Оборудование газовая резка металла – Газовая резка металла: технология, оборудование для разделки
alexxlab | 18.09.2019 | 0 | Разное
Газовая резка металла – технология обработки, устройства, рекомендации
Газовая резка металла (кислородная/автогенная) – процесс разрезания стальных и металлических изделии/заготовок кислородным потоком, который подается из специального аппарата. Суть процедуры раскроя заключается в горении металла, с помощью газовой смеси и кислорода, подаваемых на обрабатываемый элемент. Предварительно изделие нагревается до 1300 градусов открытым пламенем, затем подается кислородная струя, разрезающая металл в соответствии со схемой. Современная технология газовой резки позволяет производить раскрой листа любой конфигурации толщиной до 300 мм, в отдельных случаях до 1000 мм.

Основные методы резки металла газом
Копьевая резка – с помощью данной операции производится обработка нержавейки, чугуна и низкоуглеродистой стали больших диаметров. Суть резки заключается в том, что копье разогревается до температуры плавления и прижимается к разрезаемой заготовке. Метод распространен в области машиностроения и металлургии.
Воздушно-дуговая резка основана на расплавлении металла посредством электрической дуги. При использовании данного метода газ подается вдоль всего электрода.
Резка пропаном выполняется при необходимости раскроя титана, низколегированных и низкоуглеродистых стальных сплавов.
Оборудование данного типа не может раскроить металл толще 300 мм.
| Толщина материала, см | Пробивание, сек. | Ширина реза, см | Расход пропана, м3 | Расход кислорода, м3 |
|---|---|---|---|---|
| 0,4 | От 5 до 8 | 0,25 | 0,035 | 0,289 |
| 1,0 | От 8 до 13 | 0,3 | 0,041 | 0,415 |
| 2,0 | От 13 до 18 | 0,4 | 0,051 | 0,623 |
| 4,0 | От 22 до 28 | 0,45 | 0,071 | 1,037 |
| 6,0 | От 25 до 30 | 0,5 | 0,071 | 1,461 |
Как рассчитать стоимость услуги за метр
При расчете стоимости в рассмотрение принимается: толщина металла, максимальный размер детали, ширина реза, кромка, особенности конфигурации, исходный материал – черный или цветной металл, а также предусмотрена резка под углом. Как правило, формула для расчета принимает во внимание прямой рез, если же она осуществляется по окружности/сектору, тогда используется повышающий коэффициент 2.0. Стоимость одного отверстия = 0,25 стоимости реза 1 п.м. металла.

Расход газа при резке металла
| Рабочий диапазон, мм | Резательное сопло NX | Кислород (давление, bar) | Горючий газ (давление, bar) | Кислород (потребление, m3/h) | Горючий газ (потребление, m3/h) |
|---|---|---|---|---|---|
| 3-5 | 000 NX | 1,0-2,0 | 0,5 | 1,5-2,0 | 0,20 |
| 5-10 | 00 NX | 1,5-2,0 | 0,5 | 2,0-3,0 | 0,30 |
| 10-15 | 0 NX | 2,0-3,0 | 0,5 | 3,0-3,5 | 0,35 |
| 15-25 | 1 NX | 2,5-3,5 | 0,5 | 3,5-4,5 | 0,40 |
| 25-50 | 2 NX | 3,5-4,0 | 0,5 | 4,0-4,8 | 0,40 |
| 50-75 | 3 NX | 3,0-4,5 | 0,5 | 5,0-6,5 | 0,40 |
| 75-150 | 4 NX | 3,5-5,5 | 0,5 | 6,5-9,5 | 0,50 |
| 150-200 | 5 NX | 4,5-5,5 | 0,5 | 10,0-14,0 | 0,60 |
| 200-300 | 6 NX | 5,5-6,5 | 0,5 | 15,0-19,0 | 0,70 |
Особенности резки в размер
Газовая резка позволяет проводить фигурный раскрой листа. Используя газовый резак, можно получить ровный вертикальный край без рваных швов. Также повысить качество можно применяя трафаретную резку. Среди достоинств метода – мобильность оборудования, благодаря чему можно совершать одинаковые операции по шаблонным задачам.
Преимущества метода газовой резки
- ● быстрота и универсальность
- ● оптимальная стоимость и высокое качество
- ● любой уровень сложности
- ● любая конфигурация реза
- ● возможность работы с металлом разной толщины

