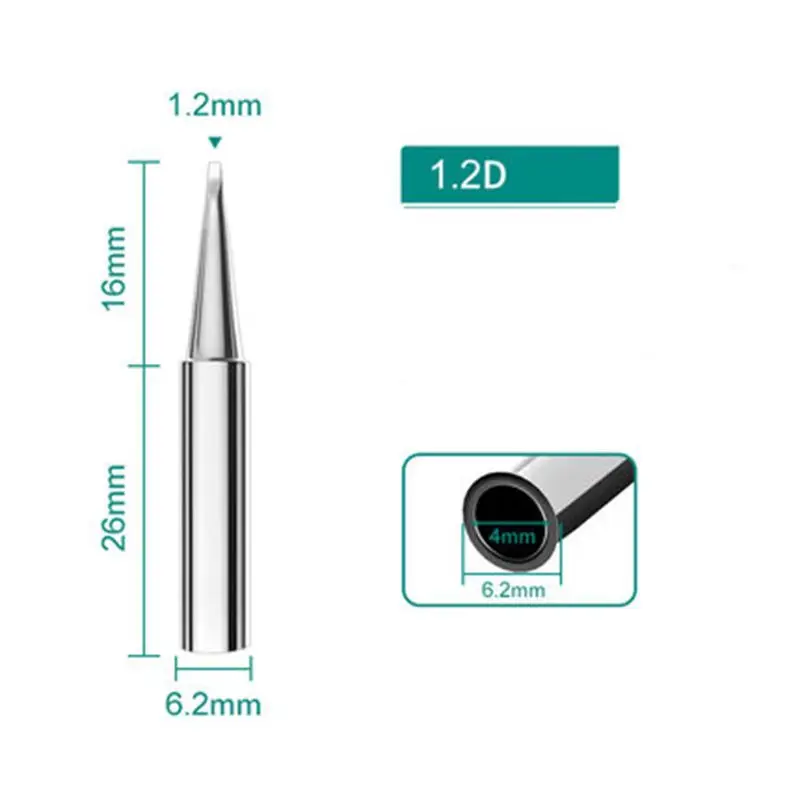
Набор сменных необгораемых жал, применяемых на паяльной станции
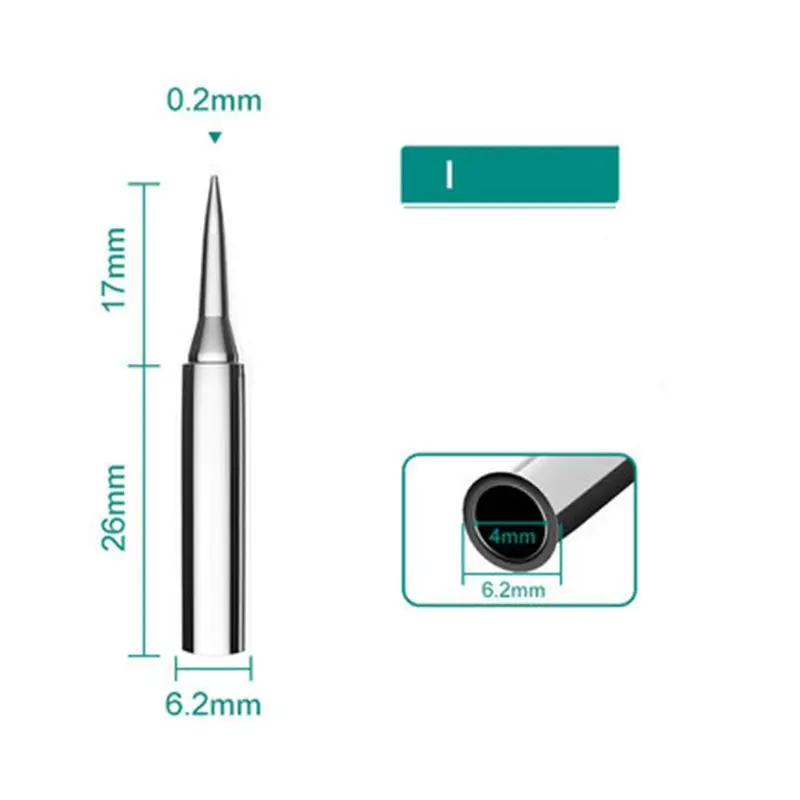
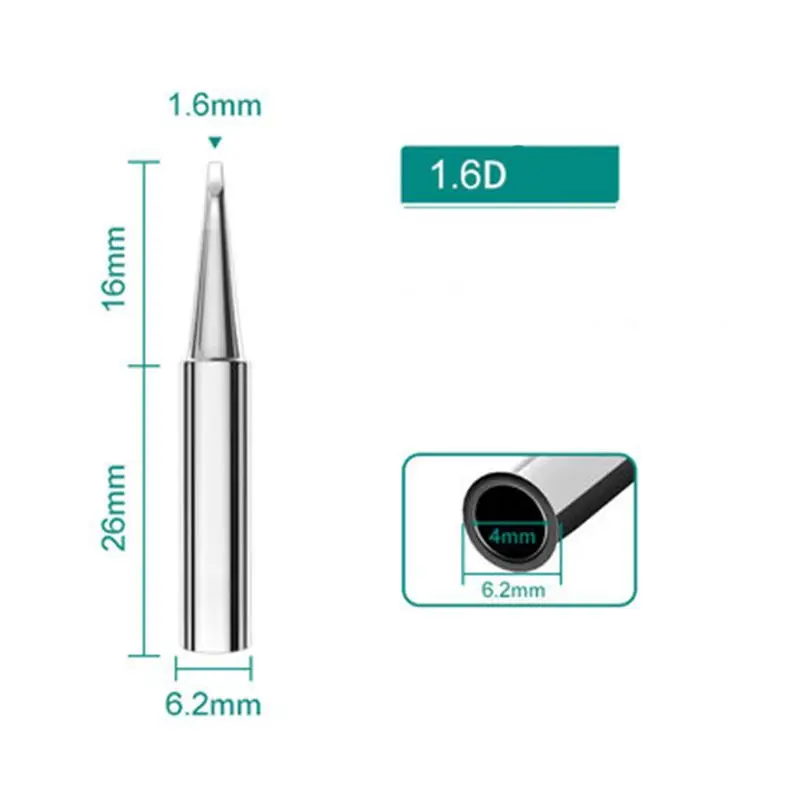
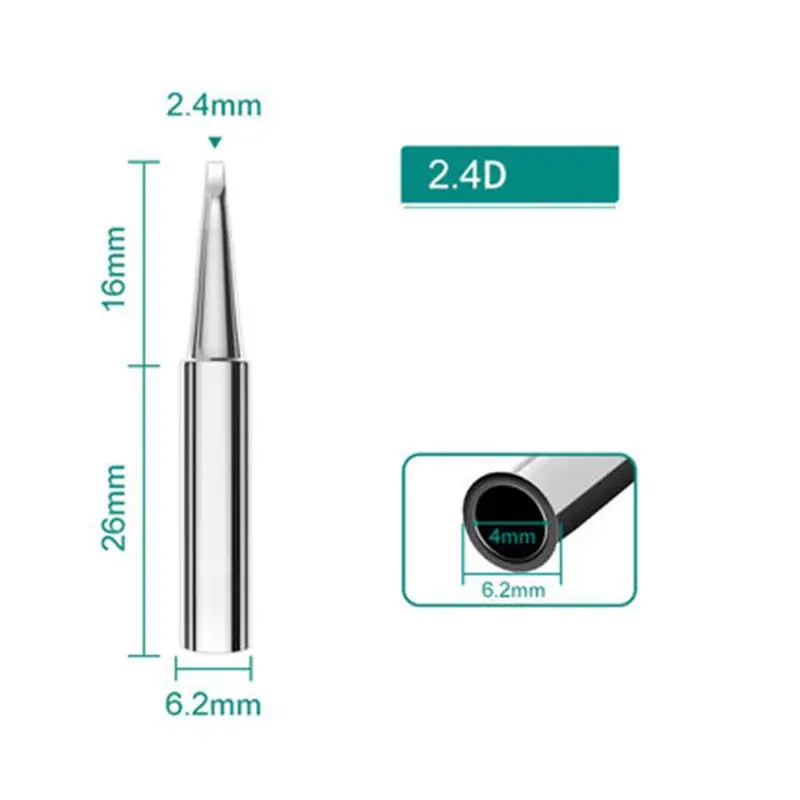
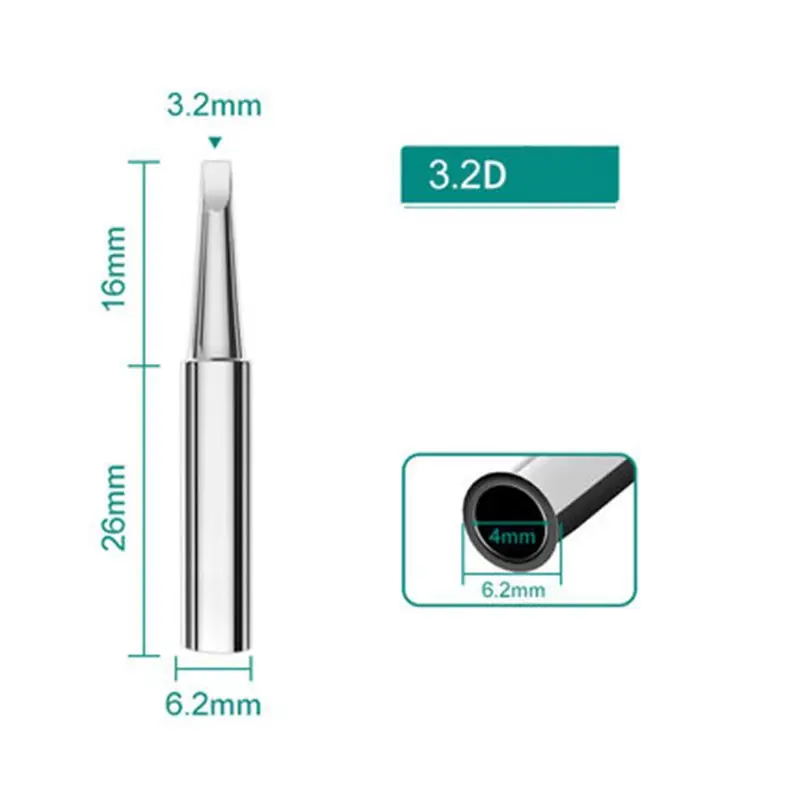
Стандартное жало типа «игла» обладает низкой теплопроводностью, и паять им удобно только миниатюрные элементы. Выпаивать радиодетали с его помощью довольно сложно.
Более удобны жала типа «цилиндр со скосом». Для пайки в наборе целесообразно иметь 3 наконечника подобного вида, диаметром 1, 2 и 3 мм.
