Ножницы гильотинные н 478: Н478 Ножницы листовые электромеханические Н-478
alexxlab | 10.06.2023 | 0 | Разное
Н478 Ножницы листовые электромеханические Н-478
Общий вид и конструктивные особенности ножниц кривошипных Н478
- станина
- электродвигатель
- тормоз
- линейка
- линейка прижимная
- муфта включения
- вал коленчатый
- устройство автоматического отключения
- болт
- винт.
Схема кинематическая ножниц кривошипных Н478
Характеристика зубчатых колес
Обозначение колес по кинематической схеме | Число зубьев | Модуль | Ширина венца | Угол зацепления | Материал |
4 | 16 | 10 | 120 | 20о | Сталь 40Х |
5 | 47 | 10 | 120 | 20о | Сталь 35 |
6 | 15 | 14 | 20о | Сталь 40Х | |
7 | 68 | 14 | 120 | 20о | Сталь 35 |
Характеристика ремней
Наименование и обозначение | Номер стандарта |
Ремень С-3350 | ГОСТ 1281-63 |
Характеристика подшипников качения
Номер подшипников | Номер стандарта | Обозначение сборочной единицы (куда входит) | Кол-во подшипников на сборочную единицу |
3616 | ГОСТ 5721-75 | Н478. | 2 |
 00.000
00.000Станина ножниц кривошипных Н-478
Станина ножниц кривошипных Н-478 представляет собой сварную конструкцию с прикрепленным с помощью болтов столом, на котором неподвижно зафиксированы нижние ножи. Для регулировки зазора между ними стол можно перемещать, отпуская и затягивая крепежные болты.
Привод и валы ножниц кривошипных Н-478
На задней части станины ножниц Н-478 установлен электродвигатель (1). Вращение передается через пять клиновых ремней на маховик (9), через зубчатые колеса (4,5,6,7) на коленчатый вал (III). Промежуточный вал (I) установлен на радиальных сферических роликоподшипниках, коленчатый вал (III) – на подшипниках скольжения.
Тормоз ножниц кривошипных Н478
На правом конце коленчатого вала (8) установлен ленточный тормоз (3) периодического действия. Периодичность торможения осуществляется за счет шкива, эксцентрически распложенного на оси вращения коленчатого вала (4). За счет тормоза устраняется забегание под действием инерции коленвала. Торможение происходит в момент, когда линейка ножа (1) находится в верхнем положении.
Торможение происходит в момент, когда линейка ножа (1) находится в верхнем положении.
Муфта включения ножниц кривошипных Н-478
Муфта включения ножниц кривошипных Н-478 в разрезеНа левом конце коленчатого вала и ступице зубчатого колеса установлена шпоночная муфта включения. Втулки неподвижно посажены в ступице зубчатого колеса. Остальные детали соединяются с валом через втулку. Поворотные (рабочая и запорная) шпонки 3, 4 муфты включаются пружинами 5, поворачиваясь, захватываются полукруглыми пазами втулки 6. Втулки 7, имеющие полукруговые пазы, дополняют гнезда для круглых концов шпонки. Правый конец рабочей шпонки снабжен легкоотводным языком, который, ударяясь об один из пальцев, отключает шпонки, соединенные между собой рычагами 9. При включении шпонок угол поворота последних ограничивается пазом ведущей втулки 10
Муфта включения Н478.06.00.000 СБ
При нажатии кнопки «ручной рез» или педали «Рез педалью» включается электромагнит. Фиксатор 058 отклоняется вправо, освобождая от упора хвостовик 013. Хвостовик 013 находясь в чугунной ведущей втулке 011 входит в зацепление с шпонкой включения 010. Шпонка 010 соединена с рычагом 016 и под действием пружины 004 поворачивается вместе с рычагом 016, освобождая рычаг 015, который поворачивает шпонку 019.
Фиксатор 058 отклоняется вправо, освобождая от упора хвостовик 013. Хвостовик 013 находясь в чугунной ведущей втулке 011 входит в зацепление с шпонкой включения 010. Шпонка 010 соединена с рычагом 016 и под действием пружины 004 поворачивается вместе с рычагом 016, освобождая рычаг 015, который поворачивает шпонку 019.
Шпонки 010 и 019 поворачиваясь, захватываются полукруглыми пазами втулки 006, которая запрессована в зубчатое колесо. Зубчатое колесо поворачивает коленчатый вал, совершая полный оборот. Происходит рез металла.
По окончании оборота хвостовика 013 при соприкосновении с фиксатором 058 (фиксатор к этому времени занял исходное положение) поворачивается в гнезде чугунной ведущей втулки 011, одновременно поворачивает в исходное положение шпонку включения 010 с рычагами 016 и 015.
Шпонки занимают положение обеспечивающие свободное вращение втулки 006 совместно с зубчатым колесом. Осуществляется холостое вращение. Для включения в работу необходимо опять нажать кнопку «ручной рез» или педаль (в зависимости от установленного режима работы).
Примечание: при положении шпонок 019 и 010 изображенном на рис.8. осуществляется свободное вращение зубчатого колеса (холостой ход), при повороте шпонок 010 и 019 осуществляется включение муфты.
Линейка ножа и прижимная линейка ножниц кривошипных Н-478
Прижимная линейка прижимает разрезаемый материал и работает автоматически согласованно с движением линейки ножа. Усилие от коленчатого вала передается на линейку ножа посредством двух шатунов. Усилие нажатия прижима регулируется пружинами, вмонтированными в стаканы на прижимной линейке.
Система смазки ножниц кривошипных Н-478
Исправность и качественная работа ножниц кривошипных Н-478 напрямую зависит от своевременной смазки. В этой связи смазку необходимо осуществлять своевременно и в строгом соответствии со схемой и указаниями, приведенными в таблице.
Способ нанесения смазочных материалов: шприцем
Наименование смазочных материалов и обозначение стандарта: Циатим 201 ГОСТ 8773
№ | Наименование мест, номер позиции | Периодичность проверки и замены смазки |
1 | Подшипниковые узлы промежуточного вала. | Пополнение через 50ч. Замена через 3500ч. |
2 | Опоры шеек коленчатого вала, опоры вал-шестерен. | Не менее 3-х раз в смену. |
3 | Оси шатунов, оси рычагов, ось мех-ма включения муфты. | Один раз в смену. |
4 | Шатунные шейки коленчатого вала. | Не менее 3-х раз в смену. |
5 | Подушки, направляющие линейки ножа, прижимной линейки, муфта включения. | Один раз в смену. |

ВНИМАНИЕ: смазочные отверстия ножниц Н-478 промывать керосином не реже 1 раза в три месяца.
