Оборудование для сварки арматуры – Контактная точечная сварка арматуры: режимы, оборудование, технология
alexxlab | 13.06.2020 | 0 | Разное
Контактная точечная сварка арматуры: режимы, оборудование, технология
Точечный метод контактной сварки арматуры применяют при сборке каркасов для ЖБИ, изготовлении сеток из прутка. Технология основана на принципе преобразования кинетической энергии тока в тепловую, металл соединяют без применения присадок. Оборудование для контактно-точечной сварки делают самостоятельно на базе имеющихся сварочных аппаратов. Для производства армирующих сеток в промышленных масштабах используют автоматы. Режим рабочего тока выбирают под арматуру, учитывают вид сплава, толщину прутка.

Преимущества и недостатки метода
Как у любого другого способа горячего соединения металла, у контактно-точечного метода есть ряд преимуществ:
- высокая производительность, особенно при использовании автоматов;
- низкий выход брака, образуются качественные однородные соединения;
- шов получается прочный, выносит нагрузку на изгиб, кручение;
- не нужны расходные материалы для наплавки, диффузионный слой образуется при расплаве прутка;
- работы проводят в любом пространственном положении;
- оборудование бывает двух типов: стационарное и переносное;
- регулируя параметры рабочего тока, подбирают режим для любого вида прутков:
- не создаются остаточные напряжения в металле.
Наряду с достоинствами, у метода имеются недостатки:
- подготовительный этап занимает много времени – предъявляются особые требования к зоне контакта с электродами;
- необходимо прикладывать физические усилия;
- большой расход электроэнергии;
- нужен мощный источник тока;
- при работе ручным оборудованием задействованы обе руки, сила сжатия ограничена физическим возможностями сварщика.
Способы контактной сварки арматуры
Сначала несколько слов о сути сварочного процесса. Ток подается в рабочую зону по контактным неплавящимся электродам, пруток располагают между ними. Когда электрическая цепь замыкается, возникает электрическая дуга, она в считанные секунды нагревает металл. Зона воздействия ограничена площадью электродов.
Метод контактной сварки основан на высоком сопротивлении арматуры и принципе преобразования кинетической энергии электронов в тепловую. Контактные электроды делают из цветных металлов, имеющих низкое сопротивление, поэтому в процессе работы они не нагреваются. При сжимании контактов диффузный слой уплотняется, для соединения толстой арматуры применяют специальные рычажные или пневмоприводы.
Варить прутки можно встык – торцы расправляются полностью, внахлест – с образованием нескольких контактных точек. Металлические стержни при монтаже железобетонных каркасов соединяют внахлест под прямым углом.
При контактной точечной сварке арматуры металл проваривают:
- с образованием монолитного узла, сплав разогревают до состояния расплава;
- с образованием контактной зоны, металл нагревают до температуры пластичности.
Скорость подачи тока при необходимости ограничивают, соединять стержни допустимо:
- Непрерывным оплавлением, этот способ актуален для арматур из сталей категории А1, прутков, получаемых методом холодной деформации без последующей закалки. Ток подается непрерывно, дуга пронизывает металл в постоянном режиме.
- Прерывистым оплавлением, способ удобен при сварке закаленных горячедеформированных стержней из сплавов категорий А2–А4. Дуга пронзает металл в импульсном режиме.
Сварочные аппараты обычно поддерживают оба режима прогрева.
Применяемое оборудование
Переносные сварочные аппараты делают на основе имеющегося сварочного аппарата большой мощности. В качестве вторичной обмотки используют витки медного кабеля. Контакты сжимаются рычажным устройством по типу клещей. Выносные рычаги для сварки арматуры удлиняют, чтобы увеличить давление на рабочую зону.
Клещи для сварки бывают двух видов:
- стационарные, когда один из рычагов плотно закрепляют на горизонтальной платформе или рабочем столе;
- подвесные, когда рычаг крепится вертикально;
- переносные, оба рычага свободны, подвижность оборудования ограничивается длиной провода.
Модульные машины или станки устроены сложнее, предусмотрен охлаждающий контур, автоматическая подача прутка, есть дополнительные функции, возможна установка сразу нескольких электродов.
Режимы точечной сварки арматуры
Выделяют два основных режима: жесткий и мягкий. О каждом стоит сказать подробнее.
- Точечная сварка на мягком режиме обеспечивает медленный прогрев контактной зоны. Максимальная плотность тока не превышает 100 А/мм2, скорость тока поддерживается в пределах от 1,5 до 3 секунд в зависимости от диаметра стержня. При мягком режиме используют оборудование большой мощности, электрическая сеть при работе «проседает» меньше. Снижен риск возникновения остаточных напряжений. При нагреве не изменяются свойства стали – не возникает эффекта закалки. Метод применяется для холоднотянутых арматурных стержней.
- Жесткий режим предусматривает работу на плотном токе, от 120 до 300 А на единицу площади. Скорость воздействия, соответственно, ниже, чем при мягком режиме: от 0,1 до 1,5 секунд. При таком методе возникает эффект закалки, поэтому на жестком режиме варят только горячекатанные прутки, которые прогревались в процессе изготовления.
Технология сварки
- Подготовительный этап. Перед контактной сваркой арматуры важно правильно подготовить прутки. Места контактов зачищают до металлического блеска, затем обезжиривают. От качества подготовки поверхности зависит прочность шва. На поверхности не должно быть следов краски, масла, ржавчины. Даже после обработки металла резаком требуется зачистка металлической щеткой.
- Выбор режима работы. В зависимости от марки арматуры настраивают рабочие параметры тока, чтобы не допустить дефектов сваривания. Определяют временные интервалы воздействия, силу зажима арматуры. При работе с прутками тоньше 5 мм важно не пережать зону контакта.
- Процесс сварки. Уложенную встык арматуру помещают между электродными контактами. Сжимают в зоне будущего шва, только потом включают питание. В процессе нагрева электроды продолжают сжимать, чтобы обеспечить взаимодиффузию.
- После окончания работ проводят контроль качества соединения. Если есть необходимость, арматуру проваривают еще раз с другими параметрами тока.
При работе важно соблюдать технику безопасности, щиток надевать не нужно, но защитные очки нужны обязательно. Оборудование заземляют, руки изолируют рукавицами. Проверяют прочность крепления стационарных установок. Перед работой проверяют качество изоляции кабеля. При нагревании выделяются вредные компоненты, необходимо предусмотреть вентиляцию.
Контактно-точечный метод сварки арматуры – самый экономичный и простой. Не требует расходных материалов. Зона контакта создается за счет внутреннего разогрева металла электрической дугой. Скорость проведения работ – высокая, но плотность соединения органичена силой сдавливания электродов.
svarkaprosto.ru
Сварка арматуры своими руками: что нужно знать
Арматура — один из самых популярных строительных материалов. С ее помощью можно укрепить любые железобетонные конструкции. Для любого профессионального сварщика не должна стать проблемой сварка арматуры для фундамента или даже необходимость выполнить сварку арматуры на высоте. Поэтому не думайте, что эти навыки не пригодятся вам из-за их узкой специализации. Частные заказчики и крупные предприятия часто ищут профессионалов, способных выполнить сварку арматуры не только быстро, но и качественно.

