Область применения токарного станка в 16 веке: История токарного станка – полезная информация Универсальные токарно винторезные станки
alexxlab | 17.11.2019 | 0 | Разное
История токарного станка – полезная информация Универсальные токарно винторезные станки
История относит изобретение токарного станка к 650 гг. до н. э. Станок представлял собой два установленных центра, между которыми зажималась заготовка из дерева, кости или рога. Раб или подмастерье вращал заготовку (один или несколько оборотов в одну сторону, затем в другую). Мастер держал резец в руках и, прижимая его в нужном месте к заготовке, снимал стружку, придавая заготовке требуемую форму.
Позднее для приведения заготовки в движение применяли лук со слабо натянутой (провисающей) тетивой. Тетиву оборачивали вокруг цилиндрической части заготовки так, чтобы она образовала петлю вокруг заготовки. При движении лука то в одну, то в другую сторону, аналогично движению пилы при распиливании бревна, заготовка делала несколько оборотов вокруг своей оси сначала в одну, а затем в другую сторону.

Примерно к 1430 г. вместо очепа стали применять механизм, включающий педаль, шатун и кривошип, получив, таким образом, привод, аналогичный распространенному в XX веке ножному приводу швейной машинки. С этого времени заготовка на токарном станке получила вместо колебательного движения вращение в одну сторону в течение всего процесса точения.
В 1500 г. токарный станок уже имел стальные центры и люнет, который мог быть укреплен в любом месте между центрами.
На таких станках обрабатывали довольно сложные детали, представляющие собой тела вращения, – вплоть до шара. Но привод существовавших тогда станков был слишком маломощным для обработки металла, а усилия руки, держащей резец, недостаточными, чтобы снимать большую стружку с заготовки. В результате обработка металла оказывалась малоэффективной. Необходимо было заменить руку рабочего специальным механизмом, а мускульную силу, приводящую станок в движение, более мощным двигателем.
В середине XVI Жак Бессон (умер в 1569 г.) – изобрел токарный станок для нарезки цилиндрических и конических винтов.
В начале XVIII века Андрей Константинович Нартов (1693-1756), механик Петра первого, изобретает оригинальный токарно-копировальный и винторезный станок с механизированным суппортом и набором сменных зубчатых колес. Чтобы по-настоящему понять мировое значение этих изобретений, вернемся к эволюции токарного станка.
В XVII в. появились токарные станки, в которых обрабатываемое изделие приводилось в движение уже не мускульной силой токаря, а с помощью водяного колеса, но резец, как и раньше, держал в руке токарь. В начале XVIII в. токарные станки все чаще использовали для резания металлов, а не дерева, и поэтому проблема жесткого крепления резца и перемещения его вдоль обрабатываемой поверхности стола весьма актуальной. И вот впервые проблема самоходного суппорта была успешно решена в копировальном станке А.К.Нартова в 1712 г.
К идее механизированного передвижения резца изобретатели шли долго. Впервые эта проблема особенно остро встала при решении таких технических задач, как нарезание резьбы, нанесение сложных узоров на предметы роскоши, изготовление зубчатых колес и т.д. Для получения резьбы на валу, например, сначала производили разметку, для чего на вал навивали бумажную ленту нужной ширины, по краям которой наносили контур будущей резьбы. После разметки резьбу опиливали напильником вручную. Не говоря уже о трудоемкости такого процесса, получить удовлетворительное качество резьбы таким способом весьма трудно.
А Нартов не только решил задачу механизации этой операции, но в 1718-1729 гг. сам усовершенствовал схему. Копировальный палец и суппорт приводились в движение одним ходовым винтом, но с разным шагом нарезки под резцом и под копиром. Таким образом, было обеспечено автоматическое перемещение суппорта вдоль оси обрабатываемой заготовки. Правда, поперечной подачи еще не было, вместо нее было введено качание системы “копир-заготовка”. Поэтому работы над созданием суппорта продолжались. Свой суппорт создали, в частности, тульские механики Алексей Сурнин и Павел Захава. Более совершенную конструкцию суппорта, близкую к современной, создал английский станкостроитель Модсли, но А.К. Нартов остается первым, кто нашел путь к решению этой задачи.
Вторая половина XVIII в. в станкостроении ознаменовалась резким увеличением сферы применения металлорежущих станков и поисками удовлетворительной схемы универсального токарного станка, который мог бы использоваться в различных целях.
В 1751 г. Ж. Вокансон во Франции построил станок, который по своим техническим данным уже походил на универсальный. Он был выполнен из металла, имел мощную станину, два металлических центра, две направляющие V-образной формы, медный суппорт, обеспечивающий механизированное перемещение инструмента в продольном и поперечном направлениях. В то же время в этом станке отсутствовала система зажима заготовки в патроне, хотя это устройство существовало в других конструкциях станков. Здесь предусматривалось крепление заготовки только в центрах. Расстояние между центрами можно было менять в пределах 10 см. Поэтому обрабатывать на станке Вокансона можно было лишь детали примерно одинаковой длины.

В 1778 г. англичанин Д. Рамедон разработал два типа станков для нарезания резьб. В одном станке вдоль вращаемой заготовки по параллельным направляющим передвигался алмазный режущий инструмент, скорость перемещения которого задавалась вращением эталонного винта. Сменные шестерни позволяли получать резьбы с разным шагом. Второй станок давал возможность изготавливать резьбу с различным шагом на детали большей длины, чем длина эталона. Резец продвигался вдоль заготовки с помощью струны, накручивавшейся на центральную шпонку.
В 1795 г. французский механик Сено изготовил специализированный токарный станок для нарезки винтов. Конструктор предусмотрел сменные шестерни, большой ходовой винт, простой механизированный суппорт. Станок был лишен каких-либо украшений, которыми любили украшать свои изделия мастера прежде.
Накопленный опыт позволил к концу XVIII века создать универсальный токарный станок, ставший основой машиностроения. Его автором стал Генри Модсли. В 1794 г. он создал конструкцию суппорта, довольно несовершенную. В 1798 г., основав собственную мастерскую по производству станков, он значительно улучшил суппорт, что позволило создать вариант универсального токарного станка.
В 1800 г. Модсли усовершенствовал этот станок, а затем создал и третий вариант, содержавший все элементы, которые имеют токарно-винторезные станки сегодня. При этом существенно то, что Модсли понял необходимость унификации некоторых видов деталей и первым стал внедрять стандартизацию резьб на винтах и гайках. Он начал выпускать наборы метчиков и плашек для нарезки резьб.

Одним из учеников и продолжателей дела Модсли был Р. Робертс. Он улучшил токарный станок тем, что расположил ходовой винт перед станиной, добавил зубчатый перебор, ручки управления вынес на переднюю па нель станка, что сделало более удобным управление станком. Этот станок работал до 1909 г.
Другой бывший сотрудник Модсли – Д. Клемент создал лоботокарный станок для обработки деталей большого диаметра. Он учел, что при постоянной скорости вращения детали и постоянной скорости подачи по мере движения резца от периферии к центру скорость резания будет падать, и создал систему увеличения скорости.
В 1835 г. Д. Витворт изобрел автоматическую подачу в поперечном направлении, которая была связана с механизмом продольной подачи. Этим было завершено принципиальное совершенствование токарного оборудования.
Следующий этап – автоматизация токарных станков. Здесь пальма первенства принадлежала американцам. В США развитие техники обработки металлов началось позднее, чем в Европе. Американские станки первой половины XIХ в. значительно уступали станкам Модсли.
Во второй половине XIХ в. качество американских станков было уже достаточно высоким. Станки выпускались серийно, причем вводилась полная взаимозаменяемость деталей и блоков, выпускаемых одной фирмой. При поломке детали достаточно было выписать с завода аналогичную и заменить сломанную деталь на целую без всякой подгонки.
Во второй половине XIХ в. были введены элементы, обеспечивающие полную механизацию обработки – блок автоматической подачи по обеим координатам, совершенную систему крепления резца и детали. Режимы резания и подач изменялись быстро и без значительных усилий. В токарных станках имелись элементы автоматики – автоматический останов станка при достижении определенного размера, система автоматического регулирования скорости лобового точения и т.д.
Однако основным достижением американского станкостроения было не развитие традиционного токарного станка, а создание его модификации – револьверного станка. В связи с необходимостью изготовления нового стрелкового оружия (револьверов) С. Фитч в 1845 г. разработал и построил револьверный станок с восемью режущими инструментами в револьверной головке. Быстрота смены инструмента резко повысила производительность станка при изготовлении серийной продукции. Это был серьезный шаг к созданию станков-автоматов.
В деревообработке первые станки-автоматы уже появились: в 1842 г. такой автомат построил К. Випиль, а в 1846 г. Т. Слоан.
Первый универсальный токарный автомат изобрел в 1873г. Хр. Спенсер.
Суппорт токарного станка

Одним из важнейших достижений машиностроения в начале XIX века стало распространение металлорежущих станков с суппортами – механическими держателями для резца. Введение суппорта разом повлекло за собой усовершенствование и удешевление всех машин, дало толчок к новым усовершенствованиям и изобретениям.
Суппорт предназначен для перемещения во время обработки режущего инструмента, закрепленного в резцедержателе. Он состоит из нижних салазок (продольного суппорта) 1, которые перемещаются по направляющим станины с помощью рукоятки 15 и обеспечивают перемещение резца вдоль заготовки. На нижних салазках по направляющим 12 перемещаются поперечные салазки (поперечный суппорт) 3, которые обеспечивают перемещение резца перпендикулярно оси вращения заготовки (детали).
На поперечных салазках 3 расположена поворотная плита 4, которая закрепляется гайкой 10. По направляющим 5 поворотной плиты 4 перемещаются (с помощью рукоятки 13) верхние салазки 11, которые вместе с плитой 4 могут поворачиваться в горизонтальной плоскости относительно поперечных салазок и обеспечивать перемещение резца под углом к оси вращения заготовки (детали).
Резцедержатель (резцовая головка) 6 с болтами 8 крепится к верхним салазкам с помощью рукоятки 9, которая перемещается по винту 7. Привод перемещения суппорта производится от ходового винта 2, от ходового вала, расположенного под ходовым винтом, или вручную. Включение автоматических подач производится рукояткой 14.
Устройство поперечного суппорта показано на рисунке ниже. По направляющим продольного суппорта 1 ходовым винтом 12, оснащенным рукояткой 10, перемещаются салазки поперечного суппорта. Ходовой винт 12 закреплен одним концом в продольном суппорте 1, а другим – связан с гайкой (состоящей из двух частей 15 и 13 и клина 14), которая крепится к поперечным салазкам 9. Затягивая винт 16, раздвигают (клином 14) гайки 15 и 13, благодаря чему выбирается зазор между ходовым винтом 12 и гайкой 15. Величину перемещения поперечного суппорта определяют по лимбу 11. К поперечному суппорту крепится (гайками 7) поворотная плита 8, вместе с которой поворачиваются верхние салазки 6 и резцедержатель 5. На некоторых станках на поперечных салазках 9 устанавливается задний резцедержатель 2 для проточки канавок, отрезки и других работ, которые могут быть выполнены перемещением поперечного суппорта, а также кронштейн 3 с щитком 4, защищающим рабочего от попадания стружки и смазочно-охлаждающей жидкости.
Величину перемещения поперечного суппорта определяют по лимбу 11. К поперечному суппорту крепится (гайками 7) поворотная плита 8, вместе с которой поворачиваются верхние салазки 6 и резцедержатель 5. На некоторых станках на поперечных салазках 9 устанавливается задний резцедержатель 2 для проточки канавок, отрезки и других работ, которые могут быть выполнены перемещением поперечного суппорта, а также кронштейн 3 с щитком 4, защищающим рабочего от попадания стружки и смазочно-охлаждающей жидкости.
Токарный станок имеет весьма древнюю историю, причем с годами его конструкция менялась очень незначительно. Приводя во вращение кусок дерева, мастер с помощью долота мог придать ему самую причудливую цилиндрическую форму. Для этого он прижимал долото к быстро вращающемуся куску дерева, отделял от него круговую стружку и постепенно давал заготовке нужные очертания. В деталях своего устройства станки могли довольно значительно отличаться друг от друга, но вплоть до конца XVIII века все они имели одну принципиальную особенность: при обработке заготовка вращалась, а резец находился в руках мастера.
Исключения из этого правила были очень редкими, и их ни в коем случае нельзя считать типичными для этой эпохи. Например, держатели для резца получили распространение в копировальных станках. С помощью таких станков работник, не обладавший особыми навыками, мог изготовлять затейливые изделия очень сложной формы. Для этого пользовались бронзовой моделью, имевшей вид изделия, но большего размера (обычно 2:1). Нужное изображение получали на заготовке следующим образом.

