Ножи для гильотины н3118: Ножи для гильотины по металлу Н3118 (комплект 8 шт.) купить в Москве, цены и характеристики
alexxlab | 08.12.1986 | 0 | Разное
Ножницы гильотинные механические н3118, цена в Москве от компании НОВА Механика
Н3118 Ножницы гильотинные, кривошипные Н3118
По Техническому Заданию заказчика ножницы модели Н могут изготавливаться с шириной стола до 3150 мм, толщиной резки до 20 мм, при этом могут измениться габаритные размеры и масса ножниц. Подробное ТКП можно получить после предоставления Технического Задания.
Технические характеристики Н3118
| Толщина разрезаемых листов с временным сопротивлением σвр = 500МПа,мм | 6,3 |
| Ширина разрезаемых листов, мм | 2000 |
| Размер разрезаемого уголка, мм | 50x50x5 |
| Диаметр разрезаемого прутка, мм | 30 |
| Частота ходов ножа, холостых, мин-1 | 45 |
| Ход ножа, мм | 80 |
| Число режущих кромок ножа | 4 |
| Угол наклона подвижного ножа, α | |
| Длина листа отрезанного с упором, мм | 500 |
| Расстояние от верхней кромки нижнего ножа до уровня пола, мм | 800 |
| Расстояние между стойками в свету, мм | 2250 |
| Мощность электродвигателя, кВт | 7,5 |
| Длина | 3000 |
| Ширина | 2000 |
| Высота | 2200 |
| Масса, кг | 5100 |
Подробное описание Н3118
Гильотинные ножницы Н3118 выполнены с верхним приводом. Для мерной резки полос гильотина ножницы снабжены задним упором, который установлен с тыльной стороны ножевой балки.
Для мерной резки полос гильотина ножницы снабжены задним упором, который установлен с тыльной стороны ножевой балки.
ножницы кривошипные Н3118 листовые с наклонным ножом
- Пульт управления
- Электрошкаф
- Педаль
- Освещение
- Лазерный указатель
- Электромагнитное управление
Комплект поставки ножниц Н3118 кривошипных листовых с наклонным ножом
Наименование | Кол-во на установку |
Н3118 | |
Станок в сборе | 1шт |
Паспорт | 1шт |
Педаль электрическая | 1шт |
Шприц | 1шт |
Строение и работа основных органов кривошипных ножниц Н3118 Станина ножниц кривошипных Н3118
Станина – это базовый узел крепления прочих узлов и механизмов ножниц кривошипных Н3118, представляющий собой сварную конструкцию из двух стоек (1) и (3), связанных между собой уголками (2).
На стойки опирается стол (4) с прикрепленными нижними ножами (5) и упором поперечной резки (7), который снимающимся в случае необходимости продольной резки металла. К направляющим станины крепятся текстолитовые накладки (8), по которым перемещается ножевая балка.
Привод и валы ножниц кривошипных Н3118
Привод ножниц кривошипных Н3118
Приводной и коленчатый валы ножниц кривошипных Н3118
Привод ножниц Н3118 осуществляется от электродвигателя (1) через клиноременную передачу на маховик (4), через зубчатые колеса (5,6) на коленчатый вал (7). Электродвигатель крепится к подмоторной плите (2,) шарнирно укрепленной на станине. Регулировка натяжения ремня осуществляется гайками (3).
Муфта включения ножниц кривошипных Н3118
Шпоночная муфта включения установлена в ступице зубчатого колеса на левом конце коленчатого вала. Втулки (1, 2, 3) неподвижно посажены в ступице зубчатого колеса, остальные детали соединены с коленвалом.
Балка ножевая и прижим ножниц кривошипных Н3118
К ножевой балке ножниц Н3118, конструкция которой усилена ребрами жесткости (5), винтами крепятся ножи (6) и задний упор. Усилие на нее передается от коленчатого вала посредством двух шатунов (7). Во время работы ножниц разрезаемый лист прижимается к столу прижимной балкой (1), связанной выступами (2) с выступами ножевой балки, благодаря чему прижим осуществляется автоматически и согласованно с движением последней.
Усилие нажатия прижима ножниц Н3118 регулируется пружинами (3), вмонтированными в стаканы на прижимной балке. В нижней части прижимной балки установлена предохранительная решетка
Задний упор ножниц кривошипных Н3118
Установленный с тыльной стороны ножевой балки задний упор ножниц кривошипных Н3118 служит упором для листа при поперечной резке и состоит из упорной линейки и двух цилиндрических валов, перемещаемых вручную. При резке полосы шириной более 500 мм задний упор снимается.
При резке полосы шириной более 500 мм задний упор снимается.
Тормоз ножниц кривошипных Н3118
На правом конце коленчатого вала насажен тормоз периодического действия. За счет эксцентричного расположения шкива (2) по отношению к оси коленчатого вала (1) достигается периодичность торможения. Торможение ножниц кривошипных Н3118 происходит в момент нахождения ножевой балки в верхнем положении, чем устраняется ее забегание под действием сил инерции.
Ограждение ножниц кривошипных Н3118
Ограждение ножниц выполнено из листовой стали и состоит из 3-х кожухов, закрывающих шкивы клиноременной передачи, шестерни привода и тормоз ножниц.
Пульт управления ножниц кривошипных Н3118
- лампочка – электросеть подключена
- лампочка – двигатель включен
- переключатель – местное освещение
- кнопка – пуск двигателя
- лампочка – автоматические циклы
- кнопка – пуск циклов (одиночных, автоматических)
- лампочка – одиночные циклы
- кнопка – стоп циклов
- лампочка – педаль
- кнопка – стоп общий
- ключ-бирка
Символы органов управления ножниц Н3118
Первоначальный пуск ножниц Н3118 кривошипных листовых с наклонным ножом Подготовка ножниц кривошипных листовых с наклонным ножом Н3118
- Снять антикоррозийное покрытие, нанесенное перед упаковкой ножниц Н3118 на обработанные поверхности, заполнить смазкой все устройства, перечисленные в спецификации, по схеме смазки.

- Заземлить ножницы Н3118 кривошипные листовые с наклонным ножом
- Выполнить все указания разделов «Электрооборудование» и «Смазка»
Первоначальный пуск ножниц Н3118
- Переключатель SA2 поставить в положение «Ручной проворот».
- Первый ход ножевой балки осуществить поворотом маховика с помощью штыря. При отсутствии дефектов в работе агрегата таким же образом совершить еще 2- 3 хода.
- Электросхему ножниц Н3118 подготовить к работе на одиночных ходах, а затем на автоматических.
ВНИМАНИЕ!
- При включении электродвигателя большая шестерня, сидящая на левом конце коленвала, должна вращаться по часовой стрелке, если на шестерню смотреть со стороны муфты включения.
- Обкатку производить в течение 2-х часов, из них один час – на одиночных ходах и один час – на автоматических.
- При обкатке ножниц особое внимание уделять работе муфты включения, тормоза и электромагнитного управления ножниц.

- После первого периода работы ножниц в течение 35 — 40 минут ножницы останавливать и производить внешний осмотр деталей и узлов, обращая внимание на отсутствие утечек в смазке, отсутствие нагрева левой и правой букс коленвала, перегрева электродвигателя
- До устранения обнаруженных неисправностей ножницы в работу не включать.
- Только после полной отладки и регулировки ножниц на холостом ходу можно приступить к испытанию под рабочей нагрузкой.
Настройка и регулировка кривошипных листовых ножниц Н3118
Настройка ножниц Н3118 для резки полос заданной ширины производится перемещением заднего упора.
Расстояние заднего упора от режущей кромки нижнего ножа определяется по шкале линеек, укрепленных на штангах заднего упора.
Наименьшая ширина полосы, которую можно резать ножницами Н3118 без существенной деформации на ножницах составляет 12 мм.
Уменьшение ширины отрезаемой полосы ведет к процессу скручивания и может послужить причиной заклинивания отрезанной полосы между линейкой заднего упора и ножами стола.
Электросхема ножниц Н3118 предусматривает возможность работы в режимах:
- Одиночный ход
- Автоматический ход/li>
- Ручной проворот
Резка листов максимальной толщины и ширины, указанных в паспорте ножниц Н3118, недопустима на автоматических ходах, так как мощность установленного электродвигателя рассчитана на использование 50% хода.
Регулировка ножниц Н3118
В процессе эксплуатации ножниц Н3118 регулировке и наладке могут подвергаться тормоз, муфта включения, ножевая балка, прижим и зазор между ножами.
Наименование | Приемы регулировки |
Тормоз | Периодически контролировать работу, регулируя натяжение пружины, и не допуская загрязнения шкива тормоза |
Муфта включения | Периодически проверять состояние поворотной шпонки муфты включения |
Ножевая балка | Зазоры в направляющих ножевой балки регулярно проверять на соответствие формам точности |
Прижим | Путем поднятия пружин контролировать достаточность прижима к столу разрезаемого лист во время реза |
Зазор между ножами | Контролировать величину зазора, которая должны быть установлены в пределах 1/20 — 1/30 толщины разрезаемого листа. |

ВНИМАНИЕ!
Резка затупленными ножами не допускается!
Ножи выполнены с четырьмя режущими кромками, поэтому при затуплении одной кромки ножки необходимо периодически поворачивать.
Смена ножей ножниц Н3118
- Снять прижимную балку.
- Отвернуть гайки винтов, крепящих ножи к ножевой балке, и поочередно снять ножи.
- Проверить ножи и их опорные поверхности в ножевой балке, повернуть каждый нож другой режущей кромкой и установить его на прежнее место. Крепить и устанавливать ножи необходимо, начиная с левого ножа.
- Снять нижние ножи, повернуть, установить второй режущей гранью и закрепить винтами.
При установке ножей необходимо между лезвиями выдерживать следующие зазоры:
- толщина разрезаемого листа, мм 1,5-3 3-6,3
- зазор между ножами, мм 0,15 0,35
После установки зазора между ножами следует затянуть болты, крепящие стол к станине.
Смазка ножниц кривошипных листовых ножниц Н3118
Основные трущиеся поверхности ножниц Н3118 смазываются от рычажного шприца для густой смазки через масленки. Шестерни привода и подшипники смазываются путем закладывания смазки соответственно на зубья шестерни и в стаканы подшипников. В процессе работы ножницы нужно смазывать так, чтобы смазка выступала с боковых мест расположения подшипников. Выступающую из зазоров смазку нужно вытирать. Необходимо периодически проверять состояние масленок и маслопроводящих отверстий в деталях и обязательно их прочищать.
Смазочные отверстия промывать чистым керосином не реже одного раза в три месяца.
Меры безопасности при работе на кривошипных листовых ножницах Н3118
Категорически запрещается:
- производить осмотр и ремонт электроаппаратуры при включенном вводном выключателе;
- производить ремонт ножниц Н3118 при включенном электродвигателе;
- осуществлять наладку, регулировку, чистку, смазку и отладку ножниц Н3118 на ходу;
- работать при отсутствии надежного заземления;
- работать затупленными ножами во избежание деформации обрабатываемого материала;
- работать на ножницах Н3118 со снятыми ограждениями.

Не разрешается допускать к работе и обслуживанию ножниц Н3118 лиц, не ознакомившихся с руководством и не прошедших проверку практических знаний и навыков по управлению кривошипных листовых ножницами Н3118 .
Электромеханическая гильотина – это мощное промышленное оборудование, способное резать листовой металл толщиной до 20 мм.
Режущая балка отдельных моделей может работать с частотой до 60 ударов в минуту.
Наша компания предлагает приобрести гильотины известных торговых марок. Мы официально представляем на рынке России лучших мировых производителей.
Наши преимущества:
· Все товары имеют сертификаты;
· Большой выбор моделей и низкие цены;
· Комплексный сервис: от консультаций до сервисного обслуживания;
· Опытные инженеры;
· Большое количество позиций на складе;
· По Свердловской области доставка осуществляется собственными курьерами, а клиентам из других регионов покупка отправляется с партнерскими транспортными товарами;
· Гарантия на сервис и товары.
Н3118 Ножницы кривошипные листовые гильотинные с наклонным ножом. Схемы, описание, характеристики
Привод ножниц осуществляется от электродвигателя 1 через клиноременную передачу на маховик 4 через зубчатые колеса 5 и 6 на коленчатый вал 7.
Электродвигатель крепится к подмоторной плите 2, шарнирно укрепленной на станине. Регулировка натяжения ремня осуществляется гайками 3.
Муфта включения гильотинных ножниц Н3118
На левом конце коленчатого вала в ступице зубчатого колеса установлена шпоночная муфта включения.
Втулки 1, 2 и 3 неподвижно посажены в ступице зубчатого колеса. Остальные детали соединены с коленвалом. Поворотные (рабочая и запорная) шпонки муфты включения включаются пружинами 6 и, поворачиваясь, захватываются полукруглыми пазами втулки 2. Втулки 8 и 9, имеющие полукруглые пазы, дополняют гнезда для круглых концов шпонки.
Правый конец рабочей шпонки снабжен легкоотъемным хвостовиком 4, который, ударяясь об палец 2 (рис. 17), отключает шпонки, соединенные между собой рычагами 5.
При включении и выключении шпонок угол поворота их ограничивается пазом ведущей втулки 7.
Балка ножевая и прижим (рис. 14)
Ножевая балка предоставляет собой сварную конструкцию Г-образной формы, усиленную ребрами 5.
К ножевой балке винтами крепятся ножи 6 и задний упор (см, рис. 15).
Усилие на ножевую балку от коленчатого вала передается посредством двух шатунов 7.
В верхнем положении балка после подъема удерживается пружинами, при ремонте фиксируется в верхнем положении штырем, вставленным в отверстие Ø20 ножевой балки и станины с левой стороны.
Во время работы ножниц разрезаемый лист прижимается к столу ножниц прижимной балкой 1, связанной выступами 2 с выступами ножевой балки, благодаря чему прижим осуществляется автоматически и согласованно с движением ножевой балки.
Усилие нажатия прижима регулируется пружинами 3, вмонтированными в стаканы на прижимной балке. В нижней части прижимной балки приварена предохранительная сетка 4.
Задний упор (рис.
 15)
15)Задний упор устанавливается с тыльной стороны ножевой балки и служит упором для листа при поперечной резке.
Задний упор состоит из 2-х цилиндрических реек 1, перемещающихся вручную маховиками 2, сидящими на валах 3 шестерен, находящихся в зацеплении с рейками.
Перемещая рейки, устанавливают упорную линию на необходимое расстояние от кромки ножа, чем достигается мерная резка листа с помощью заднего упора.
При положении упорной линейки, как указано на рис. 15, задний упор позволяет отрезать лист длиной до 480 мм.
Для реза заготовок длиной до 900 мм необходимо упорную линейку переставить и закрепить в дополнительных отверстиях М16 расположенных на рейках.
Тормоз (рис. 16)
На правом конце коленчатого вала насажен тормоз периодического действия. Периодичность торможения достигается за счет эксцентричного расположения шкива 2 по отношению к оси коленчатого вала 1. Это торможение происходит тогда, когда ножевая балка находится в верхнем положении, чем устраняется ее забегание под действием сил инерции.
Электромагнитное управление (рис. 17)
Для получения одиночных резов переключатель ПР ставится в положение «одиночный ход», переключатель ПУ ставится в положение «кнопки» или педаль. При нажатии на кнопку или педаль включается электромагнит, якорь которого поворачивает вилку с пальцем 2, освобождая зацепляющийся с ним хвостовик 4 (рис. 13), связанный с рабочей поворотной шпонкой. После того под действием пружин 6 (см. рис. 13) шпонки поворачиваются и включают коленчатый вал. Происходит одиночный рез.
Если оператор не отпустит кнопку или педаль в режиме «одиночный ход», блокировка магнитного пускателя 2К по цепи 102—117 (см. электросхему) размыкает эту цепь. Экран бесконтактного конечного выключателя отключает реле 1РП. которое по цепи 29—33 отключает пускатель 2К.
Для повторения рабочего хода кнопку или педаль следует отпустить. Для осуществления автоматических ходов переключатель ПР ставится в положение «автоматический ход», а переключатель ПУ ставится в положение «кнопки». Нажатием на пульте кнопки 4КУ пускатель 2К ставится на самопитание к включается электромагнит. Машина работает в режиме «автоматический ход».
Нажатием на пульте кнопки 4КУ пускатель 2К ставится на самопитание к включается электромагнит. Машина работает в режиме «автоматический ход».
Останов производится кнопкой ЗКУ.
Ограждение ножниц (рис.18)
Ограждение ножниц выполнено из листовой стали толщиной 1,6 мм.
Ограждение состоит из 3-х кожухов, из которых один закрывает шкивы клиноременной передачи, второй — шестерни привода и третий — тормоз ножниц.
Крепление кожухов к станине осуществляется при помощи болтов М8.
Смазка гильотинных ножниц Н3118
Основные трущиеся поверхности смазываются от ручной насосной станции через питатели (см. руководство по монтажу и эксплуатации насоса).
Шестерни привода и подшипники смазываются путем закладывания смазки соответственно на зубья шестерни и а стаканы подшипников.
В процессе работы ножницы нужно смазывать так, чтобы смазка выступала с боковых мест расположения подшипников Выступающую из зазоров смазку нужно вытирать.
Необходимо периодически проверить состояние масленок и маслопроводяших отверстий в деталях и обязательно их прочищать.
Не реже одного раза в три месяца смазочные отверстия промывать чистым керосином.
Ножницы гильотинные h4118
| Наименование параметра | Модель Н3118 |
| Мин. толщина листа при σвр ≤ 45 кгс/мм², мм | 0,4 |
| Макс.толщина листа при σвр ≤ 45 кгс/мм², мм | 6,3 |
| Ширина листа, мм | 2000 |
| Расстояние от кромки неподвижного ножа до станины (вылет), мм | 500 |
| Усилие реза, кН | 200 |
| Длина отрезаемого листа по заднему упору, максимальная мм | 900 |
| Расстояние между стойками в свету, мм | 2410 |
| Угол наклона ножа, град. | 2°30 |
| Установленная мощность, кВт | 7,5 |
| Число режущих кромок ножа | 4 |
| Частота ходов ножа | 55 |
| Скорость вращения, об/мин | 1500 |
| Номинальный объем насоса за 1 ход, см³ | 7,2 |
| Вместимость резервуара, дм³ | 2,5 |
| Давление нагнетания, МПа (кгс/см²) | 10-12,5 |
| Габаритные размеры, мм | 1950x3160x2175 |
| Вес, кг | 5100 |
Ножницы гильотинные кривошипные Н3118 применяются для раскроя листового металла путем резки. Применяют данный тип оборудования для мелкосерийного и серийного производства на промышленных предприятиях, например, в заготовительных цехах, при переработке вторсырья, в судостроении и машиностроении.
Применяют данный тип оборудования для мелкосерийного и серийного производства на промышленных предприятиях, например, в заготовительных цехах, при переработке вторсырья, в судостроении и машиностроении.
Обратите внимание! Резка заготовок осуществляется в продольном, прямом и поперечном направлении по толщине листового проката. Также обработка металла производится по изначально заданным параметрам.
Технические характеристики гильотины
Гильотина отличается такими особенностями в строении:
- Основной узел оборудования – это надежная и прочная станина, представляющая собой сварную конструкцию с двумя стойками, которые соединены между собой уголками.
- В процессе произведения резки, отклонение от заданных параметров на длину листовой заготовки 1000 мм – до 0,25 мм.
- Оператор осуществляет управление станком с помощью педали и пульта с кнопками.
- Предусмотрена работа в трех основных режимах – ручной поворот, автоматический или одиночный ход.
- С целью остановки Н3118 при автоматическом режиме работы оператор воздействует на кнопки панели управления, а при одиночном ходе – на промежуточный реле и бесконтактный конечный выключатель.

- Для увеличения точности реза, листовой металл прижимается специальными кулисами, движение которых происходит одновременно с ножевым устройством. Степень прижима кулисы регулируется пружинами, что расположены внутри корпуса станка.
- Н3118 оснащен комбинированной системой смазки, то есть смазочно-охлаждающая жидкость не попадает в рабочую зону, а поверхность заготовок не вымазана маслом.
- Для снижения затрат на содержание гильотин, включение станка производится за счет жесткой муфты, в которую встроен магнит и шпонки.
Станок производит резку металла, толщина которого не должна быть больше 50 кгс/кв мм, в ином случае происходит притупление и растрескивание режущей оснастки.
Преимущества Н3118
Кривошипные гильотинные ножницы выгодно отличаются техническими характеристиками, которые позволяют применять оборудование, как при мелких, так и при больших производственных объемах. Использование резака исключает время простоя за счет того, что Н3118 может функционировать в нескольких режимах. Станок отличается достаточно простым управлением и требует минимального технического обслуживания. За счет особенностей строения и высокой функциональности, Н3118 можно эксплуатировать в разных климатических зонах.
Станок отличается достаточно простым управлением и требует минимального технического обслуживания. За счет особенностей строения и высокой функциональности, Н3118 можно эксплуатировать в разных климатических зонах.
Данная модель гильотины способна проводить резку, как по установленной разметке, так и без нее. Для этой цели конструкция станка оснащена боковым и задним упором, что направляют металл в зону резки. Станок отличается простой и надежной конструкцией, высоким качеством проведения работы и скоростью проведения реза. Н3118 не требует длительной подготовки для проведения операции, что значительно снижает временные затраты на обслуживание станка.
Обратите внимание! Для увеличения фактического срока службы и сохранения точности резки, рекомендуется проводить регулярную заливку смазки в трущиеся и подвижные детали.
Комплектация пневматической гильотины Н3118
В стандартную комплектацию помимо станка и инструкции по эксплуатации входит педаль управления и запасные части/инструменты. Дополнительно укомплектовать конструкцию можно откатной тележкой, лазерные направляющие линии реза и рольгангами, что осуществляют подачу листового проката в зону резки.
Дополнительно укомплектовать конструкцию можно откатной тележкой, лазерные направляющие линии реза и рольгангами, что осуществляют подачу листового проката в зону резки.
На сегодня гильотинные ножницы пользуются большой популярностью, так как обладают практичностью, высоким качеством исполнения и эффективностью в работе.
Уточнить условия поставки и цену оборудования Вы можете у наших специалистов, связавшись с нами по телефону (доб. 234; 236; 237), или оставить заявку в режиме онлайн. По отдельной договоренности с заказчиком мы продаем кузнечно-прессовое оборудование с дополнительными услугами: доставкой и пусконаладочными работами под ключ. Цена продажи при этом включает стоимость гильотины НГ13Г.01, доставку, монтаж и пусконаладочные работы.
Гарантия на кузнечно-прессовое оборудование соответствует заводской и составляет 1 год или 12 месяцев.
Так же, в нашей компании вы можете приобрести металлообрабатывающее оборудование, кузнечно-прессовое оборудование, станки для работ с арматурой, техоснастку, строительное оборудование, компрессорное оборудование, камнерезное и многое другое.
Свяжитесь с нашими специалистами и получите полную информацию по интересующему вас вопросу.
Настройка ножниц и режим работы гильотинных ножниц Н3118
Настройка ножниц для резки полос заданной ширины производится перемещением заднего упора.
Расстояние заднего упора от режущей кромки нижнего ножа определяется но шкале линеек, укрепленных на штангах заднего упора.
Электросхема предусматривает возможность работы машины в режимах «Одиночный ход». «Автоматический ход» и «Ручной проворот».
Резка листов максимальной толщины и ширины, указанных в паспорте ножниц, недопустима на автоматических ходах, так как мощность установленного электродвигателя рассчитана на использование 50% хода.
Регулировка гильотинных ножниц Н3118
В процессе эксплуатации ножниц регулировке и наладке могут подвергаться тормоз, муфта включения, ножевая балка, прижим и зазор между ножами.
Работу тормоза необходимо периодически контролировать, регулируя натяжение пружины, и не допускать загрязнения шкива тормоза.
Периодически следует проверять состояние поворотной шпонки муфты включения.
Зазоры в направляющих ножевой балки и прижима необходимо регулярно проверять в соответствии с нормами точности.
Регулировка прижима сводится к тому, чтобы путем поджатия пружин разрезаемый лист во время реза был достаточно прижат к столу.
Регулировка зазора между ножами
При резке листов зазоры между ножами должны быть установлены в пределах 1/20 — 1/30 толщины разрезаемого листа.
Прямолинейность линии разреза зависит от правильности регулировки зазора.
Регулировка зазора между ножами производится передвижением стола (см. рис. 5) и описание узла «Станина»), не допускается резка листов максимальной толщины и ширины из материала, с пределом прочности более 500 МПа (50 кг/мм2).
В случае резки листа, предел прочности (временное сопротивление) σ которого свыше 500 МПа (50 кг/мм2), максимально допустимая толщина его определяется по формуле:
δ Х = δ√ 50/σВР мм
где δ Х — максимально допустимая толщина листа из материала, предел прочности которого более 50 кг/мм 2.
δ — максимально допустимая для резки толщина листа, указанная в характеристике ножниц
σВР — предел прочности материала листа, который необходимо резать
Необходимо помнить, что точная и надежная работа ножниц зависит от качества заточки ножей. Нельзя допускать резки затупленными ножами.
При регулировке необходимо выдержать следующие зазоры: Толщина разрезаемого листа, мм — 1,5÷3; 3÷6,3. Зазор между ножами, мм. — 0,15; 0,35.
После установки зазора между ножами затянуть болты, крепящие стол к станине.
Ножи выполнены с четырьмя режущими кромками, при затуплении одной кромки ножи необходимо периодически переворачивать.
Гильотина пневматическая Н3118
| Наименование параметра | Модель Н3118 |
| Мин. толщина листа при σвр ≤ 45 кгс/мм², мм | 0,4 |
| Макс.толщина листа при σвр ≤ 45 кгс/мм², мм | 6,3 |
| Ширина листа, мм | 2000 |
| Расстояние от кромки неподвижного ножа до станины (вылет), мм | 500 |
| Усилие реза, кН | 200 |
| Длина отрезаемого листа по заднему упору, максимальная мм | 900 |
| Расстояние между стойками в свету, мм | 2410 |
Угол наклона ножа, град. | 2°30 |
| Установленная мощность, кВт | 7,5 |
| Число режущих кромок ножа | 4 |
| Частота ходов ножа | 55 |
| Скорость вращения, об/мин | 1500 |
| Номинальный объем насоса за 1 ход, см³ | 7,2 |
| Вместимость резервуара, дм³ | 2,5 |
| Давление нагнетания, МПа (кгс/см²) | 10-12,5 |
| Габаритные размеры, мм | 1950x3160x2175 |
| Вес, кг | 5100 |
Ножницы гильотинные кривошипные Н3118 применяются для раскроя листового металла путем резки. Применяют данный тип оборудования для мелкосерийного и серийного производства на промышленных предприятиях, например, в заготовительных цехах, при переработке вторсырья, в судостроении и машиностроении.
Обратите внимание! Резка заготовок осуществляется в продольном, прямом и поперечном направлении по толщине листового проката. Также обработка металла производится по изначально заданным параметрам.
Особенности строения пневматической гильотины Н3118
- Основной узел оборудования – это надежная и прочная станина, представляющая собой сварную конструкцию с двумя стойками, которые соединены между собой уголками.
- В процессе произведения резки, отклонение от заданных параметров на длину листовой заготовки 1000 мм — до 0,25 мм.
- Оператор осуществляет управление станком с помощью педали и пульта с кнопками.
- Предусмотрена работа в трех основных режимах – ручной поворот, автоматический или одиночный ход.
- С целью остановки Н3118 при автоматическом режиме работы оператор воздействует на кнопки панели управления, а при одиночном ходе – на промежуточный реле и бесконтактный конечный выключатель.
- Для увеличения точности реза, листовой металл прижимается специальными кулисами, движение которых происходит одновременно с ножевым устройством. Степень прижима кулисы регулируется пружинами, что расположены внутри корпуса станка.
- Н3118 оснащен комбинированной системой смазки, то есть смазочно-охлаждающая жидкость не попадает в рабочую зону, а поверхность заготовок не вымазана маслом.
- Для снижения затрат на содержание гильотин, включение станка производится за счет жесткой муфты, в которую встроен магнит и шпонки.
Станок производит резку металла, толщина которого не должна быть больше 50 кгс/кв мм, в ином случае происходит притупление и растрескивание режущей оснастки.
Преимущества
Кривошипные гильотинные ножницы выгодно отличаются техническими характеристиками, которые позволяют применять оборудование, как при мелких, так и при больших производственных объемах. Использование резака исключает время простоя за счет того, что Н3118 может функционировать в нескольких режимах. Станок отличается достаточно простым управлением и требует минимального технического обслуживания. За счет особенностей строения и высокой функциональности, Н3118 можно эксплуатировать в разных климатических зонах.
Данная модель гильотины способна проводить резку, как по установленной разметке, так и без нее. Для этой цели конструкция станка оснащена боковым и задним упором, что направляют металл в зону резки. Станок отличается простой и надежной конструкцией, высоким качеством проведения работы и скоростью проведения реза. Н3118 не требует длительной подготовки для проведения операции, что значительно снижает временные затраты на обслуживание станка.
Станок отличается простой и надежной конструкцией, высоким качеством проведения работы и скоростью проведения реза. Н3118 не требует длительной подготовки для проведения операции, что значительно снижает временные затраты на обслуживание станка.
Обратите внимание! Для увеличения фактического срока службы и сохранения точности резки, рекомендуется проводить регулярную заливку смазки в трущиеся и подвижные детали.
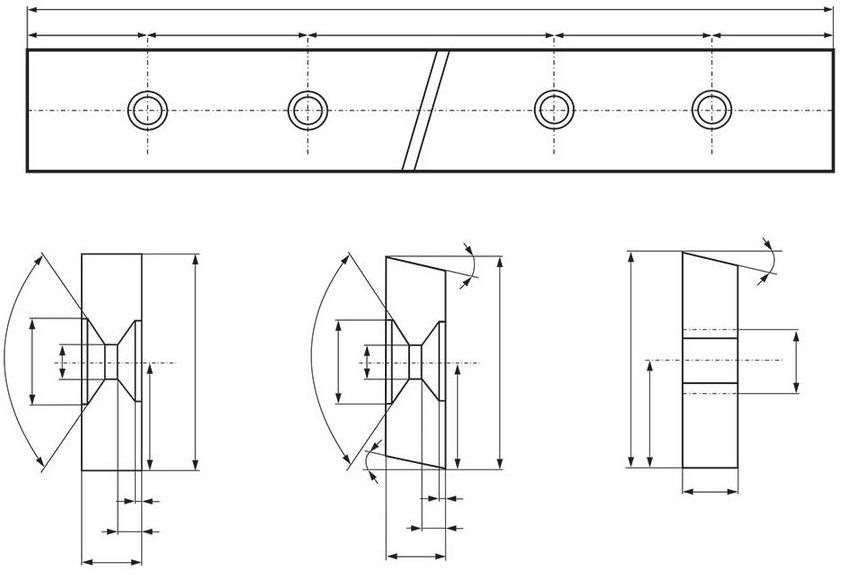
Чертеж ножа гильотинных ножниц Н3118-11-402
Чертеж ножа гильотинных ножниц Н3118-11-402
Нож для гильотинных ножниц Н3118 16 х 60 х 590. Комплект состоит из 8 штук. Количество отверстий — 4 шт. Межцентровое расстояние — 165 мм.
- Ножи должны изготавливаться из стали марок 5ХВ2С, 6ХВ2С и 6ХС по ГОСТ 5950—73
- Твердость ножей — HRC 54 … 58
- Допуск плоскостности поверхности Б — не более 0,1 мм на длине 100 мм
- Поле допуска размеров s а В комплекта ножей — по h21
- Допускаемая разность размеров ножей комплекта в месте стыка не более 0,03 мм
- h24; h24; ±IT14/2
- На ноже должна быть нанесена следующая маркировка: товарный знак предприятия-изготовителя, обозначение ножа, клеймо ОТК, шифр (номер) комплекта (для составных ножей).