Существует два способа соединения арматуры: связка и сварка. Каждый из них по-своему хорош, но не об этом наша статья. Мы расскажем вам именно о сварке, как о неотъемлемой части жизни любого сварщика. В этом материале вы узнаете, как следует осуществлять сварку арматуры на уровне профи, какие есть способы сварки и что нужно учесть, чтобы выполнить работу максимально качественно.
Содержание статьи
Общая информация
Для начала определимся, что такое арматура. Арматура — это стальные прутки различного диаметра, могут иметь ребристую или гладкую поверхность. От обычного металлического прутка арматура отличается тем, что предварительно закаливается для большей прочности. В большинстве случаев арматуру изготавливают из разных марок стали, но в последнее время на рынке появились изделия из стеклопластика. Срок ее эксплуатации значительно дольше, поскольку стеклопластик не подвержен коррозии.

Самая популярная арматура — А3 А500С. Существуют даже специальные электроды для сварки арматуры а500с. Их диаметр составляет 5 миллиметров, и они подходят для арматуры с поперечным сечением менее 15 мм.
Способы сварки
Существует три основных способа сварки арматуры: сварка внахлест, сварка встык и контактная точечная сварка. Разберем каждый из них поподробнее.
Читайте также: Как изготовить точечную сварку для аккумуляторов своими руками
Сварка внахлест
Сварка внахлест — не самый популярный метод, несмотря на его относительную простоту. Его используют в тех случаях, когда необходимо сварить не самые ответственные конструкции, поскольку такое соединение не очень прочное. В частности, не стоит выполнять сварку арматуры на высоте. При желании шов даже можно разбить с помощью обычного молотка. Учитывайте это.
На картинке ниже изображена сварка внахлест. Вы можете видеть, что прутки смещены относительно друг друга, обычно это расстояние варьируется от 15 до 30 сантиметров. Чем нахлест больше, тем надежнее вся конструкция, но и расход арматуры тоже увеличиться.

Формирование шва следует проводить с противоположных сторон каждого из прутков. Это не всегда удобно. Иногда бывают случаи, когда просто нет возможности добраться до предполагаемой зоны сварки и приходится выполнять шов в неправильном положении. От этого надежность страдает еще больше.
Технология сварки арматуры внахлест предполагает предварительную подготовку изделий перед сваркой. Зачистите концы арматуры с помощью щетки с жесткими металлическими щетинами. Вы также можете использовать для этих целей шлифовальный круг или любые другие методы зачистки.
Теперь о выборе электродов для сварки. Здесь все просто: чем больше диаметр арматуры, тем толще должны быть электроды. Пользуйтесь нашими рекомендациями:
- Арматура от 5 до 8 миллиметров — выбирайте электроды диаметром до 3 миллиметров.
- Арматура от 8 до 10 миллиметров — выбирайте электроды диаметром 4 миллиметра.
- Арматура от 10 миллиметров и более — выбирайте электроды диаметром 5 миллиметров и более.
Также важно правильно настроить силу тока. Здесь цена ошибки может быть слишком большой, поэтому будьте внимательны. Ниже вы можете видеть таблицу, где указан диаметр арматуры и рекомендуемое значение тока. Первое время пользуйтесь этой таблицей, затем постарайтесь отследить результаты работы и научитесь настраивать аппарат, опираясь на свой опыт.

Что касается электродов, то можете выбирать недорогие МР и АНО. Они прекрасно подойдут для сварки внахлест.
Сварка встык
Сварка арматуры встык используется достаточно часто. На первый взгляд такое соединение может показаться ненадежным. Это действительно так, но только в том случае, если вы просто состыкуете два прутка и сварите их таким образом. Если выполнять все правильно, соединение встык может быть вполне долговечным.
Чтобы сделать соединение встык нужно использовать специальные ванночки для сварки. Это такие u-образные металлические детали, в которые укладываются концы двух арматур и свариваются. Нужно расплавить концы двух арматур, эта процедура выполняется при большом значении тока (не менее 400 Ампер). Расплавленный металл заполняет ванночку, одновременно скрепляя оба прутка между собой. Ванночка должна быть больше толщины прутков. В идеале расстояние от арматуры до стенки ванночки должно быть не менее полутора сантиметров.
Также такой способ называют неразъемным, поскольку ванночка становится частью готового сварного соединения. Но помимо этого существуют и съемные ванночки. Они предназначены для многоразового использования.
Сварка арматуры встык (например, сварка арматуры для фундамента) может выполняться с применением одного или нескольких электродов. Для выполнения работы вам понадобится аппарат для сварки. Для этих целей можно приобрести обычный инвертор (он должен работать от сети в 220В), классический трансформатор (он должен работать от 220 или 380В), полуавтоматическое или автоматическое сварочное оборудование. Автоматическое оборудование самое передовое. Оно позволяет выполнять работу не только быстро, но еще и качественно.
Теперь пора узнать, что такое контактная стыковая сварка арматуры.
Контактная точечная сварка арматуры
Использование контактной сварки арматуры — признак современного производства. Для контактной сварки не нужны вообще никакие расходники в виде электродов, проволоки или газа. Для контактной сварки необходима лишь электроэнергия. Кроме того, данный метод позволяет полностью автоматизировать весь процесс сварки. Вы просто задаете станку программу и режим сварки. Этого достаточно. Не нужно поджигать дугу или следить за ее стабильностью. За вас всю работу сделает машина.
Есть лишь два минуса: сварка возможна только в цеху и само оборудование не только громоздкое, но и дорогостоящее. Также аппарат для контактной сварки потребляет очень много электроэнергии.
У вас может возникнуть закономерный вопрос: как вообще происходит плавление металла, если мы используем в работе только электрический ток? Здесь нет ничего сложного. У тока есть одна очень важная способность: если на своем пути он встречает сильное сопротивление, то начинает выделять тепловую энергию. Этой энергии так много, что металл начинает плавиться и происходит это за считанные секунды. Иногда тепла настолько много, что металл расплавляется до жидкого состояния. Чтобы этого не произошло, нужно установить правильный режим сварки.
Да, сварка арматурных каркасов требует правильной настройки оборудования. Вам нужно настроить силу тока, длительность процесса сварки, давление, с которым будут работать зажимы, и установить длину электродов. Сложно рекомендовать какие-то универсальные настройки, поскольку для каждого типа работ они разные. Поэтому читайте инструкцию и экспериментируйте. А лучше спросите совета у коллег по цеху.
Если арматура сваривается в цеху, то можно провести первичный контроль качества соединения. Для этого внимательно осмотрите арматуру. На что похож стык? Если он имеет немного приплюснутую форму, то это хорошо. Если наблюдается бочкообразная форма, то качество такого соединения оставляет желать лучшего. Скорее всего, вы просто подобрали ошибочный режим сварки.
Вместо заключения
Вот и все, что мы хотели рассказать вам о сварке арматуры. Приобретите станок для сварки арматуры и приступайте к работе. Чем больше практики, тем лучше будет результат ваших последующих работ. Не забывайте про индивидуальные средства защиты и соблюдайте правила безопасности на рабочем месте.
Расскажите в комментариях, приходилось ли вам сталкиваться с трудностями при сварке арматуры. Если да, то какими именно и какие советы вы можете дать для начинающих сварщиков. Поделитесь этой статьей в своих социальных сетях, чтобы другие мастера узнали для себя что-то новое. Желаем удачи в работе!
[Всего голосов: 1 Средний: 5/5]svarkaed.ru
Контактно-точечная сварка арматуры:режимы,оборудование
Для соединения арматуры используют разнообразные методы. Которые помогают с той или иной степенью эффективности добиться необходимых результатов и обойти сложности данного процесса. Контактная сварка арматуры является сложным в техническом плане способом, так как требует применения специальных технологий. Процесс соединения можно провести только на стационарном месте. Главной его особенностью является то, что здесь не используются электроды или другие наплавочные материалы, такие как сварочная проволока и прочее. Здесь используется большой нагрев концов стержня под действием электрической дуги, а также сдавливание, чтобы улучшить образование контакта. Существует несколько режимов для различных случаев.

