Оборудование для сварки взрывом: ГОСТ, технология, области применения, плюсы и минусы, необходимое оборудование и материалы
alexxlab | 24.01.2023 | 0 | Разное
ГОСТ, технология, области применения, плюсы и минусы, необходимое оборудование и материалы
Сварка взрывом является разновидностью ударной сварки, при которой детали свариваются при взаимном соударении, вызываемом детонацией пирозаряда. Нужная температура и скорость соединения деталей достигается за счет кинетической энергии, сообщаемой взрывной волной, а также теплоты сгорания пирозаряда.
Содержание
- 1 Технология процесса
- 2 Область применения
- 3 Необходимое оборудование
- 4 Подготовка к сварке
- 5 Описание процедуры
- 6 Оценка качества соединений
- 7 Достоинства и недостатки метода
Новый ГОСТ на сварку взрывом (ГОСТ Р ИСО 857-1-2009) вступил в силу с 1 июля 2010 года.
Технология процесса
Сваривание двух деталей происходит за счет высокой скорости взрывной волны (до 3000 м/с), распространяющейся равномерно по свариваемой поверхности. При этом одна деталь должна располагаться неподвижно, другая деталь размещается над первой деталью и покрывается равномерным слоем взрывчатого вещества (пирозаряда).
В качестве пирозаряда могут использоваться:
- аммонал;
- аммонит;
- игдонит;
- аммиачная селитра.
Максимальная скорость соударения деталей достигается при использовании аммонита (ГОСТ 21984-76). Детонация осуществляется посредством удара, контролируемого поджига или электроимпульса.
После детонации пирозаряда поверхность плакирующей детали приваривается к неподвижной детали от края вдоль линии взрыва заряда, кратковременно изгибаясь при этом на угол в 3-10 градусов.
Область применения
Метод сварки взрывом используется для соединения:
- сложных изогнутых поверхностей;
- деталей из разных металлов и сплавов;
- элементов внутри полых труб;
- плоских деталей большой площади.
Отсутствие сильной диффузии при сварке взрывом позволяет применять данный метод для соединения тонких (до 0,01 мм) листов из разных материалов и для создания многослойных композитов.

Высокая энергия сваривания позволяет создавать швы высокой однородности, а отсутствие необходимости проваривать шов вручную дает возможность увеличения площади соединения деталей до 50 кв. м.
Необходимое оборудование
Для выполнения сварки методом взрыва потребуются:
- крепление для неподвижной детали;
- взрывчатое вещество и детонатор;
- прокладка для установки между деталями;
- органический растворитель;
- шлифующий элемент.
Массивные детали (прокатные листы, металлические основания композитов) располагают на уплотненном гравии или песке без дополнительной фиксации, а небольшие детали, требующие высокой точности соединения, закрепляются на толстом бетонном или металлическом основании специальными монтажными болтами. Болты вставляются в наружные ушки детали, которые отрезаются после завершения процесса сварки.
Прокладка между плоскими деталями, которые нужно сварить, поддерживает между ними расстояние в 2-8 мм, необходимое для разгона плакирующей детали. Прокладка изготавливается из обеззоленного картона или углеродного клатрата (для высокоточной сварки) – данные материалы сгорают в момент сваривания с выделением углекислого газа практически без образования копоти и золы, которые могут уменьшить прочность соединения.
Прокладка изготавливается из обеззоленного картона или углеродного клатрата (для высокоточной сварки) – данные материалы сгорают в момент сваривания с выделением углекислого газа практически без образования копоти и золы, которые могут уменьшить прочность соединения.
Подготовка к сварке
Перед началом сварки поверхности деталей сначала шлифуются до металлического блеска, после чего обезжириваются растворителем. Без шлифовки плоскость соединения деталей может быть сильно неоднородной за счет отсутствия контакта деталей в неровных местах, а жировая пленка толщиной более 0,01 мм может препятствовать свариванию при быстром соударении деталей (особенно если используются низкотемпературные взрывчатые вещества).