Станок оборудовался двумя суппортами, позволявшими вытачивать изделия без участия руки работника: в одном был закреплен копировальный палец, в другом – резец. Неподвижный копировальный палец имел вид стержня, на заостренном конце которого помешался маленький ролик. К ролику копировального пальца специальной пружиной постоянно прижималась модель. Во время работы станка она начинала вращаться и в соответствии с выступами и впадинами на своей поверхности совершала колебательные движения.
Эти движения модели через систему зубчатых колес передавались вращающейся заготовке, которая повторяла их. Заготовка находилась в контакте с резцом, подобно тому, как модель находилась в контакте с копировальным пальцем. В зависимости от рельефа модели заготовка то приближалась к резцу, то удалялась от него. При этом менялась и толщина стружки. После многих проходов резца по поверхности заготовки возникал рельеф, аналогичный имевшемуся на модели, но в меньшем масштабе.
Копировальный станок был очень сложным и дорогим инструментом. Приобрести его могли лишь весьма состоятельные люди. В первой половине XVIII века, когда возникла мода на точеные изделия из дерева и кости, токарными работами занимались многие европейские монархи и титулованная знать. Для них большей частью и предназначались копировальные станки.
Но широкого распространения в токарном деле эти приспособления не получили. Простой токарный станок вполне удовлетворял всем потребностям человека вплоть до второй половины XVIII века. Однако с середины столетия все чаще стала возникать необходимость обрабатывать с большой точностью массивные железные детали. Валы, винты различной величины, зубчатые колеса были первыми деталями машин, о механическом изготовлении которых встал вопрос тотчас же после их появления, так как они требовались в огромном количестве.
Особенно остро нужда в высокоточной обработке металлических заготовок стала ощущаться после внедрения в жизнь великого изобретения Уатта. Изготовление деталей для паровых машин оказалось очень сложной технической задачей для того уровня, которого достигло машиностроение XVIII века.
Обычно резец укреплялся на длинной крючкообразной палке. Рабочий держал его в руках, опираясь как на рычаг на специальную подставку. Этот труд требовал больших профессиональных навыков и большой физической силы. Любая ошибка приводила к порче всей заготовки или к слишком большой погрешности обработки.
В 1765 году из-за невозможности рассверлить с достаточной точностью цилиндр длиной в два фута и диаметром в шесть дюймов Уатт вынужден был прибегнуть к ковкому цилиндру. Расточка цилиндра длиною в девять футов и диаметром в 28 дюймов допускала точность до “толщины маленького пальца”.
С начала XIX века начался постепенный переворот в машиностроении. На место старому токарному станку один за другим приходят новые высокоточные автоматические станки, оснащенные суппортами. Начало этой революции положил токарный винторезный станок английского механика Генри Модсли, позволявший автоматически вытачивать винты и болты с любой нарезкой.
Нарезка винтов долго оставалась сложной технической задачей, поскольку требовала высокой точности и мастерства. Механики давно задумывались над тем, как упростить эту операцию. Еще в 1701 году в труде Ш. Плюме описывался способ нарезки винтов с помощью примитивного суппорта.
Для этого к заготовке припаивали отрезок винта в качестве хвостовика. Шаг напаиваемого винта должен был быть равен шагу того винта, который нужно было нарезать на заготовке. Затем заготовку устанавливали в простейших разъемных деревянных бабках; передняя бабка поддерживала тело заготовки, а в заднюю вставлялся припаянный винт. При вращении винта деревянное гнездо задней бабки сминалось по форме винта и служило гайкой, вследствие чего вся заготовка перемещалась в сторону передней бабки. Подача на оборот была такова, что позволяла неподвижному резцу резать винт с требуемым шагом.
Подобного же рода приспособление было на токарно-винторезном станке 1785 года, который был непосредственным предшественником станка Модсли. Здесь нарезка резьбы, служившая образцом для изготавливаемого винта, наносилась непосредственно на шпиндель, удерживавший заготовку и приводивший ее во вращение. (Шпинделем называют вращающийся вал токарного станка с устройством для зажима обрабатываемой детали.) Это давало возможность делать нарезку на винтах машинным способом: рабочий приводил во вращение заготовку, которая за счет резьбы шпинделя, точно так же как и в приспособлении Плюме, начинала поступательно перемещаться относительно неподвижного резца, который рабочий держал на палке.
Таким образом, на изделии получалась резьба, точно соответствующая резьбе шпинделя. Впрочем, точность и прямолинейность обработки зависели здесь исключительно от силы и твердости руки рабочего, направлявшего инструмент. В этом заключалось большое неудобство. Кроме того, резьба на шпинделе была всего 8-10 мм, что позволяло нарезать только очень короткие винты.
Винторезный станок, сконструированный Модсли, представлял собой значительный шаг вперед. История его изобретения так описывается современниками. В 1794-1795 годах Модсли, еще молодой, но уже весьма опытный механик, работал в мастерской известного изобретателя Брамы.
Перед Брамой и Модсли стояла задача увеличить число деталей, изготавливаемых на станках. Однако старый токарный станок был для этого неудобен. Начав работу по его усовершенствованию, Модсли в 1794 году снабдил его крестовым суппортом.
Нижняя часть суппорта (салазки) устанавливались на одной раме с задней бабкой станка и могла скользить вдоль ее направляющей. В любом ее месте суппорт мог быть прочно закреплен при помощи винта. На нижних салазках находились верхние, устроенные подобным же образом. С помощью них резец, закрепленный винтом в прорези на конце стального бруска, мог перемещаться в поперечном направлении.
Движение суппорта в продольном и поперечном направлениях происходило с помощью двух ходовых винтов. Подвинув резец с помощью суппорта вплотную к заготовке, жестко установив его на поперечных салазках, а затем перемещая вдоль обрабатываемой поверхности, можно было с большой точностью срезать лишний металл. При этом суппорт выполнял функцию руки рабочего, удерживающего резец. В описываемой конструкции, собственно, не было еще ничего нового, но она была необходимым шагом к дальнейшим усовершенствованиям.
Уйдя вскоре после своего изобретения от Брамы, Модсли основал собственную мастерскую и в 1798 году создал более совершенный токарный станок. Этот станок стал важной вехой в развитии станкостроения, так как он впервые позволил автоматически производить нарезку винтов любой длины и любого шага.
Слабым местом прежнего токарного станка было то, что на нем можно было нарезать только короткие винты. Иначе и быть не могло ведь там не было суппорта, рука рабочего должна была оставаться неподвижной, а двигалась сама заготовка вместе с шпинделем. В станке Модсли заготовка оставалась неподвижной, а двигался суппорт с закрепленным в нем резцом.
Для того чтобы заставить суппорт перемещаться на нижних салазках вдоль станка, Модсли соединил с помощью двух зубчатых колес шпиндель передней бабки с ходовым винтом суппорта. Вращающийся винт вкручивался в гайку, которая тянула за собой салазки суппорта и заставляла их скользить вдоль станины. Поскольку ходовой винт вращался с той же скоростью, что и шпиндель, то на заготовке нарезалась резьба с тем же шагом, что была на этом винте. Для нарезки винтов с различным шагом при станке имелся запас ходовых винтов.
Автоматическое нарезание винта на станке происходило следующим образом. Заготовку зажимали и обтачивали до нужных размеров, не включая механической подачи суппорта. После этого соединяли ходовой винт со шпинделем, и винтовая нарезка осуществлялась за несколько проходов резца. Обратный отход суппорта каждый делался вручную после отключения самоходной подачи. Таким образом, ходовой винт и суппорт полностью заменяли руку рабочего. Мало того, они позволяли нарезать резьбу гораздо точнее и быстрее, чем на прежних станках.
В 1800 году Модсли внес замечательное усовершенствование в свой станок – взамен набора сменных ходовых винтов он применил набор сменных зубчатых колес, которые соединяли шпиндель и ходовой винт (их было 28 с числом зубьев от 15 до 50).
На своем станке Модсли выполнял нарезку резьб с такой изумительной точностью и аккуратностью, что это казалось современникам почти чудом. Он, в частности, нарезал регулировочные винт и гайку для астрономического прибора, который в течение долгого времени считался непревзойденным шедевром точности. Винт имел пять футов длины и два дюйма в диаметре с 50-ю витками на каждый дюйм. Резьба была такой мелкой, что ее невозможно было рассмотреть невооруженным глазом. В скором времени усовершенствованный Модсли станок получил повсеместное распространение и послужил образцом для многих других металлорежущих станков. В 1817 году был создан строгальный станок с суппортом, позволивший быстро обрабатывать плоские поверхности. В 1818 году Уитни придумал фрезерный станок. В 1839 году появился карусельный станок и т.д.
Нартов Андрей Константинович (1683 – 1756)

Деятель времени Петра Великого. Русский механик и изобретатель. Учился в Школе математических и навигацких наук в Москве. Около 1718 года был послан царем за границу для усовершенствования в токарном искусстве и “приобретения знаний в механике и математике”. По указанию Петра I, Нартов вскоре был переведен в Петербург и назначен личным токарем царя в дворцовой токарной мастерской.
Работая здесь в 1712-1725, Нартов изобрел и построил ряд совершенных и оригинальных по кинематической схеме токарных станков (в том числе копировальных), часть которых была снабжена механическими суппортами. С появлением суппорта решалась задача изготовления частей машин строго определенной геометрической формы, задача производства машин машинами.
В 1726-1727 и в 1733 Нартов работал при Московском монетном дворе, где создал оригинальные монетные станки. В том же 1733 году Нартов создал механизм для подъема “Царь колокола”. После смерти Петра, Нартову было поручено сделать “триумфальный столп” в честь императора, с изображением всех его “баталий”.
Когда в Академию Наук были сданы все токарные принадлежности и предметы Петра, а также и “триумфальный столп”, то, по настоянию начальника академии, барона Корфа, считавшего Нартова единственным человеком, способным окончить “столп”, он был переведен в академию “к токарным станкам”, для заведывания учениками токарного и механического дела и слесарями. Петровская токарня, превращенная Нартовым в академические мастерские, послужила базой для последующих работ М. В. Ломоносова, а затем И. П. Кулибина (особенно в области приборостроения).
В 1742 году Нартов принес Сенату жалобу на советника академии Шумахера, с которым у него происходили пререкания по денежному вопросу, а затем добился назначения следствия над Шумахером, на место которого был определен сам Нартов. В этой должности он пробыл только 1,5 года, потому что оказался “ничего кроме токарного художества незнающим и самовластным”; он велел запечатать архив академической канцелярии, грубо обращался с академиками, и наконец, довел дело до того, что Ломоносов и другие члены стали просить возвращения Шумахера, который вновь вступил в управление академией в 1744 году, а Нартов сосредоточил свою деятельность “на пушечно-артиллерийском деле”.
1738-1756, работая в Артиллерийском ведомстве, Нартов создал станки для сверления канала и обточки цапф пушек, оригинальные запалы, оптический прицел; предложил новые способы отливки пушек и заделки раковин в канале орудия. В 1741 Нартов изобрел скорострельную батарею из 44 трехфунтовых мортирок. В этой батарее впервые в истории артиллерии был применен винтовой подъемный механизм, который позволял придавать мортиркам желаемый угол возвышения.
В обнаруженной рукописи Нартова “Ясное зрелище махин” описывается более 20 токарных, токарно-копировальных, токарно-винторезных станков различных конструкций. Выполненные Нартовым чертежи и технические описания свидетельствуют о его больших инженерных познаниях. Он издал также: “Достопамятные повествования и речи Петра Великого” и “Театрум махинарум”.
Генри Модсли (Maudslay Henry 1771-1831)

Английский механик и промышленник. Создал токарно-винторезный станок с механизированным суппортом (1797), механизировал производство винтов, гаек и др. Ранние годы провел в Вулвиче под Лондоном.
В 12 лет стал работать набивальщиком патронов в Вулвичском арсенале, а в 18 лет он лучший кузнец арсенала и слесарь-механик, в мастерской Дж. Брама – лучшей мастерской Лондона. Позже открыл собственную мастерскую, потом завод в Ламбете.
Другие статьи по теме:
Токарно-винторезный станок – применение и преимущества, конструкция, возможности, классификация.
Токарно-винторезный станок – это режущее оборудование для обработки заготовок точением. Обработка производится путем одновременного вращения заготовки и рабочего движения резца – по направлению к оси детали вдоль неё.
Данный тип станков является универсальным металлорежущим оборудованием и повсеместно применяется для изготовления или восстановления деталей из стали и других материалов. В зависимости от параметров, токарно-винторезные станки могут использоваться и в домашних мастерских, и на крупных промышленных предприятиях для серийного производства деталей.
Особенности конструкции
Токарно-винторезный станок состоит из унифицированных узлов и механизмов обеспечивающие фиксацию и вращение заготовки, а также рабочее движение резца. Основные узлы и детали оборудования:
- станина;
- суппорт станка;
- коробка регулировка скорости;
- передняя бабка;
- задняя бабка;
- шпиндель;
- двигатель;
- тумбы оборудования;
- гитары шестерен;
- коробка выбора и смены подач;
- фартук;
- ходовой валик;
- ходовой винт.
Следует отметить, что основные узлы токарно-винторезных станков различных производителей имеют одинаковую схему расположения и сходные наименования. Во многих случаях они идентичны и взаимозаменяемые.
Возможности и технологии
Токарно-винторезный станок предназначен для выполнения ряда операций:
- Обточка и расточка цилиндрических и конических поверхностей.
- Расточка фасонных поверхностей.
- Сверление и развертка отверстий.
- Зенкерование отверстий.
- Подрезка и обработка торцов.
- Отрезание заготовки.
- Нарезание резьбы.