- Остальные технические требования по ГОСТ 25306-82 Ножи плоские к листовым ножницам. Основные и присоединительные размеры. Технические требования
Номенклатура и фотографии готовых запасных частей к оборудованию различного назначения
ООО “ТД “ПРОМЫШЛЕННЫЕ НОЖИ” предоставляет услуги изготовление и поставки промышленных ножей и запчастей для металлообработки. Ножи используются для резки изделий из металла.
- Ножи для металлообработки
- Ножи для гильотин
- Ножи пресс-ножниц
- Ножи для резки арматуры
- Ножи для аллигаторных ножниц
- Ножи для комбинированных ножниц
- Ножи для гильотинных ножниц
- Ножи для металлолома
- Матрицы и пуансоны к пресс-ножницам
- Стандартные ножи для гильотин на складе в Красноярске
Ножи для любых пресс-ножниц отечественного и импортного производства:
- Ножи для пресс-ножниц НВ5222
- Ножи для пресс-ножниц Н5222А
- Ножи для пресс-ножниц НВ5221
- Ножи для пресс-ножниц НГ5222
- Ножи для пресс-ножниц НВ5222
- Ножи для пресс-ножниц НГ5222
- Ножи для пресс-ножниц Н5220
- Ножи для пресс-ножниц НБ5121
- Ножи для пресс-ножниц НГ1428
Ножи для любых гильотин отечественного и импортного производства:
- Ножи для гильотины НК4318
- Ножи для гильотины НК3416
- Ножи для гильотины НБ3118
- Ножи для гильотины НА3121
- Ножи для гильотины НК3418
- Ножи для гильотины НД3314Г
- Ножи для гильотины НД3318Г
- Ножи для гильотины НД3317Г
- Ножи для гильотины СТД-9А
- Ножи для гильотины НКЧ-6020
- Ножи для гильотины Н475
- Ножи для гильотины Н477
- Ножи для гильотины НГ13
- Ножи для гильотины Н3118Б
- Ножи для гильотины Н7120
- Ножи для гильотины Н3118
- Ножи для гильотины НГ-16
- Ножи для гильотины Н3111
- Ножи для гильотины Н478
- Ножи для гильотины Н3121
- Ножи для гильотины Н3118
- Ножи для гильотины Н478М
- Ножи для гильотины НГ474
- Ножи для гильотины НА3218
- Ножи для гильотины Н472
- Ножи для гильотины Н481
- Ножи для гильотины Н483
- Ножи для гильотины Н478А
- Ножи для гильотины НА3225
- Ножи для гильотины НБ3222
- Ножи для гильотины НА3222
- Ножи для гильотины НК3421
- Ножи для гильотины НБ3221
- Ножи для гильотины НБ3118
- Ножи для гильотины Н472
- Ножи для гильотины Н407
- Ножи для гильотины SNIA 3150
Ножи для станков отечественного и импортного производства для резки/рубки арматуры:
- Ножи для станков СМЖ-172
- Ножи для станков СМЖ-175
- Ножи для станков СМЖ-172А
- Ножи для станков СМЖ-322Б
- Ножи для станков СМЖ-322МС
- Ножи для станков СМЖ-40
- Ножи для станков СМЖ-50
- Ножи для станков Н1226
- Ножи для станков Zitrek SC-50
- Ножи для станков Zitrek SC-40
- Ножи для станков Р-50
- Ножи для станков Р-55
- Ножи для станков TCC GQ-50N
- Ножи для станков TCC GQ-40N
- Ножи для станков Р-35
- Ножи для станков Р-42
Адрес ООО “ТД “ПРОМНОЖИ”: г. Красноярск, Северное шоссе, 7/16
Красноярск, Северное шоссе, 7/16
Телефон: +7 (391) 240-34-17, +7(902)965-16-11 Viber,WhatsApp:+7 (391) 240-34-17
Cайт: www.ooopromstar.ru www.промножи.рф
E-mail: [email protected]
Skype: ooopromstar
Время последней модификации 1583251578
- Фотографии и чертежи готовых запчастей на складе
Н3118 ножницы гильотинные кривошипные: паспорт, характеристики
Назначение и области применения
Область применения – промышленные, заготовительные цеха мелкосерийного, среднесерийного производства. Как правило, листовые материалы используют при изготовлении корпусных деталей. Именно поэтому ножницы гильотинные модели Н3118 можно встретить в сфере машино-, судостроения, в заготовительных цехах.
Назначение – разрезание листовых материалов по указанным размерам. Обработка проводится исключительно в поперечном, продольном и прямом направлении по толщине листа. При этом есть определенные ограничения того, какой толщины может быть лист. Лист должен быть не выше 50 кгс/мм 2 .
При этом есть определенные ограничения того, какой толщины может быть лист. Лист должен быть не выше 50 кгс/мм 2 .
Именно технические характеристики определяют возможность использования ножниц модели Н3118 в тех или иных ситуациях. К особенностям технических характеристик гильотины Н3118 можно отнести:
- максимальная толщина металла 6,3 миллиметра;
- максимальная длина листового материала 2 000 миллиметров;
- частота хода ножа при выборе автоматической обработки (минимальной значение) 21 ходов в минуту;
- максимальный размер листа по заданному упору 630 миллиметров;
- усилие, с которым воздействует прижимная балка 25 кН;
- высота конструкции над уровнем пола 1945 миллиметров;
- предельное отклонение по заданным размерам при резке на длину заготовки 1 000 миллиметров составляет 0,25 миллиметра;
- управление может осуществляться при помощи пульта с кнопками или педалей;
- ход может быть непрерывный или одиночный.
Вышеприведенные характеристики определяют особенности рассматриваемой модели станка по резке листового металла.
НД3314Г ножницы гильотинные кривошипные для обработки листового металла. Назначение и область применения
Ножницы гильотинные НД3314Г разработаны в 1974 году и серийно выпускались с 1976 года. Разработчик .
Кривошипные листовые ножницы (гильотинные) с наклонным ножом НД3314Г предназначены для холодной резки листового материала с пределом прочности σBP ≤ 500 МПа (50 кгс/мм2) и с наибольшими размерами поперечного сечения 2,5х1600 мм. Поперечная резка листа толщиной и шириной в соответствии с технической характеристикой ножниц производится за один ход ножа, продольная резка — рядом повторных резов при продвижении листа вдоль линии реза.
Возможна резка неметаллических листовых материалов, исключающих быстрое затупление режущих кромок ножей и растрескивание вырезаемой заготовки.
Ножницы НД3314Г находят широкое применение в заготовительных цехах предприятий машиностроения, автотракторостроения, авиастроения, судостроения, сельхозмашиностроения и других отраслях промышленности.
Отличие гильотинных ножниц серий НД, НК, Н
Стрыйский завод КПО выпускает ножницы листовые кривошипные с наклонным ножом (гильотина), с пневмо-муфтой серии ”НД” , “НК” и “Н” и на протяжении 30-ти лет и экспортирует свою продукцию в 52 страны мира.
В серии ножниц “НК”, “Н” установка необходимой величины зазора между ножами выставляется автоматически, в зависимости от толщины разрезаемого листового материала, что позволяет резать металл различной толщины без переналадки. Ножницы данной серии оснащены механизированным задним упором, предназначенным для установки разрезаемого листового материала в заданный размер. Длина отрезаемой заготовки устанавливается по счетчику, установленному на лицевой части ножниц через привод механизированного заднего упора.
В серии ножниц “НД” регулировка зазора между ножами осуществляется вручную путем перемещения стола ножниц, согласно диаграммы, в зависимости от толщины разрезаемого листа. Длина отрезаемой заготовки устанавливается маховичком заднего упора, по линейке расположенной на направляющих рейках механизма заднего упора.
Ножницы модели НК3418Р оснащены ручным задним упором, аналогичным ножницам серии ”НД”.
Основные параметры машины для резки листового металла НД3314Г:
- Наибольшие размеры разрезаемого металла – 2,5 х 1600 мм
- Частота хода ножа – 65 мин-1
- Механическое перемещение заднего упора – 0..630 мм
- Тип муфты – пневматическая фрикционная многодисковая
- Тип тормоза – фрикционный однодисковый
- Мощность электродвигателя – 3,2 кВт
- Вес ножниц полный – 2340 кг
Электросхема обеспечивает работу ножниц в режимах:
- Одиночный ход
- Непрерывные (автоматические) ходы
- Наладочный режим – толчковый ход
Станина ножниц сборно-cварная, что увеличивает жесткость конструкции и снижает трудоемкость изготовления. Она состоит из двух стоек, стола и стяжки. На стойки и траверсу опирается стол. Регулирование зазора между ножами ножевой балки и станины осуществляется путем перемещения стола с помощью эксцентриков, расположенных с обеих сторон стола. В стойках выполнены расточки, в которых установлен на подшипниках качения кривошипный вал с шатунами.
В стойках выполнены расточки, в которых установлен на подшипниках качения кривошипный вал с шатунами.
Привод ножниц от электродвигателя, закрепленного на поворотной плите, через клиноременную передачу на приводной вал редуктора и далее на кривошипный вал.
Редуктор выполнен в виде агрегатного узла и состоит из двух ступеней зубчатой передачи.
Муфта-тормоз пневматическая, фрикционная, многодисковая, смонтирована на входном конце вала редуктора.
Механизм реза состоит из прижимной и ножевой балок. При совершении рабочего хода одновременно опускаются ножевая и прижимная балки.
Прижимная балка качающейся (консольной) конструкции: в ее прямолинейных направляющих движется ножевая балка. Прижим листа осуществляется за счет силы сжатых пружин и собственного веса балки. Прижимная и ножевая балки связаны между собой рычажной системой, которая соединена с приводом ножниц. В верхней частя прижимной балки установлены винтовые упоры, служащие для возврата ее в верхнее положение.
Ножевая балка снабжена пневматическими уравновешивателями, смонтированными в кронштейнах, закрепленных на станине.
Механизм заднего упора закреплен на ножевой балке и состоит из двух ходовых винтов, по которым перемещаются ползушки, с закрепленной (шарнирно) упорной планкой.
Для резки тонкого листа на ножницах предусмотрен поддерживатель.
Для защиты рук оператора в зоне реза служит защитная решетка, сблокированная с пусковым устройством ножниц.
Режим работы:
- автоматический
- наладочный
- одиночные ходы
- ручной проворот
Управление кнопочное или педальное.
Система смазки централизованная и позволяет эксплуатацию в условиях низких температур.
Назначение и область применения
Кривошипные листовые ножницы модели НК3418, в конструкции которых есть наклонный нож, используются для холодной резки листового металла. Важным свойством каждого материала можно назвать его прочность. Высокий показатель прочности приносит ограничение в использовании оборудования. Ножницы НК3418 могут использоваться исключительно для резки следующего листового металла:
Ножницы НК3418 могут использоваться исключительно для резки следующего листового металла:
- с показателем прочности не более 500 МПа;
- при размере поперечного сечения 2,5х1600, 4,0х2000, 6,3х2000 миллиметров. первое значение определяет толщину листа, второе – длину поперечного сечения.
В некоторых случаях использовать подобное оборудование можно при резке не только металла, но и других типов материала.
Подобные особенности применения определяют область использования модели НК3418:
- Заготовительные цеха предприятий, которые связаны с областью машиностроения, судостроения, авиастроения и так далее. В подобных сферах деятельности ножницы НК3418 позволяют провести быстрое изменение размеров листового металла, который является основным материалом.

- Другая сфера деятельности, в которой проводится использование листового металла. Характеристики модели НК3418 определяют высокую производительность этого оборудования.
Высокая производительность, прежде всего, связана отсутствием необходимости переналадки. Гильотинные ножницы можно использовать для резки металла любой толщины, в рамках установленного предела, без переналадки.
Еще важным моментом можно назвать то, что ножницы НК3418 обладают механизированным задним упором. Этот момент определяет то, что гильотина управляется при помощи специального блока оператора, который используется для установки размера заготовки.
Все гильотинные ножницы модели НК, в том числе НК3418, имеют высокую надежность в работе. При этом стоит не забывать о простоте использования, а также об отсутствии сложностей на момент проведения ремонтных работ. Использование современных технологий позволяет достигать высокую точность отрезания. Гильотина имеет совершенную систему смазки, а также электрооборудование, которое позволяет использовать станок в сложных эксплуатационных условиях. В сравнении с гидравлическими ножницами НК3418 рассматриваемый вариант исполнения имеет огромное количество преимуществ.
В сравнении с гидравлическими ножницами НК3418 рассматриваемый вариант исполнения имеет огромное количество преимуществ.
Еще одной важной эксплуатационной характеристикой можно назвать отсутствие масла в зоне резания. Этот момент определяет чистоту заготовок после проведения резания
1 Основная информация о гильотинных ножницах
Под таким оборудованием понимают режущий инструмент с ножом наклонного типа для поперечной и продольной прямолинейной резки металлических листов. Гильотинные ножницы дают возможность осуществлять обработку листов не только по разметке, но и по боковому либо заднему упору без разметки.
Описываемые устройства принято подразделять в зависимости от вида используемого на них привода на:
- гидравлические;
- кривошипные (иначе называемые механическими).

Большей мощностью обладает гидравлическое оборудование, которое без труда справляется со стальными листами толщиной 6 сантиметров. Длина реза подобных ножниц может превышать показатель в 8 метров. Механические приспособления по ряду характеристик идентичны гидравлическим. При этом первые имеют другую систему привода, предполагающую, что кривошипное устройство обеспечивает движение лезвия и в верхнем и в нижнем направлении.
Мощность установок с кривошипным механизм ниже, нежели у их гидравлических собратьев, поэтому они рекомендованы для разрезания заготовок толщиной от 3 до 8 мм. Зато скорость обработки металла у механических ножниц выше (до 56 резов за одну минуту против 3–18 у “гидравлики”).
Кроме того, гильотины имеют разную схему привода ножа (верхнего). Бывают консольные ножницы с поворотной балкой и станки с прямым ходом ножа. Первые характеризуются тем, что верхний нож у них перемещается за счет оборота балки вокруг расположенных в задней части и на боковых стенках агрегата центров. Так как устройство привода этой самой балки находится в подобных установках внутри станка, они отличаются компактными размерами.
Так как устройство привода этой самой балки находится в подобных установках внутри станка, они отличаются компактными размерами.
У прямоходных же гильотин лезвие соединяется с рамой. Она способна передвигаться по прямым направляющим вниз за счет работы двух гидроцилиндров либо кривошипного механизма. Такая конструкция дает возможность производить изменение угла резки листов разной толщины. Поворотные станки этого делать не позволяют. У них угол всегда остается таким, каким его задал завод-изготовитель установки.
Чертеж ножа гильотинных ножниц Н3121-11-402
Чертеж ножа гильотинных ножниц Н3121-11-402
Нож для гильотинных ножниц 25 х 60 х 625
- Ножи должны изготавливаться из стали марок 5ХВ2С, 6ХВ2С и 6ХС по ГОСТ 5950—73
- Твердость ножей — HRC 54 … 58
- Допуск плоскостности поверхности Б — не более 0,1 мм на длине 100 мм
- Поле допуска размеров s а В комплекта ножей — по h21
- Допускаемая разность размеров ножей комплекта в месте стыка не более 0,03 мм
- h24; h24; ±IT14/2
- На ноже должна быть нанесена следующая маркировка: товарный знак предприятия-изготовителя, обозначение ножа, клеймо ОТК, шифр (номер) комплекта (для составных ножей).

- Остальные технические требования для комплекта ножей Н3121-11-402 по ГОСТ 25306-82 Ножи плоские к листовым ножницам. Основные и присоединительные размеры. Технические требования
Порядок установки ножниц гильотинных кривошипных Н3118
Ножницы Н3118 поставляются заказчику в собранном виде. После вскрытия частичной упаковки проверить состояние ножниц, наличие принадлежностей и технической документации согласно контрольно-комплектовочной ведомости. При транспортировке ножницы необходимо стропить согласно приведенной схеме
Фундамент ножниц выполняется согласно рисунку:
Глубина заполнения фундамента «Н» принимается в зависимости от грунта. Горизонтальность установки на фундаменте достигается с помощью клиньев и проверяется уровнем, установленным на столе. Точность установки ножниц в поперечном и продольном направлениях должна быть выдержана в пределах 0,2 мм на длине 1000 мм.
После установки и выверки необходимо очистить ножницы от антикоррозийной смазки и пыли и смазать обработанные поверхности тонким слоем масла.
Горизонтальность стола ножниц необходимо проверять периодически не менее одного раза в месяц.
Строение и работа основных органов кривошипных ножниц Н3118
Станина – это базовый узел крепления прочих узлов и механизмов ножниц кривошипных Н3118, представляющий собой сварную конструкцию из двух стоек (1) и (3), связанных между собой уголками (2).
На стойки опирается стол (4) с прикрепленными нижними ножами (5) и упором поперечной резки (7), который снимающимся в случае необходимости продольной резки металла. К направляющим станины крепятся текстолитовые накладки (8), по которым перемещается ножевая балка.
Привод и валы ножниц кривошипных Н3118
Привод ножниц Н3118 осуществляется от электродвигателя (1) через клиноременную передачу на маховик (4), через зубчатые колеса (5,6) на коленчатый вал (7). Электродвигатель крепится к подмоторной плите (2,) шарнирно укрепленной на станине. Регулировка натяжения ремня осуществляется гайками (3).
Шпоночная муфта включения установлена в ступице зубчатого колеса на левом конце коленчатого вала. Втулки (1, 2, 3) неподвижно посажены в ступице зубчатого колеса, остальные детали соединены с коленвалом. Рабочая и запорная поворотные шпонки включаются пружинами (6) и, поворачиваясь, захватываются полукруглыми пазами втулки (2). Втулки (8, 9) дополняют гнезда для круглых концов шпонки. При включении и выключении шпонок угол поворота их ограничивается пазом ведущей втулки.
Втулки (1, 2, 3) неподвижно посажены в ступице зубчатого колеса, остальные детали соединены с коленвалом. Рабочая и запорная поворотные шпонки включаются пружинами (6) и, поворачиваясь, захватываются полукруглыми пазами втулки (2). Втулки (8, 9) дополняют гнезда для круглых концов шпонки. При включении и выключении шпонок угол поворота их ограничивается пазом ведущей втулки.
Балка ножевая и прижим ножниц кривошипных Н3118
К ножевой балке ножниц Н3118, конструкция которой усилена ребрами жесткости (5), винтами крепятся ножи (6) и задний упор. Усилие на нее передается от коленчатого вала посредством двух шатунов (7). Во время работы ножниц разрезаемый лист прижимается к столу прижимной балкой (1), связанной выступами (2) с выступами ножевой балки, благодаря чему прижим осуществляется автоматически и согласованно с движением последней.
Усилие нажатия прижима ножниц Н3118 регулируется пружинами (3), вмонтированными в стаканы на прижимной балке. В нижней части прижимной балки установлена предохранительная решетка
Задний упор ножниц кривошипных Н3118
Установленный с тыльной стороны ножевой балки задний упор ножниц кривошипных Н3118 служит упором для листа при поперечной резке и состоит из упорной линейки и двух цилиндрических валов, перемещаемых вручную. При резке полосы шириной более 500 мм задний упор снимается.
При резке полосы шириной более 500 мм задний упор снимается.
На правом конце коленчатого вала насажен тормоз периодического действия. За счет эксцентричного расположения шкива (2) по отношению к оси коленчатого вала (1) достигается периодичность торможения. Торможение ножниц кривошипных Н3118 происходит в момент нахождения ножевой балки в верхнем положении, чем устраняется ее забегание под действием сил инерции.
Ограждение ножниц кривошипных Н3118
Ограждение ножниц выполнено из листовой стали и состоит из 3-х кожухов, закрывающих шкивы клиноременной передачи, шестерни привода и тормоз ножниц.
- лампочка – электросеть подключена
- лампочка – двигатель включен
- переключатель – местное освещение
- кнопка – пуск двигателя
- лампочка – автоматические циклы
- кнопка – пуск циклов (одиночных, автоматических)
- лампочка – одиночные циклы
- кнопка – стоп циклов
- лампочка – педаль
- кнопка – стоп общий
- ключ-бирка
Ремонт гильотинных ножниц в СПб
Характерные неисправности
Гильотинные ножницы или гильотины для рубки металла бывают с механическим и гидравлическим приводом. В обоих видах станков при длительной эксплуатации изнашиваются подшипники скольжения (бронзовые втулки) вала привода ножевой балки. Так же вследствие износа направляющих ножевой балки увеличивается зазор между ножами, что приводит к неправильному резу. В процессе работы нужно следить за состоянием режущих кромок ножей (вовремя шлифовать). У ножниц с пневматическим пуском может выйти из строя пневмораспределитель и пневмомуфта, изнашиваются и резиновые уплотнения, что приводит к потере мощности реза. У ножниц с механическим пуском изнашивается механизм включения хода ножевой балки. Так же из-за поломок концевых выключателей ножевая балка может останавливаться не в нужном положении либо не останавливаться вовсе. Существуют и другие менее частые поломки.
В обоих видах станков при длительной эксплуатации изнашиваются подшипники скольжения (бронзовые втулки) вала привода ножевой балки. Так же вследствие износа направляющих ножевой балки увеличивается зазор между ножами, что приводит к неправильному резу. В процессе работы нужно следить за состоянием режущих кромок ножей (вовремя шлифовать). У ножниц с пневматическим пуском может выйти из строя пневмораспределитель и пневмомуфта, изнашиваются и резиновые уплотнения, что приводит к потере мощности реза. У ножниц с механическим пуском изнашивается механизм включения хода ножевой балки. Так же из-за поломок концевых выключателей ножевая балка может останавливаться не в нужном положении либо не останавливаться вовсе. Существуют и другие менее частые поломки.
Если вам необходимо отремонтировать гильотинные ножницы — обращайтесь и мы постараемся вам помочь. Алголритм ремонта станков вы найдете в разделе РЕМОНТ.
Замена ножей гильотинных ножниц.
Рис.1 Наиболее часто встречающиеся неисправности у гильотинных ножниц, как у гидравлических, так и у механических связаны с ножами, поскольку именно они принимают на себя всю полноту нагрузки в процессе эксплуатации станка. Ножи тупятся, получают сколы или вовсе раскалываются, и здесь не обойтись без снятия старых и установки новых или отшлифованных ножей. Рассмотрим данную операцию на примере ремонта гидравлических гильотинных ножниц НА 3225 (рис. 1).
Ножи тупятся, получают сколы или вовсе раскалываются, и здесь не обойтись без снятия старых и установки новых или отшлифованных ножей. Рассмотрим данную операцию на примере ремонта гидравлических гильотинных ножниц НА 3225 (рис. 1).
Рис.2
Рис.3
Порядок ремонта следующий. Сначала снимаем защитную решетку, после чего можно подробно осмотреть повреждения верхних и нижних ножей вдоль всей линии реза (рис. 2, 3).
Рис.4
Откручиваем крепежные болты нижних ножей и меняем их с тыльной стороны станка (рис. 4).
Рис.5
Для замены верхних ножей сначала необходимо демонтировать те гидроупоры, которые мешают вынуть крепежные болты фиксирующие верхние ножи к ножевой балке (рис. 5).
Рис.6
Рис.7
Затем вынимаем болты, аккуратно снимаем и меняем ножи (рис. 6, 7).
Сборка станка происходит в обратном порядке.
Ремонт электросхемы управления гильотинных ножниц.
Заметно реже требуется ремонт электрической части гильотин, но любая деталь имеет свой рабочий ресурс и рано или поздно ломается. Затем по мере выхода из строя узлов и деталей начинается периодически повторяющийся ремонт. Постепенно детали заменяются на примерный аналог (т.к. зачастую «оригинальных» уже не выпускают), схема упрощается, пропадает изначально заложенный потенциал, пока наконец электросхема не перестаёт работать совсем. В результате неисправны один или несколько дискретных элементов электросхмы, и где они понять довольно сложно т.к. после всех предыдущих ремонтов реально существующие электрические связи в станке сильно различаются с изначально заложенными в станок. В такой ситуации самое надежное, а иногда и единственно правильное решение – модернизация электросхемы управления станка.
Затем по мере выхода из строя узлов и деталей начинается периодически повторяющийся ремонт. Постепенно детали заменяются на примерный аналог (т.к. зачастую «оригинальных» уже не выпускают), схема упрощается, пропадает изначально заложенный потенциал, пока наконец электросхема не перестаёт работать совсем. В результате неисправны один или несколько дискретных элементов электросхмы, и где они понять довольно сложно т.к. после всех предыдущих ремонтов реально существующие электрические связи в станке сильно различаются с изначально заложенными в станок. В такой ситуации самое надежное, а иногда и единственно правильное решение – модернизация электросхемы управления станка.
Рис.8
Рис.9
На примере гильотинных ножниц марки Н3118 (рис. 8 и 9) можно увидеть суть модернизации.
Рис.10 Рис.11
Электрошкаф находится в левой части станка и прикреплен к станине. На рисунках 10 и 11 показаны внутренности электрошкафа со старой нерабочей схемой.
Рис.12 Рис. 13
13
Рис.14
На рисунках 12, 13 и 14 показан электрошкаф после модернизации.
После проведенных работ электрическая часть данного станка проработает в штатном режиме многие годы.
НАЗАД
www.pkm-remont.ru
НА3121 Ножницы кривошипные листовые гильотинные с наклонным ножом для обработки листового металла. Назначение, область применения
Гильотина НА3121 разработана в 1983 году и серийно выпускалась с 1984 года. Разработчик Шимановский завод КПО г. Шимановск.
Ножницы кривошипные гильотинные НА3121 выпускались по ТУ2-041-1068—83, ГОСТ 6282-76 и заменили устаревшую модель Н3121.
Ножницы гильотинные механические НА3121 с наклонным ножом для листового металла предназначены для продольной и поперечной резки листового материала. Применяются в заготовительных цехах машиностроительных предприятий.
Особенности конструкции кривошипных гильотинных ножниц НА3121
Ножницы НА3121 выполнены с верхним приводом.
Вращение от электродвигателя через клиноременную передачу, муфту-тормоз, цилиндрический редуктор передается на эксцентриковый вал и далее через кривошипно-шатунный механизм — ножевой балке.
Станина ножниц представляет собой сварную конструкцию, состоящую из двух стоек, связанных между собой швеллерами.
На стойки опирается стол, к которому винтами крепятся нижние ножи. Горизонтальным перемещением стола регулируется зазор между верхними и нижними ножами. К столу крепятся передний и боковой упоры.
Ножевая балка — сварной конструкции Г-образной формы, усиленная ребрами. На ножевой балке крепятся верхние ножи.
Пневматические уравновешиватели служат для компенсации массы ножевой балки, а также для снижения динамических нагрузок при работе ножниц.
Пневматическая многодисковая фрикционная муфта-тормоз жесткосблокированная и расположена на левом конце приводного вала.
Для мерной резки полос ножницы снабжены задним упором, который установлен с тыльной стороны ножевой балки. Установка заднего упора производится с помощью винтового механизма, приводимого от маховичка вручную.
Лист при резке прижимается прижимной балкой, работающей согласованно с ножевой балкой. Необходимые усилия прижима обеспечивают пружины, которые размещаются в стаканах прижимной балки.
Необходимые усилия прижима обеспечивают пружины, которые размещаются в стаканах прижимной балки.
Электросхема обеспечивает работу ножниц на одиночных и автоматических ходах.
Управление ножниц кнопочное и от педали.
Смазка основных механизмов комбинированная.
Гильотинные ножницы с наклонным ножом. Общие сведения
Синонимы: ножницы гильотинные, ножницы листовые, ножницы механические, ножницы кривошипные, ножницы гидравлические, shears for sheet metal working, guillotine shears, crank shears.
Гильотинные ножницы – ножницы с наклонным ножом предназначены для прямолинейной продольной и поперечной резки листового металла. На гильотинных ножницах может производиться резка листов, как по разметке, так и без нее – по заднему или боковому упорам.
В зависимости от типа привода верхнего ножа гильотинные ножницы бывают:
- механическими (кривошипными)
- гидравлическими
Гидравлические гильотинные ножницы являются наиболее мощными, длина реза у них достигает 8 и более метров, толщина разрезаемого материала – до 60 миллиметров.
Гильотинные ножницы с механическим приводом во многом схожи с гидравлическими ножницами, основным отличием является система привода: оба движения лезвия (и вверх и вниз) обеспечиваются кривошипным механизмом.
Ножницы с механическим приводом не обладают высокой мощностью и применяются для резки материалов максимальной толщиной 3 – 8мм. Однако скорость реза у этого класса гильотин достаточно высока – до 56 резов в минуту (для сравнения, у гидравлических ножниц количество резов варьируется от 3 до 18 в минуту).
Гильотинные ножницы различают, также, по конструкции привода верхнего ножа:
- ножницы с прямым ходом верхнего ножа
- ножницы с поворотной (качающейся) балкой – консольные
У гильотинных ножниц с прямым ходом верхнее лезвие закреплено на раме, которая за счет кривошипа или 2-х гидроцилиндров перемещается вниз по прямым направляющим, расположенным на внутренней поверхности боковых стенок машины.
У гильотинных ножниц с поворотной балкой перемещение верхнего ножа происходит за счет вращения балки вокруг центров, находящихся на боковых стенках в задней части станка. Поскольку система привода поворотной балки находится внутри корпуса машины – ножницы с поворотной балкой более компактные.
Поскольку система привода поворотной балки находится внутри корпуса машины – ножницы с поворотной балкой более компактные.
При относительно низкой стоимости ножниц с поворотной балкой, компактности и простоте их исполнения, у них все же имеется определенный недостаток: угол резки не изменяется, оставаясь равным установленному производителем, вне зависимости, режутся ли толстые или тонкие листы.
Строение и работа основных органов кривошипных ножниц Н3118
Станина – это базовый узел крепления прочих узлов и механизмов ножниц кривошипных Н3118, представляющий собой сварную конструкцию из двух стоек (1) и (3), связанных между собой уголками (2).
На стойки опирается стол (4) с прикрепленными нижними ножами (5) и упором поперечной резки (7), который снимающимся в случае необходимости продольной резки металла. К направляющим станины крепятся текстолитовые накладки (8), по которым перемещается ножевая балка.
Привод и валы ножниц кривошипных Н3118
Привод ножниц Н3118 осуществляется от электродвигателя (1) через клиноременную передачу на маховик (4), через зубчатые колеса (5,6) на коленчатый вал (7). Электродвигатель крепится к подмоторной плите (2,) шарнирно укрепленной на станине. Регулировка натяжения ремня осуществляется гайками (3).
Электродвигатель крепится к подмоторной плите (2,) шарнирно укрепленной на станине. Регулировка натяжения ремня осуществляется гайками (3).
Шпоночная муфта включения установлена в ступице зубчатого колеса на левом конце коленчатого вала. Втулки (1, 2, 3) неподвижно посажены в ступице зубчатого колеса, остальные детали соединены с коленвалом. Рабочая и запорная поворотные шпонки включаются пружинами (6) и, поворачиваясь, захватываются полукруглыми пазами втулки (2). Втулки (8, 9) дополняют гнезда для круглых концов шпонки. При включении и выключении шпонок угол поворота их ограничивается пазом ведущей втулки.
Балка ножевая и прижим ножниц кривошипных Н3118
К ножевой балке ножниц Н3118, конструкция которой усилена ребрами жесткости (5), винтами крепятся ножи (6) и задний упор. Усилие на нее передается от коленчатого вала посредством двух шатунов (7). Во время работы ножниц разрезаемый лист прижимается к столу прижимной балкой (1), связанной выступами (2) с выступами ножевой балки, благодаря чему прижим осуществляется автоматически и согласованно с движением последней.
Усилие нажатия прижима ножниц Н3118 регулируется пружинами (3), вмонтированными в стаканы на прижимной балке. В нижней части прижимной балки установлена предохранительная решетка
Задний упор ножниц кривошипных Н3118
Установленный с тыльной стороны ножевой балки задний упор ножниц кривошипных Н3118 служит упором для листа при поперечной резке и состоит из упорной линейки и двух цилиндрических валов, перемещаемых вручную. При резке полосы шириной более 500 мм задний упор снимается.
На правом конце коленчатого вала насажен тормоз периодического действия. За счет эксцентричного расположения шкива (2) по отношению к оси коленчатого вала (1) достигается периодичность торможения. Торможение ножниц кривошипных Н3118 происходит в момент нахождения ножевой балки в верхнем положении, чем устраняется ее забегание под действием сил инерции.
Ограждение ножниц кривошипных Н3118
Ограждение ножниц выполнено из листовой стали и состоит из 3-х кожухов, закрывающих шкивы клиноременной передачи, шестерни привода и тормоз ножниц.
- лампочка – электросеть подключена
- лампочка – двигатель включен
- переключатель – местное освещение
- кнопка – пуск двигателя
- лампочка – автоматические циклы
- кнопка – пуск циклов (одиночных, автоматических)
- лампочка – одиночные циклы
- кнопка – стоп циклов
- лампочка – педаль
- кнопка – стоп общий
- ключ-бирка
Модели для резки металлических заготовок
Ручная гильотина для металла, гидравлическая, пневматическая или электромеханическая — это то оборудование, которое в настоящее время, является довольно распространенным. Во многом это благодаря тому, что резка металла в наше время — это одна из наиболее востребованных операций. Кроме того, используются они не только крупными предприятиями, но и домашними мастерами. Из-за такого широкого спроса производители данного оборудования выпускают его в самых различных комплектациях. Благодаря этому есть возможность выбора модели, которая будет точно соответствовать требованиям, необходимым для резки определенных заготовок.
Высокая популярность гильотинных станков также обеспечивается за счет того, что все они обладают достаточно высоким показателем точности и производительности
Стоит обратить внимание на то, что резать можно не только металл. Медь, латунь, алюминий и другие подобные материалы также могут быть обработаны на таких станках. Еще одно общее преимущество, которое объединяет все станки — это простота в обращении
Эксплуатация данных машин достаточно простая, а значит, после короткого ознакомления и выполнения нескольких операций даже домашний мастер сможет полноценно использовать такое оборудование
Еще одно общее преимущество, которое объединяет все станки — это простота в обращении. Эксплуатация данных машин достаточно простая, а значит, после короткого ознакомления и выполнения нескольких операций даже домашний мастер сможет полноценно использовать такое оборудование.
Стоит обратить внимание на то, что если мастер обладает достаточно высокой слесарной квалификацией, необходимыми инструментами и материалами, не исключается возможность сборки таких гильотин собственными силами. Однако этот процесс все же довольно сложный, а потому чаще такие станки просто покупаются в уже готовом виде
Однако этот процесс все же довольно сложный, а потому чаще такие станки просто покупаются в уже готовом виде
Ножи для гильотины Н3222А в наличие | Объявления
- 19 сентября 2022 г. в 07:42
- 57
Поделиться
Пожаловаться
Предлагаем к поставке ножи для гильотинных ножниц 1080х165х45, 1080х140х35, 1080х125х30, 1080х100х25, 1080х75х25, 1000х100х40, 1250х100х40, 870х100х25, 1100х125х30, 1070х100х30. 1100х140х35, Гильотинные ножи на складе. Изготовление ножей, ножи, пружины, накладки. Изготовление ножей в короткие сроки. Ножи для гильотин Н481 А, Н483, НА3225, НБ478, НА-3222, Н-3222, НБ-3222, НА-3222Ф1, Н3223, НБ-3221, НБ-3218, ScТР-10, Erfurt ScTP 25/3150, Н478А, НА3221, NTE-Е 3150, QC11Y, QC11K, QC12Y, QC12K, ACL, DURMA, Pels, Haco, Tapco, Erfurt ScTP, MetalMaster HCQ, Эрфурт, Дурма, Тапко, Jaromet, Schechtl Грузим по РФ (любые города), Казахстан, Армения, Киргизия. Работаем с НДС. Договор, гарантия. Низкие цены. Прижимы на гильотины. Заточка цельных ножей до 4-х метров. Манжеты на муфты, РТИ
Договор, гарантия. Низкие цены. Прижимы на гильотины. Заточка цельных ножей до 4-х метров. Манжеты на муфты, РТИ
Состояние:
Новое
Адрес:
Россия, Свердловская обл
Отправить запрос
Ещё 11 объявлений
Контакты
| Ф.И.О. | Уцтр Андрей Александрович нет отзывов |
|---|---|
| Компания: | ООО “УЦТР” |
| Город: | Свердловская обл |
| Телефон: | 8 (343) 290-59-17, 236-60-66, (912) 285-62-90, Сообщите, что нашли информацию на сайте «Элек.ру» |
| Дата регистрации: | 16 сентября 2005 г. Последний вход 11 дней назад |
Похожие объявления
ПРОДАМ: Ножи для гильотины. Производство
Наше предприятие изготавливает и поставляет ножи для гильотинных ножниц, ножи для пресс-ножниц, ножи для комбинированных ножниц, ножи для аллигаторных ножниц. Вся продукция производится исключительно из качественных высокопрочных видов стали 6ХС, Х12МФ в соответствии с ГОСТ 25306-82. По индивидуальным чертежам сделаем любые нестандартные ножи для станков в короткие сроки.
Предлагаем ножи на гильотину: НБ5222, НГ5224, НД3314Г, Н313, Н7120, СТД-9А, Н3121, НД3317Г, НД3318Г, НА3121, НК3416, НБ3118, НК3418, Н475, Н477, Н3218Б, Н3118, НГ13, НГ16, Н3111, Н478, НД3221, Н478М,Н3118,Н3121, St10/2550, Blemedizdelie, НГ474, НА3218, SNIA3150, NTh4150/25, ScTP/16/3150, ScTP/10/2500, Н472, ScTP, Н407, JAROMET, NTE-E 3150, НА 3221, НБ 3118, НА 3222, НБ 3221, НК 3421, НБ 3222, Н 478А, Н 481, Н 483, ScTP 25.
Имеем собственную базу чертежей!
Доставка по всей России, Казахстану.
Доставка до ТК Бесплатно!
Вся продукция производится исключительно из качественных высокопрочных видов стали 6ХС, Х12МФ в соответствии с ГОСТ 25306-82. По индивидуальным чертежам сделаем любые нестандартные ножи для станков в короткие сроки.
Предлагаем ножи на гильотину: НБ5222, НГ5224, НД3314Г, Н313, Н7120, СТД-9А, Н3121, НД3317Г, НД3318Г, НА3121, НК3416, НБ3118, НК3418, Н475, Н477, Н3218Б, Н3118, НГ13, НГ16, Н3111, Н478, НД3221, Н478М,Н3118,Н3121, St10/2550, Blemedizdelie, НГ474, НА3218, SNIA3150, NTh4150/25, ScTP/16/3150, ScTP/10/2500, Н472, ScTP, Н407, JAROMET, NTE-E 3150, НА 3221, НБ 3118, НА 3222, НБ 3221, НК 3421, НБ 3222, Н 478А, Н 481, Н 483, ScTP 25.
Имеем собственную базу чертежей!
Доставка по всей России, Казахстану.
Доставка до ТК Бесплатно!
Зайцева Наталья · ООО “Пром Запчасть” · 8 сентября · Россия · Челябинская обл
ПРОДАМ: Прижимы для гильотины НА3222, НА3221, НА3223, НА3225, Н483. Прижим гидравлический в сборе.
Прижимы для гильотины НА3222, НА3221, НА3223, НА3225, Н483. Прижим гидравлический в сборе.
Гидравлический прижим в сборе для ножниц НА3222Ф1, НА-3221, НА-3223, НА-3225, Н-483. Изготовление прижимов в короткие сроки. Прижимы по чертежам заказчика. Уплотнительные кольца и манжеты на прижимы в наличие. Пружины на прижим, в наличие и под заказ. Ножи для гильотины, пружины, манжеты, РТИ, тормозные сектора для муфты-тормоз, запасные части. Заточка ножей до 4000 мм, НИЗКИЕ ЦЕНЫ, НОЖИ В НАЛИЧИЕ. Прижим в сборе готовый к работе. Гильотина. Пресс-ножницы. Матрица и пуансон на листогибочный пресс, длиной до 6000 мм, цельный и составной, по желанию заказчика. Феродо на пресса и гильотины.
Прижим гидравлический в сборе.
Гидравлический прижим в сборе для ножниц НА3222Ф1, НА-3221, НА-3223, НА-3225, Н-483. Изготовление прижимов в короткие сроки. Прижимы по чертежам заказчика. Уплотнительные кольца и манжеты на прижимы в наличие. Пружины на прижим, в наличие и под заказ. Ножи для гильотины, пружины, манжеты, РТИ, тормозные сектора для муфты-тормоз, запасные части. Заточка ножей до 4000 мм, НИЗКИЕ ЦЕНЫ, НОЖИ В НАЛИЧИЕ. Прижим в сборе готовый к работе. Гильотина. Пресс-ножницы. Матрица и пуансон на листогибочный пресс, длиной до 6000 мм, цельный и составной, по желанию заказчика. Феродо на пресса и гильотины.
Уцтр Андрей · ООО “УЦТР” · 19 сентября · Россия · Свердловская обл
ПРОДАМ: Муфта УВ3132, УВ3135, УВ3138, УВ3141, УВ3144, УВ-3146. Запасные части
Муфта для гильотины. Муфта для пресса. Муфта-тормоз УВ-3135, УВ-3132, УВ-3138, УВ-3141, УВ-3144. Муфта для гильотин НК3418, НК3416, НБ3118, НА3218, НА3121, НВ3222; НА3222; НБ3221 и т. д. Тормозная муфта для пресса КД-2122, КД-2124, КД-2126, КД-2328 и т. д. Муфта для 25 тн, 40 тн, и 63 тн прессов. Фрикционные накладки для муфты-тормоз. Отгрузка со склада ООО «УЦТР». Сухари для муфты. Накладки фрикционные секторные, сектор фрикционный и кольца, вкладыши фрикционные для кузнечно-прессового оборудования. Ферродо, ретинакс. Фрикционная многодисковая тормозная муфта. Комплект накладок для муфты. Ремкомплект для муфт. Манжеты на муфты, РТИ. Изготовление пружин для муфты-тормоз УВ3132-00А-405, УВ3138-00А-405, УВ3146-00А-405. Отгрузка по России и в Казахстан. Грузим в Белгород, Хабаровск, Екатеринбург, Южно-Сахалинск, Новый Уренгой, Якутск, Уссурийск, Москва, Самара, Омск, Казань, Челябинск, Ростов-на-Дону, Уфа, Волгоград, Красноярск, Краснодар, Барнаул, Владивосток, Иркутск, Тюмень, Кемерово, Дальний Восток, Астрахань, Архангельск, Улан-Удэ, Мурманск, Чита, Сургут, Комсомольск-на-Амуре, Якутск, Благовещенск, Норильск, Магадан, Ухта, Ставрополь, Тюмень
д. Муфта для 25 тн, 40 тн, и 63 тн прессов. Фрикционные накладки для муфты-тормоз. Отгрузка со склада ООО «УЦТР». Сухари для муфты. Накладки фрикционные секторные, сектор фрикционный и кольца, вкладыши фрикционные для кузнечно-прессового оборудования. Ферродо, ретинакс. Фрикционная многодисковая тормозная муфта. Комплект накладок для муфты. Ремкомплект для муфт. Манжеты на муфты, РТИ. Изготовление пружин для муфты-тормоз УВ3132-00А-405, УВ3138-00А-405, УВ3146-00А-405. Отгрузка по России и в Казахстан. Грузим в Белгород, Хабаровск, Екатеринбург, Южно-Сахалинск, Новый Уренгой, Якутск, Уссурийск, Москва, Самара, Омск, Казань, Челябинск, Ростов-на-Дону, Уфа, Волгоград, Красноярск, Краснодар, Барнаул, Владивосток, Иркутск, Тюмень, Кемерово, Дальний Восток, Астрахань, Архангельск, Улан-Удэ, Мурманск, Чита, Сургут, Комсомольск-на-Амуре, Якутск, Благовещенск, Норильск, Магадан, Ухта, Ставрополь, Тюмень
Уцтр Андрей · ООО “УЦТР” · 19 сентября · Россия · Свердловская обл
ПРОДАМ: Пресс с нижним приводом РАД-40, ус.
 40 тн. ПОЛЬША.
40 тн. ПОЛЬША.В наличии: Фрезерный станок: 6Т82Г-1(1989г),. Долбёжный станок 7А420. Пресс гидравлический PYE-25, усилие 25 тн. ГДР. Пресс с нижним приводом РАД-40, ПОЛЬША. Резьбонакатной ст. ZL-100, ГДР (1940кг.). Пресс кривошипный КД-2114, ус. 2,5тн. Пресс винтовой ручной. Гильотина НА-3218 (6,3*3200) мм. Гильотина мех. Н-3314(2,5*1600). Гильотина мех. 1*1100. Ножовка по металлу 8725. Универсально-заточной станок 3Д642Е. Токарный станок SV-18RA, Чехословакия, РМЦ-1400. Конусная линейка, з\ч патрон 200, цанги. К-т шестерёнок станка 16К20. Токарный станок 16У03П. Токарный станок 1И611П. Заточной станок 3Д642Е (оснастка). Тумбы станочные. Микрометры-скобы (от 100 — 750 мм.). Ножи для гильотинны PELS 10*2500, ГДР (870*90*23, от Ц до Ц 24,5 4отв д. 24 мм). Ножи гильотинные (1080*70*18*4 отв.15 мм.-12шт.) (425*60*23*3 отв. 12 мм.-7шт.) (540*60*22*4 отв.*15 мм.-8шт.) (540*55*14,5*4 отв-15 мм.-8шт.) (590*56*20 на Н-3118(6,3*2000). Ножи гильотины 6,3*3200- L-800 мм/ 4отв./18мм. Ширина 75 мм. 8шт. толщина 25 мм. Зад. бабка 16Б16КП. Крышка боковая (силумин) 16Б16КП. Гидростанции. Гидроцилиндры поворотной балки листогиба ИВ-2144П. Компрессор СО-243, раб. Р-6 Мпа. 1996 г. (Вильнюс). Гидростанция на разрывную машину Р-50. Сепаратор и гидростанция «HECKERT». Сейф насыпной Ш-700мм.*В-900мм.*Г-570мм. Направляющие (на пресс 40тн.). Эл.двигатель швейной машины. Эл. двигатель асинхроный 2,2 кВт.2850 об\мин. К-т плит на гидропресс ПА-6332. Вал поперечный с эксцентриком L-998мм.д.75 мм. (на пресс 40тн.). Весы крановые (10тн.). Весы электронные ЛАДОГА СВП-1000-10. Весы торговые на прилавок. Штанга прутковая регулируемая с грузодержателем (на токарные автоматы). Ролики резьбонакатные пос. д. 54. Столы глобусные. Люнеты. Плиты подштамповые (800*620*100 с вырезом, 370*240, 350*220, 280*420, 600*400). Патроны ток.315-4х кул. 500-4х кул. (2 б\у). План\шайба д. 630 мм. УДГ-250. Серьги 6Р82. Фторопласт.
8шт. толщина 25 мм. Зад. бабка 16Б16КП. Крышка боковая (силумин) 16Б16КП. Гидростанции. Гидроцилиндры поворотной балки листогиба ИВ-2144П. Компрессор СО-243, раб. Р-6 Мпа. 1996 г. (Вильнюс). Гидростанция на разрывную машину Р-50. Сепаратор и гидростанция «HECKERT». Сейф насыпной Ш-700мм.*В-900мм.*Г-570мм. Направляющие (на пресс 40тн.). Эл.двигатель швейной машины. Эл. двигатель асинхроный 2,2 кВт.2850 об\мин. К-т плит на гидропресс ПА-6332. Вал поперечный с эксцентриком L-998мм.д.75 мм. (на пресс 40тн.). Весы крановые (10тн.). Весы электронные ЛАДОГА СВП-1000-10. Весы торговые на прилавок. Штанга прутковая регулируемая с грузодержателем (на токарные автоматы). Ролики резьбонакатные пос. д. 54. Столы глобусные. Люнеты. Плиты подштамповые (800*620*100 с вырезом, 370*240, 350*220, 280*420, 600*400). Патроны ток.315-4х кул. 500-4х кул. (2 б\у). План\шайба д. 630 мм. УДГ-250. Серьги 6Р82. Фторопласт.
Попович Геннадий · ООО Ресурс · 1 сентября · Россия · г Санкт-Петербург
ПРОДАМ: Гильотина НД-3314(2, 5*1600), НА-3218(6, 3*3200).