Установка ножниц кривошипных Н-478
Поставка ножниц кривошипных Н-478 заказчику осуществляется в собранном виде. Подъем ножниц Н478 в распакованном виде следует производить за строповочные уши, согласно схеме
Схема строповки ножниц кривошипных Н-478
Ножницы должны быть установлены на фундаменте согласно плану фундамента
План фундамента для установки ножниц кривошипных Н478
- Болт 1.
 2 М24х710 Ст3пс ГОСТ 243791-80,
2 М24х710 Ст3пс ГОСТ 243791-80, - .Гайка М24.6.05 ГОСТ 5927-70
- .Шайба А24.01.05 ГОСТ 11371-78
Подготовка ножниц кривошипных Н478 к работе
При подготовке к работе необходимо:
- осмотреть ножницы Н478, убрать посторонние предметы со стола;
- проверить надежность крепления ножей, а также соответствие величины зазора между ножами согласно табл.7.;
- смазать ножницы согласно таблицы смазки;
- проверить натяжение клиновых ремней и при необходимости подтянуть;
- установить упор на задаваемый размер;
- обнаружение недостатки устранить.
Включить автоматический выключатель QF1, при этом загорится сигнальная лампочка на пульте управления.
Установить переключатель в положение «Одиночный ход» и «Управление кнопкой».
Нажать кнопку «Электродвигатель», после того как двигатель наберет обороты (1-2 мин.) подать разрезаемый лист до упора и нажать кнопку «Рез». Последующие резы осуществляются нажатием на кнопку «Рез».
Для работы с педалью установить переключатель в положение «Управление педалью». Рез осуществляется путем нажатия на педаль.
Для выключения ножниц необходимо нажать кнопку «Стоп» или «Общий стоп».
Порядок работы на ножницах кривошипных Н478.01
- Включить автоматический выключатель QF1 (при этом загорится сигнальная лампочка на пульте управления).
- Установить переключатель в положение «Одиночный ход» и «Управление кнопкой».
- Нажать кнопку «Электродвигатель».
- После того как двигатель наберет обороты (1-2 мин.) подать разрезаемый лист до упора и нажать кнопку «Рез» (последующие резы осуществляются нажатием на кнопку «Рез»).
- Для работы с педалью установить переключатель в положение «Управление педалью». Рез осуществляется путем нажатия на педаль.
- Для выключения ножниц нажать кнопку «Стоп» или «Общий стоп
Техническое обслуживание ножниц кривошипных Н478.01
- Техническое обслуживание ножниц по периодичности, выполняемым операциям и трудоемкости подразделяется на ежемесячное (ЕО) и периодическое техническое обслуживание (ТО).

- Ежемесячное техническое обслуживание выполняется в течение рабочей смены.
- Периодическое техническое обслуживание выполняется через 700 часов работы.
- Текущий ремонт необходимо проводить через 3500 часов, капитальный – через 30000 часов.
- Перечень работ ежемесячного обслуживания должен соответствовать таблице.
Содержание работ и методика их проведения | Технические требования | Приборы, инструменты, приспособления и материалы, необходимые для выполнения работ |
1.Произвести контрольный осмотр ножниц и электроаппаратуры перед началом работы. |
|
|
2.Проверить надежность крепления болтовых соединений. |
| Набор гаечных ключей |
3.Проверить состояние верхних и нижних ножей, наличие между ними зазора. | Величина зазора согласно таблице 6 | Визуально. Щуп. |
4.Смазать ножницы в соответствии с таблицей смазки 4. |
| Циатим 201 ГОСТ 8773 |
5.Проверить работу ножниц на холостом ходу. | Температура подшипников качения не должна превышать 70 оС, подшипников скольжения – 60оС, направляющих – 50оС. |
|
6.Контролировать работу подшипников с целью предупреждения их чрезмерного нагрева. |
|
|

Все замеченные неисправности должны быть устранены. При этом отключить питание ножниц.
Толщина разрезаемого листа, мм | 5 – 6 | 7 – 8 | 9 – 12 | 12-18 |
Зазор между ножами, мм | 0,3 | 0,4 | 0,5 | 0,6 |
Периодическое техническое обслуживание включает работы, предусмотренные ежесменным техническим обслуживанием.
Содержание работ и методика их проведения | Технические требования | Приборы, инструменты, приспособления и материалы, необходимые для выполнения работ |
1.Контролировать состояние рабочих поверхностей быстроизнашивающихся деталей. |
| Визуально |
2.Отрегулировать натяжение производных клиновых ремней. | Не допускается проскальзывание. | Визуально. Гаечные ключи |
3.Проверить состояние режущей кромки ножей. Переустановить ножи, а при затуплении обеих режущих кромок шлифовать | Не допускается работами с затупленными и выкрошенными кромками ножа. | Визуально. Гаечные ключи |
Характерные неисправности ножниц кривошипных Н-478 методы их устранения
Затягивание лист между ножами.

| Зазор между ножами не соответствует толщине разрезаемого листа. | Уменьшить зазор путем перемещения стола, отрегулировать зазор в соответствии с инструкцией. |
Материал не прижимается или прижимается с одного конца
| Вышла из строя или слабо натянута пружина. | Сменить или подтянуть пружину. |
Тормоз не останавливает коленчатый вал в верхнем положении.
| Изношена лента или ослаблена пружина тормоза. | Сменить ленту или подтянуть или сменить пружину. |
Греются подшипники коренных шеек коленчатого вала.
| Плохо пришабрены втулки, в зазоры на валу или втулку не поступает смазка. | Прошлифовать или зачистить шейки коленчатого вала и пришабрить втулки. Проверить поступление смазки. |
ЗУ выступившей смазки по бокам вкладышей шатунов заметны частицы металла.

| Отсутствует смазка. | Проверить поступление смазки. |
Тугой ход ножевой или прижимной балки.
| Направляющие слишком затянуты, отсутствие смазки, задиры. | Отпустить направляющие. Проверить поступление смазки. Разобрать и пришабрить ножевую балку и направляющие. |
Род тока – переменный , 3-х фазный.
Напряжение – 380 В; 50 Гц.
Напряжение цепей управления:
переменного тока 110 В; 50 Гц.