Кратко остановимся на основных технологиях обработки. При обточке наружных цилиндрических поверхностей используется проходной резец. Припуск по длине заготовки составляет от 7 до 12 мм для отрезания и обработки торцов. При торцевании используются несколько типов инструмента – подрезные, упорные и прямые проходные резцы.
На токарно-винторезном станке можно прорезать канавки требуемой глубины. Для этого необходима минимальная скорость вращения шпинделя и специальный резец. Аналогично производится и отрезание детали от заготовки. Отрезной резец вырезает канавку до диаметра 2-2,5 мм, и деталь отламывается под собственным весом.
Классификация токарно-винторезных станков
Данный тип станков выпускается в различных модификациях и классифицируется по следующим основным параметрам:
- Масса станка.
- Наибольшая длина заготовки, которую можно установить на станок.
- Наибольший диаметр детали.
Максимальная длина обрабатываемой заготовки зависит от расстояния между центрами. Наибольший допустимый диаметр заготовки современного оборудования находится в пределах от 100 мм до 4 метров. При этом максимальные длины и диаметры заготовок могут не совпадать в различных моделях станков. Например, при одном и том же допустимом диаметре длины могут быть различными.
В зависимости от массы существуют следующие категории токарно-винторезных станков:
- Легкие массой до 500 кг. Предназначены для обработки заготовок диаметром до 200 мм. В эту категорию входят настольные модели используемые в быту и небольших мастерских.
- Средние массой 4 тонн. Максимальный диаметр 250-500 мм.
- Крупные – масса до 15 тонн, наибольший диаметр 600-1250 мм.
- Тяжелые – масса до 40 тонн и более, максимальный диаметр заготовки от 1600 мм до 4 метров.
Преимущества и сфера применения
Область использования токарно-винторезного станка зависит от его параметров – массы, максимального диаметра и длины заготовки. Так, легкие станки применяются на часовых заводах, на опытно-экспериментальных участках, в бытовых мастерских, при производстве приборов и на других объектах.
Станки крупной и тяжелой группы применяются в энергетике и машиностроении. Они используются для изготовления и ремонта деталей крупных механизмов – турбин, колесных пар и других узлов железнодорожного транспорта, тяжелого прокатного оборудования и т. д.
Наибольшее применение получили станки средней группы. Они используются для производства крепежа и других деталей для машиностроения, строительства, приборостроения и других сфер деятельности, их возможности позволяют производить широкий спектр получистовых и чистовых операций, в том числе и нарезку резьб.
Основными преимуществами токарно-винторезного станка являются:
- Широкий диапазон подачи резца.
- Большой выбор частот вращения шпинделя.
- Высокая мощность двигателя.
- Жесткость конструкции.
- Универсальность обработки, доступность широкого спектра металлорежущих операций.
- Возможность расширения функциональных возможностей при установке дополнительных механизмов и приспособлений, в том числе автоматизация с помощью системы ЧПУ.
Оснащение системой числового-програмного управления позволяет эффективно использовать станок для выпуска серийной продукции, производить быструю переналадку при переходе на другую номенклатуру деталей.
классификация, конструкция и обзор моделей
С 18-ого века вместо ручного труда начали использовать специальные машины. Сначала конструкции были паровыми, потом перешли на использование электрической энергии, исключения не было и для токарных станков СССР. Они стали одним из важнейших изобретений, облегчающих современную жизнь.
Область применения токарных станков
Цель создание оборудования – обработка разных деталей, на металлической и деревянной основе. Для этого выполняются различные операции:
- Резание.
- Точение.
Токарные резцы могут похвастаться самым широким функционалом при наличии необходимых инструментов и оборудования:
- Сверление.
- Подрезка, обработка торцов.
- Нарезание резьбы.
- Обработка внутренней поверхности.
- Вытачивание канавок, конусов и других подобных форм.
- Растачивание, обтачивание поверхностей в виде конусов, цилиндров, гладкого фасонного типа.

Машины могут использоваться как на крупносерийном, так и на мелкосерийном производстве. Каждый владелец сам выбирает вариант, который ему подходит. Выбор моделей был широким с самого начала.
История токарного станка в Советском Союзе
Различные машины для поднятия экономики страны и производства использовались Советским Союзом в разное время:
- Пятилетки.
- Великая Отечественная Война.
- После завершения конфликтов.
Создание оружия и транспорта – сферы, актуальность станков для которых сохранялась тогда. Высокого качества придерживались при производстве изначально, чтобы техника не изнашивалась быстро, служила максимально долго.
Типы и виды советских токарных станков
Классификацией, разработанной, пока действовал Советский Союз, пользуются до настоящего времени. Следующие виды металлорежущего оборудования основные:
- Специальные.
- Автоматические, обычные машины специализированного назначения.
- С несколькими резцами, для выполнения полировки.
- Лобовые, винторезные.
- Карусельной разновидности.
- Отрезной группы.
- Револьверные.
- Полуавтомат, автомат с несколькими шпинделями.
- Автомат и полуавтомат с одним шпинделем по металлу.
То, с какой точностью выполняется работа, позволяет отнести станки к одному из таких классов:
- П – повышенная.
- А – особо высокая.
- Н – нормальная.
- В – высокая.
- С – особая.
Информация относительно следующих характеристик заносится в маркировку агрегата:
- Установки имеют определённые размеры, содержащиеся в третьей и четвёртой цифре. Здесь имеют в виду высоту, на которой расположены центры.
- Вторая говорит, какой класс представляет тот или иной агрегат.
- Первой единицей говорят, что оборудование – токарное.

Конструкция токарного станка и фото его отдельных частей
В конструкции этого вида оборудования всегда присутствуют следующие компоненты:
- Электрическая часть. Речь о приводных электрических двигателях. Мощность различается от модели к модели. В группу входят и элементы, отвечающие за управление теми или иными частями станка. Главное – чтобы эти детали отвечали требованиям по безопасности.
- Коробка подач. При наличии такого конструктивного элемента станочный суппорт принимает энергию движения. Ходовые винты и валики выступают источниками этой энергии.
- Суппорт. Крепит режущие элементы конструкции. Обеспечивает подачу приспособлений, поперечную и продольную. Конструкция обязательно дополняется так называемой нижней кареткой, или несколькими. Держатели для токарных инструментов закрепляются на других каретках, вверху.
- Шпиндельная бабка, вмещающая сам шпиндель. Во внутренней части находится коробка скоростей. Станки по дереву тоже не лишены этой части.
- Фартук. Способствует тому, что движение валика преобразуется в перемещение суппорта. Ходовой винт тоже может участвовать в этом процессе.
- Станина. Относится к несущим элементам у токарных агрегатов. На нём монтируют другие элементы станка.

Опорой для остальных элементов служат две специальные тумбы в комплекте. Для оборудования у них несущая функция. Благодаря этой части оператор способен выбрать максимальную высоту заготовки, которая удобнее всего. Тумбы известны массивной конструкцией.
Краткое описание самых распространённых моделей советских токарных станков
Функции в широком наборе прилагались к станкам с самого первого выпуска. Достаточно рассмотреть наиболее популярные марки, чтобы в этом убедиться.
Токарный школьный станок ТВ-4
Создан для обучения основам токарного дела, студентов и школьников разного возраста. Открывает доступ к рабочим операциям в большом количестве, среди которых:
- Резьба с многозаходными показателями.
- Резьбы разных форм, шагов: снаружи и внутри, дюймовая, трапецеидальная, упорная.
- Расточные работы для поверхностей в форме конусов, цилиндров.
- Проведение зенкерования.
- Расточка отверстий.
- Рассверливание.

Заготовки вращаются внутри центров и патронов – это главное движение, характерное для заготовок. От коробок передач энергию получает шпиндель. Сама подача – второстепенный фактор, как и её движение. Благодаря этому даже старый режущий инструмент и деталь подводятся друг к другу.
Способен обрабатывать детали с диаметром от 125 до 200 мм.
0,6 кВт – установка снабжается электродвигателями с такой средней мощностью.
Токарный станок по металлу Школьник ТВ-7
Оборудование с учебным назначением. Создан для обучения, выполнения следующих операций:
- Зенкование.
- Развёртывание.
- Обработка с помощью сверла.
- Нарезание метрической резьбы.
- Обработка торцов с разными параметрами.
- Точение, расточка деталей.
Ремень переходит к другой шкивной паре, если скорость снижена. Главный регулятор – рукоятке на правой тумбе у устройства. Итог – поддержка до четырёх скоростей.

Две пары шестерёнок располагаются внутри коробки скоростей. Рукоятка позволяет вручную настроить агрегат. Переключение муфты увеличивает количество доступных скоростей движения до 8 единиц. Переднюю бабку не дополняют рукоятками, упрощающими регулировку нужных оборотных чисел у шпинделя.
Компоненты электросхемы находятся в правой тумбе. Суппорт с задней бабкой ставят на направляющих станины. Дополнительно присутствуют защитные элементы, чтобы операторы не могли повредиться от стружки.
Размеры заготовки находятся в пределах от 100 до 300 мм.
Школьный токарный станок по металлу ТВ6
Применяя этот вид оборудования, операторы получают доступ к следующим операциям:
- Частично заготовка отрезается.
- Конические, цилиндрические поверхности растачиваются, протачиваются.
- Резьба с метрикой.
- Торцевая корректировка.
- Сверление отверстий.

Станок отличается исходными характеристиками, не допускающими обработку стали с закалённой поверхностью. Приспособление отличается следующими параметрами:
- 350-миллиметровое расстояние между центрами.
- Шпиндель при вращении сохраняет 130-170 оборотов в минуту.
- 108 мм – на такой высоте находятся части по центру.
- 300 миллиметров – длина обтачиваемой поверхности.
- 12 миллиметров – максимум диаметра для обрабатываемой заготовки.
300-киллограммовый вес отличает станок, даже если комплектация минимальна.
Настольный токарный станок по металлу ТВ-16
Оборудование, обрабатывающее металлические детали, отличается небольшими габаритами. Для выполнения элементарных операций, входящих в токарные работы:
- Проделка отверстий.
- Резьба с разными характеристиками.
- Средняя сложность операций.
- Проведение растачивания, точения.