В наличии: Фрезерный станок: 6Т82Г-1(1989г),. Долбёжный станок 7А420. Пресс гидравлический PYE-25, усилие 25 тн. ГДР. Пресс с нижним приводом РАД-40, ПОЛЬША. Резьбонакатной ст. ZL-100, ГДР (1940кг.). Пресс кривошипный КД-1426, ус.40 тн. Пресс кривошипный КД-2114, ус. 2,5тн. Пресс винтовой ручной. Гильотина НА-3218 (6,3*3200) мм. Гильотина мех. Н-3314(2,5*1600). Гильотина мех. 1*1100. Ножовка по металлу 8725. Универсально-заточной станок 3Д642Е. Токарный станок SV-18RA, Чехословакия, РМЦ-1400. Конусная линейка, з\ч патрон 200, цанги. Токарный станок 16К20. К-т шестерёнок станка 16К20. Токарный станок 16У03П. Токарный станок 1И611П. Тумбы станочные. Микрометры-скобы (от 100 — 750 мм.). Ножи для гильотинны PELS 10*2500, ГДР (870*90*23, от Ц до Ц 24,5 4отв д. 24 мм). Ножи гильотинные (1080*70*18*4 отв.15 мм.-12шт.) (425*60*23*3 отв. 12 мм.-7шт.) (540*60*22*4 отв.*15 мм.-8шт.) (540*55*14,5*4 отв-15 мм.-8шт.) (590*56*20 на Н-3118(6,3*2000). Ножи гильотины 6,3*3200- L-800 мм/ 4отв. /18мм. Ширина 75 мм. 8шт. толщина 25 мм. Зад. бабка 16Б16КП. Крышка боковая (силумин) 16Б16КП. Гидростанции. Гидроцилиндры поворотной балки листогиба ИВ-2144П. Компрессор СО-243, раб. Р-6 Мпа. 1996 г. (Вильнюс). Гидростанция на разрывную машину Р-50. Сепаратор и гидростанция «HECKERT». Сейф насыпной Ш-700мм.*В-900мм.*Г-570мм. Направляющие (на пресс 40тн.). Эл.двигатель швейной машины. Эл. двигатель асинхроный 2,2 кВт.2850 об\мин. К-т плит на гидропресс ПА-6332. Вал поперечный с эксцентриком L-998мм.д.75 мм. (на пресс 40тн.). Весы крановые (10тн.). Весы электронные ЛАДОГА СВП-1000-10. Весы торговые на прилавок. Штанга прутковая регулируемая с грузодержателем (на токарные автоматы). Ролики резьбонакатные пос. д. 54. Столы глобусные. Люнеты. Плиты подштамповые (600*400*60, 280*420.). Патроны ток.315-4х кул. 500-4х кул. (2 б\у). План\шайба д. 630 мм. УДГ-250. Серьги 6Р82. Фторопласт.
/18мм. Ширина 75 мм. 8шт. толщина 25 мм. Зад. бабка 16Б16КП. Крышка боковая (силумин) 16Б16КП. Гидростанции. Гидроцилиндры поворотной балки листогиба ИВ-2144П. Компрессор СО-243, раб. Р-6 Мпа. 1996 г. (Вильнюс). Гидростанция на разрывную машину Р-50. Сепаратор и гидростанция «HECKERT». Сейф насыпной Ш-700мм.*В-900мм.*Г-570мм. Направляющие (на пресс 40тн.). Эл.двигатель швейной машины. Эл. двигатель асинхроный 2,2 кВт.2850 об\мин. К-т плит на гидропресс ПА-6332. Вал поперечный с эксцентриком L-998мм.д.75 мм. (на пресс 40тн.). Весы крановые (10тн.). Весы электронные ЛАДОГА СВП-1000-10. Весы торговые на прилавок. Штанга прутковая регулируемая с грузодержателем (на токарные автоматы). Ролики резьбонакатные пос. д. 54. Столы глобусные. Люнеты. Плиты подштамповые (600*400*60, 280*420.). Патроны ток.315-4х кул. 500-4х кул. (2 б\у). План\шайба д. 630 мм. УДГ-250. Серьги 6Р82. Фторопласт.
Попович Геннадий · ООО Ресурс · 1 сентября · Россия · г Санкт-Петербург
ПРОДАМ: Токарный станок SV-18RA, РМЦ-1400, конусная линейка, цанги.

В наличии: Фрезерный станок: 6Т82Г-1(1989г),. Долбёжный станок 7А420. Пресс гидравлический PYE-25, усилие 25 тн. ГДР. Пресс с нижним приводом РАД-40, ПОЛЬША. Резьбонакатной ст. ZL-100, ГДР (1940кг.). Пресс кривошипный КД-1426, ус.40 тн. Пресс кривошипный КД-2114, ус. 2,5тн. Пресс винтовой ручной. Гильотина НА-3218 (6,3*3200) мм. Гильотина мех. Н-3314(2,5*1600). Гильотина мех. 1*1100. Ножовка по металлу 8725. Универсально-заточной станок 3Д642Е. Токарный станок SV-18RA, Чехословакия, РМЦ-1400. Конусная линейка, з\ч патрон 200, цанги. Токарный станок 16К20. К-т шестерёнок станка 16К20. Токарный станок 16У03П. Токарный станок 1И611П. Тумбы станочные. Микрометры-скобы (от 100 — 750 мм.). Ножи для гильотинны PELS 10*2500, ГДР (870*90*23, от Ц до Ц 24,5 4отв д. 24 мм). Ножи гильотинные (1080*70*18*4 отв.15 мм.-12шт.) (425*60*23*3 отв. 12 мм.-7шт.) (540*60*22*4 отв.*15 мм.-8шт.) (540*55*14,5*4 отв-15 мм.-8шт.) (590*56*20 на Н-3118(6,3*2000). Ножи гильотины 6,3*3200- L-800 мм/ 4отв. /18мм. Ширина 75 мм. 8шт. толщина 25 мм. Зад. бабка 16Б16КП. Крышка боковая (силумин) 16Б16КП. Гидростанции. Гидроцилиндры поворотной балки листогиба ИВ-2144П. Компрессор СО-243, раб. Р-6 Мпа. 1996 г. (Вильнюс). Гидростанция на разрывную машину Р-50. Сепаратор и гидростанция «HECKERT». Сейф насыпной Ш-700мм.*В-900мм.*Г-570мм. Направляющие (на пресс 40тн.). Эл.двигатель швейной машины. Эл. двигатель асинхроный 2,2 кВт.2850 об\мин. К-т плит на гидропресс ПА-6332. Вал поперечный с эксцентриком L-998мм.д.75 мм. (на пресс 40тн.). Весы крановые (10тн.). Весы электронные ЛАДОГА СВП-1000-10. Весы торговые на прилавок. Штанга прутковая регулируемая с грузодержателем (на токарные автоматы). Ролики резьбонакатные пос. д. 54. Столы глобусные. Люнеты. Плиты подштамповые (600*400*60, 280*420.). Патроны ток.315-4х кул. 500-4х кул. (2 б\у). План\шайба д. 630 мм. УДГ-250. Серьги 6Р82. Фторопласт.
/18мм. Ширина 75 мм. 8шт. толщина 25 мм. Зад. бабка 16Б16КП. Крышка боковая (силумин) 16Б16КП. Гидростанции. Гидроцилиндры поворотной балки листогиба ИВ-2144П. Компрессор СО-243, раб. Р-6 Мпа. 1996 г. (Вильнюс). Гидростанция на разрывную машину Р-50. Сепаратор и гидростанция «HECKERT». Сейф насыпной Ш-700мм.*В-900мм.*Г-570мм. Направляющие (на пресс 40тн.). Эл.двигатель швейной машины. Эл. двигатель асинхроный 2,2 кВт.2850 об\мин. К-т плит на гидропресс ПА-6332. Вал поперечный с эксцентриком L-998мм.д.75 мм. (на пресс 40тн.). Весы крановые (10тн.). Весы электронные ЛАДОГА СВП-1000-10. Весы торговые на прилавок. Штанга прутковая регулируемая с грузодержателем (на токарные автоматы). Ролики резьбонакатные пос. д. 54. Столы глобусные. Люнеты. Плиты подштамповые (600*400*60, 280*420.). Патроны ток.315-4х кул. 500-4х кул. (2 б\у). План\шайба д. 630 мм. УДГ-250. Серьги 6Р82. Фторопласт.
Попович Геннадий · ООО Ресурс · 1 сентября · Россия · г Санкт-Петербург
ПРОДАМ: Прессы листогибочные; Вальцы листогибочные; Листоправильные машины; Ножницы гильотинные; Пресс-ножницы
Пресс листогибочный ИБ1430А
Пресс листогибочный ИБ1430
Пресс листогибочный ИА1430 100х4050
Пресс листогибочный И1428
Пресс листогибочный И1330
Пресс листогибочный ИБ2116
Пресс листогибочный с поворотной балкой ИВ2144
Пресс листогибочный с поворотной балкой ИВ2145
Пресс листогибочный с поворотной балкой TFM20/15 2020х1,5
Пресс листогибочный ( листогиб ) с ЧПУ DURMA AD-R 30135
Пресс листогибочный ( листогиб ) с ЧПУ AMADA 220х5000
Пресс листогибочный LEM100-3000
Ручной листогиб Van Mark
Вальцы листогибочные ИВ2424Ф1
Вальцы листогибочные ИВ2426
Вальцы листогибочные ИА2426
Вальцы листогибочные 367П 25х2500
Вальцы листогибочные четырехвалковые ZPDT225MK6 25х3000мм
Вальцы листогибочные четырехвалковые 8х7000мм
Вальцы листогибочные ЛГВ16х3150
Вальцы листогибочные УВ1800
Вальцы листогибочные 12х1800
Вальцы листогибочные ИБ2220 (Славгород)
Вальцы листогибочные ИБ2216В (Славгород)
Вальцы листогибочные HDR-AS 36х8000
Вальцы листогибочные 40х8000
Вальцы листогибочные UBBADk40х4000
Вальцы листогибочные UBBD16х2500
Вальцы листогибочные IR1270х68
Вальцы листогибочные IR2000х100
Вальцы листогибочные ИБ2222В (Славгород)
Вальцы листогибочные ИБ2220В (Славгород)
Вальцы листогибочные И2222Б
Вальцы листогибочные И2220
Вальцы листогибочные 4х1000
Вальцы листогибочные ИБ2424
Вальцы листогибочные 40х1000
Вальцы листогибочные 60х3000
Вальцы листогибочные 20х3500
Вальцы листогибочные 50х3500
Вальцы листогибочные 30х2000
Вальцы листогибочные 32х8000
Вальцы листогибочные XZC3000х25 четырехвалковые
Вальцы листогибочные SMERAL 3000х25 чтырехвалковые
Вальцы гидравлические И3127 (сортогиб – трубогиб)
Листоправильная машина 40х2500
Листоправильная машина UBR40х3000
Листоправильная машина XRM320 16х2500
Листоправильная машина UBR32x2500-7/16
Листоправильная машина UBR25х3000
Листоправильная машина UBR9х2500
Листоправильная машина UBR10х2000
Листоправильная машина UBR20х1600
Листоправильная машина5,6х2000
Листоправильная машина с рулонницей на базе вальцев СТД14
Листоправильная машина. ..
..
Крупин Александр · ООО Uralstanko · Сегодня · Россия · Пермский край
Ножи для гильотин 6хс, 6хв2с, х12мф в Москве.
Производим ножи гильотинные для импортного и отечественного оборудования, ножи для гильотины изготавливаются только из инструментальной легированной стали 6ХС, 6ХВ2С и Х12МФ.
| Ножи для гильотинных ножниц в наличии от производителя | Размер, мм |
| Нож для гильотины НБ5222 | 360х75х25 |
| Нож для гильотины НГ5224 | 450х60х16 |
| Нож для гильотины НД3314Г | 425х60х16 |
| Нож для гильотины Н313 | 500х120х50 |
| Нож для гильотины Н7120 | 508х70х25 |
| Нож для гильотины СТД-9А | 510х60х20 |
| Нож для гильотины Н3121 | 520х75х25 |
| Нож для гильотины НД3317Г | 520х75х25 |
| Нож для гильотины НД3318Г | 520х80х25 |
| Нож для гильотины НА3121 | 540х60х16 |
| Нож для гильотины НК3416 | 540х60х16 |
| Нож для гильотины НБ3118 | 540х60х16 |
| Нож для гильотины НК3418 | 540х60х16 |
| Нож для гильотины Н475 | 550х60х16 прямые |
| Нож для гильотины Н475 | 550х60х16 косые |
| Нож для гильотины Н477 | 550х60х18 |
| Нож для гильотины Н477 | 550х60х22 |
| Нож для гильотины Н3218Б | 550х60х20 (ф14) |
| Нож для гильотины Н3118 | 550х60х20 (М12) |
| Нож для гильотины НГ13 | 550х60х24 (ф18) |
| Нож для гильотины НГ13 | 550х100х25 |
| Нож для гильотины НГ13 | 670х60х24 (ф18) |
| Нож для гильотины НГ13 | 670х65х20 |
| Нож для гильотины НГ16 | 670х60х25 |
| Нож для гильотины Н3111 | 550х70х25 (Ф18) |
| Нож для гильотины Н3111 | 570х60х16 |
| Нож для гильотины Н478 | 570х75х25 (М16) |
| Нож для гильотины Н478 | 570х75х27 (М16) косые |
| Нож для гильотины НД3221 | 570х75х25 (М16) |
| Нож для гильотины НД3221 | 570х75х27 (М16) косые |
| Нож для гильотины Н478М | 575х70х20 |
| Нож для гильотины Н3118 | 590х60х16 (ф14) |
| Нож для гильотины Н3118 | 590х60х20 |
| Нож для гильотины Н3118 | 600х140х50 |
| Нож для гильотины Н3121 | 625/310х60х25 |
| Нож для гильотины Н3121 | 650х55х20 |
| Нож для гильотины Н3121 | 680х55х20 |
| Нож для гильотины St10/2550 | 700/500х186х65 |
| Нож для гильотины Blemedizdelie | 725х50х12,5 |
| Нож для гильотины Blemedizdelie | 730х75х25 |
| Нож для гильотины НГ474 | 732х74х18 (Ф18) |
| Нож для гильотины НА3218 | 795х75х25 |
| Нож для гильотины SNIA3150 | 801х99х30 |
| Нож для гильотины NTh4150/25 | 800х120х36 |
| Нож для гильотины ScTP/16/3150 | 810х125х35 |
| Нож для гильотины ScTP/16/3150 | 860х75х25 |
| Нож для гильотины ScTP/10/2500 | 870х100х25 |
| Нож для гильотины ScTP/10/2500 | 885х100х30 |
| Нож для гильотины Н472 | 900х55х16 |
| Нож для гильотины ScTP | 1000х100х40 |
| Нож для гильотины Н407 | 1010х120х25 |
| Нож для гильотины JAROMET | 1026/513х60х20 |
| Нож для гильотины NTE-E 3150 | 1055х80х20 |
| Нож для гильотины НА 3221 | 1070х100х30 |
| Нож для гильотины НБ 3118 | 1080х75х20 |
| Нож для гильотины НА 3222 | 1080х100х25 |
| Нож для гильотины НБ 3221 | 1080х100х25 |
| Нож для гильотины НБ 3221 | 1080х100х30 |
| Нож для гильотины НК 3421 | 1080х105х28 |
| Нож для гильотины НА 3222 | 1080х125х30 |
| Нож для гильотины НБ 3222 | 1080х140х35 |
| Нож для гильотины НА 3225 | 1080х165х45 |
| Нож для гильотины Н 478А | 1100х125х30 |
| Нож для гильотины Н 478А | 1100х140х35 |
| Нож для гильотины Н 481 | 1100х140/150х40 |
| Нож для гильотины Н 483 | 1100х165х45 |
| Нож для гильотины Н 483 | 1200х80х25 |
| Нож для гильотины ScTP 25 | 1250/1000х100х40 |
| Нож для гильотины | 1100х80х20 |
| Нож для гильотины | 1100х80х25 |
| Нож для гильотины | 1100х100х25 |
| Нож для гильотины | 1300х80х20 |
| Нож для гильотины | 1300х80х25 |
| Нож для гильотины | 1300х100х25 |
Тульский Промышленный Завод предлагает изготовление гильотинных ножей, как стандартных типоразмеров, так и по чертежам, эскизам и образцам Заказчика. Кроме того, осуществляем шлифовку (заточку) ножей для гильотин.
Кроме того, осуществляем шлифовку (заточку) ножей для гильотин.
Купить ножницы кривошипные листовые h4118. Ножницы гильотинные кривошипные h4118
Ножницы гильотинные h4118 изготавливаются с верхним приводом. Для размерной резки гильотинных полос ножницы снабжены задним упором, который устанавливается с обратной стороны ножевой балки.
Ножницы кривошипные h4118 лист с наклонным ножом
- Пульт дистанционного управления
- Электрический шкаф
- Педаль
- Освещение
- лазерная указка
- Электромагнитное управление
Комплект поставки кривошипных ножниц h4118 с наклонным ножом
Устройство и работа основных органов кривошипных ножниц h4118
Станина является основным узлом крепления других узлов и механизмов кривошипных ножниц h4118, представляющий собой сварную конструкцию из двух стоек (1) и (3), соединенных между собой уголками (2).
Стол (4) с прикрепленными нижними ножами (5) и поперечным упором (7) опирается на стойки, которые снимаются при необходимости продольной резки металла. Текстолитовые накладки (8) крепятся к направляющим станины, по которым движется ножевая балка.
Текстолитовые накладки (8) крепятся к направляющим станины, по которым движется ножевая балка.
Привод и валы кривошипных ножниц h4118
Привод ножниц h4118 осуществляется от электродвигателя (1) через клиноременную передачу к маховику (4), через шестерни (5,6) к коленчатому валу (7 ). Электродвигатель крепится к подмоторной плите (2,), шарнирно закрепленной на раме. Натяжение ремня регулируется гайками (3).
Шпоночная муфта установлена в ступице шестерни на левом конце коленчатого вала. Втулки (1, 2, 3) неподвижно установлены в ступице шестерни, остальные детали соединены с коленчатым валом. Рабочий и запорный поворотные ключи включаются пружинами (6) и, поворачиваясь, захватываются полукруглыми пазами втулки (2). Втулки (8, 9) дополняют гнезда для круглых концов ключа. При включении и выключении ключей угол их поворота ограничивается пазом ведущей втулки.
Ножевая балка и зажим кривошипных ножниц h4118
Ножи (6) и задний упор крепятся к ножевой балке ножниц h4118, конструкция которых усилена ребрами жесткости (5). Усилие на него передается от коленчатого вала через два шатуна (7). При работе ножниц разрезаемый лист прижимается к столу прижимной балкой (1), соединенной выступами (2) с выступами ножевой балки, благодаря чему прижим осуществляется автоматически и по согласованию с движение последнего.
Усилие на него передается от коленчатого вала через два шатуна (7). При работе ножниц разрезаемый лист прижимается к столу прижимной балкой (1), соединенной выступами (2) с выступами ножевой балки, благодаря чему прижим осуществляется автоматически и по согласованию с движение последнего.
Прижимное усилие ножниц h4118 регулируется пружинами (3), установленными в чашках на прижимной балке. Внизу прижимной балки установлена предохранительная решетка
Задний упор кривошипных ножниц Н3118
Задний упор кривошипных ножниц h4118, установленный с тыльной стороны ножевой балки, служит упором для листа при поперечном режущий и состоит из упорной линейки и двух цилиндрических валов, перемещаемых вручную. При резке полосы шириной более 500 мм задний упор снимается.
На правом конце коленчатого вала установлен тормоз прерывистого действия. За счет эксцентричного расположения шкива (2) по отношению к оси коленчатого вала (1) достигается частота торможения. Торможение кривошипных ножниц h4118 происходит в момент, когда ножевая балка находится в верхнем положении, что исключает ее разбег под действием сил инерции.
Торможение кривошипных ножниц h4118 происходит в момент, когда ножевая балка находится в верхнем положении, что исключает ее разбег под действием сил инерции.
Защитный кожух кривошипа h4118
Защитный кожух изготовлен из листовой стали и состоит из 3-х кожухов, которые закрывают шкивы клиноременного ремня, приводные шестерни и ножничный тормоз.
- лампа накаливания – подключена к сети Лампочка
- – двигатель на
- выключатель – местное освещение
- Кнопка – запуск двигателя
- лампочка – автоматические циклы
- кнопка – запуск циклов (одиночный, автоматический)
- лампочка – один цикл
- кнопка – остановка циклов
- лампочка – педаль
- кнопка – стоп общая
- бирка для ключей
Первоначальный пуск кривошипных ножниц h4118 с наклонным ножом
Подготовка кривошипных ножниц с наклонным ножом h4118
- Перед упаковкой ножниц h4118 снять антикоррозионное покрытие, нанесенное на обработанные поверхности, заполнить смазкой все перечисленные в спецификации приспособления согласно схеме смазки.
- Ножницы для грунта h4118 кривошипно-листовой с наклонным лезвием
- Соблюдайте все указания разделов «Электрооборудование» и «Смазка»
Первоначальный пуск ножниц h4118
- Переключатель SA2 установить в положение «Ручной запуск».
- Первый ход ножевой балки производится поворотом маховика с помощью штифта. При отсутствии дефектов в работе узла выполнить таким же образом еще 2-3 хода.
- Подготовьте схему подключения ножниц h4118 для работы на одиночных ходах, а затем на автоматических.
ВНИМАНИЕ!
- Когда электродвигатель включен, большая шестерня, расположенная на левом конце коленчатого вала, должна вращаться по часовой стрелке, если смотреть со стороны муфты шестерни.
- Обкатку производить в течение 2-х часов, из них один час – на одиночных ходах и один час – на автоматических.
- При резке ножницами Особое внимание обратите на работу муфты, тормоза и электромагнитного управления ножницами.

- После первого периода работы ножниц на 35 – 40 минут остановить ножницы и провести визуальный осмотр деталей и узлов, обращая внимание на отсутствие подтеканий смазки, отсутствие нагрева левой и правой оси коленчатого вала коробки, перегрев электродвигателя
- Пока не будут устранены обнаруженные неисправности, ножницы не должны включаться в работу.
- Только после полной отладки и регулировки ножниц на холостом ходу можно приступать к испытаниям под рабочей нагрузкой.
Регулировка и регулировка ножниц коленчатого вала h4118
Ножницы h4118 регулируются для резки полос заданной ширины путем перемещения заднего упора.
Расстояние заднего упора от режущей кромки нижнего ножа определяется по шкале линеек, установленных на стержнях заднего упора.
Наименьшая ширина полосы, которую можно разрезать ножницами h4118 без значительной деформации на ножницах, составляет 12 мм.
Уменьшение ширины разрезаемой полосы приводит к процессу скручивания и может привести к заклиниванию разрезаемой полосы между задним упором и ножами стола.
Схема подключения ножниц х4118 предусматривает возможность работы в следующих режимах:
- одиночный ход
- Автоматический ход/ли>
- Ручная рукоятка
Резка листов максимальной толщины и ширины, указанных в паспорте ножниц h4118, не допускается на автоматических ходах, так как мощность установленного электродвигателя рассчитана на использование 50% хода.
Регулировка ножниц h4118
В процессе работы ножниц h4118 можно регулировать и регулировать тормоз, муфту, балку ножа, прижим и зазор между ножами.
Имя | Методы регулировки |
Периодически проверяйте работу, регулируя натяжение пружины, и не допуская загрязнения тормозного шкива. | |
Сцепление | Периодически проверяйте состояние поворотной шпонки муфты включения |
Ножевая балка | Зазоры в направляющих режущего бруса следует регулярно проверять на соответствие прецизионным формам. |
Подъемом пружин контролируют достаточность прижатия разрезаемого листа к столу во время резки. | |
Зазор между ножами | Контроль размера зазора, который должен быть установлен в пределах 1/20 – 1/30 толщины разрезаемого листа. |

ВНИМАНИЕ!
Резка тупыми ножами не допускается!
Ножи сделаны с четырьмя режущими кромками, поэтому, когда одна кромка затупляется, ножки необходимо периодически поворачивать.
Замена ножей ножниц h4118
- Снять прижимную планку.
- Ослабьте гайки винтов, крепящих ножи к балке ножей, и снимите ножи один за другим.
- Проверить ножи и опорные поверхности в ножевой балке, переставить каждый нож на другую режущую кромку и установить на прежнее место. Крепить и устанавливать ножи необходимо, начиная с левого ножа.
- Снять нижние ножи, повернуть, установить со второй режущей кромкой и закрепить винтами.

При установке ножей необходимо выдерживать следующие зазоры между лезвиями:
- толщина разрезаемого листа, мм 1,5-3 3-6,3
- зазор между ножами, мм 0,15 0,35
После установки зазора между ножами затяните болты крепления стола к раме.
Смазка ножниц коленчатых листовых ножниц h4118
Основные трущиеся поверхности ножниц h4118 смазываются из рычажного масленки через масленки. Ведущие шестерни и подшипники смазываются путем нанесения смазки на зубья шестерен и чашки подшипников соответственно. Во время работы ножницы необходимо смазывать так, чтобы смазка выступала из мест расположения боковых подшипников. Жир, выступающий из зазоров, необходимо вытереть. Необходимо периодически проверять состояние масленок и маслопроводящих отверстий в деталях и обязательно очищать их.
Промывайте смазочные отверстия чистым керосином не реже одного раза в три месяца.
h4118 Меры предосторожности при ножницах кривошипа
- осмотр и ремонт электрооборудования при включенном вводном выключателе;
- ножницы ремонтные х4118 с включенным электродвигателем;
- проводить регулировку, регулировку, чистку, смазку и доводку ножниц h4118 на ходу;
- работают при отсутствии надежного заземления;
- работать тупыми ножами во избежание деформации обрабатываемого материала;
- работа на ножницах h4118 со снятыми кожухами.

