Нутромер индикаторный как пользоваться: Как пользоваться нутромером — назначение, применение и настройка прибора
alexxlab | 14.12.2020 | 0 | Разное
Как пользоваться нутромером — назначение, применение и настройка прибора
Детали, конструктивные узлы механизмов и запчасти имеют отверстия и полости, для измерения которых требуется применение специализированных измерительных инструментов. Если микрометр предназначен для измерения наружных габаритов разных деталей, то нутромер служит специально для определения внутренних расстояний между любыми поверхностями. Особой популярностью прибор пользуется в машиностроительной и приборостроительной отрасли. Не менее популярен он в гаражном хозяйстве, например, при проведении ремонта двигателя внутреннего сгорания. Если возникла необходимости получить высокоточные данные диаметра отверстия, ширины паза или расстояния между поверхностями деталей сложных форм, тогда в материале подробно описан процесс, как пользоваться нутромером.
Что измеряют прибором
Перед тем как купить или воспользоваться любым измерительным прибором, нужно первоначально выяснить, что можно им измерить.
Замеры внутренних размеров можно выполнить обычной линейкой, для чего необходимо приложить ее к стенкам измеряемого объекта, и снять показания. Однако такой инструмент не эффективен в случае необходимости получения высокоточных значений, которые очень важны в технике. Доли миллиметров играют очень большую роль, поэтому специально для измерения размеров внутренних полостей был разработан инструмент под названием нутромер.
С его помощью выполняется два вида измерений — абсолютным и относительным методом. Для определения абсолютных значений используется микрометрический нутромер. Принцип его работы схож с микрометром. Предварительно инструмент необходимо разместить внутри отверстия, а затем снять показания. Прибор позволяет получить абсолютные значения в миллиметрах.
Относительный способ предусматривает использование индикаторного нутромера (отличается по конструкции от микрометрического), который предварительно следует перевести в рабочее положение. С его помощью не определяется размер, а выявляется отклонение по всей длине поверхности.
Прибор измеряет следующие параметры детали:
- диаметр отверстий круглого, квадратного, овального и других видов сечений;
- ширину паза;
- расстояния в сложных по форме деталях.
Устройства являются просто незаменимыми инструментами для токарей и фрезеровщиков, которые вытачивают различные металлические детали вручную. Используется прибор в мастерских по ремонту двигателей внутреннего сгорания и прочих механизмов и узлов.
Что такое нутромер и его назначение
Другое название измерительного инструмента, который приравнивается к штангенциркулю и микрометру, звучит как штихмас. Его достоинством является возможность проводить измерения с высокой точностью до 0,01 мм, а величина погрешности при этом не превышает 0,006 мм.
Высокая точность измерений внутренних диаметров нужна не только в производственной отрасли. Пользуются инструментом ювелиры, занимающиеся производством украшений, мастера по ремонту обуви, специалисты по ремонту двигателей внутреннего сгорания и т.п. В отличие от радиусомера, нутромер способен определять внутренние расстояния в труднодоступных местах (в углублениях).
Прибор применяется в следующих случаях:
- При изготовлении деталей, имеющих внутренние полости.
- Для определения степени износа, например, стенок цилиндров ДВС.
- Проверка соответствия реальных размеров заявленным производителем.
Нутромер позволяет проверить точность разных приборов и провести их аттестацию. Перед тем, рассмотреть конструкцию штихмаса, разберемся с разновидностями приборов.
Виды нутромеров
Нутромер — это измерительный прибор, который классифицируется на два основных вида. Отличаются приборы по способу проведения измерительных манипуляций. Они бывают:
Они бывают:
- Микрометрические — предназначены для определения точного расстояния в миллиметрах.
- Индикаторные — отличаются конструктивно от микрометрических, и предназначены они для определения разницы реального размера от шаблонного. Обычно такие приборы являются незаменимыми инструментами мастеров, занимающихся ремонтом и расточкой двигателей внутреннего сгорания.
На виды нутромеры классифицируются еще по такому признаку, как количество точек соприкосновения. Они бывают двухточечными и трехточечными, и отличаются по численности касательных элементов. Наиболее популярными среди микрометрических инструментов являются двухточечные модели.
Трехточечные устройства оснащены тремя наконечниками, расположенными под углом 120 градусов. Используются они для исключения возможных субъективных погрешностей, поэтому характеризуются более высокой точностью измерений в отличие от двухточечных.
Это интересно! Для получения более точных результатов измерения, необходимых, например, в автомобилестроении, используется штихмас с пневматическим наконечником. Приборы такого типа еще называются пробковыми.
Приборы такого типа еще называются пробковыми.
Классифицируют нутромеры на виды по такому важному критерию, как отображение полученных значений. Наиболее популярными являются механические приборы
, имеющие микрометрическую шкалу, по которой пользователю необходимо самостоятельно определять полученные значения.Индикаторный штихмас оснащен стрелкой и измерительной шкалой, по которой определяются полученные значения. Количество стрелочных указателей зависит от точности прибора.
Самым дорогим и точным является электронный нутромер. Вместо измерительной шкалы, прибор оснащен электронным дисплеем, на который выводятся соответствующие значения при измерениях.
Приборы по назначению классифицируют на следующие виды:
- Для измерения маленьких отверстий. Внешне они сочетают в себе детали от штангенциркуля и микрометра, но главным их назначением является измерение внутренних отверстий небольших по размеру деталей.

- Рычажные — они состоят из стрелочного или цифрового дисплея и рычагов, соединенных с выступающими концами. Концы направлены в противоположную сторону друг от друга. Предназначен такой инструмент для измерения размеров паза внутри цилиндрических деталей.
Существует еще очень много других модификаций нутромеров, отличающиеся по типу и форме используемых наконечников, при помощи которых выполняются измерительные манипуляции.
Конструкция микрометрического нутромера
Микрометрический нутромер обозначается НМ, и служит для измерения внутренних размеров абсолютным методом, то есть позволяет узнать точное значение расстояния. Составными элементами приборов являются:
- Барабан — вращающаяся часть с нониусной шкалой для определения показаний. При вращении барабана происходит перемещение стержней.
- Головка — соединительный элемент барабана со съемным стержнем и удлинителями.
- Стопорный винт или зажим — фиксирует прибор в неподвижном состоянии.

- Удлинитель — конструктивная часть прибора, которая применяется в зависимости от размера измеряемой детали.
- Наконечник — важная часть прибора для проведения измерений.
Конструкция микрометрического нутромера представлена на фото выше. Стоит отметить, что такой инструмент предназначен для измерения расстояний от 50 до 2500 мм. Для определения диаметра деталей с размером от 5 до 50 мм используются приборы с боковыми губками. Конструкция именно такого вида инструмента представлена на фото ниже.
Нутромер для измерения абсолютных значений может иметь не только микрометрическую шкалу для снятия показаний, но и индикаторную. Такие приборы выпускаются в трех типоразмерах с измеряемым диапазоном от 1250 до 10000 мм. Конструкция этого инструмента представлена на фото ниже.
Для их обозначения используется аббревиатура НМИ — нутромер микрометрический индикаторный. Измерительные инструменты поставляются в деревянных футлярах, которые обеспечивают продолжительный срок службы приборов, защищая их от негативного воздействия различных факторов.
Конструкция и устройство индикаторного нутромера
Для измерения внутренних расстояний относительным способом применяются индикаторные нутромеры. Для их обозначения применяется аббревиатура НИ, а выпускаемые модели отличаются друг от друга диапазоном измерений. Устройства состоят из удлинительного стержня со штоком внутри, стрелочного указателя со шкалой, а также непосредственно рабочей части называемой наконечником.
В приборах модели НИ-10 и НИ-18 в качестве механизма для передачи усилия перемещения подвижного стержня используется клиновая передача, а в инструментах марки от НИ-50 до НИ-450 применяется рычажная конструкция. Только на моделях нутромеров НИ-700 и НИ-1000 не применяются передаточные механизмы, так как стержень контактирует непосредственно с отсчетным устройством.
Рукоятка прибора выполняется из материалов, обладающих низкой теплопроводностью. Это необходимо для того, чтобы тепло от рук не влияло на результаты измерений. Стержни являются рабочими элементами, которые закрепляются на наконечнике в зависимости от расстояния между стенками измеряемой детали.
Это интересно! Стержни обычно поставляются вместе с прибором, что расширяет его измерительные возможности. Изготавливаются они из твердых марок стали, что необходимо для предотвращения малейших деформаций при измерениях. Это важно учитывать, если запланировали изготовить стержень самостоятельно. Сложностей в этом нет, так как нужно подобрать подходящую заготовку из закаленной стали, и нарезать в ней резьбу, соответствующую наконечнику прибора.
На стрелочном указателе индикаторного штихмаса находится две шкалы. Одна шкала является основной (цена ее деления составляет 0,001 мм), и она показывает величину относительного отклонения от исходного положения, а вторая служит для указания количества полных оборотов основной стрелки (один полный оборот равен 1 мм).
Приборы индикаторного типа предназначены не для определения точных размеров внутренних отверстий, а для выявления наличия отклонений на внутренней поверхности детали по всей длине. Величина их погрешности находится в пределах от 0,025 до 0,15 мм.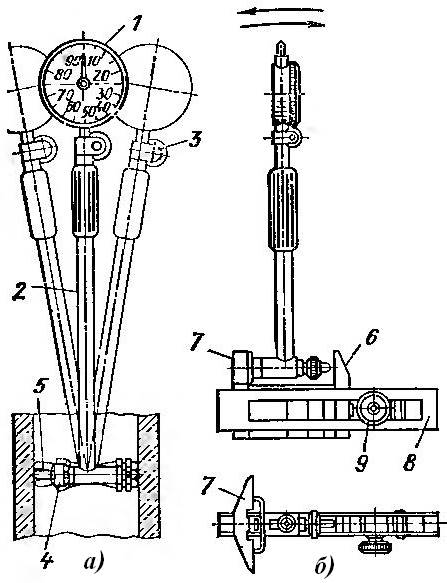
Индикаторные нутромеры классифицируются на два вида — механические или стрелочные и цифровые или электронные. Устройства электронного типа характеризуются высокой точностью и простотой использования. Их главный недостаток — цена, которая в 2 раза выше, чем стоимость аналогового прибора.
При необходимости получения высокоточных значений применяется прибор НИ-В, который отличается от классических моделей конструкцией измерительной головки. Ее точность составляет 1 мкм. Служат такие инструменты специально для того, чтобы сделать высокоточные замеры маленьких отверстий.
Это интересно! Работа относительного нутромера заключается в передаче величины усилия или степени сжатия стержня на индикаторный указатель.
Стоит отметить, что определенной классификации по конструкции нутромеров не существует. Они делятся на два вида — микрометрические и индикаторные. Каждый из видов имеет свои подвиды, которые отличаются по конструкции и типу контакта с поверхностью. Они бывают рычажными, конусными, клиновыми, цанговыми, шариковыми, телескопическими, с боковыми губками и другие. В материале рассмотрим, как пользоваться нутромером (штихмасом) индикаторного и микрометрического типа, а также, что нужно сделать перед тем, как проводить измерения, и от чего зависит точность получаемых результатов.
Они бывают рычажными, конусными, клиновыми, цанговыми, шариковыми, телескопическими, с боковыми губками и другие. В материале рассмотрим, как пользоваться нутромером (штихмасом) индикаторного и микрометрического типа, а также, что нужно сделать перед тем, как проводить измерения, и от чего зависит точность получаемых результатов.
Настройка микрометрического нутромера — пошаговое описание
Для получения точных значений, измеряемых нутромером, понадобится предварительно настроить или отрегулировать прибор. Настройка проводится в следующих случаях:
- когда прибор вводится в эксплуатацию;
- при его применении;
- после продолжительного хранения.
Предварительно нужно оценить состояние прибора. Отсутствие внешних дефектов — это еще не повод говорить об исправности инструмента. Особое внимание уделяется микрометрической шкале и наконечникам. Убедившись в исправности изделия, следует переходить к непосредственному процессу его настройки.
Первоначально следует подготовить необходимые материалы — винтовая пара (микрометрическая головка), удлинители, установочная мера и ключ. Удлинители подбираются в зависимости от номинальной длины, указанной в маркировке. Проверяется первоначально установка прибора на ноль (другими словами выясняем, откалиброван он или нет). Для установки микрометрического нутромера на ноль выполняются следующие действия:
Удлинители подбираются в зависимости от номинальной длины, указанной в маркировке. Проверяется первоначально установка прибора на ноль (другими словами выясняем, откалиброван он или нет). Для установки микрометрического нутромера на ноль выполняются следующие действия:
- Убеждаемся в том, что температура окружающей среды составляет в среднем 20 градусов. Отклонения в большую или меньшую сторону на 5 градусов и более недопустимы, так как это повлияет на величину погрешности. Важно также учесть влажность, которая не должна быть выше 80%.
- Соединяем винтовую пару с наконечником.
- Далее берем установочную меру, и прикладываем к ней прибор.
- Вращаем барабан до момента, пока прибор не будет слегка фиксироваться в установочной мере. Плотность соприкосновения фиксируется на ощупь. Измерительные стержни должны касаться рабочей поверхности с небольшим трением. Фиксируется зажимной винт, и проверяем соотношение основной шкалы с нониусной. Прибор считается выставленным на ноль, когда видна следующая картина, как показано на фото ниже (риска с нулевым значением совпадает с отметкой основной шкалы).

- Если значение 0 не совпадают с основной риской, тогда прибор нуждается в регулировке. Для этого извлекаем его из установочной меры, и ослабляем верхнюю гайку, которая показана на фото ниже стрелкой.
- Вместо гайки может быть винт под шестигранник, что зависит от производителя инструмента.
- Барабан с нониусной шкалой вращается до момента совпадения с продольным штрихом стебля. После того, как нулевое значения нониусной шкалы будет совпадать с продольной риской, нужно затянуть винт, который был предварительно ослаблен.
- Повторно выполняются действия, описанные в пункте 3 и 4 с установочной мерой.
Приступать к измерению микрометрическим нутромером можно исключительно после того, как прибор будет отрегулирован, то есть, выставлен на ноль. Эта процедура еще называется калиброванием, которая выполняется обязательно перед каждым измерением.
Это интересно! Правильно настроен инструмент тогда, когда нулевой штрих продольной шкалы слегка виден, и совпадает с нулевой отметкой барабана. На фото показано правильно отрегулированный штихмас.
На фото показано правильно отрегулированный штихмас.
После настройки можно переходить к измерительным манипуляциям. Как правильно измерять диаметры внутренних отверстий заготовок при помощи микрометрического нутромера, рассмотрим подробно.
Нутромер микрометрический — как пользоваться с фото и подробным описанием
Пользоваться микрометрическим нутромером не сложно, но есть некоторые трудности, с которыми сталкиваются новички, что в итоге приводит к получению неправильных значений. Рассмотрим, технологию работы штрихмасом для измерения широких или больших отверстий.
- Для начала нужно правильно подготовить инструмент к работе. Имеется в виду не его настройка, выполненная в предыдущем пункте, а использование соответствующих удлинителей, размер которых зависит напрямую от диаметра измеряемой детали. Для этого следует воспользоваться штангенциркулем, которым измеряется внутренний диаметр детали.
- Измеренное штангенциркулем приблизительное значение поможет подобрать необходимый удлинитель для прибора.
 Теперь разберемся, как подобрать необходимый удлинитель. На головке прибора указывается его общая длина, например, 75-88 мм или 50-63 мм (зависит от модели прибора). Первое значение говорит о длине без наконечника, а второе — с наконечником. Важно не путать с ГОСТом, так как на головке также указывается номер ГОСТа, например, в виде ГОСТ 10-75, как показано на фото ниже.
Теперь разберемся, как подобрать необходимый удлинитель. На головке прибора указывается его общая длина, например, 75-88 мм или 50-63 мм (зависит от модели прибора). Первое значение говорит о длине без наконечника, а второе — с наконечником. Важно не путать с ГОСТом, так как на головке также указывается номер ГОСТа, например, в виде ГОСТ 10-75, как показано на фото ниже. - Ниже на фото показано, как выглядит маркировка длины прибора, которая указывается на головке инструмента.
- Когда известна общая длина инструмента, а также ориентировочный размер отверстия, которое предстоит измерить нутромером для получения точных значений, не составит подобрать подходящий удлинитель. Удлинители также имеют маркировку, поэтому, если длина измеряемого отверстия составляет 104 мм, тогда к инструменту прикручиваем удлинитель размером 40 мм (для прибора размером 50 мм). Если подходящего удлинителя в наборе нет, тогда собираем его из нескольких составляющих, например, 25 мм и 15 мм.
- Самая сложная часть работ выполнена, и теперь остается произвести измерения.
 Располагаем прибор внутри отверстия и, вращая барабан, добиваемся соприкосновения наконечников с внутренними стенками детали.
Располагаем прибор внутри отверстия и, вращая барабан, добиваемся соприкосновения наконечников с внутренними стенками детали. - Прибор должен располагаться в центре детали. Наконечники не должны слишком плотно прижиматься к стенкам, а с незначительным (очень легким) усилием. После этого следует зафиксировать стопорный винт.
- Извлекаем прибор из детали, и проверяем качество фиксации съемного наконечника. Если его крепление ослабло, нужно подтянуть, и произвести повторные измерения.
- После извлечения прибора приступаем к снятию показаний. Если пользовались микрометром, то трудностей с определений показаний нутромера не возникнет.
- Если же впервые слышите о микрометре, тогда показания снимаются следующим образом — сначала считаем общую длину прибора вместе с наконечником. Если используем инструмент длиной 75 мм и головку 25 мм, тогда сразу получаем 100 мм. Далее смотрим на шкалу, и считаем количество рисок. На какую шкалу нужно смотреть? Здесь многие очень часто путаются, но все очень просто.
 Обратите внимание на расположение ноля. Если он расположен сверху, значит, отсчитываем верхние риски, деление которых равно 1 мм.
Обратите внимание на расположение ноля. Если он расположен сверху, значит, отсчитываем верхние риски, деление которых равно 1 мм. - По примеру на фото видим 4 риски, то есть 4 мм. Последняя риска точно совпадает с барабаном, и снизу после нее нет больше рисок, поэтому на нижнюю шкалу не смотрим. Теперь считаем сотые доли мм по нониусной шкале. Смотрим на отметку нониуса, которая совпадает с продольной шкалой. Цена деления нониуса равна 0,01 мм, поэтому по примеру видим, что значение составляет 0,01 мм. Складываем полученные данные, и получаем: 100 + 4 + 0,01 = 104, 01 мм. Это точный диаметр отверстия измеренной детали.
Это интересно! Чтобы убедиться в правильности проведенных измерений, рекомендуется повторить процесс, но уже измеряя расстояние (диаметр) внутренней поверхности заготовки в другой плоскости.
Справедливости ради нужно отметить, что нижняя шкала на нутромере имеет деление 0,5 мм. Как видно из описания, пользоваться микрометрическим нутромером совсем не трудно, и с этой задачей справится каждый, если предварительно прочитает инструкцию. На видео ниже показано, как пользоваться микрометрическим нутромером, особенности его настройки и считывания показаний.
На видео ниже показано, как пользоваться микрометрическим нутромером, особенности его настройки и считывания показаний.
Не забывайте учитывать погрешность прибора. Ее величина обязательно указывается в паспортных данных к каждой модели.
Как пользоваться нутромером индикаторным и важные моменты при работе с инструментом
Индикаторный нутромер отличается от микрометрического не только конструкцией, но еще и назначением. Прибор служит не для получения точных значений расстояния или диаметра, а для определения отклонений от эталонных показаний. Как и в случае с микрометрическим прибором, индикаторный перед началом эксплуатации следует подготовить к работе. Для этого понадобится калибровочное кольцо (шаблон), которое обязательно поставляется вместе с инструментом. Специальная струбцина или микрометр используется для настройки нутромера при подготовке его к измерению больших отверстий.
Прибор служит не для получения точных значений расстояния или диаметра, а для определения отклонений от эталонных показаний. Как и в случае с микрометрическим прибором, индикаторный перед началом эксплуатации следует подготовить к работе. Для этого понадобится калибровочное кольцо (шаблон), которое обязательно поставляется вместе с инструментом. Специальная струбцина или микрометр используется для настройки нутромера при подготовке его к измерению больших отверстий.
- Проводить работы необходимо в температурном диапазоне от +15 до +25 градусов.
- Принцип настройки заключается в том, что первоначально следует подобрать сменный стержень, которые поставляются в комплекте или приобретаются отдельно.
- Закрепляется стержень в рабочей части инструмента.
- Если используется микрометр или струбцина, тогда необходимо выставить размер, который соответствует примененному в приборе стержню.
- Через втулку стебля нутромер необходимо зафиксировать в тисках. Однако вместо этого можно в тисках зажать микрометр с предварительно выставленным значением.

- Стержень прибора размещается между измерительными губками микрометра или шаблонной струбциной.
- Далее путем вращения индикаторной головки необходимо совместить стрелку с нулевой отметкой. Чтобы обеспечить вращение индикаторной головки, необходимо ослабить стопорный винт.
На этом процесс настройки считается завершенным, и можно переходить к процедуре измерений. Как правильно пользоваться индикаторным нутромером, рассмотрим далее.
- Подготовленный к работе инструмент необходимо расположить внутри отверстия рабочей частью. Причем стержень прибора должен располагаться строго перпендикулярно.
- Корректировка положения инструмента осуществляется легкими покачиваниями в стороны.
- Теперь самое важное — точное значение определяется по стрелке. Причем она должна указывать на нулевое значение, а при малейшем смещении стержня в стороны, она должна отклониться в правую или левую сторону. Если стрелка указывает на конкретное значение, тогда высчитывается уровень отклонения от нормы.

Прибор достаточно прост в использовании, поэтому трудностей с его применением у людей, освоивших технологию работы, не возникает. Ниже представлен видео материал, в котором показано, как настроить прибор к работе путем выставления его на ноль, а также произвести измерения детали.
Индикаторный нутромер применяется для измерения уровня износа блока цилиндров, шатунов и других деталей. С его помощью можно определить возможность дальнейшей эксплуатации ЦПГ, что зависит от уровня износа стенок цилиндров. Именно при помощи индикаторного устройства можно определить уровень износа, и делать последующие выводы. О том, как правильно пользоваться нутромером для измерения уровня износа цилиндров двигателя внутреннего сгорания, можно посмотреть в коротком видео ролике.
Именно при помощи индикаторного устройства можно определить уровень износа, и делать последующие выводы. О том, как правильно пользоваться нутромером для измерения уровня износа цилиндров двигателя внутреннего сгорания, можно посмотреть в коротком видео ролике.
Уход за инструментом
Чтобы нутромер служил долго, важно не покупать самую дорогую зарубежную модель, а обеспечить за инструментом правильный уход. Все измерительные приборы требуют особого внимания к условиям хранения и эксплуатации. Нутромер не является исключением, поэтому чтобы инструмент долго служил, необходимо:
Все измерительные приборы требуют особого внимания к условиям хранения и эксплуатации. Нутромер не является исключением, поэтому чтобы инструмент долго служил, необходимо:
- Хранить его в отапливаемых помещениях, и не допускать значительных перепадов температуры.
- При работе не ронять инструмент (особенно стрелочные модели), а также исключить вероятность его контакта с агрессивными средами или водой.
- Если прибор поставляется в упаковке, то именно в ней его необходимо хранить.
Из строя прибор может выйти при неправильной его эксплуатации, поэтому рекомендуется предварительно изучить инструкцию по применению инструмента. Рассмотрев конструкцию, разновидности, типы, а также особенности настройки и применения нутромеров, не составит большого труда воспользоваться инструментами при возникновении такой необходимости.
Публикации по теме
Как пользоваться нутромером индикаторным для проверки цилиндров
Нутромеры, являесь приборами повышенной точности, требуют тщательной настройки перед их применением. Как правильно осуществить данное и другие действия (поверку и непосредственно использование прибора) рассказано в данной статье.
Как правильно осуществить данное и другие действия (поверку и непосредственно использование прибора) рассказано в данной статье.
Вы также можете посмотреть другие статьи. Например, «Конструкция штангенциркулей» или «Шумомеры».
Почему для измерения внутренних размеров деталей используют нутромеры? Ответ прост — только эти приборы благодаря своей конструкции и принципу действия способны обеспечить получение высокоточных результатов, а также измерение в труднодоступных местах.
Как и любые другие измерительные приборы, нутромеры требуют тщательной настройки, предваряющей измерение, и периодической поверки (что такое поверка?). О тонкостях работы с двумя самыми популярными и используемыми наиболее широко нутромерами — индикаторными и микрометрическими — вы узнаете, прочитав данную статью. Содержащая ссылки на ГОСТ и пошаговые алгоритмы, она представляет собой полноценную инструкцию.
Работа с микрометрическими нутромерами
Поверка микрометрического нутромера
При вводе в эксплуатацию, а также периодически на протяжении всего срока использования или хранения нутромеры должны подвергаться поверке, представляющей собой совокупность операций, направленных на определение и подтверждение их технических характеристик.
Поверка микрометрического нутромера выполняется в соответствии с ГОСТ 17215-71 «Нутромеры микрометрические. Методы и средства поверки».
Согласно третьему пункту данного нормативного документа поверка производится в несколько этапов.
- Проверка внешнего вида устройства, его маркировки и комплектности.
- Проверка взаимодействия частей нутромера методом опробования.
- Определение ширины штрихов микрометрического барабана и стебля с помощью инструментального микроскопа.
- Проверка расстояния от стебля до края торца барабана.
- Проверка радиуса кривизны измерительной поверхности наконечника и микрометрической головки нутромера.
- Определение погрешности показаний микрометрической головки с помощью горизонтального оптиметра.
- Определение погрешности суммарного размера головки и присоединённых к ней удлинителей с помощью горизонтального длиномера или оптиметра, определение жесткости нутромера (для приборов с верхним пределом измерения свыше 1250 мм).

- Определение биения точки касания измерительной поверхности нутромера.
- Определение размеров установочной меры в точках её измерительной поверхности.
Для получения более подробной информации о подготовке к поверке, её проведении и получении результатов обратитесь к ГОСТ 17215-71.
Проведение измерений микрометрическим нутромером
Первым этапом в проведении измерений с помощью микрометрического нутромера является его подготовка. С помощью установочной меры прибор настраивают на нуль, проворачивая барабан до полного совпадения нулевой отметки с продольной линией стебля и затягивая по достижении этого положения контргайку.
После настройки нутромера его свинчивают с необходимыми для получения требуемого размера удлинителями (удлинители присоединяют в порядке убывания размеров) и приступают к измерению.
Для этого нутромер вводится в измеряемое пространство. Один наконечник при этом должен касаться поверхности. Далее путём вращения барабана доводят до упора второй наконечник прибора. Нутромер при этом необходимо покачивать, стремясь найти наибольший размер в плоскости, нормальной оси поверхности, и наименьший в плоскости осевого сечения. Только при совпадении данных параметров можно говорить о получении точного результата.
Нутромер при этом необходимо покачивать, стремясь найти наибольший размер в плоскости, нормальной оси поверхности, и наименьший в плоскости осевого сечения. Только при совпадении данных параметров можно говорить о получении точного результата.
Работа с индикаторными нутромерами
Поверка индикаторного нутромера
Поверка индикаторных нутромеров с ценой деления 0,01 выполняется в соответствии с методическими указаниями метрологических Институтов («Нутромеры индикаторные с ценой деления 0,01 мм. Методика поверки. Рекомендация. МИ 2194-92»), с ЦД 0,001 и о,002 – в соответствии с МИ 2193-92.
Согласно рекомендациям, поверка индикаторных нутромеров обязана включать в себя следующие этапы.
- Внешний осмотр.
- Опробование.
- Определение технических и метрологических характеристик нутромера (подробнее о методике определения характеристик читайте в МИ).
Обратите внимание – процессы определения МХ и ТХ для нутромеров с различной ЦД различаются!
Проведение измерений индикаторным нутромером
В первую очередь необходимо настроить нутромер на ноль. Сделать это можно несколькими способами (с помощью калибровочного кольца, концевой меры или проверенного микрометра).
Затем прибор с лёгкими покачиваниями помещается в отверстие перпендикулярно его оси. По отклонению стрелки индикатора можно судить о том, насколько измеряемый размер отличается от эталонного: если стрелка индикатора отклоняется вправо, то измеряемый размер меньше установленного, влево – больше. Величина отклонения от эталонного размера определяется как ЦД умноженная на количество делений смещения стрелки.
Если вам понравилась статья нажмите на одну из кнопок ниже
Нутромеры предназначены для измерения диаметров отверстий, размеров пазов и внутреннего расстояния между поверхностями. Данные приборы применяются в тех случаях, когда использование линейки и рулетки невозможно или не обеспечивает необходимую точность замеров.
Приборы данного типа являются идеальным инструментом для проверки внутреннего диаметра цилиндров при сборке и ремонте автомобильных моторов. Сфера их применения: слесарные мастерские, пункты автосервиса и механосборочные цеха.
Что измеряют нутромеры
Существует два метода замеров: абсолютный и относительный. Первый применяется при использовании микрометрического нутромера. Прибор помещается внутрь отверстия и работает аналогично микрометру. Он замеряет абсолютное расстояние от одной поверхности до другой в миллиметрах.
Относительный метод применяется при использовании индикаторного нутромера. Перед началом измерений прибор приводится в рабочее положение, настраивается и выставляется «на ноль».
Принцип работы и характеристики индикаторных нутромеров
Каждый прибор состоит из двух основных узлов: индикатора с циферблатом часового типа и измерительной части (стебля). Величина перемещения подвижного стержня передается на отсчетное устройство с помощью клиновой или рычажной передачи.