160 мм – максимум ограничений для размера заготовок в обработке, если они над станиной. 90 миллиметрам тот же размер равен для расположения над суппортом. 250 мм – максимальное ограничение по длине в центральной части. Сквозное шпиндельное отверстие имеет увеличенную ширину, если сравнить с моделью ТВ-4 – она составит 18 мм.
Станина литая, выполнена из чугуна. Дополняется тремя продольными пазами, выполняющими функцию направляющих. Стандартные показатели мощности находятся в пределах 0,4-0,5 квт. 1400 оборотов в минуту – показатель для скорости вращения, которая определяет, насколько фрезерный станок будет эффективен.
Если грамотно подобрать распорные втулки – то можно избежать появления различных зазоров. Натяжение ремней у клинноременной передачи должно быть правильным, иначе результата добиться не получится.
Правила техники безопасности при работе на токарном станке
Положения правил безопасности сводится к следующему:
- Соответствие исходным техническим заданиям обязательно при выполнении работ. Для этого предварительно получают чертёж у мастера. Либо другой вид описания технологического процесса, связанного с обработкой.
- Перед тем, как начать работу, обязательно провести технический осмотр. Это нужно, чтобы вовремя обнаруживать, устранять отдельные технические неисправности. При необходимости вызывают техника.
- Специальную одежду застёгивают на все пуговицы.
К работе нельзя приступать, если производится какая-либо наладка оборудования, другие виды обслуживания. Запрещается использовать станки, центры у которых сильно износились. То же самое касается любых инструментов, зажимных материалов – от них стоит отказаться при малейшем признаке неисправности.
Если поломка связана с электрической частью – мастерам запрещают устранять её самостоятельно.
Заключение
Токарные станки были и остаются важной частью современного производственного процесса. Без них невозможно добиться точности, когда обрабатывают детали различной конфигурации. Главное – чтобы оператор заранее ознакомился с конструктивными особенностями станка, получил все разрешающие документы. И даже после этого время от времени надо проводить проверки для оборудования. Иначе не получится провести работу в короткие сроки с максимальным результатом. Из-за этого пострадает всё готовое изделие.
Виды токарных станков. Референция в Санкт Петербурге
Оглавление:Данная статья больше не поддерживается в актуальном состоянии. Новая статья 2020го года – по ссылке
Большую часть станочного парка составляют металлообрабатывающие токарные станки. Между собой они отличаются назначением, компоновкой, степенью автоматизации. Предназначены токарные станки для обработки внешних и внутренних поверхностей деталей различной формы, сверления отверстий и их обработки.
Токарные станки с ЧПУ могут дополняться устройствами для фрезерования, шлифования. По устройству шпинделя станки делятся на оборудование с вертикальной и горизонтальной компоновкой. Главные параметры токарных станков — максимальные диаметр заготовки и расстояние между центрами.
Также предлагаем широкий ассортимент режущего инструмента, предлагаемого в продажу в компании СтанкоМашКомплекс, можно ознакомится по ссылке.
Токарно-винторезные станки
Самая распространенная токарная группа станков предназначена для единичного и серийного выпуска продукции. На станках производятся все виды токарных работ. Нарезание всех видов резьбы выполняется специальными инструментами (метчиками, плашками, резцами).

Основными элементами токарно-винторезного станка являются: станина, передняя бабка с коробкой скоростей и вращающимся патроном, задняя бабка для закрепления обрабатывающего инструмента или поддерживания длинных заготовок, суппорт для зажима резцов, кинематика, обеспечивающая перемещение.
Установка заготовок возможна в патроне, патроне и удерживающем центре задней бабки, на оправке, в двух центрах. При зажиме в патроне, максимальный рекомендованный вылет заготовки составляет два-три диаметра. При большей длине выступающей части применяют задний центр. Обработка длинных валов, для обеспечения соосности нескольких сопрягаемых поверхностей, производится между двумя центрами. Оправки служат для обработки заготовки с предварительно выполненными центровыми отверстиями.
Недостатки: основным недостатком является зависимость от квалификации токаря, сложно обеспечивать выполнение серийности деталей
Токарно-револьверные станки
Служат для серийного производства деталей из штучных заготовок или пруткового материала. На направляющих станины установлен суппорт, на который устанавливается револьверная головка, предназначенная для установки режущего инструмента В зависимости от технологической карты обработки конкретной детали, инструменты расположены в определенной последовательности.

Револьверные головки могут быть с вертикальной или горизонтальной осью вращения. Револьверные головки с вертикальной осью вращения, как правило, обладают более высокой жесткостью. Револьверные головки с горизонтальной осью могут обладать более высокой скоростью смены инструмента и большим количеством позиций.
Токарно-револьверные станки с ЧПУ могут иметь две револьверные головки, способны вести обработку по четырем координатам. В револьверных головках, расположенные на верхнем и нижнем суппортах, может быть установлено большее количество инструментов для изготовления деталей сложной формы.
Обработка заготовок, ведущаяся по замкнутому циклу, полностью автоматизирована. Система ЧПУ, обрабатывая данные датчиков, вносит коррективы в технологический процесс, тем самым повышая точность изготовления деталей.
На текущий момент практически полностью заменены токарными автоматами или токарными станками с ЧПУ
Токарные станки с ЧПУ
Современные высокопроизводительные станки, постепенно вытесняют универсальные токарные станки. Упрощенная кинематика, высокоточные перемещения, возможность многоинструментальной обработки. Закрытая зона резания предотвращает разброс стружки и разбрызгивание СОЖ. Возможность установки гидравлического патрона повышает производительность. См ТС1625Ф3, ТС16К20Ф3
Опции противошпиндель, приводной инструмент, ось Y и прочее превращают станки в токарные обрабатывающие центры. Чаще всего выполнены в виде станков с наклонной станиной. См ТС1720Ф3, ТС1720Ф4
Токарно-карусельные станки
Такие станки обрабатывают детали весом в несколько тонн, имеющие большой диаметр при малой высоте. Горизонтально расположенный рабочий стол (планшайба) существенно облегчает загрузку и центрирование тяжелых заготовок.
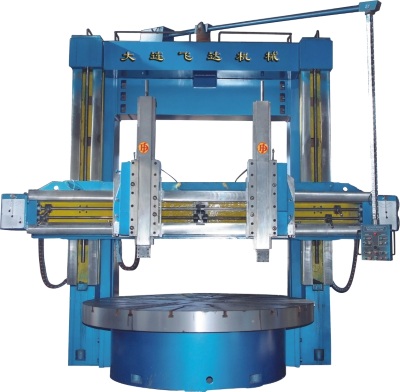
На карусельных станках обработка цилиндрических и конических поверхностей (наружных и внутренних) проводится резцом. Установленная револьверная головка с инструментами позволяет высверливать и обрабатывать отверстия, нарезать резьбу.
Главным движением станка является вращение планшайбы. Два суппорта: вертикальный и боковой — осуществляют движения подачи инструментов. Основными характеристиками данных станков являются размеры обрабатываемых заготовок: диаметр и высота.
Токарно-карусельные станки изготавливаются промышленностью с одной или двумя стойками. На одностоечных обрабатывают детали до 2500 мм: выполняется обработка поверхностей, сверление, развертка и зенкование отверстий; прорезают канавки, обрабатывают торцы.
Установка системы ЧПУ позволяет вести обработку деталей, имеющих сложный, криволинейный профиль. Основные механизмы станков с ЧПУ имеют сходство со станками, имеющими ручное управление. Обычно с применением системы ЧПУ, цифровых приводов подач и многопозиционной резцедержки и защиты кабинетного типа станок переименовывается в вертикальный токарный станок
Лоботокарные станки
Для обработки заготовок, диаметр которых намного превышает их высоту (шкивы, железнодорожные колеса, маховики) используются лоботокарные станки. Поверхность обработки может быть как цилиндрической, так и конической. Есть возможность протачивать канавки, обрабатывать торцы.

Планшайба, диаметром до 4 метров, расположена вертикально, задняя бабка отсутствует. Станки для обработки особо крупных деталей состоят из двух частей, расположенных на разных основаниях: суппорт расположен обособленно. Планшайба у них имеет специальную выемку для закрепления заготовок с размерами, превышающими ее диаметр.
Токарно-затыловочные станки
Затылование — это специальный метод заточки задних поверхностей обрабатывающих инструментов: различного рода фрез, инструментов для сверления и нарезания резьбы. Такая операция проводится для сохранения формы инструмента при длительной эксплуатации.

По конструкции затыловочный станок похож на винторезный станок, но имеет свои особенности. Обрабатываемый инструмент вращается шпинделем. Режущий инструмент вместе с суппортом совершает линейные возвратно-поступательные движения в радиальном направлении, при этом проходит (затылует) обрабатываемый инструмент на один зуб.
Токарные автоматы и полуавтоматы
Современные токарные станки осуществляют обработку в автоматическом и полуавтоматическом режимах. В станках-полуавтоматах загрузка заготовок и снятие готовых изделий производится оператором.

Станки выпускаются с вертикально и горизонтально вращающимся шпинделем. Станки с вертикально расположенным шпинделем, благодаря отсутствию изгибающих сил на ось вращения шпинделя, обладают значительно большей точностью обработки.
Различают одношпиндельные и многошпиндельный автоматы. Современные многошпиндельные автоматы успешно выпускаются с ЧПУ и сервоприводами.дата внесения изменений 29.04.2016
Универсальные токарно-винторезные станки: устройство
Наиболее распространенным типом металлообрабатывающего оборудования можно назвать токарно-винторезные станки. Они могут использоваться для проведения точения и многих других операций. Универсальный токарно-винторезный станок имеет определенные конструктивные особенности, о которых поговорим далее подробно.
 Универсальный токарно-винторезный станок
Универсальный токарно-винторезный станокОсновные конструктивные элементы
Принципиальные схемы токарного винторезного станка не существенно отличаются друг от друга. Практические все модели, входящие в эту группу, могут использоваться для проведения следующих операций:
- Развертывания отверстий.
- Выполнения операций по обтачиванию и растачиванию поверхностей. Токарно-винторезный станок имеет устройство, которое позволяет изменять как наружную, так и внутреннюю цилиндрическую поверхность. При этом тело вращения может быть коническим или фасонным.
- Рассматривая токарно-винторезные станки и их назначение следует уделить внимание возможности подрезки и обработки торцевых поверхностей.
- При установке соответствующей оснастки и режущего инструмента можно выполнять операции, связанные со сверлением и зенкированием.
- Многие токарно-винторезные станки имеют технические характеристики, позволяющие проводить нарезание резьбы на самых различных поверхностях.

Основные узлы токарно-винторезного станка
Токарно-винторезный станок может иметь описание с указанием того, для решения каких задач может проводится установка данного оборудования. Несмотря на отношение к одной группе, токарно-винторезные станки по металлу могут иметь различную конструкцию. Практически все модели имеют следующие конструктивные элементы:
- Передние и задние бабки, в которых помещают основные системы: коробку скоростей, подач и электроснабжения.
- Суппорт, предназначающийся для крепления режущего инструмента.
- Детали токарного-винторезного станка образуют систему передачи вращения от электрического двигателя, которую называют коробкой скоростей.
- Шпиндель. Кинематическая схема токарно-винторезного станка передает вращение шпинделю, в котором крепиться заготовка.
- Несущая станина. Для того чтобы все узлы могли точно позиционироваться относительно друг друга, они крепятся жестко или подвижно, на станине. Данный элемент конструкции также предназначается для гашения вибрационной и иной нагрузки.
- Токарно-винторезный станок имеет область применения в сфере нарезания резьбы, предусматривает наличие сменных гитарных шестерен. Путем подбора сменных колес проводится настраивание наиболее подходящего режима резания.
- Электрический блок для управления оборудованием.
- Фартук. Эта конструкция позволяет защитить зону резания, предотвратить разброс стружки и СОЖ. Кроме этого фартук может иметь и дополнительную оснастку.
Рассматривая основные узлы токарно-винторезного станка следует учитывать, что он отличается наличием ходового винта, а также возможностью проведения операции нарезания резьбы.
Модели токарно-винторезных станков могут быть предназначены для проведения самых различных технологических процессов, но зачастую имеют схожую компоновку. При этом разница заключается в качестве сборки и размерах основных силовых агрегатов.
Типовой блок управления
Рассматривая современный универсальный токарно-винторезный станок следует уделить внимание блоку управления. Для указания основных параметров обработки устанавливаются рычаги и рукоятки, кнопки и другие блоки управления. К основным особенностям отнесем следующие моменты:
- Как правило, устанавливается рукоятка для указания количества оборотов. Универсальный токарно-винторезный современный станок может изменять данный показатель, который выбирают в зависимости от требуемых режимов резания.
- Токарно-винторезный станок имеет устройство, позволяющее образовывать резьбовую поверхность. Ее параметры устанавливаются при помощи специального блока управления. Не стоит забывать о том, что некоторые параметры можно задать исключительно путем установки требующихся сменных колес.
- Есть и рукоятки, которые позволяют управлять суппортом. Токарно-винторезные станки имеют основные узлы, которые позволяют обеспечивать механическую подачу для быстрой установки позиции и обработки с неизменяемым показателем скорости перемещения.

Органы управления токарно-винторезных станков на примере модели 16К20
Токарно-винторезный станок с ЧПУ имеет более сложную компоновку. Это связано с тем, что подобное оборудование может работать без вмешательства оператора на промежуточных этапах.
Классификация
Токарно-винторезные станки имеют классификацию, которая позволяет определить основные параметры. Многие токарно-винторезные станки имеют чертежи, которые позволяют определить сложность конструкции, ее ремонтопригодность и другие параметры. Различные виды токарно-винторезных станков имеют самую разную компоновку. Установленные правила определяют то, что токарно-винторезный станок должен иметь паспорт. Именно в нем указывается вся важная информация об оборудовании.
Основными параметрами, по которым проводится классификация, можно назвать нижеприведенный список:
- Масса конструкции.
- Максимальные размеры устанавливаемой заготовки.
Устанавливаемые детали-токарного винторезного станка могут несколько отличаться, что и отражается на классификации оборудования.