Не допускается допуск лиц, не прочитавших руководство и не прошедших проверку практических знаний и навыков по управлению коленчатыми валами, к работе и обслуживанию листовых ножниц х4118 х4118.
гильотина н-3118 технические характеристики, инструкция к гильотине н 3118 ножницы гильотина х4118 бу цена гильотина 3118 схема. гильотина х4118 6,3*2000 паспорт, какой электромагнит устанавливается на гильотину х4118 электрическая схема Ножницы гильотинные х4118 (лист 6,3х2000 мм) Н-3118. машина h4118 6909, инструкция к х4118 запасные части к н-3118 инструкция н3118 – ножницы листовые кривошипные с наклонными ножами 6,3х2000. гильотинные ножницы n3118 инструкция по эксплуатации, гильотина nk3118 запчасти n3118 ремонт шпоночная муфта n3118 форум. Схема электрическая гильотины Н-3118, ножницы гильотинные н3118 б/у, ножи н3118 запчасти к гильотине н3118. Ножницы гильотинные Н-3118 год выпуска, н3118 паспорт скачать ЗАПЧАСТИ НА Н 3118 h4118 цена. ножницы гильотинные х4118 и ножи к ним, паспорт на ножницы гильотинные х4118, ножницы 3118, паспорт на гильотину для резки металла н 478. инструкция к станку ножницы гильотинные н3118 электрическая схема, ножницы гильотинные н3118 электрическая схема скачать паспорт станка гильотинного н3118 купить б/у гильотину по металлу н4118. электрическая схема пресс-ножниц н-3118, ножей гильотинных н-3118 н-3118 б/у кривошипных гильотинных ножниц н-3118. гильотина модель Н 3118, гильотина h4118 характеристики Ножи для рукояток h4118 гильотина ножниц h4118. запчасти фрикцион х4118, фрикцион х4118 б/у н3118 Ножницы гильотинные х4118 цена запчасти на гильотину х4118. паспорт ножниц гильотинных н3118, ножа гильотинного н3118 НОЖИ ДЛЯ ГИЛЬОТИНЫ НД 3118г гильотины н3118 чертеж шпоночной муфты. характеристики н3118, электромагнит для н-3118 гильотинная схема НК 3118 н3118 электрическая схема. скачать инструкцию к ножницам h4118 большая шестерня на h4118 купить ножи для гильотинных ножниц модель HB 3118 чертежи желатиновых ножниц h4118. ножницы листовые механические модель Н-3118 г Иркутск, гильотина х4118 паспорт на гильотину х4118 гильотина х4118 характеристики.
инструкция к станку ножницы гильотинные н3118 электрическая схема, ножницы гильотинные н3118 электрическая схема скачать паспорт станка гильотинного н3118 купить б/у гильотину по металлу н4118. электрическая схема пресс-ножниц н-3118, ножей гильотинных н-3118 н-3118 б/у кривошипных гильотинных ножниц н-3118. гильотина модель Н 3118, гильотина h4118 характеристики Ножи для рукояток h4118 гильотина ножниц h4118. запчасти фрикцион х4118, фрикцион х4118 б/у н3118 Ножницы гильотинные х4118 цена запчасти на гильотину х4118. паспорт ножниц гильотинных н3118, ножа гильотинного н3118 НОЖИ ДЛЯ ГИЛЬОТИНЫ НД 3118г гильотины н3118 чертеж шпоночной муфты. характеристики н3118, электромагнит для н-3118 гильотинная схема НК 3118 н3118 электрическая схема. скачать инструкцию к ножницам h4118 большая шестерня на h4118 купить ножи для гильотинных ножниц модель HB 3118 чертежи желатиновых ножниц h4118. ножницы листовые механические модель Н-3118 г Иркутск, гильотина х4118 паспорт на гильотину х4118 гильотина х4118 характеристики. паспорт на ножницы гильотинные н3118, ножницы гильотинные н3118 пневмомуфта х4118 цена, паспорт нв 3118 ножницы гильотинные сарана н3118 паспорт скачать бесплатно электрическая схема гильотины для резки металла н272. принципиальные схемы гильотины НК3118,
паспорт на ножницы гильотинные н3118, ножницы гильотинные н3118 пневмомуфта х4118 цена, паспорт нв 3118 ножницы гильотинные сарана н3118 паспорт скачать бесплатно электрическая схема гильотины для резки металла н272. принципиальные схемы гильотины НК3118,
Гильотина h4118 служит для поперечной и продольной резки любого листового материала. Основное применение гильотины находят в цехах по заготовке материалов (предприятия машиностроения).
Раскрой обрабатываемого материала может осуществляться по предварительной разметке или без нее. D Для этого используются боковые или задние упоры. Гильотина h4118 заслуженно относится к безотказному и долговечному оборудованию.
себя 9Ножницы 0113 х4118 конструктивно оснащены верхним приводом с приводом от электродвигателя. В механизме передачи используется клиноременная передача с двухступенчатым редуктором цилиндрической конструкции. Такое решение значительно снижает шум при работе гильотины.
Для предварительно размеченного листового материала ножницы h4118 снабжены задним упором, конструктивно расположенным снаружи ножевого механизма. Разрезаемый материал надежно удерживается прижимным звеном, функционирующим синхронно с ножевым механизмом. Необходимое давление создается за счет мощных пружин, расположенных в специальных стаканах прижимного механизма.
Разрезаемый материал надежно удерживается прижимным звеном, функционирующим синхронно с ножевым механизмом. Необходимое давление создается за счет мощных пружин, расположенных в специальных стаканах прижимного механизма.
Электронная схема управления гильотинами 3118 позволяет производить резку материала в одиночном и автоматическом режимах. Гильотина приводится в движение с помощью педали или с помощью кнопки.
Смазка трущихся частей гильотины комбинированная. Включение ножниц х4118 осуществляется при помощи жесткой муфты, имеющей две клавиши и электромагнит. Все это служит для снижения эксплуатационных расходов при использовании в производстве. гильотина h4118 .
Купить х4118
Купить х4118 можно просто обратившись в отдел продаж нашего завода, позвонив по номерам указанным в контактах, либо заполнив форму на сайте. Отгрузка будет производиться со склада производителя.
- Пульт дистанционного управления
- Электрический шкаф
- Педаль
- Освещение
- Лазерная указка
- Электромагнитное управление
Комплект поставки кривошипных ножниц h4118 с наклонным ножом
Устройство и работа основных органов кривошипных ножниц h4118
Станина является основным узлом крепления других узлов и механизмов кривошипных ножниц h4118, представляющая собой сварную конструкцию из двух стоек (1) и ( 3), соединенных между собой уголками (2).
Стол (4) с прикрепленными нижними ножами (5) и поперечным упором (7) опирается на стойки, которые снимаются при необходимости продольной резки металла. Текстолитовые накладки (8) крепятся к направляющим станины, по которым движется ножевая балка.
Привод и валы кривошипных ножниц h4118
Привод ножниц h4118 осуществляется от электродвигателя (1) через клиноременную передачу к маховику (4), через шестерни (5,6) к коленчатому валу (7 ). Электродвигатель крепится к подмоторной плите (2,), шарнирно закрепленной на раме. Натяжение ремня регулируется гайками (3).
Шпоночная муфта установлена в ступице шестерни на левом конце коленчатого вала. Втулки (1, 2, 3) неподвижно установлены в ступице шестерни, остальные детали соединены с коленчатым валом. Рабочий и запорный поворотные ключи включаются пружинами (6) и, поворачиваясь, захватываются полукруглыми пазами втулки (2). Втулки (8, 9) дополняют гнезда для круглых концов ключа. При включении и выключении ключей угол их поворота ограничивается пазом ведущей втулки.
Ножевая балка и зажим кривошипных ножниц h4118
Ножи (6) и задний упор крепятся к ножевой балке ножниц h4118, конструкция которых усилена ребрами жесткости (5). Усилие на него передается от коленчатого вала через два шатуна (7). При работе ножниц разрезаемый лист прижимается к столу прижимной балкой (1), соединенной выступами (2) с выступами ножевой балки, благодаря чему прижим осуществляется автоматически и по согласованию с движение последнего.
Прижимное усилие ножниц h4118 регулируется пружинами (3), установленными в чашках на прижимной балке. Внизу прижимной балки установлена предохранительная решетка
Задний упор кривошипных ножниц Н3118
Задний упор кривошипных ножниц h4118, установленный с тыльной стороны ножевой балки, служит упором для листа при поперечном режущий и состоит из упорной планки и двух цилиндрических валов, перемещаемых вручную. При резке полосы шириной более 500 мм задний упор снимается.
На правом конце коленчатого вала установлен тормоз прерывистого действия. За счет эксцентричного расположения шкива (2) по отношению к оси коленчатого вала (1) достигается частота торможения. Торможение кривошипных ножниц h4118 происходит в момент, когда ножевая балка находится в верхнем положении, что исключает ее разбег под действием сил инерции.
За счет эксцентричного расположения шкива (2) по отношению к оси коленчатого вала (1) достигается частота торможения. Торможение кривошипных ножниц h4118 происходит в момент, когда ножевая балка находится в верхнем положении, что исключает ее разбег под действием сил инерции.
Защитный кожух кривошипа h4118
Защитный кожух изготовлен из листовой стали и состоит из 3-х кожухов, которые закрывают шкивы клиноременного ремня, приводные шестерни и ножничный тормоз.
- лампочка – сеть подключена
- лампочка – двигатель включен
- выключатель – местное освещение
- кнопка – запуск двигателя
- лампочка – автоматические циклы лампочка – отдельные циклы
- кнопка – стоп циклы
- лампочка – педаль
- кнопка – стоп общий
- бирка для ключей
Первоначальный пуск кривошипных ножниц h4118 с наклонным ножом
Подготовка кривошипных ножниц с наклонным ножом h4118
- Перед набивкой ножниц h4118 снять антикоррозийное покрытие, нанесенное на обработанные поверхности, заполнить смазкой все приспособления, указанные в спецификации, согласно схеме смазки.

- Ножницы для грунта h4118 кривошипно-листовой с наклонным лезвием
- Соблюдайте все указания разделов «Электрооборудование» и «Смазка»
Первоначальный пуск ножниц h4118
- Переключатель SA2 установить в положение «Ручной запуск».
- Первый ход ножевой балки производится поворотом маховика с помощью штифта. При отсутствии дефектов в работе узла выполнить таким же образом еще 2-3 хода.
- Подготовить схему подключения ножниц h4118 для работы на одиночных ходах, а затем на автоматических.
ВНИМАНИЕ!
- Когда электродвигатель включен, большая шестерня, расположенная на левом конце коленчатого вала, должна вращаться по часовой стрелке, если смотреть со стороны муфты шестерни.
- Обкатка проводится в течение 2-х часов, из них один час – на одиночных ходах и один час – на автоматических.
- При работе с ножницами обратите особое внимание на работу муфты включения, тормоза и электромагнитного управления ножницами.

- После первого периода работы ножниц на 35-40 мин остановить ножницы и произвести внешний осмотр деталей и узлов, обращая внимание на отсутствие подтеканий смазки, отсутствие нагрева левой и правой букс коленвала, перегрев электродвигателя
- Пока не будут устранены обнаруженные неисправности, ножницы в работу включать не следует.
- Только после полной отладки и регулировки ножниц на холостом ходу можно приступать к испытаниям под рабочей нагрузкой.
Регулировка и регулировка ножниц коленчатого вала h4118
Ножницы h4118 регулируются для резки полос заданной ширины путем перемещения заднего упора.
Расстояние заднего упора от режущей кромки нижнего ножа определяется по шкале линеек, установленных на стержнях заднего упора.
Наименьшая ширина полосы, которую можно разрезать ножницами h4118 без значительной деформации на ножницах, составляет 12 мм.
Уменьшение ширины разрезаемой полосы приводит к процессу скручивания и может привести к заклиниванию разрезаемой полосы между задним упором и ножами стола.
Электрическая схема ножниц h4118 предусматривает возможность работы в следующих режимах:
- одиночный ход
- Автоматический ход
- Ручной кривошип
Резка листов максимальной толщины и ширины, указанных в паспорте ножниц h4118, не допускается на автоматических ходах, так как мощность установленного электродвигателя рассчитана на использование 50% хода.
Регулировка ножниц h4118
В процессе работы ножниц h4118 можно регулировать и регулировать тормоз, муфту, балку ножа, прижим и зазор между ножами.
Имя | Методы регулировки |
Периодически проверяйте работу, регулируя натяжение пружины и не допуская загрязнения тормозного шкива. | |
Муфта | Периодически проверяйте состояние поворотной шпонки муфты включения |
Ножевая балка | Зазоры в направляющих режущего бруса следует регулярно проверять на соответствие прецизионным формам. |
Поднятием пружин контролируют достаточность прижатия разрезаемого листа к столу во время резки. | |
Зазор между ножами | Контролируйте размер зазора, который должен быть установлен в пределах 1/20 – 1/30 толщины разрезаемого листа. |

ВНИМАНИЕ!
Резка тупыми ножами не допускается!
Ножи сделаны с четырьмя режущими кромками, поэтому, когда одна кромка затупляется, ножки необходимо периодически поворачивать.
Замена ножей ножниц h4118
- Снять прижимную планку.
- Ослабьте гайки винтов, крепящих ножи к балке ножей, и снимите ножи один за другим.
- Проверьте ножи и их опорные поверхности в ножевом брусе, поверните каждый нож другой режущей кромкой и установите его в исходное положение. Крепить и устанавливать ножи необходимо, начиная с левого ножа.
- Снять нижние ножи, повернуть, установить со второй режущей кромкой и закрепить винтами.

При установке ножей необходимо выдерживать следующие зазоры между лезвиями:
- толщина разрезаемого листа, мм 1,5-3 3-6,3
- зазор между ножами, мм 0,15 0,35
После установки зазора между ножами затяните болты крепления стола к раме.
Смазка ножниц коленчатых листовых ножниц h4118
Основные трущиеся поверхности ножниц h4118 смазываются из рычажного масленки через масленки. Ведущие шестерни и подшипники смазываются путем нанесения смазки на зубья шестерен и чашки подшипников соответственно. Во время работы ножницы необходимо смазывать так, чтобы смазка выступала из мест расположения боковых подшипников. Жир, выступающий из зазоров, необходимо вытереть. Необходимо периодически проверять состояние масленок и маслопроводящих отверстий в деталях и обязательно очищать их.
Промывайте смазочные отверстия чистым керосином не реже одного раза в три месяца.
h4118 Меры предосторожности при ножницах кривошипа
- осмотр и ремонт электрооборудования при включенном вводном выключателе;
- Ножницы ремонтные х4118 с включенным электродвигателем;
- производить наладку, регулировку, чистку, смазку и доводку ножниц h4118 на ходу;
- работают при отсутствии надежного заземления;
- работа тупыми ножами во избежание деформации обрабатываемого материала;
- ножницы рабочие h4118 со снятыми кожухами.

Не допускается допуск к работе и обслуживанию листорезных ножниц h4118 лиц, не ознакомившихся с инструкцией и не прошедших проверку практических знаний и навыков по эксплуатации ножниц кривошипных h4118.
Для резки листового металла используется специальное оборудование, которое называется гильотиной. Особенности конструкции определяют возможность быстрой обработки стали и других сплавов резанием. Ножницы гильотинные h4118 – распространенный представитель рассматриваемой группы оборудования, о котором мы поговорим подробнее.
Назначение и область применения
Область применения – производственные, заготовительные цеха мелкосерийного, среднесерийного производства. Как правило, при изготовлении корпусных деталей используются листовые материалы. Именно поэтому гильотинные ножницы h4118 можно встретить и в сфере машиностроения, и в судостроении, и в заготовительных мастерских.
Назначение – раскрой листовых материалов по заданным размерам. Обработка ведется исключительно в поперечном, продольном и прямом направлении по толщине листа. При этом существуют определенные ограничения по толщине листа. Лист должен быть не выше 50 кгс/мм 2.
При этом существуют определенные ограничения по толщине листа. Лист должен быть не выше 50 кгс/мм 2.
Именно технические характеристики определяют возможность использования ножниц модели h4118 в определенных ситуациях. К характеристикам технических характеристик гильотины h4118 можно отнести:
- максимальная толщина металла 6,3 мм;
- максимальная длина листового материала 2000 миллиметров;
- частота ходов ножа при выборе автоматической обработки (минимальное значение) 21 ход в минуту;
- максимальный размер листа для данного упора 630 миллиметров;
- сила, с которой действует прижимная балка 25 кН;
- высота конструкции над уровнем пола 1945 миллиметров;
- предельное отклонение по указанным размерам при резке на заготовку длиной 1000 миллиметров – 0,25 миллиметра;
- управление может осуществляться с помощью пульта с кнопками или педалями;
- ход может быть непрерывным или одиночным.
Вышеперечисленные характеристики определяют особенности рассматриваемой модели станка для резки листового металла.
Скачать паспорт на ножницы гильотинные h4118
Скачать чертежи быстроизнашивающихся деталей H-3118
Особенности конструкции
Возможно использование рассматриваемой модели гильотины для резки по заданной разметке или без нее. Для этого могут использоваться установленные боковые и строительные упоры, которые будут направлять подачу металла в зону обработки.
К конструктивным особенностям можно отнести:
- схема имеет верхний привод, который приводится в действие специальным электродвигателем;
- передаточный механизм представлен клиновидной шестерней и цилиндрическим зубчатым колесом – стандартная схема для ножниц этой серии. Использование ременной передачи позволяет защитить установленный электродвигатель. При превышении грузоподъемности ремень начнет проскальзывать по шкивам. При этом коэффициент потерь мощности определяет снижение КПД всего на десятые доли процента;
- решение по использованию редуктора закрытого типа и клиноременной передачи также позволяет снизить уровень шума, исходящего от ножниц х4118;
- разрезаемый материал прижимается к специальной кулисе для повышения точности обработки, которая работает синхронно с ножевым механизмом.
 Регулировка давления осуществляется системой пружин, которая находится внутри корпуса;
Регулировка давления осуществляется системой пружин, которая находится внутри корпуса; - модель х4118 оснащена задним и боковым упором также для фиксации металла при обработке;
- Электронная схема позволяет осуществлять резку в одиночном и автоматическом режиме. Установка основных функций и управление всем оборудованием осуществляется через специальный пульт или педали. При включении одиночного режима резки, даже при длительном нажатии кнопки пуска, выполняется одиночный рез, так как срабатывает специальная система защиты от случайного нажатия;
- для увеличения срока службы конструкции применяется комбинированный способ смазки трущихся элементов. Обратите внимание, что смазочно-охлаждающая жидкость не подается в зону резания и поэтому заготовки после резки не имеют на поверхности масла или другой охлаждающей жидкости;
- система включается с помощью жесткой муфты, которая оснащена двумя ключами и магнитом, работающим от электричества.
 Эта особенность вызывает снижение эксплуатационных расходов и снижение стоимости ножниц h4118.
Эта особенность вызывает снижение эксплуатационных расходов и снижение стоимости ножниц h4118.
Ножницы гильотинные этой серии пользуются большой популярностью благодаря простоте использования, экономичности, высокой практичности и надежности.
Ножи гильотинные
Дом Мешочки для вставки Хлопковые вкладыши Обрезать по длине Гильотинные ножи Осушители Поглотители кислорода Регуляторы влажности Boost Хлопковая катушка Видео Как видео
Корпорация автоматизации ABOX
PH: 973-659-9611
Факс: 973-659-9811
45 US Highway 46
Suite 606
Pine Brook, NJ 07058
Наш Гультин. способ добавления предварительно спроектированных и встроенных вырезов единиц ко всем типам машин от переделки до дозирования.
Все наши ножи поставляются с прецизионно закаленными лезвиями, рамами из анодированного алюминия и
Закаленные направляющие валы для многолетней активной службы.
Установка проста, и узлы могут быть установлены на любое оборудование с использованием существующих схемы монтажных отверстий.
Мы предлагаем полную линейку ножей с открытой и закрытой рамой, а также построен по спец.
Доступны несколько опций, включая магнитное позиционирование, покрытия из нитрида титана, Твердосплавные наконечники, регулируемое демпфирование цилиндра, зажим материала и многое другое.
Также можно использовать для измельчения металлолома!
Открытая рама
Гильотина
Опции:
- Магнитные датчики положения
- Передний угол и угол скоса могут быть изменены
- Лезвия могут быть изготовлены из различных металлов, в том числе с твердосплавными наконечниками
- К отверстию может быть добавлен пневматический зажим материал в правильном положении для резки
- Доступны все стандартные цвета анодирования
- Могут быть изменены в соответствии с вашими требованиями
Закрытая рама
Гильотина
Опции:
- Магнитные датчики положения
- Передний угол и угол наклона могут быть изменены
- Лезвия могут быть изготовлены из различных металлов, в том числе с твердосплавными наконечниками
- Доступны все стандартные цвета анодирования
- Может быть изменена в соответствии с вашими требованиями
ваши гибкие материалы в управляемую длину.
 Эти гильотинные ножи можно использовать
для широкого спектра материалов, включая: бумагу, пластиковую пленку, фольгу, этикетки, тонкие
калибровочные металлы, пенопласт и т. д. Они доступны в размерах от 120 мм до 3000 мм (нижний
Длина лезвия) и может иметь лезвия из инструментальной стали D2, нержавеющей стали или нескольких других материалов.
другие материалы по запросу.
Эти гильотинные ножи можно использовать
для широкого спектра материалов, включая: бумагу, пластиковую пленку, фольгу, этикетки, тонкие
калибровочные металлы, пенопласт и т. д. Они доступны в размерах от 120 мм до 3000 мм (нижний
Длина лезвия) и может иметь лезвия из инструментальной стали D2, нержавеющей стали или нескольких других материалов.
другие материалы по запросу.Все ножи с закрытой рамой изготовлены из толстого алюминия 6061 с опцией для никелированной стали для многолетней надежной службы.
Благодаря уникальной конструкции с четырьмя валами этот узел может работать в самых требовательные приложения.
(Примечание: для работы всех узлов ножей требуется чистый цеховой воздух с давлением не менее 30 фунтов на квадратный дюйм)
0167 Contact Us About Us Pouch Dispensers Cotton Inserters GKAF Cut to Lengths Guillotine Knives Punch Assemblies Мобильные стойки Стойки для размотки Монитор влажности Приводные винты синхронизации Desiccants Oxygen Absorbers Boost Humidity Regulators Eliminator Packs Cotton Coil PD2XL Pouch Dispenser PD2XL-RC Pouch Dispenser PD2XLE-DH Диспенсер для пакетов с двумя головками Диспенсер для пакетов PD Eco PD2XL Pouch Dispenser Specifications Pouch Inserter Knife Options PD2XL Pouch Dispenser Accessories PD2XL Pouch Dispenser Drawings PD2XL Pouch Dispenser Video PD2XL-RC Pouch Dispenser Чертежи Технические характеристики диспенсера для пакетов PD-Eco Чертежи диспенсера для пакетов PD Eco CFX Cotton Inserter Drawings GKAF Cut to Length Specifications Open Frame Knive Assemblies Rotary Guillotine Knive Assemblies Closed Ножевые узлы рамы Технические характеристики узла пуансона Mobile Stand Specifications Mobile Stand Dimensions Timing Screw Specifications Timing Screw Drive Dimensions Continuous Strip Pillow Packs Bulk Desiccants Сухой груз Упаковки Упаковки подушек Pillow Pak Silica Gel Pillow Pak Activated Carbon Pillow Pak Molecular Sieve Pillow Pak Clay Pillow Pak 50% Activated Carbon / 50% Silica Gel Таблица размеров кислородного поглотителя Часто задаваемые вопросы по Boost Boost Как использовать 8 Линейка продуктов Boost2 Boost 55% Humidity Control Boost 62% Humidity Control Humidity Indicating Card Boost 4g Humidity Control at 55% Boost 8g Контроль влажности при 55 % Boost 67 г Контроль влажности при 55 % Boost 4 г Контроль влажности при 62 % Boost 8g Humidity Control at 62% Boost 67g Humidity Control at 62% Cotton Coil Specifications Rayon Coil Specifications YouTube Videos Видео с инструкциями PD-Eco PD2XL PD2XL-RC 2PD2XLE-DHPD2XLE PD2XLDE-DH Continuous Strip Pillow Paks Pillow Paks Unit Paks Cargo Dry Bulk Осушители
14Часто задаваемые вопросы по Boost Как использовать Boost Продукты Boost Карта влажности Усиление 55% Усиление 62% Гильотины Ножницы гильотинные – это станок, предназначенный для резки заготовок из листового металла.
 Резка листа представляет собой резку металла по линии смыкания подвижного верхнего ножа и неподвижного нижнего. Линия среза прямая. В зависимости от типа привода верхнего ножа гильотинные ножницы бывают ручными, электрическими (электромеханическими) и гидравлическими.
Резка листа представляет собой резку металла по линии смыкания подвижного верхнего ножа и неподвижного нижнего. Линия среза прямая. В зависимости от типа привода верхнего ножа гильотинные ножницы бывают ручными, электрическими (электромеханическими) и гидравлическими.Среди гильотинных ножниц гидравлические ножницы самые мощные, их длина реза достигает 8 и более метров, толщина разрезаемого материала до 60 миллиметров. Гидравлические гильотинные ножницы имеют два типа подачи лезвия: прямую вертикальную, когда гильотинная рама с режущим лезвием движется вверх-вниз по направляющим, и подачу с поворотной балкой (в этой конструкции гильотинных ножниц рама лезвия, как ковш бульдозера , вращается вокруг двух точек крепления, расположенных на боковых стенках машины). Преимуществами гидравлических ножниц с поворотной балкой являются компактность, относительная простота и дешевизна. Преимущество гидравлических гильотинных ножниц с прямой подачей заключается в том, что они имеют возможность регулировки угла наклона лезвия (для оптимальной резки более толстых/толстых листов этот угол составляет 2,5-4 градуса, а для резки тонких листов оптимальные углы находятся в пределах 0,5-1,5 градуса).
 Поскольку лезвие гильотинных ножниц с поворотной балкой движется по кругу, такие гильотины при резке толстых материалов имеют несколько более низкое качество реза, чем гильотинные ножницы с прямым ходом лезвия.
Поскольку лезвие гильотинных ножниц с поворотной балкой движется по кругу, такие гильотины при резке толстых материалов имеют несколько более низкое качество реза, чем гильотинные ножницы с прямым ходом лезвия.Максимальная толщина реза гильотинных ножниц при максимально допустимой ширине материала рассчитана для стандартной прочности материала 450 Н/мм 2 (1 Н/мм 2 = 1 МПа). Для более мягких материалов толщина пластины может быть больше, и наоборот – для более прочных сплавов допустимая толщина реза меньше.
Ножницы гильотинные имеют прочный сварной корпус, жесткость которого позволяет обеспечить высокую точность резки даже при больших механических нагрузках. Остаточные внутренние напряжения материала станины гильотинных ножниц после ее изготовления снимаются частичным отпуском металла.
Ножи, устанавливаемые на гильотинные ножницы, состоят из секций длиной около 1 метра. Секции можно устанавливать в рабочие пазы с разных сторон, чтобы можно было использовать для резки разные кромки лезвия, продлевая тем самым его срок службы.
 Есть лезвия с 2 и 4 рабочими кромками. Кроме того, лезвия для гидравлических гильотинных ножниц выпускаются двух видов твердости: для резки обычной или особо прочной стали.
Есть лезвия с 2 и 4 рабочими кромками. Кроме того, лезвия для гидравлических гильотинных ножниц выпускаются двух видов твердости: для резки обычной или особо прочной стали.Для удобства и ускорения резки ножницы гильотинные гидравлические комплектуются различными аксессуарами. Поверхность рабочего стола гильотинных ножниц, как правило, снабжена шариковыми направляющими для облегчения подачи заготовок в зону резания. Транспортир для наклона позволяет быстрее резать в направлениях, отличных от перпендикулярных. Длину рабочего стола гильотинных ножниц можно увеличить за счет применения разнообразных дополнительных направляющих и подставок, часто на боковую направляющую наносят метрическую шкалу, показывающую расстояние до линии реза. Для раскроя деталей на гильотинных ножницах по заранее прорезанным линиям реза применяют так называемую «теневую резку»: свет отбрасывает тень от натянутой струны на деталь, показывая линию, по которой пройдет рез при движении верхнего лезвия. опущен.
 Более дорогие модели гильотинных ножниц оснащены моторизованным задним упором с максимальной погрешностью позиционирования 0,1мм, задний упор с ЧПУ позволяет быстро и точно расположить деталь в нужном положении. Часто для укладки отрезанных заготовок в стопку гильотинные ножницы снабжены задним ползуном. Безопасность оператора гильотинных ножниц обеспечивается защитным сетчатым ограждением зоны резки спереди и оптико-электронной системой, расположенной сзади станка. Непосредственно за передним ограждением зоны реза у гильотинных ножниц находится планка с прижимами, которые при опускании прижимают заготовку к рабочему столу и не дают ей смещаться во время реза (поскольку усилие, развиваемое во время реза измеряется десятками и сотнями тонн).
Более дорогие модели гильотинных ножниц оснащены моторизованным задним упором с максимальной погрешностью позиционирования 0,1мм, задний упор с ЧПУ позволяет быстро и точно расположить деталь в нужном положении. Часто для укладки отрезанных заготовок в стопку гильотинные ножницы снабжены задним ползуном. Безопасность оператора гильотинных ножниц обеспечивается защитным сетчатым ограждением зоны резки спереди и оптико-электронной системой, расположенной сзади станка. Непосредственно за передним ограждением зоны реза у гильотинных ножниц находится планка с прижимами, которые при опускании прижимают заготовку к рабочему столу и не дают ей смещаться во время реза (поскольку усилие, развиваемое во время реза измеряется десятками и сотнями тонн).ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ РУЧНЫХ ГИЛЬОТИН NG1250, NG2000:
ГИЛЬОТИННЫЕ НОЖНИЦЫ МЕХАНИЧЕСКИЕ И ПНЕВМАТИЧЕСКИЕ.
Пневматические гильотинные ножницы HA3214.

Ножницы гильотинные кривошипные NA-3214
Гильотины HA 3214 Ножницы NA3214 надежны в эксплуатации, просты в эксплуатации и ремонте. Обеспечивают высокую точность выполняемых работ.
Система смазки и электрооборудование 9Пневматические ножницы 0113 ПО прекрасно работают даже при низких температурах, что невозможно при работе с гидравлическим аналогом.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИЛЬОТИНЫ НА3214 (2,5х1600):Частота ходов ножа, мин-1: при резке наибольших размеров разрезаемого металла
Габаритные размеры, мм
Длина
Ширина
Высота2150
1475
1375Масса, кг
Ножницы гильотинные, кривошипные НД3314.