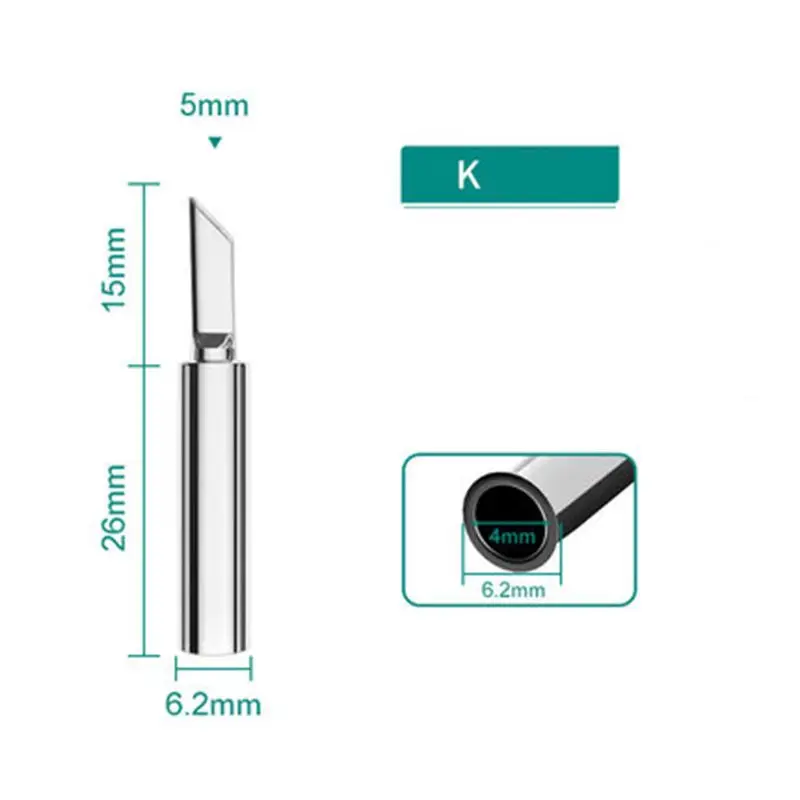
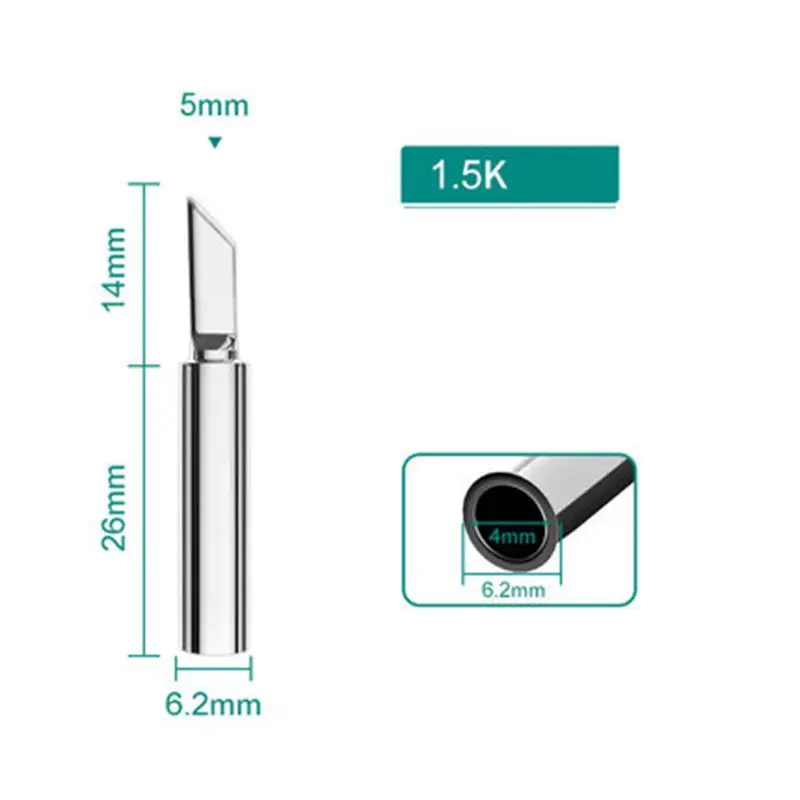
Ножевидное жало 5 мм обладает приличной мощностью и с его помощью можно паять как тонкие детали, так и массивные, если правильно разворачивать нож. Аналогично можно использовать классический клиновидный наконечник.
Перегрев паяльника
При отсутствии регулятора напряжения паяльник может разогреваться выше 3000С, что приводит к его обгоранию. Если не удаётся замерить температуру жала, перегрев можно заметить по кипению и брызгам канифоли.
Уменьшить температуру паяльника можно с помощью регулятора мощности – диммера. Здесь можно подобрать обычное устройство управления яркостью лампы накаливания. Важно, чтобы оно подходило по мощности.
Можно собрать тиристорный регулятор на микросхеме Кр1182ПМ2 своими руками, позволяющий управлять приборами, мощностью до 150 Вт.
Регулятор мощности на основе микросхемы, который можно собрать своими руками
В качестве нагрузки изображена лампа HL1. Вместо неё, можно подключить паяльник, который является активной нагрузкой. Мощность регулируется переменным резистором R1.
В диммерах предусмотрено плавное включение и отключение нагрузки. Для паяльника этого не требуется и можно обойтись более простым устройством.
Схема простого тиристорного регулятора
Положительный полупериод не управляется и проходит через диод VD1. Регулирование производится только через отрицательный полупериод путём управления тиристором VD2 с помощью переменного резистора R2. Для паяльника этого вполне достаточно.
Миниатюрные устройства регулирования встраиваются в ручку паяльника. Лучшие способы поддерживания оптимальной температуры пайки применяются в паяльных станциях, где режим может быть ручным или автоматическим.
Распространённая паяльная станция «Weller»
Для домашней сети со стабильным напряжением питания вполне достаточно ручного управления нагревом, в зависимости от марки припоя.
Износ паяльника происходит неравномерно. При выгорании на поверхности жала появляются неровности. Время от времени его надо затачивать и лудить.
Медь при нагреве растворяется в припое, а длительный разогрев без использования приводит к образованию слоя окислов. Поэтому рекомендуется в паузы выключать паяльник или уменьшать его температуру.
Закрепление жала паяльника
Наличие съёмного жала позволяет его снять и заточить. Но во многих конструкциях требуется его дополнительная фиксация, так как стержень начинает болтаться и выпадать. У него предусмотрена металлическая втулка, которая надевается сверху. Если её постоянно снимать при замене жала, прочность соединения уменьшится. Можно втулку оставить на месте, но со временем её заклинит и вынуть жало будет сложно.