Напряжение цепей сигнализации – 22 В; 50 Гц.
Напряжение цепей освещения – 24 В; 50 Гц.
Количество точек освещения – 3.
Электродвигатель главного привода 30кВт 2950 об/мин.
Схема электрическая принципиальная ножниц гильотинных кривошипных Н478
- лампочка – электросеть подключена
- лампочка – двигатель включен
- ключ
- переключатель – местное освещение кнопка
- кнопка пуск
- кнопка стоп
- кнопка пуск циклов (одиночных, автоматических)
- кнопка – стоп циклов
- переключатель педаль-пульт
- переключатель циклов
- общий стоп
Описание работы ножниц Н478
Электрическая схема ножниц Н478 предусматривает следующие режимы:
- отключено;
- ручное управление;
- педальное управление;
- автоматический цикл;
- одиночный ход.

Символы органов управления показаны на рисунке
Выбор режимов осуществляется переключателями, установленным на пульте управления.
Ручное управление
Переключатель режимов SA2 ставится в положение «Ручное управление», при нажатии кнопки SB4 происходит одиночный цикл: включается реле KМ2, и включает электромагнит YА, который включает муфту.
Педальное управление
Переключатель режимов SA2 ставится в положение «Педальное управление», и при нажатии педали SB5 происходит одиночный цикл.
Автоматический цикл
Переключатель режимов SA3 ставится в положение «Автоматический цикл», и при нажатии кнопки SB4 включается KМ2 и становится на самопитание, электромагнит YА1 постоянно включен, происходят непрерывные хода (циклы) ножевой балки. Отключение производится кнопкой SB3.
Защита и блокировка
Защита схемы осуществляется автоматическими выключателями. Тепловая защита двигателя осуществляется тепловым реле. Электросхемой предусмотрена блокировка – невозможность работы ножниц, если решетка снята, то есть конечный выключатель SQ должен быть нажат.
Сигнализация и местное освещение
Электросхемой предусмотрена следующая сигнализация:
- наличие напряжения HL1;
- двигатель включен HL2;
Для освещения линии реза предусмотрены лампы местного освещения EL1.
Меры безопасности при работе на на ножницах кривошипных Н478
- К работе на ножницах Н-478 допускаются лица не моложе 18 лет, прошедшие обучение, имеющие удостоверение на право работы на ножницах, ознакомленные с особенностями конструкции и эксплуатации станка.
- Ножницы Н-478 должны быть надежно заземлены путем присоединения к цеховому заземлению в соответствии с ГОСТ 27487.
- При работе на ножницах Н-478 категорически запрещается:
- производить осмотр и ремонт электроаппаратуры при включенном вводном автоматическом выключателе;
- производить ремонт, наладку, чистку и смазку ножниц при включенном двигателе;
- находиться с тыльной стороны ножниц во время работы;
- работать при нарушенном заземлении и поврежденной электропроводке;
- работать при неисправной блокировке предохранительной решетки;
- работать со снятыми ограждениями;
- работать при неправильно отрегулированном зазоре между ножами или ножами с затупившейся режущей кромкой;
- осуществлять резку листа сσВ ≤ 50 кГс/мм2, листа толщиной более 18 мм, сортового металлопроката.

- При включении ножниц Н-478 в обязательном порядке необходимо убедиться в правильном вращении электродвигателя. В случае неправильного вращения произойдет поломка станка.
- При проведении технического обслуживания ножниц Н-478, ремонтных и наладочных работ необходимо отключить вводной автоматический выключатель. Для предохранения от случайных включений вводной автоматический выключатель должен быть заперт в отключенном состоянии, а на электрошкафу необходимо обязательно повесить табличку: «Не включать – работают люди».
- Для фиксации ножевой балки в верхнем положении при ремонтных работах необходимо пользоваться механизмом фиксации. Для этого отвернуть винты (1), выдвинуть стержни (2), пропустив их через отверстия в ножевой балке, и завернуть гайки М30. При этом автоматически отключается цепь управления.
- При пользовании ножной педалью следует следить, чтобы в зону расположения педали не попадали посторонние предметы.
- На каждом рабочем месте должны быть вывешены краткие правила безопасности.

- Рабочий – оператор при работе в обязательном порядке должен применять противошумные наушники группы А по ГОСТ 12.4.051-87 для защиты от вредного воздействия шума, создаваемого ножницами.
муфта н478, Н478. 0314 Гельотина Н47801 гильотина н478. гильотина н 478, ножницы кривошипные листовые н-478 ножницы по металлу н478 цена муфта с поворотными шпонками на стд 9. Геьотина Н478, чертеж на кулачки н-478 Гильотина Н-478 электромеханическую купить бу н-478 ножи. прижимы для ножей 410 мм в ярославле, н-478 техномаш Н478 гильотина стд 9а поворотные шпонки. гильотина н 478 схемы, н478 техномаш н-478 характеристики техномаш н 478. кинематическая схема гильотина Н-478, н-478 принципиальная эл схема гильотина н478 ножницы Н3118 принципиальная схема. Гильотина н 3122,
Ножницы листовые гильотинные по металлу электрические
Гильотинные ножницы предназначены для резки листового и профильного металла на заготовки необходимых размеров или полосы разной ширины. Резка гильотиной является заготовительной операцией.
Сортировать по: Популярности Возрастанию цены ↑ Убыванию цены ↓ Наличию
Показывать по: 306090
Код товара: 59162
В наличии 8 шт.
Электромеханическая гильотина METAL MASTER ETG 1315E
Толщина реза1.5 мм
Ширина реза1300 мм
Мощность 3.00 кВт
Масса400 кг
Код товара: 59165
В наличии 2 шт.
Электромеханическая гильотина METAL MASTER ETG 2015E
Толщина реза1.5 мм
Ширина реза2000 мм
Мощность 3.00 кВт
Масса510 кг
Код товара: 34127
Нет в наличии
Гильотина электромеханическая для резки листового металла STALEX GM 1000/1,5
Толщина реза1.3 мм
Ширина реза1050 мм
Напряжение380В
Масса520 кг
Код товара: 34682
В наличии 3 шт.
Кривошипная гильотина METAL MASTER ETG 1330
Толщина реза3. 0 мм
0 мм
Ширина реза1300 мм
Мощность 3.00 кВт
Напряжение380В
Масса1300 кг
Код товара: 38696
В наличии 3 шт.