Вариант внешнего вида универсального токарно-винторезного станка
По признаку диаметрального размера заготовки прецизионный токарно-винторезный станок или другого типа делятся на несколько групп. Этот показатель может варьировать в диапазоне от 100 до 4 000 мм. Что касается длины заготовок, то показатель варьируется в достаточно большом диапазоне.
Рассматривая вес конструкции можно выделить то, что прецизионный токарно-винторезный станок относят к следующим группам:
- Тяжелые модели имеют массу до 400 тонн. Токарно-винторезные современные станки повышенной точности с подобным весом устанавливают для обработки заготовок, диаметр которых варьируется в пределе от 1 600 до 4 000 миллиметров. Токарно-винторезный станок высокой точности в этой группе встречается довольно редко.
- Вес до 15 тонн. В этой категории встречаются токарно-винторезные станки моделей, на которых могут обрабатываться заготовки с диаметральным размером от 600 до 1 250 мм.
- Масса до 4 тонн. Токарно-винторезный станок настольного типа также относится к этой группе. Как правило, диаметр поперечного сечения составляет 250-500 мм.
Следует учитывать, что прецизионный токарно-винторезный станок легкой группы устанавливается в домашних условиях, особой подготовки помещения проводить не нужно. Модели токарно-винторезных станков этой группы могут работать и от стандартной домашней сети 220В, для чего на новом оборудовании устанавливаются современные электрические двигатели.
Еще одним важным параметром классификации можно назвать производительность. Различные модели токарно-винторезных станков могут применяться в различных условиях производительности. По данному критерию выделяют:
- Для штучного или мелкосерийного производства. Токарно-винторезный станки в паспорте имеют информацию, касающуюся производительности. Область применения по данному признаку учитывается при наладке производства по выпуску штучных партий.
- Для среднесерийного и массового производства. Современный прецизионный токарно-винторезный станок этой группы устанавливается на различных заводах и производственных линиях в случае, когда нужно получить большую партию деталей за короткий срок.
- Крупносерийное производство, установка на конвейерных линиях. Станки по металлу с ЧПУ или станок по металлу с УЦИ этой группы могут обеспечивать бесперебойное производство. Довольно часто кинематическая схема токарно-винторезного станка высокой производительности имеет возможность быстрой настройки под заданные параметры. Также в эту группу можно включить модели с ЧПУ.
Общий вид токарно-винторезного станкаКонструкция некоторых винторезных станков имеет устройство с УЦИ.
Проведенная классификация позволяет подобрать наиболее подходящую модель под определенные условия работы. Так есть виды, подходящие для установки в заводах машиностроительной отрасли, другие в большей степени подходят для изготовления деталей, которые используются при изготовлении бытовых приборов. Многие варианты исполнения с УЦИ и ЧПУ появилось относительно недавно.
Какие могут проводится операции?
Крупногабаритный или настольный токарно-винторезный станок устанавливается для образования деталей типа вал или фланец. Режущим инструментом выступает проходной резец, который подбирается под условия резания.
Кроме этого есть и подрезные резцы, которые можно использовать для обработки торцевых поверхностей. Образование канавок проводится при установке резцов упорного типа. Различные типы резцов применяются для проведения определенных операций. При этом уделяется внимание форме, а также виду используемого материала при изготовлении. Прецизионный токарно-винторезный станок также позволяет проводить основные виды работ.
Некоторые виды данного оборудования могут применяться и для выполнения сверлильных операций. Но стоит учитывать, что в данном случае сверло расположено вдоль оси заготовки. Принцип действия данной схемы сверления следующий: инструмент крепиться в специальной оснастке на задней бабке, находится в неподвижном состоянии, а вращение получает сама заготовка. Задняя бабка может перемещаться в продольном направлении для осуществления подачи.
Технические характеристики
При выборе наиболее подходящей модели всегда рассматриваются технические характеристики. Они определяют особенности работы и возможность применения в той или ной ситуации.
Основные технические характеристики заносятся в описание. К ним можно отнести:
- Количество оборотов: минимальный и максимальный показатель. Основные технические характеристики определяют возможность обработки по заданным параметрам. Создавая чертеж технолог указывает то, при какой скорости вращения должно проходить резание.
- Класс точности. В чертеж заносятся данные о том, с какой точностью должна проводится обработка. В ГОСТ установлены нормы определения класса точности, по которым маркируется оборудование.
- Для того чтобы можно было регулировать показатель скорости вращения шпинделя устанавливается коробка передач. Установленные стандарты ГОСТ требуют указания в паспорте число передач.
- Деталь может иметь самые различные размеры, что определяет возможность установки.
- Вес и габаритные размеры.
- Величина подачи и максимального перемещения по оси.
Все технические характеристики можно узнать их паспортных данных и другой документации.

Общий вид токарно-винторезного станка
Особенности УЦИ
Рассматривая прецизионный токарно-винторезный станок следует отметить его применимость в самых различных сферах.
Довольно большое распространение получили варианты исполнения с УЦИ. Данные виды токарного оборудования имеет высокую точность работы благодаря отображению осей основных органов на индикационном дисплее. Существует довольно большое количество моделей с УЦИ, каждая обладает своими особенностями. Прецизионный токарно-винторезный станок снабжается узлами, которые свойственны и остальным моделям, относящимся к этой группе. Токарно-винторезный станок с УЦИ обходится дешевле, чем токарно-винторезный станок с ЧПУ, что определяет рентабельность их установки в определенных случаях.
Для чего предназначен рассматриваемый блок? Этот цифровой блок позволяет контролировать положение различных элементов конструкции, а также вычислять требуемую информацию, к примеру, расстояние, на которое должен перемещаться суппорт или другой элемент. Производство подобных блоков началось относительно недавно, назначение некоторых моделей расширяется за счет их оборудования данным блоком управления.
Варианты с ЧПУ

Токарно-винторезный станок с ЧПУ
Современным подходом можно назвать установку оборудования с числовым программным управлением. Электрическая схема с принципиальной измененной конструкцией основных узлов позволяет добиться высокой точности обработки. К особенностям электросхемы и всей конструкции данного типа можно отнести нижеприведенные моменты:
- Токарно-винторезный станок ЧПУ производится в соответствии с ГОСТ: класс точности и другие параметры также указываются в паспорте. В ГОСТ установлены и другие стандарты, которые стоит учитывать при выборе оборудования.
- Все подвижные органы работают от мини блока управления. Это определяет то, что токарно-винторезный станок имеет сложную электрическую схему.
- Многие модели мини, могут устанавливаться в домашних условиях по причине небольшого веса. При этом подобные токарно-винторезные станки с высокой точностью мини типа могут выдерживать большую нагрузку.
- У конструкции есть блок индикации и ввода основной информации. Государственный стандарт и ГОСТ определяет применение определенных языков программирования, которые применяются для указания пути обработки и основных режимов.
- Настольный токарно-винторезный станок по металлу (мини тип) применяется для высокоточной обработки и получения малогабаритных деталей. Токарно-винторезные станки повышенной точности широко используются при производстве деталей различной электроники и бытовой техники. Мини оборудование имеет высокую точность и небольшую потребительскую мощность, что определяет рентабельность установки.
Многие производители создают токарно-винторезные станки по ГОСТ, но стоит учитывать, что самое современное оборудование производится за границей, где не учитывается данный стандарт.
Мини токарно-винторезный станок обойдется намного дешевле, но у них есть ограничение по размерам заготовки.
В заключение отметим, что рассматривая типы токарно-винторезных станков, следует уделять внимание возможности установки самой различной оснастки. Токарно-винторезные станки по металлу имеют классификацию, которая указывается в маркировке. Каждая цифра и буква обозначают самую различную информацию, применяется маркировка с учетом принятых норм.
Токарные универсальные станки: устройство, принцип работы, виды
Общие сведения
Токарные универсальные станки (рис. 1) предназначены для обработки тел вращения в основном при помощи операций резания или точения.

Рисунок 1. Универсальный токарный станок.
Изначально понятие «универсальный станок» было применено в первой половине 19 века, когда стремительно развивающаяся отрасль станкостроения отошла от привычной на то время модели конструирования узкопрофильных станков. Технологические возможности токарных станков стали стремительно развиваться. Например, обычный винторезный станок, предназначенный для создания резьб различных профилей, был дополнен усовершенствованным суппортом. Это позволило не только нарезать резьбы, но и производить ряд простых токарных операций, таких как точение, торцевание, выполнение проточек и др.
В современном мире понятие «универсальный токарный станок» означает, что данный станок не является узкопрофильным, ориентированным на производство конкретных операций, а способен совершать комплекс токарных и других операций. Объединение в одном станке широкого функционала позволило получить ряд преимуществ перед узкопрофильными:
- уменьшение количества и специфики станков для изготовления детали;
- повышение скорости обработки, связанное с отсутствием необходимости перестановки заготовки на другой станок;
- уменьшение требуемой площади для размещения оборудования;
- снижение энергоемкости металлорежущих операция, что в итоге ведет к снижению конечной стоимости изготавливаемых деталей.
Конструкция и принцип работы
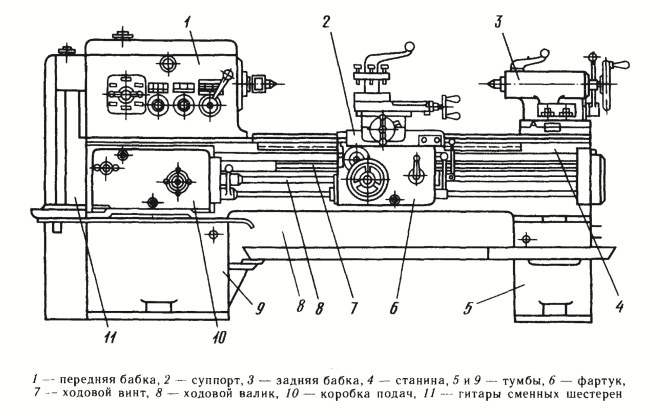
Рассмотрим конструкцию на примере одного из популярных и массовых универсальных токарно-винторезных станков 1К62 (рис. 2). Разработан был этот станок в 1954 Московским станкостроительным заводом в году и до сих пор выпускается с небольшими модификациями. Универсальный станок 1К62 оказался настолько удачным, что по его образу и подобию выпускались аналогичные станки на многих станкостроительных предприятиях. Также похожие конструкции параллельно разрабатывались зарубежными предприятиями независимо от отечественных производителей.

Рисунок 2. Схема универсального токарного станка 1К62.
Основанием станка, на котором закрепляются остальные узлы и элементы, называется станина (4).
В передней части станка располагается так называемая передняя бабка (1) со шпинделем (14) в качестве основного рабочего органа. В передней бабке имеется коробка скоростей (13), которая предназначена для изменения скорости вращения шпинделя.
Коробка передач (10) служат для передачи вращательного движения на суппорт при помощи ходового винта. Работает в непосредственной связке со шпинделем (рис. 3).

Рисунок 3. Шпиндель универсального токарного станка.
Ходовой винт (7) служит для выставления определенной скорости подачи в процессе нарезания резьбы. Ходовой валик (8) предназначен для обработки других поверхностей, не связанных с нарезанием резьбы.
В фартуке (6) происходит преобразование вращения ходового винта (рис.4) или валика в поступательное движение суппорта (2).

Рисунок 4. Примеры ходовых винтов.
В суппорте закрепляется металлорежущий инструмент и производится подача к обрабатываемой детали. Суппорт имеет возможность закрепления в нем одновременно четырех различных резцов, которые можно быстро сменить поворотом каретки (рис. 5). Резцовая каретка на некоторых модификациях имеет несколько степеней свободы, что позволяет выполнять обработку недоступных для стандартных токарных станков поверхностей. Перемещается суппорт на так называемых салазках.

Рисунок 5. Резцовая каретка.
Задняя бабка (3) имеет пиноль (рис. 6) для монтажа приспособления, поддерживающего обрабатываемую деталь, или установки стержневого инструмента (развертки, сверла, зенкера и др.), при помощи которого производится сверление или обработка осевого отверстия в заготовке.