Сварка арматуры
Данный метод используется преимущественно на предприятиях, так как в иных условиях его использование трудно осуществимо. Он обеспечивает качественное скрепление при любом положении. Отсутствие наплавочных материалов позволяет избежать брака при соединении, а также создает однородную структуру без каких-либо примесей. Контактно точечная сварка арматуры является сугубо машинным способом, вмешательство человека в котором требуется только для настройки правильных режимов.
Преимущества
- Получаемое соединение выходит высокого качества;
- Структура шва однородна, что делает его более крепким при воздействии нагрузок;
- Нет необходимости использования наплавочных материалов;
- Есть возможность подбора режимов для каждого типа изделий.
Недостатки
- Длительная процедура подготовки;
- Возможность использования только на стационарной площадке;
- Потребляется большое количество электрической энергии;
- Повышенные требования к чистоте поверхности.
Способы сварки
Самым распространенным способом здесь является образование точек нагрева, которые находятся на торцах. Сварка арматуры может проходить при образовании нескольких таких точек нагрева. Все точки находятся на относительно небольшом расстоянии друг от друга. Ток пробегает через них, создавая высокую концентрацию температуры. Точечная сварка арматуры обеспечивает высокое соединения качество за счет большего количества образованных точек.

Точечная сварка арматуры
Суть процесса заключается в том, что клещи контактной сварки арматуры присоединяются к стержням. Когда те соприкасаются между собой, то получается замкнутый круг электрической цепи. Благодаря тому, что стык стержней образует наибольшее сопротивление в данной контактной цепи. Соответственно, именно это поддается наибольшему нагреву. Через некоторое время концы начинают плавиться и переходить в пластичное состояние и частично в жидкое. На этом этапе и происходит соединение.
Выделяют два основных способа:
- Непрерывным оплавлением;
- Прерывистым оплавлением.
Прерывистое оплавление отлично подходит для стыков стержней арматуры, которая обрабатывалась методом горячего проката. Непрерывное подходит для арматуры класса А1. Это менее мощная технология, которая подходит для тех изделий, что не подвергались различного рода упрочнениям.