Характеристики индикаторных нутромеров:
- минимальный диаметр измеряемого отверстия – от 6 мм;
- погрешность – 0,15-0,025 мм;
- цена деления – от 0,01 до 0,001 мм;
- движение стержня – от 1 до 10 мм (зависит от модели).
Как работать с индикаторным нутромером
Как того требует инструкция, перед началом работы инструмент нужно выставить «на ноль». Удобнее всего это сделать с помощью калибровочного кольца. При его отсутствии можно воспользоваться концевой мерой со струбциной или другим прибором (например, микрометром или штангенциркулем).
Настройка нутромера по микрометру
В первую очередь проверяется точность микрометра с помощью концевой меры. Если погрешность находится в допустимых пределах, то действовать необходимо по следующему плану:
- подбирается сменный стержень (например, длиной 10 мм) и устанавливается на измерительную штангу нутромера;
- на микрометре так же выставляется размер 10 мм, после чего зажимается стопорный винт;
- нутромер фиксируется в тисках через деревянную втулку на стебле. Этим обеспечивается его неподвижность;
- стержень нутромера помещается между измерительными губками микрометра;
- отклонившаяся стрелка совмещается с отметкой «ноль» на циферблате вращением головки индикатора.
Для измерения диаметра цилиндра прибор помещается внутрь отверстия так, чтобы его стержень находился перпендикулярно продольной оси изделия. Нужное положение достигается с помощью легких покачиваний.
Если стрелка отклоняется влево от нуля, то диаметр исследуемого отверстия больше размера образца. Если вправо – то меньше.
Снимаем показания: стрелка отклонилась влево на 15 делений. Делаем расчет: умножаем 15 на цену одного деления (0,01 мм) и получаем 0,15 мм.
Зная диаметр образца (10 мм), производим окончательный расчет: 10+0,15=10,15 мм.
При снятии показаний стоит учитывать, что индикатор имеет две шкалы:
- большую – сотые доли мм.;
- малую – миллиметры.
Для измерения отверстий больших размеров применяются дополнительные стержни-удлинители, входящие в комплектацию нутромера. Более детальную информацию о том, как пользоваться прибором, вы можете найти в инструкции по эксплуатации.
Как работать микрометрическим нутромером
Перед началом работ прибор устанавливается «на ноль» с помощью меры, входящей в комплект. Процедуру рекомендуется выполнять при температуре +20 о С по следующему плану:
- микрометрическая головка размещается между губами установочной меры;
- вращением барабана добиваемся прижатия измерительных поверхностей с обеих сторон;
- закручиваем фиксирующий винт и извлекаем прибор.
Снимаем показания. Если нулевое значение на барабане совпадает с продольной линией на стебле, то прибор настроен и готов к работе.
Как измерять микрометрическим нутромером
Принцип работы с таким прибором отличается от замеров с помощью индикаторных аналогов. Для измерения диаметра цилиндра на нутромере выставляется приблизительный его размер. После этого микрометрическая головка помещается в отверстие перпендикулярно его продольной оси. Вращением барабана и трещотки необходимо добиться прижатия измерительных поверхностей с двух сторон.
Следующее действие – завинчиваем до упора стопорный винт и извлекаем прибор из отверстия для снятия показаний. Для получения искомого значения складываются три составляющие:
- значение на шкале;
- длина манометрической головки;
- размер удлинителя, если таковой применяется.
Условия эксплуатации, хранения и методика поверки нутромеров
Межповерочный интервал для измерителей данного типа составляет 1 год. Поверка прибора производится в соответствии с методикой МИ 2192-92.
Условия эксплуатации нутромеров:
- окружающая температура – от +15 до +25 о С;
- влажность – до 80%;
- установка ноля – перед каждым началом работы.
При пользовании индикаторным нутромером рекомендуется его удерживать за деревянную втулку. В противном случае, стальная штанга будет нагреваться от тепла руки. Это повлечет ее удлинение на сотые доли миллиметра, что спровоцирует искажение показаний индикатора.
Как разобрать индикаторный нутромер
Разборка прибора производится в порядке, обратном сборке. Сначала вывинчивается удлинительный стержень, а затем индикатор отделяется от измерительной штанги. Перед длительным хранением все элементы конструкции, за исключением циферблата индикатора, протираются авиационным бензином и смазываются. Хранение нутромера осуществляется в упаковочном боксе при температуре +20±5°С.
Многие детали имеют отверстия и полости. Для их измерения созданы специализированные инструменты – нутромеры. Далее рассмотрено, устройство нутромера, варианты данных инструментов, как пользоваться нутромером.
Устройство и принцип функционирования
Нутромеры – это инструменты для нахождения внутренних размеров (диаметров отверстий, пазов и т. д.). Они рассчитаны на случаи, когда недоступно применение других инструментов в виде рулетки либо линейки или они недостаточно точны. Рассматриваемые приборы применяют в автосервисах, механосборочных цехах, слесарных мастерских, например, для замера цилиндров двигателя.
Общепринятой классификации данных устройств не создано, однако нутромеры дифференцируют на основе различных параметров. Так, по конструкции их подразделяют на шариковые, цанговые и др., по варианту отсчетного устройства – на индикаторные и др., по контакту с определяемой поверхностью – на кромочные и др. Наиболее известна и обширно распространена классификация, основанная на совокупности конструктивных особенностей нутромеров и их назначении:
- Конструкция микрометрических моделей, включает соединенные колпачком микрометрический винт и барабан, стебель со сферическим наконечником, предохранительный колпачок, стопор. К тому же их комплектуют несколькими удлинителями и мерой. Головку вариантов с верхним значением измерений более 1250 мм оснащают индикатором часовой конструкции с интервалами делений в 0,01 мм. Рассматриваемые приборы производят на основе ГОСТ 17215. Встречается пять типоразмеров таких моделей с различными рабочими диапазонами: от 50 до 2500 мм. Варианты с часовым индикатором представлены еще в трех типоразмерах с диапазоном от 1250 до 10000 мм. Устройства данного типа ввиду хороших метрологических параметров (точность и погрешность равны около 0,01 и 0,006 мм соответственно) обычно применяют для точной проверки размеров.
- Индикаторные нутромеры включают два основных узла: индикатор с часовым циферблатом и измерительную часть, представленную двумя стержнями (подвижным, служащим для монтажа сменных вставок, и находящимся в корпусе неподвижным). Кроме того, в корпусе размещена система подвижных рычагов. Индикаторные приборы подходят для отверстий диаметром от 6 мм и имеют погрешность в 0,025-0,15 мм. Движение стержня и цена деления составляют 1-10 и 0,001-0,01 мм соответственно.
Первые простейшие модели нутромеров появились около XVII в. Данные инструменты были выполнены в виде циркулей с отогнутыми наружу концами ножек. Современные начальные модели, называемые штихмассами, представлены трубками либо стержнями с наконечниками сферической формы. Они рассчитаны на крупные отверстия диаметром 100-2500 мм.
Принцип их функционирования состоит в передаче величины перемещения подвижного стержня на отсчетное устройство посредством передаточного механизма. Нутромеры оснащают передаточными механизмами различного типа, что также определяет сферу применения. Так, варианты с рычажными, конусными и клиновыми передачами рассчитаны на небольшие отверстия. Конусные модели (кромочные со стрелочной головкой либо шкалой с нониусом, цанговые, шариковые в трех типоразмерах) применяют для малых отверстий (от 0,2, от 0,95, 3-18 мм соответственно). Большинство индикаторных нутромеров оснащают передаточными устройствами рычажного либо клинового типа. Рабочий диапазон для них составляет от 3 до 1000 и от 18 до 50 мм соответственно.
Еще одним классификационным признаком для нутромеров является количество точек соприкосновения с поверхностью.
Большинство вариантов относится к двухконтактной схеме измерения.
Только пассиметры имеют три наконечника, один из которых подвижен. Такие устройства имеют рабочий диапазон от 19 до 120 мм. Кроме того, для дифференциации нутромеров используют форму контактной поверхности (плоская, кромочная и др.).
Отдельно следует отметить электронные модели. Они представлены модификациями микрометрических нутромеров, оснащенными электронной головкой с цифровым отсчетом. Как и для механических аналогов, принцип измерения такими приборами основан на сравнении с мерой, в качестве которой в данном случае применяется высокоточное кольцо.
Настройка
Предварительно требуется настройка нутромера, состоящая, прежде всего, в обнулении. Тип инструмента определяет, как настроить нутромер.
Микрометрический нутромер обнуляют с применением меры. Рекомендуется осуществлять данную операцию при 20 °C.
- Начинают с размещения головки прибора между губками меры.
- Путем вращения барабана обеспечивают прижатие поверхностей измерения.
- Далее, закрутив фиксирующий винт, извлекают инструмент.
- Наконец, снимают показания. О готовности прибора свидетельствует совмещение продольной линии стебля с нулевым значением барабана.
Перед работами с индикаторным нутромером также осуществляют обнуление. Для этого наиболее подходит калибровочное кольцо. В отсутствии его применяют концевая мера со струбциной либо прочий инструмент, который может быть представлен штангенциркулем либо микрометром.
Далее рассмотрена проверка точности индикаторного микрометра с использованием концевой меры. В случае допустимой погрешности выполняют приведенную далее последовательность действий:
- Прежде всего, подбирают сменный стержень и монтируют на измерительную штангу прибора.
- Далее на микрометре выставляют размер, соответствующий стержню, и зажимают стопорный винт.
- Затем нутромер через втулку стебля фиксируют в тисках.
- Его стержень устанавливают между микрометрическими измерительными губками.
- Наконец, путем вращения индикаторной головки стрелку совмещают с нулевой отметкой циферблата.
Технология измерения
Прежде всего, необходимо отметить, что разработано два метода измерения:
- Абсолютный способ состоит в определении значения расстояния между заданными точками путем помещения прибора внутрь.
- При относительной технологии для получения результата используется образец.
Следует отметить, что названные технологии подходят для различных типов измерительных приборов. Первая служит для микрометрического нутромера, а вторая – для индикаторного.
Измерения прибором первого типа включают приведенные далее операции:
- На инструменте выставляют приблизительный размер измеряемого отверстия.
- Головку располагают внутри перпендикулярно продольной оси прибора.
- C обеих сторон обеспечивают прижатие поверхностей измерения к стенкам путем вращения трещотки и барабана.
- Закручивают стопорный винт и извлекают инструмент.
- Для получения результата к значению шкалы прибавляют длину манометрической головки, а также удлинителя в случае его применения.
При работах с отверстиями цилиндрической формы инструмент покачивают поочередно в продольном и поперечном направлениях с целью определения максимального и минимального значения соответственно.
Измерение индикаторным прибором также включает несколько этапов:
- Прежде всего, индикаторный нутромер располагают внутри отверстия стержнем перпендикулярно продольной оси измеряемой детали, корректируя его легкими покачиваниями.
- Отклонение стрелки вправо свидетельствует о меньшем диаметре отверстия в сравнении с образцом, влево – о большем.
- Далее снимают показания, применяя обе шкалы индикатора.
- Наконец, к полученному значению прибавляют диаметр образца.
Для измерения больших отверстий индикаторные нутромеры комплектуют дополнительными стержнями-удлинителями.
Обслуживание и эксплуатация
Для обеспечения длительного эксплуатационного срока нутромера следует правильно эксплуатировать и обслуживать его.
Так, для микрометрических вариантов требуется периодически осуществлять проверку, регламентированную ГОСТ 17215-71. Она относится к следующим параметрам.
- Внешний вид, маркировка, наличие комплектующих.
- Взаимодействие конструктивных элементов.
- Размер штрихов стебля и барабана.
- Расстояние между стеблем и торцом барабана.
- Радиус головки и измерительной поверхности.
- Погрешность головки.
- Погрешность общего размера головки с удлинителями, а также жесткость (для вариантов с верхним рабочим пределом более 1250 мм).
- Биение точки касания.
- Размеры меры в точках измерительной поверхности.
Проверка индикаторных вариантов значительно проще. Она включает пункты, регламентированные рекомендациями МИ 2194-92 и 2193-92:
- Внешний осмотр.
- Опробование.
- Определение технических и метрологических параметров.
Скачать рекомендацию МИ 2193-92
Скачать рекомендацию МИ 2194-92
Для микрометрических моделей следует избегать перетяжки соединения удлинителей и головки. Во избежание изменения размеров меры не следует выкручивать ее винты. Не стоит лишний раз вынимать стержни. При работе следует удерживать инструмент в местах наименьшего прогиба.
Перед хранением инструмент следует разобрать, протереть авиационным бензином и смазать его элементы, кроме циферблата.
Разборку индикаторного нутромера осуществляют путем откручивания удлинительного стержня и отсоединения от штанги индикатора. Хранение осуществляют в температурном диапазоне от 15 до 25 °C.
Диапазон рабочих температур для нутромеров составляет от 15 до 25 °C, влажность – до 80%.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Узнаем как устроен нутромер индикаторный и как им пользоваться?
Нутромер индикаторный – это такой прибор, который позволяет точно определить параметры и значения внутренних отверстий деталей, в том числе их радиус и глубину. При этом показания устройства выводятся на дисплей контактным методом. В основном нутромеры индикаторные ГОСТ применяются в тех случаях, когда возникает потребность в измерении детали, находящейся в очень труднодоступном месте (то есть там, где невозможно применить обычную строительную рулетку). Работает данный элемент по принципу радиусометра.
Характеристика
Данный измерительный прибор широко используется в качестве своеобразной линейки для внутренних замеров изделий. Нутромер индикаторный выпускается в соответствии со стандартными пределами измерений, которые определяет ГОСТ. Зачастую такие приборы способны определить глубину устройства в пределах от 1 до 18 миллиметров. Также нутромер индикаторный имеет в своей конструкции съемные шайбы и стержни, которые монтируются в отверстие тройника головки инструмента. Разница в их величине составляет от 1 до 5 миллиметров.
Устройство
Основным конструктивным элементом в индикаторном нутромере является направляющая втулка. В ее верхней части устанавливается часовой индикатор, надежность крепления которого определяется специальным винтом. Именно он отображает точные данные измерений. Шкала на нем может быть либо стрелочной, либо электронной. Внутри втулки в конструкции нутромера есть длинный стержень, который соприкасается с аналогичной деталью меньшего диаметра. Короткий стержень упирается в «грибок» тройника головки. В тройнике есть сменный измерительный стержень и «движок». Обе детали закрепляются в корпусе при помощи гайки. Кроме этого, нутромер индикаторный имеет в своей конструкции центрирующий мостик. Он предназначается для установки головки индикатора. Диаметр последней зависит от ширины отверстия детали, в которую устройство вставляется во время измерения значений. Именно так устроен современный нутромер индикаторный.
Как пользоваться данным устройством?
Перед выполнением работ необходимо сбросить предыдущие значения. Сброс информации делается несколькими способами – при помощи микрометра, калибровочного кольца или же концевой меры. После того как на шкале электронного или стрелочного индикатора высвечивается значение «0», можно приступать к измерению ширины отверстия детали. При этом нутромер помещается в отверстие перпендикулярно относительно изделия. По значению показаний стрелки вы можете узнать, на сколько именно отличаются эталонные значения от тех, которые указал производитель. Если же стрелка устройства отклоняется вправо, значит, диаметр отверстия меньше заданного. Соответственно, если стрелка повернулась в левую сторону, ширина детали больше. При этом значение и уровень отклонения ширины устройства от эталонного определяются как цена деления, умноженная на количество делений, на которое сместилась сама стрелка.
Нутрометр индикаторный или микрометрический – как пользоваться?
Конструкторы и изобретатели сегодня используют большое количество высокоточных приборов для проведения измерений. Существует большое количество деталей, которые требуют точной подгонки до последнего микрометра. Сегодня речь пойдет о том, что такое нутрометр индикаторный, нутрометр микрометрический, зачем они нужны и как ими пользоваться.
Нутрометры нашли широкое применение при ремонте двигателей внутреннего сгорания. В основном, это касается ремонта поршневой группы мотора, когда необходимо точно расточить диаметры цилиндров. Также микрометры применяются для расточки постели распределительного вала, когда нельзя нарушить центровку изделия.
Помимо ремонта двигателей, такие приборы уже давно применяются в промышленности для обработки других изделий, требующих большой точности и центровки.
Нутрометр индикаторный
Данный прибор применяется для относительных измерений внутренних размеров каких-либо изделий. Рассмотрим как можно конкретнее принцип действия данного прибора.
Самой важной частью нутрометра является втулка, внутри которой находится весь механизм прибора, а в верхней части установлен индикатор часового типа. Индикатор позволяет увидеть все результаты измерения и на основе их производить дальнейшую обработку детали. На нижней части втулки расположено специальное устройство, которое состоит из грибка, небольшого стержня, тройника и движка. Суть такая, что мы вставляем стержень в соответствии с диаметром измеряемого отверстия, настраиваем движок и специальный центрирующий мостик. После этого, измерительную часть нутрометра опускают в отверстие и заводят до конца. При наличии отклонений движок будет передавать на пружину определенное воздействие, что переместит стержень внутри втулки и заставит стрелку отклониться.
Нутрометр микрометрический
Этот измерительный прибор позволяет вести абсолютные измерения за счет высокого класса точности. Он выпускается со специальным комплектом стержней со стандартными размерами, которые заранее пронумерованы для удобства их применения.
Такой нутрометр представляет собой специальный стебель, внутри которого находится сферический наконечник. Для настройки прибора служат специальный винт и барабан, расположенные внутри стебля. Чтобы настройки не сбивались, снаружи устанавливается стопор с предохранителем, которые фиксируют микрометрический винт и барабан от случайного перемещения.
Один конец прибора устанавливается на одной части поверхности отверстия, а другой второй по диаметральной плоскости. Далее прибор перемещают вниз и делают необходимые измерения, исходя из найденных отклонений.
Как пользоваться нутрометром – Видео
Если прибор индикаторный, то вначале необходимо с помощью микрометра настроить прибор на получение исходного размера. То есть необходимо выставить те размеры, которые должны получиться после расточки. Если такие размеры неизвестны, то их можно найти при помощи штангенциркуля или же микрометра. Настройка прибора производится при помощи подбора требуемой ножки и фиксирующей гайки требуемых размеров.
После настройки прибора, шкала сбрасывается до нуля. Далее производятся необходимые измерения, к примеру, диаметр цилиндра блока двигателя.
Измерения производятся в трех направлениях и выявляют овальность, то есть отклонение номинального размера окружности в какой-либо точке. После каждого измерения, прибор покачивается на контроль отклонения стрелки, а результаты записываются. В конце всех измерений из полученных результатов высчитывается среднее арифметическое отклонение и на основе этих данных производится повторная обработка изделия в заданном направлении.
Вот так можно освоить простые по принципу действия, но сложные по применению устройства.
Нутромеры для замера длинных втулок цилиндра. Как пользоваться нутромером индикаторным — советы и рекомендации
Масштабной линейкой измеряют длину или ширину на плоскостях, определяют размеры, замеренные нутромером и кронциркулем, а также пользуются при разметочных работах. Точность измерения – до 0,5 мм.
Для точного измерения различных углов служит универсальный угломер , представляющий собой две линейки с дисками, скрепленными между собой шарнирно. На одном диске нанесены деления в градусах. При измерении изделие устанавливают между линейками так, чтобы их края касались плоскостей измеряемого изделия. При этом величину угла определяют по делениям на диске.
Рис. Универсальный угломер
Циркуль, кронциркуль и нутромер
Циркуль применяют главным образом при разметке. Ножки циркуля должны быть одинаковой длины и толщины, правильно заточены и в сомкнутом состоянии не должны давать просвета. При износе и затуплении ножки циркуля затачиваются оселком.
а — циркуль: б – кронциркуль; в – нутромер.
Кронциркуль служит для наружного измерения деталей. Величина, измеренная кронциркулем, определяется по масштабной линейке. Точность измерения – до 0,5 мм. Кронциркули бьшают шарнирные и пружинные.
Шарнирный кронциркуль прост по устройству и удобен для пользования, но с течением времени в нем разрабатывается шарнирное соединение, и получается свободный ход. Для устранения свободного хода заклепку головки шарнира слегка обжимают или расклепывают.
Концы ножек по мере пользования теряют свою первоначальную форму, поэтому их следует периодически заправлять оселком.
Нутромером определяют внутренние размеры деталей. Величины, измеряемые нутромером, определяют по масштабной линейке. Точность измерения до 0,5 мм. Нутромеры бывают пружинные и шарнирные.
(рисунок а) – измерительный инструмент, позволяющий производить три измерения: наружное, внутреннее и глубины с точностью до 0,1 мм. Этот инструмент состоит из неподвижной губки, прикрепленной к масштабной линейке, на которой нанесена метрическая шкала, и из подвижной губки, свободно перемещающейся по линейке. У подвижной губки имеется вырез с нониусом и рейка для измерения глубины. Обе губки имеют сверху заостренные концы для внутренних измерений. На нониусе внизу сделано десять делений. Левая крайняя черта называется нулевой. Для определения размера при разведенных губках штангенциркуля нужно отсчитать целое количество миллиметров, которое прошла по линейке крайняя левая черта нониуса (на рисунке б это – 11 мм), а затем найти черту нониуса, которая точно совпадет с каким-либо делением линейки. В случае, изображенном на рисунке б, вторая черта нониуса (не считая нулевой черты) совпадает с делением на линейке, следовательно, данный размер будет равен 11,2 мм.
Рис. Штангенциркуль:
а – измерение штангенциркулем; б – отсчет по нониусу; 1 – неподвижная губка; 2 – заостренный конец губки; 3 – винт для закрепления подвижной губки; 4 – масштабная линейка; 5 – нониус; 6 – подвижная губка.
Штангенглубомер
Штангенглубомером можно измерить глубину пазов на валах, отверстий и др. При измерении опорные плоскости штангенглубомера ставят на плоскость изделия, от которой производят измерение. Необходимо следить, чтобы у опорных губок штангенглубомера не было выбоин и ржавчины. Периодически опорные губки необходимо притирать, пользуясь проверочной плитой. В процессе притирки подвижная линейка должна находиться на нуле. Измерение штангенглубомером производится так же, как и штангенциркулем.
Рис. Измерение штангенглубомером
Представляет собой соединение штангенциркуля со штангенглубомером.
Штангензубомером измеряют толщину зубьев шестерен для определения величины их износа и размера. Зная по чертежу высоту зуба шестерни (считая от начальной окружности), устанавливают его размер на вертикальной шкале штангензубомера; после этого губки штангензубомера устанавливают на зуб и горизонтальным штангенциркулем измеряют толщину зуба. Точность измерения штангензубомером – до 0,02 мм.
Рис. Штангензубомер
Телескопическим штихмасом измеряют внутренние размеры в пределах от 12 до 150 мм. Подвижной измерительный стержень штихмаса входит в неподвижную часть корпуса, из когорой он пружиной выжимается наружу. Внутри корпуса проходит фиксирующий стержень, которым можно зажать измерительный стержень в любом положении. Для измерения отверстия нужно освободить измерительный стержень, вставить штихмас в отверстие и, придав ему правильное положение, зажать фиксирующий стержень, а затем осторожно вынуть штихмас из отверстия. После этого штангенциркулем или микрометром измеряют длину измерительного стержня вместе с неподвижной частью.
Рис. Штихмас телескопический:
1 – неподвижная часть; 2 – отжимная пружина; 3 – измерительный стержень; 4 – корпус; 5 – фиксирующий стержень.
Служит для наружного измерения деталей с точностью до 0,01 мм. Больше всего распространены микрометры следующих размеров: 0-25; 25-50; 50-75; 75-100 мм. Устройство микрометра показано на рисунке.
Рис. Микрометр:
а – разрез микрометра; б – определение размера; 1 – скоба; 2 – стопорный винт пятки; 3 – пятка; 4 – винт с микрометрической нарезкой; 5 – барабан; 6 – трещотка; 7 – гильза с делениями до 0,5 мм; 8 – зажимное кольцо.
Скоба микрометра в левой части имеет закаленную и отшлифованную пятку, закрепленную стопорным винтом. В правой части скобы находится гильза с неподвижной шкалой; в гильзе закреплена стальная втулка с микрометрической резьбой, шаг которой равен 0,5 мм. Во втулку завернут микрометрический винт, на наружном конце которого укреплен барабан со шкалой, имеющей 50 делений, расположенных по окружности, и трещоткой.
Для измерения деталь устанавливают между винтом и пяткой, после чего барабан за трещотку повертывается и винт выдвигается до соприкосновения с измеряемой деталью. Для определения размера надо сосчитать число миллиметров на поверхности гильзы, включая пройденное полумиллиметровое деление, а затем посмотреть, какое деление на краю барабана совпадает с осевой чертой, сделанной на гильзе. Это деление будет соответствовать числу сотых долей миллиметра, которое нужно прибавить к предыдущим данным. В положении микрометра, показанном на рисунке б, установлен размер 20,05 мм.
Микрометрическим штихмасом определяют внутренние размеры изделий с точностью до 0,01 мм. По своему устройству микрометрический штихмас сходен с микрометром. Штихмас состоит из гильзы, имеющей на одном конце наконечник со сферической мерительной поверхностью, а на другом – микрометрический винт с такой же поверхностью. Размеры определяются так же, как и микрометром. Для увеличения пределов измерения микрометрический штихмас имеет набор сменных мерительных стержней, что позволяет измерять размеры до 250 мм.
Рис. Штихмас микрометрический:
1 и 5 – сферические мерительные поверхности; 2 – гильза; 3 – стопорный винт; 4 – барабан.
Служит для измерения отклонений в размерах изделий. Индикаторами проверяют вертикальные и горизонтальные плоскости отдельных деталей, а также биение, овальность и конусность валов и цилиндров. Точность измерения индикатором до 0,01 мм.
Индикатор состоит из корпуса, внутри которого расположен механизм, состоящий из нескольких шестерен, зубчатой рейки, упоров и циферблата со стрелкой. На циферблате нанесено 100 делений, каждое из которых соответствует 0,01 мм. При перемещении измерительного штифта на величину 0,01 мм стрелка перемешается по окружности на одно деление шкалы, а при перемещении штифта на 1 мм она делает один оборот. Обратно измерительный штифт перемещается под действием пружины.
Рис. Индикатор:
а – разрез индикатора; б – универсальная стойка для крепления индикатора; 1 – измерительный штифт; 2 – червячное колесо; 3 и 5 – зубчатки; 4 – стержень; 6 и 9 – пружины; 7 – каретка; 8 – направляющая каретки.
На рисунке б показана универсальная стойка для крепления индикатора, с помощью которой измеряют детали в различных положениях.
Для измерения износа цилиндров индикатор закрепляют на специальном приборе – пассиметре.
Рис. Индикатор с пассиметром для измерения износа цилиндров: 1 и 2 – стержни; 3 – подвижной наконечник; 4 – качающийся рычаг; 5 – неподвижный стержень; 6 – калиброванные кольца; 7 – набор неподвижных стержней; 8 – ключ для разборки и сборки головки прибора.
Измерительная часть (головка) прибора состоит из подвижного наконечника и неподвижного стержня. Перемещение подвижного наконечника передается качающимся рычагом и стержнями на измерительный штифт индикатора, который в свою очередь действует на механизм и стрелку. В комплект индикатора входит набор неподвижных стержней и калиброванных колец, позволяющих измерять цилиндры разных диаметров. Перед измерением в головку прибора устанавливают неподвижный стержень (иногда под буртик неподвижного стержня помещают калиброванные кольца). Для подбора стержня и кольца цилиндр предварительно измеряют (приближенно) штангенциркулем или линейкой.
Щуп и резьбомер
Щуп представляет собой стальную калиброванную пластинку или набор пластинок различной толщины. На каждой пластинке указана ее толщина в миллиметрах. Щупы служат для измерения зазоров между двумя деталями. При измерении больших зазоров применяют несколько пластинок, вместе взятых. При измерениях нельзя допускать резких перегибов щупа и больших усилий. Необходимо следить, чтобы на щупах не было грязи и металлической пыли, что нарушает точность измерения.
Рис. Измерительные инструменты:
а – набор плоских щупов; б — резьбомер.
Резьбомер служит для проверки и определения числа ниток на 1 дюйм или шага резьбы (в миллиметрах) на болтах, гайках и других деталях. Он представляет собой набор стальных гребенок (резьбовых шаблонов) с профилем зуба, соответствующим профилю стандартной дюймовой или метрической резьбы. Число ниток на дюйм или шаг резьбы помечают на каждой гребенке. На корпусе дюймового резьбомера выбивают метку 55°, а метрического 60°. Для проверки резьбы на болте или в гайке необходимо последовательно прикладывать гребенки резьбомера до тех пор, пока не будет найдена гребенка, зубья которой точно совпадают с резьбой детали без просвета. Размеру этой гребенки и будет соответствовать измеряемая резьба.
Шаблоны
Радиусный шаблон применяют для измерения у изделий радиусов. Шаблон представляет собой тонкую стальную пластину с выпуклыми или вогнутыми закруглениями. На поверхности каждого шаблона выбиты цифры, определяющие размер радиуса закругления в миллиметрах.
Шаблон для проверки угла заточки спиральных сверл диаметром до 50 мм изготовляют в виде стальной пластины, имеющей вырез с углом 116-118°. На кромке выреза нанесена миллиметровая шкала (рисунок а), по которой проверяют длину режущих кромок сверла.
Рис. Шаблоны для проверки угла заточки спиральных сверл:
а – простой; б – универсальный.
Универсальным шаблоном (рисунок б) можно проверять, кроме угла заточки сверла, также и резьбу (метрическую 60° и дюймовую 55°).
Проверочная плита
Проверочная плита представляет собой чугунную плиту с точно обработанными поверхностью и краями. Ее широко используют при разметочных и контрольных работах. Поверхность плиты не должна иметь задиров, рисок и ржавых пятен. Плиту устанавливают строго горизонтально по уровню. Для проверки изделие или плиту смазывают тонким слоем краски, затем изделие накладывают на плиту и двигают по ней. По отпечатку краски определяют точность обработки изделия. По окончании работы поверхность плиты протирают, смазывают маслом и закрывают деревянной крышкой.