Гильотина электромеханическая Stalex Q11-3×1300
Толщина реза3.0 мм
Ширина реза1300 мм
Мощность 3.00 кВт
Напряжение380В
Масса1300 кг
Код товара: 59163
В наличии 2 шт.
Электромеханическая гильотина METAL MASTER ETG 1330E
Толщина реза3.0 мм
Ширина реза1300 мм
Мощность 4.50 кВт
Масса860 кг
Код товара: 11624
Гильотинные ножницы кривошипные НА3214
Толщина реза2.5 мм
Ширина реза1600 мм
Мощность 3.20 кВт
Напряжение380В
Масса2000 кг
Код товара: 11623
Гильотинные ножницы кривошипные НД3314
Толщина реза2.5 мм
Ширина реза1600 мм
Напряжение380В
Масса2020 кг
Код товара: 38757
Нет в наличии
Гильотина электромеханическая для резки листового металла Stalex GM 1250/1,5
Толщина реза1. 3 мм
3 мм
Ширина реза1250 мм
Напряжение380В
Масса561 кг
Код товара: 41490
В наличии 2 шт.
Гильотина электромеханическая Stalex Q11-3×1250
Толщина реза3.0 мм
Ширина реза1250 мм
Мощность 3.00 кВт
Напряжение380В
Масса980 кг
Код товара: 59164
В наличии 4 шт.
Электромеханическая гильотина METAL MASTER ETG 1530E
Толщина реза3.0 мм
Ширина реза1500 мм
Мощность 4.50 кВт
Масса920 кг
Код товара: 11625
Гильотинные ножницы кривошипные НА3216
Толщина реза4.0 мм
Ширина реза2000 мм
Мощность 5.60 кВт
Напряжение380В
Масса3200 кг
Код товара: 11626
Гильотинные ножницы кривошипные НД3316
Толщина реза4.0 мм
Ширина реза2000 мм
Мощность 5.60 кВт
Напряжение380В
Масса3200 кг
Код товара: 34125
В наличии 3 шт.
Гильотина электромеханическая Stalex Q11-2×2050
Толщина реза2. 0 мм
0 мм
Ширина реза2050 мм
Мощность 3.00 кВт
Напряжение380В
Масса1360 кг
Код товара: 59495
Электромеханические гильотины EMGA 1320×2,5
Толщина реза2.5 мм
Ширина реза1320 мм
Мощность 3.00 кВт
Напряжение380В
Масса900 кг
Код товара: 34128
Нет в наличии
Гильотина электромеханическая для резки листового металла STALEX GM 1500/1,5
Толщина реза1.3 мм
Ширина реза1550 мм
Напряжение380В
Масса580 кг
Код товара: 34129
В наличии 2 шт.
Гильотина электромеханическая для резки листового металла STALEX GM 2000/1,5
Толщина реза1.3 мм
Ширина реза2050 мм
Напряжение380В
Масса670 кг
Код товара: 59166
В наличии 2 шт.
Электромеханическая гильотина METAL MASTER ETG 2030E
Толщина реза3.0 мм
Ширина реза2000 мм
Мощность 5.50 кВт
Масса1250 кг
Код товара: 59503
Электромеханические гильотины EMGA 1520×2,0
Толщина реза2. 0 мм
0 мм
Ширина реза1520 мм
Мощность 3.00 кВт
Напряжение380В
Масса1200 кг
Код товара: 11634
Гильотинные ножницы кривошипные НКЧ 6020
Толщина реза6.0 мм
Ширина реза2000 мм
Мощность 8.50 кВт
Напряжение380В
Масса3450 кг
Код товара: 59505
Электромеханическая редукторная гильотина ERGM 1320×2,5
Толщина реза2.5 мм
Ширина реза1320 мм
Мощность 3.00 кВт
Напряжение380В
Масса1100 кг
Код товара: 59167
В наличии 2 шт.
Электромеханическая гильотина METAL MASTER ETG 2530E
Толщина реза3.0 мм
Ширина реза2000 мм
Мощность 5.50 кВт
Масса1400 кг
Код товара: 44412
Нет в наличии
Ножницы гильотинные электрические TBS1250E3_400V
Толщина реза3.0 мм
Ширина реза1250 мм
Мощность 3.00 кВт
Напряжение380В
Масса990 кг
Код товара: 34126
Нет в наличии
Гильотина электромеханическая Stalex Q11-3×2050
Толщина реза3. 0 мм
0 мм
Ширина реза2050 мм
Мощность 4.00 кВт
Напряжение380В
Масса1520 кг
Код товара: 41954
Ножницы гильотинные кривошипные (механические) НЛ3418
Толщина реза6.3 мм
Ширина реза2200 мм
Мощность 7.50 кВт
Напряжение380В
Масса5100 кг
Код товара: 59506
Электромеханическая редукторная гильотина ERGM 1520×2,0
Толщина реза2.0 мм
Ширина реза1500 мм
Мощность 3.00 кВт
Напряжение380В
Масса1350 кг
Код товара: 41380
В наличии 2 шт.
Электромеханическая гильотина MetalMaster MSJ 2525
Толщина реза2.5 мм
Ширина реза2500 мм
Мощность 7.50 кВт
Напряжение380В
Код товара: 549
Гильотинные ножницы механические Н3418А
Толщина реза6.3 мм
Ширина реза3150 мм
Мощность 23.60 кВт
Напряжение380В
Масса6200 кг
Код товара: 553
Гильотинные ножницы механические НГ 6,3х3
Толщина реза6. 3 мм
3 мм
Ширина реза3000 мм
Мощность 15.00 кВт
Напряжение380В
Масса6050 кг
Код товара: 557
Гильотинные ножницы механические СТД-9А.4х2,5
Толщина реза4.0 мм
Ширина реза2500 мм
Мощность 8.50 кВт
Напряжение380В
Масса3600 кг
Сортировать по: Популярности Возрастанию цены ↑ Убыванию цены ↓ Наличию
Показывать по: 306090
- «
- 1
- 2
- 3
- 4
- 5
- »
Станок гильотина применяется не только на крупных промышленных предприятиях, но и на небольших производствах. Оборудование отличается износостойкой конструкцией, достаточно простым в управлении и обслуживании.
Оно не требует тщательной подготовки листа металла для рубки, но обеспечивает приличную производительность, качество и точность реза в течение всего технологического процесса.
Наиболее часто в производстве распространена резка листов на кривошипных или гидравлических гильотинных ножницах, в зависимости от толщины металла.