Для создания надёжного соединения корпуса паяльника с жалом, втулку заменяют другой, чтобы она легко надевалась. Затем в ней сверлится отверстие и нарезается резьба М3 или М4. После того как втулка будет надета на жало, в неё вворачивается винт, создающий надёжное соединение и предотвращающий проворачивание жала. На рисунке ниже изображён паяльник в разобранном (а) и собранном виде (б), где в качестве втулки использована обычная гайка.
Как выглядит крепление сменного жала паяльника
Съёмное жало необходимо для паяльника ещё с целью регулирования его температуры. Если вставлять его в нагреватель на разную глубину, температура рабочей части будет изменяться.
Периодически требуется удаление окалины из соединения. Когда она накапливается, снижается рабочая температура паяльника. Очистку производят следующим образом:
- вынуть медный стержень пассатижами из паяльника;
- наждачной шкуркой удалить окалину;
- нанести на стержень слой графита, потерев об него грифель карандаша;
- извлечь остатки окалины из отверстия нагревательного элемента, слегка постукивая по нему;
- установить новый или вернуть старый медный стержень и закрепить его с помощью втулки с винтом.
Периодически следует проверять изоляцию паяльника. Для этого омметр устанавливается на мегаомный предел (1-10 мОм) и замеряется сопротивление между жалом и штырьками вилки паяльника, которое должно быть бесконечно большим.
Уроки пайки. Видео
Основы пайки для начинающих собраны в этом видео.
Паяльник в процессе работы со временем выгорает. Его жало необходимо периодически затачивать и лудить. При наличии необгораемого покрытия рабочая поверхность очищается специальными химическими средствами, после чего также лудится. В процессе работы важно, чтобы паяльник не перегревался.
Оцените статью:Как правильно паять? Первые шаги начинающего радиолюбителя.
Советы и рекомендации по правильной пайке
Прежде чем начать рассматривать вопрос: ”Как правильно паять?” Нужно обозначить одно но…
Пайка бывает разная. Нужно понимать, что существует большая разница в методике пайки здоровенного резистора мощностью 2 Ватта на обычную печатную плату и, например, микросхемы BGA на многослойную плату сотового телефона.
Если в первом случае можно обойтись простейшим электрическим паяльником мощностью 40 Ватт, твёрдой канифолью и припоем, то во втором случае потребуется применение таких приборов, как термовоздушная станция, безотмывочный флюс, паяльная паста, трафареты и, возможно, станция нижнего подогрева плат.
Как видим, разница существенная.
В каждом конкретном случае нужно выбирать тот метод пайки, который является наиболее подходящим для конкретного вида монтажа. Так для пайки микросхем в планарном корпусе лучше применять термовоздушную пайку, а для монтажа обычных выводных резисторов, крупногабаритных электролитических конденсаторов стоит применять контактную пайку электрическим паяльником.
Рассмотрим простейшие правила обычной контактной пайки.
Для начала начинающему радиолюбителю вполне достаточно освоить обычную контактную пайку простейшим и самым дешёвым электрическим паяльником с медным жалом.
Сперва необходимо приготовить минимальный наборчик для пайки и паяльный инструмент. О том, как подготовить электрический паяльник к работе уже рассказывалось в статье о подготовке и уходе за паяльником.
Многие считают, что для пайки лучше использовать паяльник с невыгораемым жалом. В отличие от медного, невыгораемое жало не требует периодического затачивания и лужения, так как на его поверхности не образуются углублений – раковин.

Выгоревшее жало паяльника
(для наглядности медное жало предварительно обработано напильником).
На фото видно, что край медного жала неровный, а образовавшиеся углубления заполнены застывшим припоем.
Невыгораемое жало у широко распространённых паяльников, как правило, имеет конусообразную форму. Такое жало не смачивается расплавленным припоем, то есть с его помощью на жало нельзя брать припой. При работе таким паяльником припой к месту пайки доставляется с помощью тонкого проволочного припоя.
Понятно, что использовать припой в кусочках или стержнях при пайке паяльником с невыгораемым жалом затруднительно и неудобно. Поэтому тем, кто хочет научиться паять, лучше начинать свою практику с обычного электрического паяльника с медным жалом. Недостатки его использования легко компенсируются такими удобствами, как лёгкость использования припоев в любом исполнении (проволочном, стержневом, кусковом и т.п), возможность изменения формы медного жала.
Электрический паяльник с медным жалом удобен тем, что с его помощью можно легко дозировать количество припоя, которое необходимо донести к месту пайки.
Чистота спаиваемых поверхностей.
Первое правило качественной пайки – это чистота спаиваемых поверхностей. Даже у новых радиодеталей, купленных в магазине, выводы покрываются окислами и загрязнениями. Но с этими незначительными загрязнениями, как правило, справляется флюс, который применяют в процессе пайки. Если же видно, что выводы радиодеталей или медные проводники сильно загрязнены или покрыты окислом (зеленоватого или тёмно-серого цвета), то перед пайкой их нужно очистить либо перочинным ножом, либо наждачной бумагой.
Особенно это актуально, если при сборке электронного устройства применяются радиодетали, бывшие в употреблении. На их выводах обычно образуется тёмный налёт. Это окисел, который будет препятствовать пайке.
Лужение.
Перед пайкой поверхность выводов необходимо залудить – покрыть тонким и ровным слоем припоя. Если обратить внимание на выводы новых радиодеталей, то в большинстве случаев можно заметить, что их выводы и контакты залужены. Пайка лужёных выводов происходит быстрее и качественнее, так как отпадает необходимость в предварительной подготовке выводов к пайке.