Напишу как пользоваться штихмасом, возможно кому-то интересно. Штихмас в сборе с самой короткой насадкой
вставляется в скобу
Раздвигается до упора в скобе. Скоба служит для калибровки и проверки штихмаса, имеет размер 75мм ровно, выполнена с высоким классом точности. Откручивается гайка микрометрического винта. “0” лимба
микрометрического винта
совмещается с риской на корпусе, т.е. выставляется на “нуль”/калибруется в размер 75,00мм. Закручивается гайка микрометрического винта. Еще раз проверяется “по нулям”. Штихмас готов к работе. Измеряется, к примеру, блок цилиндров двигателя ВАЗ 2103. Штихмас вставляется в цилиндр диаметрально, раскручивается до касания, стопорится винтом на корпусе и вынимается. Далее смотрим показания. Штихмас показал, допустим, 1,04мм. Получаем 1,04 + 75,00 = 76,04мм т.е. стандартный размер. Можно/нужно измерить цилиндр в нескольких местах, вдоль и поперек блока, а также в местах максимальной выработки от колец. К примеру, максимальный диаметр получился 1,26мм. Отнимаем стандартный размер 1,04 = 0,22мм. Т.е. выработка цилиндра 0,22мм. В ремонт. Нутромер микрометрический раздвигается на 10мм и имеет цену деления 0,01мм (одна сотка). Два оборота лимба составляют 1,00мм, т.к. шаг микрометрического винта 0,5мм. Для измерения больших диаметров применяются насадки +15мм, +25мм, +50мм, что позволяет измерять диаметр до 175мм.
Почему для измерения внутренних размеров деталей используют ? Ответ прост — только эти приборы благодаря своей конструкции и принципу действия способны обеспечить получение высокоточных результатов, а также измерение в труднодоступных местах.
Как и любые другие измерительные приборы, нутромеры требуют тщательной настройки, предваряющей измерение, и периодической поверки. Нутромеры бывают различных типов подробно можете ознакомиться с ними в нашем . Сегодня мы рассмотрим который применяеться для измерения — внутренних размеров изделий: диаметров отверстий, расстояний между параллельными плоскостями и т. п. Индикаторный нутромер представляет собой сочетание стандартного индикатора часового типа с рычажной системой нутромера. Он состоит, из подвижного измерительного стержня, в котором монтируются сменные измерительные вставки, и неподвижного измерительного стержня,установленного в корпусе.Внутри корпуса расположена система рычагов, перемещение которых фиксируется отклонениями стрелки индикатора.
Как пользоваться нутромером индикаторным
Проверка цилиндра и поршняЦилиндр и поршень проверяются внешним осмотром на предмет неравномерного износа, наличия трещин и повреждений. Кроме того, измерением проверяется износ поршня и сравнивается с предельным значением износа, которое приводится в Руководстве по ремонту. Если даже величина износа наход
Приводится в Руководстве по ремонту. Если даже величина износа находится в допустимых пределах, поршень подлежит замене при наличии повреждений или неравномерного износа. Аналогично, даже при отсутствии повреждений или неравномерного износа поршень нужно заменить, если его износ превысил допустимую величину.
Проверка поршня
Царапины и другие повреждения на поверхности поршня
Если нарушается процесс сгорания, то на днище поршня и на жаровом поясе возникает недопустимая деформация или появляются повреждения. Более того, если поршень работает в жёстких условиях или масло потеряло свои качества, то на поверхности поршня появляются следы сильного износа или трещины.
Неравномерный износ и повреждения канавок для поршневых колец
Неравномерный износ канавки приводит к сильной вибрации кольца, которая вызывает повышенный расход масла и прорыв картерных газов. Большое значение имеет не только измерение износа, но и визуальная оценка его равномерности.
Забитые дренажные отверстия
Маслосъёмное кольцо удаляет со стенки цилиндра излишки масла, которое попадает в цилиндр разбрызгиванием из картера коленчатого вала. То масло, которое кольцо соскребает со стенки цилиндра, возвращается в картер через дренажные отверстия в нижней канавке под кольцо. Если дренажные отверстия засоряются, то масло начинает угорать. В некоторых поршнях дренажные отверстия выполняются в нижней части канавки под кольцо.
Измерение наружного диаметра поршня
По мере роста пробега увеличивается износ поверхностей трения поршня. При сильном износе увеличивается зазор между юбкой и цилиндром – это приводит к увеличению шума работающего двигателя и к росту угара масла. Место измерения диаметра юбки и значение предельного износа указаны в Руководстве по ремонту. Если износ больше допустимого, то поршень подлежит замене. Далее, если износ поршня находится в допустимых пределах, но после измерения диаметра цилиндра становится очевидно, что зазор между юбкой и цилиндром все же превышает допустимое значение, то поршень нужно поменять, если это поможет вернуть зазор к норме.
Проверка зеркала цилиндра
Почти всегда верхняя часть цилиндра изнашивается быстрее нижней из-занеравномерности условий трения между кольцами и цилиндром по высоте. Кроме того, цилиндр изнашивается быстрее в направлении перпендикулярном оси пальца, поскольку в этом направлении поршень давит на цилиндр сильнее. Цилиндр никогда не изнашивается равномерно: профиль износа имеет вид воронки с расширением вверх и форму овала в плане. Уступ, который образуется в ВМТ верхнего компрессионного кольца можно оценить визуально и пальцем, на ощупь. Далее, измерьте диаметр вверху, в среднем поясе и внизу, в двух плоскостях: параллельно оси поршневого пальца (Х) и поперёк оси пальца (Y). Эти измерения позволят определить конусность и овальность цилиндра. Если на зеркале цилиндра имеются царапины, задиры или износ превышает допустимое значение, то цилиндр нужно расточить под поршни ремонтного размера (если выпускаются). Если блок цилиндров по каким-то причинам не допускает расточки, то блок нужно заменить.
Проверка поршневого пальца и отверстий в бобышке пальца
Оба конца поршневого пальца работают внутри поршневых бобышек, а средняя его часть работает в верхней головке шатуна. Для проверки износа и величины фактического зазора нужно измерить диаметр поршневого пальца в тех местах, которыми он работает в отверстиях и диаметры соответствующих отверстий.
Если результат одного из измерений выходит за допустимые пределы поршень с пальцем нужно заменить.
Характер износа отверстия в поршневой бобышке зависит от условий работы двигателя. Равномерный износ практически не встречается – обычно он имеет форму овала. По этой причине диаметр отверстия нужно измерять в двух плоскостях: в вертикальной и в горизонтальной (X и Y). Если результат одного измерения выходит из допустимых пределов, то поршень с пальцем нужно менять.
Измерьте диаметр отверстия в верхней головке шатуна в вертикальной плоскости, поскольку в этом направлении износ всегда больше. Если результат одного выходит из допустимых пределов, то шатун нужно заменить.
Поскольку масло в парах трения поршень-палец и шатун-палец обеспечивается масляным клином определённой толщины, то при увеличении зазора сверх допустимого значения перечисленные детали нужно заменить. Замена обязательна, даже если износ отдельной детали в паре трения не превысил допустимого значения. Вычислите величину зазоров в перечисленных выше парах трения и замените детали, если величина зазора превысит допустимое значение.
* Проверка верхней плоскости блока цилиндров на коробление
Если происходит коробление верхней плоскости блока цилиндров, то обжатие прокладки головки блока цилиндров не будет происходить так, как нужно. Там где удельное давление на прокладку будет ниже нормы, может наблюдаться прорыв охлаждающей жидкости или, что ещё хуже – отработавших газов. В большинстве случаев названные выше неприятности случаются из-за коробления верхней плоскости блока цилиндров, неправильной затяжки болтов крепления головки цилиндров, коробления нижней плоскости головки блока или из-за сочетания названных причин.
В одноцилиндровых двигателях с небольшим рабочим объёмом коробление верхней плоскости блока цилиндров редко является причиной прорыва газового стыка. Хотя для многоцилиндровых двигателей причиной проблем с газовым стыком является в основном коробление нижней плоскости головки цилиндров и неправильная затяжка болтов крепления головки, нужно проверять верхнюю плоскость блока цилиндров.
При помощи поверочной линейки проверьте верхнюю плоскость блока цилиндров на просвет и измерьте зазор плоским щупом. Если коробление превышает допустимое значение, замените блок цилиндров. Если обнаружено коробление блока цилиндров, то велика вероятность того, что головка цилиндров также пострадала. Проверьте на коробление и головку цилиндров.
Как правильно пользоваться нутромером индикаторным
Нутромеры, являесь приборами повышенной точности, требуют тщательной настройки перед их применением. Как правильно осуществить данное и другие действия (поверку и непосредственно использование прибора) рассказано в данной статье.
Вы также можете посмотреть другие статьи. Например, «Конструкция штангенциркулей» или «Шумомеры».
Почему для измерения внутренних размеров деталей используют нутромеры? Ответ прост — только эти приборы благодаря своей конструкции и принципу действия способны обеспечить получение высокоточных результатов, а также измерение в труднодоступных местах.
Как и любые другие измерительные приборы, нутромеры требуют тщательной настройки, предваряющей измерение, и периодической поверки (что такое поверка?). О тонкостях работы с двумя самыми популярными и используемыми наиболее широко нутромерами — индикаторными и микрометрическими — вы узнаете, прочитав данную статью. Содержащая ссылки на ГОСТ и пошаговые алгоритмы, она представляет собой полноценную инструкцию.
Работа с микрометрическими нутромерами
Поверка микрометрического нутромера
При вводе в эксплуатацию, а также периодически на протяжении всего срока использования или хранения нутромеры должны подвергаться поверке, представляющей собой совокупность операций, направленных на определение и подтверждение их технических характеристик.
Поверка микрометрического нутромера выполняется в соответствии с ГОСТ 17215-71 «Нутромеры микрометрические. Методы и средства поверки».
Согласно третьему пункту данного нормативного документа поверка производится в несколько этапов.
- Проверка внешнего вида устройства, его маркировки и комплектности.
- Проверка взаимодействия частей нутромера методом опробования.
- Определение ширины штрихов микрометрического барабана и стебля с помощью инструментального микроскопа.
- Проверка расстояния от стебля до края торца барабана.
- Проверка радиуса кривизны измерительной поверхности наконечника и микрометрической головки нутромера.
- Определение погрешности показаний микрометрической головки с помощью горизонтального оптиметра.
- Определение погрешности суммарного размера головки и присоединённых к ней удлинителей с помощью горизонтального длиномера или оптиметра, определение жесткости нутромера (для приборов с верхним пределом измерения свыше 1250 мм).
- Определение биения точки касания измерительной поверхности нутромера.
- Определение размеров установочной меры в точках её измерительной поверхности.
Для получения более подробной информации о подготовке к поверке, её проведении и получении результатов обратитесь к ГОСТ 17215-71.
Проведение измерений микрометрическим нутромером
Первым этапом в проведении измерений с помощью микрометрического нутромера является его подготовка. С помощью установочной меры прибор настраивают на нуль, проворачивая барабан до полного совпадения нулевой отметки с продольной линией стебля и затягивая по достижении этого положения контргайку.
После настройки нутромера его свинчивают с необходимыми для получения требуемого размера удлинителями (удлинители присоединяют в порядке убывания размеров) и приступают к измерению.
Для этого нутромер вводится в измеряемое пространство. Один наконечник при этом должен касаться поверхности. Далее путём вращения барабана доводят до упора второй наконечник прибора. Нутромер при этом необходимо покачивать, стремясь найти наибольший размер в плоскости, нормальной оси поверхности, и наименьший в плоскости осевого сечения. Только при совпадении данных параметров можно говорить о получении точного результата.
Работа с индикаторными нутромерами
Поверка индикаторного нутромера
Поверка индикаторных нутромеров с ценой деления 0,01 выполняется в соответствии с методическими указаниями метрологических Институтов («Нутромеры индикаторные с ценой деления 0,01 мм. Методика поверки. Рекомендация. МИ 2194-92»), с ЦД 0,001 и о,002 – в соответствии с МИ 2193-92.
Согласно рекомендациям, поверка индикаторных нутромеров обязана включать в себя следующие этапы.
- Внешний осмотр.
- Опробование.
- Определение технических и метрологических характеристик нутромера (подробнее о методике определения характеристик читайте в МИ).
Обратите внимание – процессы определения МХ и ТХ для нутромеров с различной ЦД различаются!
Проведение измерений индикаторным нутромером
В первую очередь необходимо настроить нутромер на ноль. Сделать это можно несколькими способами (с помощью калибровочного кольца, концевой меры или проверенного микрометра).
Затем прибор с лёгкими покачиваниями помещается в отверстие перпендикулярно его оси. По отклонению стрелки индикатора можно судить о том, насколько измеряемый размер отличается от эталонного: если стрелка индикатора отклоняется вправо, то измеряемый размер меньше установленного, влево – больше. Величина отклонения от эталонного размера определяется как ЦД умноженная на количество делений смещения стрелки.
Если вам понравилась статья нажмите на одну из кнопок ниже
Многие детали имеют отверстия и полости. Для их измерения созданы специализированные инструменты – нутромеры. Далее рассмотрено, устройство нутромера, варианты данных инструментов, как пользоваться нутромером.
Устройство и принцип функционирования
Нутромеры – это инструменты для нахождения внутренних размеров (диаметров отверстий, пазов и т. д.). Они рассчитаны на случаи, когда недоступно применение других инструментов в виде рулетки либо линейки или они недостаточно точны. Рассматриваемые приборы применяют в автосервисах, механосборочных цехах, слесарных мастерских, например, для замера цилиндров двигателя.
Общепринятой классификации данных устройств не создано, однако нутромеры дифференцируют на основе различных параметров. Так, по конструкции их подразделяют на шариковые, цанговые и др., по варианту отсчетного устройства – на индикаторные и др., по контакту с определяемой поверхностью – на кромочные и др. Наиболее известна и обширно распространена классификация, основанная на совокупности конструктивных особенностей нутромеров и их назначении:
- Конструкция микрометрических моделей, включает соединенные колпачком микрометрический винт и барабан, стебель со сферическим наконечником, предохранительный колпачок, стопор. К тому же их комплектуют несколькими удлинителями и мерой. Головку вариантов с верхним значением измерений более 1250 мм оснащают индикатором часовой конструкции с интервалами делений в 0,01 мм. Рассматриваемые приборы производят на основе ГОСТ 17215. Встречается пять типоразмеров таких моделей с различными рабочими диапазонами: от 50 до 2500 мм. Варианты с часовым индикатором представлены еще в трех типоразмерах с диапазоном от 1250 до 10000 мм. Устройства данного типа ввиду хороших метрологических параметров (точность и погрешность равны около 0,01 и 0,006 мм соответственно) обычно применяют для точной проверки размеров.
- Индикаторные нутромеры включают два основных узла: индикатор с часовым циферблатом и измерительную часть, представленную двумя стержнями (подвижным, служащим для монтажа сменных вставок, и находящимся в корпусе неподвижным). Кроме того, в корпусе размещена система подвижных рычагов. Индикаторные приборы подходят для отверстий диаметром от 6 мм и имеют погрешность в 0,025-0,15 мм. Движение стержня и цена деления составляют 1-10 и 0,001-0,01 мм соответственно.
Первые простейшие модели нутромеров появились около XVII в. Данные инструменты были выполнены в виде циркулей с отогнутыми наружу концами ножек. Современные начальные модели, называемые штихмассами, представлены трубками либо стержнями с наконечниками сферической формы. Они рассчитаны на крупные отверстия диаметром 100-2500 мм.
Принцип их функционирования состоит в передаче величины перемещения подвижного стержня на отсчетное устройство посредством передаточного механизма. Нутромеры оснащают передаточными механизмами различного типа, что также определяет сферу применения. Так, варианты с рычажными, конусными и клиновыми передачами рассчитаны на небольшие отверстия. Конусные модели (кромочные со стрелочной головкой либо шкалой с нониусом, цанговые, шариковые в трех типоразмерах) применяют для малых отверстий (от 0,2, от 0,95, 3-18 мм соответственно). Большинство индикаторных нутромеров оснащают передаточными устройствами рычажного либо клинового типа. Рабочий диапазон для них составляет от 3 до 1000 и от 18 до 50 мм соответственно.
Еще одним классификационным признаком для нутромеров является количество точек соприкосновения с поверхностью.
Большинство вариантов относится к двухконтактной схеме измерения.
Только пассиметры имеют три наконечника, один из которых подвижен. Такие устройства имеют рабочий диапазон от 19 до 120 мм. Кроме того, для дифференциации нутромеров используют форму контактной поверхности (плоская, кромочная и др.).
Отдельно следует отметить электронные модели. Они представлены модификациями микрометрических нутромеров, оснащенными электронной головкой с цифровым отсчетом. Как и для механических аналогов, принцип измерения такими приборами основан на сравнении с мерой, в качестве которой в данном случае применяется высокоточное кольцо.
Настройка
Предварительно требуется настройка нутромера, состоящая, прежде всего, в обнулении. Тип инструмента определяет, как настроить нутромер.
Микрометрический нутромер обнуляют с применением меры. Рекомендуется осуществлять данную операцию при 20 °C.
- Начинают с размещения головки прибора между губками меры.
- Путем вращения барабана обеспечивают прижатие поверхностей измерения.
- Далее, закрутив фиксирующий винт, извлекают инструмент.
- Наконец, снимают показания. О готовности прибора свидетельствует совмещение продольной линии стебля с нулевым значением барабана.
Перед работами с индикаторным нутромером также осуществляют обнуление. Для этого наиболее подходит калибровочное кольцо. В отсутствии его применяют концевая мера со струбциной либо прочий инструмент, который может быть представлен штангенциркулем либо микрометром.
Далее рассмотрена проверка точности индикаторного микрометра с использованием концевой меры. В случае допустимой погрешности выполняют приведенную далее последовательность действий:
- Прежде всего, подбирают сменный стержень и монтируют на измерительную штангу прибора.
- Далее на микрометре выставляют размер, соответствующий стержню, и зажимают стопорный винт.
- Затем нутромер через втулку стебля фиксируют в тисках.
- Его стержень устанавливают между микрометрическими измерительными губками.
- Наконец, путем вращения индикаторной головки стрелку совмещают с нулевой отметкой циферблата.
Технология измерения
Прежде всего, необходимо отметить, что разработано два метода измерения:
- Абсолютный способ состоит в определении значения расстояния между заданными точками путем помещения прибора внутрь.
- При относительной технологии для получения результата используется образец.
Следует отметить, что названные технологии подходят для различных типов измерительных приборов. Первая служит для микрометрического нутромера, а вторая – для индикаторного.
Измерения прибором первого типа включают приведенные далее операции:
- На инструменте выставляют приблизительный размер измеряемого отверстия.
- Головку располагают внутри перпендикулярно продольной оси прибора.
- C обеих сторон обеспечивают прижатие поверхностей измерения к стенкам путем вращения трещотки и барабана.
- Закручивают стопорный винт и извлекают инструмент.
- Для получения результата к значению шкалы прибавляют длину манометрической головки, а также удлинителя в случае его применения.
При работах с отверстиями цилиндрической формы инструмент покачивают поочередно в продольном и поперечном направлениях с целью определения максимального и минимального значения соответственно.
Измерение индикаторным прибором также включает несколько этапов:
- Прежде всего, индикаторный нутромер располагают внутри отверстия стержнем перпендикулярно продольной оси измеряемой детали, корректируя его легкими покачиваниями.
- Отклонение стрелки вправо свидетельствует о меньшем диаметре отверстия в сравнении с образцом, влево – о большем.
- Далее снимают показания, применяя обе шкалы индикатора.
- Наконец, к полученному значению прибавляют диаметр образца.
Для измерения больших отверстий индикаторные нутромеры комплектуют дополнительными стержнями-удлинителями.
Обслуживание и эксплуатация
Для обеспечения длительного эксплуатационного срока нутромера следует правильно эксплуатировать и обслуживать его.
Так, для микрометрических вариантов требуется периодически осуществлять проверку, регламентированную ГОСТ 17215-71. Она относится к следующим параметрам.
- Внешний вид, маркировка, наличие комплектующих.
- Взаимодействие конструктивных элементов.
- Размер штрихов стебля и барабана.
- Расстояние между стеблем и торцом барабана.
- Радиус головки и измерительной поверхности.
- Погрешность головки.
- Погрешность общего размера головки с удлинителями, а также жесткость (для вариантов с верхним рабочим пределом более 1250 мм).
- Биение точки касания.
- Размеры меры в точках измерительной поверхности.
Проверка индикаторных вариантов значительно проще. Она включает пункты, регламентированные рекомендациями МИ 2194-92 и 2193-92:
- Внешний осмотр.
- Опробование.
- Определение технических и метрологических параметров.
Скачать рекомендацию МИ 2193-92
Скачать рекомендацию МИ 2194-92
Для микрометрических моделей следует избегать перетяжки соединения удлинителей и головки. Во избежание изменения размеров меры не следует выкручивать ее винты. Не стоит лишний раз вынимать стержни. При работе следует удерживать инструмент в местах наименьшего прогиба.
Перед хранением инструмент следует разобрать, протереть авиационным бензином и смазать его элементы, кроме циферблата.
Разборку индикаторного нутромера осуществляют путем откручивания удлинительного стержня и отсоединения от штанги индикатора. Хранение осуществляют в температурном диапазоне от 15 до 25 °C.
Диапазон рабочих температур для нутромеров составляет от 15 до 25 °C, влажность – до 80%.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Почему для измерения внутренних размеров деталей используют ? Ответ прост — только эти приборы благодаря своей конструкции и принципу действия способны обеспечить получение высокоточных результатов, а также измерение в труднодоступных местах.
Как и любые другие измерительные приборы, нутромеры требуют тщательной настройки, предваряющей измерение, и периодической поверки. Нутромеры бывают различных типов подробно можете ознакомиться с ними в нашем . Сегодня мы рассмотрим который применяеться для измерения — внутренних размеров изделий: диаметров отверстий, расстояний между параллельными плоскостями и т. п. Индикаторный нутромер представляет собой сочетание стандартного индикатора часового типа с рычажной системой нутромера. Он состоит, из подвижного измерительного стержня, в котором монтируются сменные измерительные вставки, и неподвижного измерительного стержня,установленного в корпусе.Внутри корпуса расположена система рычагов, перемещение которых фиксируется отклонениями стрелки индикатора.
Большинство старых классических велосипедов имеют железные рукава внутри алюминиевого цилиндра. Со временем и с более высокими милями эти лайнеры станут овальными, а расстояние между поршнями и отверстиями станет слишком большим для поддержания производительности. Обе эти ситуации могут быть исправлены с помощью реорганизации.
Это относится прежде всего к 4-тактам. На 2-х тактах гонщик заметит снижение производительности и трудности при запуске. Масло будет выдавать голубоватый оттенок из выхлопной системы, который будет становиться все хуже и хуже по мере увеличения частоты вращения двигателя.
Как пользоваться нутромером индикаторным
Плоские щупы используются для измерения небольших зазоров и отверстий. Их также можно использовать для измерения осевого люфта компонента на валу, если нет возможности использовать индикатор часового типа.
Назначение и устройство индикаторного нутромера
Чтобы подтвердить, что двигатель требует реорганизации, механик может провести два теста, чтобы проверить состояние отдельного цилиндра. Самый простой тест – испытание на проворачивание. Этот тест обычно информирует механика об общем внутреннем состоянии различных деталей двигателя. Однако, поскольку углерод может накапливаться с течением времени внутри камеры сгорания и на клапанах, сжатие может быть относительно высоким, что дает что-то ложное.
Поверочная линейка и проверочная плита
Самым точным испытанием состояния цилиндра является испытание на герметичность. Этот тест включает применение сжатого воздуха в цилиндр и контроль количества утечки на датчике. Помимо того, что можно заметить процентную утечку, механик может слушать выброс воздуха из картера, выхлопа и через карбюратор.
С плоскими щупами необходимо обращаться крайне осторожно, чтобы избежать их повреждения и деформации. На поверхности каждого плоского щупа указан размер. Храните их в чистоте, слегка смазав, чтобы предотвратить коррозию.
При измерении зазора выберите плоский щуп, который будет с натягом устанавливаться между двумя компонентами. Возможно, придется использовать сразу два щупа, чтобы точно измерить зазор.
Поршневые кольца в 2-тактном исполнении имеют намного более тяжелое время, чем их 4-тактные аналоги. На 2-тактных колесах кольца должны проходить через различные порты в стенке цилиндра: входной порт, выпускной порт и порты передачи. Кроме того, при 2-такте процесс сжигания происходит в два раза чаще, чем при 4-такте, который создает добавочную теплоту и в конечном итоге изнашивается.
Аналогичные проверки, как те, которые выполняются на 4-такте, могут проводиться на 2-тактном. Хотя эти тесты дадут указание на внутреннее состояние, как правило, лучше всего снять головку и цилиндр с двигателя и тщательно измерить различные компоненты.
Микрометр представляет собой точный измерительный инструмент, который способен измерить расстояние от 0,01 до 0,001 мм. Всегда храните микрометр в отдельном корпусе, а не в комплекте инструментов. Его необходимо хранить в чистоте и не подвергать ударам, в противном случае скоба или пятка может быть повреждена, следовательно, полученные результаты будут неточными.
Измерение внутренних компонентов
Все элементы должны быть измерены, чтобы сравнить их с характеристиками производителя. Поршень, чтобы просверлить зазор. . Измерение зазора поршня в зазор – это просто случай скольжения поршня в цилиндр с помощью щупа между ним и стенкой цилиндра. Лучше всего начинать с относительно маленького измерителя щупа, такого как измерение 001, а затем постепенно увеличивать размер до тех пор, пока поршень не будет скользить внутрь. Это измерение будет в два раза меньше рабочего пробега.
Зазор в конце поршневого кольца будет увеличиваться по мере их износа. Измерительный щуп можно снова использовать для измерения конечного зазора. Как правило, цилиндры изнашиваются из-за кончиков поршня, когда он проходит вверх и вниз. В результате цилиндр становится слегка овальным. Поэтому механик должен сравнивать диаметр сбоку от диаметра спереди и сзади цилиндра.
Микрометры с внешней шкалой измерения используются для измерения внешнего диаметра компонентов, к тому же сфера их применения намного шире, чем у микрометров с внутренней шкалой измерения. В свободной продаже есть микрометры различных размеров, например, от 0 до 25 мм, от 25 до 50 мм и так далее с шагом 25 мм. Некоторые большие микрометры оснащены сменными пятками, чтобы увеличить диапазон возможных измерений. В общем, самая большая деталь, которую вам придется измерять на мотоцикле, – это поршень (необходимо измерить его диаметр).
Микрометры с внутренней шкалой измерения используются для измерения внутреннего диаметра, например, в направляющих клапанов и гильз цилиндров. Телескопические нутромеры и микрометры с внутренней шкалой используются вместе с микрометрами с внешней шкалой, хотя в свободной продаже есть более дорогие микрометры, оснащенные нутромерами.
Микрометр с внешней шкалой измерения
Примечание. Ниже описан стандартный аналоговый микрометр. И хотя в использовании цифровые микрометры намного проще, стоят они также гораздо дороже.
Всегда проверяйте калибровку микрометра перед его использованием. Закрыв пятку (микрометр со шкалой от 0 до 25 мм) или установив ее на проверочный указатель (для микрометров больших размеров), проверьте шкалу. Показания должны быть равны 0. Предварительно убедитесь, что пятка не загрязнена. Все неточности можно устранить, четко следуя инструкциям производителя инструмента. Запомните, что микрометр – это точный измерительный прибор, не пытайтесь силой закрыть пятку, используйте храповый механизм на краю микрометра, чтобы закрыть ее. В таком случае усилие будет достаточным, но не чрезмерным.
Чтобы использовать микрометр, прежде всего, убедитесь, что компонент, который вы собираетесь измерить, чистый. Установите пятку микрометра на компонент, затем используйте гильзу, чтобы переместить микрометрический винт к другой стороне компонента, который вы измеряете. Не затягивайте гильзу слишком сильно, так как это может стать причиной повреждения микрометра – вместо этого используйте трещотку. Трещотка позволяет приложить необходимое усилие, предотвращая повреждение инструмента.
Показания микрометра можно определить по шкале на муфте, а также по кольцевой шкале на гильзе. Сначала определите значение на шкале муфты, чтобы получить базовый результат, затем прибавьте значение на шкале гильзы, чтобы получить точный результат. Линейная шкала на муфте показывает диапазон измерения микрометра (например, от 0 до 25 мм). Кольцевая шкала на гильзе будет иметь шаг в 0,01 мм (возможно, шаг будет указан на скобе) – один полный оборот гильзы переместит линейную шкалу на 0,05 мм. Снимите показания, когда делительная линия на муфте пересечет шкалу гильзы. Всегда смотрите на шкалу прямо (а не под углом), в противном случае показания микрометра могут быть неточными.
В указанном примере в результате мы получили значение 2,95 мм:
линейная шкала – 2,00 мм;
линейная шкала – 0,50 мм;
кольцевая шкала – 0,45 мм;
общее значение – 2,95 мм.
Большая часть микрометров оснащена фиксирующим рычагом на скобе, позволяющим сохранить полученный результат после извлечения компонента из микрометра.
Некоторые микрометры также оснащены нониусом с шагом 0,001 мм на муфте, таким образом, вы сможете выполнить более точные измерения. Снимите измерения на шкале муфты и гильзы, как описано выше, затем убедитесь, что нониус совместился с кольцевой шкалой на гильзе.
Примечание При считывании показаний нониуса вы должны смотреть прямо на шкалу – при необходимости, переверните корпус микрометра.