Арматуры класса А1
Сварка стержней арматуры непрерывным оплавлением предполагает непрерывное воздействие электрической дуги, расплавляющей торцы. На протяжении всего процесса сваривания происходит оплавление концов до полного соединения. При прерывистом, как понятно из названия, дуга воздействует не постоянно. Аппараты для контактной сварки арматуры, как правило, поддерживают оба эти режима.
Оборудование
Для данного процесса применяют различные станки и модульные машины. Выделяют автоматические разновидности, в которых изделие зажимается в емкость самого аппарата и далее уже идет самостоятельная обработка. Также может быть техника с ручным передвижением заготовок. Если требуется создать единичный шов, то здесь большой разницы нет в том что лучше использовать. Также при сваривании единственного шва можно провести процедуру несколько раз для лучшего эффекта. Если нужна сварка сетки из арматуры, то лучше подбирать технику с ручным передвижением, так как тогда проще сваривать изделия с различными параметрами.
Материалы
Ни каких дополнительных материалов, кроме самих заготовок, здесь не требуется.
Режимы контактной сварки арматуры
Выделяются два режима, в зависимости от плотности тока. Это может быть жесткий режим, который дает большую плотность тока за относительно короткий промежуток времени. Он применяется для стержней с малым диаметром. Мягкий режим имеет меньшую плотность тока, но воздействует на деталь более длительный период. Он подходит для стержней с большим диаметром.
При сваривании непрерывным оплавлением плотность колеблется от 10 до 50 А/мм2. Длительность воздействия от 1 до 20 с.
Технология
Ручная сварка оказывается не столь эффективной как данный тип, но здесь необходимо придерживаться точной технологии. Первым делом идет подготовка поверхности. На ней не должно быть краски, ржавчины и прочих лишних вещей. Даже после обрезания газовым резаком все нужно зачистить до блеска перед свариванием.
Затем определяется режим сваривания. Здесь требуется участь такие пункты как:
- Плотность тока;
- Сила тока;
- Длительность его воздействия;
- Установочная длина заготовки;
- Давление осадки.
«Важно!Оборудование контактной сварки арматуры обладает автоматически ограниченным диапазоном воздействия по времени и его превышение может привести к дефектам сваривания.»
svarkaipayka.ru
Оборудование для сварки арматурных конструкций
Строительные машины и оборудование, справочник
Категория:
Заводы и полигоны железобетонных изделий
Публикация:
Оборудование для сварки арматурных конструкций
Читать далее:
Оборудование для сварки арматурных конструкций
Арматурные каркасы и сетки в настоящее время готовятся главным образом с помощью дуговой и контактной электросварки.
Дуговая сварка основана на том, что под действием электрической дуги расплавляемые металлы электрода и арматуры смешиваются в жидком состоянии, образуя сварной шов после остывания.
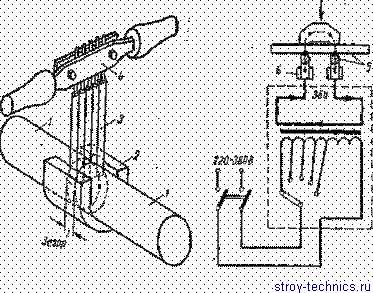
Рис. 235. Схемы электросварки арматурных конструкций: а — ванный способ; б — точечная сварка
Разновидностями дуговой электросварки являются ванная и электрошлаковая сварки, применяемые для стыкования стержней и сварки узлов различных тяжелых арматурных конструкций.
Сущность ванного способ а сварки (рис. 235,а) заключается в следующем. Стыкуемые горизонтальные стержни укладывают в медную форму с зазором между их торцами. В зазор опускают электроды, собранные в виде гребенки в двуручном электродержателе. Возбуждаемая между электродами я дном медной формы электрическая дуга расплавляет электроды, образуя в форме расплавленную ванну перегретого жидкого метала, за счет чего расплавляются также и торцы свариваемых стержней. В результате происходит заполнение стыка металлом, состоящим из сплава электродного и стержневого металла.
Электрошлаковая сварка производится пластинчатыми электродами с применением специального гранулированного флюса. В качестве сварочного оборудования применяют одно- и двуручковые держатели и медные формы без продольных пазов для вытекания шлака.
Для удержания флюса в зоне сварки применяют специальные флюсоудерживающие устройства, надеваемые на стыкуемый узел.
По сравнению с дуговой ванная и злектрошлаковая сварка имеет следующие преимущества: более высокую производительность за счет применения гребенок из электродов вместо одиночных электродов, уменьшение (расхода металла и электродов.
Наиболее прогрессивным видом сварки является контактная электрическая сварка, основанная да превращении электроэнергии ,в тепло, нагревающее соединяемые стержни до пластического (размягченного) состояния, позволяющего сваривать их при сильном сжатии (осадке). При контактной сварке происходит непосредственное соединение стержней без добавок других материалов.
Стыковая сварка, применяемая для стыкования коротких стержней с целью их удлинения, может быть осуществлена двумя методами: сопротивлением и оплавлением. В обоих случаях аварка производится за счет разогрева концов свариваемых стержней при пропускании через них тока большой силы и сдавливания их. Существующие машины обеспечивают сварку сечений до .50 000 мм2.
Точечная сварка применяется для сварки крестообразных пересечений арматуры при оборке каркасов и сеток. Точечную сварку осуществляют (рис. 235, б) пропусканием тока большой силы через свариваемый узел 5, зажатый между двумя медными электродами 6. При этом способе сварки не требуется дополнительного (присадочного) металла и обеспечивается равнопроч-ность стыков и основного металла. В настоящее время освоена точечная сварка арматурных каркасов и сеток из стержней диаметром до 90 мм.
Контактная электросварка выполняется специальными контактными машинами или станками стыковой, одноточечной и многоточечной сварки. Сварку сеток и плоских каркасов в заводских условиях производят на сварочных многоточечных, а в построечных условиях — на одноточечных машинах. Пространственные каркасы из отдельных стержней изготовляют в кондукторах, сваривая отдельные элементы каркаса дуговой сваркой.
Точечные сварочные машины для обеспечения точной дозировки продолжительности протекания тока в цепи оборудуются электронными прерывателями.
Одноточечные (с одной сварочной головкой) машины обычно выпускаются с вылетами хоботов — электродержателей, обеспечивающих сварку сеток шириной до 1—1,2 м. Для сварки более широких сеток электродержатели соответственно удлиняются.
При значительных объемах сварочных работ по сварке арматурных сеток и каркасов применяют многоточечные (с комплектом сварочных головок) полуавтоматические и автоматические сварочные машины.
Реклама:
Читать далее: Оборудование для натяжения и закрепления арматуры
Категория: – Заводы и полигоны железобетонных изделий
Главная → Справочник → Статьи → Форум
stroy-technics.ru
Оборудование для контактной сварки арматуры больших диаметров
Сварка арматуры
Для соединения отдельных стержней арматурных сеток и каркасов сборных железобетонных конструкций применяют два вида электрической контактной сварки: точечную и стыковую. Только в производстве закладных деталей и соединений стержней больших диаметров используют электродуговую сварку .
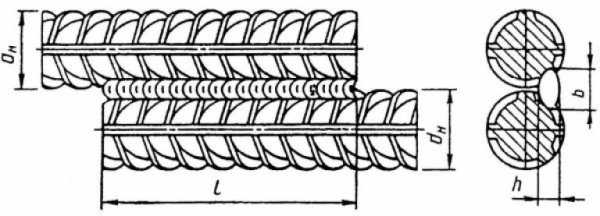
Контактная точечная сварка основана на использовании тепла, выделяющегося в местах соприкосновения (контакта) стержней при пропускании электрического тока, для разогревания металла в этих зонах до температуры плавления. Прижимая (осаживая) разогретые таким способом стержни друг к другу, получают надежное соединение их между собой.
Схемы контактной точечной сварки
а — с двусторонним расположением электродов; б и в — с односторонним расположением электродов; г — комбинированная; 1 — электроды; 2 — свариваемые арматурные стержни; 3 — трансформатор; 4 — планка
Количество тепла Q, выделяющееся при прохождении электрического тока через свариваемые стержни, определяют по формуле Q = 0,24I 2 Rt, где I — сила тока, A; R — сопротивление цепи, Ом; t — время прохождения тока, с.
Сопротивление цепи складывается из сопротивления свариваемых деталей и контактных зон между стержнями и электродами сварочного аппарата. Величина сопротивления зависит от количества и размеров свариваемых стержней, а также состояния поверхности стержней в местах их соприкосновения (наличия ржавчины, окалины, смазки и т. д.). Необходимое количество тепла при сварке получают за счет пропускания тока большой силы. Это целесообразно делать потому, что: 1) количество тепла пропорционально квадрату силы тока; 2) с уменьшением продолжительности нагревания растет производительность сварочного оборудования и значительно снижаются потери тепла, благодаря чему увеличивается коэффициент полезного действия сварочных машин; 3) при кратковременном процессе не происходит разогревания всей массы свариваемых стержней и изменения свойств стали.
Контактной точечной электросваркой соединяют узлы сеток и каркасов, представляющие собой два-три пересекающихся арматурных стержня под углами 60°-90°. Высокое качество сварных соединений, выполняемых точечной контактной электросваркой, обеспечивается правильным выбором основных параметров режима сварки: сварочного тока, продолжительности процесса, усилия сжатия стержней электродами машины и размеров контактной поверхности электрода.
В зависимости от длительности сварки, силы и плотности сварочного тока различают мягкие и жесткие режимы сварки. Мягкие режимы характеризуются сравнительно большим временем пропускания тока (от 0,5 до нескольких секунд), силой тока (4-8) · 10 3 А и плотностью тока 80-120 А/мм 2. Более целесообразными в технико-экономическом отношении являются жесткие режимы, отличающиеся весьма короткой продолжительностью сварки 0,01-0,5 с, током силой (8-20) · 10 3 А и плотностью 120-300 А/мм 2. Однако при жестких режимах требуется большая мощность сварочного оборудования. Арматуру из малоуглеродистых сталей (до 0,2% С), обладающую хорошей свариваемостью, лучше соединять при жестких режимах, а при недостаточной мощности сварочных машин можно сваривать и при мягких режимах. Так как с увеличением содержания углерода (свыше 0,2%) свариваемость стали ухудшается, то следует переходить к более мягким режимам.
Сварку низколегированных сталей, свариваемость которых несколько хуже, чем обычных малоуглеродистых сталей, рекомендуется производить при мягких режимах. Во избежание отжига и потери наклепа сварку арматуры их холоднотянутой и холодносплющенной сталей необходимо вести обязательно по жесткому режиму. Из-за опасности пережога соотношение диаметров свариваемых стержней не должно быть более двух-трех.
Параметры режима точечной сварки определяют расчетно-экспериментальным способом или с помощью графиков оптимальных режимов, приведенных в «Указаниях по сварке соединений арматуры и закладных деталей железобетонных конструкций» (СН 393—69) и паспортных данных используемого сварочного оборудования. Определение основных параметров режима сварки расчетно-экспериментальным способом осуществляют следующим образом. Сваривая по одному образцу пересекающихся стержней заданного количества, типов и диаметров, определяют силу сварочного тока I на каждой ступени машины путем замера амперметром первичного тока I1 и последующего пересчета по формуле
где I0 — ток холостого хода в первичной обмотке сварочного трансформатора (из паспорта машины), A; U1 и Е 2 — первичное и вторичное напряжения, В.
Затем по графику устанавливают минимально необходимый в данном случае сварочный ток и, сравнивая его с вычисленными по формуле величинами, выбирают расчетную ступень трансформатора. Сварку рекомендуется осуществлять на одну ступень выше расчетной (если это допустимо для данного класса стали), так как при этом сокращается выдержка под током.
При сварке тяжелых стержней диаметром более 25 мм расчет выдержки под током производят по специальным формулам, приведенным в СН 393—69. В тех случаях, когда выдержка под током оказывается выше наибольшей выдержки, задаваемой регулятором времени машины, последний необходимо модернизировать или сварку вести при двух и большем числе циклов включения тока, чтобы в сумме получить требуемую выдержку.
Усилие сжатия электродами Рэ при точечной сварке пересекающихся стержней арматуры принимают по графику. Если привод машины не обеспечивает получение требуемого усилия, то ограничиваются наибольшим усилием, развиваемым машиной. Сварку соединений из разнородных сталей классов А-II и A-III между собой или с проволокой класса A-I выполняют при режиме, установленном для сталей более высоких классов. Режим сварки, подобранный для соединения двух стержней одинакового диаметра, применим для сварки двух стержней разного диаметра (d1 и d2 ) и трех стержней, из которых наружные крайние меньшего диаметра (d1 ) разделены стержнем большего диаметра (d2 ). При этом отношение d2 /d1 должно быть не более 3 при d1 =3-10 мм и не более 2 при d1 =12-40 мм. Диаметр контактной поверхности медных электродов для сварки пересекающихся стержней арматуры выбирают из следующего соответствия:
Диаметр наименьшего из свариваемых стержней, мм
Обзор способов сварки арматуры
Сварка арматуры является наиболее надежным методом соединения металлических элементов в монолитную конструкцию. Разрушить подобный стык без специального оборудования будет невозможно, поэтому он чаще всего применяется при возведении несущих конструкций.
Проволочные и болтовые способы соединения арматуры выглядят более практично, так как позволяют при необходимости снова разобрать конструкцию на составные части. Но для тех случаев, когда подобная операция не предусматривается, сварная арматура будет наилучшим из всех возможных решений.
Способы сварки
Существует несколько способов соединения арматуры сваркой: контактная стыковая, контактная точечная, электродуговая, продольными швами, ванная. Каждый из приведенных методов применяется в зависимости от ситуации. Бывают случаи, когда возможно использование сразу нескольких способов. Тогда выбирают по какому-либо главному критерию, например, самый простой или самый надежный.