После обработки поверхности деталей нужно оценить качество пирозаряда.
Проверка проводится детонацией заряда вхолостую на небольшой поверхности, при этом оценивается равномерность хода взрывной волны.
 Проверка проводится детонацией заряда вхолостую на небольшой поверхности, при этом оценивается равномерность хода взрывной волны.
Проверка проводится детонацией заряда вхолостую на небольшой поверхности, при этом оценивается равномерность хода взрывной волны.Если свариваются большие площади массивных деталей, то перед нанесением пирозаряда важно соблюсти технику безопасности – огородить место сварки и обеспечить персонал средствами индивидуальной защиты.
Описание процедуры
Процедура сваривания деталей взрывом включает следующие шаги:
- Нижняя неподвижная деталь располагается на рабочей поверхности.
- Далее располагается удерживающая прокладка из картона.
- Выше укладывается плакирующая деталь.
- На плакирующую деталь равномерно наносится взрывчатое вещество.
- По краю детали устанавливается детонирующая система.
- Детонатор запускается оператором.
- Происходит сваривание и остывание поверхностей.
- С плакирующей детали удаляются остатки пирозаряда.

Детонирующая система может быть установлена в одной точке края, в нескольких точках или вдоль линии. Например, при сварке двух плоских прямоугольных деталей линия детонации устанавливается по ширине края плакирующей детали.
После окончания процесса сварки важно убедиться, что на плакирующей детали не осталось невзорвавшегося вещества. Для этого поверхность детали очищается механически и обрабатывается нейтрализующими пирозаряд реагентами.
Счищенные остатки сгоревшего пирозаряда утилизируются как взрывоопасные вещества, при необходимости подвергаясь контрольной детонации.
Оценка качества соединений
Качество сварки взрывом оценивается по следующим критериям:
- прочность;
- сплошность;
- окисляемость;
- равномерность соединения;
- чувствительность к воздействию тепла и удара.
Прочность соединения плоских деталей в композитных изделиях оценивается испытанием на изгиб и перегиб – при изгибе сваренные детали не должны смещаться относительно друг друга и толщина в месте соединения не должна увеличиваться.

Сплошность – это качество соединения деталей из разных материалов, проверяется ультразвуковым дефектоскопом. Окисляемостью называют наличие окисной пленки вследствие теплового воздействия на поверхность плакирующей детали. Допустимость и максимальная толщина такой пленки зависит от конкретных деталей и назначения готового изделия. Под равномерностью подразумевается отсутствие типичных для сварки дефектов – раковин, наплывов по краям и т. д.
Достоинства и недостатки метода
К плюсам сваривания деталей взрывом с использованием пирозаряда можно отнести:
- высокую скорость сварки;
- возможность сваривания деталей из разных поверхностей;
- возможность сваривать детали в труднодоступных местах;
- высокую однородность и прочность соединения при малой диффузии.
Равномерно нанесенное взрывчатое вещество соединяет хорошо обработанные детали с одинаковой прочностью по всей площади в отличие от обычной сварки, где большое влияние имеет человеческий фактор.

Кроме того, отсутствие необходимости касания поверхностей электродом и зрительного наблюдения за процессом дает возможность соединять тонкие детали сложной формы в узких полых пространствах.
К минусам метода сварки взрывом относят:
- сложность технологической подготовки;
- повышенную опасность;
- неприменимость способа для легкоплавких и горючих деталей.
Несмотря на высокую скорость самого процесса сваривания, подготовка может занимать значительное время. При этом использование взрывчатого вещества создает высокий риск повреждения деталей температурой или ударной волной, поэтому перед свариванием новых материалов нужно подбирать подходящее вещество для пирозаряда и толщину его нанесения опытным путем.