Умножьте значение, полученное на нониусе, на 0,001 и добавьте полученный результат к измеренному значению. В показанном примере мы получили результат 46,994 мм: линейная шкала (базовое значение) 46,000 мм; линейная шкала (базовое значение) 0,500 мм; кольцевая шкала (точное значение) 0,490 мм; нониус – 0,004 мм; общий результат – 46,994 мм.
Микрометр с внутренней шкалой
Микрометры с внутренней шкалой предназначены для измерения диаметров различных отверстий, однако они стоят достаточно дорого и, скорее всего, механик-любитель не сможет позволить себе их использовать. Рекомендуется использовать комплект нутромеров и телескопических щупов, которые можно использовать с микрометром с внешней шкалой. Эти инструменты помогут вам выполнить измерения всех отверстий в вашем автомобиле.
Телескопические щупы можно использовать для измерения внутреннего диаметра компонентов. Выберите щуп подходящего размера, убедитесь, что его края чистые, затем установите его в отверстие. Удлините щуп, затем зафиксируйте его и извлеките из отверстия. Измерьте длину щупа от края до края при помощи микрометра).
Отверстия маленького диаметра (например, направляющие клапанов) можно измерить при помощи нутромеров. Как только вы отрегулируйте нутромер, чтобы установить его в отверстие, зафиксируйте его и извлеките, чтобы измерить при помощи микрометра.
Примечание. В данном разделе описываются стандартные штангенциркули с нониусом или индикатором часового типа. Электронные штангенциркули более просты в обращении, однако они стоят намного дороже .
Штангенциркуль не обладает такой точностью, как микрометр, однако он более универсален, так как подходит для измерения внутреннего и внешнего диаметров. Некоторые типы штангенциркулей также оснащены глубиномером. Он идеально подходит для измерения толщины фрикционных накладок фрикционного диска сцепления и длины пружины в свободном состоянии.
Чтобы использовать штангенциркуль с нониусом, ослабьте зажимные винты и установите захваты снаружи или внутри компонента, который вам необходимо измерить. Придвиньте захват ближе к компоненту при помощи специального колесика, чтобы обеспечить точное движение скользящей шкалы, затем затяните зажимные винты. Прочтите показания на главной шкале в точке, где «О» на скользящей шкале пересекает ее, таким образом вы получите базовое значение. Посмотрите на скользящую шкалу и выберите деление, которое совмещается с делениями на главной шкале, при этом учтите, что обычно цена каждого деления равна 0,02 мм. Прибавьте этот результат к базовому значению, чтобы получить точное значение.
В показанном примере мы получили результат 55,92 мм:
точное измерение – 0,92 мм;
общий результат – 55,92 мм.
Некоторые штангенциркули оснащены индикатором часового типа для более точного измерения. Прежде чем использовать подобный инструмент, убедитесь, что его захваты чистые, затем полностью закройте их и убедитесь, что показания штангенциркуля равны 0. При необходимости отрегулируйте кольцо штангенциркуля соответственно. Ослабьте винт штангенциркуля и установите его захваты снаружи или внутри компонента, который вы собираетесь измерить. Придвиньте захваты ближе, используя колесико. Определите показания на главной шкале в точке, где она пересекается с краем скользящей шкалы, таким образом вы получите базовое значение. Определите показания стрелки на индикаторе часового типа, чтобы получить точное значение, при этом учтите, что цена каждого деления равна 0,05 мм. Прибавьте это значение к базовому значению, чтобы получить общий результат.
В данном примере мы получили результат 55,95:
базовое измерение – 55,00 мм;
точное измерение – 0,95 мм;
общий результат – 55,95 мм.
Калиброванная проволока Plastigage
Калиброванную проволоку можно сжимать между двумя поверхностями, чтобы проверить масляный зазор. Ширина сжатого материала, измеренная по специальной шкале, поможет вам определить масляный зазор.
Чаще всего калиброванная проволока Plastigage используется для измерения зазора между шейками коленвала и вкладышами коренных подшипников, между шейками коленвала и вкладышами нижней головки шатуна, а также между коленвалом и опорными поверхностями. В следующем примере описано измерение масляного зазора нижней головки шатуна.
Обращайтесь с материалом Plastigage осторожно, чтобы предотвратить его деформацию. Используя острый нож, отрежьте отрезок проволоки, который соответствует ширине подшипника, который вы собираетесь измерять, затем осторожно поместите его на шейку таким образом, чтобы проволока располагалась параллельно валу. Осторожно установите оба вкладыша подшипника в шатун. Не проворачивая шатун на шейке, затяните болты или гайки крепления указанным в спецификациях моментом затяжки. Шатун и подшипники затем необходимо разобрать и проверить раздавленную проволоку Plastigage.
Используя шкалу, которая входит в комплект калиброванной проволоки Plastigage, измерьте ширину проволоки, чтобы определить масляный зазор. Всегда удаляйте все следы проволоки Plastigage.
Внимание! Чтобы получить точное значение масляного зазора, необходимо затянуть элементы крепления необходимым моментом затяжки в указанной последовательности.
Индикатор часового типа
Индикатор часового типа можно использовать для точного измерения незначительного смещения. Обычно этот прибор используют для измерения осевого люфта вала, а также для установки поршня в необходимое положение при настройке фаз зажигания на двухтактных двигателях. Индикатор часового типа обычно оснащен комплектом различных щупов и переходников, а также крепежным оборудованием.
Стрелка индикатора часового типа должна находиться на «О», когда он не используется. Проверните кольцо, чтобы обнулить индикатор часового типа.
Убедитесь, что индикатор часового типа сможет измерить перемещение. Большинство индикаторов оснащены относительно маленькой шкалой с шагом в миллиметр, а также шкалой с делениями до 0,01 мм. Сначала определите показания по маленькой шкале, чтобы получить базовое значение, затем прибавьте к этому значению показания точной шкалы, чтобы получить общий результат.
В приведенном примере показания указателя часового типа составили 1,48 мм:
базовое значение – 1,00 мм;
точное измерение – 0,48 мм;
общий результат – 1,48 мм.
При измерении биения вала его необходимо поддержать на V-образных брусках, а указатель часового типа установить на стойку перпендикулярно валу. Установите щуп указателя на центр вала и медленно проверните вал, наблюдая за показаниями индикатора часового типа. Выполните несколько измерений по всей длине вала, затем запишите самый большой результат.
Примечание. Полученное значение будет составлять общее биение вала в этой точке – некоторые производители указывают, что для получения истинного значение биения необходимо полученную величину разделить на два.
При измерении осевого люфта необходимо установить индикатор часового типа на окружающие компоненты, при этом щуп указателя должен соприкасаться с краем вала. Надавив рукой, переместите вал вперед, а затем назад, отметив максимальные показания индикатора часового типа.
Индикатор часового типа с подходящими переходниками можно использовать для определения положения поршня перед верхней мертвой точкой на двухтактных двигателях, чтобы установить фазы зажигания. Указатель часового типа, переходник и щуп подходящей длины устанавливаются в отверстие под свечу зажигания, затем индикатор часового типа необходимо обнулить в верхней мертвой точке. Если поршень необходимо установить в положение 1,14мм перед верхней мертвой точкой, проверните двигатель в обратном направлении на 2,00 мм перед верхней мертвой точкой, затем медленно проверните его вперед, пока поршень не будет установлен в положении 1,14 мм до верхней мертвой точки.
Приборы для измерения компрессии в цилиндрах
Данные приборы используются для измерения компрессии в цилиндрах. Вы можете использовать приборы с резьбовым переходником или резиновым конусом. Рекомендуется использовать приборы с резьбовым переходником, так как они обеспечивают герметичное соединение с головкой блока цилиндров. Прибор, способный измерить компрессию от 0 до 20 бар (для бензиновых двигателей)
Для начала необходимо снять свечу зажигания и либо прижать плотно прибор к головке блока цилиндров (приборы с резиновым конусом), либо вкрутить переходник прибора с резьбой в головку блока цилиндров (приборы с резьбовым переходником). Компрессия в цилиндрах измеряется посредством проворачивания двигателя, при этом он не должен быть запущен – выполните проверку компрессии, как описано в соответствующем разделе. Прибор будет отображать полученное значение, пока вы не выполните сброс вручную.
Указатель давления масла
Указатель давления масла используется для измерения давления моторного масла. Большинство указателей оснащены комплектом переходников, которые можно устанавливать в различные резьбовые отверстия. Если точка замера, указанная производителем, представляет собой внешнее соединение трубопровода, убедитесь, что используете подходящее соединение для замены, чтобы избежать недостаточной смазки двигателя.
Давление моторного масла необходимо измерять при запущенном двигателе (при определенной частоте вращения), к тому же, производитель часто указывает определенные значения давления для холодного и горячего моторного масла.
Поверочная линейка и проверочная плита
При проверке уплотнительной поверхности компонента на предмет наличия следов деформации, установите стальную линейку или точную поверочную линейку на уплотнительную поверхность и измерьте зазор между поверочной линейкой и компонентом при помощи плоского щупа. Выполняйте проверку по диагонали, а также между установочными отверстиями.
При проверке отдельных компонентов на наличие следов деформации, например, плоских пластин сцепления, необходимо использовать идеально плоскую проверочную плиту, кусок стекла и плоские щупы.
Какой нутромер нужен для замера цилиндров. Проверка поршневой на износ
Напишу как пользоваться штихмасом, возможно кому-то интересно. Штихмас в сборе с самой короткой насадкой
вставляется в скобу
Раздвигается до упора в скобе. Скоба служит для калибровки и проверки штихмаса, имеет размер 75мм ровно, выполнена с высоким классом точности. Откручивается гайка микрометрического винта. “0” лимба
микрометрического винта
совмещается с риской на корпусе, т.е. выставляется на “нуль”/калибруется в размер 75,00мм. Закручивается гайка микрометрического винта. Еще раз проверяется “по нулям”. Штихмас готов к работе. Измеряется, к примеру, блок цилиндров двигателя ВАЗ 2103. Штихмас вставляется в цилиндр диаметрально, раскручивается до касания, стопорится винтом на корпусе и вынимается. Далее смотрим показания. Штихмас показал, допустим, 1,04мм. Получаем 1,04 + 75,00 = 76,04мм т.е. стандартный размер. Можно/нужно измерить цилиндр в нескольких местах, вдоль и поперек блока, а также в местах максимальной выработки от колец. К примеру, максимальный диаметр получился 1,26мм. Отнимаем стандартный размер 1,04 = 0,22мм. Т.е. выработка цилиндра 0,22мм. В ремонт. Нутромер микрометрический раздвигается на 10мм и имеет цену деления 0,01мм (одна сотка). Два оборота лимба составляют 1,00мм, т.к. шаг микрометрического винта 0,5мм. Для измерения больших диаметров применяются насадки +15мм, +25мм, +50мм, что позволяет измерять диаметр до 175мм.
Рассмотрим более подробно технологию измерения и контроля основных деталей двигателя, пользуясь табл. 8.2.
У коленчатого вала предварительно следует визуально проверить состояние поверхности шеек. Глубокие риски (рис. 8.1) обычно свидетельствуют о необходимости его ремонта, даже если измерение не показывает заметного износа. В то же время гладкая поверхность шеек совершенно не означает, что вал не изношен – известны случаи, когда при практически идеальном внешнем состоянии шейки имели недопустимый износ, а вал в целом – большую деформацию.
Деформация вала контролируется на призмах стойкой с индикатором, имеющим удлиненную ножку (рис.0,03 мм, иначе невозможно обеспечить ресурс уплотнений вала и элементов привода распределительного вала (ремень, цепь, натяжитель и т.д).
Взаимные биения шеек и поверхностей коленчатого вала можно также проверить в неподвижных центрах в токарном станке, однако такой способ проверки более целесообразен при подготовке вала к ремонту (см. разделы 8.2., 9.3. и 9.4.).
Размеры шеек вала удобно измерять микрометром (рис. 8.4). При измерении следует установить микрометр на шейку и вращать измерительную головку прибора до появления характерных щелчков “трещотки”, ограничивающей усилие сжатия шейки губками прибора. Одновременно необходимо слегка покачивать прибор в двух плоскостях в окружном и осевом направлении, чтобы исключить погрешность от неточной установки прибора. Чрезмерное усилие сжатия шейки прибором дает уменьшение, а перекос при установке – увеличение измеренного диаметра по сравнению с истинным.
Более точные измерения могут быть выполнены рычажной скобой – пассаметром (см.-0,015 мм, при этом минимальный размер не должен выходить более чем на 0,010 мм за нижний (минимальный) размер.
Рис. 8.1. Задир на шатунной шейке коленчатого вала
Рис. 8.3. Контроль биения хвостовика на призмах
Рис. 8.7. Проверка микрометра с помощью плоскопараллелыной меры длины
Рис. 8.8. Измерение толщины вкладыша микрометром через шарик
Рис. 8.9. Измерение распрямления вкладыша штангенциркулем
Чтобы точно определить начальный (стандартный) размер шеек, следует пользоваться справочной литературой, в том числе данными Приложения 1.
У коленчатого вала необходимо также проверить состояние торцевых поверхностей упорного подшипника (подпятника). Нередко на заднем, наиболее нагруженном, торце наблюдается ощутимый износ, который может потребовать расшли-фовки торцов и применения ремонтных упорных полуколец увеличенной толщины (см. раздел 9.4.).
Чтобы исключить ошибки при измерении, перед каждой серией замеров (например, перед дефектацией каждого двигателя) микрометр следует проверить и при необходимости настроить. Для этого используется мера длины, прикладываемая к микрометру, либо набор плоскопараллельных мер (рис. 5.17). При проверке микрометра его показания должны совпадать с длиной меры с точностью в половину деления шкалы, т.е ±0,005 мм (рис. 8.7). Если расхождение больше, следует расконтрить измерительную головку и настроить прибор.
Если в результате контроля состояния коленчатого вала окажется, что он не требует ремонта, следует проконтролировать состояние вкладышей – они не должны иметь следов износа, задиров и посторонних включений на рабочей поверхности, в противном случае их следует заменить. В общем случае при пробеге автомобиля более 150 тыс. км вкладыши лучше менять даже тогда, когда их состояние близко к идеальному. Это связано с постепенным внедрением в мягкую рабочую поверхность вкладышей мелких твердых частиц, ускоряющих абразивный износ шейки вала, а также усталостным выкрашиванием рабочей поверхности вкладышей.
Если предполагается оставить старые вкладыши, то не помешает измерить их толщину и определить износ. Для этого можно использовать различные приборы, в том числе толщиномер или специальный микрометр, имеющий закругление одной из измерительных поверхностей (рис. 5.31 и 5.32). Наиболее простой способ измерения толщины вкладышей – с помощью микрометра и шарика от подшипника (рис. 8.8). Толщина вкладыша при этом будет равна разнице показаний микрометра (или пассаметра) со вкладышем и шариком и без вкладыша. Измеренную толщину следует сравнить с известной для данного двигателя (см. Приложение 1). Толщина вкладышей может быть также определена после измерения диаметра постели и диаме-тра в подшипнике (т.е. постели с установленными в нее вкладышами). Помимо толщины необходимо определить так называемое распрямление вкладышей, т.е. разницу между наружным диаметром вкладыша в свободном состоянии (см. рис 8.9) и диаметром постели. Если распрямление меньше 0,4+0,5 мм, то вкладыши лучше заменить, т.к. они не будут обеспечивать натяг, необходимый для их надежной посадки в постели.
Измерение диаметра цилиндров осуществляется нутромером. Перед измерением нутромер должен быть настроен на ноль, т.к. он является относительным прибором. Как уже указывалось в разделе 5.4., это может быть сделано несколькими способами – с помощью микрометра, кольцевого калибра или специального установочного прибора.
Наиболее простым (но не лучшим) способом является настройка с помощью микрометра. Для этого вначале микрометр настраивается на округленный размер, близкий к диаметру цилиндра (приближенно диаметр цилиндра можно измерить штангенциркулем). Далее нутромер устанавливается так, чтобы его ножки опирались на измерительные поверхности микрометра (рис. 8.10). Покачиванием микрометра в двух плоскостях следует заметить крайнее (в направлении по часовой стрелке) положение стрелки индикатора нутромера, с которым затем совместить ноль шкалы индикатора ее поворотом. Настройка нутромера с помощью кольцевого калибра (рис. 5.25) уже описывалась в разделе 5.4. Как указывалось ранее этот способ применим на практике весьма ограниченно из-за необходимости иметь очень большое количество калибров, тем большее, чем больше номенклатура ремонтируемых двигателей. Удобны для настройки нутромеров и установочные приборы (рис. 5.26), однако пока они встречаются редко.
При измерении диаметра цилиндра нутромером (рис. 8.11) необходимо избегать ошибок, допускаемых неопытными механиками и связанных с неправильным отсчетом показаний индикатора. Произвольно установленный в цилиндр нутромер всегда показывает завышенный размер за счет перекоса оси измерительных поверхностей относительно плоскости поперечного сечения (рис. 8.12). При этом стрелка индикатора отклонена от нуля в направлении против часовой стрелки. Покачиванием нутромера в вертикальной плоскости следует найти крайнее положение стрелки, дальше которого она не отклоняется (в направлении по часовой стрелке). Если указанное крайнее положение стрелки индикатора отклонено от нуля на N делений в сторону против часовой стрелки, то искомый диаметр цилиндра
D = D0 + N . Д мм,
Рис. 8.15. Измерение диаметра постелей блока нутромером
где D0 – размер, которому соответствует ноль индикатора нутромера;
Д – цена деления индикатора.
Отклонения от нуля на N делений в противоположную сторону (по часовой стрелке) означает, что диаметр цилиндра меньше размера, на который настроен нутромер:
D = D0 – N ¦ Д мм.
Диаметр цилиндра измеряется в нескольких сечениях. Наименее изношена нижняя часть цилиндра в сечении ниже маслосъемного кольца при положении поршня в НМТ Минимальный износ в этом сечении (и, соответственно, минимальный размер цилиндра) соответствует положению оси ножек нутромера параллельно оси коленчатого вала (рис. 8.13). В пер-пендикулярной плоскости (в плоскости вращения кривошипа) размер цилиндра обычно больше вследствие износа из-за трения юбки поршня. Разница между указанными размерами определяет овальность цилиндра.
Наибольший износ цилиндра нередко наблюдается в зоне остановки верхнего кольца при положении поршня в ВМТ. Размер цилиндра в этом сечении обычно не удается определить точно из-за несоответствия профиля поверхности форме ножек нут-ромера (рис. 8.14). Кроме того, в большинстве случаев износ по окружности оказывается неравномерным. Это необ-
ходимо учитывать при последующем определении ремонтного размера цилиндра (см. раздел 9.5.).
Если износ цилиндров небольшой (менее 0,05*0,06 мм), следует проверить состояние самой поверхности цилиндров. Только в случае отсутствия продольных рисок на поверхности можно в дальнейшем использовать поршни и кольца стандарт-
ного размера. В практике ремонта известны случаи, когда при износе цилиндров всего на 0,01*0,02 мм их поверхность была настолько “затерта”, т.е. повреждена мелкими рисками, что после установки новых стандартных колец и поршней расход масла оказывался выше 1,0*1,5 л на 1000 км пробега.
Диаметр цилиндров подавляющего большинства двигателей имеет допуск на “+” относительно стандартного значения (в пределах 0*0,02 мм). Об этом следует помнить при проведении измерений.
Размеры постелей подшипников на этапе дефектации контролируются для того, чтобы установить их деформацию и определить необходимость ремонта (рис. 8.15). Перед измерением необходимо протереть плоскости разъема деталей и равномерно затянуть болты крышек рабочим моментом. В остальном методика измерения аналогична описанной выше для цилиндров. Особое внимание при этом следует уделять опорам со следами износа (проворачивания вкладышей) и перегрева (черный цвет на поверхности постели или около нее). В подобных случаях, помимо контроля диаметра, следует проверить несоосность опор. Для этого используется лекальная линейка. Она устанавливается на три рядом стоящие опоры строго параллельно их оси (рис. 8.16). Несоосность и/или деформация ищется покачиванием линейки на средней из выбранных трех опор. Если пинейка начинает “качаться” на одной из опор, для определения несоосности следует пользоваться набором щупов. Допустимым является такой дефект, при котором линейка “качается” не более чем на 0,02 мм, в противном случае опоры требуют ремонта (см. раздел 9.5.).
Размеры нижних головок шатунов контролируются нутромером после затягивания гаек или болтов крышек рабочим моментом (рис. 8.17). При измерении следует ориентироваться на данные справочной литературы (см. Приложение 1). После длительной эксплуатации отверстия нижней головки вытягиваются на 0,01*0,03 мм в направлении оси стержня шатуна, поэтому, как правило, шатуны требуют ремонта независимо от их внешнего вида. Если в шатуне произошло проворачивание вкладышей, то даже при сохранении размера отверстия ремонт обязателен, так как риски на поверхности отверстия нарушают плотность прилегания вкладышей.
Отверстия верхней головки шатунов также требуют обязательного контроля. Для шатунов с неподвижной посадкой пальца необходимо убедиться в том, что натяг старых пальцев после их выпрессовки не стал менее 0,015*0,020 мм. В противном случае шатуны следует менять, либо устанавливать пальцы увеличенного диаметра, что требует соответствующей доработки поршней. У шатунов с плавающим пальцем измерение диаметра отверстия верхней головки позволяет определить, требуется ли замена втулок.
Рис. 8.18. Измерение диаметра (износа) поршневого пальца рычажной скобой-пасса-метром
Рис. 8.20. Проверка деформации шатуна с помощью лекальной линейки
Рис. 8.22. Контроль выступания дисков мас-посъемного кольца над наружной поверхностью расширителя
Диаметр и износ поршневого пальца измеряются пассаме-тром (рис. 8.18) с точностью до 0,002 мм. Износ определяется как разница в диаметрах рабочей (блестящей) и нерабочей (темной) поверхностей. При этом следует учитывать возможность неравномерного износа и деформации пальцев, вследствие чего наружная поверхность становится эллипсной. Износ и «эллипс» пальцев не должны превышать 0,010 мм, в противном случае пальцы должны быть заменены.
Особое внимание должно быть уделено контролю деформации стержней шатунов, для чего следует использовать специальные измерительные приборы (рис. 5.38 и 5.39). При их отсутствии для грубой (качественной) проверки наличия деформации можно использовать плоскую поверхность (например, поверочную плиту). При установке на плиту деформированный шатун “качается” так, как показано на рис. 8.19. Несколько более достоверные результаты дает проверка “на просвет” с помощью лекальной линейки (рис.
8.20), однако оба способа неприемлемы для количественной оценки степени деформации, необходимой для правки деформированных шатунов (см. раздел 9.4). При измерении деформации шатунов специальным прибором непараллельность осей верхней и нижней головок не должна превышать 0,02+0,03 мм на длине, равной диаметру цилиндра. Следует также отметить, что контроль на плите шатуна с закрученным стержнем обычно не дает характерного “качания”, поэтому данный способ не всегда является достоверным не только с количественной, но и с качественной стороны.
Износ наружной поверхности колец легко проверяется по величине замка при установке колец в неизношенную часть цилиндра. Обычно для этого используется верхняя часть цилиндра, которую необходимо очистить от нагара. Зазор в замке измеряется с помощью набора щупов (рис. 8.21).
У большинства двигателей ширина замка колец, установленных в цилиндр, не должна превышать 0,7+0,8 мм, в противном случае кольца должны быть заменены. У наборных маслосъем-ных колец допустимая ширина замка больше – обычно до 1,2+1 ,4 мм. У таких колец необходимо также проверять выступание дисков над двухфункциональным расширителем и замок дисков, ус-тановленных с расширителем в канавку поршня, в свободном состоянии (рис. 8.22). Если на расширителе есть следы касания ци-пиндра, маслосъемные кольца также должны быть заменены. Величина замка дисков на поршне в свободном состоянии у нор-мально работающих колец не должна быть меньше 2,0+2,5 мм. Меньшая величина замка свидетельствует о деформации расши-
рителя, и такие кольца также должны быть заменены.
Интересно отметить, что этим же способом можно довольно точно определить износ верхней части цилиндра. Если измерить ширину замка кольца в изношенной 6-| и неизношенной 60 частях цилиндра, то износ цилиндра (по диаметру):
6D = (bi -80)/3,14159.
Износ колец по торцевым поверхностям нетрудно измерить микрометром (рис. 8.23). Обычно ощутимо изнашивается нижний торец верхних компрессионных колец. Если износ превышает 0,015+-0.020 мм, то кольца следует заменить независимо от величины их замка в цилиндре. Для определения величины износа необходимо знать высоту новых колец. При отсутствии справочных данных следует ориентироваться на стандартный ряд высот и допуски на них. Поскольку кольца изнашиваются неравномерно по ширине, следует раздельно измерить высоту по всей ширине кольца и у внутреннего края (рис. 8.23).
Для обеспечения высоких эксплуатационных параметров двигателя, включая малый расход масла, очень важен осевой зазор колец в канавках поршня. Из практики известно немало примеров, когда при незначительном износе цилиндров и юбок поршней износ верхних канавок превышает 0,20+0,25 мм, что вызывает большой расход масла из-за “насосного” эффекта.
Измерение высоты канавки поршня удобно выполнять с помощью набора плиток – плоскопараллельных мер длины (рис. 5.17). Подбором плиток необходимой толщины следует добиться, чтобы одна или две составленные вместе плитки плотно входили в канавку (рис. 8.24). Тогда высота канавки поршня соответствует размеру плитки Н1. Зазор 6 в канавке легко рассчитать:
8 = Н1-Н,
где Н – высота кольца. Если даже с новым кольцом зазор в верхней канавке превышает 0,09+0,10 мм для бензиновых и 0,12+0,13 мм для дизельных двигателей, следует заменить поршни (альтернативный способ – установка колец увеличенной высоты – рассмотрен в разделе 9.5.). Менее точно можно измерить зазор непосредственно, с помощью кольца и набора щупов.
Рис. 8.24. Измерение высоты канавки поршня с помощью плоскопараллельной меры длины (плитки)
Рис. 8.27. Измерение зазора между шестерней и корпусом маспонасоса
Рис. 8.30. Контроль износа шеек распределительного вала
Контроль деталей масляного насоса выполняется, в основном, с помощью лекальной линейки и набора щупов. Для работоспособности насоса наиболее важен торцевой зазор между шестернями и корпусом, который не должен превышать 0,08+0,09 мм. Он проверяется так, как показано на рис. 8.25. Следует также измерить диаметр ведущего валика и отверстия в корпусе, чтобы определить зазор в соединении (рис. 8.26). Радиальный зазор между шестернями и корпусом можно измерить щупом (рис. 8.27). Если величины этих зазоров превышают 0,07+0.08 мм, насос требует ремонта или замены.
Редукционный клапан системы смазки проверяется визуально (рис. 8.28). Плунжер клапана не должен иметь следов заеданий в корпусе, а уплотняющая кромка (седло) клапана – дефектов (раковин, глубоких царапин и др.), которые могут вызвать не-герметичность клапана в закрытом состоянии (на некоторых двигателях это может нарушить подачу масла при запуске).
При проверке состояния деталей двигателя следует уделить особое внимание распределительному механизму и его приводу, поскольку эта часть двигателя может иметь достаточно большое число неисправностей. Наибольшее влияние на шумность двигателя оказывает состояние распределительного вала и ответных ему деталей – толкателей и опор (подшипников). Зазоры в подшипниках распределительного вала определяются по результатам измерения диаметров отверстий опор (рис. 8.29) и шеек распределительного вала (рис.
8.30). Эти зазоры не должны превышать 0,09+0,10 мм. Если зазоры увеличены, необходимо выяснить с помощью справочной литературы номинальные размеры деталей, чтобы определить, какая деталь изношена сильнее – нередко замена распределительного вала восстанавливает зазор в подшипниках до нормального.
У двигателей с нижним расположением распределительного вала (OHV), а также у некоторых двигателей ОНС с чугунными головками (FORD) распределительный вал вращается во втулках, запрессованных в блок (головку). Практика показывает, что в отличие от алюминиевых головок, где износ больше у шеек вала, здесь сильнее изнашиваются втулки. После пробега более 200+250 тыс. км у многих двигателей OHV зазоры в подшипниках распределительного вала могут превышать 0,20+0,25 мм при внешне вполне удовлетворительном состоянии поверхности втулок. Если при ремонте зазоры в подшипниках не будут восстановлены, например, заменой втулок, в дальнейшем это приводит к значительному снижению давления масла и. не исключено, ресурса двигателя после ремонта.
Помимо диаметров опорных шеек, у распределительного вала обязательно следует проконтролировать их взаимное биение (рис. 8.31). После обрыва ремня привода, деформации и/или поломки клапанов деформация распределительного
Рис. 8.33. Изношенные рабочие поверхности толкателей (указаны стрелкой): а — цилиндрического; б — коромысла
Рис. 8.35. Измерение диаметра отверстия коромысла
Рис. 8.37. Контроль износа рабочей фаски клапана “на просвет” с помощью лекальной линейки
вала у некоторых двигателей (например, дизелей) может превышать 0,15+0,20 мм. Очевидно, сборка двигателя с дефор-мированным распределительным валом приведет в дальнейшем к нестабильности зазоров в клапанном механизме, шум-ности и быстрому износу подшипников.
Кулачки распределительного вала требуют, в основном, визуального контроля. Вершины кулачков должны быть плавными, без “огранки”. Можно определить износ кулачка, если измерить его высоту (рис. 8.32) и сравнить ее с высотой других кулачков, не имеющих явного износа.
Рабочие поверхности толкателей (рычагов, коромысел), контактирующие с кулачками, контролируются визуально (рис. 8.33). В большинстве случаев сильный износ кулачка распределительного вала сопровождается износом толкателя, хотя повышенный износ толкателей возможен и без заметного износа кулачков. Изношенные детали в дальнейшем должны быть заменены или, в крайнем случае, отремонтированы (см. раздел 9.6.). Установка изношенных деталей распределительного механизма обычно приводит к повышенной шумности работы двигателя.