Рисунок 6. Пиноль.
Станина устанавливается на тумбах (5) и (9). Тумбы играют роль подставок и имеют ряд настроек, которые позволяют выставить станок в горизонтальное положение даже на неровной поверхности.
Гитара сменных шестерен (11) в совокупности с коробкой скоростей предназначена для регулировки передаточных чисел и изменения соотношения между скоростью вращения шпинделя и скоростью подачи инструмента.
Блок электроаппаратуры (12) включает в себя электродвигатель, управляющую, контрольную и предохранительную электроаппаратуру.
Классификация и основные параметры
Для универсальных токарных станков есть два основных параметра, которые определяют область применения и основные возможности:
- Наибольший диметр обрабатываемой детали – определяется высотой от оси вращения шпинделя до наивысшей точки станины. Это расстояние умножается на 2 и определяет максимальный диаметр заготовки, которую возможно закрепить в шпинделе.
- Расстояние между крайними точками передней и задней бабок – определяет максимальную длину обрабатываемой детали.
Существует множество дополнительных параметров, которые также важны для универсальных токарных станков:
- максимальная и минимальная скорости вращения шпинделя и шаг градации;
- цена деления шкалы ручной и автоматической подачи;
- количество одновременно закрепляемых резцов в каретке;
- потребляемая мощность;
- габаритные размеры.
Универсальные станки классифицируются по следующим основным признакам.
1. По способу управления:
- с ручным управлением;
- с числовым программным управлением (ЧПУ).
2. По углу расположения оси вращения заготовки:
- горизонтальные;
- вертикальные;
- расположенные под углом.
3. По типу привода основных узлов и механизмов:
- с механическим приводом;
- с гидравлическим приводом;
- с комбинированным приводом.
Сегодня в особую категорию выделены современные универсальные токарные станки с ЧПУ. Здесь уже часто опускают в названии слово «токарные», так как эти станки обладают возможностью полноценного сверления, фрезерования, долбления и др. В то время как по устаревшей общепринятой классификации для каждой из этих операций предназначен отдельный станок. И допускались лишь простейшие операции, отличные от основного назначения, например, сверление или зенкерования осевого отверстия.
До сих пор можно встретить в названии универсального станка с ЧПУ, который способен производить полную обработку детали за один установ с применением сложных фрезерных и сверлильных операций, приставку «токарный». Но это уже не является абсолютно правильным, так как подобные станки полноценно могут выполнять другие металлорежущие операции, которые часто занимают лидирующее место в технологии обработки какой-либо детали.
22.11.2018
Токарный станок по металлу: конструкция, параметры при обработке
Устройство самого современного станка для токарных работ несмотря на многовековую историю развития и сегодня не сильно отличается от своих прародителей. Практически все приспособления по-прежнему основаны на принципе вращения обрабатываемой детали, зажатой в патрон с одной стороны, и заднюю бабку с другой. Такая компоновка применяется и для деревообрабатывающих станков, и для оборудования для обработки металла. При этом, токарный станок по металлу, несмотря на сложность конструкции, вполне реально собрать и в гаражных условиях, ведь, как показывает практика, ничего невозможного нет.
Теория станков и оборудования насчитывает несколько видов устройств для обработки металла которые могут именоваться токарным станком. Самым простым является токарно-винторезный вид устройства, в основе которого лежит принцип вращения обрабатываемой детали вокруг своей оси в горизонтальной плоскости. Обработка детали проводится резцом или другим приспособлением, рабочая часть которого способна передвигаться как вдоль детали, так и перпендикулярно оси вращения. Само устройство токарного станка по металлу имеет ряд элементов, имеющих специальное название, эти названия идентичны для всех конструкций оборудования.

Основные узлы
В состав конструкции входит два вида узлов те, без которых невозможна работа называются основными, те, которые можно опустить при создании или которые могут быть выполнены в виде дополнительного оборудования обычно именуются неосновными.
Станина
Станина самая массивная часть станка. Она выступает в роли несущей рамы, на нее крепится все оборудование. Это, должно быть массивное и прочное сооружение, по весу станина может достигать 70% массы станка. Вместе с тем, все элементы корпуса станины должны быть максимально точно подогнаны друг к другу и иметь жесткую фиксацию. Большая масса способствует уменьшению вибрации при работе, а точность дает возможность повысить качество обработки детали.

Суппорт токарного станка
Один из самых важных и сложных узлов. В промышленных моделях суппорт имеет несколько регулировок, позволяет перемещать резцедержатель как вдоль оси вращения детали, так и перпендикулярно ей. Подача резца может иметь и вертикальное направление. Для токарного станка, изготавливаемого своими руками этот узел обычно конструируют упрощенным – резец передвигается на салазках только горизонтально, поперек оси вращения детали. Поднятие и опускание осуществляется с последующей фиксацией при выключенном двигателе. А перемещение вдоль оси обычно осуществляется по резьбовой шпильке, установленной вдоль станины.
Вместе с тем, у многих умельцев упрощенная конструкция встречается только в первой собранной модели, в дальнейшем суппорт постоянно модернизируется и усовершенствуется. Но главной задачей этого узла остается все-таки надежная фиксация режущего инструмента и плавная его подача в ходе работы.

Передняя и задние бабки
Для того чтобы придать вращательное движение детали используется передняя бабка. Это сложная конструкция имеющая в своем составе узел фиксации детали, вал, на который крепится этот узел и коробку передач, для изменения скорости вращения. В промышленных станках коробка передач обслуживает не только вращающийся патрон с зажатой деталью, в ней имеется привод и для подачи суппорта. В мини станках, изготавливаемых своими руками передняя бабка, представляет собой вал с патроном для фиксации детали, с одной стороны, а с другой на него насажен шкив для ременной передачи. Вся эта конструкция помажена на пару подшипников и надежно зафиксирована на станине.
Задняя бабка представляет собой подвижный узел, в который крепится неподвижный конусный центр для поддержания детали на весу. Важным моментом выступает то, что центр задней и передней бабки находятся на одном уровне как в горизонтальной, так и вертикальной плоскости. Эти соосно расположенные детали позволяют с одной стороны обеспечить вращение детали вокруг одной оси, с другой обеспечить выполнение и других технологических операций токарных работ, например, сверление отверстий или нарезание внутренней резьбы.

Коробка подач
В самодельных станках по металлу коробка передач часто конструируется как отдельный узел. Основная задача коробки передач обеспечить вращение шпинделя станка с заданной скоростью в нужном направлении. Коробка передач как уже упоминалось раньше может иметь привод еще и на суппорт, эта опция особенно важна при нарезке резьбы и получении максимально качественной обработанной поверхности. Конструктивно коробка может быть выполнена:
- В виде нескольких шестеренок на валах;
- В виде шкивов разного диаметра, на которые движение передается при помощи ременной передачи.
Для мини станков самым простым решением является использование двухскоростной электродрели в качестве привода – здесь в одном корпусе сразу совмещены и двигатель, и коробка передач.

Шпиндель
Шпиндель предназначен для надежной фиксации обрабатываемой заготовки. В таком токарном станке эту роль может выполнять:
- Токарный патрон промышленного производства;
- Планшайба;
- Цанговый патрон;
- Патрон от электродрели;
- Другие виды зажимных устройств.

Другие конструктивные элементы
Перечень узлов и элементов, предназначенных для обеспечения работы самодельного токарного станка по металлу может иметь много пунктов, но наиболее важные в нем будут:
- Салазки;
- Пиноль;
- Резцедержатель;
- Фартук.
Салазки
Салазки предназначены для плавного перемещения резцедержателя. Для самодельных мини станков обычно используются только поперечные салазки, по которым при вращении маховика происходит плавное движение резцедержателя перпендикулярно оси вращения шпинделя. Продольное движение осуществляется при помощи суппорта. Такое решение не дает возможности выполнять большое количество операций, поэтому при конструировании станка стоит предусмотреть еще и поперечные для более точной работы. Ну а для станков, претендующих на высокий результат, не помешают устройства для перемещения резца под углом в 45 градусов к оси вращения.
Пиноль
Используется для закрепления заготовки в задней бабке. Эта деталь должна иметь высокую прочность и надежность, поскольку испытывает постоянное трение о металл заготовки.

Резцедержатель
Назначение резцедержателя – фиксация режущего инструмента на салазках суппорта. В процессе работы в этот узел могут фиксироваться и другие типы инструмента, например, накатки и шарошки. Резцедержатель должен обеспечивать, с одной стороны, надежное крепление резца, а с другой, оперативное изменение положение инструмента относительно обрабатываемой поверхности.

Фартук
Назначение этого элемента конструкции – сбор металлической стружки. Он располагается под станиной и при обработке металла стружка падает на фартук, а не на пол.
Электрическое оснащение станка
К электрооборудованию токарно-винторезного станка относится основное оборудование – электродвигатель с пусковыми конденсаторами и блоком защиты. И вспомогательное электрооборудование – лампа освещения и другие элементы, например, вытяжной вентилятор.
Особе внимание в электрооборудовании следует уделить приборам защиты от поражения электрическим током. Здесь прежде всего необходимо установить реле защиты, сделать вывод защитного заземления и обеспечить пульт управления специальной большой кнопкой выключения электропитания. Наличие этих защитных устройств в составе электрооборудования важное требование правил техники безопасности при работе с таким травмоопасным оборудованием.
Процесс изготовления токарного станка по металлу своими руками, как и процесс промышленного производства имеет несколько этапов. Каждый этап по-своему важен, как важна и последовательность этапов при создании конструкции.
Начальный этап – проектирование. Он начинается с разработки концепции компоновки устройства, его технических параметров и создания технической документации.
Этап практического изготовления включает в себя разметку материала, резку, подгонку и создание первоначальной модели. Далее, идет процесс наладки и подгонки узлов и деталей. Так что говорить о конкретных сроках, за которые можно самостоятельно собрать рабочий токарный станок своими руками не стоит.
Проектирование и чертежи настольного токарного станка
Проектирование подобного рода изделий рекомендуется делать на основе тех задач, которые планируется выполнять на это оборудовании. Чаще всего за основу берутся простые, не требующие высокой квалификации и дорогостоящего оборудования виды работ:
- Гладкая черновая и чистовая обработка цилиндрических деталей;
- Точение ступенчатых фасонов заготовок;
- Обработка конусных поверхностей;
- Формирование уступов, канавок с прямыми и наклонными поверхностями;
- Расточка цилиндров и конусов;
- Нарезание различного вида резьбы;
- Обработка кромок отверстий;
- Формирование рифлёной поверхности;
- Отрезание заготовок.

Определяем необходимые размеры
Вторым важным моментом выступает то, каких размеров заготовки будут обрабатываться при помощи этого станка. Для того чтобы заниматься моделированием достаточно небольших размеров, этот вариант мини станка может иметь небольшие размеры, и целиком помещаться на обычном письменном столе.
Для оборудования, которое планируется применять для обработки заготовок диаметром 50 мм и длиной до 500 необходима будет станина минимальной длины в 750 мм. А для работы с заготовками большей длины потребуется еще и отдельное основание. Простой деревянный стол устройство массой 50-70 кг попросту не выдержит.
Создаем необходимую проектную документацию
Увы, без разработки чертежей при постройке станка своими руками не обойтись. В принципе профессионально вычерчивать все узлы и детали смысла нет, а вот сделать технический рисунок, в котором учесть расположение деталей, способ их соединения и крепления все-таки стоит. При разработке отдельно нужно просчитать размеры станины и всех деталей, которые будут собираться из металлопроката. На рисунках нужно отметить точки соединений, места сверления отверстий и способ фиксации отдельных подвижных узлов. В качестве отдельного документа нужно оформить кинетическую схему станка и схему подключения электрооборудования. Кинетическая схема подразумевает то, как будут расположены шестерни или шкивы коробки передач, и как будет осуществляться изменение скорости вращения шпинделя. А электрическая схема даст возможность правильно подключить электрооборудование.

Совет: отличным подспорьем в качестве наглядного пособия по разработке чертежей могут служить старые советские технические журналы для технического творчества.
Именно в них часто публиковались чертежи оборудования для оснащения домашней мастерской.
Выбор электродвигателя для станка
Среди узлов самодельного станка электродвигатель один из немногих элементов который все-таки придется приобретать в уже собранном виде. Для оснащения маломощных мини-станков для моделирования и несложных работ подойдут небольшие электродвигатели мощностью до 500 вт. Более мощные и высокооборотистые типы двигателей можно устанавливать на станки для серьезных гаражных работ. А вот что касается типа мотора, то здесь лучше отдать предпочтение асинхронным видам. Они надежны, неприхотливы к перепадам напряжения и изменению нагрузки при работе.