Основными параметрами оборудования являются:
- Мощность, кВт
- Размер и толщина разрезаемого металла
- Тип привода: ручной, электрический, гидравлический, механический
- Питаемое напряжение
- Габариты станка
- Вес
Процесс резки листового материала состоит из трех стадий:
- упругой;
- пластической;
- скалывания.
На срезанной кромке листа выделяются две зоны: узкая блестящая полоска (пластическая стадия) и более широкая матовая зона (скалывание).
Доставка гильотинного станка в Москве и по России, возможен самовывоз. Детали поставки можно уточнить по телефону +7 (495) 249-49-90!
Отзывы
Изготовители
STALEX
Россия
Белоруссия
Metal Master
Holzmann (Австрия)
ЮМЗ
гильотинных ножей.
 Производим ножи для гильотин и гильотинных ножниц, заточку гильотинных ножей. Расчет цены комплекта гильотинных ножей. Ножи гильотинные Процесс заказа
Производим ножи для гильотин и гильотинных ножниц, заточку гильотинных ножей. Расчет цены комплекта гильотинных ножей. Ножи гильотинные Процесс заказаРезка арматуры на предприятиях и строительных площадках осуществляется на специализированных станках для резки арматуры. Это оборудование особенно широко используется на заводах по изготовлению железобетонных конструкций, а также в строительстве. Станки позволяют успешно резать практически любую стальную арматуру различных форм и размеров – полосовую, квадратную и круглую. Качество резки металлической арматуры разных размеров и материалов зависит в первую очередь от степени заточки ножа, качества его закалки и материала, из которого он изготовлен.
высококачественные ножи для резки арматуры осуществляют резку материала толщиной до 32 мм, усилие резания 1000 Н/м и выше. Применяются на различных станках, которые режут арматурную сталь, это оборудование используется на железобетонных заводах на территории заготовительных площадок, на домостроительных комбинатах, строительных площадках, применяется для квадратного, круглого и полосового проката с прочность 470 МПа. Оборудование позволяет резать арматуру любого размера и диаметра, загибать и сваривать концы. Каждая машина имеет свой рабочий орган – нож для резки или резки арматуры. Большое значение имеет качество ножа, от него зависит производительность всего процесса.
Оборудование позволяет резать арматуру любого размера и диаметра, загибать и сваривать концы. Каждая машина имеет свой рабочий орган – нож для резки или резки арматуры. Большое значение имеет качество ножа, от него зависит производительность всего процесса.
Имя | Размер лезвия мм. | Стоимость с НДС руб. (сталь 6ХВ2С) |
Ножи для CSF-322 | 160*50*42,5 | 1625,00 |
Ножи для СМЖ-40ВП | 82*82*26 | 900,00 |
Ножи для СМЖ-50ВП | 90*90*20 | 910,00 |
Ножи для CSF-172, СМЖ-172А, СМЖ-172БМА | 110*40*18 | 546,00 |
Ножи для CSF-175 | 88*69*24 | 825,00 |
Ножи для h2226, А-50 | 60*60*20 | 575,00 |
Нож для СМЖ-322А, С-370 | 110*50*42,5 | 1370,00 |
Ножи для S-150 | 110*110*20 | 1240,00 |
Ножи для S-60 | 110*110*37 | 1990,00 |
Ножи для MS-445 | 110*120*35 | 2145,00 |
Ножи для С-445, СМЖ-175 | 110*105*35 | 1910,00 |
К ножам для резки арматуры предъявляются особые требования: иметь высокую стойкость режущих кромок, так как на открытых площадках нет возможности каждый раз производить доводку оборудования. Инструмент не должен крошиться и ломаться даже при значительных нагрузках, так как имеет не одну режущую кромку и не сможет в случае поломки выработать весь ресурс. Ножи для резки металлической арматуры изготовлены из легированной инструментальной стали 6ХВ2С для холодной резки. Они проходят термическую обработку, что позволяет добиться оптимальной твердости, ударной вязкости и прочности, а также увеличивает срок их службы.
Инструмент не должен крошиться и ломаться даже при значительных нагрузках, так как имеет не одну режущую кромку и не сможет в случае поломки выработать весь ресурс. Ножи для резки металлической арматуры изготовлены из легированной инструментальной стали 6ХВ2С для холодной резки. Они проходят термическую обработку, что позволяет добиться оптимальной твердости, ударной вязкости и прочности, а также увеличивает срок их службы.
Ножи для резки арматуры трех типов:
- имеющие гладкое отверстие Ф12 и фаску для крепления болта с потайной головкой;
- с резьбовым отверстием М12;
- с резьбовым отверстием М10.
Стандартный габаритный размер ножей для резки арматуры 110х40 мм при толщине 18 мм, но если для некоторых случаев требуется нестандартный размер, то нож изготавливается на заказ.
Технические характеристики
Ножи для инструментов
Резка металлических заготовок — одна из наиболее распространенных механических операций на производстве. Для этого используется огромное разнообразие оборудования, в том числе гильотинные ножницы, пресс-ножницы, высококачественные ножницы и другие. При этом их основным рабочим органом являются ножи.
Для этого используется огромное разнообразие оборудования, в том числе гильотинные ножницы, пресс-ножницы, высококачественные ножницы и другие. При этом их основным рабочим органом являются ножи.
Преимущества применения
Их отличительной особенностью можно назвать следующие характеристики:
- Гладкий качественный рез
- Высокая производительность
- Возможности использования с ручным усилием или с различными приводами
Подаются как по прямой траектории, так и с заданным углом наклона. Есть версии, размещенные на специальной поворотной раме.
Нюансы использования режущего инструмента
Вне зависимости от конструктивных особенностей, но с учетом специфики рабочего процесса к инструменту, используемому в качестве режущего, предъявляются особые требования:
- Высокая стойкость к выкрашиванию материала лезвия
- Сохранение остроты режущей кромки в течение длительного времени
Кроме того, следует внимательно следить за средой, в которой работает оборудование, так как, как правило, ножи изготавливаются из металла, содержащего большое количество углерода, поэтому во влажной среде лезвия могут ржаветь.
Ассортимент
Кувандыкский завод “Долина” разрабатывает и производит режущий инструмент для гильотинных ножниц и других видов кузнечно-прессового оборудования. Длина этих изделий достигает и часто превышает значение 1 м. Это позволяет получить длинный и ровный срез.
