Объемная горячая штамповка: Горячая штамповка металла: технология и оборудование
alexxlab | 09.03.2023 | 0 | Разное
Горячая объемная штамповка металла на заказ, цены | Услуги по изготовлению деталей горячей штамповкой в Санкт-Петербурге
Горячая штамповка металла не менее популярна, чем холодная. Данная техника применяется для изготовления котельных днищ, корпусных деталей судостроения, буев, деталей самолетов, локомотивов, транспортных средств и других конструкций. На самом деле, более 20% металла, который изготавливают в нашей стране, подвергается последующему штампованию. Сложно представить технический механизм или машину, где не использовались штампованные изделия. Задача этого материала – более детально рассмотреть горячее штампование металла и его преимущества.
Горячая штамповка изделий из металла.
Первые шаги в технологии горячего штампования были сделаны простым оружейником из Тулы еще в 1819 году. Многие элементы оружия он делал непосредственно штамповкой, используя для этого винтовой пресс и несложные штампы. Все это время технология всячески усовершенствовалась и сегодня она считается достаточно изученным и «обкатанным» процессов, в котором не возникает каких-либо сложностей или нестандартных ситуаций.
Сегодня все больше внимания уделяется холодной штамповки, но и у горячей штамповке листового металла есть ряд преимуществ, о которых мы поговорим ниже:
– возможность получения большого количества абсолютно одинаковых по параметрам и конфигурации изделий;
– высокая скорость процесса и, как следствие, производительность;
– гарантия н прочностные показатели произведенных изделий;
– возможность изготовления сложных по своей форме деталей;
– малый расход металла, а значит, экономичность финансовая.
Также востребована сегодня объемная горячая штамповка металла. Термин «объемная штамповка» указывает на тот факт, что габариты и геометрические показатели заготовки изменяются в двух и даже трех измерениях, а не в одном. Если горячая штамповка металла происходит на заказ, то наиболее активно применяются две схемы: штампование в закрытых штампах и открытых штампах. Процесс штампования в закрытой штамповке происходит в специальном штампе с небольшими зазорами между его половинами.
Горячая штамповка металла в Санкт-Петербурге (СПб).
Наш завод предлагает своим клиентам услуги по горячей штамповке металла. Мы производим штамповку металла любой сложности и конфигурации. У нас вы можете заказать:
– горячую штамповку цветных металлов;
– горячую штамповку бронзы;
Со своей стороны мы предлагаем качественное изготовление деталей любой сложности, максимально короткие сроки работы, гибкие цены на горячую штамповку металла, абсолютную точность изготовления деталей. Узнать более подробно о штамповке и цене вы можете, позвонив нам по телефону. Если вы уже определились, какие работы вам следует провести, вы можете на электронный адрес прислать чертежи, мы производим горячую штамповку металла по чертежам заказчика. Мы ждем ваших звонков ежедневно.
Если вы уже определились, какие работы вам следует провести, вы можете на электронный адрес прислать чертежи, мы производим горячую штамповку металла по чертежам заказчика. Мы ждем ваших звонков ежедневно.
Горячая объемная штамповка и сущность процесса
Череповецкий завод металлоконструкций занимается профессиональной штамповкой металла. Делая заказ у нас, вы можете быть уверены в качестве выполненной работы и профессионализме сотрудников.
Штамповка металла – это процесс, под которым подразумевается изменение формы материала под действием факторов внешней среды для получения необходимой детали. Для выполнения данной процедуры требуются большие усилия. Поэтому для штамповки используют специальное оборудование, которое может работать с изделиями от 16 до 500 тонн. Оснащение, которое устанавливается в пресс, называется штампом. Он позволяет металлу соприкасаться с рабочим инструментом. В результате получается деталь высокой точности.
Процесс горячей объемной штамповки
Метод заключается в том, что при приложении высокого давления металл горячей болванки подвергается серии последовательных деформаций, и, не нарушая своей целостности, затекает в свободное пространство специально подготовленных штампов, повторяя их пространственную форму и приходя к заданным размерам. Выступы и впадины в соответствующих локальных областях штампа ограничивают и направляют движение металла, приближая с каждым проходом конфигурацию и габариты болванки к параметрам конечного изделия. При последнем рабочем проходе они формируют замкнутый единый ручей (полость), совпадающий с конфигурацией готового изделия.
Технологический процесс горячей объемной штамповки
Читайте также: швеллер 20: размеры,описание,характеристики,параметры,изготовление ,фото
Термин горячая объемная штамповка металла указывает на то, что габариты и геометрия заготовки меняются не в одном, а в двух или трех измерениях.
Горячая штамповка в качестве болванок использует круглый или прямоугольный прокат, а также горячекатаный лист. Горячая объемная штамповка проводится и прямо из прутка, если конфигурация детали не очень сложная и достаточно одного-двух проходов. Впоследствии отдельные детали отрубают от прутка.
По своей форме конечные поковки подразделяют на два основных класса:
- Дисковые: фланцы, крышки, ступицы, прочие круглые (прямоугольные) поковки с длиной, малой относительно диаметра. Здесь выбирают базовую технологическую схему осадки в торец исходной болванки.
- Удлиненные: рычаги, валы, шатуны и похожие на них по конфигурации детали. Болванка располагается на штампе плашмя, и в ходе нескольких черновых и штамповочных операций ей придают окончательную форму. До завершающего прохода исполняют формовку в ручьях и на вальцах.