Двигатель от стиральной машинки
Использование двигателя от стиральной машины в самодельном металлообрабатывающем станке дает несколько преимуществ – эти моторы доступны, имеют большой ресурс, отдельные модели можно использовать с установленными на них шкивами. Двигатели от современных стиральных машин, кроме всего прочего, можно использовать с автоматическим регулятором оборотов, это упростит конструкцию, поскольку не потребуется мудрить над коробкой передач.

Токарный станок на основе дрели
Для небольших работ в формате настольного токарного станка может подойти и бытовая электродрель. Преимущество этой простой конструкции в том, что узел передней бабки имеет уже готовый вид с регулятором оборотов, переключателем скоростей (для двухскоростных моделей) и патроном для зажима заготовки. Минус этого варианта заключается в том, что фиксировать можно детали максимального диаметра 10 или 13 мм, это максимальный размер детали, которые можно зажать в сверлильном патроне.
2.3. Порядок сборки
Сборка узлов и механизмов станка производится в определенном порядке, позволяющем постепенно собрать нужную конструкцию и при этом в процессе работы избежать крупных ошибок. Рекомендуется начинать работы со сборки основания рабочего стола, станины и суппорта, передней и задней бабки, резцедержателя и установки дополнительного оборудования.

Рама стола
Настольный вариант токарного станка по металлу рекомендуется собирать на специально изготовленном для этого столе. Рамная конструкция из уголка 40х40 или 45х45 отлично выдержит массу станка в 50 и даже 70 кг. В качестве крышки лучше использовать массивную доску из твердых пород дерева толщиной 50 и более мм. Раму стола лучше сразу фиксировать сварным швом.
Станина и суппорт
Станину для небольших станков можно сделать из профильной или обычной толстостенной водопроводной трубы. Для массивных проектов, с мощным двигателем и патроном диаметром 100мм станину лучше собрать из тавра или швеллера.
Суппорт лучше сделать из массивного швеллера. Втулки для движения по направляющим изготавливаются из бронзы, а вот для перемещения суппорта привариваются усиленные гайки. При опоре суппорта на станину делается широкая шлифованная подошва. Поверхность скольжения смазывается литолом или солидолом.

Изготавливаем переднюю и заднюю бабки
Сборка этих узлов требует особой точности и аккуратности. Перед сборкой передней бабки проверяется параллельность оси вала и горизонтальной плоскости станины. Вал не должен иметь ни горизонтального ни вертикального биения. Подшипники жестко насаживаются на вал и также фиксируются на корпусе. Вращение вала должно иметь легкое и свободное. Корпус передней бабки лучше собрать из швеллера, при этом предусмотреть возможность доступа к подшипникам для смазки.
Задняя бабка проверяется на точность по центру пиноли и зажимного патрона. Корпус можно выполнить из профильной трубы. Фиксация пиноли осуществляется при помощи зажимных болтов.
Резцедержатель своими руками
Для резцедержателя нужно использовать металлические пластины толщиной не менее 10 мм. Классическая форма резцедержателя квадратная, сам резец фиксируется прижимными болтами. А собранный держатель прикрепляется к салазкам большим болтом, с приваренной к головке рукояткой.
Направляющие для станка
Направляющие могут быть выполнены из трубы диаметром 15 мм, квадрата 10х10 мм или круглого прута. В качестве вала подачи суппорта и салазок можно использовать шпильки диаметром 18 мм и более.
Что нужно учесть во время сборки?
Для всех видов самодельных станков использование сварных соединений используется как самое надежное. Однако при работе электросваркой металл может деформироваться, из-за чего точность может быть нарушена. Для того чтобы сварка была прочной и правильной рекомендуется сначала сделать несколько пробных швов и только после проверки приступать к окончательному соединению деталей.
Особенности работы на самодельных станках
Для успешной работы на любом оборудовании прежде всего необходим опыт. Поэтому прежде чем приступать к обработке ответственных деталей рекомендуется сначала опробовать оборудование и приспособления станка для простых изделий. Ведь обработка сложной детали, как правило, состоит из ряда простых операций выполнение которых позволяет получить из простой заготовки деталь сложной формы.
Техника безопасности
Приступая к работе нужно:
- Убедится в правильности установки заготовки и надежности фиксации резца;
- Проверить, что убраны все инструменты и посторонние вещи;
- Одеть защитные очки и опустить защитное стекло.