Контактная стыковая сварка применима для соединения стержней одного или разных диаметров. Этот способ требует большого расхода электродов и металла на швы, поэтому его стараются использовать только в случае крайней необходимости. В целом стыковой метод позволяет сваривать абсолютно все со степенью надежности не ниже заданного значения.
Точечная сварка используется, когда нужно соединить между собой металлически стержни с диаметром не более 50 миллиметров. Этот метод требует меньших затрат материалов и расходников, но и по надежности уступает стыковой сварке. Он хорошо только в тех случаях, когда свариваемые элементы имеют небольшие габариты и мало весят.

Электродуговая сварка позволяет надежно соединять между собой металлически элементы из разных марок стали. Она также применяется на небольших участках каркаса и не пригодна для стыкования крупногабаритных и массивных деталей.
Сварка продольными швами, наоборот, специально предназначается для соединения тяжелых элементов. Этот метод является затратным со всех точек зрения, поэтому применяется довольно редко.
Ванная сварка является наиболее предпочтительным способом соединения арматуры. Она проводится при помощи специальных накладок и требует минимальных затрат электродов и металла на стыки.
Экономическая целесообразность метода давно доказана, так что сейчас все ведущие строительные компании переводят своих работников именно на такой способ. Затраты на ванночки для сварки арматуры окупаются с одного объекта, так что необходимость дополнительного оборудования для работы также полностью оправдана с финансовой стороны.
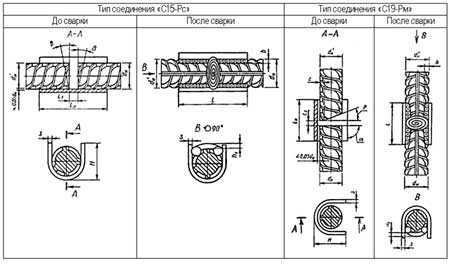
Все значения указаны в ГОСТ 14098-91
Все моменты, касательно сварки арматурных конструкций перечислены в ГОСТе 14098-91. Действие документа распространяется на любые металлоконструкции, изготовленные из стержневой арматуры или арматурной проволоки. Этими стандартами должны руководствоваться строители во время проведения работ по сбору несущего каркаса здания. Отхождение от норм допускается только в обозначенных пределах.
Все расчетные значения были выбраны не случайно, а стали результатом многократных лабораторных испытаний. Они отражают наиболее безопасные параметры, которые обеспечивают максимальную надежность сооружения. И если не соблюдать установленные стандарты, то здание может не перенести критической нагрузки, в результате чего пострадает много людей.
Ванная сварка арматуры колонн позволяет получать надежные конструкции, способные прослужить долгие годы без какой-либо видимой потери прочности. Главное условие – соблюдение всех тонкостей технологического процесса.

Если опыта в сварке металла нет, то лучше обратиться за помощью к профессионалам. Но бывают ситуации, когда сделать это невозможно и нужно все делать самостоятельно. Тогда в первую очередь понадобится грамотная теоретическая база, которую можно найти в учебниках или на тематических сайтах.
Если есть возможность проконсультироваться со специалистом, нужно обязательно ею воспользоваться. Не лишним будет посмотреть видео по сварке арматуры. Ролики зачастую сопровождаются комментариями сварщика, так что позволят более детально понять саму суть процесса.
Написанный текст не всегда воспринимается и усваивается человеком, так как довольно трудно себе правильно все представить в воображении. А просмотренное видео исправит этот недочет и у новоявленного сварщика уже будет перед глазами четкая картинка с поэтапной последовательностью действий. Останется просто повторить все шаги в жизни, и прочная сварная конструкция будет готова.
Сварное соединение – самое надежное
Сварные соединения арматуры – наиболее надежный и долговечный на сегодняшний день вид стыковки металла. Они хорошо проявляют себя в любых условиях эксплуатации. Нарушить шов без применения физической силы практически невозможно.