Лужение провода и выводов радиоэлементов легко проводить обычным электрическим паяльником с медным жалом. Как известно, при подготовке паяльника к работе также производят лужение медного жала.
Чтобы залудить медный проводник для начала удаляют с его поверхности изоляцию и очищают от загрязнений, если таковые имеются. Затем нужно обработать поверхность пайки флюсом. Если в качестве флюса применяется кусковая канифоль, то медный провод можно положить на кусок канифоли и коснуться провода хорошо прогретым жалом паяльника. Предварительно на жало паяльника необходимо взять немного припоя.
Далее движением вдоль провода распределяем расплавленный припой по поверхности проводника, стараясь как можно лучше и равномернее прогреть сам проводник. При этом кусковая канифоль плавиться и начинает испаряться под действием температуры. На поверхности проводника должно образоваться ровное покрытие оловянно-свинцовым припоем без комочков и катышков.

Лужение медного проводаРасплавившаяся канифоль способствует уменьшению поверхностного натяжения расплавленного припоя и улучшает смачиваемость спаиваемых поверхностей. Благодаря флюсу (в данном случае – канифоли) обеспечивается равномерное покрытие проводника тонким слоем припоя. Также флюс способствует удалению загрязнений и предотвращает окисление поверхности проводников во время прогрева их паяльником.
Прогрев жала паяльника до рабочей температуры.
Перед началом пайки необходимо включить электрический паяльник и подождать, пока его жало хорошо прогреется и температура его достигнет значения 180 – 2400 C.
Так как у обычного паяльника нет индикации температуры жала, то судить о достаточном нагреве жала можно по вскипанию канифоли.
Для проверки нужно кратковременно коснуться кусочка канифоли нагретым жалом. Если канифоль плохо плавиться и медленно растекается по жалу паяльника, то он ещё недогрет. Если же происходит вскипание канифоли и обильное выделение пара, то паяльник готов к работе.
В случае пайки недогретым паяльником, припой будет иметь вид кашицы, будет быстро застывать, а поверхность паяного контакта будет иметь шероховатый вид с тёмно – серым оттенком. Такая пайка является некачественной и быстро разрушается.
Качественный паяный контакт имеет характерный металлический глянец, а его поверхность ровная и блестит на солнце.
Также при пайке различных радиодеталей стоит обращать внимание на площади спаиваемых поверхностей. Чем больше площадь проводника, например, медной дорожки на печатной плате, тем мощнее должен быть паяльник. При пайке происходит теплопередача и кроме самого места пайки происходит и побочный прогрев радиодетали или печатной платы.
Если от места пайки происходит существенный теплоотвод, то маломощным паяльником невозможно хорошо прогреть место пайки и припой очень быстро остывает, превращаясь в рыхлую субстанцию. В таком случае нужно либо дольше нагревать спаиваемые поверхности (что не всегда возможно или не приводит к желаемому результату), либо применять более мощный паяльник.
Для пайки малогабаритных радиоэлементов и печатных плат с плотным монтажом лучше использовать паяльник мощностью не более 25 Ватт. Обычно в радиолюбительской практике используются паяльники мощностью 25 – 40 Ватт с питанием от сети переменного тока 220 вольт. При эксплуатации электрического паяльника стоит регулярно проверять целостность изоляции сетевого шнура, так как в процессе работы нередки случаи её повреждения и случайного оплавления разогретыми частями паяльника.
При запаивании либо выпаивании радиодетали с печатной платы желательно следить за временем пайки и ни в коем случае не перегревать печатную плату и медные дорожки на её поверхности свыше 2800 C.
Если произойдёт перегрев платы, то она может деформироваться в месте нагрева, произойдёт расслоение или вздутие, отслоятся печатные дорожки в месте нагрева.
Температура свыше 240-2800 C является критической для большинства радиоэлементов. Перегрев радиодеталей во время пайки может вызвать их порчу.
При спайке деталей очень важно жёстко их зафиксировать. Если этого не сделать, то любая вибрация или смещение нарушит качество пайки, так как припою требуется несколько секунд для того чтобы затвердеть.
Для того чтобы качественно производить пайку деталей “на весу” и избежать смещения или вибрации во время остывания паяного контакта можно использовать приспособление, которое в быту радиолюбителей называется “третья рука”.

“Третья рука”
Такое нехитрое устройство позволит не только легко и без особых усилий производить пайку деталей, но и избавит от ожогов, которые можно получить, если придерживать детали во время пайки рукой.

“Третья рука” в работе
Меры безопасности при пайке.
В процессе пайки довольно легко получить пусть и небольшой, но ожог. Чаще всего ожогам подвергаются пальцы и кисти рук. Причиной ожогов, как правило, является спешка и плохая организация рабочего места.
Нужно помнить, что в процессе пайки не стоит прикладывать больших усилий к паяльнику. Нет смысла давить им на печатную плату в надежде быстрого расплавления паяного контакта. Нужно дождаться, когда температура в месте пайки достигнет необходимой. В противном случае возможно соскальзывание жала паяльника с платы и случайное касание раскалённым металлом пальцев рук или ладони. Поверьте, ожоговые раны очень долго заживают!
Также стоит держать глаза подальше от места пайки. Нередки случаи, что при перегреве печатная дорожка на плате отслаивается с характерным вспучиванием, что ведёт к разбрызгиванию мельчайших капелек расплавленного припоя. Если есть защитные очки, то стоит применить их. Как только будет получен достаточный опыт пайки, то от защитных очков можно отказаться.
Производить пайку желательно в хорошо проветриваемом помещении. Пары свинца и канифоли вредны для здоровья. Если нет возможности проветривать помещение, то стоит делать перерывы между работой.