Информация о методе сварка взрывом
- Главная
- |
- |
- Другие методы сварки
 org/ListItem”>Азбука сварки – Справочный раздел
org/ListItem”>Азбука сварки – Справочный раздел
Сварка взрывом относится к подвиду сварки давлением, где давление образуется направленным взрывом. Соединение свариваемых элементов происходит с помощью энергии взрыва. Взрывная сварка позволяет сваривать между собой разнородные металлы, образуя прочное соединение. Сварка взрывом также является одним из методов плакирования металлов.
Использование сварки взрывом для соединения металлических элементов имеет ряд плюсов. Так для работы практически не нужны никакие расходные элементы кроме взрывчатого вещества. Сварка взрывом протекает быстро, значительно ускоряя весь рабочий процесс. В результате возрастает производительность сварки. И при этом сварка взрывом практически не имеет ограничений по размерам свариваемых деталей.
Но при этом использование взрывной сварки имеет существенные недостатки.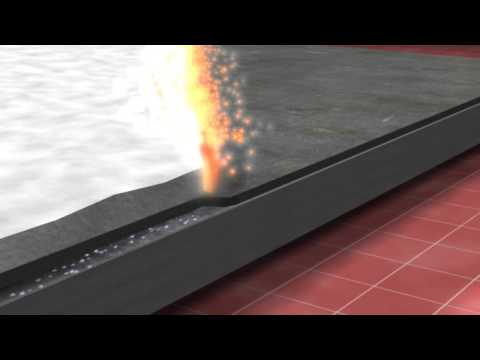 Первый – это опасность ведения процесса и возможных последствий. При работе с небольшими деталями работа ведется небольшими неопасными взрывами. Но при работе с деталями большой площади требуются взрывы большей мощности, что может привести к негативным последствиям для персонала. Следует уделять особое внимание защитной экипировке сварщиков и рабочих помещений.
Первый – это опасность ведения процесса и возможных последствий. При работе с небольшими деталями работа ведется небольшими неопасными взрывами. Но при работе с деталями большой площади требуются взрывы большей мощности, что может привести к негативным последствиям для персонала. Следует уделять особое внимание защитной экипировке сварщиков и рабочих помещений.
Также важно помнить, что проведение взрывной сварки может быть доверено только персоналу, имеющему специальный допуск для работы с взрывчатыми веществами. Соответственно каждый сварщик должен быть допущен для проведения сварки взрывом. Дополнительно среди персонала должен быть проведен специальный инструктаж по технике безопасности.
Возможность соединения различных металлов с помощью сварки взрывом позволяет применять метод во многих отраслях промышленности, включая машиностроение, нефтяную отрасль, металлургию и многие другие. Ограничением для использования взрывной сварки может быть только невозможность использования метода в силу требований техники безопасности на конкретном производстве.
При сварке взрывом свариваемые детали накладываются друг на друга под определенным углом. Нижняя деталь неподвижная и служит мишенью (основанием) для взрыва. Привариваемая деталь является подвижной (или плакирующей). Подвижная деталь может располагаться под небольшим углом к основанию или параллельно ему.
Поверхности обеих свариваемых деталей должны быть тщательно зачищены и обезжирены. Взрывчатое вещество размещается на подвижной заготовке совместно с детонатором. Детонатор инициирует контролируемый направленный взрыв, который приводит в движение подвижную деталь. В результате подвижная часть с большой скоростью ударяется в неподвижную. Под действием взрыва обе свариваемые части деформируются, образуя между собой сварное соединение.
Для сварки взрывом используются сухие взрывчатые вещества, которые могут компактно размещаться на поверхности свариваемых деталей. Такими веществами могут выступать аммониты, аммиачная селитра, аммонал, гранулит, гранулотол, гексоген и другие.
Сварка взрывом – оборудование, типы, работа, преимущества и недостатки с применением
Сварка взрывом (EW) – это процесс сварки в твердом состоянии, т.е. этот процесс не включает расплавленное состояние во время сварки различных частей металла, которые должны быть сварены. . Этот метод был разработан в течение десятилетий после Второй мировой войны. Компания Dupont подала заявку на патент этого процесса сварки в 1962 году, который был выдан 23 июня 1964 года.