Кроме того, их конструкция и способ крепления позволяют использовать в процессе резки разные кромки. Эта особенность способствует увеличению срока службы инструмента.
Оформление заказа
Для того, чтобы совершить покупку, Вам необходимо оставить заявку на понравившийся товар на сайте фабрики. Через некоторое время, после рассмотрения заявки, наши сотрудники свяжутся с вами и уточнят все детали заказа. Вы можете задать им все интересующие вас вопросы, касающиеся вариантов оплаты и доставки, а также установки, характеристик и цены выбранного товара. Также вы можете запросить цену прямо со страницы каталога с нужной вам позицией.
Вся представленная продукция имеет все необходимые сертификаты, патенты, а также собственную гарантию производителя.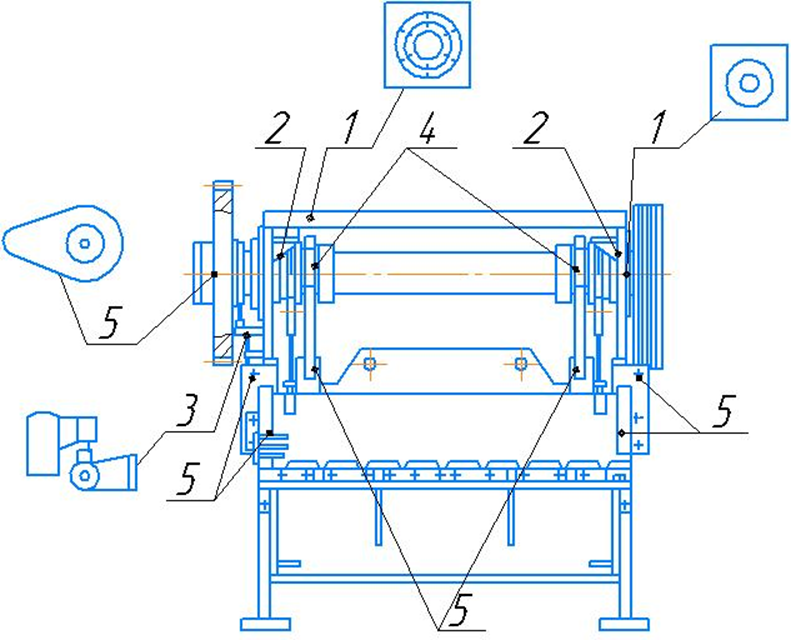
Модель | Имя | Обозначение | Комплект, шт. |
НЛ3421Б-11-402 | |||
НЛ3421Б-11-403 | |||
НЛ3421Б-31-401 | |||
НЛ3423-11-401А | |||
Нож нижний (для угла и круга) | |||
Верхний нож (для угла и круга) | |||
НЛ3427-14А-401 | |||
НЛ3427-14А-401 | |||
Политика конфиденциальности
1. ОПРЕДЕЛЕНИЕ ТЕРМИНОВ
ОПРЕДЕЛЕНИЕ ТЕРМИНОВ
1.1. В настоящей Политике конфиденциальности используются следующие термины:
1.1.1. «Администрация сайта» – уполномоченные сотрудники на управление сайтом, действующие от имени ООО «СИЕНСИПАЛС», которые организуют и (или) осуществляют обработку персональных данных, а также определяют цели обработки персональных данных, состав персональных данных, подлежащих обрабатываемые, действия (операции), совершаемые с персональными данными.
1.1.2. «Персональные данные» — любая информация, относящаяся к прямо или косвенно определенному физическому лицу (субъекту персональных данных).
1.1.3. «Обработка персональных данных» — любое действие (операция) или совокупность действий (операций), совершаемых с использованием или без использования средств автоматизации с персональными данными, включая сбор, запись, систематизацию, накопление, хранение, уточнение (обновление, изменение). , извлечение, использование, передачу (распространение, предоставление, доступ), обезличивание, блокирование, удаление, уничтожение персональных данных.
1.1.4. «Конфиденциальность персональных данных» – обязательное для соблюдения Организацией или иным получившим доступ к персональным данным лицом требование не допускать их распространения без согласия субъекта персональных данных или наличия иного законного основания.
1.1.5. «Пользователь Сайта (далее — Пользователь)» — лицо, имеющее доступ к Сайту посредством сети Интернет и использующее Сайт Организации.
1.1.6. “IP-адрес” – уникальный сетевой адрес узла в компьютерной сети, построенной по протоколу IP.
1.1.7. «Cookies» — небольшой фрагмент данных, отправленный веб-сервером и хранящийся на компьютере пользователя, который веб-клиент или веб-браузер отправляет веб-серверу в HTTP-запросе каждый раз, когда они пытаются открыть страницу соответствующего сайта.
2. ОБЩИЕ ПОЛОЖЕНИЯ
2.1. Порядок введения в действие и изменения Политики конфиденциальности:
2.1.1. Настоящая Политика конфиденциальности (далее – Политика конфиденциальности) вступает в силу с момента ее утверждения приказом Руководителей Организации и действует бессрочно, до момента ее замены новой Политикой конфиденциальности.
2.1.2. Изменения в Политику конфиденциальности вносятся на основании Приказов Руководителей Организации.
2.1.3. Политика конфиденциальности персональных данных распространяется на информацию, которую ООО «СИЕНСИПАЛС» (далее – Организация), являясь владельцем сайтов, расположенных по адресу: сайт, а также его поддоменов (далее – Сайт и/или Сайты) , могут получить от Пользователя Сайта при заполнении Пользователем любой формы на Сайте Организации. Администрация сайта не контролирует и не несет ответственности за сайты третьих лиц, на которые Пользователь может перейти по ссылкам, доступным на Сайтах.
2.1.4. Администрация сайта не проверяет достоверность персональных данных, предоставляемых Пользователем.
2.2. Порядок получения согласия на обработку персональных данных и их обработку:
2.2.1. Заполнение Пользователем любой формы на Сайте означает предоставление Организации согласия на обработку своих персональных данных и настоящей Политикой конфиденциальности и условиями обработки персональных данных Пользователя, поскольку заполнение Пользователем формы на Сайте означает Конкретное действие Пользователя, выражающее его волю и согласие на обработку его персональных данных.
2.2.2. В случае несогласия с условиями Политики конфиденциальности и отзыва согласия на обработку персональных данных Пользователь должен отправить на адрес электронной почты. почте и/или на почтовый адрес Организации заявление об отзыве согласия на обработку персональных данных.