Главная » Радиоэлектроника для начинающих » Текущая страница
Также Вам будет интересно узнать:
Новый 8586 700 Вт 2 в 1 SMD Паяльная станция для пайки Термовоздушная пушка Паяльник для ремонта сварки с помощью инструмента для пайки Бесплатные подарки | паяльник | пистолетная пайка irongun пайка







 ,
,
8586 700 Вт Термовоздушная паяльная станция 220 В ЕС Plug 60 Вт Паяльник с бесплатными подарками
Это новая паяльная станция 2 в 1 SMD 8586. Корпус из легкого металла с высококачественной силиконовой оболочкой отличается элегантным внешним видом.
и энергосбережение.Вы можете использовать пистолет с горячим воздухом и паяльник отдельно, без помех друг другу.
Благодаря рукоятке с сенсорным переключателем система может быстро перейти в рабочий режим, удерживая рукоятку.
Тем временем система перейдет в режим ожидания, когда ручка отпущена. Особенно подходит для монтажа и
переделка компонентов SMD вручную. Действительно должен иметь!
Особенности:
Состояние: новый
Паяльная станция горячего воздуха и горячего железа 2в1;
Чрезвычайно низкий уровень шума и компактный дизайн;
Двойной ЖК-дисплей для точного отображения температуры;
SAMSUNG микрокомпьютерное управление, быстрый прогрев;
ПИД-технология для повышения температурной стабильности;
Отрегулируйте поток воздуха и вращение регулятора температуры легко;
Функция самообнаружения ntelligence обеспечивает безопасную работу персонала;
Автоматически останавливать вращение, когда температура ниже 70 ° С;
Ручка с сенсорным переключателем обеспечивает доступ к рабочему режиму при поднятии или в режиме ожидания, когда лежит;
Функция автоматического охлаждения для эффективного продления срока службы нагревателя и защиты пистолета горячего воздуха;
ESD дизайн паяльника для защиты чувствительных компонентов;
Нагреватель международного стандарта для удобного использования и обмена;
Высококачественная стойкость для длительного использования;
Пластиковый держатель для размещения пистолета горячего воздуха;
Металлическая подставка для хранения утюга из горючих материалов;
Подходит для термоусадки, сушки, удаления лака, удаления вязкости, выпадения льда, предварительного нагрева и пайки клеем;
Напряжение: 220 В / AC.(если вам нужна 110V американская версия, пожалуйста, оставьте сообщение)
Размер: 4 “х 5,2” х 6 “(10 х 13,2 х 15 см)
Пистолет горячего воздуха
Мощность: 700 Вт
Сопротивление: <2Ω
Размер наконечника: <23 мм
Стабильность температуры: ± 1’C
Вентилятор: безщеточный мяч
Расход воздуха: 120 л / мин (макс.)
Шум: <45 дБ
Контроль температуры: 100 ~ 450’C
Паяльник
Мощность: 60 Вт
Сопротивление: <2Ω
Стабильность температуры: ± 1’C
Железо: ESD дизайн
Материал обогревателя: нихром
Контроль температуры: 200 ~ 480’C
Примечание: пожалуйста, прочитайте руководство пользователя перед использованием
Подходит для: распайки нескольких компонентов, таких как SOIC, CHIP, QFP, PLCC, BGA и чувствительных к температуре компонентов (особенно для плоских кабелей и кабельных разъемов);
Применимо для горячего сжатия, нагревания, окраски, размораживания, размораживания.Предварительный нагрев и пайка резины и пр.
Комплект поставки SET-7:
1 х 2 в 1 блок паяльной станции
1 х держатель
1 х губка (протрите паяльные наконечники время от времени)
3 х сопла (5 мм, 8 мм, 12 мм)
1 х пистолет горячего воздуха
1 х горячего железа
1 х Подставка
1 х кабель питания (ЕС / США / АС)
1 х Руководство
1 х нагреватель с горячим воздухом
1 х паяльник
12 х железных советов
6 х антистатический пинцет
1 х IC съемник
1 х 0Олово 5мм
1 х Scrper
1 х кисть
1 х ручка всасывания
Комплект поставки SET-6:
1 х 2 в 1 блок паяльной станции
1 х держатель
1 х губка (протрите паяльные наконечники время от времени)
3 х сопла (5 мм, 8 мм, 12 мм)
1 х пистолет горячего воздуха
1 х горячего железа
1 х Подставка
1 х кабель питания (ЕС / США / АС)
1 х Руководство
1 х нагреватель с горячим воздухом
1 х паяльник
12 х железных советов
6 х антистатический пинцет
1 х IC съемник
1 х 0Олово 5мм
1 х чистый шар
1 х 6 в 1 вспомогательные сварочные инструменты
1 х ручка всасывания
Комплект поставки SET-5:
1 х 2 в 1 блок паяльной станции
1 х держатель
1 х губка (протрите паяльные наконечники время от времени)
3 х сопла (5 мм, 8 мм, 12 мм)
1 х пистолет горячего воздуха
1 х горячего железа
1 х Подставка
1 х кабель питания (ЕС / США / АС)
1 х Руководство
1 х нагреватель с горячим воздухом
1 х паяльник
5 х железных советов
2 х антистатический пинцет
1 х IC съемник
1 х 0Олово 5мм
1 х чистый шар
1 х 6 в 1 вспомогательные сварочные инструменты
Комплект поставки SET-4:
1 х 2 в 1 блок паяльной станции