По технологическим схемам активно применяются две наиболее употребительных:
- штамповка в закрытых штампах
- штамповка в открытых штампах
Горячая объемная штамповка в закрытых штампах осуществляется в штампе с небольшим зазором между его половинами.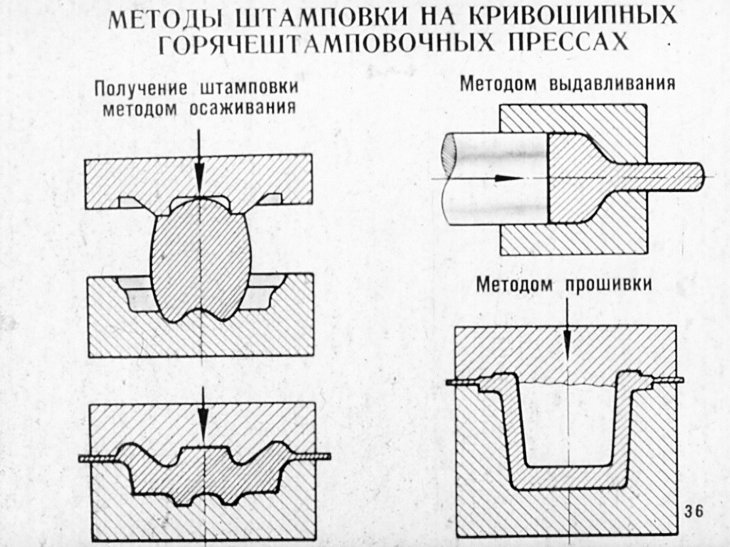 Подразумевается, что объемы заготовки и готового изделия совпадают. Эту оснастку снабжают двумя поверхностями разъединения, находящимися под некоторым углом. Схема используется в производстве сравнительно несложных по своей форме деталей и позволяет добиться наибольшей однородности внутреннего строения детали и меньшей шероховатости.
Подразумевается, что объемы заготовки и готового изделия совпадают. Эту оснастку снабжают двумя поверхностями разъединения, находящимися под некоторым углом. Схема используется в производстве сравнительно несложных по своей форме деталей и позволяет добиться наибольшей однородности внутреннего строения детали и меньшей шероховатости.
При применении схемы горячей объемной штамповки в открытых штампах нет точного соответствия объемов между заготовкой и конечным изделием, происходит активное перераспределение массы металла между частями поковки. Часть металла выдавливается за пределы штампа в специальную канавку и называется облоем. Схема позволяет штамповать детали практически любой конфигурации, поскольку позволяет проводить большое количество черновых и завершающих проходов с промежуточным кантованием болванки.
Изготовление штампов по металлу
Из металлической заготовки необходимо сконструировать штампы по металлу. Первый этап подразумевает разработку детализированных чертежей с расшифровкой.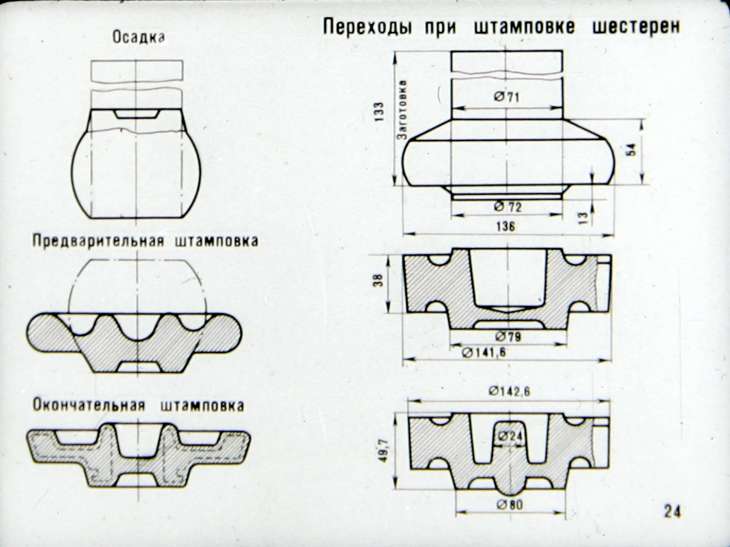
Штампы состоят из таких элементов:
- Пуасон и матрица. Это рабочие части, которые производятся из инструментальной стали. После обработки под воздействием высоких температур они получают закалку до 60 единиц.
- Пуасонодержатель.
- Прокладки. Они производятся из конструкционной стали с закалкой до 45 единиц.
- Съемник.
- Нижняя и верхняя плиты. Их толщина зависит от усилия, которые затрачиваются на штамповку.
- Колонки и втулки.
- Хвостовик.
Преимущества и недостатки процесса
Горячая объемная штамповка обладает такими достоинствами, как:
- Изготовление поковок весьма сложной формы.
- Снижение потерь материалов.
- Снижение удельной трудоемкости.
- Нет необходимости в высокой квалификации штамповщика.
- Точность соблюдения габаритов и конфигурации.
К минусам метода горячей объемной штамповки относят
- Сложность операций
- Значительная энергоемкость
- Существенная стоимость и трудоемкость проектирования и изготовления оснастки.
 Штамп приходится делать из высококачественных материалов, и применим он только к данному изделию.
Штамп приходится делать из высококачественных материалов, и применим он только к данному изделию. - Необходимость использовать большее усилие, чем при ковке
- Лимит веса готового изделия до 3-4 тонн.
 Штамп приходится делать из высококачественных материалов, и применим он только к данному изделию.
Штамп приходится делать из высококачественных материалов, и применим он только к данному изделию.Преимущества и недостатки
В целом горячую объемную штамповку имеет смысл применять при выпуске средних и больших серий, а также, если сложность формы и толщина детали не допускают применение обойтись холодной формовкой.
Технологический процесс горячей объемной штамповки охватывает множество подготовительных и рабочих операций, от поступления материала и до получения конечного изделия.
Схема горячей объемной штамповки
Проработка технологии включает такие этапы, как:
- Определяется схема горячей объемной штамповки — в открытых штампах или закрытая, выпускается конструкторская документация.
- Определяют переходы процесса, с учетом допусков выставляют размеры болванки.
- Исходя из потребного усилия горячей объемной штамповки выбирают оборудование (пресс, молот, и т. д.).
- Проектируются штампы.
- Задается метод нагревания и температурно-временной режим для каждой операции.
- Определяются отделочно-завершающие операции.
- Определяются технико-экономические характеристики проектируемого техпроцесса.
 д.).
д.).Горячая объемная штамповка требует от технологов, конструкторов и цехового персонала глубоких знаний по материаловедению и обширного практического опыта работы с данным процессом.
Сам процесс горячей объемной штамповки разделяется на следующие этапы:
- Нарезка проката на болванки,
- Доведение заготовок до рабочей температуры
- Штамповочные операции
- Удаление облоя
- Коррекция формы (при необходимости)
- Термообработка
- Удаление окалины
- Калибровка,
- Прием службой технического контроля.