Во время работы:
- Нельзя прикасаться к вращающимся деталям;
- Снимать очки и убирать защитное стекло;
- Останавливать шпиндель рукой.
После окончания работ нужно обязательно обесточить станок и дополнительное оборудование.
Правильный уход за станком
Уход за оборудованием не требует сложных приспособлений и операций. Достаточно взять за правило работать заточенным инструментом, убирать после работы стружку и пыль, проводить хотя бы раз в месяц смазку трущихся поверхностей и если это необходимо менять масло в коробке передач станка.
Исследованияпоказывают, что белое рабство было гораздо более распространенным явлением
Примечание редактора (21.03.20). Чтобы узнать больше об этой истории, посетите:
Почему сейчас так популярна книга 16-летней давности о рабстве?
Новое исследование предполагает, что миллион или более европейских христиан были порабощены мусульманами в Северной Африке между 1530 и 1780 годами – гораздо большее число, чем когда-либо предполагалось.
В новой книге Роберт Дэвис, профессор истории в Университете штата Огайо, разработал уникальную методологию подсчета количества белых христиан, которые были порабощены вдоль африканского Берберийского побережья, получив гораздо более высокие оценки количества рабов, чем любые предыдущие исследования.
По словам Дэвиса, в большинстве других описаний рабства вдоль берберийского побережья не предпринимались попытки оценить количество рабов или только смотреть на количество рабов в определенных городах. Таким образом, большинство ранее подсчитанных подсчетов рабов, как правило, исчислялось тысячами или, в лучшем случае, десятками тысяч. Дэвис, напротив, подсчитал, что от 1 до 1,25 миллиона европейских христиан были схвачены и вынуждены работать в Северной Африке с 16 по 18 века.
Новые оценки Дэвиса появляются в книге « христианских рабов, мусульманских хозяев: белое рабство в Средиземноморье, на Берберском побережье и Италии», 1500–1800 (Палгрейв Макмиллан).
«Многое из того, что было написано, создает впечатление, что рабов было немного, и сводит к минимуму влияние рабства на Европу», – сказал Дэвис. «Большинство отчетов рассматривают рабство только в одном месте или только на короткий период времени. Но если взглянуть шире и глубже, становится очевидным огромный размах этого рабства и его мощное воздействие ».
Дэвис сказал, что полезно сравнить это средиземноморское рабство с атлантической работорговлей, которая привела черных африканцев в Америку.В течение четырех столетий работорговля в Атлантике была намного больше – в Америку было доставлено от 10 до 12 миллионов чернокожих африканцев. Но с 1500 по 1650 год, когда трансатлантическое рабство все еще находилось в зачаточном состоянии, по словам Дэвиса, в Бербери было отправлено больше белых христианских рабов, чем черных африканских рабов в Америку.
«Одна из вещей, которую общественность и многие ученые склонны принимать как данность, – это то, что рабство всегда было расовым по своей природе – рабами были только черные.Но это неправда », – сказал Дэвис. «Мы не можем думать о рабстве как о чем-то, что только белые люди делали с черными».
Во время изучения Дэвиса, именно религия и этническая принадлежность, а также раса определяли, кто становился рабом.
«Порабощение было вполне реальной возможностью для всех, кто путешествовал по Средиземному морю или жил на берегах в таких местах, как Италия, Франция, Испания и Португалия, и даже на севере, например, в Англии и Исландии», – сказал он.
Пираты (называемые корсарами) из городов на побережье Барбари в Северной Африке – таких городов, как Тунис и Алжир – будут совершать набеги на корабли в Средиземном море и Атлантике, а также на приморские деревни, чтобы захватить мужчин, женщин и детей.Последствия этих атак были разрушительными – Франция, Англия и Испания потеряли по тысячи кораблей, а большие участки побережья Испании и Италии были почти полностью заброшены их обитателями. На пике разрушения и депопуляции некоторых территорий, вероятно, превзошли то, что европейские работорговцы позже нанесут внутренним территориям Африки.
Хотя сотни тысяч христианских рабов были вывезены из стран Средиземноморья, отметил Дэвис, последствия набегов рабов-мусульман ощущались гораздо дальше: например, похоже, что на протяжении большей части 17-го века англичане потеряли не менее 400 моряков. год работорговцам.
Даже американцы не были застрахованы. Например, один американский раб сообщил, что 130 других американских моряков были порабощены алжирцами в Средиземном море и Атлантике только между 1785 и 1793 годами.
Дэвис сказал, что огромные масштабы рабства в Северной Африке игнорируются и сводятся к минимуму, во многом потому, что никто не обсуждает то, что произошло.
По его словам, порабощение европейцев не соответствует общей теме европейского завоевания мира и колониализма, которая занимает центральное место в исследованиях эпохи раннего Нового времени.Многие страны, которые были жертвами рабства, такие как Франция и Испания, позже завоевали и колонизировали районы Северной Африки, где их граждане когда-то содержались в рабстве. Возможно, из-за этой истории западные ученые думали о европейцах в первую очередь как о «злых колонизаторах», а не как о жертвах, которыми они иногда были, сказал Дэвис.
Дэвис сказал, что еще одна причина того, что средиземноморское рабство игнорируется или сводится к минимуму, заключается в том, что не было точных оценок общего числа порабощенных людей.Люди того времени – как европейцы, так и рабовладельцы с Берберийского побережья – не вели подробных и достоверных записей о количестве рабов. Напротив, существуют обширные записи, в которых задокументировано количество африканцев, привезенных в Америку в качестве рабов.
Итак, Дэвис разработал новую методологию для получения разумных оценок количества рабов на Берберском побережье. Дэвис нашел лучшие доступные записи, показывающие, сколько рабов находилось в определенном месте одновременно.Затем он оценил, сколько новых рабов потребуется, чтобы заменить рабов, когда они умирали, сбегали или были выкуплены.
«Единственный способ найти точные цифры – это перевернуть всю проблему с ног на голову – выяснить, сколько рабов им придется захватить, чтобы поддерживать определенный уровень», – сказал он. «Это не лучший способ делать оценки численности населения, но это единственный способ с ограниченными доступными данными».
Сложив воедино такие источники истощения, как смерть, побеги, выкуп и обращение, Дэвис подсчитал, что около четверти рабов нужно было заменять каждый год, чтобы сохранить стабильность рабского населения, как это, по-видимому, было между 1580 и 1680 годами.Это означало, что каждый год приходилось захватывать около 8 500 новых рабов. В целом это говорит о том, что за этот период в плен попали бы около миллиона рабов. Используя ту же методологию, Дэвис подсчитал, что в предыдущие и последующие столетия было похищено еще 475 000 рабов.
В результате между 1530 и 1780 годами почти наверняка было 1 миллион, а вполне возможно, и 1,25 миллиона белых европейских христиан, порабощенных мусульманами Берберийского побережья.
Дэвис сказал, что его исследования обращения с этими рабами показывают, что для большинства из них их жизнь была ничуть не хуже, чем жизнь рабов в Америке.
«Что касается условий повседневной жизни, средиземноморским рабам, безусловно, не было лучше», – сказал он.
В то время как африканские рабы выполняли изнурительный труд на сахарных и хлопковых плантациях в Северной и Южной Америке, европейские рабы-христиане часто работали столь же тяжело и смертельно опасно – в карьерах, на тяжелом строительстве и, прежде всего, гребли на галерах корсара.
Дэвис сказал, что его результаты показывают, что это невидимое рабство европейских христиан заслуживает большего внимания ученых.
«Мы потеряли представление о том, насколько серьезным может стать порабощение для тех, кто жил вокруг Средиземного моря, и об угрозе, которой они подвергались», – сказал он. «Рабы по-прежнему были рабами, независимо от того, черные они или белые, и страдали ли они в Америке или Северной Африке».
.Какова была научная революция 16-18 веков?
Также Кеннет Кимутаи, 25 апреля 2017 г., Общество
Научная революция была определена как быстрое развитие математической, научной и политической мысли, основанное на новой философии эмпиризма и веры, которая определила Европу в XVI и XVII веках. Любой период значительного прогресса в науке, начиная с 18 века, называют революцией.
Предпосылки научной революции
Древнегреческое образование и наука проложили путь к научной революции, которая наступит гораздо позже.Некоторые ученые также связывают традиционное христианство с революцией. В древнем мире греки славились одними из лучших умов в мире. Одним из величайших мыслителей того времени был Аристотель, идеи которого коренным образом изменились в ходе научной революции. Научные традиции Аристотеля заключались в наблюдении и поиске естественных обстоятельств с помощью рассуждений. Любое событие, которое казалось отклоняющимся от нормы, рассматривалось как отклонение от нормы и не приносило никакой пользы.Эта идеология была известна эмпирической теорией. В 1543 году Николай Коперник выпустил публикацию под названием «О вращении небесных сфер». В своей публикации он объяснил, что в центре Вселенной находится Солнце, а не Земля. Эта теория поставила под сомнение строгое толкование Библии и философии католиков. Он положил начало новой эре астрономической мысли и положил начало научной революции. Другие публикации, последовавшие вскоре после этого, включали анатомию человека Андреаса Везалия и алгебру Джироламо.
Научные открытия и ключевые цифры революции
До периода научной революции методы дедукции широко использовались для анализа. Философия постепенно была заменена индуктивным методом, но на более продвинутой стадии ученые выступили за использование обоих подходов. Фрэнсис Бэкон представил искусство индуктивных методологий при проведении научных исследований.Он утверждал, что существует необходимость в запланированной процедуре естественного исследования всех вещей. Это был новый рассвет для ранее риторической и теоретической основы науки. Сегодня это по-прежнему основа научных концепций. Он также утверждал, что основной целью и задачей науки должно быть улучшение человеческой жизни, а не просто поиски созерцательных целей. Некоторые из его изобретений включают порох, печатный станок и компас. Еще одним ученым этого периода был Уильям Гилберт, которого называли отцом электричества и магнетизма.Он выступал за экспериментирование с фактами. Одно из его открытий заключалось в том, что Земля была магнитной, и что компасы указывают на север. Среди других изобретений того периода – создание микроскопа, законы движения планет и открытие циркуляции крови.
Продолжительное воздействие на великое общество
Ученые эпохи научной революции выступили в качестве первопроходцев и лидеров научного мира, и большинство научных работ сегодня следуют научным процедурам, правилам и законам, определенным в тот период.Их работы привели к развитию технологий сегодня. Эксперименты Бэкона до сих пор остаются в центре научных исследований и сделали эксперименты более надежными. Кавендиш и Мария Винкельманн были одними из самых успешных женщин-ученых и поощряли современных женщин заниматься наукой.
.Протестантское образование в 16 веке
Образовательный проект Реформации
-
 Филип Меланхтон
© S.H.P.F.
Филип Меланхтон
© S.H.P.F.
 Филип Меланхтон
© S.H.P.F.
Филип Меланхтон
© S.H.P.F.Образовательный проект Реформации был основан на чтении Библии, чтобы просвещать верующих и укреплять верующих в их вере. Его главным принципом было священство всех верующих. Каждый христианин должен по-своему пропагандировать евангельскую истину, и Библия должна быть его единственным ориентиром.
Вот почему Лютер оценил призвание школьного учителя столь же высоко, как и служение священника. Лютер писал: «Что касается меня, если бы Бог решил удержать меня от пастырских функций, нет другого занятия, которым я бы с радостью занялся, чем учитель, потому что, кроме работы пастора, нет другого более красивого и значимого, чем его. ”
Школьная система
- Школа в средние века
© Collection privée
 Школа в средние века
© Collection privée
Школа в средние века
© Collection privéeРеформация поставила под сомнение школьную систему средневековья, в которой большинство школ принадлежало приходам или монастырям.
В реформированных Штатах Мартин Лютер и Филип Меланхтон передали ответственность за образование политическим властям, а именно князьям и магистратам.
Основное предположение Реформации заключалось в том, что каждый человек имеет право на образование. Так было и с девушками. Еще в 1530 году в Виттенберге открылась женская школа.
Образование также имело первостепенное значение в Женеве. Дети, мальчики и девочки, получали государственное и бесплатное начальное образование.
Работа Меланхтона
Меланхтон особенно интересовался модернизацией школьной системы в Германии. Вот почему при жизни его называли «профессором Германии». Его желание проистекало из гуманизма и Реформации. Он считал, что образование – это требование для каждого человека жить в обществе и понимать Евангелие. Его целью было сделать школу обязательной для всех.
Он реформировал городские школы, также называемые латинскими школами (там преподавалась латынь), и разделил учеников на три группы.Он основал Среднюю школу (своего рода среднюю школу). Это было связующее звено между латинской школой и университетом. Здесь преподавали риторику, диалектику, латинскую литературу, математику и греческий язык.
Меланхтон также написал множество учебников, некоторые из которых использовались до 18 века, особенно книги по греческой и латинской грамматике.
Его программа, а также его учебники использовались в большинстве протестантских школ в Германии и за рубежом.
Первая «гимназия» в Страсбурге
- Мартин Бусер (1491–1551)
© С.H.P.F.
 Мартин Бусер (1491–1551)
© С.H.P.F.
Мартин Бусер (1491–1551)
© С.H.P.F.В Страсбурге реформатор Мартин Буцер также интересовался образованием. В 1538 году он внес свой вклад в основание первой «гимназии» (своего рода средней школы) в Страсбурге. Он должен был прославиться при первом ректоре, гуманисте Яне Штурме.
Что касается религиозного аспекта образования, Бусер написал два катехизиса.
Академия в Женеве
- Теодор де Без (1519-1605)
© S.H.P.F.
 Теодор де Без (1519-1605)
© S.H.P.F.
Теодор де Без (1519-1605)
© S.H.P.F.Как только Реформация была принята, город Женева ввел обязательную государственную школу.Дети, мальчики и девочки, получают бесплатное государственное начальное образование.
Жан Кальвин интересовался также религиозным образованием. Он написал катехизис, используемый в Женеве и во Франции более века.
В 1559 году Кальвин основал Женевскую академию, в которой обучались многие французские пасторы в XVI и XVII веках. Его первым ректором был французский гуманист Теодор де Без, который способствовал его международной репутации.
Обязательное образование
Для реформаторов обязательное образование зависело в первую очередь от семьи.Лютер, Меланхтон, Цвингли, Кальвин и Фарель настаивали на первостепенном аспекте семейного воспитания для будущего Церкви и общества в целом.
Родители должны были вырастить своих детей, чтобы они стали начитанными христианами.
Домашнее образование завершилось школьным обучением. В своих проповедях Лютер напоминал родителям, что они должны отправлять своих детей в школу.
Протестантское образование во Франции
Обучение чтению и письму развивалось параллельно с распространением реформированной доктрины.Образование было организовано от образованных социальных классов (клерки, магистраты, студенты, печатники) до различных социальных слоев, а именно ремесленников и торговцев, часто грамотных по необходимости, и до крестьян. Консистории нанимали школьных учителей или регентов, которые обучали девочек и мальчиков. В небольших общинах пастор отвечал за образование.
Практика чтения и письма дала кальвинистам культурное лидерство, которое продлилось на протяжении следующих столетий, тем более что повсеместно это происходило на французском языке.
.капитализм | Определение, история и факты
Капитализм , также называемый свободная рыночная экономика или экономика свободного предпринимательства , экономическая система, доминирующая в западном мире после распада феодализма, в котором большинство средств производства находится в частной собственности и производство направляется, а доход распределяется в основном за счет функционирования рынков.
Торговая площадка Нью-Йоркской фондовой биржи, г. Нью-Йорк. Джастин Гуарилья — xPACIFICA / ReduxПодробнее по этой теме
экономическая система: рыночные системы
Самые ранние стадии капитализма принято описывать как меркантилизм – это слово обозначает центральное значение заграничного купца…
Далее следует краткое описание капитализма. Полный курс см. В экономических системах: рыночные системы.
Хотя непрерывное развитие капитализма как системы началось только с 16 века, предшественники капиталистических институтов существовали в древнем мире, а процветающие очаги капитализма существовали в более позднем европейском средневековье. Развитие капитализма было вызвано ростом английской суконной промышленности в 16, 17 и 18 веках.Особенностью этого развития, которая отличала капитализм от предыдущих систем, было использование накопленного капитала для увеличения производственной мощности, а не для инвестирования в экономически непродуктивные предприятия, такие как пирамиды и соборы. Этой характеристике способствовали несколько исторических событий.
В этике, продиктованной протестантской Реформацией 16 века, традиционное пренебрежение стяжательными усилиями было уменьшено, в то время как упорный труд и бережливость получили более сильную религиозную санкцию.Экономическое неравенство оправдывалось тем, что богатые добродетельнее бедных.
Britannica Premium: удовлетворение растущих потребностей искателей знаний. Получите 30% подписки сегодня. Подпишись сейчасЕще одним фактором, способствовавшим этому, было увеличение предложения драгоценных металлов в Европе и, как следствие, инфляция цен. Заработная плата в этот период росла не так быстро, как цены, и главными бенефициарами инфляции были капиталисты. Ранние капиталисты (1500–1750 гг.) Также пользовались преимуществами становления сильных национальных государств в эпоху меркантилизма.Политика национальной власти, которой придерживались эти государства, позволила обеспечить основные социальные условия, такие как единые денежные системы и правовые кодексы, необходимые для экономического развития, и в конечном итоге сделала возможным переход от государственной инициативы к частной.
Начиная с 18 века в Англии, центр капиталистического развития сместился с торговли на промышленность. Устойчивое накопление капитала предшествующих веков было вложено в практическое применение технических знаний во время промышленной революции.Идеология классического капитализма была выражена в книге «Исследование природы и причин богатства народов» (1776 г.) шотландского экономиста и философа Адама Смита, который рекомендовал оставить экономические решения на усмотрение саморегулирующихся рыночных сил. . После того как Французская революция и наполеоновские войны предали забвению остатки феодализма, политика Смита все активнее претворялась в жизнь. Политика политического либерализма 19 века включала свободную торговлю, надежные деньги (золотой стандарт), сбалансированные бюджеты и минимальные уровни помощи бедным.Рост промышленного капитализма и развитие фабрично-заводской системы в 19 веке также создали обширный новый класс промышленных рабочих, чьи в целом жалкие условия труда вдохновили революционную философию Карла Маркса ( см. Также марксизм). Однако предсказание Маркса о неизбежном свержении капитализма в классовой войне под руководством пролетариата оказалось недальновидным.
Адам Смит Адам Смит, пастельный медальон Джеймса Тасси, 1787 г .; в Шотландской национальной портретной галерее, Эдинбург. Предоставлено Шотландской национальной портретной галереей, ЭдинбургПервая мировая война стала поворотным моментом в развитии капитализма. После войны международные рынки сократились, от золотого стандарта отказались в пользу управляемых национальных валют, банковская гегемония перешла из Европы в Соединенные Штаты, а торговые барьеры увеличились. Великая депрессия 1930-х годов положила конец политике laissez-faire (невмешательства государства в экономические дела) в большинстве стран и на какое-то время вызвала симпатию к социализму среди многих интеллектуалов, писателей, художников и, особенно, в Западной Европе. , рабочие и специалисты среднего класса.
Великая депрессия; Линия хлеба Деталь скульптуры, изображающей безработных мужчин в очереди за хлебом во время Великой депрессии, работы Джорджа Сигала, часть Мемориала Франклина Делано Рузвельта, Вашингтон, округ Колумбия © Zack Frank / FotoliaВ первые десятилетия после Второй мировой войны Экономика крупных капиталистических стран, каждая из которых приняла ту или иную версию государства всеобщего благосостояния, показала хорошие результаты, частично восстановив доверие к капиталистической системе, которое было утрачено в 1930-е годы.Однако, начиная с 1970-х годов, быстрое увеличение экономического неравенства ( см. неравенство доходов; распределение богатства и доходов) как на международном уровне, так и внутри отдельных стран, возродило у некоторых людей сомнения в долгосрочной жизнеспособности системы. После финансового кризиса 2007–2009 годов и сопровождавшей его Великой рецессии у многих людей в Соединенных Штатах, особенно миллениалов (людей, родившихся в 1980-х или 90-х годах), возродился интерес к социализму. – ударил рецессией.Опросы, проведенные в 2010–2018 годах, показали, что незначительное большинство миллениалов положительно относятся к социализму, и что поддержка социализма возросла во всех возрастных группах, за исключением лиц в возрасте 65 лет и старше. Следует, однако, отметить, что политика, фактически одобренная такими группами, мало отличалась по своим масштабам и целям от программ регулирования и социального обеспечения «Нового курса» 1930-х годов и вряд ли можно было назвать ортодоксальным социализмом.
экономическое неравенство Протестующий держит плакат на демонстрации против экономического неравенства в Торонто, Канада, 17 октября 2011 года. © arindambanerjee / Shutterstock.com .