Прочность несущего каркаса обеспечивает долговечность возведенного на нем здания. Но есть и некоторые недостатки, о которых тоже стоит упомянуть. Самый главный выплывает из основного достоинства. Сварка дает крепкое монолитное соединение, которое невозможно нарушить. Поэтому в зонах сейсмической активности велик риск того, что бетонная часть здания при колебаниях земной коры будет трескаться и разрушаться.
Поэтому для застройки в такой местности нужно использовать более гибкие соединения, способные гасить колебания за счет деформации в установленном диапазоне.
Ссылка на promplace.ru обязательна
Оборудование для сварки арматуры и закладных деталей
Для стыковки арматурных стержней в плети длиной до 24 м применяют различные установки, которые укомплектовывают стыковыми сварочными машинами и вспомогательным оборудованием.
Установка СМЖ-524 поставляется в двух сборках и трех исполнениях в зависимости от требуемой длины арматуры и назначения для ненапряженного и преднапряженного железобетона. Основными узлами установки являются питатель, механизм подачи с механизмом поджима, стыковая сварочная машина, стойка с подъемным роликом, станок для резки арматурной стали (типа СМЖ-133А), приемный роликовый конвейер, приемные секции и шкаф — пульт управления. На стыковой сварочной машине МС-2008 установлены сдвоенные пневмоцилиндры, обеспечивающие усилие осадки 60 ООО Н при давлении воздуха 0,5 МПа.
В зависимости от длины заготавливаемых плетей арматуры роликовый конвейер комплектуют соответствующим числом секций, соединяющихся между собой и с рамой болтами.
Машина МС-2008 для стыковой сварки стержневой арматуры диаметром до 50 мм получила наибольшее применение. Основными узлами ее являются станина, зажимы с пневматическим устройством, электромеханический привод осадки,сварочный трансформатор, контактор и переключатель ступеней.
Арматурные стержни, подлежащие сварке, устанавливаются в контактные губки зажимов и удерживаются в них с помощью пневматических цилиндров с рычажными устройствами^ управление которыми осуществляется кнопками при помощи электропневматических клапанов.
Сварка непрерывным оплавлением производится автоматически, а сварка оплавлением с подогревом — полуавтоматически.
Характер изменения скорости оплавления и осадки определяется профилем кулачка электромеханического привода. Для регулирования скоростей используется функциональный регулятор.
Вторичное напряжение регулируется с помощью переключателя ступеней .
Сборные и монолитные железобетонные конструкции армируют, как правило, сварными арматурными сетками и каркасами, которые изготовляют с использованием оборудования для контактной точечной сварки (одноточечные стационарные и подвесные машины, а также многоточечные машины, на базе которых создают различные автоматизированные линии): – линии 7994/1, 7934/2 и 7975/1 для изготовления сеток шириной до 3800 мм из арматуры диаметром соответственно до 10 … 6 и до 10 … 12 мм; – линия 7850 для изготовления сеток шириной до 1450 мм из арматуры диаметром до 14 … 40 мм; – линии 7728А/3 и 7728А/4 для изготовления арматурных сеток. шириной до 775 мм из арматуры диаметром соответственно до 14 … 8 и 14 … 25 мм; – линия КТМ-3201 УХЛ4 для сварки сеток шириной до 3000 мм из арматуры диаметром 15 … 32 мм.
Одноточечные стационарные машины применяют при небольших объемах работ. Они состоят из сварного стального корпуса, пневматического привода, пневматического устройства, системы охлаждения, то-коподвода, электрического устройства. В корпус машины встроены сварочный трансформатор, переключатель ступеней, игнитронный контактор и панель зажимов. Пневматический привод, обеспечивающий вертикальное перемещение верхнего электрододержателя и сжатие свариваемых пересечений арматуры, установлен на кронштейне корпуса. Электропневматический клапан, маслораспылитель и регулятор давления с манометром размещены на крышке корпуса.
При работе машины свариваемые стержни размещают между электродами. Затем нажатием педальной кнопки включается электронный регулятор времени, который автоматически управляет процессом сварки в такой последовательности. Нижний поршень привода вместе со штоком и ползуном опускается, электроды сжимают стержни, включается трансформатор и стержни свариваются. После сварки стержней трансформатор отключается, и детали выдерживаются некоторое время под давлением, после чего, перемещая поршень вверх, поднимают электрод и освобождают сварные стержни.
К многоточечным сварочным машинам, на базе которых создают автоматизированные линии, относятся машины МТМ-160; МТМ-166; МТМ-32, МТМ-35, МТМК-ЗОХ 100-4 (табл. 2.10), МТМ-244.
Многоточечная машина МТМ-160 (рис. 2.19) применяется для сварки сеток шириной до 3800 мм. Она создана на основе ранее выпускавшейся машины АТМС-14X75-7-2 с учетом расширения технологических возможностей и улучшения конструкции некоторых узлов, что обеспечивает сварку арматуры гладкого и периодического профиля, а также сеток эффективного армирования с поочередно смещенными укороченными поперечными стержнями.
Машина может работать с мерными продольными стержнями, а также с мотками проволоки. Для этого в ней предусмотрены крюки для захвата за поперечные стержни и цанговые зажимы для продольных проволок.
Источники: http://technology-jbi.ru/svarka_armaturi/, http://promplace.ru/svarka-metallov-staty/svarka-armatury-1743.htm, http://lektsii.org/6-54621.html
Комментариев пока нет!
armatura-tonna.ru
способы, выбор электродов, таблица свариваемости
Арматурные стержни используют для упрочнения бетонных фундаментов, монолитных стен, сеток, укладываемых под дорожного полотно. Сварка арматуры производится в цехах заводов ЖБИ, на строящихся объектах. Собранные каркасы, сетки подвергаются статическим, динамическим нагрузкам. От качества швов зависит прочность металлоконструкции. Существует несколько способов горячего соединения арматурных стержней. У каждого есть свои недостатки и достоинства.