1 х держатель
1 х губка (протрите паяльные наконечники время от времени)
3 х сопла (5 мм, 8 мм, 12 мм)
1 х пистолет горячего воздуха
1 х горячего железа
1 х Подставка
1 х кабель питания (ЕС / США / АС)
1 х Руководство
1 х нагреватель с горячим воздухом
1 х паяльник
5 х железных советов
1 х IC съемник
1 х 0Олово 5мм
1 х 6 в 1 вспомогательные сварочные инструменты
Комплект поставки SET-3:
1 х 2 в 1 блок паяльной станции
1 х держатель
1 х губка (протрите паяльные наконечники время от времени)
3 х сопла (5 мм, 8 мм, 12 мм)
1 х пистолет горячего воздуха
1 х горячего железа
1 х Подставка
1 х кабель питания (ЕС / США / АС)
1 х Руководство
1 х нагреватель с горячим воздухом
1 х паяльник
5 х железных советов
1 х IC съемник
2 х олова
1 х ручка всасывания
SET-2 Комплектация:
1 х 2 в 1 блок паяльной станции
1 х держатель
1 х губка (протрите паяльные наконечники время от времени)
3 х сопла (5 мм, 8 мм, 12 мм)
1 х пистолет горячего воздуха
1 х горячего железа
1 х Подставка
1 х кабель питания (ЕС / США / АС)
1 х Руководство
5 х железных советов
1 х IC съемник
2 х олова
SET-1 Комплектация:
1 х 2 в 1 блок паяльной станции
1 х держатель
1 х губка (протрите паяльные наконечники время от времени)
3 х сопла (5 мм, 8 мм, 12 мм)
1 х пистолет горячего воздуха
1 х горячего железа
1 х Подставка
1 х кабель питания (ЕС / США / АС)
1 х Руководство
1 х IC съемник
, Sumsour 8586 750 Вт 2 в 1 Цифровой ESD Паяльник с горячим воздухом для паяльной станции SMD Паяльная станция Припайки Инструменты для ремонта | |
Пакет SET-1 включает в себя:
Паяльная станция 1 x 2in1 (основной блок + ручка + сопла + подставка + вытяжка IC + кабель питания) 
Пакет SET-2 включает в себя:
1шт 2in1 паяльная станция (основной блок + ручка + сопла + подставка + вытяжка IC + кабель питания)
5cps сопла
12шт железные советы

Пакет SET-3 включает в себя:
1шт 2in1 паяльная станция (основной блок + ручка + сопла + подставка + вытяжка IC + кабель питания)
12шт железные советы
1шт. Припой
1шт присоски
1шт нагреватель с горячим воздухом
1шт утюг
Чистый шарик
Пинцет 6шт
Инструменты припоя SA-10 1шт

Пакет SET-4 включает в себя:
1шт 2in1 паяльная станция (основной блок + ручка + сопла + подставка + вытяжка IC + кабель питания)
12шт железные советы
1шт. Припой
1шт присоски
1шт нагреватель с горячим воздухом
1шт утюг
Скребок
Пинцет 6шт
Кисть 1шт

Пакет SET-5 включает в себя:
1шт 2in1 паяльная станция (основной блок + ручка + сопла + подставка + вытяжка IC + кабель питания)
12шт железные советы
1шт. Припой
Пинцет 6шт
Светодиодная лупа

Комплект SET-6 включает в себя:
1шт 2in1 паяльная станция (основной блок + ручка + сопла + подставка + вытяжка IC + кабель питания)
5шт железные советы
1шт. Припой
Фитиль припоя
1шт нагреватель с горячим воздухом
1шт утюг
Чистый шарик
2шт ESD пинцет
Инструменты припоя SA-10 1шт

Комплект SET-7 включает в себя:
1шт 2in1 паяльная станция (основной блок + ручка + сопла + подставка + вытяжка IC + кабель питания)
12шт железные советы
1шт. Припой
Фитиль припоя
1шт нагреватель с горячим воздухом
1шт утюг
Чистый шарик
3шт ESD пинцет
Инструменты припоя SA-10 1шт
1шт присоски
Высокотемпературная лента 1шт 10мм

Характеристика продукта:
1.Многофункциональная интегрированная система обслуживания по демонтажу. Паяльная станция и паяльная станция.
2. Ядро всей машины контролируется одиночным и микроволновым чипом
убедиться в точности температуры и стабильности паяльной станции и паяльной станции;
не просто в сочетании двух оборудований.
3. Четкий цифровой дисплей текущей рабочей температуры и условий
4.Температура паяльной станции и паяльной станции непрерывно регулируется цифровыми кнопками для удовлетворения потребностей на разных рабочих местах.
5. Две станции могут работать отдельно.
6. Интуитивно понятная функция индикации неисправностей.
Цифровой дисплей 7.LED, антистатическая ручка;
Sepcifition:
Пистолет горячего воздуха
Мощность: 700 Вт
Сопротивление: <2Ω
Размер наконечника: <23 мм
Стабильность температуры: ± 1’C
Вентилятор: безщеточный мяч
Расход воздуха: 120 л / мин (макс.)
Шум: <45 дБ
Контроль температуры: 100 ~ 450’C
Паяльник
Мощность: 50 Вт
Сопротивление: <2Ω
Стабильность температуры: ± 1’C
Железо: ESD дизайн
Материал обогревателя: нихром
Контроль температуры: 200 ~ 480’C
Использование:
Распайка нескольких компонентов, таких как SOIC, CHIP, QFP, PLCC,
BGA и чувствительные к температуре компоненты (особенно для плоских кабелей и кабельных разъемов);
Применимо для горячего сжатия, нагрева, разрыхления, размораживания.Предварительный нагрев и пайка резины и пр. 