Ножницы гильотинные кривошипные НД 3314 предназначены для резки листового металла максимального сечения 2,5х1600 мм .
Станина Ножницы гильотинные НД3314 конструкция сборно-сварная, состоит из двух стоек, соединенных траверсой и стяжкой. Стол опирается на стойки и траверсу, к которой крепятся нижние ножи. зазор между лезвиями ножевой балки и станиной регулируется перемещением стола с помощью болтов и гаек, расположенных с обеих сторон стола.
На станине имеется эксцентриковый вал с установленными на нем эксцентриками и шатунами, соединенными с балкой посредством осей.
Ножевая балка представляет собой жесткую конструкцию сварного типа, состоящую из вертикальных, горизонтальных и наклонных листов. В ножевой балке имеются два выступа, с помощью которых он при возвращении в верхнее исходное положение поднимает нажимную балку. Во время рабочего хода давление и режущий брус одновременно опускаются. Лист зажимается силой сжатых пружин и собственным весом балки. Сила сжатия пружин регулируется винтами.
Сила сжатия пружин регулируется винтами.
Задний упор ручной. По запросу устанавливается стопор привода или стопор привода с УЦИ. Для подсчета величины перемещения заднего упора к рейке прикрепляют линейку. При работе без упора, в случае, когда ширина разрезаемых листов более 600 мм, линейку с рычагами поднимают и кладут на горизонтальную кромку ножевого бруса. Боковой упор предназначен для определения начала реза и получения прямоугольных заготовок.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИЛЬОТИНЫ НД3314 (2,5х1600):Толщина разрезаемого материала с пределом прочности при растяжении σвр ≤ 500 МПа, мм
Ширина (максимальная) обрезных листов, мм
Частота ходов ножа на холостом ходу, мин-1
Угол наклона подвижного ножа, α
Длина листа, отрезанного с упором, мм
Расстояние от уровня пола до верхней кромки нижнего ножа, мм
Мощность электродвигателя, кВт
Габаритные размеры, мм
Длина
Ширина
Высота2400
1600
1340Масса, кг
Пневматические гильотинные ножницы HA3216.
Ножницы гильотинные, НА-3216 предназначены для резки листового материала с наибольшим размером поперечного сечения 2,5 х 1600 мм.
Гильотинная кровать ножницы NA3216 сборная сварная конструкция. Зазор между лезвиями ножевой балки и станиной достигается перемещением стола с помощью болтов, расположенных с обеих сторон стола.
Гильотина применяется в заготовительных цехах предприятий машиностроения, автотракторостроения, авиастроения и других отраслей промышленности.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИЛЬОТИНЫ HA3316 (4×1600):
Толщина разрезаемого материала с пределом прочности при растяжении σвр ≤ 500 МПа, мм
Ширина (максимальная) обрезаемых листов, мм
Частота ходов ножа на холостом ходу, мин-1
Ход ножа, мин-1, при резке наибольших размеров разрезаемого металла, мм
Угол наклона подвижного ножа, α
Длина листа, отрезанного с упором, мм
Расстояние от уровня пола до верхней кромки нижнего ножа, мм
Мощность электродвигателя, кВт
Габаритные размеры, мм
Длина
Ширина
Высота2610
1600
1510Масса, кг
Ножницы гильотинные пневматические НД3316.
Ножницы гильотинные кривошипные НД 3316 предназначены для резки листового материала с пределом прочности 500 МПа и максимальным размером поперечного сечения 4 х 2000 мм. Ножницы широко используются в заготовительных цехах предприятий машиностроения, автотракторостроения, авиастроения, сельскохозяйственного машиностроения и других отраслей промышленности.
Ножницы НД3316 с ручной регулировкой зазора между ножами и ручным приводом заднего упора. Задний упор предназначен для установки заданного размера отрезаемой заготовки. Гильотины НД3316 надежны в эксплуатации, просты в эксплуатации, неприхотливы в ремонте. Обеспечивают высокую точность раскроя заготовок и деталей.
Система смазки и электрооборудование позволяют эксплуатировать их при низких температурах, что невозможно при работе с гидравлическим аналогом.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИЛЬОТИНЫ ND3316 (4×1600):Толщина разрезаемого материала с пределом прочности при растяжении σвр ≤ 500 МПа, мм
Ширина (максимальная) обрезных листов, мм
Частота ходов ножа на холостом ходу, мин-1
Угол наклона подвижного ножа, α
Длина листа, отрезаемого с упором, мм
Расстояние от уровня пола до верхней кромки нижнего ножа, мм
Расстояние между стойками в свету, мм
Мощность электродвигателя, кВт
Габаритные размеры, мм
Длина
Ширина
Высота2850
1635
1520Масса, кг
Ножницы гильотинные НГ-4/2,5.
Установка для резки листового и профильного материала модель НГ4/2,5 предназначена для резки листового и профильного материала с временным сопротивлением 500 МПа.
Ножницы гильотинные НГ-4-2,5 могут применяться в заготовительных и ремонтных мастерских предприятий машиностроения различных отраслей промышленности.Установка имеет климатическое исполнение УХЛ4 по ГОСТ 15150-69 и предназначена для эксплуатации в помещениях с температурой окружающей среды от +1 o С до +35 o С, отн. влажность 80% при температуре +25 о С.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИЛЬОТИНЫ НГ-4х2,5:Максимальная толщина разрезаемого листа с временным сопротивлением 500 МПа, мм, не более
Не более
Ход ножа, мм
Усилие зажима, кН, не менее
Мощность электродвигателя, кВт
Рабочее время
Однотактный,
Машинный. циклУправление
Руководство, педаль
Масса установки, кг
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИЛЬОТИНЫ NK3416:
Толщина металла с временным сопротивлением 500 МПа (50 кгс/мм²), мм 4 Ширина металла, мм 2000 Ширина обрезаемой полосы по заднему упору, мм 700 Угол наклона подвижного ножа 1° 30″ Усилие резания, кН 78 Зажимное усилие, кН 19,5 Частота хода ножа, мин -1 68 Суммарная мощность электродвигателей главного привода, кВт 11,2 Частота вращения двигателя главного привода, мин -1 1395 Мощность электродвигателя привода заднего упора, кВт 0,37 Частота вращения двигателя привода заднего упора, мин -1 1360 Напряжение сети, В (50 Гц) 380 Габаритные размеры, мм 2610х1725х1510 Масса, кг 2870 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИЛЬОТИН STD9АН:
Размеры разрезаемого металла с пределом прочности 500 МПа
Толщина, мм
Ширина, ммЧастота ходов ножа, мин, не менее
Ход ножа, мм
Угол наклона подвижного ножа, не более
Усилие номинальное прижимное балки, кН
Максимальная ширина полосы, отрезаемой по заднему упору, мм
Расстояние от уровня пола до верхней кромки нижнего ножа, мм
Габаритные размеры, мм
Длина
Ширина
Высота3410
1392
14202910
1392
14203410
1392
1420Масса, кг, не более
Электродвигатель, тип
С повышенным скольжением
мощность, кВт
об/мин
Напряжение силовой цепи, В
Ножницы гильотинные НД3318.
Ножницы гильотинные пневматические НД 3318 предназначены для резки листового материала с наибольшим поперечным сечением размером 4х2000 мм.
Гильотины НД3318 находят широкое применение в заготовительных цехах предприятий машиностроения, автотракторостроения, авиастроения и других отраслей промышленности.
Система смазки и электрооборудования для пневматических гильотин ND3318 позволяет работать в условиях низких температур, что невозможно при работе с гидравлическими аналогами.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИЛЬОТИННЫХ НОЖНИЦ ND-3318:Толщина разрезаемого материала с пределом прочности при растяжении σвр ≤ 500 МПа, мм
Ширина (максимальная) обрезных листов, мм
Частота ходов ножа на холостом ходу, мин-1
Угол наклона подвижного ножа, α
Длина листа, отрезанного с упором, мм
Расстояние от уровня пола до верхней кромки нижнего ножа, мм
Мощность электродвигателя, кВт
Габаритные размеры, мм
Длина
Ширина
Высота3125
1600
1550Масса, кг
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИЛЬОТИН НГ-6,3, НГ-6,3х2,5, НГ-6,3х3:НГ-6.
3 НГ-6,3/2,5
НГ-6,3/3
Наибольшая толщина разрезаемого листа с временным сопротивлением 500 МПа, мм
Ширина разрезаемых листов, мм, не более
Угол среза, мм
Ход ножа, мм
Усилие зажима, кН, не менее
Длина листового реза с упором, мм, не более
Мощность электродвигателя, кВт
Угол среза на боковом упоре
Рабочее время
Однотактный,
Машинный. циклОдиночный цикл,
Автоматический циклОдиночный цикл,
Автоматический циклУправление
Руководство, педаль
Руководство, педаль
Руководство, педаль
Масса установки, кг
Ножницы гильотинные Н-3118.
Ножницы гильотинные Н3118 выполнены с верхним приводом.
Для размерной резки полос гильотина снабжена задним упором, установленным на тыльной стороне ножевой балки.
Необходимое условие зажима обеспечивают пружины, размещенные в стаканах прижимной балки.
Ножницы работают в одинарном и автоматическом режимах.
Управление гильотинными ножницами кнопочно-педальное.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИЛЬОТИН h4118:Ширина (максимальная) обрезных листов, мм
Частота ходов ножа на холостом ходу, мин-1
Ход ножа, мм
Количество режущих кромок ножа
Длина листа, отрезанного с упором, мм
Расстояние от уровня пола до верхней кромки нижнего ножа, мм
Расстояние между стойками в свету, мм
Мощность электродвигателя, кВт
Габаритные размеры, мм
Длина
Ширина
Высота3000
2000
2200Масса, кг
Ножницы гильотинные кривошипные НКЧ-6020.
Ножницы гильотинные кривошипные НКЧ6020 предназначены для резки листового материала с пределом прочности 500 МПа (50 кгс/мм 2 ) и наибольшим размером поперечного сечения 6х2500мм. Электромеханический привод с жесткой муфтой включения. Резка осуществляется по упору или разметке. Возможность резки круглых, квадратных и угловатых изделий путем установки специальных ножей. Зубчатая передача и муфта сцепления работают в масляной ванне.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИЛЬОТИН НКЧ 6020:Толщина разрезаемого материала с пределом прочности ≤ 500 МПа, мм
Ширина (максимальная) обрезных листов, мм
Частота ходов ножа на холостом ходу, мин-1
Ход ножа, мм
Количество режущих кромок ножа
Угол наклона подвижного ножа, град.
1 около 20 дюймов
Длина листа, отрезанного с упором, мм
Расстояние от уровня пола до верхней кромки нижнего ножа, мм
Расстояние между стойками в свету, мм
Мощность электродвигателя, кВт
Габаритные размеры, мм
Длина
Ширина
Высота3400
1390
1390Масса, кг
Ножницы гильотинные НК-3418 (лист 6,3х2000 мм).
Ножницы листовые коленчатые с наклонным ножом НК3418 предназначены для резки листового металла с пределом прочности 500 МПа и наибольшими размерами поперечного сечения 6,3х2000 мм.
Также можно резать неметаллические листовые материалы, исключая быстрое затупление режущих кромок ножей и растрескивание разрезаемого листа.Пневматические гильотинные ножницы НК-3418 широко применяются в заготовительных цехах предприятий машиностроения, автотракторостроения, авиастроения, судостроения, сельскохозяйственного машиностроения и других отраслей промышленности, так как имеют более высокую производительность, в связи с отсутствием подготовительного времени на смену раскроя механизм для разной толщины разрезаемого металла и механизация заднего упора
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИЛЬОТИНЫ NK3418:Наибольшие размеры разрезаемого металла с временным сопротивлением 500 МПа:
толщина, мм
ширина, мм
6,3
2000Частота хода ножа, мин-1:
одиночный,
при резке наибольших размеров разрезаемого металла
60
25Угол наклона подвижного ножа 1 около 30 дюймов Максимальная длина отрезаемой полосы при работе с задним упором, мм 700 Габаритные размеры ножниц в плане, мм:
слева направо, спереди назад (без бокового упора), высота ножниц
2780x1600x1620Высота над уровнем пола от верхней кромки неподвижного ножа, мм 800 Вес ножниц, кг 4250 Расход сжатого воздуха на один пуск, л 0,25 Тип сетевого тока Переменный трехфазный Напряжение, В (50 Гц) 380 Количество электродвигателей 2 Напряжение силовой цепи, В 24 Напряжение цепи управления, В 24 Напряжение цепи освещения линии реза, В 24 Количество точек освещения 3 Режим работы электроножниц Одиночные и непрерывные ходы,
толчковый режим, ручное вращениеДвигатель главного привода: 4AMC132SU3 Мощность электродвигателя, кВт 8,5 Частота вращения электродвигателя, мин-1 1500
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИЛЬОТИНЫ НК-3421Н:Размер разрезаемого материала
Толщина, мм
Ширина (максимальная), ммот 1 до 12
2 000Максимальная длина разрезаемой полосы при работе с задним упором, мм
Напряжение сети, В
Мощность двигателя главного привода, кВт
Частота вращения, об/мин
Размеры в плане, мм
Слева направо
Спереди назад3 040
1 960Высота над уровнем пола, мм
Вес ножниц, кг
Ножницы гильотинные электромеханические Н3121.
Ножницы для листьев кривошипные с наклонным ножом Н 3121 с электромеханическим приводом предназначены для резки листового материала.
Применяются в заготовительно-ремонтных мастерских машиностроительных предприятий. Электрическая схема
обеспечивает работу ножниц в режимах регулировки и одиночного хода. Управление ножницами с помощью кнопки и педали.
Комбинированная смазка основных узлов.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИЛЬОТИНЫ N-3121:Толщина разрезаемого материала с пределом прочности ≤ 500 МПа, мм
Ширина (максимальная) обрезных листов, мм
Частота ходов ножа на холостом ходу, мин-1
Угол наклона подвижного ножа, град.
Зажимное усилие, кН
Длина листа, отрезанного с упором, мм
Расстояние от уровня пола до верхней кромки нижнего ножа, мм
Расстояние между стойками в свету, мм
Мощность электродвигателя, кВт
Габаритные размеры, мм
Длина
Ширина
Высота3150
1950
2250Масса, кг
Ножницы гильотинные NA 3121.
Ножницы гильотинные НА3121 с пневмоприводом предназначены для продольной и поперечной резки листового материала. Их используют в заготовительных цехах машиностроительных предприятий.
На гильотинных ножницах лист можно резать как по разметке, так и без нее – по заднему или боковому упорам. Сделано с верхним приводом. Управление ножницами кнопочное и педальное.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИЛЬОТИНЫ NA-3121:Толщина разрезаемого материала с пределом прочности ≤ 500 МПа, мм
Ширина (максимальная) обрезных листов, мм
Частота ходов ножа на холостом ходу, мин-1
Угол наклона подвижного ножа, град.
Зажимное усилие, кН
Длина листа, отрезанного с упором, мм
Расстояние между стойками в свету, мм
Мощность электродвигателя, кВт
Габаритные размеры, мм
Длина
Ширина
Высота3400
2200
2200Масса, кг
Ножницы гильотинные МНГ 13.
Ножницы механические гильотинные МНГ13 предназначены для резки листовой стали и проката с наибольшей площадью поперечного сечения 136х2000мм, с пределом прочности 500 МПа.
Ножницы МНГ-13 могут применяться в заготовительно-ремонтных мастерских предприятий машиностроения различных отраслей при эксплуатации в климатических районах с умеренным и холодным климатом – исполнение УХЛ, сухой и влажный тропический климат, исполнение 0, категория размещения 4 по ГОСТ 15151.
Нижнее значение температуры воздуха должно быть не менее -5 o С.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИЛЬОТИН МНГ-13:Толщина разрезаемого материала с пределом прочности ≤ 500 МПа, мм
13, не более
Ширина (максимальная) обрезных листов, мм
2000, не более
Угол среза, мм
Диаметр режущего бруска, мм
305, не более
Частота ходов ножа на холостом ходу, мин-1
Угол наклона подвижного ножа, град.
Зажимное усилие, кН
Длина отрезка листа с упором, мм
Расстояние от уровня пола до верхней кромки нижнего ножа, мм
Расстояние между стойками в свету, мм
Мощность электродвигателя, кВт
Тип соединения
С поворотным ключом
Тип тормоза
Лента
Управление
Кнопка, педаль
Рабочее время
Габаритные размеры, мм
Длина
Ширина
Высота3100
2100
2300Масса, кг
Ножницы гильотинные НГ-13, НГ-13-01.
Установка для резки листового и профильного материала НГ13 и НГ 13-01 предназначена для резки листовой и профильной стали обыкновенного качества и качественной конструкционной углеродистой стали с пределом прочности σв ≤ 500 МПа. Резка осуществляется как по разметке, так и с использованием обратного упора.
Ножницы гильотинные NG13 и NG13 01
Установка NG13-01
Установка имеет климатическое исполнение УХЛ4 по ГОСТ 15150-69и предназначен для эксплуатации в помещениях с температурой воздуха от +5° до +35°С, отн. влажностью не более 80% при температуре +25°С.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИЛЬОТИН НГ13, НГ13-01:
толщина Ѕ, мм, не более
ширина В, мм, не болееУсилие зажима, кН, не менее
Мощность электродвигателя, кВт
Рабочее время
Одиночные циклы
Автоматические циклыУгол среза на боковом упоре
Управление
Руководство, педаль
Габаритные размеры агрегата, мм
длина, не более
ширина, не более
высота, не более3100
2000
2250Масса, кг, не более
Ножницы гильотинные МНГ-16.
Ножницы механические гильотинные МНГ16 предназначены для резки листовой стали и проката с пределом прочности 500 МПа, наибольшим размером поперечного сечения 16х2000мм.
Ножницы МНГ-16 могут применяться в заготовительно-ремонтных мастерских предприятий машиностроения различных отраслей промышленности при эксплуатации в климатических районах с умеренным и холодным климатом – исполнение УХЛ, сухой и влажный тропический климат, исполнение 0.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИЛЬОТИН МНГ-16:Толщина разрезаемого материала с пределом прочности ≤ 500 МПа, мм
16, не более
Ширина (максимальная) обрезных листов, мм
2000, не более
Угол среза, мм
Диаметр режущего бруска, мм
30, не более
Частота ходов ножа на холостом ходу, мин-1
Угол наклона подвижного ножа, град.
Зажимное усилие, кН
Длина листа, отрезанного с упором, мм
Расстояние от уровня пола до верхней кромки нижнего ножа, мм
Расстояние между стойками в свету, мм
Мощность электродвигателя, кВт
Тип соединения
С поворотным ключом
Тип тормоза
Лента
Система смазки
Пресс-масленки, ручные
Режимы работы
Одинарный и автоматический ход
Управление
кнопка, педаль
Габаритные размеры, мм
Длина
Ширина
Высота3100
2100
2300Масса, кг
Ножницы гильотинные НГ-16, НГ-16-01.
Установка для резки листового и профильного материала НГ16 предназначена для резки листовой и профильной стали обыкновенного качества и качественной конструкционной углеродистой стали с пределом прочности σв ≤ 500 МПа.
Ножницы гильотинные НГ16, НГ16-01 могут применяться в заготовительных и ремонтных мастерских предприятий различных отраслей промышленности.
Установка NG16-01 Имеет централизованную систему смазки, лазерный индикатор линии реза, встроенный пульт управления.
Гильотиныимеют климатическое исполнение УХЛ4 по ГОСТ 15150-69 и предназначены для эксплуатации в помещениях с температурой воздуха от +5° до +35°С, относительной влажностью не более 80% при температуре +25°С.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИЛЬОТИН НГ16, НГ16-01:Наибольшие размеры разрезаемого металла т.к.
сопротивление σв ≤ 500 МПа,
толщина Ѕ, мм, не более
ширина В, мм, не болееНаибольшие размеры срезаемого уголка, мм
Наибольший диаметр разрезаемого бруска, мм, не более
Частота ходов ножа на холостом ходу, минˉ¹, не менее
Угол наклона подвижного ножа, α, не более
Усилие зажима, кН, не менее
Длина листа, отрезанного с упором, мм, не более
Расстояние от верхней кромки нижнего ножа до уровня пола, мм, не более
Мощность электродвигателя, кВт
Рабочее время
Одиночные циклы
Автоматические циклыУгол среза на боковом упоре
Управление
Руководство, педаль
Габаритные размеры агрегата, мм
длина, не более
ширина, не более
высота, не более3145
1920
2225Масса, кг, не более
КОМПЛЕКТ ПОСТАВКИ NG-16.Установка в сборе
Паспорт
Запасные части:
Стопорный ключ
Рычаг
Рабочий ключ
Хвостовик1 шт.
1 шт.1 шт.
2 шт.
1 шт.
1 шт.Ножницы гильотинные Н3122.
Ч 9Ножницы гильотинные 0113 кривошипные Н-3122 предназначены для резки листового материала с пределом прочности 500 МПа (50 кгс/мм 2 ).
Ножницы
Ножницы модели Н3122 с электромеханическим приводом, не требуют подачи воздуха для работы и могут работать при температуре воздуха от -10° до +40°С. Ножницы Н-312 2 применяются в заготовительных цехах и производственных предприятиях в различных отраслях. Ножницы предназначены для резки тонколистовой стали и сортового проката с пределом прочности при растяжении σвр ≤ 500 МПа. Категория исполнения ножниц для умеренного и холодного климата УХЛ.изготавливаются по ТУ 3828-001-81244053-2010 и соответствуют требованиям нормативных документов ГОСТ 12.2118-2006, ГОСТ 12.2.017-93.
Толщина разрезаемого материала с пределом прочности ≤ 500 МПа, мм
16, не более
Ширина (максимальная) обрезных листов, мм
2000, не более
Частота ходов ножа на холостом ходу, мин-1
Угол наклона подвижного ножа, град.
Длина листа, отрезанного с упором, мм
Расстояние от уровня пола до верхней кромки нижнего ножа, мм
Расстояние между стойками в свету, мм
Мощность электродвигателя, кВт
Габаритные размеры, мм
Длина
Ширина
Высота3150
2450
2450Масса, кг
Ножницы гильотинные пневматические HA3122.
Ножницы гильотинные НА-3122 с пневмоприводом предназначены для резки листового материала с пределом прочности 500 МПа (50 кгс/мм 2 ). Наибольшее сечение разрезаемого материала 16х2000 мм.
Ножницы гильотинные НА3122 применяются в машиностроительной, судостроительной и заготовительной отраслях. Гильотины NA3122 зарекомендовали себя как надежное и простое в эксплуатации оборудование.
Гильотина NA3122 с пневматической муфтой.
Управление: педаль и с пульта.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИЛЬОТИН h4122:
Толщина разрезаемого материала с пределом прочности ≤ 500 МПа, мм
16, не более
Ширина раскроя листов, мм
2000, не более
Частота ходов ножа на холостом ходу, мин-1
Количество режущих кромок ножа
Угол наклона подвижного ножа, град.
Зажимное усилие, кН
Длина листа, отрезанного с упором, мм
Расстояние между стойками в свету, мм
Мощность электродвигателя, кВт
Габаритные размеры, мм
Длина
Ширина
Высота3400
2200
2200Масса, кг
Ножницы гильотинные механические Н478, Н478-01.
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ:- Привод электромеханический, что исключает использование сжатого воздуха.
- Резка осуществляется по упору и разметке.
- Возможна установка специальных ножей для резки круглого, квадратного и углового проката.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИЛЬОТИН h578, h578. 01:h578.01
Толщина разрезаемого материала с пределом прочности ≤ 500 МПа, мм
Ширина (максимальная) обрезных листов, мм
Частота ходов ножа на холостом ходу, мин-1
Ход ножа, мм
Длина листа, отрезанного с упором, мм
Расстояние от уровня пола до верхней кромки нижнего ножа, мм
Расстояние между стойками в свету, мм
Мощность электродвигателя, кВт
Габаритные размеры, мм
Длина
Ширина
Высота3300
2400
23503300
2600
2500Масса, кг
ПНЕВМАТИЧЕСКИЕ ГИЛЬОТИННЫЕ НОЖНИЦЫ С ГИДРАВЛИЧЕСКИМ ЗАЖИМОМ.Ножницы гильотинные HA3218 с гидравлическим зажимом листа.
Гильотинные ножницы HA 3218
На ножницах NA3218
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИЛЬОТИНЫ ДЛЯ 3218:Толщина разрезаемого материала с пределом прочности ≤ 500 МПа, мм
Ширина раскроя листов, мм
Частота ходов ножа на холостом ходу, мин-1
Угол наклона подвижного ножа, град.
Длина листа, отрезанного с упором, мм
Расстояние от уровня пола до верхней кромки нижнего ножа, мм
Мощность электродвигателя, кВт
Габаритные размеры, мм
Длина
Ширина
Высота4220
1680
1720Масса, кг
В состав комплекса входят:- Питатель модели UP11,
- Роликовая тележка модель T6.
Ножницы гильотинные HA3221 с гидравлическим зажимом листа.
Ножницы гильотинные НА 3221 предназначены для прямой резки листовых и полосовых материалов.
На ножницах НА3221 можно резать неметаллические листовые материалы исключая затупление и растрескивание кромок ножей.
Режим работы: регулировка, одиночные и непрерывные ходы.Отрезанный лист в момент резки прижимается к столу гидравлическими зажимами.
Толщина разрезаемого материала с пределом прочности ≤ 500 МПа, мм
Ширина раскроя листов, мм
Частота ходов ножа на холостом ходу, мин-1
Частота ударов ножа при резке наибольших размеров разрезаемого металла, мин-1
Угол наклона подвижного ножа, град.
Максимальное усилие резания, кН
Длина листа, отрезанного с упором, мм
Расстояние от уровня пола до верхней кромки нижнего ножа, мм
Мощность электродвигателя, кВт
Габаритные размеры, мм
Длина
Ширина
Высота4700
2380
2300Масса, кг
Давление воздуха в сети, МПа
Ножницы гильотинные HA3222 с гидравлическим зажимом листа.
Ножницы гильотинные НА 3222 предназначены для прямой резки листовых и полосовых материалов.
На ножницах NA3222 можно резать неметаллические листовые материалы исключая затупление и растрескивание кромок ножей.
Режим работы: регулировка, одиночные и непрерывные ходы.
Управление ножницами: педаль и кнопка.
Отрезанный лист в момент резки прижимается к столу гидравлическими зажимами.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИЛЬОТИН ДЛЯ 3221:Толщина разрезаемого материала с пределом прочности ≤ 500 МПа, мм
Ширина раскроя листов, мм
Частота ходов ножа на холостом ходу, мин-1
Частота ударов ножа при резке наибольших размеров разрезаемого металла, мин-1
Ножницы гильотинные HA3223 с гидравлическим зажимом листа.
Ножницы гильотинные НА 3223 предназначены для прямой резки листовых и полосовых материалов.
На ножницах НА3223 можно резать неметаллические листовые материалы исключая затупление и растрескивание кромок ножей.
Режим работы: регулировка, одиночные и непрерывные ходы.
Управление ножницами: педаль и кнопка.
Отрезанный лист в момент резки прижимается к столу гидравлическими зажимами.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИЛЬОТИНЫ ДЛЯ 3223:Толщина разрезаемого материала с пределом прочности ≤ 500 МПа, мм
Ширина раскроя листов, мм
Частота ходов ножа на холостом ходу, мин-1
Частота ударов ножа при резке наибольших размеров разрезаемого металла, мин-1
Угол наклона подвижного ножа, град.
Зажимное усилие, кН
Максимальное усилие резания, кН
Длина листа, отрезанного с упором, мм
Расстояние от уровня пола до верхней кромки нижнего ножа, мм
Ножницы гильотинные НА 3225 предназначены для прямой резки листовых и полосовых материалов.
На ножницах НА3225 можно резать неметаллические листовые материалы исключая затупление и растрескивание кромок ножей.
Режим работы: регулировка, одиночные и непрерывные ходы.
Управление ножницами: педаль и кнопка.
Отрезанный лист в момент резки прижимается к столу гидравлическими зажимами.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИЛЬОТИН ДЛЯ 3225:Толщина разрезаемого материала с пределом прочности ≤ 500 МПа, мм
Ширина раскроя листов, мм
Ход гидрозажимов, мм
Частота ходов ножа на холостом ходу, мин-1
Частота ударов ножа при резке наибольших размеров разрезаемого металла, мин-1
Угол наклона подвижного ножа, град.
Зажимное усилие, кН
Максимальное усилие резания, кН
Длина листа, отрезанного с упором, мм
Расстояние от уровня пола до верхней кромки нижнего ножа, мм
Расстояние между стойками в свету, мм
Мощность электродвигателя, кВт
Габаритные размеры, мм
Длина
Ширина
Высота5220
2800
2950Масса, кг
Давление воздуха в сети, МПа
Обработка твердых строительных материалов часто требует использования специальных инструментов.
Операция является одной из самых распространенных. Оборудование, позволяющее выполнять ее качественно, также достаточно разнообразно. Сегодня такие задачи решают тепловизионные установки, лазерные установки, а также пескоструйные гидроабразивные установки. При этом остаются актуальными традиционные механические средства, которые также дают хороший результат. К таким устройствам относятся гильотинные ножницы, представленные на рынке в широком ассортименте.Разновидности гильотин для резки металла
Условно группу гильотинных ножниц можно разделить на три сегмента. В первую войдут наиболее мощные электрические машины, работающие на приводном механизме и включающие в устройство полный двигатель. Это самые мощные гильотинные ножницы, которыми можно резать листовой металл в поточном режиме производства. Далее следует промежуточная категория фрез, представители которой лишены электропривода, но имеют также массивный активный элемент в виде фрезы и станины, наличие которых роднит такие модели с первым классом рубанков.
Если речь не идет о сложных операциях, которые планируется выполнять в больших объемах, то имеет смысл использовать компактные и нетребовательные в обслуживании резаки. ручной, устройство которого максимально оптимизировано для быстрой работы с небольшими заготовками. Таким инструментом можно разрезать небольшой металлический лист до нужного размера, затрачивая на это небольшое усилие.
Техническое устройство оборудования
Опять же, дизайн и его характеристики определяются конкретным типом модели. Если говорить о станках, то их устройство представлено опорной площадкой, рабочим столом, электродвигателем, зажимным механизмом, а также режущими ножами, которые приводятся в движение после включения силовой установки. Типы гильотин существенно различаются . У них также есть два ножа, один из которых остается неподвижным даже во время работы, но сам принцип работы основан на мышечном усилии. Последние модели также включают вспомогательные механизмы подачи и позиционирования листов.
С помощью таких устройств оператор может более точно организовать поточную обработку металла с разными параметрами.Основные характеристики гильотинных ножниц
Производительность является основным критерием выбора гильотинных ножниц. Одним из основных параметров является сила, с которой на заготовку воздействует оборудование и, в частности, нож. Так, среднее значение силовой нагрузки для машинных моделей составляет около 5-7 кг/мм 2 . Далее учитывается ширина и толщина, с которыми работают гильотинные ножницы. Характеристики станка позволяют резать листы толщиной от 0,5 до 3 мм. У ручных инструментов этот показатель редко превышает 2 мм. Ширина реза также имеет значение в рабочем процессе. В зависимости от модели эта величина может варьироваться в среднем от 1000 до 1500 мм. Частота операций влияет на общую производительность гильотины и обычно составляет около 60 резов в минуту.
Характеристики двигателя
Эксплуатационные возможности гильотинного станка напрямую определяются потенциалом силовой установки, обеспечивающей работу ножей.
Для начала следует разделить машины на модели, работающие от сети 220 и 380 В. Мощность является основным показателем работоспособности агрегата и обычно составляет 3-4 кВт. Этот потенциал позволяет уверенно обрабатывать толстые листы на высокой частоте. Кстати, крутящий момент, при котором работают гидравлические гильотинные ножницы, может составлять 1200-1500 об/мин. Здесь важно отметить зависимость электродвигателя от конструкции. Так, чем шире режущие возможности, тем выше должен быть энергетический потенциал привода.Технические характеристики гильотин ручных по металлу
Сегмент ручных гильотин для работы с металлом в основном представлен агрегатами саблевидного типа. Их конструкция основана на небольшой панели или платформе, удерживающей основание, а подвижный нож выполняет непосредственно резку. Как уже отмечалось, ручные гильотинные ножницы могут обрабатывать листы толщиной до 2 мм. Как правило, в случае с нержавейкой этот показатель составляет 1,5-1,7 мм.
Однако их можно резать таким инструментом и при толщине более 2 мм. Правда, длина резки все же заметно уступает полноценным станкам — в стандартных семействах максимальная достигает 1300 мм. С другой стороны, такие модели выигрывают за счет своих компактных размеров и небольшого веса, редко превышающего 100 кг. Соответственно, ручную гильотину можно переносить по строительной площадке к различным точкам сборочных операций, что упрощает производственный и строительный процесс.Расходные материалы и принадлежности
Помимо гильотинного оборудования, производители предлагают наборы инструментов для обработки, средства индивидуальной защиты и регулировочные инструменты. С точки зрения выполнения основной операции по резке важно иметь под рукой качественные, которые чаще всего используются для слесарных операций с металлом, а также плиточными изделиями и стеклом. Эти приспособления помогут, если основную работу выполняют механические гильотинные ножницы, не позволяющие сделать аккуратный срез.
Другими словами, иглы сделают окантовку более качественной и гладкой. Также для регулировки гильотинных машин должны быть предусмотрены комплекты соответствующих ключей. Обычно для этой цели используется цельнометаллический слесарный угольник. Что касается средств индивидуальной защиты, то они должны быть в экипировке оператора электростанка. В базовый комплект входят: перчатки, фильтрующая полумаска, очки и наушники.Техническое обслуживание
В обязательном порядке обслуживающий персонал должен проверить надежность крепления подвижных частей станка, качество фиксации станины, правильность положения платформы и рабочего стола. Правильно установленный и отрегулированный станок обеспечит выполнение резки с высокой точностью и без отклонений от технического задания. Особое внимание уделено электродвигателю, который приводит в действие гильотинные ножницы и в некоторых моделях отвечает за автоматическую подачу листа. Проверьте состояние масла, систем охлаждения и угольных щеток, если таковые имеются.
Умельцы также обращают внимание на балочные механизмы, участвующие в передаче крутящего момента. Муфты и шестерни должны быть в оптимальном рабочем состоянии, иначе функция фрезы просто не будет выполняться.Резка листового и профильного металла требуется практически на всех металлообрабатывающих и машиностроительных предприятиях, от небольшой слесарной мастерской до огромного завода. Резать металл часто приходится в домашней мастерской или непосредственно на стройке. Гильотинные ножницы – один из самых удобных станков для резки и резки металла. Существует несколько их разновидностей и модификаций, о которых более подробно будет сказано далее.
Резка металла на гильотине применяется, когда требуется изготовить детали прямолинейной конфигурации достаточно больших размеров – полосы, прямоугольники, треугольники со сторонами от нескольких сантиметров до нескольких метров. Толщина металла находится в пределах 2-60 мм, ширина заготовки может достигать 2 метров, а длина практически не ограничена.
Промышленные мастерские, частные и домашние мастерские, специализирующиеся на металлообработке, оснащаются гильотинными ножницами различных типов, которые отличаются:
- типом привода;
- мощность;
- тип ножей;
- производительность;
- максимальная толщина разрезаемого металла;
- Ассортимент арендной продукции, с которой они могут работать;
- размер обрабатываемого листа;
- количество выполненных операций.
По типу привода ножницы делятся на:
- ручные;
- гидравлический;
- пневматический;
- электромеханический.
Ножницы гильотинные по металлу работают по принципу одновременного воздействия на металл большой силой давления и острой кромкой ножа, действующего по принципу обычных ножниц. Две части ножевого устройства смещены относительно друг друга. Лист или прокат скрепите между собой и сдвиньте соседние слои, разрезая острым лезвием.
Процесс гильотинной резки сочетает в себе две операции – резку и ломание.
Хорошая гильотина для резки металла промышленного производства обеспечивает до 90% реза и около 10% брака.
При этом срез ровный и практически не требует обработки. Если ножи затупились или неправильно выставлен зазор, то изменяется соотношение отрез/отход и на нижней кромке появляется острый выступ – заусенец, что свидетельствует о плохом качестве реза.
Бусины могут легко порезать руки, особенно при работе с нержавеющей сталью. Одним из главных правил безопасности при работе с ножницами гильотинного типа является использование перчаток из плотной ткани или кожаных нашивок. Появление заусенцев сигнализирует о необходимости изменить настройки или заточить ножи.
Ножницы гильотинные гидравлические
Промышленные металлорежущие станки, оснащенные системой гидравлического привода, относятся к наиболее мощным и производительным гильотинам.
Они предназначены для серийного или штучного изготовления заготовок с прямыми кромками из металлических листов толщиной 2-20 мм с длиной реза 1-3 м.Для крупных машиностроительных предприятий выпускаются гидравлические гильотины с возможностью резки листов шириной до 6 м и толщиной более 20 мм. Они отличаются большим весом и габаритами и выпускаются в единичных экземплярах.
Гидравлическая гильотина развивает усилие ≥ 400 МПа на ножницы по всей длине разрезаемого листа. Станки комплектуются ножами как с прямым перемещением верхнего ножа по вертикальным направляющим, так и с дугообразной траекторией (консольной). Второй вариант позволяет при меньшей гидравлической мощности работать с более толстыми металлическими листами или высокопрочными сплавами. Это не снижает точности реза.