Особенности сваривания арматуры
Все способы крепления арматурных стержней регламентированы ГОСТ 14098-91. При создании решетчатых каркасов удается получать перекрестные соединения по прочности сопоставимые с арматурой. Предпочтительнее соединять прутки встык, наращивая до нужной длины. Прочность наращиваемых встык каркасов выше, чем при сварке арматурных стержней внахлест. Нарушается соосность, симметрия распределения нагрузки. Металл варят методом наплавки и расплавления. Надежность расплавленного соединения выше, чем у наплавки, но метод не применим на строительных объектах, при сварке арматуры на высоте.
До горячей обработки следует осуществлять зачистку металла, чтобы в рабочей зоне не было ржавчины, частичек металла. При стыковых соединениях кромки выравнивают резаком.
Способы сварки
Чаще прутки варят встык, реже – внахлест. Качество шва при стыковой сварке выше, предусмотрен провар металла по всей площади стыка. Крепление стержней внахлест ненадежное, не рассчитано на изгиб, кручение. Работы проводятся с использованием плавящегося электрода. Можно ли сваривать арматуру без наплавки, рассказывается в разделе «Контактная точечная». А пока подробно о каждом из способов крепления арматурных стержней методом наплавки.
Внахлест
Сварка арматуры для каркасов, испытывающих небольшую нагрузку на изгиб, кручение, производится внахлест, прутки накладывают друг на друга на 15 –30 см. При таком методе расход металла увеличивается. Угол наклона электрода до 15° к вертикали, шов делают с противоположных сторон обеих прутков или проваривают нахлест боковым непрерывным швом. Для работы используют плавящиеся электроды разных марок. Подробности в последнем разделе статьи. Место сварки предварительно зачищают металлической щеткой. Некоторыми электродами допускается работать по ржавчине.
Сварка арматуры внахлест производится для каркасов, испытывающих небольшую нагрузку на изгиб, кручение
Для качественного шва важно правильно подобрать параметры тока. Небольшая таблица свариваемости арматуры в зависимости от диаметра прутков (данные усредненные для стержней марок А500С и А400С):
| Вид электрода | Диаметр, мм | Рабочий ток, А |
| Э42, СМ-11 | 3 | 100—140 |
| 4 | 160—220 | |
| 5 | 180—280 | |
| УОНИ13/45 | 2 | 30—50 |
| 2,5 | 60—80 | |
| 3 | 80—100 | |
| 4 | 100—160 | |
| 5 | 140—200 | |
| AНО-5 | 4 | 160—230 |
| 5 | 190—300 | |
| АНО-6 | 4 | 180—200 |
| 5 | 180—270 | |
| ОЭС-23 | 2 | 40—50 |
| 3 | 90—120 | |
| ВСЦ-4 | 3 | 90—100 |
| 4 | 120—160 | |
| МР-3, Э-46 | 3 | 90—120 |
| 4 | 160—180 | |
| 5 | 170—230 | |
| 6 | 280—320 |
Встык
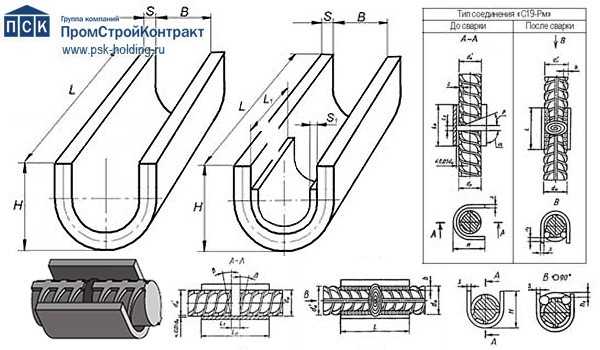
Сварка арматуры производится для удлинения прутков до необходимого размера. Для заполнения стыка горячим расплавом используют U-образные накладки, называемые ванночками. Они бывают:
- одноразовыми, подобно муфте остаются на соединении;
- многоразового использования, их делают из графита, цветных сплавов (после остывания ванны расплава форму снимают).
Стыковая ванная сварка – распространенный метод, используемый на строительной площадке
Стыковая ванная сварка – распространенный метод, используемый на строительной площадке. Работы производят в горизонтальном и вертикальном положениях. Для работы используют плавящиеся электроды, подходящие под тип прутков. Работы проводят на высоких токах, до 400 А. Для работы используют трансформаторы, выпрямители, инверторы. Технические особенности выполнения стыковых соединений:
- стыки зачищают, укладывают в ванночке с соблюдением соосности;
- плавящийся электрод разжигается при касании одного из стержней;
- образуемая ванна расплава постепенно заполняет стык, пустоты между прутками и материалом ванночки;
- после кристаллизации расплава со шва счищают окалину.
Вместо ванночки, для стыковых горизонтальных соединений, иногда используют стальные угловые накладки, они ограничивают растекание ванны расплава подобно ванночке.
Контактная точечная
Стыковое соединение стержней безэлектродным методом в больших объемах производится стационарным оборудованием для сварки арматуры. Это специальные стационарные автоматы, установленные в цехах. На строительных площадках подобного оборудования нет.