Это процесс, в котором два или более разнородных металла соединяются путем ускорения одной детали на высокой скорости с использованием химических взрывов посредством контролируемого детонации или взрыва. Эта сварка считается процессом холодной сварки, который позволяет соединять металлы без потери их предварительно связанных свойств. Этот процесс не требует присадочного материала для сварки металлов. Этот процесс слишком выгоден, так как не влияет на свойства металла, не плавится и т. д.
д.
Сварка взрывом в основном основана на металлургическом соединении, то есть на соединении разнородных металлов. В этом процессе производятся контролируемые взрывы, которые создают высокое давление, что приводит к пластической деформации металлической заготовки, эта деформация приводит к металлургической связи между металлическими частями. Эти детонации происходят в течение очень короткого промежутка времени, благодаря которому ни металл не повреждается, ни свойства металла не изменяются. Металлургические соединения или связи прочнее, чем исходные металлические связи.
Читайте также:
- 8 основных преимуществ дуговой сварки
- Процесс сварки трением – работа, типы, преимущества, недостатки при применении
- Что такое шовная сварка и как она работает?
- Опорная пластина (опорная): Эта пластина остается неподвижной, она обеспечивает поддержку и помогает уменьшить или свести к минимуму ущерб во время детонации.
- Пластина флаера (плакированная): Эта пластина приваривается к базовой пластине. Он расположен параллельно опорной плите или под углом, под которым наклонена опорная плита.
- Дистанция дистанции: Это очень важный фактор для РЭБ. Это расстояние между пластиной флаера и базовой пластиной. Как правило, зазор принимается как его двойная толщина.
- Буферная пластина: Эта пластина используется для снижения воздействия взрыва на верхнюю поверхность пластины летучей мыши. Это защищает флаер от любого повреждения из-за взрыва.
- Взрывчатые вещества: размещаются на буферной плите или непосредственно на облицовке. Он производит взрыв для сварки.

В основном его можно разделить на две категории на основе устройства, установленного для процесса, которое выглядит следующим образом:
- Параллельный EW: сварка, толстые и большие листы используются и соединяются. Между пластинами имеется зазор. 2. Наклонный EW:
В этом процессе опорная плита фиксируется, а пластина флаера наклоняется под углом к опорной плите. Эта установка используется для соединения небольших и тонких пластин.
Работы по сварке взрывом- Во-первых, металлические детали или пластины должны быть тщательно очищены; на них не должна оставаться ржавчина, которая может привести к проблемам в процессе сварки.
- Теперь, в зависимости от типа сварки взрывом, настройки должны быть следующими:-
- Если он параллелен EW, то опорная пластина и пластина флаера будут параллельны друг другу, как следует из названия.
- И если это косой EW, то опорная плита должна быть закреплена на наковальне, а пластина рогульки будет образовывать угол в соответствии с опорной плитой.
- Подготовленные взрывчатые вещества помещаются в коробку того же размера, что и поверхность, подлежащая сварке, которая размещается над буферной пластиной, защищающей пластину флаера под ней.
- Теперь взрывчатка воспламеняется.
- При воспламенении взрывчатки создается высокое давление, которое деформирует пластины.
- Эти пластины пластифицируются и образуют металлургические связи, более прочные, чем исходные металлические связи.
Для лучшего понимания посмотрите видео ниже:
Читайте также:
- Процесс электрошлаковой сварки – принцип, основные части, работа, преимущества и недостатки с применением
- Что такое сварка ?
- Что такое процесс сварки TIG или дуговая сварка вольфрамовым электродом в газе (GTAW)
- Он может сваривать многие разнородные металлы, как правило, металлы, которые невозможно сварить никаким другим методом.
- Этот процесс очень прост; для работы с ним не требуется высоких навыков.