Смазка для процесса горячей объемной штамповки
До подачи на штамп болванки требуется полностью и равномерно прогреть. На современных предприятиях этим процессом управляет автоматика, обеспечивая заданных график повышения температуры, равномерное прогревание всех заготовок по всему их объему и исключение образования оксидных пленок и зон пониженного содержания углерода. В качестве нагревателей применяют:
В качестве нагревателей применяют:
- электроконтактные установки. Нагрев осуществляется путем включения болванки в электрическую цепь и прохождению по ней сильного тока.
- индукционные системы. Нагрев производится вихревыми токами, возбуждаемыми в приповерхностном слое заготовки;
- газовые печи. Повышение температуры проходит в изолированной от атмосферы камере, заполненной инертным газом, исключающим образование окалины.
Удаление облоя и пробивка пленок применяется в случае открытой схемы горячей объемной штамповки. При этом используют специальные обрезные и пробивные штампы и кривошипные прессы.
Иногда в ходе выемки изделий из штампа, обрубки облоя или термообработки происходит искривление осей изделия либо нарушение поперечных сечений. Тогда применяют операцию коррекции формы, или правку. Заготовки больших размеров либо изготовленные из высококачественных сталей подвергаются правке, будучи горячими. Операция проводится в чистовом ручье после удаления облоя. Иногда операцию правки совмещают с обрезкой. Изделия небольшого размера корректируют винтовыми прессами по окончании термообработки и остывания.
Иногда операцию правки совмещают с обрезкой. Изделия небольшого размера корректируют винтовыми прессами по окончании термообработки и остывания.
Термообработка в горячей объемной штамповке
Термообработку проводят с целью доведения физических свойств изделий до заданных параметров и для облегчения финальной обработки. Операция позволяет также снять остаточные напряжения, уменьшить зернистость, повысить вязкость и пластичность.
Объемная штамповка
Чтобы упростить операции контроля, обеспечить прецизионное позиционирование болванки и снизить износ инструмента на стадии механической обработки, проводят очистку изделий от окалины. Для этого применяются дробеструйные комплексы. В изолированной камере поковки воздухом под большим напором разгоняют стальную дробь и направляют ее на движущиеся, на транспортере изделия. Многочисленные соударения сбивают пленки и хлопья окислов в поверхности, придавая ей матовый внешний вид и одновременно уплотняя приповерхностный слой.![]() Для мелких изделий применяют другую установку — галтовочный барабан. В нем большое количество деталей пересыпается вместе с добавляемыми к ним металлическими шариками или звездочками. Благодаря многочисленным соударениям деталей с них сбивается окалина.
Для мелких изделий применяют другую установку — галтовочный барабан. В нем большое количество деталей пересыпается вместе с добавляемыми к ним металлическими шариками или звездочками. Благодаря многочисленным соударениям деталей с них сбивается окалина.
Иногда в последовательность добавляют еще один переход — калибровку. Она проводится с целью избежать финишной обработки, оставляя только шлифовку. Посредством плоскостной калибровки достигают точности габаритов по вертикали. Объемная калибровка служит для доведения габаритов в нескольких направлениях, позволяя также и снизить шероховатость. Для калибровки используют специальные штампы с особо точными ручьями, повторяющими конфигурацию поковки.
О работе механизмов
► Кривошипно – шатунные прессы. Принцип действия его заключается во вращении привода, который, в свою очередь, преобразует движение в возвратно-поступательное на установленном ползуне. Детали технического устройства выполняются из стали прочной структуры с ребрами жесткости.
Движется ползун по заданному режиму, при этом на него воздействует усилие в 8000 т. Установки кривошипного типа, используемые на производствах, снижают себестоимость деталей, а также упрощают их изготовление. Экономия составляет около 30%. Станки подразделяются на: простые, с двойным действием или с тройным действием.
С помощью технического устройства можно выполнять следующие технологические решения:
- Производство штампованных деталей при открытых или закрытых матрицах.
- Исполнение заусенца.
- Выдавливание заготовок.
- Прошивку.
- Обработку одновременно несколькими способами.
Под воздействием одной ударной нагрузки механические прессы производят работу, но при ударе меньшей силой от гидравлического пресса получается лучшие эффект. В связи с этим гидравлику используют для крупногабаритных и толстостенных деталей.
► Гидравлические прессы. Завод – изготовитель выпускает оборудование для ковки, создания продавливающих усилий и проштамповывания поверхности. Переработка металлических отходов с их помощью тоже результативна. Принцип действия заключается в увеличении силы давления на изделие в несколько раз.
Переработка металлических отходов с их помощью тоже результативна. Принцип действия заключается в увеличении силы давления на изделие в несколько раз.
Выглядит пресс следующим образом: это два цилиндра, заполненные водой и между ними расположена труба. В каждом цилиндре находятся поршни, а основа принципа работы заложена на законе Паскаля.
► Радиально-ковочные механизмы. Заготовка располагается в модуле, в котором осуществляется нагрев по принципу индукции. После того как материал становиться мягким она подается на захват через конвейерный механизм непосредственно в зону обработки. В процессе приобретения нужной формы заготовка вращается, что обеспечивает ее равномерную обработку. Ковка детали осуществляется бойками.
Функционирование пресса производиться от мотора, присоединенного к клиноременным передачам. Их вертикальное размещение передает движение на боек и шатунный механизм. Для синхронности работы в устройстве расположены копирные барабаны. Червячные передачи приводят в работу держатель электромотором. Притормаживание движений осуществляется пружинной муфтой.
Притормаживание движений осуществляется пружинной муфтой.
Republished by Blog Post Promoter
Штамповочные ручьи и их виды
Для простых конфигураций изделий горячая объемная штамповка выполняется за один проход.