Зазоры между ножами регулируются по специальной таблице в ручном, полуавтоматическом или автоматическом режиме. Одним из самых современных станков является гидравлическая гильотина с ЧПУ.
На его настройку уходит минимум времени, а чтобы переключиться на производство одного из десятков видов продукции, достаточно нажать одну кнопку. Вся информация о настройках хранится в памяти машины.Одной из главных особенностей гидроножниц является их бесшумность – ножи двигаются плавно, отсутствуют ударные эффекты, характерные для пневматических и электромеханических гильотин.
Безопасность работ обеспечивается наличием фотодатчиков в рабочей зоне, защитных экранов и ограничителей хода питателя. Возврат балки в верхнюю точку обеспечивается пружинами или газонакопительными амортизаторами.
Ножницы гильотинные электромеханические
Этот тип гильотин широко распространен наряду с гидравлическими. Практически не отличается от гидравлической гильотины по производительности (до 60 ударов ножа в минуту), но шумнее – привод кривошипно-шатунного механизма вызывает быстрое движение ножа и ударное воздействие на заготовку.
Электромеханическая гильотина, как и гидравлическая, предназначена для промышленного использования в мастерских, где требуется высокопроизводительная и точная резка прямолинейных заготовок большого размера и толщины.
Однако резка металла осуществляется и на электромеханической гильотине и в условиях мелкосерийного и кустарного производства – для этого создана целая серия маломощных ножниц. Они занимают мало места в мастерской и позволяют легко резать листовую оцинкованную сталь, алюминий, медь, пластик и нержавеющую сталь толщиной до 2-3 мм.Привод верхней балки с ножом осуществляется с помощью кривошипно-шатунного механизма на валу отбора мощности от электродвигателя, который приводится в действие нажатием на педаль или кнопку. При повороте эксцентрики передают усилие на оба конца ножевого бруса, и сила резания распределяется равномерно. По окончании одного оборота вала балка возвращается в верхнее положение и заготовка подается для следующего реза.
Оснащение электромеханических гильотин ЧПУ позволяет превратить их в одни из самых точных и производительных станков для резки и рубки металла. Они просты в обслуживании, имеют надежную кинематику и дешевле гидравлических. При желании и наличии квалификации слесаря электрический гильотинный резак можно изготовить самостоятельно в домашней мастерской или в условиях небольшого производства.
Пневматические гильотины
Гильотина для резки металла с пневматическим приводом превосходит гидравлические по производительности и примерно равна электромеханическим. Для его работы необходим компрессор или центральная линия со сжатым воздухом. Пневматические гильотины используются в крупных металлообрабатывающих цехах для изготовления крупногабаритных деталей.
Подобно электрическим и гидравлическим машинам, пневматические гильотинные ножницы являются стационарным оборудованием. Они оснащены большими рабочими столами, выдвижными контейнерами для сбора продуктов и механизмами автоматической подачи. Большинство пневматических ножниц оснащены ЧПУ — пневматическая скорость в сочетании с электронным управлением позволяет получить большое количество деталей высокой точности за ограниченное время.
Ручная гильотина по металлу
Механические гильотинные ножницы с рычажным или педальным приводом, несомненно, являются наиболее распространенным типом металлорежущего станка.
При ограничении по толщине обрабатываемого металла и его видам ручные гильотинные ножницы можно встретить в каждой мастерской или цехе, где предполагается работа с листовым металлом, арматурой или профильным прокатом.Механический гильотинный резак оснащен двумя ножами. Нижняя, как гидравлическая или электрическая гильотина, является стационарной. А верхний может двигаться по направляющим вертикально вниз, как в промышленных установках, или вращаться вокруг оси. Точка поворота находится на одном конце балки ножа, на другом конце находится рукоятка.
Ручная механическая гильотина может быть оснащена редуктором, позволяющим развивать значительное усилие на ноже, что позволяет резать листы толщиной более 1 мм и нержавеющую сталь. Ножная гильотина управляется педалью, ручная гильотина управляется рычагом. Также возможен комбинированный привод. Мобильная гильотина устанавливается на любую ровную поверхность, обеспечивающую устойчивость машины, и используется на строительных площадках, например, для резки кровельного металла или профнастила.
Во втором случае чаще всего используется ручная гильотина саблевидного типа, оснащенная дугообразным ножом. В этом случае точка реза плавно смешивается с траекторией реза и не повреждает металл сложного профиля. Ручная возвратно-поступательная гильотина применяется как для поперечной, так и для продольной резки заготовок из стали, алюминия, нержавеющей стали.
Гильотинная резка на ручных станках также возможна при работе с фурнитурой, уголками и профилями. Если листовая резка на гильотине возможна на всех типах станков, то мини-гильотина по металлу для работы с фасонными прутками должна быть оснащена редуктором.
Пример работы ручной поршневой гильотины Metal Master MG
Обзор кривошипной гильотины Metal Master ETG 1330
Обзор ручной гильотины Metal Master MSJ
Пример работы на ручной рычажной гильотине Metal Master MTG 2012 в тандеме
ОНЛАЙН трансляция из демонстрационного зала Метал Мастер
Гильотина для резки металла
Все гильотины делятся на несколько типов, в зависимости от типа привода:
- ручной
- электромеханический
- гидравлический
В зависимости от системы управления:
- Руководство
При этом условно называемая ручная гильотина может быть как ножной, так и ручной гильотиной.
Обычно ножной привод устанавливают при небольшой рабочей длине оборудования – до 130 см. Применяются также ручные возвратно-поступательные гильотины устройства, которые просты в эксплуатации, надежны и удобны в настройке.Принцип действия
Независимо от конструкции и принципа действия функционально любая гильотина работает одинаково. Разрезаемый материал помещается на подающий стол между режущими лезвиями, после чего верхний нож опускается и разрезает материал.
При этом движется только верхний нож, а нижняя часть жестко фиксируется. Устройство может включать в себя дополнительные элементы, такие как зажимное устройство.
Гидравлическая гильотина
Если вам нужна гидравлическая гильотина, ее необходимо купить после определения задач, которые необходимо выполнить. При этом необходимо учитывать тип и размер материала и его толщину. Тип привода выбирается в зависимости от объема производства.
Большую популярность приобрела ручная гильотина по металлу, позволяющая резать металл с минимальным участием оператора.
При этом точность, скорость и эффективность работы либо сохраняются, либо повышаются.Стационарные модели имеют специальные приспособления и приспособления, следящие за точностью резки и повышающие ее эффективность. К таким устройствам и приспособлениям относятся передние управляемые упоры, регулирующие точность реза до микрон, кривошипный механизм вместо эксцентрика для усиления ножевой балки, пневматический опрокидывающий стол для сброса заготовки в хранилище. С помощью компьютерной программы станок запоминает этапы работы, включая даже маршруты движения деталей из зоны раскроя. В результате машина может работать автономно, не находясь постоянно под контролем оператора.
Электромеханическая гильотина
Электромеханическая гильотина (гильотинные ножницы) обеспечивает наилучшую точность и высокую производительность, а также позволяет работать с минимальным участием оператора.
Где купить надежные гильотины
Купить ручные и автоматические гильотины с ЧПУ по металлу от производителя по выгодным ценам в интернет-магазине Металмастер.
В нашем каталоге большой выбор видов современных новых моделей, всех габаритов: габариты (длина, ширина, высота), вес. При покупке гильотины прилагается подробная инструкция по управлению настройками и эксплуатации, так же можно изучить на сайте характеристики: описание, фото, устройство, видео, мощность, область применения, назначение.Обмен опытом в производстве куто. Новые идеи в делах. Retour sur Investment pour une Entreprise de Fabrication de Couteaux
Les couteaux sont connus de l’homme depuis l’ère paleolithique – il y a 2,5 миллиона лет. Selon une enquête du журнал Forbes де 2005, le cuteau ЭСТ numéro un sur la liste des Chooses les plus remarquables créées par l’humanité dans toute son histoire. Et même à l’ère numérique des gadgets et des ordinateurs, le couteau ne perd pas sa pertinence, étant en requiree стабильные parmi les différents сегменты де ла населения. Par consequent, l’ouverture d’un magasin de couteaux est un type d’activité Commerciale Prometeur.
Le couteau le plus simple est un outil de coupe avec un corps de travail – une lame – une bande de materiau dur avec une lame sur un ou plusieurs côtés. Lame est le plus souvent en metal, mais on en trouve également – композиты, пластик, керамика и прочный деревянный дом. Pour faciliter la Prize en main et l’action, le couteau est équipé d’un manche prononcé в различных видах техники, y включает в себя оригинальные и окончательные уникальные pierres précieuses et alliages.
В связи с почтенным возрастом, le couteau a une évolution colossal, exprimée dans la différence des lames et de poignées, des types, des domaines d’application, des matériaux de factory и d’autres caractéristiques.
Presque tous les pays du monde ont leurs propres cactéristiques de Fabrication Traditionalelles et des différences dans les de couteaux. Même l’affûtage des lames, pour chaque type, est un rituel complete, recouvert d’une variété d’accessoires et d’appareils qui sont également en demande stable et, par consequent, apportent un profit supplémentaire au vendeur.
Главный публичный журнал проекта предприятия: люди, мажоритарные категории егерей, охотников, частных лиц и сборщиков, выживальщиков, туристов и других категорий активного населения.
Couteau respectueux de la loi : законное использование и авторизация ярмарки в сфере торговли модными товарами fait qu’il s’agit d’une arme assez sérieuse. Ou, pour être plus précis, un couteau peut être une arme de mêlée. Mais toutes les armes de mêlée ne sont pas des couteaux. Et tous les couteaux ne sont pas des armes froides. Voyons ces subtilités.
En Russie, la traffic des couteaux est réglementée par la loi fédérale “ À propos des armes “. Selon laquelle, par instance, la vente libre de couteaux à inertie, à gravité et Automaticiques d’une longueur de lame superieure à 90 mm, ainsi que de tout type de couteaux de lancer, est interdite. Parce que ce sont des Armes de Mêlée.
Статьи 222 и 223 Уголовного кодекса Российской федерации prévoit la responsabilité penale pour vendre et la farmes blanches.
blanches, la responsabilité административный est prévue sous la forme d’une amende grande.Практика, влияние на моду на чистом вооружении, уникальность решения на базе результатов своей экспертизы: медицинско-юридический экзамен или исследование в центре сертификации. Dans lequel le couteau est étudié par une variété d’ensembles de caractéristiques – du matériau de Fabrication aux paramètres geométriques externes et aux caractéristiques de concept.
Chaque couteau en Russie a un certificat de conformité, établi par le Centre d’experts médico-legaux du ministère de l’Intérieur de la Fédération de Russie, selon lequel il appartient à des armes blanches ou à des outils ménagers. Ce certificat doit être obtenu par le vendeur ou le factoryant de couteaux. Lors de l’achat d’un cuteau, l’acheteur a le droit d’exiger du vendeur une “fiche d’information” для сына achat, contenant les données du certificat: описание couteau, характеристики, материалы изготовления, avis d ‘Эксперт и координатор лабораторного эксперта, проводившего экспертизу.
Selon le type de couteaux que le magasin vendra, l’enregistrement legal du point de vente est également déterminé. Si le magasin envisage de vendre des couteaux ménagers, ces activités ne sont pas soumises à licence, il suffit d’avoir des certificats de conformité pour les produits vendus. Sinon, une license de commerce d’armes et l’aménagement корреспондента du store (защитные барьеры, coffres-forts, sécurité supplémentaire и т. д.) не является условием préalable à la légalité du commerce.
Матрица продуктов: хороший ассортимент магазинов куто
Comme dans toute entreprise à profil étroit, lors de l’ouverture d’un magasin de couteaux, vous devez miser sur une big gamme.
Модные изделия из Китая, представленные национальными и иностранными производителями в различных ценовых сегментах: Китайские модные изделия требуют особого внимания в сегменте высшей гаммы и дополнительных предметов коллекционирования.
Продукты, соответствующие классу également classés selon leur направления (менаж, серия кухонь, купе, туристическая, авторская, жарденская, многофункциональная, тактическая), тип концепции (гибкий, негибкий, куто-папийон, шикенод), материальные ценности изготовление (ceramique, acier damas, acier inoxydable à haute résistance, acier damas и т.
д.).Другие источники услуг по доставке, отделке и восстановлению куто, вентеляций аксессуаров (футляры, подставки, подвески, футляры, лубриканты, салфетки, прокладки и наборы для аффинажей).
Le coût d’achat du Premier Lot de Marchandises sera d’environ на миллион рублей.
Choisir une salle pour un store de couteaux
Les couteaux étant des produits de petite taille, 10–30 м suffiront carrés suffiront pour un point de vente. Selon la gamme et les specificités public cible l’emplacement du point de vente est sélectionné.
Специализированный магазин hautement, par instance, pour les pêcheurs et les chasseurs, n’est pas prétentieux en termes d’emplacement. Mais il est conseillé de placer un magasin avec des couteaux et accessoires cadeaux couteux dans le center-ville ou dans les grands center commerciaux. Le loyer, selon l’emplacement, варьируется от 10 до 50 000 рублей по номиналу. Vous devez également prendre soin de la conception du magasin. Un magasin ordinaire se contente de comptoirs ordinaires, mais un magasin premium nécessite une conception plus sérieuse, ce qui nécessitera un Finance Supplémentaire.
Équipement d’atelier
Специализированный магазин куто в определенной зоне, соответствующее оборудование:
- 7-8 витрин;
- jusqu’à 4 стойки ;
- светильники дополнительные;
- сенсер;
- Автоматический распределитель заготовок;
- Информационная и бюрократическая техника;
- терминал оплаты по номиналу;
- usine de broyage;
- Дополнительный сигнал тревоги системы видеонаблюдения;
Бюджетная стоимость ансамбля от 50 000 до 250 000 рублей.
Персонал
Vous aurez besoin d’un помощник по коммерции, le salaire moyen est de 20 à 35 000 рублей, mais il est est d’utiliser un mode de payement à la pièce. Aux fins des économies initiales, l’initiateur d’une d’une d’entreprise peut se tenir indépendamment derrière le comptoir.
Stratégie de marketing
Vous devez faire activement la publicité d’un magasin de couteaux sur Internet – c’est le moyen le plus efficace pour этой коммерческой идеи: groupes sur les réseaux sociaux, creation de votre propre site Web – un cataloge de produits – avec possibilité de command en ligne, sa продвижение.
L’avantage concurrentiel peut être la capacité livraison gratuite, l’enregistrement de cartes Bonus и la pésence d’un program de fidélité pour les client réguliers.
Один из эффективных методов продвижения, основанный на сотрудничестве с клубами охотничьих угодий, частными и туристическими центрами, распространением визитных карточек, dépliants, каталогами imprimés par leur intermediaire.
Инвестиции, задержка восстановления, прибыль
Период восстановления moyenne pour un store de couteaux spécialisé dans une ville d’un demi-million d’habitants est d’environ 2 ans.
При хорошем продвижении проекта, добром знании и ориентации товара продавца, le bénéfice net d’un magasin de cuteaux peut atteindre jusqu’à 100 000 рублей по номинальной стоимости.
* Расчеты, используемые для работы в муайенских магазинах для России
1.Резюме проекта
Объект проекта, предназначенный для продажи в магазине, специализирующемся на детализации, туризме, купе, купе и других видах транспорта и реализует прибыль.
Le magasin dont l’ouverture est prévue offerra des couteaux qui ne sont pas des armes de melée, et leur vente ne sera pas soumise à licence.Эссенция идеи, представляющая собой основу для продажи в мультимарковом формате, или серонт, представленный национальными и иностранными производителями. Compte tenu de la spécialisation étroite du magasin, l’accent sera mis sur l’étendue de l’assortiment. Dans le magasin, vous trouverez à la fois des couteaux chinois bon Marché pour toutes les events, ainsi que des couteaux de collection couteux. En plus de la vente de couteaux et d’accessoires, le magasin offrira des services professionalnels d’aiguisage de couteaux. Le public cible du projet sera les hommes de plus de 23: егеря, охотники, туристы, выживальщики и др. «любители куто» де всех бордов.
Инвестиции в магазин – 1 785 000 рублей. Des Fonds propres seront utilisés pour lancer le projet. L’étape de préparation au début des ventes sera de 3 mois, y compris la réparation et l’equipement des locaux, le recrutement du départment et la формирование d’un assortiment de départ.
Этот план дел актуален для 500 000 жителей.2. Description du secteur et de l’entreprise
L’histoire du couteau en Russie est enracinée dans un passé profond. Située entre l’Est et l’Ouest, комбинация названий народов и климатических зон на территории мема, Россия и ву-де-миллионеры де-куто с характерными чертами различных концепций. En Russie, il y avait à la fois des couteaux nationalaux, par instance, un champ, une ceinture et un couteau latéral, et grand nombre couteaux d’autres peuples. Le développement de nouveaux territoires ou l’établissement de laiens étroits avec eux ont contribué à l’emergence de nouveaux types de couteaux. Lorsque le Caucase a été conquis, la mode des armes caucasiennes a commencé, les poignards de chasse et les couteaux pliants sont venus d’Europe. Центры производства куто les plus célèbres étaient Златоуст, Тула, Ворсма, Фискарс. À l’époque soviétique, культура куто и connu un déclin колоссальный. La production de couteaux a été réduite dans les années 30 du siècle dernier.
En URSS, il существующий des lois strictes restreignant le port d’armes blanches, à la suite desquelles l’industrie était complètement dégradée. Seuls de petits ateliers de biens de consommation sont restés dans les entreprises engagées dans la product de produits métalliques. Ce n’est qu’en 1992 que la loi acceptée “sur les armes” a assoupli la possibilité d’acquérir des armes blanches de haute qualité. En l’absence de sa propre production, un flot de produits chinois bon Marché a afflué dans le pays, ainsi que des cuteaux pliants modernes fabriqués en Amérique et en Europe. Une percée sur le Marché mondial du couteau en termes d’innovation et de design est associée aux activités de la société americaine Spyderco, qui détient des brevets pour un trou dans lame, un porte-clip et un affutage de lame dentelee. Peu à peu, l’industrie nationale du couteau a commencé à renaître. Продукция не имеет низшего качества среди зарубежных предприятий, производящих разрозненные фабрики в разных городах и регионах (в Кизляре, Москве, Златоусте, Нижегородской области, Туле, Ижевске, Угличе, Волгограде и т. д.) .Но этот проект является специализированным магазином для продажи товаров первой необходимости и аксессуаров для владельцев, туристов, купе и других товаров, а также для реализации без прибыли. Le magasin, dont l’ouverture est prévue, offerra des couteaux qui ne sont pas des armes de mêlée, et leur vente ne sera pas soumise à licence.
Produit tenance 2019
Des millers d’idées pour de l’argent Rapide. Toute l’expérience mondiale dans votre poche..
Le magasin sera un petit sortie format multimarque, où seront présentés des cuteaux de factoryants nationalaux et étrangers. Compte tenu de la spécialisation étroite du magasin, l’accent sera mis sur l’étendue de l’assortiment. Dans le magasin, vous trouverez à la fois des couteaux chinois bon Marché pour toutes les events, ainsi que des couteaux de collection couteux. En plus de la vente de couteaux et d’accessoires, le magasin offrira des services professionalnels d’aiguisage de couteaux. Le public cible du projet sera les hommes de plus de 23: егеря, охотники, туристы, выживальщики и др.
«любители куто» де всех бордов. Les couteaux étant des produits de petite taille, une superficie de 30 mètres carrés suffira pour un store. метров.L’activité sera enregistrée en tant qu’entrepreneur individuel (индивидуальный предприниматель). Le système d’imposition est simplifié (“revenus moins dépenses 15%”). Le gérant du magasin sera un предприниматель individuel, qui sera subordonné au staff de vente (conseillers de vente).
3.Описание товаров
Ассортимент магазина devrait включает национальные и чужеземные товары, но не содержит couteaux en acier, en acier damassé, en acier Damas, en acier forgé, en céramique. La matrice de produits sera basée sur des couteaux de trois catégories: des couteaux bon marché fabriqués en Chine qui sont tres demandés, ainsi que des couteaux domestiques et de marque des segments inférieur, moyen et haut de gamme. Également dans le magasin, vous pourrez acheter des Accessoires et des Articles pour l’entretien et l’affûtage des couteaux (voir le tableau 3 pour plus de détails).
В процессе разработки, la gamme peut être élargie à d’autres products (пневматика, арбалеты и т. д.). De plus, les client du magasin pourront utiliser les services d’affûtage, de réaffûtage et de finition des couteaux.Таблица 1. Список торговых марок
№
Описание
Коут, вспениватель.
Китайское платье
Куто неадекватные
Маше, couteaux à lancer, couteaux à découper, couteaux сувениры, couteaux touristiques
Пластины Куто
Couteaux porte-clés, couteaux à cartes, couteaux touristiques
Куто-а-Кран-д’Арре
Couteaux à Extraction Automatic de la Lame (Couteaux Tourismiques)
Папийон Куто
Couteaux à Extraction dynamique de la lame (couteaux touristiques)
Куто русс
Пластины Куто
Куто туристические
Папийон Куто
Автоматическая экстракция Couteaux avec de la lame
Couteaux de kitchen
Универсальная кухня, варенье от шеф-повара, пчак, варенье из филе
каперские марки
куто де капер
Couteaux pliants, non pliants, à cran d’arrêt de marques étrangères
Маше марки
Машетт маркизов étrangères
Куто Кукри
Couteaux de kitchen
Кухонная утварь, éplucheurs de pommes de terre
Другие виды куто и другие продукты
Дамы, сабли, кинжалы, кинжалы
Многофункциональные устройства Couteaux
Multi-outils, couteaux multifonctions, couteaux de survie
Ансамбли де куто
Наборы кулинарных изделий, ансамбли кулинарных изделий
Канифы
Канифы, пластины
Куто-де-Жарден
Куто-де-Жарден
Тактические стилусы
Тактические стилусы
Одежда для путешествий
Cuillères, фуршеты, ouvre-boîtes, haches touristiques
Аксессуары и товары для кондитерских изделий
Кас, Кас
подвески
Pendentifs pour une ceinture, poids pour un sabre
Порт-Кото
Подставки для коллекций куто, подставки для кухонь, подставки для сабли
Смазки, клинеты
Смазочные материалы, губки для куто
Государственные документы
Affuteurs, pierres à aiguiser, meules, kits d’affûtage, musats, huile d’affûtage
Отре
Ревю, литература
Журналы и литература о моде
Все продукты представлены в магазинах, которые могут быть предоставлены в соответствии с законодательством Российской Федерации, без необходимости получения лицензии на продажу и продажу.
Lors de l’achat, les client se verront délivrer des certificats de conformité ou des soi-disant извещения об информации, подтверждающие que les marchandises ne sont pas soumises à license et ne sont pas des armes blanches. Знаки, относящиеся к продуктам, не имеющим права на вооруженные силы, а также другие категории, соответствующие требованиям закона “Sur les Armes” № 150-ФЗ, также соответствуют требованиям ГОСТ: ГОСТ Р 51501-9.9 туристических и спортивных куто; ГОСТ Р 51644-2000 Куто для отделки и отделки; ГОСТ Р 51215-98 «Асьер фройд. термины и определения; ГОСТ Р 51500-99 Куто и кинжалы. общие методы лечения; ГОСТ Р 51548-2000 Couteaux de survie, ГОСТ Р 51715-2001 Предметы декора и сувениры, не имеющие внешней структуры и сходные с оружием, транспортируемым и копающимся.4.Ventes et marketing
Le public cible du magasin sera majoritairement la mensculine de la ville. Sur la base de l’analyse des membres du groupe dans les réseaux sociaux des magasins de couteaux spécialisés, il a eté constaté que la пропорция d’acheteurs féminins ne dépasse pas 10-15%.
Si nous parlons du contingent masculin d’acheteurs, alors ces produits sont les plus requiredés par les hommes âgés de 23 à 40 ans (среда 60% де acheteurs), les 40% restants contingent le public de moins de 23 as ou les personnes de плюс де 40 ans Age де. Les principaux acheteurs de ces magasins:егеря ;
Военный;
Туристы, путешественники и любители пленэра;
Подготовители.
В дополнение к специализированным магазинам формата, продуктам модной одежды, представленным в ассортименте, а также в других районах, магазинах туризма, шассе, вещах, других магазинах сувениров и товаров для дома lorsqu’il s’agit de vendre des couteaux de kitchen. Tout plus de concurrence ils créent également des Boutiques en ligne qui réussissent en raison de l’bsence de cûts immobiliers et de salaires pour les employee.
Требования к клиентам в отношении различных видов куто и других приложений. Si parler de façon générale, les plus appréciés des consommateurs actifs sont les couteaux qui allient deux qualités: практичность использования и элегантность внешнего вида.
Le choix d’un produit particulier peut être influencé par plusieurs critères principaux, notamment le type et la qualité de l’acier, la dureté sur l’échelle Rockwell, la forme de la lame, la marque et le pays d’origine, le coût abordable, le confort et la conception du manche, la résistance à l’ursure et periode de garantie du factoryant.Il convient de noter que, contrairement aux années 90, l’acheteur est devenu plus exigeant. Les Horizons des acheteurs se sont élargis, tandis qu’un plus grand nombre d’entre eux savent requirement de quel type de couteau ils ont besoin. L’acheteur moderne a la possibilité d’acheter un produit individuel qui lui convient en termes de caractéristiques et de performances externes. Dans le même temps, un nouveau type de couteau est apparu – Every Day Carry, c’est-à-dire un couteau pour tous les jours – un couteau de type urbain qui peut être utilisé et démontré dans les lieux publics sans crainte. Ils sont de conception неагрессивный, комфортабельный портье и т.
д. utiliser. Ces dernières années, les couteaux dits de survie sont également devenus populaires, консус для многофункционального использования в экстремальных условиях. Avec leur aide, vous pouvez couper des branch pour allumer un feu, kitchenr, nettoyer des peaux d’animaux, construire une maison и т. д.Dans le cadre des tenances ci-dessus, le magasin prévoit de présenter une variété de de products pour effectuer un achat qui répond aux besoins individuels de l’acheteur. La creation d’un store spécialisé stationnaire serait plus appropriée dans une ville de plus de plus de 500 000 жителей, qui compte un grand nombre de client solvables Potiels. Le niveau de la requeste de couteaux peut être jugé sur la base du nombre de requêtes dans les moteurs de recherche électroniques (таблица 2-3).
Лангет. 2 Le nombre de requêtes Internet Liées à l’achat de couteaux par les villes russes*
Вилле
Спрос “acheter un couteau”
Суммарный объем требований по жидким продуктам**
Toute la Russie
Санкт-Петербург
Екатеринбург
Ростов-сюр-ле-Дон
Нижний Новгород
Новосибирск
Краснодар
Челябинск
Красноярск
Волгоград
Кемерово
Ставрополь
*база по статистике Яндекса Wordstat au 14/04/2016
** le montant comprend les requirements “acheter un cuteau”, “prix des cuteaux”, “magasin de couteaux”, “boutique de couteaux en ligne”, “acheter un couteau à Moscou”, “acheter un couteau pliant”, “acheter un couteau papillon”, “acheter un magasin de couteaux”, “acheter des couteaux en ligne”, “acheter un couteau de chasse”, ” acheter un couteau à baïonnette”, “où acheter un couteau”, “acheter des couteaux dans une Boutique en ligne”, “acheter un couteau dans Saint-Pétersbourg”, “acheter des couteaux de kitchen”, “acheter des couteaux à lancer” , «Ашетер ун куто де куто», «Вент де куто», «Ашетер ун куто кизляр», «Ашетер ун куто при», «Ачетер ун куто керамбит», «Ашетер ун куто а кран», «Ашетер ун куто Дамас» , « acheter un couteau à main », « acheter des couteaux pas chers », « acheter des couteaux pas chers », « acheter des couteaux japo nais», «acheter des couteaux de survie».
Des idées toutes faites pour votre entreprise
Languette. 3 Les requêtes Internet les plus populaires avec le mot “couteau” selon Yandex
Спрос
Номер требования
ашетер и куто
куто-гибриды
почтовая оплата
prix des cuteaux
Куто-де-шассёр
магазин куто
критика куто
кулинарные изделия
Jeu de couteaux
meilleurs couteaux
магазин куто на линии
Куто в Москве
acheter un couteau à moscou
acheter un couteau pliant
cuteaux pliants acheter
Куто-эн-асье
куто папийон ашетер
Куто Дамас
Магазин модной одежды
couteaux de Combat
acheter des couteaux en ligne
маленькое куто
acheter un couteau de chasse
couteaux en ligne
couteau à baionnette acheter
où acheter un couteau
acheter des couteaux dans la Boutique en ligne
couteaux en acier damas
acheter un couteau en spb
аффютаж для свежего кофе
Список кулинарных изысков
couteaux de survie
Lames pour couteaux
couteaux de lancer acheter
acheter un ансамбль куто
vente de couteaux
acheter un couteau Кизляр
ашетер и куто керамбит
Мастер де Куто Ашетер
prix d’achat d’un couteau
acheter un couteau pour un hachoir à viande
acheter un couteau à cran
Lames pour couteaux à acheter
acheter des couteaux pour la machine
ашетер куто дамас
acheter un couteau fait main
couteaux bon marché à acheter
acheter un couteau pas cher
acheter des couteaux japonais
acheter des couteaux de survie
Il est prévu d’utiliser Internet comme main canal de Promotion sur le Marché.
Le magasin aura son propre site internet, qui présentera un catalog de produits avec les maines caractéristiques du produit. Les client pourront command en ligne et benéficier d’une livraison locale gratuite. Les commandes vers d’autres villes seront envoyées par la poste ou par des sociétés de transport. Le service sera basé sur une approche orientée client. Le magasin sera pésenté sur les réseaux sociaux populaires, où des information sur les nouveautés, les Promotions et les remises seront publiées, et des консультации seront données aux клиентов sous la form d’une вопрос-ответ. Pour élargir le Marché des ventes, la direction du magasin prévoit de cooperer activement avec les sociétés de chasse de la ville, клубы охотников, туристы и т. д.5. План производства
La Coutellerie sera ouverte à Zone centrale ville, intérieur entrée séparée dans un immeuble à plusieurs étages. Horaires d’ouverture du store: tous les jours, с 9:00 до 19:00.
Магазин для продажи площадью 30 м².
метров. Le loyer sera de 1 000 рублей. пар м² метр. Les locaux devront être réparés au taux de 10 000 рублей. пар м² M. Vous aurez également besoin de l’équipement Commercial nécessaire (pour plus de détails – Tableau. 4).Tableau 4 Couts d’Equipement
№
цена, фроттер.
Количество, шт.
Коут, вспениватель.
Материалы для эклеров
Автоматический распределитель заготовок
Борн без исчисления
Материальное обеспечение
Информационно-бюроматериальная техника
Итого:
290 000
Магазин aura besoin de deux vendeurs travaillant en équipe.
Sur le stade initial le travail en tant que l’un des vendeurs sera repris par l’entrepreneur lui-même. Основные требования, предъявляемые к продавцам товаров, а также к емкости, связанной с одеждой, знание теории, справедливое различие между типами d’acier, определение емкости, связанной с национальными изделиями и незнакомцами. торговые марки (FOT – voir tableau. 5).Таблица 5. Персонал и масса сотрудников
Приблизительные расчеты доходов и доходов магазинов в пристройке , les dépenses liées à l’achat de biens auprès des Fournisseurs, les frais d’entretien du site et de tenue de livres, utilitaires, services de sécurité и т. д.
6. План организации
L’étape de préparation du début des ventes prendra 3 mois, qui seront nécessaires pour les transaction immobilières (заключение контракта о местонахождении, репарации и оборудование), формирование комплекта, сбор персонала, развитие и наем веб-сайт, и т.д. Les responsabilités pour la gestion des employeeés à temps plein et à la pige seront assumées par l’entrepreneur.
Il couvrira le travail d’établissement de contacts avec les fournisseurs, la planification stratégique, les activités de marketing, ainsi que les fonctions d’un conseiller aux ventes dans la periode initiale de travail. Les conseillers en vente seront chargés de recevoir, d’exposer, de vendre les marchandises, de tenir les registres des ventes et de conseiller les client. Les responsabilités qui ne sont pas liées à la réalisation d’un profit, telles que la comptabilité, la support du site Web, seront transferes à des tierces Organizations.7. План финансирования
La taille de l’Investissement initial sera de 1 785 000 рублей. Les éléments de cout d’investissement sont présentés dans le tableau. 6. Предварительные отчеты, чистые результаты и результаты, представленные в приложении 1.
Tableau 6. Couts d’Investissement
Элемент покрытия
Монтант, пенопласт.
Инвестиции в недвижимость
Местный ремонт
Оборудование салона
Материальная база
Иммобилизации, включающие
Создание сайтов
Autres dépenses (транспорт, надпись, телефонные разговоры)
фондовые биржи
фондовые биржи
Контент отправления
900 000
Итого:
1 785 000
8.
Оценка эффективности проекта. Dans le tableau. 7 Montre Les Indicatorurs de Performance du Magasin.Таблица 7. Показатели эффективности проекта
9. Риски и гарантии
Le projet d’ouverture d’une Coutellerie Specialisée Presente un niveau de risque moyen. Основная опасность типа предприятия заключается в том, что он представляет собой общественный магазин, à propos duquel, pour la rentabilité, le magasin doit travailler en étroite сотрудничество с клиентами, en leur offrant non seulement produits de qualité, mais aussi d другие услуги (affûtage de couteaux). De plus, l’instabilité de la requiree peut être directement Liée au produit lui-même: un couteau de haute qualité peut servir le propriétaire Pendant des Années, jusqu’à ce qu’il vienne pour un deuxième achat. А cet égard, la direction du magasin sera constamment intéressée à élargir les canaux de Distribution des Produits.
Таблица 8. Оценка рисков, связанных с проектом, и мер по предотвращению надзора или последствий
Рискованный
Вероятность возникновения
Серьезность последствий
Меры профилактики
Нестабильность спроса
moyen
À l’epoque soviétique, la factory de couteaux était punie par la loi, et peu importe dans quel but vous fabriquez un couteau.
Néanmoins, dans chaque entreprise où il y avait une rectifieuse, il y avait des amoureux pour fabriquer un couteau pour eux-mêmes ou pour leur camarade. Les couteaux étaient fabriqués à partir de n’importe quoi: d’une lame de scie à métaux pour le metal, d’une lame de sci circulaire и т. д. Il est Important que le materiau du couteau soit durci, toutes les entreprises n’ на термальных курортах.Désormais, фабрикация d’un couteau n’est pas poursuivie par la loi, bien sûr, si votre couteau n’est pas une arme de melée.
Заинтересованные блюда на тему “Coutellerie à la Maison”
Информационная справка о понсеузе à bande ou la meuleuse.
La machine is indéniablement bonne, mais chère. Acheter un bon grinder est pour moi irréaliste, mais simple et глупо. Идиот, в моей версии, J’ai travaillé toute ma vie dans des entreprises de Construction de Machines et fabriquer n’importe quelle machine n’est pas un problème pour moi.