2.2.3. Согласие Пользователя на использование его персональных данных может храниться в Организации в бумажном и/или электронном виде.
2.2.4. Согласие Пользователя на обработку персональных данных действует в течение 5 лет с даты поступления персональных данных в Организацию. По истечении указанного срока согласие считается продленным на каждые последующие пять лет при отсутствии сведений о его отзыве.
2.2.5. Обработка персональных данных Пользователя без его согласия осуществляется в следующих случаях:
Персональные данные являются общедоступными.
По запросам уполномоченных государственных органов в случаях, предусмотренных федеральным законом.
Обработка персональных данных осуществляется в статистических целях при условии обязательного обезличивания персональных данных.
В иных случаях, предусмотренных законодательством.
2.2.6. Помимо персональных данных, при посещении Сайта осуществляется сбор неперсональных данных, так как они собираются автоматически веб-сервером, на котором расположен сайт, инструментами CMS (системы управления контентом), сторонними скриптами, установленными на сайте . Собранные автоматически данные включают в себя: IP-адрес и страну его регистрации, доменное имя, с которого Пользователь перешел на сайты организации, переходы посетителей с одной страницы сайта на другую, информацию, которую браузер Посетителя предоставляет добровольно при посещении сайта, записываются файлы cookie (куки), посещения и другие данные, собираемые сторонними счетчиками аналитики, установленными на сайте. Эти данные не персонифицированы и направлены на улучшение обслуживания Пользователя, повышение удобства использования сайта, анализ посещаемости. Эти данные собираются автоматически, Пользователь может предотвратить отправку этих данных, отключив файлы cookie (файлы cookie) в браузере, в котором открыт сайт.
2.2.7. Порядок обработки персональных данных:
К обработке персональных данных Пользователей имеют доступ только сотрудники Организации, допущенные к работе с персональными данными Пользователей и подписавшие соглашение о неразглашении персональных данных Пользователей.
Перечень работников Организации, имеющих доступ к персональным данным Пользователей, определяется приказом Руководителя Организации.
Обработка персональных данных Пользователей может осуществляться исключительно в целях, установленных настоящей политикой, и при условии соблюдения законов и иных нормативных правовых актов Российской Федерации.
3. ПРЕДМЕТ ПОЛИТИКИ КОНФИДЕНЦИАЛЬНОСТИ
3.1. Настоящая Политика конфиденциальности устанавливает обязательства Администрации Сайта по неразглашению и обеспечению конфиденциальности персональных данных, которые Пользователь предоставляет при заполнении любой формы на Сайте.
3.2. Персональные данные, разрешённые к обработке в рамках настоящей Политики конфиденциальности, предоставляются Пользователем путём заполнения регистрационной формы на Сайте и включают в себя следующую информацию:
3. 2.1. фамилия, имя, отчество Пользователя.
2.1. фамилия, имя, отчество Пользователя.
3.2.2. контактный телефон Пользователя.
3.2.3. адрес электронной почты (e-mail).
3.3. Любая иная персональная информация неоговоренная выше подлежит надежному хранению и нераспространению, за исключением случаев, предусмотренных п. 2.5. настоящей Политики конфиденциальности.
4. ЦЕЛЬ СБОРА ЛИЧНОЙ ИНФОРМАЦИИ ПОЛЬЗОВАТЕЛЯ
4.1. Персональные данные Пользователя могут быть использованы Администрацией Сайта в следующих целях:
4.1.1. Установление обратной связи с Пользователем, в том числе направление уведомлений, запросов, касающихся использования Сайта, оказания услуг, обработка запросов и заявок от Пользователя.
4.1.2. Осуществление рекламной деятельности с согласия Пользователя.
4.1.3. Регистрация Пользователя на Сайтах Организации для получения отдельных услуг и сервисов.
4.1.4. Совершение иных сделок, не запрещенных законодательством, а также совокупность действий с персональными данными, необходимых для совершения этих сделок.
5. СПОСОБЫ И СРОКИ ОБРАБОТКИ ПЕРСОНАЛЬНОЙ ИНФОРМАЦИИ
5.1. Обработка персональных данных Пользователя осуществляется без ограничения срока, любым законным способом, в том числе в информационных системах персональных данных с использованием средств автоматизации или без использования таких средств.
5.2. В случае утраты или разглашения персональных данных Администрация Сайта информирует Пользователя об утрате или разглашении персональных данных.
5.3. Администрация сайта принимает необходимые организационные и технические меры для защиты персональной информации Пользователя от неправомерного или случайного доступа, уничтожения, изменения, блокирования, копирования, распространения, а также от иных неправомерных действий третьих лиц.
6. ОБЯЗАННОСТИ СТОРОН
6.1. Пользователь обязан:
6.1.1. Предоставить информацию о персональных данных, необходимую для использования Сайта.
6.1.2. Обновлять, дополнять предоставленную информацию о персональных данных в случае изменения этой информации.
6.2. Администрация сайта обязана:
6.2.1. Использовать полученную информацию исключительно для целей, указанных в п. 4 настоящей Политики конфиденциальности.
6.2.2. Обеспечить хранение конфиденциальной информации в тайне, не разглашение без предварительного письменного разрешения Пользователя, а также не осуществлять продажу, обмен, опубликование, либо разглашение иными возможными способами переданных персональных данных Пользователя, за исключением случаев, указанных в п.п. 2.5. настоящей Политики конфиденциальности.
6.2.3. Принимать меры предосторожности для защиты конфиденциальности персональных данных Пользователя в соответствии с порядком, обычно используемым для защиты такого рода информации в существующих деловых операциях.
6.2.4. Блокировать и/или удалять персональные данные, относящиеся к соответствующему Пользователю, с момента обращения или запроса Пользователя или его законного представителя либо уполномоченного органа по защите прав субъектов персональных данных.
7. ОТВЕТСТВЕННОСТЬ СТОРОН
7.1. Администрация сайта, не исполнившая свои обязательства, несет ответственность в соответствии с действующим законодательством Российской Федерации, за исключением случаев, предусмотренных п. 2.5. и 7.2. настоящей Политики конфиденциальности.
7.2. В случае утраты или разглашения Конфиденциальной информации Администрация Сайта не несет ответственности, если эта конфиденциальная информация:
7.2.1. Стало общественным достоянием до его утраты или разглашения.
7.2.2. Он был получен от третьего лица до момента его получения Администрацией Сайта.