Штамповочные ручьи и их виды
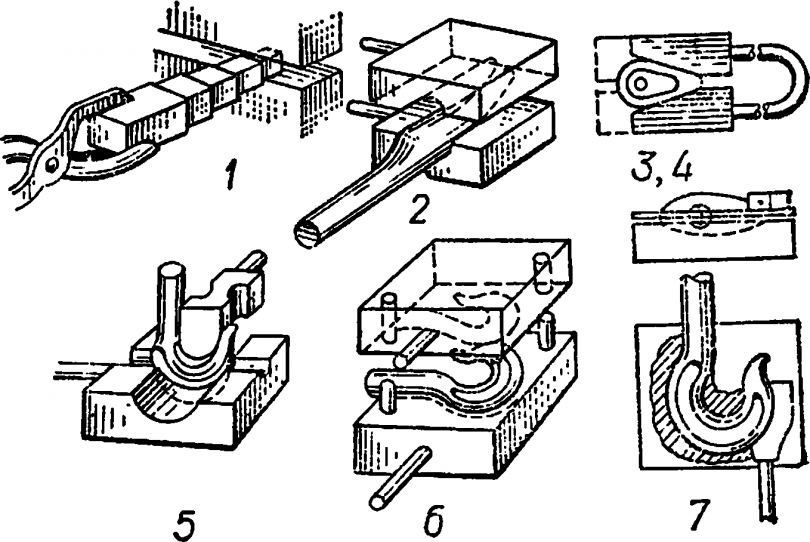
Если же предстоит отштамповать замысловатое изделие с перепадами толщин и высот, выступы и изгибы — изготовление проводят за несколько проходов, в каждом из которых формовка делается отдельной впадиной на штампе — ручьем. Их подразделяются на два вида:
Заготовительные
Используются для фасонирования приведения материала болванки к пространственной конфигурации, позволяющей провести операции горячей объемной штамповки с минимальными потерями материала.
Заготовительные ручьи
Виды заготовительных ручьев:
- Протяжной — растягивает определенные части болванки, сужая их сечение. Применяется серия несильных ударов с переворотом болванки
- Податной — утолщает сечение болванки, «перегоняя» на это место материал с соседних участков. Применяется также серия несильных ударов с переворотом болванки
- Пережимной — плющит болванку в месте применения, вызывая увеличение местной ширины. Используется 1-3 сильных удара,
- Гибочный – используется для деталей с выгнутой осью
- Осадочный — применяется для изделий, близких к круглой форме. Уменьшает высоту болванки, добиваясь нужной высоты и радиуса
 Применяется также серия несильных ударов с переворотом болванки
Применяется также серия несильных ударов с переворотом болванкиШтамповочные
Используются в завершающей формовке, бывают черновыми и чистовыми.
Черновой используется для изделий сложной конфигурации и в целях снижения износа чистового. Предназначен для приближения габаритов и конфигурации болванки к окончательному изделию. Он глубже и уже, чем чистовой ручей, обладает большими радиусами и уклонами. Эти меры применяются для свободного размещения болванки в чистовом ручье.
Штамповочные ручьи
Чистовой ручей используется для формовки конечной продукции, изготавливается с припуском на усадку при охлаждении. Устанавливается в середине штампа, поскольку давление и возникающие напряжения при чистовой штамповке максимальны. Для отвода выдавливаемого металла вокруг ручья расположена облойная канавка.
Для отвода выдавливаемого металла вокруг ручья расположена облойная канавка.
Категории
Помимо разделения технологии на холодный и горячий способы, штамповка — это целый ряд категорий, на которые подразделяются методы обработки материала. Зависит выбранный способ чаще всего от назначения изделия, но и технологические условия тоже на него влияют. Например, есть способ, при котором отделяется часть заготовки, и это штамповка разделительная. Сюда же входят пробивка, рубка, резка деталей. Есть категория операций, когда применяется горячая штамповка, посредством которой лист металла меняет форму. Их ещё называют формовкой. В результате детали подвергаются гибке, вытяжке и другим процедурам.
Холодная и горячая штамповка реализуются с использованием одного и того же принципа, который предполагает деформирование материала, но в остальном изготовление продукции этими методами имеет много отличий. Предварительный нагрев деталей до определённых (и достаточно высоких) температур предполагается в основном на крупных промышленных предприятиях, каким является, например, металлообрабатывающий завод. Это связано со сложностью такого технологического процесса, большим количеством операций, качественно выполнить которые можно только с точным предварительным расчётом и соблюдением высокой точности степени нагрева заготовки.
Это связано со сложностью такого технологического процесса, большим количеством операций, качественно выполнить которые можно только с точным предварительным расчётом и соблюдением высокой точности степени нагрева заготовки.
Схемы штамповки
Конкретная конфигурация горячей объемной штамповки выбирается опытным технологом, принимающим во внимание следующие параметры:
- Размеры детали.
- Материал.
- Форма.
- Доступное оборудование.
- Лимиты трудоемкости и материальных затрат.
На текущий момент применяется две основные схемы горячей объемной штамповки:
- с открытым штампом;
- с закрытым штампом.
Штамповка в закрытом штампе проводится с небольшим зазором между его половинами. Подразумевается, что объемы болванки и конечной детали точно совпадают. Иногда делают две линии примыкания, находящиеся под углом друг к другу. Схема используется для формовки сравнительно несложных по конфигурации поковок и позволяет добиться наибольшей однородности внутреннего строения детали и меньшей шероховатости.
Схема штамповки в закрытых штампах
При применении схемы горячей объемной штамповки в открытых штампах нет соответствия объемов болванки и конечного изделия, происходит активное перераспределение массы металла между ее частями. Некоторая часть металла выдавливается за пределы штампа в приспособленную для этого канавку и называется облоем. Схема позволяет штамповать детали практически любой конфигурации, поскольку позволяет проводить большое количество черновых и завершающих проходов с промежуточными поворотами болванки.
Технологические операции
Наиболее распространённая операция, изменяющая форму детали, это гибка, которая формирует на поверхности заготовки из металла запланированные участки с изгибом. Вытяжкой называется объёмная штамповка. Это операция, с помощью которой получается объёмное изделие из такой плоской металлической поверхности, как, например, металлический нержавеющий лист. Именно с помощью вытяжки он превращается в цилиндр, конус, полусферу или принимает коробчатую конфигурацию. Изделия из листового металла должны иметь бортик по краю и вокруг отверстий, если они внутри заготовки выполнены. Например, отбортовка должна завершать конец трубы, чтобы установить на неё фланец. Такая операция требует наличия специального инструмента.