J’aime les descentes вогнутые avec un tranchant net.
Par consequent, dans la factory d’une ponceuse à bande, j’ai fait d’un d’untraînement de 165 mm le travailleur main. Или я une плиты en acier poli mesurant 250×180 для струйных спусков Directes де ла Crosse. Je n’ai pas voulu fabriquer une machine bon marché, et je ne pourrai pas le faire. Pour fabriquer des produits bon Marché, il fallait être né en Chine.
Il y a beaucoup de pieces couteuses sur ma machine. Le poids de ma машина весит 36 кг.
Malheureusement, la meuleuse ne résout pas la tâche mainle — средство, обеспечивающее спуски высокого качества с чистой скидкой. Vous avez besoin de beaucoup d’expérience. Dans les entreprises spécialisées dans la facility de couteaux, l’expérience n’est pas nécessaire, tout est décidé par des machine.
Проходя мимо, ремесленники, производящие изделия высокого качества, используют все сорта одежды для повышения качества продукции.
J’ai également développé et fabriqué ma propre version de l’appareil pour supprimer les pentes, jusqu’à présent unique pour les concaves.
Permettez-moi де уоиз rappeler que j’aime les couteaux avec des descentes concaves et un tranchant net.Tous les couteliers n’ont pas de broyeur; les couteaux sont fabriqués sur une machine à affûter ou, en d’autres termes, un aiguiseur. Soit dit en passant, somes d’entre eux s’en sortent très bien.
J’ai testé mon appareil sur deux taille-crayons, un taille-crayon avec une vitesse de 2800 tr/min, l’autre de 800 tr/min. Lors de la première descente je l’ai fait en 12 минут, lors de la seconde en 35 минут.
Ma tâche était de faire des descentes de haute qualité.
Et il me semble que j’ai fait face à ma tâche, permettez-moi de vous rappeler – je n’ai aucune expérience.
La photo montre un appareil pour les descentes вогнутые. Comme vous pouvez le voir, l’appareil est très simple. Si vous le souhaitez, et surtout, si vous avez les bons outils, vous pouvez le faire vous-même. Les Dimensions ne jouent ici aucun rôle, le réglage se fait à l’aide d’une rainure sur la partie superieure.
Le rayon de la lame est de 250 mm Qu’est-ce que je voulais dire quand j’ai intitulé ma page “Couteau de mes propres mains” ? Le fait qu’un couteau, avec l’aide de cet appareil, peut être fait par n’importe qui avec un peu d’expérience.Et mieux vaut ne pas s’embêter avec la factory de luminaires, mais acheter chez moi, d’autant plus que mes prix sont bas.
La photo montre un appareil pour les descentes вогнутые.
Le prix de l’appareil aujourd’hui стоимостью 1370 рублей.Vous apprendrez à travailler avec cet appareil en visionnant ces deux film:
En Russie aujourd’hui, le prix de l’appareil est de 1370 рублей.
Ce montant comprend les frais de port.
Vous pouvez recevoir un colis avec un appareil de ma part de la manière suivante.
Vous envoyez un mandat à mon nom avec votre addresse. Ayant reçu le virement et votre adresse, je vous envoie un colis le jour même.
Пн адрес: 460024 Оренбург, вуайя Киселева 71
Гладычев Александр Иванович.
Bienvenue sur le site Web de l’usine d’outils de Saint-Pétersbourg “STANKODETAL”
Sur notre site Internet Vous trouverez des informations sur les outils de cuteau. Nous espérons qu’il vous aidera à faire le bon choix. Потребительские продукты — нематериальные и высококачественные.Couteaux à découper en metal
Couteaux de coupe en metal, используемые в металлургических отраслях промышленности, для утверждения и преобразования. Nous produisons des couteaux pour couper des tôles, des aciers ronds, carrés, ainsi que des bandes, des cornières, des canaux, du carton ondulé, des tôles profiles, pour la factory de profilés en treillis, pliés et laminés.
Гильотины Couteaux
Les couteaux à guillotine sont utilisés sur les cisailles à guillotine pour couper les tôles noires et non ferreuses. Nous produisons des couteaux pour guillotines nationales et importées de toutes marques pour la coupe de metal d’une épaisseur de 0,1 à 40 мм.
Nous produisons des couteaux solides et composés.Couteaux à disque
Циркуляционные кулеры для купе ла толе, используемые для продольных линий ламинария, прессы для дождя, столы для купе и другое оборудование. Nous produisons des couteaux avec des tranchants droits et inclinés.
Куто для медных стержней арматуры
Куто для медных стержней арматуры, используемые для медного покрытия арматуры, вкл. renforce thermiquement dans les industrys de renforcement des produits en beton armé, la product de metalliques, la Construction, l’assemblage et d’autres entreprises. Nous produisons des couteaux pour les équipements nationalaux et importés.
Couteaux concasseur
Couteaux de concasseur sont utilisés sur les équipements de concassage – concasseurs pour le traitement du bois, du plastique et d’autres matériaux, y compris les déchets.
Couteaux à ébrécher
Les Couteaux à déchiqueter sont utilisés sur les déchiqueteus pour le trastement du bois и т.
Д. . Nous produisons des couteaux pour les équipements nationalaux et importés.Couteaux combinés
Nous produisons également : couteaux pour cisailles à presse, des couteaux combinés, des couteaux pour la coupe de barres d’armature, des couteaux d’angle, des couteaux à bande, couteaux à feuilles , couteaux de profile , couteaux pour ferraille.
Изготовление гильотин
Изготовление гильотин. Les capacités de production permettent la production de couteaux solides jusqu’à 2000 мм в длину. Pour les équipements importés avec des couteaux solides de plus de 3000 mm, nous avons développé ne technologie pour leur production à partir de composants sans réduire la qualité de la coupe et la commodité de réglage des écarts, ce n’est pas seulement une économie Importante sur les couteaux eux-mêmes, mais aussi une facilité de entretien – affûtage des couteaux.
Couteaux pour cisailles de presse COMPACT.
В наличии…
Куто на булочки со спиралью бобов SPIRO
Куто СМЖ-175
Lire la suite…
Внимание! ПРЕДЛОЖЕНИЕ ДЛЯ ПРОФЕССИОНАЛОВ!
С помощью современных техник применения термальных средств, связанных с получением информации о расходах на современное оборудование, возможно увеличение продолжительности жизни куто для гильотины на гильотине 2 на 2,5 fois par rapport aux couteaux fabriqués à l’aide de la technologie standard.
Использование гильотин, устойчивых к ударным нагрузкам, не требующих использования Уменьшение расхода финансовых ресурсов sur l’outil de 1,5 à 2 fois, et aussi, Экономия ресурсов на твердом оборудовании: , плюс la force de coupe est de moins en moins uniforme, moins les pieces de la guillotine s’usent, ce qui signifie Votre équipement durera plus longtemps !
Usine d’outils de Saint-Petersbourg “СТАНКОДЕТАЛЬ” offre les services suivants:
Affûtage des couteaux plats
Affûtage des couteaux plats. Les capacités de notre production nous permettent d’affûter des couteaux pour des équipements nationalaux et importés d’une longueur superieure à 3000 мм.
Affûtage des couteaux circulaires
Affûtage des couteaux à disque. Nous effectuerons rapidement et efficacement l’affutage des couteaux circulaires pour les lignes de coupe продольный де l’acier laminé, ainsi que d’autres équipements.
Производство модной одежды
Производство модной одежды нестандартных размеров, продажа рисунков для клиентов для отделки фасадов или изделий из длинных материалов, предназначенных для индивидуального производства.
Conception d’outils de cuteau.Производство циркулярных куто
Nous acceptons les commandes pour la facility de coléaux circulaires selon les dessins du client pour couper l’acier enroulé, les Machines à fente et autres, et il est également d’affûter les couteaux circulaires
Изготовление мазута для прессования
Производство мазута для прессования, в том числе: мазут для прессования комбинированный, мазут для медных стержней арматуры, куто NG5222, куто NB5222, куто HB5222, 92 куте , куто СМЖ-172 , куто СМЖ-322 , куто СМЖ 652
Couteaux pour cisailles de presse en stock
Pour la commodité de nos client, des couteaux communs pour cisailles et guillotines sont disponibles en stock , h14aux2, couteaux h412 couteaux h578, couteaux HA3225, couteaux NG-13, couteaux NG-16, couteaux ND 3314, couteaux NK3418, couteaux STD-9A couteaux, couteaux H 3118, couteaux HA 3222, couteaux HA3225, couteaux H 3222, couteaux STD9A, couteaux HA 3121, couteaux ERFURT и т.
д.Couteaux à découper en metal
de bois et d’autres matériaux où, en plus d’une dureté élevée, une viscosité élevée est également requise, le choix de la nuance d’acier joue un role Important pour éviter l’écaillage et la rupture du couteau sous des обвинения brusques и де шоколад. Le but de уверенный aciers à couteaux courants peut être Consulté dans la section de référence.Антивибрационные опоры
Предлагаются сменные детали для вспомогательных машин : антивибрационная опора OV-70, антивибрационная опора OV-31M – вставка для антивибрационной изоляции промышленного оборудования и машин. moyennes tailles avec des bancs hardes de précision normale et élevée.
Nous serons heureux de vous voir parmi nos клиентов!
Usine d’outils Saint-Pétersbourg 2010
Revue générale, модели, оборудование
Фабрика куто депюи длинных времен, мейл ле профессионалс парми ле консомматерс си редкост ку’ил фаут экспликер а преск шак персоне комментарий ильс доивент эттре модифиес, льет и куто исправление фабрике н’а па бесоин д’этр аффют, комментарий, un couteau doit être fabriqué de sorte que le terme “auto-affûtage” peut lui être appliqué.
“que Certaines taches sur la lame ne sont pas du tout un défaut de l’acier, mais au contraire … Tout le matériel a été préparé par moi pour une Доступная лекция et ne ne pas prétendre être scientifique ou “académique” de quelque manière que ce soit. Au contraire, j’ai esseé de tout raconter sous form de contes et de petits trucs. Ce n’était pas si difficile pour moi de vous en parler, j’ai passé tout cela entre mes mains, car il n’y a pas de littérature sur de tels sujets à vendre. Il y a, bien sûr, divers article, livres, mais ici, afin de pouvoir immédiatement, en un seul endroit, parler de уверенные проблемы, не решаемые для того, чтобы одеться, de quelques subtilités, astuces … Tout est diverse sur des îles séparées … Ayant gagné un peu d’expérience, je veux aider ceux qui, pour une raison quelconque, veulent se faire un couteau à découper ou autre, mais, pour les memes raisons, sont obligés de Communiquer avec des Amateurs de “Coutellerie”.
J’ai moi-même start à me considérer comme un “professionnel” Pendant environ sept ans, depuis que la “coutellerie” est devenue mon métier, et je reçois du pain pour ma famille grâce à ce que je fais et comment. La vie et la pratique, eux seuls sont canes de donner une véritable appréciation de votre travail. Quelqu’un parle des avantages d’un couteau et le juge par “externe”. Mais son raisonnement est “внешний”. Pour moi, par instance, l’éclat de l’éclat du polissage de l’acier ne dit rien du tout sur la qualité de l’acier lui-meme, mais parle de l’attitude du maître envers son travail. Combien иль уважать се qu’il a fait. Et, en même temps, le trait transversal mat de fin polissage me parle duprofessionalisme de celui qui a mis la main à la lame. Quatre-vingt-dix pour cent des gens passeront devant un couteau avec un manche quelconque en forme de losange et une lame de douze cmètres et ne s’arrêteront pas. Dix, rien qu’en respectant, diront: «Bon couteau!». Parmi ces dix il y aura moi-même, et ceux pour qui le couteau est avant tout un outil. J’espère que vous serez parmi ces dix. Le boucher et le diviseur, le chasseur любитель и le chasseur-pêcheur ne se soucient pas de quelles technology lame est faite, mediévale, примитивный или ультрасовременный. Il besoin que le couteau coupe ле плюс longtemps возможно и др qu’il так удобно à utiliser. Ici, il a toujours raison. Dans mon raisonnement et mes talks avec les gens, j’utilise assez souvent l’expression “creer des couteaux”, et beaucoup sont d’accord avec moi. En règle générale, ce sont des personnes qui ont déjà esseé de faire des усилия данс ла фальсификация и др qui ont déjà une Certaine expérience dans la creation d’un cuteau. Je vais эссеер де уоиз expliquer комментарий fabriquer vous-même un bon couteau, car l’entraînement n’est pas interdit par notre loi. Pour un apprentissage “rapide”, vous devez lire cette page et – bonne шанс.С уважением, изображение. C’est ainsi que vous devrez “enlever” l’excès de metal pour obtenir la conception de lame la plus simple. Contour noir – ле контур де ла pièce sur la coupe. Румяна для контура — это контурная отделка. Ремплиссажная роза – “corps de lame”. Le remplissage gris est ce dont vous n’avez pas besoin. Ainsi, vous pouvez fabriquer n’importe quel couteau aux propriétés limitées, qu’il s’agisse d’un couteau de kitchen или d’un couteau domestique.
Pour creer un produit fonctionnel, vous devrez lire au moins tout ce qui sera discuté ci-dessous et vous asseoir plus d’une journée pour l’émeri … Et c’est le MINIMUM !!! Mais n’ayez pas peur !!! Même si vous ne voulez pas creer de couteaux, je vais essier de le rendre intéressant pour vous, ou peut-être apprendrez-vous quelque selected de nouveau par vous-même…ОБОРУДОВАНИЕ. Tout d’abord, je tiens à vous avertir qu’il n’est pas du tout nécessaire de collection l’ensemble du matériel. Vous pouvez choisir n’importe quel modele et effectuer sereinement tous les travaux avec ип минимальное оборудование. Croyez-moi, j’ai commencé avec un moteur de 2,2 кВт. Больше на минимальном расходе, больше для мгновенного… Sur la photo, vous voyez une meule abrasive d’un d’un diamètre de 300 mm, d’une épaisseur de 40 mm; диаметр осады 76 мм. Les rotations doivent être faibles: 1200-1400 об/мин. Avant le travail, pour des raisons de sécurité, le cercle doit être au repos, подвеска 15 минут, puis nivelé avec un crayon diamant ou du corindon jusqu’à un faux-rond Minimum.
Toutes les ограничения doivent être supprimées. L’accès au cercle doit être aussi libre que возможен. Vous devez être, способный d’appuyer sur la pièce à usiner à n’importe quel angle afin d’enlever le metal là où vous en avez besoin, et non là où l’émeri “le veut”. Pour espèces Differentes les œuvres doivent être sélectionnées par son cercle. Pour le bois — плюс тендр, pour l’acier — плюс dur. J’используйте основные параметры трассы: размеры 300x40x76, твердость – CM1 / CM2, зерно – 25A40P. Le cout moyen est de 10 $, selon l’endroit où vous achetez et à qui … J’achète Principlement des cercles à l’usine de Luga. L’usine d’abrasifs de Moscou produit également de bonnes roues, mais d’une manière ou d’une autre, l’ame ne ment pas, bien qu’en l’absence de “Luga”, je l’utilise eventnellement. .. Vous aurez également besoin de cercles de feutre. En coutellerie, ils doivent avoir des diametres nombreux et différents. Ils ont été achetés par moi il y a longtemps, dans le magasin de bricolage, за 55 рублей (застой) за штуку. Vous devez avoir environ 5 grands cercles, диаметр от 250 мм до 400 мм, лучший вариант – 300 мм. Et, de preférence, beaucoup de petits diametres, épaisseurs и другие конфигурации. Les cercles de feutre ont été fabriqués dans des usines de feutrage (или у avait une sorte d’etiquette sur le cercle), et vous ne devrez les acheter qu’une seule fois. Ils ne sont pratiquement pas dépensés. Maintenant, le tout est acheté au “marché aux oiseaux” de Moscou. Je donne ces information pour que si vous voulez faire quelque selected, vous n’ayez pas à courir beaucoup à la recherche de ce dont vous avez besoin … вопрос отдельный — подготовка к кругу ведения родов. Le plus ennuyeux est le “centrage”. Sur la photo, vous voyez un arbre de poupée de polissage avec une roue en feutre.
1. L’arbre lui-même.
2. Un mandrin avec un filetage conique (ci-après nous l’appellerons une carotte).
3. Филатташе.
4. Disque de polissage en feutre.
Айнси, главная школа в центре города. Mais, peu importe comment vous le définissez требовательность, le cercle “battra” toujours sur l’arbre подвеска ла ротация. Afin de supprimer le battement autant que may, je fais ceci:
1. Avec une barre d’acier chauffée au rouge (dans une forge ou chez un soudeur), je brûle un trou conique d’un diamètre extérieur de 10 mm et d внутренний диаметр окружающей среды 30-35 мм. Ensuite, je l’enduis de colle de menuisier et, lorsque la colle sèche, je l’enroule fermement sur une “carotte”, lubrifiée avec de la vaseline ou de l’huile végétale. Le fil du siege apparaît. Ensuite, la colle sèche et le cercle est prêt à être «восстановление».
2. Je fabrique un cutter à partir d’une известь, bien que n’importe quelle plate durcie puisse être utilisée.
3. J’enroule le cercle sur la “carotte”, mais pas serré, mais légèrement, de sorte qu’il s’assied juste avec un siege. Ensuite, lorsque vous appuyez sur le cercle avec un cutter, il tournera jusqu’au moment limite requis.
4. Comme un tourneur, je begin à meuler le cercle au Minimum. Ceci s’applique aux meules de polissage. Car à part leur appliquer de la pâte à polir, il n’y a plus de travail préalable. Une autre выбрал est le meulage et la finition des meules. Дополнительные операции необходимы для подготовки. Nous allons continue…
5. Après avoir tenu la “carotte”, nous enduisons la surface de cercle avec de la colle de menuiserie, laissons sécher et maintenons à nouveau la carotte. Après avoir enduit de colle, il est nécessaire de maintenir le cercle pour une raison simple – le cercle “трубопровод”. Peu importe vos, la colle fera son “travail”, et après lubrification et séchage, le cercle, comme si de rien n’était, “s’éteindra” à nouveau.
6.Последняя операция. Nous etalons de la colle à bois et roulons ле зерновой абразив nécessaire. Le cercle est prêt. Техническое обслуживание, а-ля fin des opérations, vos mains ne “tomberont” pas avec des changements frequents de cercles. Un Mouvement suffit pour la torsion, et le cercle lui-même “s’envolera” de la “carotte”. Ils en ont jeté un autre, et Pendant le fonctionnement, il tournera jusqu’à la valeur limite.ВНИМАНИЕ!!! Ne plantez pas de cercles d’un diamètre superieur à 200 mm sur la “carotte” – ELLE SE DÉCHIRERA !!! Уникальность в осаде Meule d’Emeri !!! Prends soin de toi!
À PROPOS DE L’ACIER 95Х18Ш.
На мысли о том, что главный критерий данс l’approche du couteau est l’acier. Permettez-moi d’exprimer la pensée “séditieuse” que ce n’est pas tout à fait vrai. Il me semble qu’après tout, le design passe avant tout. Есть определенные модели в оттенках д’асье 95X18SH используется в изготовлении – l’acier est très puissant, mais en même temps très “capricieux”. Il est utilisé dans la factoryation de roulements en acier inoxydable (les roulements fabriqués dans cette nuance d’acier sont marqués – “U” après le numéro). Pour une raison quelconque, tous ceux qui veulent avoir un bon couteau начинающий à “commencer” à partir de cette nuance d’acier. Mais l’ignorance de la bonne technologie de traitement thermique ou le manque d’equipement technology conduit au résultat inverse. Je connais quelques thermistes qui sont способный d’effectuer une thermique inversion “95” et d’obtenir une pièce avec une dureté prédéterminée. Avec une petite section du tranchant, un “effritement” se produit, ce qui entraîne Certain inconvéniits pouvant aller jusqu’à la perte d’une copy. Il est nécessaire d’augmenter la section au niveau du tranchant, ce qui entraîne une deminution de la power de “выездка”. комментаторы…ПРЕДЛОЖЕНИЕ L’ACIER 65G. Les bons couteaux sont en acier 65G… malheureusement ça rouille beaucoup. Ses Propriétés de Coupe Sont Excellentes. Mais les cas de plaintes, касающийся les couteaux de cette marque sont devenus plus frequents. Parfois, cela приходят – et forgé, et tiré, mais “ça” ne coupe pas ou, soudé sur le глупый boucher, ne coupe pas. J’ai start a chercher une raison et j’en ai trouvé une.
Pour les artisans et divers “artisans”, le 65G est disponible sous la form d’un ressort. Tous les produits sont fabriqués Principlement à partir de ce qui est extrait … dans les обширные étendues de notre étrange (du mot “платит” – ndlr) dépotoir de ferraille et d’équipements de qualité inférieure. Подвеска в определенное время, j’ai travaillé comme forgeron dans un dépôt de voitures et j’avais un access illimité à ce matériel. Chaque matin dans l’entrepôt “intermediaire” pour mes besoins il y avait 1-2 ressorts avec des tôles cassées. C’était mon travail de les apporter à la forge et de les démonter. Après le tri, ajoutez de nouvelles feuilles reçues de l’entrepôt, le tout est fixement redressé, assemblé et renvoyé à “l’écart” pour un nouveau chiffre d’affaires. Il semblera à quelqu’un que je décris toute la procédure de reparation du ressort Pendant un temps très long et fastidieux, mais croyez-moi, c’est nécessaire. Peut-être éviterez-vous bien des days désagréables. Подвеска 10 – 15 – функция путешествия, все, что связано с практикой “пасс аборигенов”, и курорты, на которых можно выйти на бис плюс. De plus, le ressort lui-même a des feuilles, comme une revue historique. L’un envoie des salutations des années 60, l’autre des années 80 et ainsi de suite … Que s’est-il passé? Soit la science avancé et commencé à mettre des substitutes хрупкие, soit l’eau était alors plus humide, mais le fait demeure – il vaut mieux ne pas utiliser de feuilles de sources fabriquees après les nnées 70. Например, je suis généralement Passé aux ressorts de wagon – 100% гарантия сохранения состояния. Mais pour le filet de sécurité, vous pouvez utiliser une feuille standard avec tous les marquages et accessoires. Et oui, vous n’avez pas besoin de le forger. Certes, sans forger un “zeste” manque, mais nous en reparlerons , Peut-être parlons plus…МАКЕТ. Je peux offerer aux débutants un modele de production simple mais déjà éprouvé. La première fois que je l’ai vue, c’était dans une exposition italienne. Frappant par sa simplicité et sa скромность, il m’a longtemps détourné d’autres recherches. La Société Italienne “KAYMANO” является непревзойденным креатором échantillon vraiment incroyable. Rien de plus simple: une poignée et une lame. J’avoue que je suis tombé amoureux de ce modèle. Et après quelques délibérations, j’ai décidé de le répéter. L’absence d’un tel modele parmi nos cuisiniers et vendeurs me déprimait моральный дух. Mais comment résoudre le problème matériel? En effet, pour la factory d’une lame à gradin, une rectifieuse plane de précision (surtout précise) est nécessaire.
Мем второй. Une machine traite la lame uniquement à partir du plan droit, l’autre à partir de la gauche … J’ai ce жанр d’argent non seulement pour la machine – pour la documentation pour eux (et maintenant je ne le fais pas ) !!! Mais il n’y a rien à faire, la chasse est pire que la servitude, comme on dit. J’ai esseé avec une grande “chute” – c’est inutile. Sur les lames larges (великий повар), cela ne peut pas être réalisé. Абразивный материал меньшего диаметра не имеет достаточного диаметра для захвата 50 мм в толще пены по длинному плану в одном проходе. Et la goulotte pour un couteau professionalnel est un élément non gagnant. Une lame de chef a besoin de poids et d’une rigité suffisante. Avec la conception dont nous avons besoin, la gouttière enlèvera tout le metal nécessaire au poids et à la hardité. Et cela signifiera que l’objectif n’est pas atteint. Puis j’ai compris – après tout, vous pouvez retire soigneusement l’excès de masse à l’aide d’un mandrin, c’est-à-dire outil ou dispositif special. Cet appareil doit берет на себя ответственность за ограничения. Et empechez la roue émeri rotative de toucher la Marche Polie. Dès que j’y ai pensé… une demi-heure plus tard, j’ai fabriqué le premier mandren. Il se composait de deux plates avec des trous calculés avec precision (comme sur la tige de la lame) pour les rivets. De plus, j’ai également jeté 20 mm du “talon” de la lame sur la Marche. L’effet était joyeux pour moi. J’ai immédiatement entrepris de fabriquer une demi-douzaine de couteaux. Cependant, la technologie était encore loin d’être pleinement développee. Premièrement, j’ai eu beaucoup de mal aligner les trous pour le rivet, et deuxièmement, j’ai dû percer les trous eux-mêmes dans la tige с диаметром 4 мм. Les таблички étaient fixées à la lame avec deux boulons avec des écrous M4.Производитель основных материалов: дебют с плавником
Эта заклепка имеет диаметр 3,5 мм, но не имеет аналогов. Vous devez “forcer” lors du rivetage – peu importe comment vous divisez la poignée, peu importe comment il y a une колебание а-ля соединение.
En bref, j’ai sacrifié du temps pour la qualité – j’ai start a riveter un mandrin de deux plates sur la tige, puis, pour retire le mandrin, meuler les rivets. “Сумасшедший дом” bien sûr, mais à ce stade c’était déjà un эксплуатация. La technologie est inefficace, mais cela suffit pour un artisan. Плюс позже, ла направление де l’Usine de Moscou “STIZ” m’a requesté de finaliser cette technologie for la production. C’est alors Que j’ai résolu ce problème avec le mandrin. J’ai simplement doublé une plate de 1,5 mm d’épaisseur et, après avoir percé un trou de 6,5 mm, j’ai start a fixer le mandrin avec un boulon et un écrou M6 sous la tige. Le problème avec le mandrin dans ce modele a eté résolu. Plus tard, j’ai start à utiliser cet appareil dans la factory d’autres modeles, en modifiant légèrement le mandrin.Dans les images ci-dessus – un couteau à découper vierge dans un mandrin, ci-dessous – un couteau de chef pour la viande.
СПЕЦИАЛЬНЫЙ КУТО. Les couteaux spéciaux sont peut-être les plus difficiles à fabriquer, me semble-t-il.
Eh bien, тант де условия leur sont imposées que parfois, cela прибытия, Vous Ruinez un ou deux blancs jusqu’à ce que celui souhaité начать à se révéler. Parmi ces couteaux figurent le désossage. Dans ce groupe, je connais plusieurs modeles. Ils diffèrent à la fois par les méthodes de Fabrication et par l’apparence. Les exigences en matière de propriétés de coupe et de formes dans cette catégorie sont si élevées que vous beginz parfois à supçonner les désosseurs d’être ennuyeux et capricieux. Mais tous les supçons s’effondrent lorsqu’on apprend à connaître les specificités de ce merveilleux métier. Parfois, подвеска 12 часов, un couteau fonctionne … Et si le maître Fabricant N’a Pas Esseé, ils se souviennent de lui pour combien de temps en vain … Cependant, pas pour très longtemps. Ces статьи sont généralement éliminés Rapidement. Je сожаление d’admettre que je ne fais pas исключение. Et j’ai dû écouter le peu flatteur … Mais j’ai passé la plupart des économies vocabulaire pour cette madee.
La raison en est que moi, voulant comprendre le secret du désossage, j’ai utilisé une astuce simple. Avant de mettre mon premier bunker en vente, j’avais trois “experts”. Deux d’entre eux travaillaient dans un magasin voisin, le troisième était le mari de mon camarade de classe, qui porte le merveilleux nom de famille Максичка (maintenant, soit dit en passant, à Moscou, vous pouvez trouver des produits semi-finis de са производства en vente). Plusieurs couteaux ont été fabriqués et distribués gratuitement avec un secret espoir de louanges… Ce n’était pas là. Échec complet… Même gratuitement. Mais je ne vous ennuierai pas avec une description de mes expériences et модификации (et il y en a eu plusieurs en six mois), mais je donnerai immédiatement des conseils à ceux qui suivent le chemin de la creation de couteaux à désosser. Cherchez le juste milieu dans la conception des lames… Ne lésinez pas sur l’achat des meilleures matières premières… Fabriquez une Paire de Couteaux pour le Boner au Choix. .. Donnez-leur au travail подвеска 2 часа и променад- вы. Si vous récupérez вос couteaux, ne vous inquiétez pas. Aucun de ceux qui utilisent cette pratique n’y a échappé. Si vous avez préparé le montant convenu pour un couteau, n’hésitez pas à beginner à fabriquer des couteaux, vendez presque tout. Si vous obtenez de l’argent pour les deux couteaux… Vous êtes ГЕННАДИЙ КОНСТАНТИНОВИЧ (ШУТКА) !!!Секреты или инструкции . Il faut un materiau qui puisse bien se cémenter. Vous pouvez utiliser de l’acier de nuance 40X. Vous faites le produit à l’état de pre-broyage. Циментация де 0,1-0,2 мм. Термическая обработка. Аффютаж. Результат: вязкое вещество в соединении с прочным цементным раствором 60 единиц Rockwell. Les désosseurs sont tres reconnaissants. Au contact de l’os, les deux диваны dures qui supportent la charge mainle se comporent de manière étonnante. Преск парфе.
Bon, mais tres cher (Damas compris), je n’ai fabriqué que 7 pieces dans toutes mes activités.
Je sais où ils sont, par qui et dans quel état. Je n’ai tout simplement pas suivi les plus chers et les plus simples (à mon большое сожаление maintenant). . . . . .PASSE-TEMPS. Dans une rangee spéciale est le temps libre. Presque toutes les idées inutilisées et les fantasmes qui me viennent à l’esprit, j’essaie de les incarner dans des produits exotiques ou dans des produits qui se vendent pour des “cadeaux”. Bien qu’il come toujours que c’est après une envolée qu’apparait quelque selected qui m’apporte une joie необъяснимое чувство глубокого удовлетворения. Cela s’est produit avec un couteau qu’un de mes amis m’a commandé pour un сувенир à un определенным гурманом. Le produit portait le nom d’origine «Couteau de kitchen сувенир для харакири, пригодный для повторного использования». Et à la fin est apparu — «ТАНТИК». Couteau à découper de style japonais pour le gibier et le poisson.
Sur commande d’une agence de voyage, plusieurs couverts “profil de pêche” en acier de Damas ont été réalisés pour une exposition en France. L’un des couteaux était soumis à des exigences très élevées. Tout d’abord, la flottabilité (le couteau ne doit pas couler). Deuxièmement, restaurer très Rapidement leurs propriétés de coupe (необходимость для коммерции). Troisièmement, les caractéristiques de conception doivent permettre au couteau de résister à une flexion à court terme de la lame jusqu’à 80 градусов. Et il se trouve que cette commande a été passée en trois endroits. J’ai fabriqué la lame, dans un autre endroit un artisan de grande classe a fabriqué le manche et la connexion (прилагает). Dans le troisieme, une gaine en cuir a été fabriquee – ajustée avec precision à la forme du couteau.Ces gars-là ne seraient pas seulement pas seulement dans des voyages touristiques, mais nous uniraient tous, diversés à travers la Russie, au moins dans les produits… ”
ИТОГО: Couteau à fillet de pêche – “ПУТИНА – 1”; “ПУТИНА-2”; “ПУТИНА – 3”.
на фото: пара охотников (ПУТИНА-3″, “СКИНЕР-С”). Tout au long de l’existence, une personne ne peut pas se passer d’un outil, et il est absolute de se passer d’un appareil tel qu’un couteau à ce jour. Il n’y pas longtemps, j’ai rendu visite à un ami qui est artisan dans la découpe d’objets et membre de syndicats d’artistes. Ce qui m’a frappé, c’est le nombre varié de haches qui, en fin de compte, sont utilisées pour la chasse à разнообразных плавников. Обратите внимание, что вы представляете новый жанр, а также активно работаете над изготовлением гаша и куто, сделанным самостоятельно.
Sécurité
Ceplan d’affaires peut être divisé en deux catégories. Dans le premier, l’entrepreneur agit lui-même en tant que createur de couteaux et de haches, et dans le second, il n’est qu’un intermediaire. C’est à peu pres la deuxième option et sera discuté. Si quelqu’un requiree quel est l’avantage de ce type d’entreprise et quels sont ses avantages, alors je ne peux pas hésiter à répondre – la sécurité. Nous parlons maintenant de couteaux de chasse et de haches qui ne sont pas froids.
Existe-t-il de tels outils de chasse? Bien sûr, il y en a, mais vous devez connaître Certaines subtilités, afin que plus tard vous n’ayez pas de problèmes avec les lois et la vente de marchandises. Premièrement, la longueur maximale de la lame doit être de 91 мм и 1 мм, а также 2,6 мм, 2,6 мм, 2 мм, 2 мм, 2 мм, 2 мм, 6 мм, а также 2,6 мм. lame aiguisée ou avec un grand angle de convergence. Sur la base de ces signes, il vaut la peine de passer des commandes et de faire внимание.Специализированный
Лорс де ла коммандер d’un couteau de chasse et d’une hache, vous devez suivre sa polyvalence et sa légèreté. Personne ne veut acheter un outil de coupe s’il ne peut que piquer ou couper la peau. Tous les couteaux sont généralement affutes dans un but précis et Certaines de leurs caractéristiques ne ressortent pas beaucoup, mais, par instance, un couteau de chasse est conçuэксклюзивность для le dépeçage au stade initial. Mais leur apparence devrait crier: «Achetez-moi!». Le couteau sélectionné à vendre doit être léger et foctionner même à des températures inferieures à zero.
Chaque couteau est livré avec sa propre sangle qui protège une personne contre les coupures. Il существует шесть типов de couteaux. Ils diffèrent par la longueur de la lame. La longueur est de 35 mm au plus petit représentant et se termine à 60 mm au plus long. Особенность Un bon cuteau aura toujours ипе сопротивление и ип fiabilité де efctionnement élevées.Les haches, en revanche, sont plus fonctionnelles et diversifées, et l’apparence devrait captiver l’il. Existe quantité différente le matériau à partir duquel le manche est fabriqué, mais de toute la gamme présentée, j’ai le plus aimé les représentants du manche en noyer canadien et en bouleau Korel. Toute bonne hache de chasse doit être équipée d’un écorcheur et doit être способный d’écorcher, d’éviscérer, de désosser la viande, puis de la diviser en rations. Si Auparavant la tenance était aux haches rugueuses, lourdes et encombrantes, elles ont maintenant été remplacées par des haches miniatures et uniques. Une bonne hache devrait peser environ 400 à 500 grammes et son épaisseur devrait être de 3 à 4 mm.
Comme dans le cas d’un cuteau, la hache doit résister à des températures glaciales, et doit également être ornée d’un beau fermoir qui la protège ainsi que son propriétaire.Vente
Beaucoup, probablement, tordent maintenant la question dans l’esprit: “Comment et pourquoi des commandes me seront-elles passées?”. Tout est si simple que c’est difficile à croire. Maintenant, il gagne en Popularité pour Individualiser tout et tout le monde. Cela s’applique également aux article ménagers. Beaucoup sont prêts à payer trop cher pour des article de même qualité, уникальность s’ils sont différents. C’est l’équivalent des couteaux et des haches. Vous pouvez simplement faire quoi pour creer vos propres modeles de poignées et en assembler un couteau solide. Le style de la lame et de la poignée doit соответствие и композиция doit être complètement уникальны. Vous pouvez trouver des artistes Talentueux qui seront prêts à réaliser des projets pour les couteaux ou à acheter un perfect acier, mais avec un design dédiocre et à le refaire, en général, il existe de nombreuses options.
Мастер модных украшений, рисунков и рисунков
Этот план дел не является простым и содержит возможности имен и реализации. La vente elle-même peut être effectuée à la fois en ligne et via une Boutique en ligne. Этот донне que ces couteaux et haches ne sont pas рассматривает comme des armes blanches et sont gratuits pour la Distribution, une telle entreprise peut également être Mise en Automaticique.
Si vous cherchez une idée d’entreprise pour votre entreprise, alors consultez mon article Entreprise dans votre propre propre ou un autre Comment trouver une idee pour votre entreprise.
С уважением, Михаил Яковлев.
Материалы и технологии для изготовления куто
Два фактора, влияющие на качество хлопка куто: химический состав ль’асье (sa marque) и сын термального происхождения (trempe). Le second est peut-être encore plus важный. Erreurs à traitement thermique(durcissement) peutgravementaltérerlespropriétésinoxydablesdel’acier ou le rendre cassant.