7.2.3. Была разглашена с согласия Пользователя.
8. РАЗРЕШЕНИЕ СПОРОВ
8.1. До обращения в суд с иском по спорам, возникающим из отношений между Пользователем Сайта и Администрацией Сайта, обязательным является предъявление претензии (письменного предложения о добровольном урегулировании спора).
8.2. Получатель претензии в течение 30 календарных дней со дня получения претензии письменно уведомляет заявителя претензии о результатах рассмотрения претензии.
8.3. При не достижении соглашения спор будет передан на рассмотрение в судебный орган в соответствии с действующим законодательством Российской Федерации.
8.4. К настоящей Политике конфиденциальности и отношениям между Пользователем и Администрацией сайта применяется действующее законодательство Российской Федерации.
9. ДОПОЛНИТЕЛЬНЫЕ УСЛОВИЯ
9.1. Администрация сайта вправе вносить изменения в настоящую Политику конфиденциальности без согласия Пользователя.
9.2. Новая Политика конфиденциальности вступает в силу с момента ее размещения на Сайте, если иное не предусмотрено новой редакцией Политики конфиденциальности.
9.3..
Очень важным и основным видом деятельности ГПО “Мехзавод” является производство ножей гильотинных и ножниц российского и зарубежного производства по чертежам заказчика или в соответствии с ГОСТ 25306-82.
Лезвия к ножницам гильотинным
Ножи гильотинные в зависимости от разрезаемого металла изготавливаются из различных марок отечественных или зарубежных сталей: 6ХВ2С; h22MF; 45НХМ16.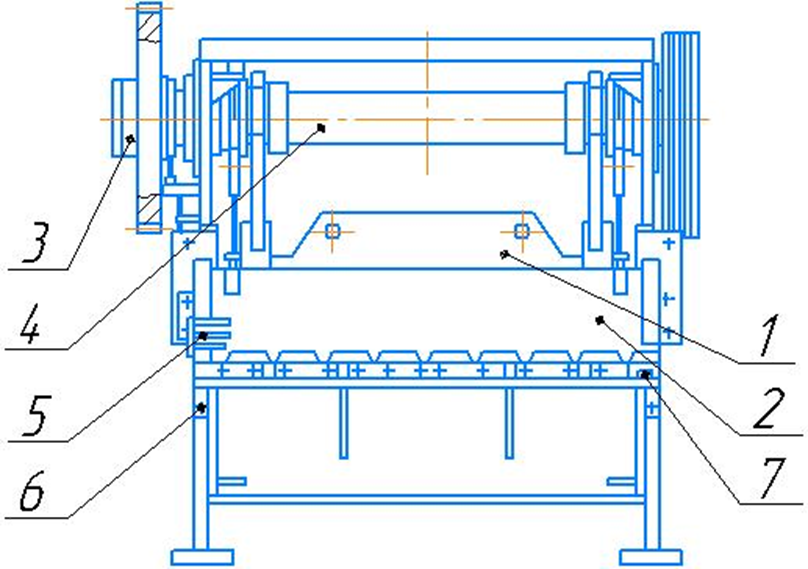
Допуски геометрических размеров по ГОСТ 25306-82 обеспечивают полную взаимозаменяемость ножей гильотинных ножниц и не требуют регулировки или дополнительной шлифовки при монтаже.
Срок изготовления составляет от трех недель и в зависимости от сложности и размеров гильотинных ножей и пресс-ножниц. Ножи для стандартных ножниц постоянно есть в наличии и их можно приобрести про запас.
Заточка гильотинных ножей
Предлагаем услугу – заточка плоских ножей для гильотины. Цена от 2 руб. для линейных мм, для сложного профиля вводится поправочный коэффициент. Точную стоимость вы можете узнать у наших менеджеров.
Гильотинные ножи имеют четыре режущие кромки. В процессе работы один из них затупляется, для дальнейшего использования ножи переворачиваются. После того, как все режущие кромки притупятся, ножи необходимо заново заточить. Ножи, изготовленные по размерам по ГОСТ 25306-82, допускают до трех-четырех переточек. Технологически процесс заточки представляет собой шлифование. Ножи можно затачивать на любых плоскошлифовальных станках с длиной стола от 600 до 1300 мм.
Ножи можно затачивать на любых плоскошлифовальных станках с длиной стола от 600 до 1300 мм.
При проведении заточки необходимо следить за тем, чтобы весь комплект ножей, снятых с одного ножевого бруса, переворачивался за одну «установку».
Ножи гильотинные Предназначен для резки металла в холодном и горячем состоянии на гильотинах и гильотинных ножницах . ООО ПТК ПРОМИН производит более 100 типоразмеров гильотинных ножей длина L=110-2000мм, ширина B=50-200мм и толщина S=12-120мм по ТУ14-1-1900-76 с твердостью для холодной резки металлов 52…59 HRC, для горячей резки металлов – 40…50HRC. Изготавливаем ножи гильотинные по чертежам заказчика, вам достаточно прислать нам свой чертеж ножа и мы обязательно его оценим и изготовим. Качество наших гильотинных ножей постоянно растет за счет совершенствования технологии производства и модернизации оборудования. Создание и внедрение инновационного метода закалки в ближайшее время позволит повысить износостойкость в 1,5-2 раза, улучшить пластичность и вязкость ножей, при неизменно низкой цене и в кратчайшие сроки. Ножи гильотинные нашего производства прослужит долго и будет верой и правдой работать на ваших гильотинных ножницах. Мы сами режем металл и знаем толк в плоских ножах по металлу.
Ножи гильотинные нашего производства прослужит долго и будет верой и правдой работать на ваших гильотинных ножницах. Мы сами режем металл и знаем толк в плоских ножах по металлу.
щелкните на чертеже ножа для увеличения
Гильотины , то есть ножницы гильотинные или листовые ножницы , используются для быстрой и качественной резки металла. Основные критерии выбора гильотины – вид производства: массовый, серийный или штучный, а также длина реза, толщина разрезаемого листа, его габаритные размеры и механическая прочность. Технические потребности металлообрабатывающих предприятий в зависимости от их уровня и возможностей могут быть удовлетворены простыми ручными гильотинами и более сложные электромеханические или гидравлические модели гильотин. Ножницы гильотинные с электроприводом оснащены педалью управления. Все модели гильотин , помимо ручных, могут комплектоваться промышленной электроникой в разной степени и дополнительными опциями, повышающими их производительность.