Изделия из листового металла должны иметь бортик по краю и вокруг отверстий, если они внутри заготовки выполнены. Например, отбортовка должна завершать конец трубы, чтобы установить на неё фланец. Такая операция требует наличия специального инструмента.
При помощи обжима происходит обратное действие. Отбортовка расширяет концы заготовок из листового металла, а обжим сужает. Те же концы труб или край полости требуют такой операции, которая осуществляется посредством конической матрицы наружно. Формовка тоже относится к основным операциям, относящимся к штамповке. Она помогает изменить форму отдельным элементам штампованной детали, а наружный контур оставляет неизменным. Объёмная штамповка требует работы специального оборудования и сложных предварительных чертежей, а потому в домашних условиях практически никогда не реализуется.
Горячая объемная штамповка на молотах
Технология использует явление преобразования кинетической энергии падающего массивного молота в энергию ударной деформации заготовки.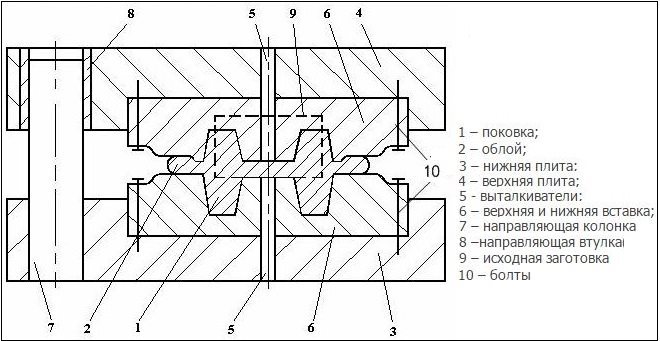 Молоты поднимаются в исходное состояние сжатым воздухом или паром и имеют массу от 0.5 до 25 тонн.
Молоты поднимаются в исходное состояние сжатым воздухом или паром и имеют массу от 0.5 до 25 тонн.
Горячая объемная штамповка на молотах
Изменяя высоту подъема молота, можно регулировать силу удара. Ход молота также регулируется, это дает возможность для поворота заготовки во время очередного подъема молота и более точной штамповки. Доступны все подготовительные операции, включая протяжку и подкат.
Точность изготовления деталей на молотах оставляет желать лучшего, что объясняется неминуемым сдвигом частей штампа друг относительно друга в момент удара. Допуски при использовании молотов приходится давать большими, а для обеспечения возможности выемки изделий из пресса делаются большие штамповочные уклоны.
Сферы использования
Метод востребован в различных отраслях, где необходимо придавать металлам заданную форму. К изготовлению деталей при помощи штамповки прибегают в следующих сферах:
- автомобилестроение;
- производства по выпуску электроники, часов и пр. ;
- строительство;
- полиграфия;
- машиностроение;
- самолетостроение и др.
 ;
;Благодаря высокотехнологичным приспособлениям в процессе обработки удается получать заготовки заданной формы разного размера с минимумом отходов.
Горячая объемная штамповка на прессах
Горячая штамповка металла проводится и на кривошипных прессах. Главная характеристика оборудования — это развиваемое им усилие, варьирующееся от 6 до 110 МН.
Горячая объемная штамповка на прессах
Конструкция кривошипного горячештамповочного пресса имеет жесткий привод и не дает возможности регулировать ход пресса и его усилие. Эти факторы исключают из перечня допустимых операций протяжку и подкат, поскольку для них нужно постепенно увеличиваемое давление.
Отсутствие ударов, постоянный ход штампа и использование направляющих исключает сдвиг, что позволяет добиться точности обработки, принципиально недостижимой на молотах.
Соответственно допустимо задание существенно меньших допусков, штамповочных радиусов и уклонов, что снижает потери материалов и повышает производительность оборудования.
Кроме того, статическая деформация глубже проникает в болванку, чем динамическая, и это делает доступными для обработки материалы с низкой пластичностью.
Отрицательными особенностями кривошипных горячештамповочных прессов являются:
- окалина запрессовывается в поверхность, для борьбы с этим применяют нагрев в инертной атмосфере или глубокую зачистку болванки;
- ввиду продолжительного соприкосновения с пуансоном болванка остывает, снижается ее пластичность и заполняемость.
Автоматические линии
Это уже целые многофункциональные комплексы, призванные решать самые распространенные задачи. Зачастую они способны выполнять если не все основные операции, то, хотя бы, несколько, и не требуют помощи со стороны оператора. Даже выштамповка металла у них убирается без участия человека. А уж если они оснащены числовым программным управлением, функции обслуживающего персонала вообще сводятся к минимуму, ведь даже следить за правильностью исполнения программы не обязательно.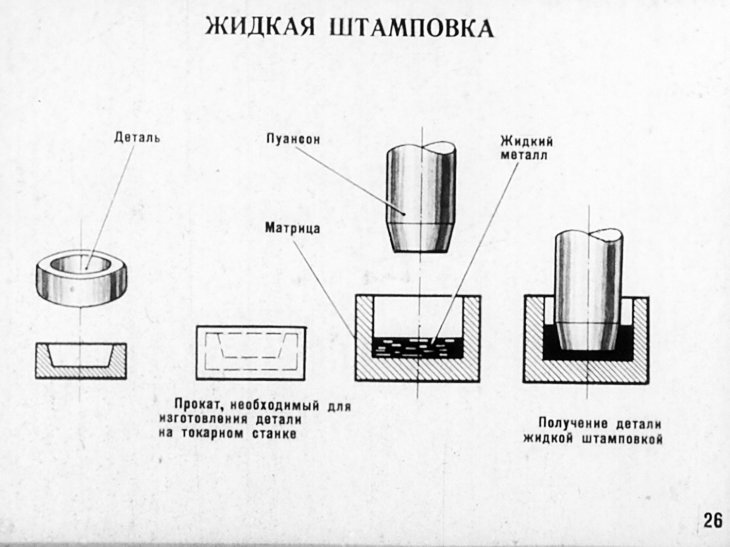 Хотя контроль, управление и срочное внесение корректировок остаются очень удобными благодаря наличию сенсорного дисплея.
Хотя контроль, управление и срочное внесение корректировок остаются очень удобными благодаря наличию сенсорного дисплея.