Контактная точечная сварка арматуры
Ванна расплава на поверхности арматуры при сварке контактным методом образуется за счет преобразования электрической энергии в тепловую при возникновении дуги, она прошивает металл насквозь. Ток подводится в рабочую зону по неплавящимся электродам. Разогретую зону стыка плотно сжимают. Метод энергозатратный, но высокопроизводительный. По сути, стыковая автосварка – контактно-точечный способ с высокой плотностью точек контакта.
Ручное оборудование стационарного или переносного типа используют для соединений внахлест. Площадь воздействия ограничена диаметром электродов. На строительной площадке контактно-точечная сварка не применяется из-за сложности транспортировки оборудования. При выполнении швов сварочными клещами качество шва ограничено силой давления на рычаги. На арматурные прутки марки АI оказывают давление от 30 до 50 МПа в зависимости от диаметра, на АII – от 60 до 80 МПа.
Контактная точечная сварка бывает двух типов:
- С непрерывным оплавлением стыка в течение 1–20 секунд в зависимости от диаметра прутка. Так варят холоднокатаные стержни типа АI из низкоуглеродистой стали.
- В прерывистом режиме. Прутки в зоне стыка предварительно прогревают. Метод применим для горячедеформированных прутков, при импульсной подаче тока в металле не возникает остаточных напряжений, отрицательно сказывающихся на качестве шва.
Какими электродами варить арматуру
При выборе электродов для сварки арматуры необходимо учитывать способ изготовления и толщину прутков. В маркировке обязательно должен быть буквенный символ «С» – свариваемая, например, А500С, А400С. Числовой показатель указывает предел текучести.
Учитывают размер прутков:
- варить арматуру диаметром от 5 до 8 мм нужно электродами не толще 3 мм;
- арматура от 8 до 10 мм – электрод от 3 до 4 мм;
- арматура свыше 10 мм – электрод не менее 5 мм.
Электроды делят на 6 видов, при выборе следует смотреть маркировку:
- «У» предназначены для низкоуглеродистых и низколегированных сплавов;
- «Т» – для термостойких легированных;
- «Н» – наплавочные;
- «Э» – с повышенными требованиями пластичности, универсальные в применении.
Для А500С подходят электроды марок Э42А, Э46А, Э50А, Э55, Э60, в них стержни из сварочной проволоки Св-08или Св-08А, рутиловая обмазка с двуокисью титана, она выполняет роль защитного флюса. Рутиловые электроды ОЗС-12 обеспечивают хорошее качество стыкового соединения.
Для сварки арматуры А400С, применяемой для каркасов, рассчитанных на небольшую нагрузку, выбирают электроды МР (соответствуют по составу Э46), АНО, ими варят прутки внахлест, шов допускается делать по ржавчине. Стыковые соединения ванным методом выполняют электродами с основным покрытием: УОНИ-13/45, ТМУ-21У, стержни соответствуют по химсоставу марке Э42.
При сварке арматурных стержней важно учитывать, что прочность стыковых швов выше, чем сварки внахлест. Для фундаментов, опорных конструкций предпочтительнее ванный метод. Для железобетонных изделий, дорожных покрытий прутки соединяют внахлест любым из методов.
svarkaprosto.ru
используемые аппараты, технология процесса и меры предосторожности.
Сварка – процедура, наверняка известная каждому. Однако это понятие охватывает целый ряд различного рода процессов. Так, одним из видов является точечная контактная сварка. Данный процесс предполагает соединение деталей в одной либо сразу нескольких точках. С учетом размера сварной точки и ее структуры определяется прочность полученного соединения. А достижение высоких показателей возможно при условии применения правильного сварочного аппарата (подбирается нужная схема, выполняется установка, тщательно соблюдается технология сварочного процесса). К слову, возможна его самостоятельная установка и дальнейшее использование.
Одно из направлений точечной сварки, изготовление конструкций из арматуры
Необходимо отметить, что контактная точечная сварка применяется в целях сваривания арматуры. Применение именно данного вида сварки позволяет максимально автоматизировать и механизировать весь процесс изготовления арматуры, а также добиться снижения трудоемкости работ. Однако это далеко не единственная область применения точечной сварки. Так, широко используется данная разновидность и в некоторых иных промышленных целях, например, нередко прибегают к контактной точечной сварке для аккумуляторов. Применение контактной точечной сварки возможно и в домашних условиях для ремонта бытовой техники, выполнения работ с кабелем и др.
Аппарат точечной сварки: описание
Аппараты, применяемые при контактной точечной сварке, различны, разнообразна и их схема. К примеру, при относительно небольших объемах работ широко используются машины одно- и двухэлектродные. При необходимости сварки тяжелой арматуры, а также в целях приварки отдельных стержней применяют иные аппараты: подвесные контактные машины со сварочными клещами.
Все выпускаемые машины имеют либо односторонний подвод тока, либо двусторонний. Во втором случае ток подводится к нижнему и верхнему стержням.
Когда же подвод тока односторонний, то осуществляется это от вторичного витка трансформатора (снизу). Аппараты с односторонним подводом характеризуются меньшей длиной протекания, что оказывает существенное воздействие на сопротивление (в сторону его снижения). В результате наблюдается повышение производительности за счет появления возможности одновременной сварки нескольких пересечений.
Все сварочные аппараты для одно- и многоточечной контактной сварки разделяются на стационарные и подвесные. При этом подвесные еще бывают со встроенным трансформатором либо выносным.
Относительно невысокой производительностью и малым вылетом хобота электродержателя характеризуются одноточечные стационарные аппараты, оснащенные гидравлическим приводом, и некоторые подвесные, имеющие пневмопривод (типа МТП-75 и МТПП-75 соответственно). Подобные аппараты применяются в целях выполнения работ небольшого объема.
Одноточечные подвесные машины, имеющие номинальную мощность до 75 кВт, позволяют осуществлять соединение арматуры, где меньший стержень будет иметь минимальный диаметр до 16 мм. Аналогичные стационарные аппараты позволяют сваривать стержни с диаметром до 22 мм.
При необходимости сварки арматуры большего диаметра применяются иные аппараты, обладающие значительно большей мощностью. Также прибегают к многоточечной контактной сварке.
Какова схема сварочного аппарата?
Для начала ознакомимся с одноточечной стационарной машиной. Итак, такая установка состоит из следующих элементов:
- Корпус;
- Пневмопривод;
- Система подвода тока;
- Система охлаждения.
Схема предполагает, что корпус вмещает в себя трансформатор, контактор, переключатель ступеней и панель зажимов.
Сжатый воздух в пневмоцилиндре обеспечивает вертикальное перемещение верхнего электрода, а также сжатие свариваемых стержней. Охлаждение производится при помощи воды.
Разумеется, схема иных аппаратов выглядит несколько иначе. Необходимо также отметить, что допустима и самостоятельная сборка и установка аппарата для контактной точечной сварки арматуры. Различных вариантов довольно много, но, как правило, в основе лежит определенная схема контактной точечной сварки, требующая минимально возможного количества деталей. Впрочем, любая подобная схема позволит собрать относительно маломощный аппарат для сварки арматуры.
Технология сварки
Поскольку точечная сварка арматуры представляет собой разновидность контактной сварки, то в основу процесса положен небезызвестный закон Джоуля-Ленца, в соответствии с которым происходит тепловое воздействие электрического тока, а также принцип усилия сжатия свариваемых деталей.

Практически ювелирная работа, медными электродами
Более подробно технология выглядит так. В ходе одно- либо многоточечной контактной сварки арматуры ток от одного электрода проходит к другому непосредственно через металл. К слову, сами электроды, применяемые при контактной точечной сварке, производятся из сплавов, обладающих высокой электропроводностью. Это позволяет обеспечить в связи «электрод-деталь» наименьшее сопротивление. В результате в связи «деталь-деталь» — наибольшее нагревание, поскольку там как раз и оказывается максимальное сопротивление.
Точечная сварка арматуры
Она осуществляется в одном из двух режимов: мягком и жестком. Первая технология отличается тем, что:
- Времени для сварки требуется больше;
- Заготовки нагреваются плавно;
- Плотность тока непосредственно на рабочей поверхности электрода не превышает, как правило, 100 А/мм2;
- Сам ток протекает за 0,5-3 с.
Плюсами, которыми характеризуется эта технология, являются:
- Меньшее количество потребляемой мощности;
- Меньшие сетевые нагрузки;
- Необходимость в аппаратах меньшей мощности и, соответственно, меньшей стоимости;
- Наконец, необходимо отметить и такое преимущество, как уменьшение закалки сварочной зоны.
Второй режим – жесткий – характеризуется иными особенностями:
- Продолжительность сварки здесь меньше;
- Показатели силы тока выше, они достигают 120-300 А/мм2;
- Ток при жестком режиме протекает за 0,1-1,5 с.
Основным преимуществом, которым обладает подобная технология сварки арматуры, является общее уменьшение времени, затрачиваемого на соединение, и значительное повышение производительности.
Впрочем, отмечаются и некоторые недостатки, в частности: повышенная мощность, которая потребляется при работе, серьезные сетевые нагрузки.
Необходимые меры безопасности
При осуществлении контактной точечной сварки арматуры необходимо тщательное соблюдение всех мер предосторожности. Приведем основные из предпринимаемых мер.
Итак, прежде всего, важно добиться того, чтобы нагрузка по фазам распределялась равномерно.
Очень важно, чтобы сварочная установка была прочно закреплена, если речь идет о тех случаях, когда аппараты размещаются на столе либо на подставке. При установке на пол обычно крепление не требуется.
Еще одной немаловажной мерой является заземление корпуса аппарата. Заземлить нужно в любом случае, независимо от того, как именно устанавливается аппарат для точечной сварки арматуры.
Наряду с заземлением следует оснащать сварочные аппараты щитами, предназначенными для защиты от брызг расплавленного металла. Для этого же применяются и очки с простыми стеклами, которые надевает лицо, осуществляющее соединение арматуры.

В массовом производстве, очень щепетильно относятся к мерам безопастности
Должное внимание следует уделять состоянию всех проводов, не допуская их пережатий и появления каких-либо потертостей.
Наконец, важно правильно оборудовать и само рабочее место. Это предполагает не только наличие защитных элементов, но и снабжение рабочего места отсасывающей вентиляцией.
Необходимо отметить, что меры предосторожности, которым нужно следовать при осуществлении контактной точечной сварки арматуры, можно назвать общими для всех видов сварочных работ. Однако это нисколько не умаляет значения подобных мер, поскольку безопасность – одна из неотъемлемых составляющих.
zavarimne.ru