![]()





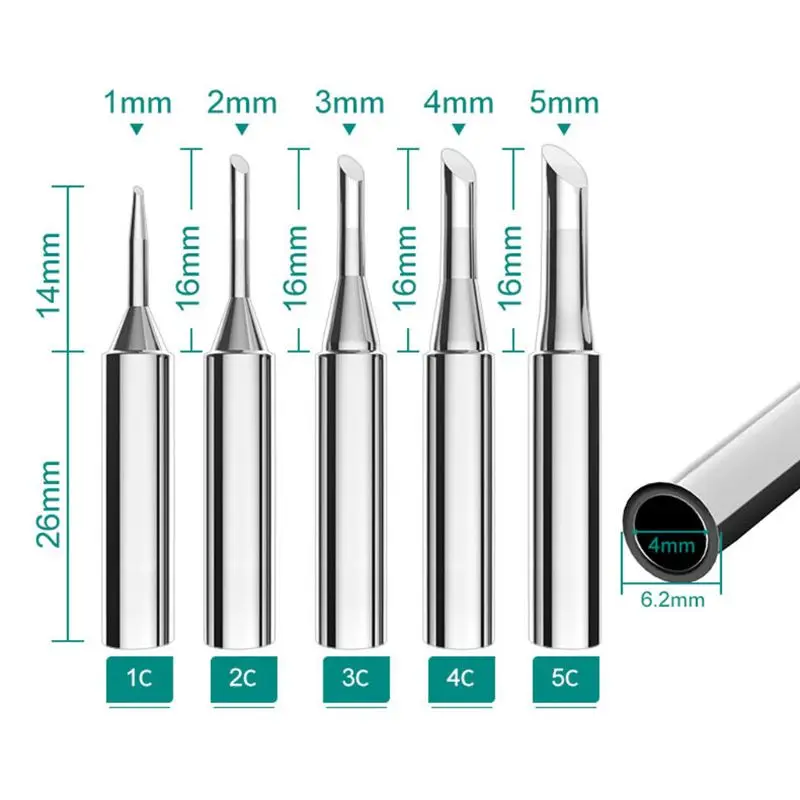
Новые бессвинцовые паяльники с постоянной температурой для паяльной станции и замены паяльника | |
Новые бессвинцовые паяльные жала с постоянной температурой для паяльной станции ремонта и замены паяльника
Особенности:
100% brand new и высокое качество.
1. Изготовлен из высококачественной бескислородной меди, обладающей быстрой проводимостью и термостойкостью до 480 градусов Цельсия. Обладает высокой безопасностью и стабильной работой.
2.Хорошие диамагнитные характеристики, легко наносится на олово, пригодное для пайки при низких температурах.
3. Эти наконечники покрыты бессвинцовым припоем. Высокая прочность и твердость. Прочный в использовании. Это делает работу пайки деликатной и легкой.
4. Преимущество: длительный срок службы, нелегкость окисления, простота установки и использования. (При правильном использовании железного наконечника срок его службы может превышать 50000 раз.
5. Легко чистить, использовать губку для полировки поверхность. Пожалуйста, не оставляйте их на воздухе, лучше оберните их оловом.Не оставляйте железный наконечник включенным часами, если вы им не пользуетесь. Это может заставить наконечник получить черную оксидную крышку. (Если вы оставите его слишком длинным или запустите его слишком горячим, он сгорит припой и станет черным.)
6. Эти наконечники подходят для 936, 937, 938, 969, 933, 376, 907,913,951,898D, 8586, 852D паяльные станции.
Технические характеристики :
Модель: 900M-TB, 900M-TI, 900M-T-1C, 900M-T-2C, 900M-T-3C, 900M-T-4C, 900M-T-5C, 900M-T -1.2D, 900M-T-1.6D, 900M-T-2.4D, 900M-T-3.2D, 900M-TK, 900M-T-1.5K
Материал: металл
Цвет: серебристый
ДЛЯ: 900M.933.376.907.913.951,898D, 852D +
Подходит для Hakko внимания quick и железа других марок
Размер (около): L appox 4 см / 1,57 дюйма, диаметр Appox 0,5 см / 0,2 дюйма
Количество: 1 шт.
Примечание:
Переход: 1 см = 10 мм = 0,39 дюйма
Пожалуйста, допустите ошибку 0-1 см из-за руководства измерение. Пожалуйста, убедитесь, что вы не возражаете, прежде чем вы предложите.
Из-за разницы между различными мониторами изображение может не отражать реальный цвет элемента.Спасибо!
Ручное измерение, пожалуйста, позвольте 0,1 ~ 0,5 см погрешность, спасибо.
Комплектация:
1шт. * Паяльные жала





Высокопроизводительная ESD BGA паяльная станция Подогрев и демонтаж печатных плат ИК-станция предварительного нагрева Паяльная станция электрический паяльник | электрический паяльник | предварительный нагрев паяльника
KADA853B Подогреватель горячего воздуха быстро нагревается, непрерывная работа надежно выбирает поток горячего и холодного воздуха
Характеристики:
1. Быстрый нагрев, всего за несколько секунд вы можете добраться до установить температуру;
Непрерывная работа, превосходит аналогичные продукты;
3 встроенный датчик температуры, температурная стабильность;
4, с вытяжкой горячим воздухом 850D, 852d + и антистатической паяльной станцией 942,936, самый большой чип класса (BGA)
и другие быстро распаиваются.
5. Подходит для ремонтных работ предприятий и предприятий, ремонта платы управления телефоном и материнской платы компьютера. Диапазон объема воздуха: 0,18 м3 / мин.
Выходная мощность: 540 Вт
Инструкции по применению:
Печатная плата для обработки компонентов в центре розетки. В зависимости от размера элементов, толщины монтажной платы, температуры плавления олова на печатной плате,
Установленная температура (обратите внимание, что настройка температуры очень важна для управления или может привести к повреждению печатной платы,
Температура не должна быть слишком высокой). высокая, в противном случае это будет деформация платы печатных плат, наоборот, обгорит, слишком низкая температура сделает компоненты не спадающими).
Включите выключатель питания и выключатель обогрева, повышение температуры и быстро достигнет постоянной точки плавления олова элемента, удалите элемент.
Примечание: Поэтому, когда точки пайки выводов печатной платы соответствующих элементов находятся вблизи точки плавления, пожалуйста, немедленно не снимайте плату PCB,
Если сначала отключится нагрев, охлаждение, в ожидании понижения температуры платы PCB до комнатной температуры.