Оборудование может быть подчеркнуто классическим механическим или современным электронным, бюджетным и позволяющим реализовать одну-две процедуры или ориентированным на перспективу. Выбор есть, и мы с удовольствием поможем вам определиться. Мы уже подробно рассмотрели виды штамповки металла и актуальные технологии, а теперь готовы в рамках бесплатной консультации проанализировать ваш фронт задач, на его основе подсказать оптимальный пресс и предоставить этот станок по взаимовыгодной цене – обращайтесь.
Для сложных изделий
Чтобы получить качественные изделия сложной конфигурации, очень широко используется пресс пневматического типа с двумя или тремя ползунами. Пресс двойного действия работает двумя ползунами одновременно: внешний фиксирует заготовку, а внутренний производит вытяжку поверхности металлического листа. Тонкие листы металла штампуют специальными фрикционными прессами, а толстые — гидравлическими, которые имеют более надёжные шайбы.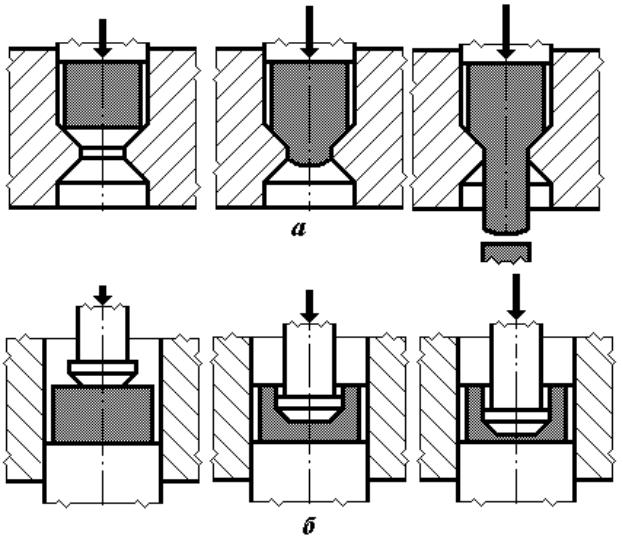
Отдельная категория штамповочного оборудования — штамповка, управляемым взрывом. Такие устройства направляют мощность взрыва на отдельные участки металлической заготовки (обычно значительной толщины). Это инновационное оборудование, работа которого даже на видео выглядит весьма эффектно. Сгибы и общую конфигурацию сложного изделия обрабатывают с помощью встроенных вибрационных ножниц.
Фольга для горячего тиснения– превосходная фольга. Поставщик фольги для горячего тиснения
Поставщик фольги для горячего тиснения от ведущих мировых производителей фольги, а с 2018 года компания Profoil запустила собственный ассортимент фольги для горячего тиснения.
Компания Profoil и ее партнеры обладают технологиями и опытом для изготовления фольги, подходящей для профессионального нанесения фольги на многие распространенные печатные материалы. Наш ассортимент фольги для горячего тиснения включает в себя серебряную, золотую, различные цветные и голографические фольги, выбранные из-за превосходных характеристик. Для оценки требуемой длины рулона фольги для горячего тиснения воспользуйтесь нашим простым калькулятором фольги. Чтобы нарезать и перемотать собственные рулоны фольги, рассмотрите возможность использования устройства Profoil Foil Cutter Respooler для рулонов 122 м и 305 м.
Для оценки требуемой длины рулона фольги для горячего тиснения воспользуйтесь нашим простым калькулятором фольги. Чтобы нарезать и перемотать собственные рулоны фольги, рассмотрите возможность использования устройства Profoil Foil Cutter Respooler для рулонов 122 м и 305 м.
Обратите внимание, что фольга для горячего тиснения не подходит для фольгирования тонером.
Рулон с образцами горячей фольги
Запросить образец здесь
Часто задаваемые вопросы о фольге для горячего тиснения
Что такое фольга для горячего тиснения?
Фольга для горячего тиснения представляет собой тонкую пленку, используемую для постоянного переноса алюминиевых или пигментированных цветных рисунков на подложку посредством процесса тиснения. Тепло и давление прикладывают к фольге над подложкой с помощью штампа (пластины) для тиснения, чтобы расплавить клейкий слой фольги для постоянного переноса на подложку.
Почему существуют разные марки фольги для горячего тиснения?
На сегодняшний день невозможно произвести клей для фольги горячего тиснения, который работал бы на множестве различных поверхностей материалов, например, существуют разные сорта фольги, потому что для бумаги, сухих материалов требуется соответствующий клей , пластик, кожа, текстиль и т. д.
Является ли фольга для горячего тиснения экологически чистой?
Металл в фольге для горячего тиснения, отштампованной на подложке, представляет собой алюминий, который является наиболее распространенным элементом в земной коре и хорошо переносится растениями и животными. После процесса штамповки неперерабатываемый полиэстер не переходит в готовое изделие, и, следовательно, подложка не загрязняется. Однако слой фольги для тиснения изготавливается на тонком слое полиэстера, который является отходом фольги. Экологически безопасный принтер фольги должен правильно утилизировать его с помощью местных служб утилизации отходов.
Однако слой фольги для тиснения изготавливается на тонком слое полиэстера, который является отходом фольги. Экологически безопасный принтер фольги должен правильно утилизировать его с помощью местных служб утилизации отходов.