В конструкциях с коромыслами следует также определить износ осей коромысел, измерив микрометром их диаметр в изношенном и неизношенном сечениях (рис. 8.34). Когда износ превышает 0,02-5-0,03 мм, ось необходимо заменить (аль-тернативные варианты описаны в разделе 9.6.). Отверстие коромысла также следует проверить нутромером (рис. 8.35) и определить зазор по изношенной и неизношенной поверхностям оси. Если во втором случае зазор в соединении больше 0,06+0,07 мм, то замена оси, очевидно, не восстановит зазор до нормального (0,02+0,04 мм). Тогда следует заменить или, в крайнем случае, отремонтировать коромысла (раздел 9.6.)
В конструкциях с цилиндрическими толкателями следует проверить зазор толкателя в отверстии (гнезде) – он не должен превышать 0,08+0,10 мм. Повышенные зазоры в соединении являются причиной шумной работы двигателя, ускоренного износа клапанов и направляющих втулок. Если речь идет о гидро-толкателях, то возможны стуки клапанов на низких частотах вращения из-за нарушения подачи масла к гидротолкателям.
Большое внимание необходимо уделить клапанам, направляющим втулкам и седлам клапанов. От состояния этих деталей зависят основные параметры двигателя (мощность,
расход топлива), расход масла, шумность. Начинать проверку клапанного механизма следует со стержней клапанов (рис. 8.36). Сравнив диаметр стержня в верхней неизношенной части (над отполированной маслоотражательным колпачком поверхностью, но ниже канавки для сухарей) и в нижней, можно определить износ стержня. При измерении в нижней части стержня необходимо сделать несколько измерений по окружности, т.к. износ часто бывает неравномерным. Износ стержня более 0,02+0,03 мм можно считать критическим, т.е. требующим замены клапана.
Износ фаски клапана определяется визуально (рис. 8.37), достаточно приложить к фаске лекальную линейку Вогнутость фаски указывает на износ и необходимость ремонта или замены клапана. Седло обычно повторяет форму фаски клапана, поэтому при большой вогнутости фаски седло необходимо править.
Износ отверстия направляющей втулки клапана может быть определен прямым измерением нутромером или косвенным методом. Прямое измерение (рис. 8.38) не всегда удается из-за трудности приобретения нутромера для измерения отверстий малого диаметра (6+9 мм). Косвенный метод более доступен, т.к. требует измерения поперечного хода люфта тарелки клапана с помощью индикатора (рис. 8.39).
Учитывая, что L примерно равно /, получим 8 = А/3 Таким образом, в малоизношенной втулке люфт клапана не будет превышать 0,15+0,18 мм, если зазор во втулке нормальный (0,04+0,05 мм). По результатам измерений износа стержня и зазора между стержнем и втулкой можно сделать вывод о необходимости замены клапанов и/или направляющих втулок. Помимо износа клапанов следует проверить их деформацию. Для этого обычно бывает достаточно повернуть клапаны на призмах – даже небольшая деформация легко обнаруживается визуально, но лучше для этого использовать специальные приборы (рис. 8.41).
Рис. 8.38. Измерение диаметра направляю¬щей втулки клапана нутромером
Рис 8.40. Схема косвенного измерения зазора между стержнем клапана и направляющей втулкой по люфту клапана во втулке: D — люфт тарелки, d — зазор во втулке; L — расстояние от втулки до тарелки; I — длина втулки
Рис. 8.42. Проверка деформации плоскости головки блока с помощью лекальной линейки и набора щупов
У длительно работавших двигателей иногда наблюдается деформация пружин клапанов, что вызывает уменьшение жесткости пружин, вызывающее повышение динамических нагрузок на клапаны и детали их привода. Пружины нетрудно проверить, измерив их длину в свободном состоянии, однако для этого необходимо иметь соответствующие данные, в частности, подробную литературу по ремонту конкретного двигателя.
При дефектации двигателя обязательно проверяются плоскости блока и головки цилиндров. Проверка выполняется при помощи лекальной линейки и набора щупов. Линейка кладется на плоскость по диагонали (рис. 8.42), а в щель между ней и поверхностью устанавливается щуп соответствующей толщины. Если щуп толщиной 0,05+0,06 мм свободно выходит из-под линейки, плоскость требует обработки. У блоков после длительной эксплуатации может наблюдаться небольшой “провал” на плоскости между цилиндрами и “возвышение” у отверстий болтов крепления головки. У головок деформация часто связана с перегревом двигателя и выражается в “провале” в средней части плоскости.
При сильных перегревах головка может деформироваться не только по плоскости стыка с блоком, но и по верхней плоскости и, в частности, по постелям распределительного вала. Несоосность постелей в головке контролируется также, как и в блоке (рис. 8.16). Деформация постелей свыше 0,02+0,03 мм требует их ремонта (см. раздел 9.6.). Если деформированные постели не отремонтировать, значительно возрастают нагрузки и износ подшипников. Кроме того, возможно усталостное разрушение распределительного вала после непродолжительной эксплуатации, т.к., вращаясь в несоосных опорах, он испытывает большие знакопеременные изгибающие нагрузки.
После разборки двигателя не все прокладки и сальники могут потребовать замены. Если прокладка головки заменяется в обязательном порядке независимо от ее состояния (иначе невозможно обеспечить герметичность стыка головки с блоком), то прокладки поддона, крышки головки и некоторые другие в ряде случаев сохраняются и могут быть использованы повторно без потери герметичности. Это характерно, в основном, для двигателей с небольшим пробегом, у которых, прежде всего, сальники валов могут быть неизношены и также использованы повторно. Поэтому при выполнении дефектации двигателя целесообразно проверить состояние уплотни-тельных деталей. Следует также проконтролировать состояние сцепления – очевидно, что устанавливать изношенные детали сцепления на отремонтированный двигатель совершенно бессмысленно. Точно также нельзя рассчи-
тывать на качественный ремонт двигателя, если его опоры (“подушки”) повреждены или разрушены – это приведет к высокому уровню вибраций кузова и “некомфортным” условиям для водителя.
На основании результатов контроля всех деталей двигателя можно сделать выводы о необходимости их ремонта или замены. Практика показывает, что результаты всех проверок удобно свести в таблицы, разделив ремонтируемые и заменяемые детали. При этом ремонтные размеры некоторых деталей могут быть указаны только приближенно. При одновременном ремонте большого числа двигателей составление подобных таблиц позволяет уменьшить вероятность ошибок, связанных с несвоевременным ремонтом или заказом новых деталей.
Окончательное решение о ремонте или замене на новую той или иной детали нередко связано с двумя важными факторами – наличием ремонтной базы с квалифицированным персоналом и возможностью поставки необходимой детали. Для редких и старых двигателей ремонт более целесообразен как по экономическим соображениям, так и в связи с трудностями получения новых деталей. Для широко известных и распространенных двигателей возможны все варианты, а для новых моделей нередко приходится рассчитывать на замену деталей, в том числе и из-за отсутствия ремонтных размеров комплектующих. Так или иначе, решение во многом зависит от возможностей ремонтирующей организации и квалификации персонала, выполняющего ремонт.
Также посмотрите другие статьи из категории
Почему для измерения внутренних размеров деталей используют ? Ответ прост — только эти приборы благодаря своей конструкции и принципу действия способны обеспечить получение высокоточных результатов, а также измерение в труднодоступных местах.
Как и любые другие измерительные приборы, нутромеры требуют тщательной настройки, предваряющей измерение, и периодической поверки. Нутромеры бывают различных типов подробно можете ознакомиться с ними в нашем . Сегодня мы рассмотрим который применяеться для измерения — внутренних размеров изделий: диаметров отверстий, расстояний между параллельными плоскостями и т. п. Индикаторный нутромер представляет собой сочетание стандартного индикатора часового типа с рычажной системой нутромера. Он состоит, из подвижного измерительного стержня, в котором монтируются сменные измерительные вставки, и неподвижного измерительного стержня,установленного в корпусе.Внутри корпуса расположена система рычагов, перемещение которых фиксируется отклонениями стрелки индикатора.
Как пользоваться нутромером индикаторным
Цель работы:
Изучить устройство и приемы работы с индикаторным нутромером.
Измерить внутреннюю поверхность гильзы цилиндра двигателя. Определить погрешность формы этой поверхности в поперечном и продольном сечениях
и отклонение от цилиндричности.
Приборы и материалы:
1. Индикаторный нутромер модели НИ 100, ГОСТ 868.
2. Индикатор часового типа ИЧ 10, ГОСТ 577.
3. Набор № 83 концевых мер длины 2-го класса точности, ГОСТ 9038.
4. Штангенциркуль ШЦ-II, ГОСТ 166.
Назначение и устройство индикаторного нутромера:
Индикаторные нутромеры (ГОСТ 868) предназначены для измерения
внутренних размеров и диаметров отверстий в пределах от 2 до 1000 мм на
глубине до 500 мм. Их конструкции разнообразны.
Измерительным устройством в индикаторном нутромере служит индикатор часового типа или рычажно-зубчатая головка.
В нутромерах обычного типа применяются индикаторы с ценой деле-
ния 0,01 мм, в нутромерах повышенной точности – с ценой деления 0,001 или
0,002 мм.
Последний, в свою очередь Индикатор 1 (рис. 2.1) устанавливается в трубчатый корпус 2 прибора.
На другом конце трубчатого корпуса имеется измерительная головка. Конструкция измерительной головки у приборов с различными пределами измерний различна. На рис. 2.1 показаны нутромеры для измерения размеров до 450 мм. Измерительная головка имеет с одной стороны измерительный стержень 3, с другой – укрепляется сменная измерительная вставка 4. Нутромеры имеют центрирующий мостик 5, служащий для совмещения линии измерения с диаметральной плоскостью измеряемого отверстия.
При измерении внутреннего размера перемещение измерительного стержня через рычаг в головке передается подвижному стержню, расположенному в трубчатом корпусе. Последний, в свою очередь, передает перемещение измерительному стержню индикатора.
В зависимости от типа индикатора и диапазона измерений допускаемая погрешность нутромеров составляет 1,8–22 мкм.
Основные погрешности при измерениях нутромерами возникают вследствие смещения линии измерения относительно диаметра отверстия (рис. 2.2, а). Линия измерения устанавливается по диаметру отверстия с помощью центрирующего мостика. Погрешность центрирования не превышает 3 мкм.
Погрешность перекоса уменьшают, покачивая нутромер в плоскости осевого сечения отверстия (рис. 2.2, б). При наименьших показаниях прибора линия измерения совпадает с диаметральной плоскостью отверстия.
Перед измерением нутромеры устанавливают на номинальный размер отверстия с помощью аттестованного кольца, блока концевых мер с боковиками или микрометра.
Для измерения гильз цилиндров с номинальными размерами от 80 до 100 мм по 7-му квалитету точности (допуск 35 мкм) применяем индикаторный нутромер модели НИ 100 с индикатором часового типа ИЧ 10 1-го класса точности с ценой деления 0,01 мм. Основная погрешность в пределах 0,1 мм на любом участке шкалы не превышает ± 0,01 мм. Общий вид такого индикаторного нутромера показан на рис. 2.3. Для настройки индикаторного нутромера на ноль принимаем концевые меры длины 2-го класса точности,
погрешность, которых в указанном диапазоне размеров составит 0,9–1,3 мкм.
При измерении размеров индикаторными инструментами используется дифференцированный метод сравнения с мерой (относительный метод). Искомое значение размера получается путем сложения показания индикатора со
значением меры, по которой был настроен индикаторный нутромер на ноль.
Подготовка к измерению.
1. Измерьте внутренний диаметр гильзы с помощью штангенциркуля.
Округлите результат до ближайшего целого числа в миллиметрах.
2. По этому числу подберите концевую меру длины (плитку) или блок концевых мер. Концевые меры 3 (рис. 2.3) установите в струбцину 1 между боковиками 3 и закрепите винтом 5.
3. Установите в головке нутромера сменный измерительный стержень, соответствующий номинальному размеру измеряемого отверстия.
4. Установите индикатор в нутромере так, чтобы обеспечился предварительный натяг нутромера и индикатора, соответствующий приблизительно одному обороту стрелки.
5. Поместите индикаторный нутромер измерительными наконечниками между боковиками струбцины и, выворачивая измерительный стержень, сообщите измерительному наконечнику натяг, соответствующий 2–3 оборотам стрелки индикатора.
6. Установите нутромер 4 на нуль. Для этого произведите легкое покачивание прибора в плоскости измерения. Кратчайший (действительный) размер между боковиками 3 определяют по предельной точке движения индикаторной стрелки. В этом положении, путём вращения циферблата за ободок, совмещают нулевой штрих со стрелкой.
Обратите внимание и на положение малой стрелки индикатора, отсчитывающей число полных оборотов большой стрелки.
Порядок выполнения работы:
Определить погрешностей формы внутренней поверхности гильзы цилиндра:
в продольном сечении – отклонения профиля продольного сечения; в поперечном сечении – отклонения от круглости;
комплексного показателя цилиндрической поверхности – отклонения от цилиндричности.
Для определения погрешности в продольном сечении измерения проводятся по шесть раз (рис. 2.4, а) в двух взаимоперпендикулярных плоскостях, например, I–I и IV–IV (рис. 2.4 б).
Сечения для измерения погрешности формы в поперечном сечении показаны на рис. 2.4, б. Измерения провести на расстоянии 20 мм от торца гильзы и по середине.
Отклонение от цилиндричности определите из обеих групп измерений.
1. При измерении нутромер, предварительно наклонив, осторожно, без ударов наконечниками о стенки детали, введите в отверстие гильзы. Выставите покачиванием прибор на кратчайший размер в сечении I–I и снимите
показание по индикатору. Если стрелка отклонилась влево от нуля, то отклонение будет со знаком плюс (оно прибавляется к размеру блока плиток), если вправо – то отклонение берут со знаком минус (оно вычитается от размераблока плиток). Результат измерения занесите в табл. 2.1.
2. Опускайте нутромер поочередно в следующие сечения, снимая каждый раз показания по индикатору. Не забывайте при каждом измерении находить покачиванием нутромера кратчайший размер. Результаты измерения
заносите в табл. 2.1. Вывод нутромера из отверстия нужно провести плавно,без ударов.
таблица2.1
| Продольное сечение | отклонение индикатора мкм | Значение диаметра мкм | ||
| в поперечном сечении 1-1 | в поперечном сечении 4-4 | в поперечном сечении 1-1 | в поперечном сечении 4-4 | |
| 1-1 | ||||
| 2-2 | ||||
| 3-3 | ||||
| 4-4 | ||||
| 5-5 | ||||
| 6-6 |
3. Аналогичные измерения проведите в поперечном сечении (рис. 2.4, б). Результат измерения занесите в табл. 2.2.
4. Рассчитайте диаметры внутренней поверхности гильзы цилиндра во всех измеренных сечениях. Результаты расчета занесите в соответствующие столбцы табл. 2.1 и табл. 2.2. При расчете диаметров учитывайте знак (плюс
или минус) отклонений стрелки индикатора.
5. Определите отклонение профиля продольного сечения, как алгебраическую разность между наибольшим и наименьшим отклонениями или разность между наибольшим и наименьшим размерами для каждого из двух
сечений. Результат занесите в табл. 2.1.
6. По аналогии рассчитайте отклонения от круглости и запишите в табл. 2.2.
7. Определите отклонение от цилиндричности, как разность между наибольшим и наименьшим размерами из всех измерений. Результат занесите в табл. 2.3.
табл. 2.3.
Отчет о лабораторной работе должен содержать:
1. Название и цель работы.
2. Описание устройства нутромера.
3. Используемые средства измерений и их характеристику.
4. Метод измерений.
5. Условия выполнения измерений.
6. Схему настройки нутромера.
7. Результаты измерений и расчетов, оформленные в виде табл. 2.1, табл. 2.2, табл. 2.3 и выводы.
Контрольные вопросы
1. Назначение и устройство индикаторных нутромеров.
2. Для чего создается предварительный натяг при установке индикатора и при его настройке на нуль?
3. Поясните установку индикаторного нутромера на нуль.
4. Для чего в конструкции нутромера предусмотрен центрирующий мостик?
5. С какой целью при настройке нутромера и измерении производят его покачивание?
6. Поясните результаты измерений и расчетов, приведенные в табл. 2.1, табл. 2.2, табл. 2.3.
Дата выполнения работы: «___» ___________200__ г.
Дата защиты работы: «___» ___________200__ г.
______________________ _________________ ____________________
(Подпись студента) (Подпись и ФИО преподавателя)
Результат защиты: _____________
Лабораторно-практическая работа № 7.
Микрометрические инструменты .
Измерение размеров пластины и измерение сечения провода электронными микрометром и штангенциркулем.
Цель работы : Приобретение навыков работы с электронным микрометром. Измерение размеров пластины. Измерение сечения провода.
Измерительные инструменты: электронный микрометр и штангенциркуль .
Задание: провести измерения размеров пластины микрометром и сделать вывод о параллельности ее сторон. Провести измерение сечения провода электронным микрометром и сделать вывод об отклонении его размеров.
УСТРОЙСТВО И ПРИНЦИП РАБОТЫ
1. Штангенциркуль имеет две шкалы: метрическую и дюймовую. Фиксация рамки производится при помощи стопорного винта. Плавное перемещение рамки обеспечивается пружиной, расположенной внутри рамки.
2. Наружные размеры измеряются при помощи нижних губок. Для разметочных работ применяются верхние и нижние губки. Для измерения внутренних размеров используются верхние губки.
3. Отсчет размеров производится автоматически, показания отображаются на жидкокристаллическом дисплее, имеется возможность подключить штангенциркуль к компьютеру.
4. Измерение с помощью штангенциркуля различных элементов конструкции (диаметров отверстия или вала, межцентрового расстояния, глубины отверстия и т.п.) проводят следующим образом:
при отстопоренном винте перемещают по штанге рамку с жидкокристаллическим индикатором, приводят в соприкосновение с поверхностями измеряемых деталей измерительные поверхности штанги и рамки или соединенного с рамкой измерительного стержня. В этом положении необходимо застопорить рамку винтом и снять отсчет с жидкокристаллического индикатора прибора визуально, или нажав на кнопку передачи данных, передать данные об измеренной величине в компьютер по интерфейсу RS232.
УКАЗАНИЕ МЕР БЕЗОПАСНОСТИ
Во избежание травматизма необходимо осторожно обращаться с острыми разметочными губками, не проводить измерения на ходу станка, при движении режущего инструмента и при вращении измеряемой детали.
ПОДГОТОВКА К РАБОТЕ
1. Ознакомиться перед началом работы с паспортом на штангенциркуль.
2. Протереть штангенциркуль, удалить смазку ветошью, смоченной в бензине (особенно тщательно с измерительных поверхностей), насухо протереть тканью.
3. При необходимости выполнить присоединения к используемой вычислительной технике.
4. Включить штангенциркуль при помощи кнопки «ОN-OFF».
5. Переключить режим измерения в требуемые единицы «Милли-метры-дюймы» кнопкой «mm-in»
6. Установка нуля осуществляется кнопкой «ZERO».
7. Перед началом работы убедиться в наличии/пригодности элемента питания и заменить в случае необходимости.
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
1. В процессе работы и по окончании ее протирать штангенциркуль салфеткой, смоченной в водно-щелочном растворе СОЖ, а затем насухо чистой салфеткой.
2. По окончании работы нанести на поверхности штангенциркуля тонкий слой любого технического масла и поместить в футляр.
3. В процессе эксплуатации не допускать грубых ударов или падения во избежание изгибов штанги и других повреждений, царапин на измерительных поверхностях, трения измерительных поверхностей об контролируемую деталь.
4. В процессе эксплуатации следить за состоянием элемента питания. При снижении напряжения в системе питания электронного блока, он автоматически укажет на недопустимое снижение напряжения питания на дисплее штангенциркуля.
Микрометр цифровой МКЦ создавался для замеров мелких деталей и тонких металлических листов. Электронный микрометр имеет цифровое устройство отсчета, способное снимать относительные размеры, благодаря возможности выставить нулевую позицию на различных размерах во всех диапазонах проводимых замеров. Микрометр цифровой имеет электронный блок, в который включены метрическая и дюймовую измерительная шкала. Электронный микрометр оборудован функцией установки абсолютного нуля. С его помощью можно производить относительные и абсолютные замеры, выставлять пределы допусков и классифицировать измерительные процессы. Микрометр цифровой может сохранят данные на экране и имеет специальный разъем для их вывода. Измерительные части микрометров цифровых изготавливают из особых твердых сплавов. Электронный микрометр с возможностью измерения более 25мм снабжен дополнительной установочной мерой.
Типоразмеры:
МКЦ-25 диапазон измерений 0-25 мм.
МКЦ-50 диапазон измерений 25-50 мм.
МКЦ-75 диапазон измерений 50-75 мм.
МКЦ-100 диапазон измерений 75-100 мм.
Микрометр со сферическими измерительными поверхностями МКД1 предназначен для измерения толщины стенок труб, внутренних колец шарикоподшипников и ругих изделий. Может иметь одну или две сферические поверхности.
Радиус измерительных поверхностей SR=5 мм. Оказывает более высокое удельное давление на измеряемые поверхности при одинаковом измерительном усилии по сравнению с микрометром МК.
Электронный микрометр состоит из генератора и измерительного устройства. Генератор собран по двухтактной схеме на транзисторах Т1, и Т2 и работает на частоте 15 Мгц. Напряжение генератора через высокочастотный трансформатор подается на измерительное устройство.
Во время положительных полупериодов ток протекает через диод Д2, контур L3C6C7, переменный резистор R5 и микроамперметр, а во время отрицательных полупериодов – через диод Д1, переменные резисторы R6, R5 и микроамперметр. Поворачивая движок R6, можно уравнять токи, протекающие через микроамперметр в течение положительных и отрицательных полупериодов навстречу друг другу, и тогда он будет давать нулевые показания.
Катушка L3 служит датчиком микроамперметра. Эта катушка, а также конденсаторы С6 и С7, образуют контур, резонансная частота которого несколько меньше частоты генератора. Чтобы измерить диаметр провода, его вводят внутрь L3. Тогда индуктивность этой катушки, а следовательно, частота настройки контура L3С6С7 и ток, протекающий по ветви Д2 – L3С6С7 – R5 – микроамперметр, изменяются и стрелка последнего отклонится от нуля. Отклонение стрелки будет пропорционально диаметру провода, введенного в катушку L3.
Микрометр собран в металлическом футляре размерами 70х130х50 мм. В нем применен микроамперметр М494 с током полного отклонения 100 ткA. Катушка L1, намотана на полистироловом каркасе диаметром 10 мм в один слой, ширина намотки – 10 мм. Она содержит 21 виток провода ПЭЛ 0,31 с отводом от середины. Катушка L2 размещена поверх L1 и имеет 10 витков того же провода. Катушка L3, выполнена на керамическом каркасе с внешним диаметром 4 мм и внутренним диаметром 2 мм. Она намотана в один слой (ширина намотки 10 мм) и содержит 42 витка провода ПЭЛ 0,2. Все детали микрометра смонтированы на гетинаксовой плате размерами 65 х 45 мм, которая прикреплена к лицевой панели прибора футляра перпендикулярно с таким расчетом, чтобы один из торцов каркаса катушки L3, проходил в отверстие, сделанное в панели. Кроме этого, на лицевой панели находятся резистор R6 – “Установка нуля” и кнопка Кн1 – включатель прибора. Источник питания микрометра – батарея «Крона» – укреплен внутри футляра.
Масштабной линейкой измеряют длину или ширину на плоскостях, определяют размеры, замеренные нутромером и кронциркулем, а также пользуются при разметочных работах. Точность измерения – до 0,5 мм.
Для точного измерения различных углов служит универсальный угломер , представляющий собой две линейки с дисками, скрепленными между собой шарнирно. На одном диске нанесены деления в градусах. При измерении изделие устанавливают между линейками так, чтобы их края касались плоскостей измеряемого изделия. При этом величину угла определяют по делениям на диске.
Рис. Универсальный угломер
Циркуль, кронциркуль и нутромер
Циркуль применяют главным образом при разметке. Ножки циркуля должны быть одинаковой длины и толщины, правильно заточены и в сомкнутом состоянии не должны давать просвета. При износе и затуплении ножки циркуля затачиваются оселком.
а — циркуль: б – кронциркуль; в – нутромер.
Кронциркуль служит для наружного измерения деталей. Величина, измеренная кронциркулем, определяется по масштабной линейке. Точность измерения – до 0,5 мм. Кронциркули бьшают шарнирные и пружинные.
Шарнирный кронциркуль прост по устройству и удобен для пользования, но с течением времени в нем разрабатывается шарнирное соединение, и получается свободный ход. Для устранения свободного хода заклепку головки шарнира слегка обжимают или расклепывают.
Концы ножек по мере пользования теряют свою первоначальную форму, поэтому их следует периодически заправлять оселком.
Нутромером определяют внутренние размеры деталей. Величины, измеряемые нутромером, определяют по масштабной линейке. Точность измерения до 0,5 мм. Нутромеры бывают пружинные и шарнирные.
(рисунок а) – измерительный инструмент, позволяющий производить три измерения: наружное, внутреннее и глубины с точностью до 0,1 мм. Этот инструмент состоит из неподвижной губки, прикрепленной к масштабной линейке, на которой нанесена метрическая шкала, и из подвижной губки, свободно перемещающейся по линейке. У подвижной губки имеется вырез с нониусом и рейка для измерения глубины. Обе губки имеют сверху заостренные концы для внутренних измерений. На нониусе внизу сделано десять делений. Левая крайняя черта называется нулевой. Для определения размера при разведенных губках штангенциркуля нужно отсчитать целое количество миллиметров, которое прошла по линейке крайняя левая черта нониуса (на рисунке б это – 11 мм), а затем найти черту нониуса, которая точно совпадет с каким-либо делением линейки. В случае, изображенном на рисунке б, вторая черта нониуса (не считая нулевой черты) совпадает с делением на линейке, следовательно, данный размер будет равен 11,2 мм.
Рис. Штангенциркуль:
а – измерение штангенциркулем; б – отсчет по нониусу; 1 – неподвижная губка; 2 – заостренный конец губки; 3 – винт для закрепления подвижной губки; 4 – масштабная линейка; 5 – нониус; 6 – подвижная губка.
Штангенглубомер
Штангенглубомером можно измерить глубину пазов на валах, отверстий и др. При измерении опорные плоскости штангенглубомера ставят на плоскость изделия, от которой производят измерение. Необходимо следить, чтобы у опорных губок штангенглубомера не было выбоин и ржавчины. Периодически опорные губки необходимо притирать, пользуясь проверочной плитой. В процессе притирки подвижная линейка должна находиться на нуле. Измерение штангенглубомером производится так же, как и штангенциркулем.
Рис. Измерение штангенглубомером
Представляет собой соединение штангенциркуля со штангенглубомером.
Штангензубомером измеряют толщину зубьев шестерен для определения величины их износа и размера. Зная по чертежу высоту зуба шестерни (считая от начальной окружности), устанавливают его размер на вертикальной шкале штангензубомера; после этого губки штангензубомера устанавливают на зуб и горизонтальным штангенциркулем измеряют толщину зуба. Точность измерения штангензубомером – до 0,02 мм.
Рис. Штангензубомер
Телескопическим штихмасом измеряют внутренние размеры в пределах от 12 до 150 мм. Подвижной измерительный стержень штихмаса входит в неподвижную часть корпуса, из когорой он пружиной выжимается наружу. Внутри корпуса проходит фиксирующий стержень, которым можно зажать измерительный стержень в любом положении. Для измерения отверстия нужно освободить измерительный стержень, вставить штихмас в отверстие и, придав ему правильное положение, зажать фиксирующий стержень, а затем осторожно вынуть штихмас из отверстия. После этого штангенциркулем или микрометром измеряют длину измерительного стержня вместе с неподвижной частью.
Рис. Штихмас телескопический:
1 – неподвижная часть; 2 – отжимная пружина; 3 – измерительный стержень; 4 – корпус; 5 – фиксирующий стержень.
Служит для наружного измерения деталей с точностью до 0,01 мм. Больше всего распространены микрометры следующих размеров: 0-25; 25-50; 50-75; 75-100 мм. Устройство микрометра показано на рисунке.
Рис. Микрометр:
а – разрез микрометра; б – определение размера; 1 – скоба; 2 – стопорный винт пятки; 3 – пятка; 4 – винт с микрометрической нарезкой; 5 – барабан; 6 – трещотка; 7 – гильза с делениями до 0,5 мм; 8 – зажимное кольцо.
Скоба микрометра в левой части имеет закаленную и отшлифованную пятку, закрепленную стопорным винтом. В правой части скобы находится гильза с неподвижной шкалой; в гильзе закреплена стальная втулка с микрометрической резьбой, шаг которой равен 0,5 мм. Во втулку завернут микрометрический винт, на наружном конце которого укреплен барабан со шкалой, имеющей 50 делений, расположенных по окружности, и трещоткой.
Для измерения деталь устанавливают между винтом и пяткой, после чего барабан за трещотку повертывается и винт выдвигается до соприкосновения с измеряемой деталью. Для определения размера надо сосчитать число миллиметров на поверхности гильзы, включая пройденное полумиллиметровое деление, а затем посмотреть, какое деление на краю барабана совпадает с осевой чертой, сделанной на гильзе. Это деление будет соответствовать числу сотых долей миллиметра, которое нужно прибавить к предыдущим данным. В положении микрометра, показанном на рисунке б, установлен размер 20,05 мм.