Трепетное качество – c’est sans aucun doute un facteur non négligeable, en foction de cela, lame peut être molle, rapidement terne et se plier trop (pas chaude) ou devenir cassante et cassante (surchauffée). Malheureusement, la qualité du traitement thermique ne peut être évaluée d’un coup d’œil et et, par consequent, il faut tenir compte non seulement de la nuance d’acier d’un couteau particulier, mais également du niveau d’équipement technologique et де-ла-культура де производства дю фабрикант. Cet égard, lors de l’achat de couverts fabriqués в гараже или мелком предпринимателе в маленькой кузнице без профессионального оборудования, vous vous fiez au hasard et vous ne pouvez garantir la qualité qu’en paroles.
L’une des qualités de l’acier est sa dureté. Принципиальный элемент, определяющий срок действия углерода. Les aciers dont la teneur en carbone est superieure à 0,6 % sont considerés comme «à haute teneur en carbone».
De nombreux Fabricants de couteaux spécifient la dureté de la lame. En règle générale, partout dans le monde, cet pointur est mesuré en unités Rockwell (HRC). Sa valeur pour la plupart des aciers varie de 24 (un указывает d’acier “brut” non trempé) на 64 единицы. (il s’agit d’un signalur d’aciers comme le Kh22MF soumis à un durcissement approprié avec un faible revenu). Les materiaux plus durs n’appartiennent plus aux aciers, il peut s’agir de céramiques et de divers carbures. Par example, nos aiguiseurs de couteaux sont équipés d’inserts en carbure de silicium d’une dureté de 88-90 часов.Другим важным качеством является устойчивость к коррозии. Не содержит неоксидантный абсолю, содержащий 13% хрома, не считается “неокисляемым”, автомобиль обладает высокой устойчивостью к коррозии. Dans le processus de durcissement de l’acier, les éléments d’alliage jouent un rôle важных – молибден, марганец, ванадий и т. д., qui sont indiqués par les lettres responseantes dans le marquage. Например, l’acier Х22МФ содержит хромомарганец и вольфрам.
Parmi les aciers domestiques, le plus courant pour les couteaux est l’acier 65X13.
D’après le marquage, содержание углерода в составе 0,65%, буква “X” означает хром и индикация, которая не окисляется, содержание хрома 13%. Ле скальпели медицинские и другие инструменты не ле плюс souvent fabriqués à partir de cette nuance d’acier, et par consequent, cet acier est souvent appelé «медицинский» или «хирургический». C’est un très bon acier, le couteau en est facilement affûtable, mais avec une use aggressive, il devient rapidement terne. L’un des très bons avantages de cet acier est que lorsqu’il est correctement traité, il ne rouille presque jamais. Cet acier est le materiau de la lame d’un bon couteau de kitchen, de pêche ou de Tourisme. Il est simple et facile à affûter même dans des situations de terrain «à propos d’un caillou». Un bon tradeeur thermique peut obtenir de très bons résultats avec cette nuance d’acier.Nuance d’acier 65G – il est coupant et élastique, les couteaux à lancer et les dames cosaques sont souvent fabriqués à partir de cet acier, il est facile à oxyder (brûlure, noircissement), la dureté des cosaques est jusqu’à 57 HRC, il nécessite des soins, après utilization, les lames de cet acier doivent être essuyées et de préférence lubrifiées pour éviter lacorrosion.
Le marquage 65G rappelle la teneur en carbone de 0,65% dans l’acier. La Surface de la Lame finie est polie miroir à la main par défaut si aucune finition n’est sélectionnée.Acier 95X18 – fait parte de meilleurs aciers la production nationale, qui est perfecte pour la factory d’outils de coupe, a une dureté élevée (плюс 60 HRC), tandis qu’une assez bonne résistance aux chocs avec un Соответствующее термическое свойство, продолжающееся в соответствии с условиями эксплуатации, в связи с необходимостью владения хромом (17–19 %) является наиболее устойчивым к коррозии. La Surface de la Lame finie est polie miroir à la main par défaut si aucune finition n’est sélectionnée.
Acier Kh22MF в течение срока действия, определяемого по номиналу в углероде (1,45-1,65%), после окончания срока службы, в соответствии с требованиями к качеству 62-64 HRC, в качестве основного элемента alliage de cet acier est le chrome (11-12,5%), le molybdène (0,4-0,6%) et vanadium (0,15-0,3%) – ils augmentent les propriétés de coupe et la résistance à l’urure, augmentent la résistance et la trempabilité, et fournissent également des propriétés inoxydables.
Une lame en Kh22MF ne craint pas l’humidité, cependant, après une use prolongée, elle peut encore noircir, contrairement au 95×18, или плюс хром в составе, больше карбона. La Surface de la Lame finie est polie miroir à la main par défaut si aucune finition n’est sélectionnée.Acier 9XC содержит 0,9 % углерода и 1,5 % хрома и кремния, имеет твердость 65 HRC. Toutes les descentes sur les lames sont effectuées manuellement par le forgeron à l’aide d’un marteau, et la geométrie est telle que les descentes sont en forme de cône dans deux plans (de la crosse de la lame au tranchant et du manche au траншант дю куто).
Неокисляемая алмазная ковка Acier (XB6) — Кисть с дополнительным содержанием углерода от 1,25 до 1,45 %, хрома от 0,4 до 0,7 % и вольфрама от 4 до 5 %. Il est assez difficile à trater, mais a une dureté élevée (62-65HRC) proche de celle du diamant, à cet égard, les couteaux fabriqués à partir de celui-ci sont très Pendant longtemps garder l’affutage et permettre de couper des matériaux d’une dureté значительный.
Notre acier diamant XB6 устойчив к коррозии при нормальном использовании.Acier Damas – композитный материал, полученный для ковки. Dans notre acier Damas, nous utilisons des aciers à haute teneur en carbone tels que ShKh25, U10A и 65G. Les couteaux ont une dureté très élevée de 62-64 HRC et se distinguent par des proprietés de coupe exceptionnelles dues à l’alternance de chess metalliques légèrement plus douces et légèrement plus dures, qui créent une micro-scie sur le tranchant. Кушетка плюс во время начала ярмарки Sailie avec le temps, formant une micro-dent de scie. Ainsi, превосходное качество купе, достигнутое, которое поддерживает мем апрес-ун, функционирует в течение длительного времени.
Nous utilisons du Damas “déchiré” – les диваны qu’il contient, contrairement au Damas torsade, sont toujours perpendiculaires au tranchant, ce qui permet d’obtenir un plus grand nombre d’alternances de costes plus dures et plus douces sur le tranchant, ce qui forme le Damas micro-vu.
fin Damas par rapport à l’habituel, il présente un motif de кушетки plus intéressant, ainsi qu’un plus grand nombre d’intersections de ces кушетки dans la party de celui-ci qui forme le tranchant. En raison du motif plus petit et plus expressif, une qualité de coupe légèrement meilleure est obtenue. Et bien sûr, la technologie de factory est plus complexe.
Poudre Uddeholm ElmaX – l’un des Leaders mondiaux Universellement Reconnu parmi les aciers destinés à la factory d’armes et d’outils coupants d’elite Principlement. L’acier inoxydable suédois avec des additifs d’alliage сочетает в себе повышенную устойчивость к роскоши и устойчивость к коррозии. Смысл владения хромом (18 %) и молибденом (1 %) в составе Alliage, L’acier ELMAX est très bien, адаптированный к изготовлению деталей бытовых приборов в условиях непогоды. , qui, selon leur destination, peuvent constamment en contact avec l’humidité. Le Principal avantage de l’acier de type poudre est son homogénéité – l’uniformité de lastructure, comme dans un liquide, contrairement aux aciers ordinaires, où les atomes sont combinés en réseaux cristallins et les liaisons entre les cristaaux ne sont pas si fortes , et dans les cristaaux eux-mêmes il y a des endroits avec des carbures plus durs et avec des éléments plus mous.
L’acier en poudre est dépourvu de tels défauts, en raison de l’uniformité де са структура. La dureté des lames de couteau имеет твердость 60-65 HRC. La Surface de lame finie est legèrement mate.Vanadis-10 acier allié en poudre importé, qui a une résistance et une ténacité élevées (car il une teneur élevée en carbone de 2,9%, ванадий 9,8% и молибден 1,5%), ainsi que cet acier est résistant а-ля коррозия (en raison de la teneur en chrome de 7,8% ). L’acier Vanadis-10 устойчив к жидким остаткам и позволяет сохранять долговременные ароматы. La dureté des lames de couteau имеет твердость 62-65 HRC. Ce type d’acier est fabriqué en Suède par Udellholm. La Surface de lame finie est legèrement mate.
Vanax – неокисляемый порошок с высоким содержанием азота и устойчивым к воздействию углерода, обладающий твердостью металла 60 HRC. Il une très grande durabilité offrant une perfecte propriétés mécaniques et haute résistance а-ля коррозия (absolument ne rouille pas).
Существуют две модификации таких масел, как Vanax 35 и Vanax 75
В готовом виде, Vanax 35 является единственной версией, обладающей высоким уровнем владения азотом, например, Elmax или M390 (с использованием молибденового масла плюс élevée 7), Vanax 7 Прочее в составе 35, отличающееся основным принципом владения ванадием и азотом.
Comment fabriquer un couteau de vos propres mains
Nous proposons pour nos modeles Vanax 35. La Surface de lame finie est légèrement mate.
PSF-27 – Лучший опыт в мире для производства оборудования для купе aujourd’hui, fabriqué selon la technologie de formage par pulvérisation (струйное распыление), avec une dureté suffisamment élevée (62 HRC) il une bonne ténacité et est relativement facile à affûter. Les tailles de carbures sont de 5 à 10 микрон. Состав chimique suivante: Карбон – 1,5 %, Хром – 12 %, Молибден – 0,7 %, Азот – 0,3 %, Марганец – 0,4 %, Кремний – 0,4 %, Ванадий – 1 %. La Surface de lame finie est legèrement mate.
Приятного шоппинга!
Информация аналогичная.
Константин Куликов преобразовывает les ventes de couteaux en un un spectacle militarisé et a réussi à se démarque de la concurrence. Cela a permis de creer une production à partir de zero, ce qui lui a rapporté 105,7 миллионов рублей. начальник отдела по делам аннексии последних лет
Константин Куликов (Фото: Сергей Ермохин для РБК)
Фондатор Кизляра Supreme, 34-летний Константин Куликов, специалист по каталогам продукции. Le voici à l’image d’un ковбой сюр фонд американской природы, le voici en костюм де ниндзя данс ине usine désaffectée. Les photos sont généralement prises par le conjoint de l’entrepreneur Pendant le voyage. Kulikov dit qu’il ne s’agit pas d’economiser sur les modeles photo. Un маркетинговый блестящий и нестандартный est ce qui le distingue de nombreux concurrents, ce qui signifie que vous devez tout faire vous-même. “Un couteau sans histoire n’est qu’un morceau de fer”, – адмет Куликов.
Илья септ, общество Валентина Куликова, отца Константина, и двух партнеров, Кизлярское производственное предприятие (Кизлярский ПП), цессе де фурнир де продуц а л’ун де сес ревендерс, Куликов младший. Un conflit d’entreprise a commencé et l’entrepreneur a organisé sa propre production de couteaux Kizlyar Supreme. В 2017 году выручка Кизляра Верховного была продана на сумму 105,7 миллионов рублей, а прибыль нетто – 8 миллионов рублей, одна квартовая выручка не экспортируется в страны États-Unis, l’Allemagne и l’Australie.
Pères et fils
Константин Куликов родом из Кизляра, Дагестана и Кавказа, il est de coutume de donner des couteaux aux hommes. Depuis 1992, Валентин Куликов et ses amis ont commencé à les produire sur commande sur la base de l’entreprise locale Energoremont, et en 1998, ils ont ouvert leur propre PP Kizlyar, devenant finalement un Important factory de couteaux (selon SPARK, le chiffre d’affaires de l’entreprise en 2016 s’élevait à à 137 миллионов рублей, чистая прибыль – 4,7 миллиона рублей).
Семья и деменж в Санкт-Петербурге и Куликов-младший, вход в местную школу техники для технологий промышленности, финансов и права. Il a décidé d’aider son père dans l’entreprise. « Дебют в 2000 году, je me suis plongé dans Internet. В эту эпоху, peu de gens à Kizlyar savaient ce qu’était un site Web et E-mail”, se souvient Koulikov. Il a fait le site Web de l’entreprise, le jeune homme était sûr que les ventes de couteaux pourraient être Значимое дополнение к этой серии promus. Lors de cours ennuyeux à l’école method, il a lu le livre “Principles of Marketing” Филипа Котлера, qu’il a emprunté à sa sœur.
В 2003 г. Куликов поступил на факультет коммерции Сиднейского технологического института – образование с получением оплаты от отца. Parallèlement à ses études, Куликов-младший, etudie les Marchés d’import, participé à des expositions, montré des échantillons de produits du Caucase и noué des contacts avec des дистрибьюторы locaux. Плюс tard, il a voyage aux États-Unis et en Allemagne, recontré des vendeurs de couteaux locaux.
Il est retourné en Russie en 2009. “J’avais les yeux qui brûlaient, je voulais changer le monde”, se souvient l’entrepreneur. Tout d’abord, il a organisé sa propre store en ligne et traduit toutes les informations sur les couteaux en anglais. A décidé de travailler comme revendeur indépendant.
Ответственность за быстрое раскрытие идей молодых людей в “ПП Кизляр” приводит к враждебным действиям. Например, Куликов-младший était sûr que les noms des couteaux devaient être changes: «Un couteau portait le nom «Sh-7»: «Sh» – large et 7 – parce qu’il était le septième d’affilée lors de la сертификат, » se souvient-il.
La livraison et l’assortiment laissaient également beaucoup à désirer. vente et apportait des produits – il prenait et montrait ce qu’il pensait être nécessaire, et non ce qui était requiredé», explique Куликов. l’entrepreneur, le couteau aurait pu être recouvert de noir, mais cela n’a pas été упоминается в документах Parfois, les livraisons étaient retardées de deux mois à compter de la date de commande.
Toutes les temptatives de Kulikov pour changer quelque selected se sont soldées par un échec – le père, qui, selon SPARK, soutenait 40% de l’entreprise, soutenait les Initiatives de son fils, et ses partenaires, qui en avaient chacun 30%, étaient contre. En fin de compte, un conflit d’entreprise a commencé et PP Kizlyar a cessé de Fournir des couteaux à Куликов-младший à vendre. Генеральный директор ПП Кизляр, Владимир Деркач, отказавшийся от комментария ситуации в РБК, подтвердивший свое мнение о “внутренних делах предприятия”.
Куто и гаражи
Ольга Мокляк, ответственный за отдел маркетинга бутиков модной одежды и линий Златмакс, оценка продаж куто в туризме и шассе в России на сумму 1,8 миллиарда рублей. данс л’анне. Le Marché est petit et tres conservateur. Selon elle, главные актеры внутреннего рынка в области производства куто-форж Ворсменский в регионе Нижнего Новгорода, A&R в регионе Челябинск и ПП Кизляр в Дагестане. Mais récemment, de plus en plus de petits ateliers sont apparus qui produisent des cuteaux faits à la main.
Депюи 16 анс, Сергей Агафошин издает специальный журнал “Prorez” sur les couteaux. В 2016 году он стал последним номером бренда и открыл собственное ателье, занимающееся производством куто-ремесленных изделий. Le staff est petit – seulement trois personnes, revenus mensuels – 100 000 рублей. Агафошин утверждает, что он является лансе в сыне предприятия для двух причин: il a toujours été intéressé par les couteaux, et aussi parce que le Marché des couteaux se développe de manière dynamique. Selon lui, il y a 50 ans, aux États-Unis, il y avait un boom de la production de couteaux “de Garage”. Il espere дие l’histoire себе répétera en Russie.
Les couteaux russes ont une bonne réputation à l’étranger, заявляет Евгений Еграшкин, генеральный директор бутика на линии Ножиков. Beaucoup de gens нацелен на лучший дизайн и лучшее качество. Selon lui, le marché americain du couteau est le plus progressiste et le plus Important au monde. Le russe n’occupe que 5 à 7 % du monde.
Selon ГОСТ, les armes blanches comprennent des couteaux avec une lame d’au moins длиной 90 мм, épaisseur de crosse de 2,6 до 6 мм, une dureté de lame d’au moins 42 unités Rockwell, ainsi qu’ une lame aiguisée et une poignée de sécurité.
Une est nécessaire pour acheter et transporter un tel couteau, ce qui réduit immédiatement le marché des ventes. Mais si vous modifiez au moins un paramètre, le couteau n’est plus consideré comme une arme de melée, explique Agafoshin.Couteau avec histoire
Kulikov a commandé son premier couteau Appelé Survivalist в Гуанчжоу в конце 2011 года. бондарь. Австралийский модельер Джулиус Конрад, который встретился со своими учениками в Сиднее, помощником разработчика модели. Par instance, il a inventé un manche de couteau, à l’intérieur duquel se trouve un «kit de survie» — des allumettes, un pansement, du materiel de pêche и т. д.
Первый лот, маленький, в окружении 1000 куто, больше, чем первый лот, состоящий из иностранца. La nouvelle marque немедленно начала экспортироваться в Австралию. База дистрибьютора в Сиднее, Zober Berry, дежа-венду-де-куто Кизляр и акцепто де travailler avec Кизляр Верховный. Et Kulikov – rencontré des Distributurs allemands grâce à Julius Konrad.
С двоюродной сестрой Дженни Допген и сыном Мари Лотар на репризах продукции Kizlyar Supreme. De Réseaux russes les produits ont commencé à être vendus par «Старый солдат», «Солдат удачи», «Сплав» и др.Pour chaque couteau, Куликов, автор предложения под псевдонимом и концепцией. Par пример, одно предприятие produit un couteau Appelé Kid. Le catalog le décrit comme “un couteau petit mais très Solide, способный к ярмарке выбора серьезных ассесов”. Ou le couteau Aggressor – «мощный и агрессивный, peut être utilisé dans les forces spéciales».
Маркетинговый центр Кизляра Supreme était à l’origin des expositions dans le monde entier. Pour se démarquer des autres entreprises, Куликов leur предлагает ип зрелище. Ле сотрудников Кызляр Верховный mettent де береты verts, SE Transform en kakis, raccrochent де манекены де гранаты, utilisent де vieilles boîtes soviétiques sous des masques à gaz et des armes au вместо vitrines. Dans le contexte de cet entourage, un représentant de l’entreprise est assis et aiguise les couteaux.
“Je me souviens que lors de la première exposition Moscow Blade en 2012, des concurrents sont venus, se sont moqués de nous, ont demandé: avez-vous servi dans l’armée?” se souvient Куликов. Il n’a pas servi dans l’armée, mais a joué à de nombreux jeux vidéo, как Splinter Cell. Il s’est avéré qu’une telle approche “ludique” vous permet d’attirer l’attention, et les coûts sont faibles – seulement quelques dizaines de millers de rubles pour les vêtements et les boîtes.
“Récemment, la Russie a commencé à se comporter de manière agressive sur la scène internationale, et nos tenues sont parfois tout simplement choquantes pour les étrangers. Mais l’effet ne fait que s’intensifier – ils nous reconnaissent. Il y a des клиенты, которые не согласны с тем, что нужно для экспозиций, только для того, чтобы посмотреть на нотр-мини-спектакль», объяснил Куликов.
Фото: Fournie par le service de presse
Для участия в коммерческих партнерских программах предприниматель может получить доступ к профессиональным фотоматериалам, каталогам и описаниям куто.
«Nous leur simplifions la vie : après tout, ils doivent faire leur travail : les ventes, pas le marketing, offerer des descriptions de couteaux pour leur Boutique en ligne», — поясняет Куликов.Le problème clé du Marché est niveau faible connaissances sur les couteaux des vendeurs ordinaires. «Le roulement du staff ne contribue pas au fait que les gens savent généralement ce qu’ils vendent — parfois ils s’en moquent, ce qui signifie que les ventes ne peuvent pas reussir», — поясняет Куликов. Pour résoudre ce problème, plusieurs fois par an, les employee de Kizlyar Supreme se rendent au Bureau des partenaires commerciaux et donnent des conférences sur les couteaux.
Блогеры и специализированные СМИ помогают в продвижении. Дебют, Куликов с’est assis сюр де форумы Интернет-специализированных и др lui-meme fait la publicité де се couteaux, и др lorsque де blogueurs видео sot Apparus для прохожих en revue les produits, il начало à Leur дистрибьютор де couteaux gratuitement.
Il Collabore également avec la presse occidentale spécialisée. Распространите тестовые образцы французского выживания, американских клинков и ножей, иллюстрированных немецким журналом Messer Magazin и другими.Toutes ces étapes ne semblent pas innovantes, mais sur le marché conservateur des couteaux, peu de gens sont sérieusement engagés dans la Promotion, рекламодатель Евгений Еграшкин.
Трудности экстернализации
Годовая премьера функционирования, Куликов производит 10 000 куто. Ils ont été fabriqués sur commande dans plusieurs entreprises russes et chinoises, например, les lames ont été fabriquées par trois Fabricants. Couteaux collectés dans un entrepôt à Saint-Petersbourg.
Неудобства для этого устройства. Например, l’un des Fabricants a surchauffé la lame et les couteaux se sont avérés cassants. Kulikov se souvient qu’il est venu au cinéma, mais qu’il n’a pas pu о фильме, car il a reçu un message Avec une vidéo d’un ami sur la façon dont le blogueur casse facilement son couteau.
J’ai dû d’urgence пенсионер ле партии.Une autre fois, les factoryants chinois de Fourreaux ont echoué. В сотрудничестве с японским дизайнером, предпринимателем и воображаемым модерновым типом фурро и командой из 5 000 штук изготовителей шинуа. Ils sont arrivés à Saint-Petersbourg avec un retard de deux mois et, en raison de l’humidité sur le navire, leur surface était couverte de champignons. Куликов и сын персонал devaient nettoyer caisse à la main. “De petites erreurs et des jambages sortaient constamment”, se souvient-il.
Международные торговые марки, производящие основные товары в Китае. Et Kulikov s’est rendu compte qu’il devait organser sa propre production en Russie: cela lui éviterait les трудность экстернализации, et serait également un plus lors d’un déménagement à l’étranger – les couteaux russes y sont mieux traités que les chinois.
Фото : Сергей Ермохин на РБК
Мой отец помощник по производству – на 20 акрах земли под строительство ателье в Кизляре и 3 миллиона рублей.
Один другой 100 000 $ в капитале Куликова-младшего Aujourd’hui, 30% от Kizlyar Supreme LLC, принадлежащего Куликову-старшему, 70% au plus jeune.À l’été 2013, le premier conteneur avec équipement, meules et courroies a été amené sur le territoire du nouvel atelier Kizlyar Supreme, et un four de urcissement numérique pour lames a été installé. L’ouverture de notre propre production a permis non seulement de résoudre les problèmes actuels, mais également d’augmenter les volumes de production – désormais 4 000 couteaux y sont produits par mois.
Елена Пасашникова, директор по производству в 2015 году. Женщина-дирижер по Дагестану, редкая актриса Куликова. En plus d’elle, 38 человек, занятых в бизнесе. Kulikov dit qu’il connaît chaque employee et essaie de les motiver. Например, il enregistre les commentaires des Distributurs lors d’expositions et les montre aux travailleurs du magasin. «Les gens ont besoin de savoir pour qui ils travaillent», explique-t-il.
Le coût moyen d’un couteau от 3 до 4 000 рублей.
Aujourd’hui, l’entreprise produit des couteaux de chasse, de lancer et de Tourisme. Les produits Kizlyar Supreme sont vendus Principlement par l’intermediaire de partenaires russes et de leur propre site Web. Le canal de vente en gros représente 40 % des Revenus, la store en ligne en rapporte 25 %, 25 % supplémentaires proviennent des exportations (l’approtation pour l’export de produits Structurellement similaires aux armes doit être obtenue auprès de la Division de la Garde russe), le reste est un ordre de l’État. Осенью 2015 г., les couteaux Kizlyar Supreme sont devenus une partie de l’équipement de battle de l’armée russe, le soi-disant soldat du futur kit. L’entreprise n’a pas de contrat direct avec le ministère de la Défense de la Fédération de Russie, elle agit en tant que sous-traitant.Сопровождающий, Куликов предвидит производство без учета туристических кухонь. Les échantillons sont prêts. Il считать Китай comme un Marché clé. «La concurrence sur le Marché des Couteaux de Kitchen est élevée, car il est plus facile de les produire, mais il y a peu de couteaux de qualité, ce qui signifie que nous avons de la place pour nous développer», — заявляет Куликов.
L’entrepreneur compte sur la classe moyenne chinoise en plein essor. Selon lui, ses représentants préfèrent les marques étrangères.Внешний вид
“Ils savent attirer l’attention sur eux”
Евгений Еграшкин, PDG de la Boutique en ligne Ножиков
«Куликов а fait ce qu’il fallait en ouvrant Кизляр Верховный. L’Entreprise Kizlyar est une marque historyiquement établie, grande et maladroite, ses produits sont assez difficiles à convert en quelque selected de moderne. Кизляр Supreme, en revanche, évolue rapidement. Например, первые производители фабрик в Китае не решают проблем с качеством. Mais lorsqu’ils ont construit la production en Russie, la qualité s’est améliorée. L’avantage de l’entreprise est qu’elle ne reste pas immobile et expérimente, elle essaie constamment de sortir quelque selected de nouveau, et elle le fait bien. Ils répondent Rapidement aux réclamations des client. Par example, lors d’une des expositions, nous leur avons requireé de fabriquer le couteau «Storm» à partir d’un meilleur acier, ainsi que de changer la gâchette du couteau.
Ils nous ont écoutés et ont change le metal. Récemment, ils ont considerablement élargi la gamme, mais en même temps, il y avait une pénurie de marchandises dans l’entrepôt. Ils ont également une approche inhabituelle de la Promotion. Например, lors d’expositions, ils s’habillent en militaire ou s’habillent avec d’autres костюмы. Il EST невозможно прохожего à Côté d’eux lors de grands événements et de ne pas le remarquer. Ils savent attire l’intention»Мефистофель18 08-08-2009 22:40
déplace de l’atelier
bonjour bonnes gens. il y une вопрос. qui a une entreprise de coutellerie ou une entreprise de coutellerie ??? Je veux ouvrir le mien, je voulais connaître les caractéristiques de ce commerce
si 08-08-2009 22:44
Джай.
главная характерная черта est de vendre moins cher qu’acheté.Миша_А 08-08-200922:45
alors vous lisez Внимательность к форуму, к какому делу CETTE, ils ne se cachent pas comme
serpent 08-08-2009 22:51
в 18 лет, общие амбиции плюс резкость.
.. в начале мэтра искусства де ла кутелери, и лет коммерческий va tenir tout seul…Mefistofel18 08-08-2009 22:55
J’ai 50 ламелей сложного вариативного sur mon compte. appris à фальсификатор. il y a même des cuteaux exclusifs du film Les Chroniques de Riddick forges lui-meme. Je veux juste connaître toutes les nuances de cette madee, c’est tout
серж-вв 08-08-2009 22:56
Burnout
mais sérieusement, sans être une “marque promue” il est très difficile, comme dans tout autre domaine, de prouver que vous en êtes “digne”… enfin, ou vous pouvez prendre des volumes et des prix.. comme les Sanders, par instance… ou les Vikings (ne se souviennent pas de la nuit)… montrez avec quoi vous allez entrer sur le Marché, nous en discuteronssi 08-08-2009 23: 02
г. J’ai 50 Lames de Hardé Variable sur mon compte. appris à фальсификатор. il y a même des cuteaux exclusifs du film Les Chroniques de Riddick forges lui-meme. Je veux juste connaître toutes les nuances de Cette Affairs, c’est toutEt si c’est le cas, c’est plus intéressant.
на peut alors conseiller d’effectuer les essais il est souhaitable de comparer.
vous pouvez le transfert d’un couteau to tour de role à une dizaine d’autres qui souhaitent faire connaissance et tester.
расценки плюс près le Marché aux puces et mesterskoy = помощь в определении призов.
et ainsi – exposez le travail ici – s’ils sont dignes, ceux qui le souhaitent iront.
Мефистофель18 08-08-2009 23:03
Certes, je ne suis pas résident de Moscou, mais d’Izhevsk
CAMIONNEUR 08-08-2009 23:06
В Канаде?
змей 08-08-2009 23:10
Non, eh bien, Ася дит исправление. начинающий à vendre ici. Si les couteaux valent la peine, alors vous vous ferez un nom, une reconnaissance. L’essentiel est d’avoir son propre “truc”, un “zeste”, qui identait sans équivoque les couteaux comme les vôtres.
Les subtilités dont vous parlez ne sont pas tout à fait claires. А по поводу субтилитов тарификации? Ou Probleme juridique enregistrement de l’ICHP ou quel genere de couteaux fabriquer pour ne pas aller en Prison? qu’est-ce qui t’intéresse требование?
Мефистофель18 08-08-2009 23:16
J’ai une form moyenne par métier de tourneur. Je suis ami avec des marques d’acier, je connais tout et j’ai lu beaucoup de livres zaumnh sur la forge. en général, je veux faire des couteaux comme: Tourisme, chasse, exclusif, cadeau, et pour un use quotidien. sur les lois un peu канешно запутонно. Je n’ai pas bien compris quels couteaux doivent être enregistrés et lesquels ne le sont pas. il est donc nécessaire d’avoir des certificats pour tous. mais je ne sais pas комментарий ле obtenir. quelles инспекционный контактер и т. д.
змей 08-08-2009 23:16
Mais quoi, le “Khokhloma” a son propre consommateur, qui paie avec les mêmes billets que les naïfomanes sophistiqués.
.. l’essentiel est de pouvoir fabriquer les cuteaux “corrects”…Mefistofel148 90-113 Mefistofel148 90-113 -2009 23:21
Je n’ai pas encore pensé à ma propre astuce. et les couteaux que j’ai fabriqués sur 50 environ 20 étaient une copy de Kizlyar et d’autres couteaux
serpent 08-08-200923:25
в связи с сертификацией и разрешением, c’est требуя ce Dont Sanders a besoin pour être torturé. Mais c’est si vous allez faire des couteaux à l’échelle industrielle .. et à propos des lois, il y a un sujet ici dans l’Atelier à l’étage:
si 08-08-2009 23:26
цитирование: [B] Je suis ami avec des marques d’acier, je sais tout et j’ai lu beaucoup de livres zaumnkh sur la forge.
Eh bien, si c’est “tout” – alors respectez …
Эшедов 08-08-2009 23:26
Quel niveau de prix visez-vous ?
Мефистофель18 08-08-2009 23:27
non, pas en industriel, je ne peux pas remonter le дренаж.
bien que qui sit. Pour moi, le sujet réel du type. производство куто-де-сложность переменная и су-ла-командная и нормальная. le nombre promatif de couteaux est de 100 à 200 par an.Мефистофель18 08-08-2009 23:28
conternant les prix, mes couteaux étaient vendus de 250 à 15000.
си 08-08-2009 23:30
alors je ne comprends pas la question – s’ils étaient vendus 15 000 – alors pourquoi s’inquiéter ?
ou arrêté de vendre?
Эшедоу 08-08-2009 23:31
Voici le truc… si vous en sculptez stafflement un par semaine, alors le prix doit être élevé pour que cela ait un sens. Mais CE Que Vous Avez Posté… в отношении обсуждений де Ку. Il exists des instances de produits assez chers qui ont une requiree стабильный.
Мефистофель18 08-08-2009 23:45
Eh bien, si vous prenez ceux qui ont été vendus pour 15 000, alors, premièrement, la Fabrication lourde prend beaucoup de temps, et deuxièmement, les matériaux étaient chers.
Donc ça ne coûte rien de prendre 65G ou plus serré U13-U7 et de déforger pour faire un manche à partir d’une loupe de bouleau ou d’écorce de bouleau, cela ne prend pas beaucoup de temps pour un max de 4 jours. et c’est ce que je fais stafflement. il n’y a pas de gravure actuelle. jusqu’à ce que vous maîtrisiezси 08-08-2009 23:48
et non des Amateurs, Mais des Ordinaires – et 1000 ne peuvent pas être assommés …Mefistofel18 08-08-2009 23:50
Eh bien, cela se passe d’explications, mais je veux vraie et sur un Internet et vivez votre Boutique
serge-vv 08-08-2009 23:55
eh bien, les simples sur la Hansa n’iront pas plus de 3000r
et non des amateurs, mais des airants ordinaires – et 1000 ne peuvent pas être assommés …asi sait… il est responsable…
Quote : Initialement posté par Mefistofel18 :
et sur un Internet et vivez votre Boutiquedoit magason aller? quel sera notre gesheft?
си 08-08-2009 23:58
Деви: asi sait.
.. il est responsable… Ашедоу 08-09-2009 12:06
Qu’allez-vous vendre en magasin ? Pas un magasin n’est nécessaire dans un premier temps, mais une base de production. Vous ne voulez pas vivre en revendant, n’est-ce pas?
КУ 08.09.2009 12:11
La pratique montre qu’un simple couteau à une main devient Аренда от 5 000 до 7 000 рублей. Considerez les produits des éléphants comme les représentants les plus brillants (et probablement l’un des meilleurs de Russie) de ce creneau. Moins cher – уникальность де ла main-d’œuvre embauchée, une chaîne de montage и т. д. прелести капитализма. Avec une qualité appropriée…..
Mefistofel18 08-09-2009 12:12
Производственная база доступна. le courant de l’outil kaneshno ne suffit pas. для меня важный вопрос. комментарий ouvrir cette entreprise dans son intégralité, quels документы sont nécessaires pour l’enregistrement d’une telle entreprise, ce qui serait conforme à la loi et où obtenir des certificats pour les couteaux.
лицензия де вент. et vous êtes allé ailleurs. personne ne s’est la qualité des couteaux. Je donne une garantie. et si nécessaire, ils donnent du courant à l’affûtage des bijouxAlexPit 08.09.2009 12:15
mais ce n’est pas vendredi
serge-vv 08-09-2009 12:16
цитирование: Initialement posté par asi :
mais le pain sera meilleur.
Полагаю, что que la bière deviendra plus vivante … tant qu’elle sera chaude …. alors vous pourrez profiler le prochain produit saisonnier, avoir un stand avec des couteaux pour “l’assortiment” …
Эшедоу 08-09-2009 12:17
Деви: mais ce n’est pas vendredi
Alors celui-ci peut vraiment faire gonfler l’argent, c’est dommage.
серж-вв 08-09-2009 12:21
цитирование: Initialement posté par kU:
un simple couteau de factory unique devient сдаваемый в аренду от 5 000 до 7 000 рублей.
с’абоннер!
цитата: Initialement posté par Mefistofel18:
для моего важного вопроса. комментарий ouvrir cette entreprise dans son intégralité, quels документы sont nécessaires pour l’enregistrement d’une telle entreprise, ce qui serait conforme à la loi et où obtenir des certificats pour les couteaux. лицензия де вент.
et avec cela, vous devez passer à un autre sujet … Je pense que le sergent le jettera dans quelque Choose de Légal, car la question porte sur des juridiques, pas методы ….
Ашедов 08-09-2009 12:27
ссылка : Initialement posté par Mefistofel18 :
et vous êtes allé ailleurs. personne ne s’est la qualité des couteaux.Mon conseil pour vous (бесплатно, внимание). Concevez 10 моделей куто. Рисунки – детали, сборка. Ensuite, trouvez un technologue compétent, donnez-lui de l’argent, laissez-le estimer le processus method, calculez l’equipement en foction de la production de 500 produits de chaque modele par mois.
Estimera les coûts de production s’il le peut (вероятность il le peut très). Расчет ensuite le cût d’acquisition du matériel, de la location des locaux, de l’embauch du персонал.
Ensuite, tout compte fait, рандеву для консультации с адвокатом. Il vous expliquera комментарий ouvrir ипе entreprise де l’ampleur résultante и др combien cela coûtera.
Après cela, с учетом возмещения расходов на горные работы, аджутез-и-ле-фраи-де-де-демарраж-де-вентес.
Après cela, installez-vous confortablet et beginez à réfléchir dès le début.си 08-09-2009 12:30
цитата: Initialement posté par Mefistofel18 :
la base de production est disponible. le courant de l’outil kaneshno ne suffit pas. для меня важный вопрос. комментарий ouvrir cette entreprise dans son intégralité, quels документы sont nécessaires pour l’enregistrement d’une telle entreprise, ce qui serait conforme à la loi et où obtenir des certificats pour les couteaux. лицензия де вент. et vous êtes allé ailleurs. personne ne s’est la qualité des couteaux. Je donne une garantie. et si nécessaire, ils donnent du courant à l’affûtage des bijouxc’est hors sujet. d’un point de vue legal, de quoi échanger du pain et des couteaux. Преск.
Антон42 08-09-2009 09:16
Essayez de beginer à vendre vos produits sur ce forum, que ce soit juste des lames ou des couteaux finis, vous verrez comment ça se passe ! S’ils ne sont pas requireés ici, il est peu probable qu’il y ait une file d’attente “dans la nature” pour eux
Il est donc trop tôt pour penser à la proprieté intellectuelle. C’est alors qu’il y aura une requiree Constante.Кутелье 08.09.2009 11:01
Хмм… C’est vrai, les madees…
Je n’ai fait que plus d’une centaine de longues longueurs, et j’ai perdu le compte des couteaux il y a quelques années. Le besoin formel n’est venu que cette année. Mais avec les travailleurs – скука! Non, ils ont démenage! Dans une entreprise Telle Que la Fabrication de Couteaux, il faut des personnes non moins, mais plutôt plus expérimentées que lui-même.