Быстрый просмотр
1,00 фунта стерлингов без НДС
Быстрый просмотр
От: 8,29 фунтов стерлингов
Быстрый просмотр
От: 13,77 фунтов стерлингов
Быстрый просмотр
От: 10,24 фунтов стерлингов
Быстрый просмотр
48,80 фунтов стерлингов 24,40 фунтов стерлингов
Быстрый просмотр
От: 10,24 фунтов стерлингов
Быстрый просмотр
От: 8,29 фунтов стерлингов
Быстрый просмотр
От: 8,29 фунтов стерлингов
Быстрый просмотр
От: 8,29 фунтов стерлингов
Быстрый просмотр
От: 8,29 фунтов стерлингов
Быстрый просмотр
От: £19,72
Быстрый просмотр
От: 31,63 фунтов стерлингов
Быстрый просмотр
От: 14,88 фунтов стерлингов
Быстрый просмотр
От: 31,63 фунтов стерлингов
Быстрый просмотр
От: 25,30 фунтов стерлингов
Быстрый просмотр
От: 37,77 фунтов стерлингов
Быстрый просмотр
От: 10,24 фунтов стерлингов
Быстрый просмотр
От: 10,24 фунтов стерлингов
Быстрый просмотр
От: 10,24 фунтов стерлингов
Быстрый просмотр
От: 10,24 фунтов стерлингов
Быстрый просмотр
От: 10,24 фунтов стерлингов
Быстрый просмотр
От: 10,24 фунтов стерлингов
Быстрый просмотр
От: 10,24 фунта стерлингов
Быстрый просмотр
От: 10,24 фунтов стерлингов
Быстрый просмотр
Откуда: £10,24
Бумажные пакеты для горячего тиснения оптом
Untitled DocumentUntitled Document ДЛЯ ЗАКАЗА Печатной упаковки позвоните нам по телефону 1-800-547-9727 или напишите нам по электронной почте.
- Минимальный заказ: от 400 мешков
- Плата за тарелку: $95,00–$125,00
- Приблизительное время выполнения заказа составляет 2-3 недели с момента утверждения произведения искусства. Для получения более подробной информации обратитесь к своему торговому агенту
- Цена включает один пакет с одноцветным оттиском горячего штампа
- Также доступна двусторонняя печать — свяжитесь с нами для получения подробной информации
Натуральные коричневые крафт-сумки для покупок
Покупайте простые сумки здесь .
Чтобы заказать пакеты с печатью, позвоните по телефону 1-800-547-9727 или напишите нам по электронной почте.
| Размер | Размеры | Кейс Кол-во. | 400 | 500 | 600 | 750 | 1000 | 2000+ |
|---|---|---|---|---|---|---|---|---|
| Роза | 5,25 х 3,5 х 8,25 дюйма | 250 | — | $ 0,60 | — | $ 0,55 | $ 0,48 | $ 0,47 |
| Вино | 5,5 х 3,25 х 13 дюймов | 250 | — | $ 0,66 | — | $ 0,61 | $ 0,54 | $ 0,53 |
| Младший | 8 х 5 х 8 дюймов | 250 | — | $ 0,65 | — | $ 0,60 | $ 0,53 | $ 0,52 |
| Куб | 8 х 4,75 х 10 дюймов | 250 | — | $ 0,61 | — | $ 0,56 | $ 0,49 | $ 0,48 |
| Джои | 10 х 5 х 10 дюймов | 250 | — | $ 0,66 | — | $ 0,61 | $ 0,54 | $ 0,53 |
| Перевозчик | 10 х 5 х 13 дюймов | 250 | — | $ 0,66 | — | $ 0,61 | $ 0,54 | $ 0,53 |
| Средний | 13 х 6 х 15,5 дюйма | 250 | — | $ 0,74 | — | $ 0,69 | $ 0,62 | $ 0,61 |
| Кобылка | 13 х 7 х 13 дюймов | 250 | — | $ 0,69 | — | $ 0,64 | $ 0,57 | |
| Vogue | 16 х 6 х 12,5 дюйма | 250 | — | $ 0,70 | — | $ 0,65 | $ 0,58 | $ 0,57 |
| Королевский | 14 х 10 х 15,5 дюйма | 200 | $ 0,92 | — | $ 0,79 | — | $ 0,72 | $ 0,71 |
| Королева | 16 х 6 х 19 дюймов | 200 | $ 0,84 | — | $ 0,71 | — | $ 0,64 | $ 0,63 |
| Джамбо | 18 х 7 х 18,75 дюйма | 200 | $ 0,92 | — | $ 0,79 | — | $ 0,72 | $ 0,71 |
Белые крафт-пакеты для покупок
Покупайте простые сумки здесь .
Чтобы заказать пакеты с печатью, позвоните по телефону 1-800-547-9727 или напишите нам по электронной почте.
| Размер | Размеры | Кейс Кол-во. | 400 | 500 | 600 | 750 | 1000 | 2000+ |
|---|---|---|---|---|---|---|---|---|
| Роза | 5,25 х 3,5 х 8,25 дюйма | 250 | — | $ 0,63 | — | $ 0,58 | $ 0,51 | $ 0,50 |
| Вино | 5,5 х 3,25 х 13 дюймов | 250 | — | $ 0,67 | — | $ 0,62 | $ 0,55 | $ 0,54 |
| Младший | 8 х 5 х 8 дюймов | 250 | — | $ 0,62 | — | $ 0,57 | $ 0,50 | $ 0,49 |
| Куб | 8 х 4,75 х 10 дюймов | 250 | — | $ 0,67 | — | $ 0,62 | $ 0,55 | $ 0,54 |
| Джои | 10 х 5 х 10 дюймов | 250 | — | $ 0,66 | — | $ 0,61 | $ 0,54 | $ 0,53 |
| Носитель | 10 х 5 х 13 дюймов | 250 | — | $ 0,71 | — | $ 0,66 | $ 0,59 | $ 0,58 |
| Кобылка | 13 х 7 х 13 дюймов | 250 | — | $ 0,73 | — | $ 0,68 | $ 0,61 | $ 0,60 |
| Vogue | 16 х 6 х 12,5 дюйма | 250 | — | $ 0,76 | — | $ 0,71 | $ 0,64 | $ 0,63 |
| Королевский | 14 х 10 х 15,5 дюйма | 200 | 1,01 $ | — | $ 0,88 | — | $ 0,81 | $ 0,80 |
| Королева | 16 х 6 х 19 дюймов | 200 | $ 0,92 | — | $ 0,79 | — | $ 0,72 | $ 0,71 |
| Джамбо | 18 х 7 х 18,75 дюйма | 200 | 1,02 $ | — | $ 0,89 | — | $ 0,82 | $ 0,81 |
Сумки для покупок из 100% переработанной крафт-бумаги
Покупайте простые сумки здесь .