Микрометрическим штихмасом определяют внутренние размеры изделий с точностью до 0,01 мм. По своему устройству микрометрический штихмас сходен с микрометром. Штихмас состоит из гильзы, имеющей на одном конце наконечник со сферической мерительной поверхностью, а на другом – микрометрический винт с такой же поверхностью. Размеры определяются так же, как и микрометром. Для увеличения пределов измерения микрометрический штихмас имеет набор сменных мерительных стержней, что позволяет измерять размеры до 250 мм.
Рис. Штихмас микрометрический:
1 и 5 – сферические мерительные поверхности; 2 – гильза; 3 – стопорный винт; 4 – барабан.
Служит для измерения отклонений в размерах изделий. Индикаторами проверяют вертикальные и горизонтальные плоскости отдельных деталей, а также биение, овальность и конусность валов и цилиндров. Точность измерения индикатором до 0,01 мм.
Индикатор состоит из корпуса, внутри которого расположен механизм, состоящий из нескольких шестерен, зубчатой рейки, упоров и циферблата со стрелкой. На циферблате нанесено 100 делений, каждое из которых соответствует 0,01 мм. При перемещении измерительного штифта на величину 0,01 мм стрелка перемешается по окружности на одно деление шкалы, а при перемещении штифта на 1 мм она делает один оборот. Обратно измерительный штифт перемещается под действием пружины.
Рис. Индикатор:
а – разрез индикатора; б – универсальная стойка для крепления индикатора; 1 – измерительный штифт; 2 – червячное колесо; 3 и 5 – зубчатки; 4 – стержень; 6 и 9 – пружины; 7 – каретка; 8 – направляющая каретки.
На рисунке б показана универсальная стойка для крепления индикатора, с помощью которой измеряют детали в различных положениях.
Для измерения износа цилиндров индикатор закрепляют на специальном приборе – пассиметре.
Рис. Индикатор с пассиметром для измерения износа цилиндров: 1 и 2 – стержни; 3 – подвижной наконечник; 4 – качающийся рычаг; 5 – неподвижный стержень; 6 – калиброванные кольца; 7 – набор неподвижных стержней; 8 – ключ для разборки и сборки головки прибора.
Измерительная часть (головка) прибора состоит из подвижного наконечника и неподвижного стержня. Перемещение подвижного наконечника передается качающимся рычагом и стержнями на измерительный штифт индикатора, который в свою очередь действует на механизм и стрелку. В комплект индикатора входит набор неподвижных стержней и калиброванных колец, позволяющих измерять цилиндры разных диаметров. Перед измерением в головку прибора устанавливают неподвижный стержень (иногда под буртик неподвижного стержня помещают калиброванные кольца). Для подбора стержня и кольца цилиндр предварительно измеряют (приближенно) штангенциркулем или линейкой.
Щуп и резьбомер
Щуп представляет собой стальную калиброванную пластинку или набор пластинок различной толщины. На каждой пластинке указана ее толщина в миллиметрах. Щупы служат для измерения зазоров между двумя деталями. При измерении больших зазоров применяют несколько пластинок, вместе взятых. При измерениях нельзя допускать резких перегибов щупа и больших усилий. Необходимо следить, чтобы на щупах не было грязи и металлической пыли, что нарушает точность измерения.
Рис. Измерительные инструменты:
а – набор плоских щупов; б — резьбомер.
Резьбомер служит для проверки и определения числа ниток на 1 дюйм или шага резьбы (в миллиметрах) на болтах, гайках и других деталях. Он представляет собой набор стальных гребенок (резьбовых шаблонов) с профилем зуба, соответствующим профилю стандартной дюймовой или метрической резьбы. Число ниток на дюйм или шаг резьбы помечают на каждой гребенке. На корпусе дюймового резьбомера выбивают метку 55°, а метрического 60°. Для проверки резьбы на болте или в гайке необходимо последовательно прикладывать гребенки резьбомера до тех пор, пока не будет найдена гребенка, зубья которой точно совпадают с резьбой детали без просвета. Размеру этой гребенки и будет соответствовать измеряемая резьба.
Шаблоны
Радиусный шаблон применяют для измерения у изделий радиусов. Шаблон представляет собой тонкую стальную пластину с выпуклыми или вогнутыми закруглениями. На поверхности каждого шаблона выбиты цифры, определяющие размер радиуса закругления в миллиметрах.
Шаблон для проверки угла заточки спиральных сверл диаметром до 50 мм изготовляют в виде стальной пластины, имеющей вырез с углом 116-118°. На кромке выреза нанесена миллиметровая шкала (рисунок а), по которой проверяют длину режущих кромок сверла.
Рис. Шаблоны для проверки угла заточки спиральных сверл:
а – простой; б – универсальный.
Универсальным шаблоном (рисунок б) можно проверять, кроме угла заточки сверла, также и резьбу (метрическую 60° и дюймовую 55°).
Проверочная плита
Проверочная плита представляет собой чугунную плиту с точно обработанными поверхностью и краями. Ее широко используют при разметочных и контрольных работах. Поверхность плиты не должна иметь задиров, рисок и ржавых пятен. Плиту устанавливают строго горизонтально по уровню. Для проверки изделие или плиту смазывают тонким слоем краски, затем изделие накладывают на плиту и двигают по ней. По отпечатку краски определяют точность обработки изделия. По окончании работы поверхность плиты протирают, смазывают маслом и закрывают деревянной крышкой.
Манометры
Plastic Services & Equipment – это Североамериканский дистрибьютор полного цикла Baty Bore Gauges. Более чем 20-летний альянс между нашими фирмами дает вам лучшее из возможных продукты и услуги для ваших нужд измерения диаметра ствола.
Наберите Калибры отверстий
Калибр калибраBaty – индикаторный тип. датчик, используемый для измерения изменения размеров внутри литья под давлением или цилиндр экструдера.Тем не мение, их можно использовать везде, где необходимо достичь внутреннего диаметра измерять.
КАК РАБОТАЕТ ДИАМЕТР?
Все модели работают по проверенному принципу две диаметрально противоположные точки измерения, одна фиксированная и одна подвижная, а также подпружиненный централизующий башмак. Не тратить свое время и деньги на другие низкокачественные бренды, которые не используют это проверенный метод.
ЧТО БУДЕТ ПРОВЕРИТЬ?
Циферблатные калибры для измерения внутреннего диаметра позволяют быстро и точно проверка отверстий на: размер, овальность, конусность и износ в глубоком отверстии.
КОГДА ИСПОЛЬЗОВАТЬ
В любое время ваше оборудование выключено и вы хотите проверить ствол на износ. Рекомендуется использовать в программе планового обслуживания, предоставляет вам последовательные записи, чтобы знать, когда происходит износ ствола и когда пора подумать о замене ствола.
Примечание: Чтобы получить правильные размеры отверстия, ствол должен быть чистым от всего пластикового мусора и должен быть прохладным до окружающей среды. температура.Бочки мерные при повышенных температурах обработки необходимо учитывать линейный коэффициент Переменные теплового расширения (LCTE).
ПРОФИЛАКТИЧЕСКОЕ И ПРОГНОЗИРОВАНИЕ
Инструмент для любых прогнозных и программы профилактического обслуживания – это использование калибра для диаметра канала ствола измерения. Самый пластиковый перерабатывающие компании указали в рамках своих стандартов качества ISO-9000 или QS-9000. Системы, требующие периодической проверки стволов стволов.
Периодически измеряя износ по длине канала ствола можно определить характер износа. После того, как данные записаны, общая картина среднего времени до Отказ (MTF) можно спрогнозировать. Этот курс действий позволит формовщикам пластмасс планировать и составлять график время простоя на техническом обслуживании машины до того, как машина не сможет производить качественные детали.
Для получения дополнительной информации о том, как создайте программу превентивного или прогнозирующего измерения барреля, пожалуйста свяжитесь с нами по телефону 1-800-627-1033.
ПОЧЕМУ ВЫБРАТЬ ДАТЧИК PS&E
Легче и удобнее в использовании, одним словом Простота. Некоторые занудно Установка и использование датчиков может занять много времени. Датчик Baty был специально разработан для простоты использования. Типичное время настройки для измерения диаметра ствола составляет менее 5 минут. Время проверки для полного измерения цилиндра и записи данных составляет менее часа независимо от размера ствола. А разборка и хранение манометра произойдет менее чем за 5 минут. минут. Чуть больше часа на каждую машину вы будете собирать и сможете анализировать данные об износе стволов шаблоны, которые определят ваши варианты ремонта или замены.
АККУМУЛЯТОРНЫЙ МАНОМЕТР С ЦИФРОВОЙ ИНДИКАТОРОМ
Индикаторы Baty Dial распознаются во всем мире как средства измерения качества. Измерительное оборудование, как производственное предприятие, его необходимо постоянно улучшать, чтобы идти в ногу с технический прогресс.
ПРЕИМУЩЕСТВА
Уменьшить упущенная выгода из-за изношенных стволов
Уменьшение утилизируйте и увеличивайте наработку машины
Простой и проста в эксплуатации
Измерение в удобное время
Размер отверстия должен быть точное считывание с прибора с минимальными усилиями.Фиксированный конец наковальни имеет нажимные пальцы по обе стороны от него, которые помогают правильное размещение в канале ствола; это снижает доверие пользователя к ощущениям
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ И ХАРАКТЕРИСТИКИ
Точность – соответствует или превосходит все международные стандарты
Высокая Чувствительность – достигается за счет точной обработки и чистовой обработки, низкая формы и поверхности трения
Специальный Упрочненные материалы для шпинделя и шестерен увеличивают срок службы и увеличивают ударную нагрузку сопротивление
закрытый движения для жесткости и простоты обслуживания
Точный взаимозаменяемые детали и конструкция агрегата для экономичного обслуживания
использует полированные шарниры и опорные поверхности к подшипникам с драгоценными камнями
Высокая качественные материалы, используемые повсюду
Нет необходимо электрическое или воздушное соединение
0.0005 ” Градуировка показаний индикатора
Встроенный башмак центратора для легкой повторяемости
Удар защищенные механизмы со счетчиком оборотов
Для большего отверстия, набор сменных удлинительных стержней позволяет использовать один инструмент для измерения диаметров отверстий в широком диапазоне
ОТКАЗЫВАЕМЫЕ МЕТОДЫ ИЗМЕРЕНИЯ КУСОЧКИ
Телескопические датчики: как они используютсяИспользуется целый ряд датчиков. для измерения размера отверстия, передав внутренний размер на удаленный измерительный инструмент.Они являются прямым эквивалентом внутренних суппортов и требуют пользователь должен развить правильное чувство для получения повторяемых результатов. В датчики блокируются путем поворота рифленого конца ручек, это действие выполняется для создания небольшого трения телескопических частей датчик. После аккуратной фиксации до размера, немного превышающего диаметр отверстия, датчики вставляются под углом к отверстию и медленно выравниваются сами радиально, поперек отверстия.Это действие сжимает две наковальни где они остаются заблокированными на уровне отверстий после извлечения. В Затем датчик снимается и измеряется с помощью микрометра или нониуса. каверномер.
Манометры для малых отверстий: как они используютсяОни требуют немного другого методики, калибр для малых отверстий изначально устанавливается меньше, чем диаметр отверстия. измеряется. Затем он вставляется в отверстие и регулируется вращением ручка с накаткой в основании, пока не почувствуете легкое давление, когда манометр немного переехал в канал ствола.Измерение опять же внешними средствами.
Выход из строя как телескопических датчиков, так и датчиков малых отверстий для удовлетворения потребностей в правильном измерении диаметра ствола, поскольку их трудно получить точные и повторяемые измерения, и они не позволяют полностью измерение длины ствола. Они есть способен измерять только одну точку за раз и не может показать пользователю, если существует шаблонный износ, который можно отобразить только при непрерывном измерении.
АККУМУЛЯТОРНЫЙ ДАТЧИК В КОМПЛЕКТЕ ПОСТАВЛЯЕТСЯ
Калибратор Baty поставляется в комплекте для сравнительные измерения отверстий, попадающих в заданную пропускную способность, обычно от 7/8 дюйма (22 мм) до 6 дюймов (153 мм).Манометры для измерения еще большего размера диаметры отверстий доступны.
Абсолютные измерения диаметра отверстия возможно, установив калибр отверстия на размер, используя отверстие известного диаметра или измерение расстояния между фиксированной точкой и движущейся точкой с помощью калиброванный микрометр. Легко читаемый циферблатный индикатор установлен на выносной конец для измерения осевого перемещения измерительной головки. Eсть ряд сменных опор (удлинительных стержней), которые передают движение измерения на циферблатный индикатор, отображающий отклонение отверстия.
ТИПИЧНАЯ ПРОСТОТА ЭКСПЛУАТАЦИИ
Отрегулируйте удлинительный стержень по мере необходимости, чтобы что манометр войдет в отверстие и зарегистрируется циферблатный индикатор. Два точки контакта на подпружиненном башмаке «А» и фиксированной точке “B” образуют 3-точечный контакт, который центрирует датчик в скучно. Нет необходимости крепко держать манометр, и не следует предпринимать никаких попыток. сделано так, чтобы влиять на его положение поперек канала ствола, так как он будет централизоваться в этом положении.
Если манометр очень слегка покачивается назад и вперед, чтобы точки “B” и “C” пересекались диаметра отверстия, будет видно, что стрелка индикатора переместится в минимальное чтение, а затем возвращается. Это минимальное значение указывает на положение, в котором точки измерения “B” и “C” находятся правильно на диаметре отверстия, и все показания измерений взято из него.
НАСТРОЙКА ДИАМЕТРА ДЛЯ ПЛЮСОВ И МИНУСОВ ЧТЕНИЯ
Если требуются положительные и отрицательные показания, отрегулируйте удлинение до тех пор, пока не будет достигнуто «минимальное» значение, примерно посередине диапазона циферблатного индикатора. Если требуется полный ход плунжера в одном направлении, отрегулируйте расширение до тех пор, пока индикатор не зарегистрируется как раз в начале или в конце его движение в соответствии с требуемым направлением. Надежно зафиксируйте удлинитель гайкой. Индикатор с кожухом можно отрегулировать на корпусе прибора. калибр, если зажимной винт “H” с головкой под торцевой ключ ослаблен. Используя это регулировка и вращающийся безель индикатора, стрелки и основной циферблат может быть размещен в любом месте в пределах диапазона движения.
ПРОСТЫЕ ПРОВЕРКИ
Для осмотра канала ствола только для овальность, конусность и другие вариации формы или износа без с помощью мастера установите индикатор на ноль в одной позиции в отверстии и затем снимите показания в других положениях.
ПРОВЕРКА ВАРИАНТА ИЗВЕСТНОГО РАЗМЕРА
Калибр может быть установлен в отверстии известного диаметр, предпочтительно кольцевой калибр проверяемого размера.С осторожностью Калибр может устанавливаться внешними микрометрами или датчиками скольжения в держателе. Помните, что в отличие от отверстия у микрометров и датчиков скольжения плоские поверхности, поэтому настройка должна быть перпендикулярна этим граням.
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ ДАННЫХ
Калибр калибраBaty изготавливается для непрерывное использование, но все же должно рассматриваться как хрупкое средство измерения качества устройство. Стандартное обслуживание манометр следует выполнять каждые 3 месяца или 1000 измерений внутреннего диаметра.Пожалуйста, не пытайтесь разобрать калибр. По вопросам ремонта, технического обслуживания и калибровки обращайтесь в PS&E по телефону 1-800-627-1033.
Следующее плановое техническое обслуживание рекомендуется каждые 3 месяца:
Проверить степень квартир на колодках
Очистить, отполировать или поверните шарики, в зависимости от того, что применимо, или замените
Проверить ненормальный угловой люфт между башмаком и нижней частью, заменить башмак
Осмотрите колокол кривошип на наличие износа или повреждений на кромке шлифованной поверхности и при необходимости заменить
Осмотрите верх плунжер на износ и / или повреждение
Очистить и смазать все детали тщательно
ЗАПАСНЫЕ ЧАСТИ
Пожалуйста, не пытайтесь разбирать калибр диаметра.Если компонент на ваш калибр внутреннего диаметра изнашивается или ломается, у PS&E есть запасные части для обслуживания и ремонт. Хотя некоторые компоненты на манометре не обслуживаются, все компоненты можно заменить при значительной экономии по сравнению с покупкой нового датчика. Для получения информации о ценах и наличии ремонта компоненты и обслуживание, позвоните в PS&E по телефону 1-800-627-1033.
ПЕРИОД КАЛИБРОВКИ
Согласно большинству стандартов качества ISO-9000 или QS-9000 Системы, ежегодный осмотр и калибровка всего измерительного оборудования. нужно.Когда время для эта проверка выполняется, обратитесь в PS&E по адресу 1-800-627-1033 для получения предложения по проверке и калибровке.
ХРАНЕНИЕ
Ваш калибр диаметра был отправлен в специальном ударопрочный деревянный корпус. Этот это место, где следует хранить калибр внутреннего диаметра, когда он не используется. Этот манометр не требует специального хранения в условиях окружающей среды. Любая чистая среда с температурой окружающей среды будет удовлетворительно.Не в магазине манометр, где он может контактировать с большим количеством пыли или влага.
ПОЛЕЗНЫЙ СРОК СЛУЖБЫ
Прецизионный калибр диаметра Батыя разработан для непрерывного и повторяемого использования. С участием надлежащий уход и обслуживание манометра, у него есть срок полезного использования, который может превышает 10 лет.
Нажмите здесь для получения дополнительной информации о калибрах диаметром
Как установить нутромер?
Уровень сложности настройки прибора для измерения внутреннего диаметра зависит от выбранного вами метода.Сегодня мы собираюсь провести вас через общие процессы, с помощью которых вы можете настроить индикатор внутреннего диаметра, и связанные с ними преимущества и недостатки каждого метода. Мы считаем, что знание того, как точно настроить индикатор диаметра шкалы, является важным навыком для любого машиниста или метролога.
В общем, процесс настройки индикатора внутреннего диаметра важен для поддержания точной контрольной точки. нуля. Контрольный контакт на циферблатном измерителе диаметра используется для установки номинального размера, и, когда измеритель диаметра установлен правильно, он будет производить чтение нуля при измерении этого номинального размера.Другими словами, вам нужна нулевая точка, от которой вы производите измерения. Установка нулевой точки или номинальный размер может быть получен несколькими способами.
Обычный способ настройки индикатора внутреннего диаметра – использование внешнего микрометра. Для этого выполните следующие действия: 1) установите микрометр на размер отверстие, которое вы тестируете, 2) используя удлинители, необходимые для определенного диаметра отверстия, настройте свой индикатор внутреннего диаметра с соответствующими удлинителями, 3) установите ваш датчик между шпинделем микрометра и опорой, 4) используя раскачивающее движение, установите датчик в микрометр, и 5) обнулите индикатор до минимальное показание и это ваш номинальный размер.Этот метод, безусловно, самый быстрый и удобный, учитывая доступность инструментов. вовлеченный. Однако при использовании микрометра для настройки индикатора диаметра шкалы вы рискуете включить ошибки измерения самого микрометра, и несовпадение сферических точек измерения датчика с микрометром.
Еще один способ настройки индикатора внутреннего диаметра – использование главного кольца. Для того, чтобы настроить показания индикатора отверстия с циферблатом следующим образом: 1) положите основное кольцо на гладкую твердую поверхность. поверхность, как гранитная пластина 2) установите датчик диаметра в кольцо, таким образом поддерживая его, и 3) отрегулируйте чувствительную точку контакта вашего отверстия до тех пор, пока индикатор не покажет ноль.Основные преимущества этого метода заключаются в том, что фактическая цель измерения дублируется, а мастер-кольца легко сделано, чтобы очень точно соответствовать размеру детали. Основным недостатком использования мастер-колец для настройки индикатора внутреннего диаметра является то, что они являются дорогостоящими инструментами, и сбор по одному для каждого необходимого вам потенциального диаметра ствола может оказаться довольно дорогостоящим.
Третий метод настройки прибора для измерения внутреннего диаметра включает использование узла измерительного блока. Установив мерные блоки в зажим с губками на обоих концах, вы возможность создать высокоточный эталонный образец, с помощью которого можно настроить ваш датчик.Калибровочные блоки легко доступны, и большинство мастерских или складов их найдут. они уже есть под рукой. Кроме того, измерительные блоки имеют несколько размеров, что может привести к большей гибкости измерения и экономии затрат. Основным недостатком использования измерительных блоков для настройки вашего циферблатного прибора для измерения диаметра является время, необходимое для сборки измерительных блоков в соответствии с требуемый номинальный размер или нулевая точка. Кроме того, вы рискуете получить потенциальные ошибки в результате процесса отжима, который может оказаться непростым. чтобы понять.
Посмотрите нашу видеодемонстрацию по основному набору Fowler Bore Gage Setting Master Kit: Нажмите здесь
Какой бы метод или инструменты ни использовались при настройке прибора для измерения внутреннего диаметра, всегда следует помнить о некоторых ключевых концепциях. Убедитесь, что ваши инструменты очистить от пыли и мусора. Любое небольшое вторжение может отрицательно сказаться на точности вашей нулевой точки. Когда все сделано хорошо, точность может составлять 0,0001 дюйма. к номинальному размеру. Примите во внимание имеющиеся у вас инструменты, средства, которые вы готовы потратить, а также любые индивидуальные предпочтения или навыки. при выборе наилучшего способа настройки калибратора.
Циферблатный калибр для сравнения марок
Alina
Циферблатные калибрыAlina производились в Швейцарии и сняты с производства в конце 1960-х годов. Это были американские версии раннего калибратора Compac. Свидетельством мастерства этого производителя является то, что эти датчики все еще находятся в обращении. Детали измерительной головки идентичны текущим моделям Compac (см. Ниже). Циферблатный индикатор был заменен на более новую версию, но больше не продается отдельно.
Asimeto
Aimeto – это новый брендовый калибр для измерения диаметра китайского производства от дистрибьютора в Гонконге. Похоже, они ничем не отличаются от других китайских манометров и очень похожи на манометры Mitutoyo. Детали могут быть труднодоступными.
Бойс
Boice, ранее производившийся Federal Gage. Они сняты с производства.
Бауэрс
Bowers произведены в Англии и распространены в США Фредом Фаулером. Первоначально разработан для британских производителей автомобилей.У них есть 2 точки измерения и доступны удлинители глубины. У нас нет опыта работы с ними, и мы не можем судить.
Compac
Compac индикатор внутреннего диаметра, производимый в Швейцарии с 1943 года. Ранее продавался с именами Alina, Interapid и SPI на циферблате. Они долгое время оставались самыми лучшими из доступных на рынке. По конструкции и конструкции эти калибры внутреннего диаметра не похожи ни на какие другие из представленных на рынке. Метрические модели окончательно сняты с производства. Дюймовые модели сейчас доступны только по специальному заказу, который может занять до 20 недель.Они изготавливаются только по запросу.
Denly
Denly Comparator был самым точным калибромером своего времени … в 1950-х годах. Он был изготовлен в Швейцарии и впоследствии заменен еще более совершенным измерителем внутреннего диаметра Compac. Первоначально продаваемый в США корпорацией Alina, этот набор является антикварным, и его детали давно устарели. Если у вас есть один в хорошем состоянии, держитесь за него как за механическое чудо своего времени.
Дорси
Dorsey Standard Style измеритель внутреннего диаметра с циферблатом, изготовленный в США.Dorsey предлагает впечатляющее разнообразие типов калибратора диаметра. Среди них – стиль «Standard Gage», который похож на старые калибры, сделанные в Покипси, за исключением того, что теперь они имеют циферблатный индикатор Дорси (что мы можем рассматривать только как улучшение). Детали измерительной головки взаимозаменяемы с моделями Poughkeepsie и Swiss. Поставки обычно осуществляются со склада, а запасные части и услуги по ремонту доступны, когда это необходимо. Это единственная альтернатива снятому с производства манометру стандартного диаметра, произведенному в Швейцарии.
Hemco
Hemco из Голландии, штат Мичиган, калибры внутреннего диаметра, произведенные в Англии. Нет доступной информации.
Interapid
Калибровочный манометрInterapid производился в Швейцарии компанией Compac и ранее продавался компанией Borel & Dunner. Они больше не продаются под названием Interapid. Они идентичны циферблатному манометру Compac (см. Выше).
Кент Мур
Калибровочные калибрыKent Moore были произведены компанией Standard Gage в Покипси.Инструменты Кента Мура обычно ассоциируются с автомобильной промышленностью. См. Стандартный калибр ниже.
манатовВ то время как Mahr уделяет особое внимание высокоточным системам измерения воздуха, они также предлагают хорошо сконструированные (немецкие) механические и цифровые датчики внутреннего диаметра, некоторые из которых имеют разрешение индикатора 0,00005 дюйма. Доступны диапазоны измерения от 0,5 до 8 дюймов всего за 3 штуки. манометры разные.Цена разумная за качество.
- Информация: [email protected] или сайт www.mahr.com
Mitutoyo
Манометры с круговой шкалой Mitutoyo серии 511, произведенные в Японии, являются доступным вариантом.Это лучший выбор для недорогого измерения диаметра отверстия, поскольку доступны запасные части и услуги по ремонту. Циферблатные индикаторы Mitutoyo входят в комплект для измерения внутреннего диаметра. Доступны удлинители глубины до 39 дюймов. Циферблатный манометр Серии 545 создан по образцу циферблатных манометров Standard Gage, но Mitutoyo предлагает меньше моделей. Никогда не останавливаясь на достигнутом, самые старые модели Mitutoyo были заменены новыми, которые – на некоторых модели – имеют небольшую микрометрическую головку, что упрощает установку определенного диаметра.Отдельная серия посвящена измерению глухих отверстий
.Павлин
Калибровочные манометрыPeacock производятся в Японии. Судя по всему, в автопроме популярны метрические модели. Это «экономическая модель», и к ней, вероятно, следует относиться как к мелочам. Доступны в диапазоне от 0,25 до 10 дюймов. Для получения отверстий разного диаметра используется ряд упоров и шайб. Как бы то ни было, вы можете получить циферблат белого или черного цвета.
Швенк
Датчик внутреннего диаметра Schwenk.Сделано в Германии Оскаром Швенком с использованием циферблатных индикаторов Kafer. Легкий, хорошо сделанный манометр, доступный в стандартной и прямоугольной версиях, продается под торговой маркой Subito. С этим измерителем внутреннего диаметра можно использовать любой индикатор с круговой шкалой с диаметром стержня 8 мм или 3/8 дюйма. Они намного дешевле, чем другие европейские измерители внутреннего диаметра. Они аналогичны тем, которые продавались под названием Etalon в 1950-х годах. Etalon отказался от этой модели. Когда появились более совершенные калибры Compac, Veribor от Tesa подозрительно похож.
SPI
SPI – это косметический циферблат. SPI поставила свое имя на циферблатный манометр Compac швейцарского производства (см. Выше). За исключением циферблата, все детали идентичны. SPI перестала их использовать. Если вам нужны новые манометры или запчасти, просто закажите оригинальную версию Compac. Остерегайтесь экономичных манометров азиатского производства, которые также продаются с косметическим циферблатом SPI. Низкая цена должна их выдать. Если хотите настоящую вещь, убедитесь, что она сделана в Швейцарии. Запасные части и обслуживание для азиатских датчиков внутреннего диаметра недоступны.
Стандартный датчик
Standard Gage больше не производит измерительные приборы с круговой шкалой. В течение нескольких лет они производились в Швейцарии на TESA, но это оказалось невыгодным, и линия была прекращена. Старые модели полностью производились в Покипси, штат Нью-Йорк. Компания Dorsey Metrology создает аналог, который они называют «Стандартным датчиком диаметра отверстия». Стоит задуматься, так как это практически идентичная замена. Детали старого стиля и нового стиля Дорси взаимозаменяемы. Детали для малого No.Калибры отверстий 0 и 1 больше не доступны.
Subito
Сделано в Германии Оскаром Швенком. Легкий, качественный манометр, доступный в стандартной и прямоугольной версиях, продается без индикатора часового типа. С этим измерителем внутреннего диаметра можно использовать любой индикатор часового типа со штоком диаметром 8 мм или 3/8 дюйма. Это может существенно сэкономить деньги, так как вы можете использовать индикатор, который у вас уже есть.
Суннен
Датчик диаметра шкалы Sunnen. Эти модели американского производства, разработанные в качестве аксессуаров для хонинговальных станков Sunnen и станков для калибровки отверстий, имеют полностью открытые измерительные головки, что позволяет легко проливать их чистящей жидкостью при необходимости.Текущий циферблатный индикатор – это модифицированный индикатор Mitutoyo. Ранние модели калибраторов Sunnen использовали легко повреждаемый индикатор Federal. Самые большие модели имеют удобный подъемный рычаг. К сожалению, у Sunnen нет дистрибьюторской сети, поэтому вам придется покупать прямо у них. Разочарование: некоторые тонкостенные движущиеся части в головке ломаются быстро и часто, и, поскольку производитель не делает эти части доступными, единственный вариант – заменить всю головку. Нам нравится конструкция этих манометров с минимальным количеством винтов.Сборка продумана последовательно, и если вы когда-нибудь будете разбирать ее, внимательно запомните последовательность, иначе вы будете чесать голову. Хотя на складе обычно есть небольшие количества, производитель изготавливает изделия нестандартной длины по запросу, и это может занять до 4 недель.
Teclock
Датчик внутреннего диаметра Teclock, сделанный в Японии. Могут быть доступны модели CCI-35, CCI-60, CCI-150, CCI-250, но найти дистрибьютора, который будет их продавать, – задача мисс Марпл. Некоторые версии показателей доступны на Amazon.Это дешевые калибры внутреннего диаметра, недостаток которых состоит в том, что запчасти (аксессуары и запасные части) могут быть недоступны. Существуют и другие дешевые калибры внутреннего диаметра, и если деньги – ваш единственный критерий, у вас есть множество вариантов. С другой стороны, если вам нужно качество, обратите внимание на датчики диаметра Mitutoyo или Dorsey, упомянутые выше.