- Очень большие поверхности можно склеивать или сваривать.
- Не влияет на основные свойства металла после сварки, они не изменяются.
- В процессе сварки взрывом используется очень небольшое количество взрывчатых веществ.
- Никакая часть заготовки не нагревается, как при других методах сварки.
- В этот процесс не включается расплавленное состояние металла; металл только пластифицирован, чтобы соединиться с другой частью.
- Может сваривать только пластичный металл с высокой ударной вязкостью.
- Сварные геометрии ограничены простыми конструкциями – плоскими, цилиндрическими, коническими.
- Повышены меры предосторожности из-за использования взрывчатых веществ.
- Использование взрывчатых веществ в промышленных зонах будет ограничено из-за шума и вибрации земли, вызванных взрывом.
- Используется для сварки больших структурных листов алюминия с нержавеющей сталью.
- Используется для сварки цилиндрических деталей, таких как трубы, концентрические цилиндры, трубки и т. д.
- Сваривает плакированный лист со сталью в теплообменнике.
- Соединение разнородных металлов, которые не могут быть сварены другим способом сварки.
- Для соединения охлаждающего вентилятора и т. д.
- Соединение труб и трубок.
- Соединение разнородных металлов может выполняться, например, для алюминия со сталью, меди с нержавеющей сталью, титановых сплавов со сталью Cr-Ni, вольфрама со сталью и т. д.
Из этой статьи вы узнали, что такое сварка взрывом. (EW) и как это работает. Если вы нашли эту статью информативной и полезной, не забудьте поставить лайк и поделиться ею. ТИА.
NobelClad — мировой лидер в области сварки взрывом и решений для композитных металлов
Навигация/Значок/Учетная записьФИЛЬТР ПО КОНСТРУКТИВНЫМ ТРЕБОВАНИЯМ
Выберите одну или несколько функций, чтобы узнать о применении композитных металлов.
Преимущества
- Композитные механические свойства
- Равномерность температуры
- Электрическая проводимость
- +
Приложения
- Крепление
- Сосуды под давлением
- Теплообменники
- +
- Цветные сплавы к высокопрочным сталям
- Черные в легированные стали
- Железо в алюминий
- +
Выберите преимущества
×
- Композитные механические свойства
- Равномерность температуры
- Электрическая проводимость
- Эффективность сборки
- Устойчивость к коррозии
- Экономически эффективным
- Соединение несовместимых металлов
- Легкий дизайн
- Низкое потребление энергии
- Сокращение обслуживания
- Альтернатива механическому креплению
- Эффективность процесса
- Другой
Выберите приложение(я)
×
- Крепление
- Сосуды под давлением
- Теплообменники
- Электрические соединения
- Химические реакторы
- Последующее оборудование
- Строительство морских судов
- Среднее оборудование
- Военные и аэрокосмические
- Плавка первичного металла
- Компоненты кораблестроения
- Транспорт
- Восходящее оборудование
Выберите металл(ы)
×
- Цветные сплавы к высокопрочным сталям
- Черные в легированные стали
- Железо в алюминий
- Черные в углеродистые стали
- Черные сплавы в медные
- От черных до высокопрочных сталей
- Черные сплавы с никелевыми сплавами
- Черные и нержавеющие стали
- Цветные сплавы для легированных сталей
- Цветные сплавы к алюминиевым сплавам
- Сплавы цветных металлов с углеродистыми сталями
- Цветные сплавы к медным сплавам
- Цветные сплавы к никелевым сплавам
- Сплавы цветных металлов с нержавеющими сталями
NobelClad™ производит плакированные плиты, плакированные трубные доски и нестандартные решения из композитных металлов, используя проверенный и запатентованный процесс сварки взрывом DetaClad™.
 Между пластинами имеется зазор. 2. Наклонный EW:
Между пластинами имеется зазор. 2. Наклонный EW: 

 д.
д.