Чтобы заказать пакеты с печатью, позвоните по телефону 1-800-547-9727 или напишите нам по электронной почте.
| Размер | Размеры | Кейс Кол-во. | 400 | 500 | 600 | 750 | 1000 | 2000+ |
|---|---|---|---|---|---|---|---|---|
| Роза | 5,5 х 3,25 х 8,375 дюйма | 250 | — | $ 0,61 | — | $ 0,56 | $ 0,49 | $ 0,48 |
| Вино | 5,5 х 3,25 х 13 дюймов | 250 | — | $ 0,62 | — | $ 0,57 | $ 0,50 | $ 0,49 |
| Младший | 8 х 5 х 8 дюймов | 250 | — | $ 0,65 | — | $ 0,60 | $ 0,53 | $ 0,52 |
| Куб | 8 х 4,75 х 10,25 дюйма | 250 | — | $ 0,61 | — | $ 0,56 | $ 0,49 | $ 0,48 |
| Носитель | 10 х 5 х 13 дюймов | 250 | — | $ 0,66 | — | $ 0,61 | $ 0,54 | $ 0,53 |
| Кобылка | 13 х 7 х 13 дюймов | 250 | — | $ 0,68 | — | $ 0,63 | $ 0,56 | $ 0,55 |
| Vogue | 16 х 6 х 12 дюймов | 250 | — | $ 0,69 | — | $ 0,64 | $ 0,57 | $ 0,56 |
| Королевский | 14,5 х 9 х 16,25 дюйма | 200 | $ 0,89 | — | $ 0,76 | — | $ 0,69 | $ 0,68 |
| Королева | 16 х 6 х 19 дюймов | 200 | $ 0,84 | — | $ 0,71 | — | $ 0,64 | $ 0,63 |
| Джамбо | 18 х 7 х 18,75 дюйма | 200 | $ 0,92 | — | $ 0,79 | — | $ 0,72 | $ 0,71 |
Белые крафт-пакеты для покупок с откидной крышкой
Покупайте простые сумки здесь .
Чтобы заказать пакеты с печатью, позвоните по телефону 1-800-547-9727 или напишите нам по электронной почте.
| Размер | Размеры | Кейс Кол-во. | 500 | 750 | 1000 | 2000+ |
|---|---|---|---|---|---|---|
| Драгоценность | 6,5 х 3,5 х 6,5 дюйма | 250 | $ 0,66 | $ 0,61 | $ 0,54 | $ 0,53 |
| Средний | 13 х 5 х 10 дюймов | 250 | $ 0,69 | $ 0,64 | $ 0,57 | $ 0,56 |
Цветные сумки для покупок из переработанной крафт-бумаги
Покупайте простые сумки здесь .
Чтобы заказать пакеты с печатью, позвоните по телефону 1-800-547-9727 или напишите нам по электронной почте.
| Размер | Размеры | Кейс Кол-во. | 500 | 750 | 1000 | 2000+ |
|---|---|---|---|---|---|---|
| Роза | 5,25 х 3,25 х 8,375 дюйма | 250 | $ 0,71 | $ 0,66 | $ 0,59 | $ 0,58 |
| Куб | 8 х 4,75 х 10,5 дюйма | 250 | $ 0,76 | $ 0,71 | $ 0,64 | $ 0,63 |
| Vogue | 16 х 6 х 13 дюймов | 250 | $ 0,88 | $ 0,83 | $ 0,76 | $ 0,75 |
Пакеты из крафт-бумаги Shadow Stripe Color
Покупайте простые сумки здесь .
Чтобы заказать пакеты с печатью, позвоните по телефону 1-800-547-9727 или напишите нам по электронной почте.
| Размер | Размеры | Кейс Кол-во. | 500 | 750 | 1000 | 2000+ |
|---|---|---|---|---|---|---|
| Роза | 5,5 х 3,25 х 8,375 дюйма | 250 | $ 0,71 | $ 0,66 | $ 0,59 | $ 0,58 |
| Куб | 8 х 4,75 х 10,5 дюйма | 250 | $ 0,76 | $ 0,71 | $ 0,64 | $ 0,63 |
| Vogue | 16 х 6 х 13 дюймов | 250 | $ 0,88 | $ 0,83 | $ 0,76 | $ 0,75 |
Пакеты для покупок из матовой цветной бумаги
Покупайте простые сумки здесь .
Чтобы заказать пакеты с печатью, позвоните по телефону 1-800-547-9.727 или напишите нам.
| Размер | Размеры | Кейс Кол-во. | 500 | 750 | 1000 | 2000+ |
|---|---|---|---|---|---|---|
| Роза | 5,5 х 3,25 х 8,375 дюйма | 250 | 0,81 долл. США | $ 0,76 | $ 0,69 | $ 0,68 |
| Куб | 8 х 4,75 х 10,25 дюйма | 250 | $ 0,87 | $ 0,82 | $ 0,75 | $ 0,74 |
| Vogue | 16 х 6 х 12 дюймов | 250 | 1,03 $ | $ 0,98 | $ 0,91 | $ 0,90 |
Бумажные пакеты для покупок Tuscan Harvest Paper
Покупайте простые сумки здесь .
Чтобы заказать пакеты с печатью, позвоните по телефону 1-800-547-9727 или напишите нам по электронной почте.
| Размер | Размеры | Кейс Кол-во. | 400 | 500 | 600 | 750 | 1000 | 2000+ |
|---|---|---|---|---|---|---|---|---|
| Роза | 5,5 х 3,25 х 8,375 дюйма | 250 | — | $ 0,77 | — | $ 0,72 | $ 0,65 | $ 0,64 |
| Вино | 5,5 х 3,25 х 13 дюймов | 250 | — | $ 0,82 | — | $ 0,77 | $ 0,70 | $ 0,69 |
| Куб | 8 х 4,75 х 10,25 дюйма | 250 | — | $ 0,82 | — | $ 0,77 | $ 0,70 | $ 0,69 |
| Кобылка | 13 х 7 х 13 дюймов | 250 | — | $ 0,90 | — | $ 0,85 | $ 0,78 | $ 0,77 |
| Королевский | 14,5 х 9 х 16,25 дюйма | 200 | 1,13 $ | — | 1 доллар США | — | $ 0,93 | $ 0,92 |
Сумки для покупок из состаренной древесной бумаги
Покупайте простые сумки здесь .