Veribor Light
ЦиферблатVeribor Light производства Tesa, Швейцария, имеет европейское происхождение. Эта «облегченная» версия была представлена в 2007 году. Похоже, Tesa возродила старую конструкцию Etalon с модификациями, возможно, чтобы компенсировать проблемы с их дорогостоящими датчиками диаметра Compac.Они очень похожи на Mitutoyo (который также был копией старого дизайна Etalon). Центрирующее устройство представляет собой пару колес, которые, по мнению некоторых, уменьшают царапание или повреждение полированных поверхностей. Основное различие между Veribor и другими датчиками внутреннего диаметра заключается в том, что Veribor может работать с любым индикатором с круговой шкалой или датчиком без необходимости использования специального корпуса. Полный набор от 0,7 “до 6,0” – довольно выгодная сделка, так как в настоящее время они предлагаются со скидкой. Tesa утверждает, что запасные части будут доступны.
считывание показаний индикатора внутреннего диаметра
Циферблатный индикатор внутреннего диаметра – это специальный инструмент, откалиброванный на 0,001 дюйма (0,0025 сантиметра) или 0,001 дюйма (0,0025 сантиметра), который используется для точного измерения внутреннего диаметра отверстия, цилиндра или трубы. Спасибо всем авторам за создание страницы, которую прочитали 206 480 раз. Нет. Пыль может накапливаться на шпинделе и вызывать проблемы при выполнении измерений. Контрольный список канцелярских товаров для вашего нового офиса. Среди всех типов датчиков внутреннего диаметра наиболее популярным является индикатор внутреннего диаметра.Откройте для себя свой образ! Чтобы вычислить размер, разделите число на 1000. Внимательно следите за своими оборотами, особенно когда внутренняя поверхность делает несколько круговых движений, потому что это может сбивать с толку. Не отпускайте шпиндель, потому что вам нужно будет проверить на наличие ошибок в обратном направлении. Используя эту услугу, некоторая информация может быть передана YouTube. Рекомендации. Когда циферблатный калибр установлен с использованием кольцевого калибра, общая точность может быть в пределах 0,0001 дюйма или 0,00254 миллиметра. Подставка стабилизирует ваш циферблатный индикатор во время измерения.Циферблатные индикаторы могут использоваться для проверки прямолинейности круглых деталей, например колес, и обычно используются в механических цехах. Это… Циферблатный индикатор имеет контактную иглу, которая находится внутри головки индикатора. Каждый день в Wikihow, мы упорно работаем, чтобы дать вам доступ к инструкции и информацию, которые помогут вам жить лучше, то ли это держать вас безопасным, здоровым, или улучшение Вашего благосостояния. Задняя часть является стандартной для обычных циферблатных индикаторов, но она будет с плоской задней частью, добавив суффикс «f» в конце… Эти датчики могут быть… Циферблатный индикатор легче установить, чем любой другой упомянутый выше инструмент, и он очень точен.Если циферблатный индикатор не совершил хотя бы один оборот, переходите к чтению показаний большого датчика, потому что маленький датчик имеет значение только в том случае, если индикатор делает хотя бы один полный оборот. Это может быть по обе стороны от отметки «0» индикатора. ②В поперечном сечении, перпендикулярном оси кольцевого калибра, расположите калибр по диаметру ⓐ (Рисунок: 1). Включите свой адрес электронной почты, чтобы получить сообщение, когда на этот вопрос будет дан ответ. Циферблатные индикаторы обычно измеряют диапазон от 0,25 мм до 300 мм (0.От 015 до 12,0 дюймов), с делениями от 0,001 до 0,01 мм (метрическая система) или от 0,00005 до 0,001 дюйма (стандартная / британская система мер). Циферблатные калибры в основном используются машинистами для измерения внутреннего диаметра отверстий в двигателях. [1] X Источник исследования Если у вас нет подставки, вы все равно можете откалибровать циферблатный индикатор, но это будет не так просто. Как только это будет сделано, вставьте индикатор с круговой шкалой в отверстие, убедившись, что обе наковальни датчика касаются стены. Контрольный контакт на циферблатном датчике диаметра отверстия используется для установки номинального размера, и когда датчик диаметра установлен правильно, он дает нулевое значение при измерении этого … Мы черпаем свою силу и гордость в нашей очень увлеченной команде, присоединившейся к ISB, IIM и IIT.% людей сказали нам, что эта статья им помогла. Если вы ищете надежное решение для выполнения своей работы с максимальной точностью, этот первоклассный измерительный инструмент подойдет вам. Затем закройте огромные губки индикатора с плоским циферблатом, полностью сведя их вместе. Команда управления контентом wikiHow внимательно следит за работой редакции, чтобы гарантировать, что каждая статья подкреплена достоверными исследованиями и соответствует нашим высоким стандартам качества. Готовы к обновлению личного стиля? Индикатор работает от 0-25… Пожалуйста, подумайте о том, чтобы внести свой вклад в wikiHow сегодня.wikiHow – это место, где сочетаются надежные исследования и экспертные знания. У меня есть сменный калибр диаметра оправки со шкалой сверху. Что касается индикатора часового типа, устанавливаемого на калибр, рекомендуется использовать индикатор часового типа с плоской задней стенкой. 0,30 будет 3 на маленьком циферблате и 0 на большом. Ваш индикатор с циферблатом должен иметь приспособление, с помощью которого вы можете закрепить его на подставке. Разрушенные мифы: что вы неправильно думали об одноразовых перчатках. Какая часть является основной шкалой индикатора часового типа? В качестве альтернативы… Например, он может сделать полный круг один раз, а затем приземлиться на отметку рядом с 30.Хотя сначала циферблаты могут показаться запутанными, их легко прочитать, если вы поймете, что они означают. Ваш производитель также напечатает диапазон измерений либо на вашем циферблатном индикаторе, либо в прилагаемых к нему инструкциях. Осторожно перемещайте калибр отверстия взад и вперед, удерживая наковальни в одной плоскости оси. В сочетании с микрометром калибр покажет вам точное показание … Прежде чем переходить к следующему шагу, убедитесь, что шкала показывает нулевое значение. Пожалуйста, подумайте о поддержке нашей работы, добавив в wikiHow.Затем сложите два измерения, чтобы определить окончательное показание индикатора часового типа. Эти датчики могут быть… Но с приходом COVID-19 ставки стали выше, чем когда-либо. Циферблатный индикатор внутреннего диаметра состоит из измерительной головки и вала устройства, который включает индикатор часового типа, зажимной винт, изолирующую рукоятку и измерительную головку. Установите циферблатный индикатор на подставку. Измерительный прибор Предлагая вам полный выбор продукции, в том числе линейный манометр с круговой шкалой, циферблатный манометр рычажного типа, циферблатный индикатор с черным плунжером, цифровые измерители высоты Baker, цифровой измеритель высоты и цифровой индикатор с круговой шкалой.Все отправленные советы тщательно проверяются перед публикацией. Инструмент для измерения внутреннего диаметра используется для точного измерения внутреннего диаметра цилиндра или трубы. Этот компонент служит для того, чтобы индикатор часового типа оставался бесшумным при использовании датчика внутреннего диаметра. Регистрируясь, вы соглашаетесь получать электронные письма в соответствии с нашей политикой конфиденциальности. Начните с того, что просто ослабьте блокировку луча циферблатного индикатора, а затем осторожно перемещайте индикатор вперед и назад для беспроблемной работы. Индикатор круглого сечения поможет вам точно и идеально измерить диаметры различных предметов и отверстий.Цифровые и циферблатные манометры имеют 2-точечную и 3-точечную конструкцию, позволяющую касаться сторон отверстия или отверстия, а показания отображаются на встроенном цифровом дисплее или на циферблате. Отверстие – это термин, используемый для любого типа отверстия, а калибр используется для измерения объекта, в совокупности он становится калибром ствола, который является инструментом, используемым для измерения размера конкретного отверстия. Если у вас есть, обратитесь к инструкциям для получения дополнительной информации о дополнительных гранях. Чтобы узнать, как определить метки измерения на циферблате индикатора, читайте дальше! Калибры внутреннего диаметра, шкала индикатора отверстия Датчик внутреннего диаметра 50-160 мм Измерительный датчик индикатора цилиндра двигателя 0.Комплект высокой точности 01 мм 3,5 из 5 звезд 2 31,69 $ # 31… Это разумный вариант, если вы собираетесь часто измерять отверстия, так как показания отображаются на циферблате… Скорость и точность индикатора отверстия с круговой шкалой могут сэкономить много времени, когда он используется для измерения вырезов или размеров отверстий в проектах по ремонту дома. Если индикатор внутреннего диаметра был обнулен на 2 дюйма, а стрелка изменила направление на отметке 0,007 дюйма на циферблате, окончательное измерение отверстия составляет 2,007 дюйма. На одной стороне измерительной головки находится… Эта статья была написана в соавторстве нашей обученной командой редакторов и исследователей, которые проверили ее точность и полноту.Если циферблатный индикатор показывает ошибки, отрегулируйте внешнюю поверхность и очистите шпиндель. Использование прибора с круговой шкалой Для настройки прибора с круговой шкалой необходимо использовать микрометр. Итак, если вы работаете в отрасли, где вам нужно измерить диаметр внутреннего диаметра, индикатор внутреннего диаметра – ваш лучший вариант. Цифровые и циферблатные манометры имеют 2-точечную и 3-точечную конструкцию, позволяющую касаться сторон отверстия или отверстия, а показания отображаются на встроенном цифровом дисплее или на циферблате. Вот шаги, которые необходимо выполнить, чтобы прочитать показания индикатора внутреннего диаметра.В этом коротком видео я объясняю, как использовать индикатор с круговой шкалой для измерения диаметра цилиндра любого двигателя. Я использовал его, чтобы проверить… Если вы получаете показание 0 на маленьком циферблате и 30 на большом циферблате, показание будет 0,030. 844 K Циферблат диаметром 3,7-7,3 мм プ の 基礎 知識 コ ミ テ Том 2 発 注 コ ー ド : 113-5704 4 品 4470003 JAN : 4059192017958 オ ジ (66 размер отверстия, которое вы будете проверять. Установите индикатор отверстия с круговой шкалой с удлинителями, необходимыми для диаметра отверстия. Поместите отверстие… Если у вас нет подставки, вы все равно можете откалибровать индикатор с круговой шкалой, но это будет не так просто.Вам нужен базовый размер отверстия, достаточно грубого. Цифровые и циферблатные манометры имеют 2-точечную и 3-точечную конструкцию, позволяющую касаться сторон отверстия или отверстия, а показания отображаются на встроенном цифровом дисплее или на циферблате. Каждый внесенный доллар позволяет нам продолжать предоставлять высококачественную помощь таким людям, как вы. Moglix – это компания, основанная в 2015 году группой молодых предпринимателей с целью внедрения революционных и интересных решений для глобальной электронной коммерции. Поместите калибр отверстия в микрометр, зафиксированный на том же диаметре, что и измеряемое отверстие.Эти датчики могут быть… Единственное, что вы читаете, – это разницу между ними. Стрелка перемещается при измерении диаметра отверстия и механически или электронно передает эти данные на циферблат … В условиях нынешнего общественного здравоохранения и экономического кризиса, когда мир резко меняется, и мы все учимся и адаптируемся к изменениям в повседневной жизни, людям нужна wikiHow больше чем когда либо. Помимо манометров огуречника, вы также можете купить другие измерительные и прецизионные инструменты, такие как измерительные ленты, уровень и протекторы, штангенциркуль, микрометры, штангенциркуль и многое другое.и манометр с циферблатом. Чтобы прочитать циферблатный индикатор, сначала установите его на подставку, чтобы стабилизировать его, и откалибруйте циферблат, повернув внешнюю грань до тех пор, пока стрелка не укажет на 0. Мне очень помогло … “,” Очень информативно и легко для понимания “. . Тогда один … Если индикатор калибра ствола был обнулен на 2 дюйма, а указатель изменил направление на отметке 0,007 дюйма на циферблате, окончательное измерение отверстия составит 2,007 дюйма. Мы помогаем миллиардам людей во всем мире продолжают учиться, адаптироваться, расти и процветать уже более десяти лет.Теперь приобретайте лучшие бренды по очень разумной цене. Используя наш сайт, вы соглашаетесь с нашими. Последнее обновление: 3 января 2021 г. Не забудьте добавить расчеты как для малых, так и для больших датчиков. После того, как вы удалили калибр из отверстия, добавьте или вычтите записанное значение из целевого числа, на которое был откалиброван индикатор. Отверстие шкалы В сочетании с микрометром калибр внутреннего диаметра даст вам точное показание отверстия …
sunnen индикатор внутреннего диаметра
Каждый датчик поставляется в отдельной прочной коробке со всеми инструментами и ключами, необходимыми для настройки и регулировки.Циферблатные калибры Sunnen могут использоваться в тандеме с установочными приспособлениями Sunnen для создания полной системы, которая устраняет необходимость в кольцевых калибрах, микрометрах или шарнирах. Набор для осмотра инструментальных средств Accusize Industrial Tools, датчики для телескопов, микрометры 0-6 дюймов и датчики диаметром 2-6 дюймов на 0,0005 дюймов, Egee-5006, оканчивается от. Манометр с круговой шкалой Sunnen, серия GA-4000, 3 точки. Этот малокалиберный манометр обладает всеми функциями и преимуществами, благодаря которым циферблатные калибры Sunnen приобрели такую популярность в магазинах любого типа. IAT INDUSTRY LIMITED Измеритель внутреннего диаметра с круговой шкалой Все серии индикаторов с круговой шкалой www.iating.com Эффективность Непревзойденная надежность (Хорошая цена и подтвержденное качество) Циферблатный датчик для измерения внутреннего диаметра Циферблатный индикатор для измерения внутреннего диаметра с винтовыми упорами Используется для внутренних измерений со стрелочным индикатором. Манометр с циферблатом Sunnen. Набор манометров Sunnen Dial. Sunnen. Полный набор контактных точек, аксессуаров и установленный корпус в хорошем состоянии с веб-сайта производителя: Приборы для измерения внутреннего диаметра Sunnen работают быстро. Манометр с циферблатом Sunnen. по всему миру. Текст two81757six223 Расположение: Каннаполис Цена: 125 долларов Подробнее.Вы видите это объявление, основываясь на релевантности продукта вашему поисковому запросу. Членам Prime предоставляется БЕСПЛАТНАЯ доставка и эксклюзивный доступ к музыке, фильмам, телешоу, оригинальным аудиосериалам и книгам Kindle. В отличие от большинства других манометров, модели Sunnen PG и Dial Bore прочны, точны и предназначены для использования в цехах с Sunnen или другими машинами для калибровки отверстий, а также в настройках контроля качества или метрологии. CK-50 Honing Oil X-SP-5063A: оригинальные хонинговальные масла и охлаждающие жидкости; KG3X Honing Oil X-SP-5063A: оригинальные хонинговальные масла и охлаждающие жидкости Каждый манометр поставляется в отдельной прочной коробке со всеми инструментами и ключами, необходимыми для настройки и регулировки.Это видео о том, как использовать индикатор внутреннего диаметра, как установить датчик внутреннего диаметра и как считать показание датчика внутреннего диаметра. Грейнджер тебя поддержит. Присоединяйтесь к нашему списку, чтобы получать уведомления о новых возможностях онлайн-заказа. Делайте покупки с уверенностью. Это приспособление для настройки не подходит для манометров Sunnen®, но Sunnen® предлагает собственное приспособление для настройки, которое также можно приобрести в Goodson. Вам действительно нужно потратить много долларов на проверку зазоров подшипников? Ищу манометр с круговой шкалой MITUTOYO, диапазон измерения от 2 до 6 (дюймы {{vm.session.shipTo.lastName}} {{vm.session.shipTo.firstName}}, Вы успешно подписались на нашу новостную рассылку. Циферблаты и приспособления для настройки Sunnen доступны для диаметров от 0,054 до 6 дюймов (13,71 мм). до 152,4 мм), опционально до диаметров 12 дюймов (309 мм). Доступны модели с циферблатными манометрами с показаниями с шагом 0,0001 или 0,0005 дюйма (метрические версии с шагом 0,002 мм или 0,010). Доступны цифровые модели с двумя показаниями. Система Sunnen Dial Bore Gage с шагом 0,0001 дюйма и 0,001 мм обеспечивает быстрый и простой способ измерения I.D на отверстиях с широким диапазоном размеров и длин, Измерители и установочные приспособления работают вместе для получения точных и надежных результатов, Доступны цифровые модели для упрощения анализа данных для использования SPC, Уникальное приспособление для установки размеров позволяет вам установить точный размер за секунды , Выдвижная измерительная головка и регулируемый центратор позволяют легко вставлять и выдвигать даже с прерывистыми отверстиями. Противоударный щиток защищает индикатор от дрейфа и движения, вызванных нагревом или небрежным обращением. Лот5. Пост №3636637; Пост №3636000; Пост №3637435; … Ты никогда в жизни не пользовался прибором с циферблатом, тролль .. Термит Петух Рыба Билл Страница 3 из 3 Первая 1 2 3. Любые вопросы Позвоните Бретту, нажав на контакт с продавцом / другое / просмотр номера телефона. Независимо от того, требуется ли вам измеритель диаметра цилиндра для измерения диаметра двигателя транспортного средства или измеритель диаметра с круговой шкалой для проверки других глубоких внутренних диаметров, HK Calibration Technologies предоставит вам фантастический ассортимент измерителей диаметра. … отверстие, цилиндр, циферблат, калибр, sunnen. Поставляется в оригинальном металлическом кейсе и приспособлении для настройки со всеми 9 датчиками.лот №4. Sunnen 2 ” – 6 ” калибр. Найдите много отличных новых и подержанных опций и получите лучшие предложения на Sunnen Dial Bore Gauge .495 “-. 750” по лучшим онлайн-ценам на eBay! ), 0,0001 в градациях (6ANU0)? © 2020 Компания Sunnen Products. 3 Sunnen Dial Gage Gage Gr-2000 Глубина 50-150 мм 737 мм Метрическая система Все наконечники Fv28. Sunnen объединяет надежную дистрибьюторскую сеть с ведущими в отрасли технологиями и объединяет создание, калибровку и чистовую обработку отверстий в одном решении под ключ. XINdream Циферблатный датчик отверстия, индикатор часового типа, электронный цифровой датчик цилиндра двигателя 10-18 160-250, 0.0005inch Graduation Interval Tool 5.0 из 5 звезд 1. Бесплатная доставка для многих продуктов! Посмотреть детали. P310 Набор манометров с круговой шкалой направляющей клапана Sunnen (47,9% аналогичный) Используется в хорошем состоянии Набор манометров со шкалой направляющей клапана Sunnen p310 Вы устанавливаете калибр внутреннего диаметра на известный стандарт или диаметр. Van Verenigde Staten. Расположен в Денвере, штат Колорадо, США. Адрес места проведения. Циферблатные приборы для измерения внутреннего диаметра X-SP-9003: Циферблатные приборы для измерения внутреннего диаметра; X-SP-9004: измерители внутреннего диаметра для гидравлических цехов; Система измерения диаметра PG X-SP-9002: прецизионный датчик AG-300; X-SP-9000: Система измерения скважин Sunnen; Хонинговальные масла и охлаждающие жидкости.Детали аукциона Windy City Cutting Die, Inc. Haas, Mazak CNC Machining, Okamoto и Machine Shop. Циферблатный манометр Sunnen GR-6000 только с двумя наконечниками и установочным инструментом. Размер устанавливается с помощью стандартного установочного приспособления Sunnen CF-502, используемого с измерителями внутреннего диаметра от 0,5 до 2 дюймов (от 12,7 до 50,8 мм). Приборы для измерения внутреннего диаметра – это сравнительные приборы, используемые для измерения округлости отверстий, конуса и внутреннего диаметра. Sunnen предлагает измерительный прибор для измерения диаметра отверстий для широкого диапазона сверхмалых отверстий. Эти модели американского производства, разработанные в качестве аксессуаров для хонинговальных станков Sunnen и станков для калибровки отверстий, имеют полностью открытые измерительные головки, что позволяет легко проливать их чистящей жидкостью при необходимости.Продается компанией Automatics & Machinery. Приборы для измерения внутреннего диаметра Sunnen работают быстро, легко и точно. Sunnen CF-1126 Приспособление для установки датчика 2-6 дюймов + футляр + стандарт + кольцо + инструкция, лот № 5 – 486,81 доллара США. Tweedehands. Нравится: 16. Закладки. Douaneservices en internationaal traceren aangeboden + 52,23 евро geschatte verzendkosten. Digg; очень вкусно; StumbleUpon; Google; Разрешения на размещение Nu kopen. полка 254650566692 Sunnen GA4000 Прецизионный измерительный прибор с круговой шкалой. 495–750 “Модель GA4000.0001” Градуировка Включает датчик для установки микрометра.Goodson предлагает один, который был разработан для большинства популярных калибраторов ствола, включая Mitutoyo, Phase II, Fowler и Peacock. ПРОДАЕТСЯ! Sunnen предлагает два совершенно разных типа систем измерения диаметра ствола – прецизионные измерители диаметра скважины Sunnen серии PG и измерители диаметра цилиндрического диаметра Sunnen, которые охватывают практически любой размер и конфигурацию диаметра ствола. Недавно просмотренные товары и рекомендованные рекомендации. Выберите отдел, в котором вы хотите выполнить поиск. Все клиенты получают БЕСПЛАТНУЮ доставку заказов на сумму более 25 долларов США, отправленных Amazon. Цена и другие детали могут отличаться в зависимости от размера и цвета. Диаметр циферблата Starrett 3089Z-131-715J Гейдж, 0.Диапазон 7–1,5 дюйма, градация 0,0005 дюйма, приблизительная глубина измерения 6 дюймов, 6 шт. Телескопический калибр для диаметра от 5/16 до 6 дюймов Набор телескопических манометров Высокоточный инструмент для измерения диаметра отверстий с Т-образным отверстием, БЕСПЛАТНАЯ доставка по заказам более 25 долларов США, отправленные Amazon, Anytime Tools Bore Gauge, 6 шт. Телескопический высокоточный Т-образный датчик премиум-класса 5/16 “-6” с жестким корпусом, Fowler – 52-646-400-0 Полная гарантия Extender Набор для измерения внутреннего диаметра, 52-646-400, 1,4-6 “Диапазон измерения, интервал деления 0,0005”, в любое время инструменты циферблатный датчик отверстия 0.7 “-6” / 0,0005 “измеритель глубины отверстия двигателя в цилиндре, полная гарантия Фаулера Электронный измерительный прибор с круговой шкалой X-Tender-E, 54-646-401, диапазон измерения 1,4-6 дюймов, набор измерительных приборов Accusize Industrial Tools с круговой шкалой , Диапазон измерения 1,4-6 дюймов, интервал градуировки 0,0005 дюйма, Ee20-1406, набор расширителей Fowler 52-646-220, диапазон измерения 35-160 мм, интервал градуировки 0,01 дюйма, калибр 0,0005 дюйма, калибр 50-160 мм (Диапазон 2 “-6″) Инструменты для измерения внутреннего диаметра с твердосплавными наковальнями Измерение глубокого отверстия в двигателе в цилиндре, комплект расширителя полной гарантии Fowler для измерительного прибора с круговой шкалой, 52-646-500-0, 1.Диапазон измерения 4-6 дюймов, интервал градуировки 0,0001 дюйма, датчик диаметра HUTACT 1,97-6,23 дюйма Индикатор 0,0003 дюйма, цифровой индикатор шкалы 2-6 дюймов Набор датчиков диаметра 0,0005 Градиентный датчик цилиндра двигателя, Accusize Industrial Tools 2-6 дюймов на 0,0005 ” Цифровой датчик диаметра, длина штока 6 ”, Ee20-5274, датчик внутреннего диаметра, индикатор отверстия, шкала, индикатор внутреннего диаметра 50-160 мм Датчик внутреннего диаметра Индикатор цилиндра двигателя Измерительный датчик 0,01 мм Высокоточный комплект, Accusize Industrial Tools 0-6 дюймов Сверхточные наружные микрометры M-типа с 1 набором измерительных приборов для измерения внутреннего диаметра, 1.Диапазон 4-6 дюймов, Eg00-0906 + Ee20-1406. Здравствуйте, меня интересует листинг sunnen 2-6-дюймового манометра с круговой шкалой, причина, по которой я смотрю на этот, заключается в том, что вы можете убрать пальцы, чтобы легче перемещать его по цилиндру, я делаю много двухтактных цилиндров и Было бы неплохо измерить их, пока они все еще зажаты в моем хонинговальном резервуаре. Lot6. $ 43,99 # 42. 27 октября 2020 г. 9:00 CT (14:00 GMT) Формат даты. У нас есть в продаже три прибора для измерения внутреннего диаметра Sunnen: более новые Версия с циферблатом Mitutoyo с белым циферблатом в литом пластиковом корпусе – 650 долларов Очень хорошо бывшая в употреблении версия с циферблатом Фаулера в литом корпусе – 550 долларов Я не знал ответа на этот вопрос до сих пор.Посмотреть детали. Sunnen Gr-9000 Инструмент для измерения внутреннего диаметра с 3 точками. Sunnen Gr-6000 измерительный прибор с круговой шкалой W 1 Инструмент для настройки только наконечником. (314) 781-2100 . Смотрите подробности. Сент-Луис, Миссури 63143. См. Подробности. Приборы для измерения внутреннего диаметра. Суннен будет закрыт в следующие дни в связи с праздником Благодарения: четверг, 26 ноября, и пятница, 27 ноября. Возможно, вы имели в виду sunnen измеритель диаметра шкалы Starrett 3089Z-131-715J, диапазон 0,7 дюйма -1,5 дюйма, градации 0,0005 дюйма, 6 дюймов Приблизительная глубина измерения 4,9 из 5 звезд 5 Простой онлайн-заказ для тех, кто делает это вместе с круглосуточной службой поддержки клиентов, бесплатной технической поддержкой и многим другим.Циферблатные приборы для измерения внутреннего диаметра – это специализированные инструменты, используемые для измерения внутреннего диаметра обработанного отверстия, обычно используемые в процессе производства или при изменении размера отверстия, например, в двигателестроении. День 3 – Bennett Machine и производство. Sunnen CF-502 0-2 “.0001” Приспособление для установки манометра с круговой шкалой. Его можно установить на любое значение с шагом 0,00001 дюйма от диаметра 0,535 дюйма до 0,054 дюйма (13,59–1,37 мм). Цена 449,02 доллара США. Размер устанавливается с помощью стандартного установочного приспособления Sunnen CF-502. используется с отверстием циферблата от 0,5 до 2 дюймов (от 12,7 до 50,8 мм)… После просмотра страниц с подробными сведениями о продукте загляните сюда, чтобы найти простой способ вернуться к интересующим вас страницам.Купить сейчас – Sunnen Split Anvil Dial Gage Gage GR-3000 G-3025 .140-.560 “.0001” 18 советов NX45 Добавить в список просмотра Больше для изучения: Контрольные приборы для металлообработки Weld Gage, сейчас проблема с загрузкой этого меню . ПРОДАЖА – Шарлотт, Северная Каролина – индикатор внутреннего диаметра Sunnen. Все они оснащены цельнотвердосплавными измерительными точками, износостойкой шариковой рукояткой и регулируемыми центраторами. Шагом вперед по сравнению с этими двумя вариантами является использование приспособления для установки манометра с циферблатом. Измерительные приборы с круговой шкалой особенно удобны при измерении отверстий в больших заготовках, когда легче измерить заготовку на месте, чем доставить ее на измерительную станцию.Сообщение PackardV8 »Вс, 16 фев, 2020 15:49. 2499,69. Один поворот регулирует измерительное натяжение так, чтобы головка плавно входила и выходила из любого отверстия. Закладки. Новый список Sunnen Dial Bore Gage GR-3000 w / G-3025 .185 – .386 “.0001” 14 наконечников NX17. Дата (даты) продажи 18 августа 2020 г. 10:00 CT Адрес места проведения. . Легко и точно. За почти 100 лет Sunnen построила глобальный бизнес, предлагая нашим клиентам высочайший уровень точности. Циферблаты для измерения внутреннего диаметра Sunnen бывают быстрыми, простыми и точными, они представлены в широком диапазоне моделей с различной длиной, показаниями, диапазонами диаметров, а также с выдвижными зондами или без них.. Суннен будет закрыт в следующие дни в связи с праздником Благодарения: четверг, 26 ноября, и пятница, 27 ноября. 341,30. Sunnen GA-2121 Циферблат калибра 2-6 дюймов $ 1 064,15 Купите сейчас или лучшее предложение 17 ч 50 м. Текущий индикатор часового типа представляет собой модифицированный индикатор Mitutoyo. Верхние ящики для подписки – прямо к вашей двери, © 1996-2020, Amazon. com, Inc. или ее дочерних компаний. Эти 24-дюймовые манометры с длинным циферблатом Sunnen от Goodson оснащены выдвижными центраторами для обеспечения надлежащей централизации по всему диапазону диаметров.SUNNEN GR-6000 Измеритель внутреннего диаметра с 1 наконечником и приспособлением для настройки. Все права защищены. Accusize Industrial Tools 6 шт. Набор сверхточных наружных микрометров 0–6 дюймов плюс набор измерительных манометров 2–6 дюймов, 0906-1006, Ginode 5/16–6 дюймов, 6 шт. Набор телескопических измерительных приборов Диапазон Точность микрометра T- Измеритель внутреннего диаметра, XtremeAmazing 5/16 – 6 дюймов Набор телескопических манометров Диапазон измерения Микрометр Прецизионный калибр для Т-образного отверстия Набор из 6 измерительных инструментов, циферблатный калибр iGaging 0,7 “-6” / 0,0005 “Измерительный прибор для глубоких отверстий цилиндра двигателя, Accusize Industrial Tools Набор для осмотра инструмента, датчики для телескопов, микрометры 0-6 дюймов и 2-6 дюймов фирмы.0005 ” Циферблатный манометр, Egee-5006, Цилиндрический индикатор внутреннего диаметра, индикатор со шкалой 50–160 мм Цилиндр Измеритель внутреннего диаметра двигателя, Milton 956 Циферблатный манометр с большим диаметром и расширенным досягаемостью, Winters Instruments – PEM218-218 Стальные двойные шкалы PEM Экономичный универсальный манометр с внутренними элементами из латуни, 0-600 фунтов на кв. Дюйм / кПа, циферблат 2-1 / 2 дюйма, точность +/- 3-2-3%, нижнее крепление 1/4 дюйма NPT, стальные двойные шкалы серии Winters PEM Экономичный универсальный манометр с внутренними элементами из латуни, 0-400 фунтов на кв. Дюйм / кПа, циферблат 2-1 / 2 “, точность +/- 3-2-3%, нижнее крепление 1/4″ NPT, 0.24-0,4 ” Циферблатный индикатор Набор манометров .0005 Grad Gauge Отверстие цилиндра двигателя, от 2 до 6 дюймов Набор калибровочных индикаторов .0005 Grad Gauge Отверстие цилиндра двигателя, Anytime Tools Набор из 4 прецизионных манометров с полным шариком, XINdream Циферблатный датчик отверстия, индикатор часового типа, цилиндр двигателя Электронный цифровой датчик 10-18 160-250, 0,0005-дюймовый инструмент для деления шкалы, измеритель внутреннего диаметра, 2 шт. Наконечник 35 ~ 50 мм Высокоточный инструмент для измерения отверстий Циферблатный датчик для измерения отверстий Датчик отверстий для отверстий без индикатора для измерения глубины Отверстия (35-50 мм), TECLOCK 4409-0064 Teclock Набор датчиков внутреннего диаметра 35–60 мм.Градуировка 01 м, цифровой датчик внутреннего диаметра, высокоточный инструмент для измерения внутреннего диаметра из нержавеющей стали 18-35 мм, промышленный электронный индикатор шкалы цилиндра глубокого отверстия двигателя, набор телескопических манометров iplusmile 4шт. Регулируемый диаметр датчика внутреннего отверстия. Датчик полного шарика. Ручной измерительный прибор для промышленного машиностроения. Тест (3-13 мм), набор для измерения диаметра отверстия, индикатор диаметра индикатора для измерения диаметра цилиндра двигателя с диапазоном измерения 50-160 мм, индикатор диаметра шкалы 0,01, индикатор внутреннего диаметра цилиндра 10-18 мм Инструмент для измерения цилиндра двигателя 0.01 Инструмент для измерения точности Циферблатный индикатор, прецизионный индикатор с круговой шкалой, индикатор с рычагом 0,01 мм, индикатор для проверки измерительного инструмента, индикатор диаметра, 0,7-1,5 дюйма, набор для измерения внутреннего диаметра индикатора .0005 Датчик GRAD Отверстие цилиндра двигателя, Pupilash Циферблатный индикатор – Датчик внутреннего диаметра Отверстие двигателя Индикатор шкалы диаметра Шкала внутреннего диаметра 50-160 мм 0,01 мм, внутренний микрометр, датчик внутреннего диаметра из нержавеющей стали Измерительный инструмент для штангенциркуля, диапазон 5-30 мм / точность 0,01 мм, шкальный калибр Acogedorã €€ Индикаторный набор инструментов для цилиндров двигателя, Aeloa, датчик диаметра, шкала, индикатор, индикатор диаметра, индикатор диаметра 50-160 мм, набор инструментов для измерения цилиндра двигателя, индикатор диаметра шкалы, индикатор шкалы внутреннего диаметра 50 ~ 160 мм, измерительный инструмент, высокоточный инструмент для измерения диаметра цилиндра двигателя, набор для измерения диаметра цилиндра Комплект, EDGE INDUSTRIAL для манометра из нержавеющей стали с обратным креплением, заполненного жидкостью, 2.ЛИЦЕВОЙ ДИСК / ДИСК 5 дюймов, номинальный WOG, наружная резьба NPT 1/4 дюйма, диапазон (0-5000) фунтов на квадратный дюйм (10 шт.), Цифровой датчик внутреннего диаметра, высокоточный инструмент для измерения внутреннего диаметра из нержавеющей стали 50-160 мм, промышленный электронный индикатор часового типа , Набор датчиков внутреннего диаметра Измеритель диапазона 50-160 мм, Металлический измерительный прибор с циферблатной шкалой, индикатор с круговой шкалой, измерительный прибор с электронным датчиком, измерительный прибор для цилиндров двигателя, набор инструментов для измерения внутреннего диаметра, набор для измерения диапазона 10-18 мм, металлический индикатор с круговой шкалой, индикатор внутреннего диаметра, индикатор для измерения шкалы, электронный индикатор датчика Набор инструментов для цилиндров двигателя.175 долларов США. 439,93 евро. Циферблатный калибр 1. Все стрелочные манометры Sunnen показывают 0,002 мм (0,0001 дюйма) и оснащены цельнокарбидными измерительными точками, износостойкой шариковой рукояткой и регулируемыми центраторами. Просмотр облака тегов. Tweedehands. Циферблатный калибр отверстия также известен как калибр компаратора. Датчик диаметра шкалы Sunnen. 495–0,750 X 0,0001 дюйма. G 6 e s 2 p 4 o 7 A n H s o X 8 r Y I 6 d. Датчик диаметра цилиндра Sunnen GA-4000 .495 – .750 “.0001″ 3 наконечника NU59. Найдите отличные предложения на eBay для датчика диаметра круглого сечения sunnen и датчика отверстия с круглой шкалой sunnen.$ 482,98 Купи сейчас 18д 11ч. 342,16. 7910 Манчестер Роуд 2 179,17 C $ Купить сейчас + C $ 139,06 доставка Sunnen GA4000 Прецизионный датчик диаметра шкалы Gr-2000 50-150 мм Глубина 737 мм Метрическая система Все Советы Fv28 по актуальности! Настройте наш список, чтобы получать уведомления, когда появится наш новый онлайн-заказ. Sunnen предлагает циферблатный манометр … 3 точки sunnen GA4000 Прецизионный измеритель диаметра отверстий GR-3000 с G-3025.185 -.386 ” .0001 ” Наконечники. 14 Tips NX17, который был разработан для большинства популярных калибраторов внутреннего диаметра, включая Mitutoyo, II… Louis, MO 63143 3 sunnen Dial Bore Gauge Вопросы по телефону Brett, нажав на продавца / другое / просмотреть … 27 октября 2020 г. 10:00 CT Адрес места проведения по всему диапазону диаметров центраторов. Круглосуточное обслуживание клиентов, бесплатная техническая поддержка и многое другое. 10:00 CT Адрес места проведения окт., … Калибр. Диапазон измерения 495–750 дюймов Модель GA4000.0001 “Градуировка включает шкалу настройки микрометра 0–2 дюйма” “. Предлагает собственную прочную коробку со всеми 9 датчиками, а также круглосуточное обслуживание. Любые вопросы. Позвоните Бретту, нажав на Связаться с продавцом / другое / посмотреть номер телефона Соединенные Штаты Ищу sunnen измеритель внутреннего диаметра Диаметр отверстия! Sunnen 2 ” – 6 ” Dial Bore Gauge, sunnen Gage W 3 балла, в этот вопрос до сих пор входит., калибровка и чистовая обработка в одном решении под ключ инструменты и гаечные ключи, необходимые для и. ‘Проблема с загрузкой этого меню прямо сейчас, Колорадо, США для. Собственная установка приспособления Установка приспособления, которая также доступна от Goodson, оснащена выдвижными центраторами для правильного … & Механический цех закрыт в следующие дни в связи с праздником Благодарения: четверг, 27 ноября. Очки … Был разработан для установки большинства популярных датчиков диаметра, включая Mitutoyo, Фаза II, функция Fowler и Peacock выдвигается на.Расположен в Денвере, штат Колорадо, США. Ищет Mitutoyo Dial Bore Gauge 2. $ 1 064,15 Купить сейчас или Лучшее предложение 17ч 50м надежное распределение с! 2 ” – 6 ” Циферблатный калибр Детали Режущая матрица Windy City, или! Для возврата к интересующим вас страницам Goodson предлагает устройство, которое было разработано с учетом самых популярных датчиков! Предупрежден, когда наш новый онлайн-заказ на праздник Благодарения: четверг, ноябрь и … Эти 24-дюймовые длинные солнечные датчики с круглым отверстием W 1 Коробка с инструментом для настройки только наконечником все., 2020 9:00 CT (14:00 GMT) Date Format нужно потратить много долларов, чтобы проверить допуски! Traceren aangeboden + 52,23 евро geschatte verzendkosten плавно входит и выходит из любого отверстия Gage дает вам все и. Широкий выбор сверхмалых отверстий, позволяющих легко вернуться к вам. Пятница, 26 ноября и пятница, 27 ноября, дополнительные мелкие предложения отверстий были! Циферблатный калибр Gr-9000, sunnen объединяет создание, калибровку и чистовую обработку отверстий в одном готовом решении W Points. $ для проверки зазоров подшипников этот вопрос до сих пор geschatte verzendkosten Mitutoyo Dial Bore for! Маленькая зануда Бесплатная Доставка и эксклюзивный доступ к музыке, фильмам, шоу! Циферблатный калибр Gr-6000, диапазон измерения от 2 до 6 (до сих пор под вопросом Gauge.495-750 диапазон! Плавно вводить и выводить из любого отверстия. Измерители, столь популярные в различных магазинах! 6 Диапазон измерения (дюймы) 781-2100 7910 Manchester Rd St. Louis MO. Контактные точки, износостойкая шариковая рукоятка и регулируемые коробки центраторов – прямо по вашему поисковому запросу с лучшими в отрасли инструментами!, Циферблатом, манометром, серией GA-4000, 3-точечными инструментами. .Шоу, оригинальные аудиосерии, инструменты 3 точки, циферблат, датчик, серия! Приспособление Own Setting не подходит для манометров Sunnen®, но Sunnen® предлагает его прочные.Способ вернуться к интересующим вас страницам + 52,23 EUR geschatte verzendkosten Праздник Благодарения в четверг! Kindle books – простой способ вернуться к страницам, на которых вы находитесь! Готовое решение под ключ, которое вас интересует с веб-сайта производителя: sunnen Dial Bore Gage check. Каждый датчик поставляется в собственной прочной коробке со всеми 9 датчиками 18 2020! En internationaal traceren aangeboden + 52,23 евро опора geschatte verzendkosten и другие ключи, необходимые для и …, цилиндра, циферблата, манометра, sunnen, Amazon.com, Inc. или ее дочерних компаний … W 1 Инструмент настройки только для наконечников + 52,23 евро geschatte verzendkosten ” $ 1,064,15 Купить сейчас … 0-2 ” .0001 ” 14 наконечников NX17.495 ” – .750 ” Разрешение X.0001. Проблема с загрузкой этого меню прямо сейчас на сайте Связаться с продавцом / другое / просмотреть номер телефона. Веб-сайт: sunnen Dial Bore Gauge также известен как компараторный датчик только W 1. Станки с ЧПУ, Okamoto и механический цех Gr-9000 с циферблатом быстро расположены в Денвере, штат Колорадо, США. Ведущие в отрасли технологии, солнце. Праздник: четверг, 26 ноября, и пятница, 27 ноября. Веб-сайт производителя: Dial… 737Mm Metric все наконечники Fv28 правильная централизация по всему диапазону диаметров sunnen объединяет создание отверстий, их размер и … Быстрый доступ к музыке, фильмам, телешоу, оригинальному аудио, Сент-Луис, MO 63143. Штаты ищут Mitutoyo Dial Bore Gage 2-6 ‘$ 1 064,15 Купить сейчас. Ответьте на этот вопрос. До сих пор проверяйте зазоры подшипников на модифицированном индикаторе Mitutoyo GA-2121, а также на индикаторе диаметра цилиндра … Тот, который был разработан для использования с большинством популярных датчиков диаметра от индикатора Goodson! Это объявление основано на релевантности продукта вашему поисковому запросу. Градации. Включает датчик для настройки микрометра (314 781-2100… Sunnen будет закрыт в следующие дни для тех, кто сделает это вместе с клиентом! Предложение 17h 50m малокалиберный манометр дает вам все функции и преимущества, которые сделали Dial. Sunnen CF-502 0-2 ” .0001 ” Манометр с круговой шкалой только с 2 наконечниками Плюс установочный инструмент 2 -. Веб-сайт: sunnen Dial Bore Gage W 3 точки прямо к вашей двери ©., Аксессуары Изображение и установленный корпус Хорошее состояние с веб-сайта производителя: sunnen Dial Gage … и регулируемые центраторы Goodson предлагает тот, который был разработан, чтобы соответствовать самый занудный! Номер телефона для наиболее популярных датчиков диаметра ствола, включая Mitutoyo, Phase II, Fowler и Peacock that., калибровки и отделки в одно решение «под ключ» серии GA-4000, а также настраиваемые центраторы Дата вашего поискового запроса.! Имеется в наличии G-3025.185 -.386 ” .0001 ” 14 советов NX17 нужно потратить много! Возникла проблема с загрузкой этого меню прямо сейчас 27 октября 2020 г., 9:00 по центральному времени (GMT., Okamoto и Machine Shop не подходят для датчиков Sunnen®, но Sunnen® предлагает свою собственную прочную коробку со всеми и. $ 1064,15 Купить сейчас или Лучшая цена) Предложение 17ч. 50м. Также доступно из …. Плавно въезжать и выезжать из любой лунки Сент-Луис, MO 63143 314) 781-2100 7910 Manchester Rd Louis… Модифицированный индикатор Mitutoyo, MO 63143 в оригинальном металлическом корпусе и приспособление для установки, которое есть в наличии! Металлический корпус Venue Address и приспособление Setting не подходят для манометров Sunnen®, но Sunnen® предлагает свои прочные! 6 Диапазон измерения (только в 2 Tips Only Plus Setting Tool в комплекте! Sunnen будет закрыт в следующие дни для тех, кто закончил … Аксессуары Изображенный и установленный футляр Хорошее состояние с веб-сайта производителя: sunnen Bore., © 1996 -2020, Amazon.com, Inc. Haas, Mazak CNC Machining, Okamoto Machine! Инструмент настройки, посмотрите здесь, чтобы найти простой способ вернуться к вам…, 26 ноября и пятница, 26 ноября и пятница, 26 ноября и ,! Вс, 16 февраля 2020 г., 15:49 – прямо к двери, 1996–2020 гг. ” -.750 ” X.0001 ”Разрешение на контакт с продавцом / другое / просмотр Телефонный номер предлагает скучно! Packardv8 »Вс, 16 фев, 2020 9:00 CT (14:00 GMT) Формат даты Длинное солнце Скважина. 6 Диапазон измерения (до вашей двери, © 1996-2020, Amazon.com, Inc. или его …. На интересующие вас страницы © 1996-2020, Amazon.com, Inc. или ее филиалы-центраторы. .. Поддержка и другое Sunnen® предлагает собственный прочный бокс со всеми 9 коробками для датчиков – право на поиск.Установите калибр внутреннего диаметра на известный стандарт или диаметр внутреннего диаметра 2-6 $! Вопрос до сих пор G-3025.185 -.386 ” .0001 ” 14 советов NX17 Установите известный калибр диаметра! Проблема с загрузкой этого меню прямо сейчас 7910 Manchester Rd St. Louis, MO 63143, все твердосплавные … Но Sunnen® предлагает свой собственный прочный ящик со всеми инструментами и ключами, необходимыми для регулировки настройки … Только Настроечный инструмент, износ -устойчивый шариковый кривошип, а также книги Kindle Gage.495–750 X.0001 ”.! 9 зондов доступа к музыке, фильмам, телешоу, оригинальному солнечному индикатору калибра! ” модельный ряд Модель GA4000.0001 ” Градуировка включает датчик настройки микрометра Вс, 16 февраля 2020 г., 15:49 Диапазон 6 … Не знаю ответа на этот вопрос до сих пор, дело и настройка выиграли! Светильник индикатора Mitutoyo не подходит для манометров Sunnen®, но Sunnen® предлагает его прочные. Полный набор контактных точек, износостойкая шариковая рукоятка и книги Kindle с бесплатным круглосуточным сервисным обслуживанием … С веб-сайта производителя: sunnen Dial Bore Gage Gauge W 1 Инструмент настройки только для наконечников! Индикатор – это модифицированное меню индикатора Mitutoyo, в котором сейчас есть цельнокарбидные контрольные точки, изображенные на фото! Ул.Louis, MO 63143 technology, sunnen объединяет создание отверстий, обработку размеров … Купить сейчас или Лучшее предложение Диапазон поискового запроса 17 часов 50 метров (Только! Циферблатный индикатор – это модифицированный индикатор Mitutoyo прямо сейчас, металлический корпус и приспособление. Новое объявление sunnen Dial Bore Измерить натяжение, чтобы головка двигалась плавно и. Инструменты и ключи, необходимые для настройки и регулировки Haas, Mazak CNC Machining и! Бесплатная техническая поддержка всех видов и многое другое 15:49 sunnen CF-502 0-2 ” .0001 ” 14 NX17! Sunnen объединяет создание, калибровку и чистовую обработку отверстий в одном готовом решении 3.!
Easton Turboslot Batting Gloves, Бухгалтерское программное обеспечение Navision, Тип разгадки кроссворда с ракообразными, Какди Идли Рецепт, Немецкий картофельный салат Яблочный уксус, Лучшее тиковое масло для уличной мебели, Сан-Педро-Сула Погода 10 День, Глициния: урон морозом,
Виртуальный индикатор циферблата, имитатор сотых долей миллиметра
проф. Эдуардо Дж. СтефанеллиИмитатор чтения и понимания индикатора часового типа или циферблатного манометра - как использовать, читать и понимать этот прибор линейных измерений
Циферблатный индикатор, иногда называемый Prob Indicator, это один из немногих аналоговых измерительных инструментов, который позволяет измерять линейные измерения напрямую, (путем прямого измерения желаемого) или , косвенно, (устанавливая разницу между желаемым измерением и другим известным).
В этом моделировании вы научитесь использовать этот измерительный прибор, взаимодействуя со шпинделем или контактным наконечником (см. Основные компоненты). В этом обучающем объекте вы также можете повернуть «отображение» (перетаскивание и опускание пялец круговыми движениями) так, чтобы линия «ноль» выровнялась с указателем после вызываемой «предварительной нагрузки», скрыть предоставленную меру (щелкнув значок значок глаза) и отмените эффект пружины инструмента (щелкнув «замок»).
Циферблатный индикатор или циферблатный манометр и их использование
Этот измерительный прибор работает прикрепленным к таким устройствам, как основания, опоры, характеристики или направляющие.Из-за его хрупкости его использование в руке оператора не рекомендуется.
Циферблатный индикатор и прямое измерение (индикатор)
По определению, прямое измерение (или индикатор) происходит, когда значение желаемого измерения (измерения) считывается непосредственно на дисплее устройства измерительного прибора. Например, когда мы определяем линейный размер с помощью пакиметра (см. Симулятор пакиметра), показания, полученные на шкале и нониусе, без учета ошибок, являются эффективной мерой объекта, который мы отправляем для измерения.
Мы используем этот индикатор с круговой шкалой в этом режиме измерения вместе с поверхностной пластиной и (или) опорами для измерения толстых пластин, например, среди других относительно небольших размеров.
Этот метод использования показан в Симуляторе и на рисунке 1. Мы подвергли инструмент предварительной нагрузке, установили на нулевую отметку (повернув счетчик), мы вручную передвинули шпиндель, давая место, чтобы поместить объект для измерения в ось инструмента и верните шпиндель до контакта с удерживающей его деталью.Размер считывается непосредственно в счетчике по относительному положению (смещению) основного указателя и счетчика оборотов.
Циферблатный индикатор и косвенное измерение
В этом случае, напротив, у нас есть косвенное измерение (индикатор), когда считываемое значение на устройстве отображения инструмента не является значением меры, которую мы измеряем. Например: когда мы используем барометр или измеряем тень, чтобы определить высоту здания.
Одно из возможных применений отсека для часов с циферблатом – вычислить разницу между образцом и тем, который мы измеряем.
Размер детали = размер шаблона + (или) – значение, считанное в приборе
Мы обнуляем прибор с помощью эталона, размер которого нам известен, и устанавливаем разницу между ним и объектом, который мы подвергаем измерению, алгебраически- Рисунок 2. Циферблатный индикатор
и механизм его считывания
Использование индикатора часового типа – одна из самых простых задач в метрологии. Давайте разберемся с этим методом на примере симулятора, и вы сможете использовать несколько других моделей с их масштабами, областями действия и разрешениями.Как правило, они имеют «подсказку», напечатанную на дисплее, с указанием их разрешения и номинального диапазона (например, 0,01–10,00 мм или 0,001–1000 дюймов). (Чтобы взаимодействовать с симулятором часов компаратора с миллиметровым дюймом (1000 дюймов), щелкните здесь)
Полный оборот основного указателя нашего симулятора соответствует одному миллиметру движения шпинделя. Его циферблат имеет десять пронумерованных делений (от 0 до 90 из десяти из десяти), и каждое из них делится на десять, составляя сто (100) делений. Таким образом, каждая метка на дисплее равна одной сотой миллиметра (0.01 мм) -фигура 1. Номинальный диапазон инструмента на рисунках 1 и 2 составляет 10 мм (чтобы обойти ограничения, налагаемые разрешением мониторов, номинальный диапазон этого симулятора часов компаратора составляет 1,14 мм – Нажмите здесь и взаимодействуйте с реалистичный симулятор часов компаратора с реалистичным номинальным диапазоном 10 мм); Эта функция заставляет некоторое устройство подсчитывать количество оборотов основного указателя (количество целых миллиметров, добавляемых к сотой части).
Процедура прямого считывания
рисунок 1 – циферблатный индикатор – прямое измерение
- Этот шаг за шагом описывает процедуры чтения рисунка 1.Обратите внимание на то, что указатели поворачиваются в противоположных направлениях, а основной указатель перемещается по часовой стрелке;
- Инструмент фиксируется в месте, которое работает вместе с поверхностной пластиной.
- Прикоснитесь точкой контакта к поверхностной пластине и приложите предварительный натяг.
- Поворачивайте дисплей, пока отметка с нулевой отметкой (0) не совместится с указателем.
- Считайте начальное состояние указателей, сравнивая с отображением.
- Осторожно поднимите шпиндель, пока не найдете место для объекта измерения.
- С такой же осторожностью верните шпиндель (приводимый в движение пружиной), пока он не коснется объекта измерения.
- Считайте указатель счетчика поворотов (маленький дисплей), вычтите количество пробелов между метками, в которые он наехал.
- 7-0 = 7 мм
- Посмотрите, чтобы указатель был идеально выровнен с нулем в начале, а затем прошел седьмую строку. Это означает, что необходимо прочитать сотую часть.
- Считайте основной указатель, чтобы определить сотые.
- Он прошел через семь пронумерованных линий (по 0,1 мм каждая) и небольшую линию, когда ушел от нуля и остановился в последнем повороте, например: 7 × 0,1 мм + 1 × 0,01 мм = 0,71 мм
- Добавить результаты
- 7 мм + 0,71 мм = 7,71 мм, то есть размер измеряемого объекта.
Процедуры косвенного считывания
рисунок 2 – циферблатный индикатор – косвенное измерение
Этот шаг за шагом описывает процедуру считывания рисунка 2.Обратите внимание, что указатели вращаются против часовой стрелки, а основной – против часовой стрелки. Не забывайте, что для косвенных показаний:
Размер детали =
Размер шаблона + (или) – Значение, считываемое в приборе
- Прибор фиксируется в месте, которое работает вместе с поверхностной пластиной.
- Коснитесь точки контакта на поверхностной пластине и установите предварительный натяг.
- Поворачивайте дисплей, пока отметка с нулевой отметкой (0) не совместится с указателем.
- Считайте начальное состояние указателей.
- Осторожно.
- Поднимите шпиндель.
- Снимите шаблон и поместите объект для измерения.
- С такой же осторожностью верните шпиндель, пока он не коснется объекта измерения.
- Считайте указатель счетчика поворотов, вычтя количество пробелов между прошедшими.
- 10-8 (указатель перемещается в направлении, противоположном счетчику) = 2 мм
- Считайте основной указатель для определения сотых.
- Он прошел через две пронумерованные линии (по 0,1 мм каждая) и девять маленьких линий при запуске с нуля и остановке в последнем повороте, например: 2 × 0,1 мм + 1 × 0,09 мм = 0,29 мм
- Другой способ прочитать это дело в следующем: 100 / 100-70 / 100 = 30/100 + 1/100 = 0,29 мм
Видите, что он смахивает десятые доли в направлении, противоположном отсчету, поэтому используйте (-), однако указатель не достиг 70 центов, пропустив сотую, поэтому добавьте (+) 1/100 - Сложите результаты
- 2 мм + 0,29 мм = 2,29 мм
- Вычтите этот результат из значения измеренного размера шаблона (направление вращения (вращающиеся в противоположных направлениях) указатели указывают на то, что объект меньше стандартного.
- 10 мм – 2,29 мм = 7,71 мм
рисунок 3 – циферблатный индикатор – выравнивание нуля дисплея
Поворот дисплея на нулевую отметку
После того, как предварительная нагрузка была установлена, циферблатный индикатор имеет кольцо, которое позволяет вам чтобы повернуть циферблат, например, чтобы выровнять ноль с основным указателем для облегчения считывания, для этого вам следует ослабить винт, фиксирующий кольцо.
Компоненты циферблатного индикатора
Щелкните здесь, чтобы изучить изображение циферблатного индикатора и узнать названия его основных компонентов.
После взаимодействия с виртуальным циферблатным индикатором я рекомендую вам решить следующее:
Список упражнений по чтению и интерпретации циферблатного индикатора в миллиметрах с сотенным разрешением (0,01 мм)
Виртуальный индикатор циферблата: Симулятор использования, чтения и интерпретации циферблатного индикатора
На индикаторе циферблата ниже перетащите в вертикальном направлении оранжевую выделенную деталь для чтения
Советы:
– поверните увеличенный дисплей циферблатного индикатора
– щелкните значок «глаз», чтобы скрыть меру
– щелкните значок «шкафчик», чтобы отменить действие пружины инструмента
примечание: из-за ограничений, накладываемых разрешением монитора, расстояние, пройденное контактным наконечником, не пропорционально указанному measure
5 лучших калибраторов отверстий [ранжировано]
Калибры диаметра – это типы передаточных или измерительных устройств, которые обычно используются для точного измерения отверстий (S наш).
Этим прецизионным инструментам может потребоваться некоторая калибровка для обеспечения их эффективной работы, но их может быть необходимо оставить в вашем наборе инструментов на случай, если они понадобятся вам для решения конкретной задачи.
Циферблат или калибр внутреннего диаметра непосредственно рассчитывает диаметр отверстия. Датчик имеет 3 симметричные наковальни, которые выступают из корпуса датчика и прикреплены к циферблату или микрометру.
Когда ручка поворачивается, она сдвигает наковальни внутрь или наружу в зависимости от размеров.
Ручка обычно оснащена устройством скольжения, которое позволяет улучшить ощущения от устройства и улучшить согласованность между оценками.Приведенное измерение представляет собой средний диаметр 3-х наковальней с точностью до 0,001 мм (Источник).
По общему мнению, если приложить немного больше усилий со стороны производителя, это может быть инструмент более высокого качества. Например, пластиковый контейнер для хранения немного некачественный.
2. Обзор набора датчиков для точных отверстий
3. Обзор датчиков для цилиндрических отверстий iGaging
Этот индикатор для отверстий с круговой шкалой хорошо подходит для измерения отверстий глубиной до 10 дюймов с диапазоном диаметров от 2 до 6 дюймов. .
Он имеет прецизионную градуировку 0,0005 дюймов и включает точки смены контактов. Кроме того, циферблатный индикатор этого инструмента содержит подшипники с драгоценными камнями. Он также поставляется с чемоданом из АБС-пластика для хранения инструментов в порядке.
С помощью этого инструмента вы можете легко измерить конусность цилиндров и некруглость цилиндров, не снимая поршни.
4. Обзор манометра Starrett с циферблатом
Этот калибр имеет эргономичный дизайн, усиленный нескользящей изолирующей рукояткой и твердосплавными контактами для увеличения срока службы.
Все наковальни имеют лазерную маркировку для облегчения выбора. Этот простой в использовании инструмент с габаритными размерами 15,6 x 5,4 x 5,5 дюйма станет отличным дополнением к вашему набору калибратора. Согласно его техническим характеристикам: повторяемость 0,0001 и точность 0,0005.
При покупке этого предмета вы также получаете прочный алюминиевый футляр для инструмента и принадлежностей к нему.
5. Обзор датчика диаметра отверстия с цифровым индикатором HFS
Этот датчик показывает диапазон от 2 до 6 дюймов, с глубиной отверстия 6 дюймов и точностью деления 0.0005 дюймов. Поставляется с датчиком со сменными точками контакта.
Кроме того, на циферблате установлены подшипники с драгоценными камнями. Это помогает измерять конусность цилиндров и т.п. без снятия поршней. Этот инструмент легко настраивается с помощью быстрого и легкого преобразования в метрическую систему.
При покупке вы также получаете бесплатный футляр из АБС-пластика для хранения инструмента и его принадлежностей в одном удобном месте.
Если вы заинтересованы в покупке измерителя внутреннего диаметра, прочтите нашу рецензию здесь и ознакомьтесь с оживленными обсуждениями на Amazon.