Возможность деформации
Деформация – обычное явление, если на металл оказывается термическое воздействие. Исправить дефекты можно с помощью вальцовки, обжига, предварительного закрепления изделия, также не стоит превышать допустимую скорость обработки.
Процесс раскроя металла
● Резка начинается с точки, от которой должен идти разрез.
● Эта точка разогревается до температуры 1000-1300 С. После воспламенения материала пускается узконаправленная струя кислорода.
● Резак плвно ведется по линии (угол – 84-85 градусов), сторона – противоположная от резки.
● Когда линия раскроя достигнет 20 мм, угол наклона меняется на 20-30 градусов.
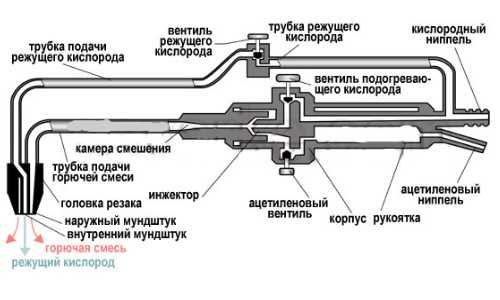
Устройство ручного газового резака

Устройство инжекторного резака
От чего зависит расход газа:
● квалификации мастера
● технических характеристик оборудования
● вида и толщины разрезаемой детали
● глубины и ширины реза
p-z-o.ru
как правильно пользоваться пропан-кислород, сварка для начинающих, настроить температуру – Расходники и комплектующие на Svarka.guru
Резка металла газовым резаком — это простой процесс по сравнению с аналогичной сваркой, не требующий от исполнителя особых навыков. Главное для исполнителя — изучить технологию разрезания металла при помощи оборудования, работающего на смеси, состоящей из пропана и кислорода, который обеспечивает устойчивое горение и высокую температуру, позволяющую прожигать практически любой металл.
Достоинства и минусы
Газовая резка и сварка металлов обладает многими преимуществами, но нас интересует только резка, имеющая такие плюсы:
- Востребована, когда разрезается металл большой толщины или нужна вырезка по трафарету, а болгарка с криволинейными участками не справляется.
- Газовый аналог гораздо удобнее для работы, имеет малый вес, действует в два раза быстрее, чем оборудование с бензиновым двигателем.
- Пропан по стоимости ниже ацетилена и бензина, так что его использование рентабельнее.
- Кромка среза намного уже, а структура чище, нежели от болгарки или бензинового оборудования.
Недостатки — узкий круг металлов, подверженных аналогичной обработке.
Особенности применения
Чтобы понимать, как правильно резать металл резаком, надо изучить конструкцию и знать, что подобное оборудование не используется для резки сталей с высоким содержанием углерода, т. к. нет возможности создать температуру, способную обеспечить устойчивое плавление. При резке чугунных заготовок или конструкций происходит концентрация графита между зерен металла, что затрудняет работу.
Резак нельзя использовать для разрезания изделий, состоящих из алюминия, меди и сплавов на её основе.
Резка по поверхности
Пользователей, конечно же, интересует такой вопрос — как пользоваться резаком во время фигурной резки. Такая методика выполняется соплом инструмента, при этом расплавленный шлак разогревает металл, но, не превышая температуру плавления. Резак располагается под углом до 80 градусов, а после подачи кислорода угол изменяется в пределах 18—450.
Канавки образуются при регулировке скорости резки, если нужен их больший размер, то меняют угол мундштука и немного замедляют скорость резки, регулируя подачу кислорода. Ширину канавок изменяют путём настройки подачи струи горящего газа через сопло, этот параметр приравнивается как 1 к 6, при этом надо следить, чтобы не было затоков.
Чтобы кромки выемки были чистыми, надо увеличить подачу кислорода.

Соотношение пропана и кислорода
Чтобы правильно резать металлы кислородно-пропановым резаком, надо отрегулировать подачу газов к соплу. Такая регулировка осуществляется по рекомендациям справочников, где имеются таблицы и диаграммы, при отсутствии нужной литературы надо свериться с технологией, указанной в документах на изделие. При отсутствии нормативной документации, используют соотношение одна часть пропана к десяти частям кислорода.
Комплект оборудования
До начала газовой резки или сварки следует тщательно подготовить оборудование:
- Емкости с газами.
- Шланги для подключения.
- Резак.
- Мундштук, имеющий определенные размеры.
- Редукторы регулировки и контроля объема.
Оборудование не зависит от производителя, маркировка вентилей стандартная.
Подготовительные работы
Как надо настраивать резак для резки металла — прежде всего, нужно удостовериться, что изделие находится в исправном состоянии, готово к работе, затем выполняется следующий порядок действий:
- Шланги от баллонов подключаются к резаку, предварительно продув изделие для удаления изнутри посторонних вкраплений.
- Кислород подсоединяется к штуцеру с правой резьбой, а пропан — к штуцеру с левосторонней резьбой.
- Уровень подачи пропана выставить на 0,5, а кислорода — на 5,0 атмосфер.
- Проверяем соединения на предмет утечки, а также работу редукторов и манометров.
Если обнаружены утечки газов, то подтягиваются гайки или меняются прокладки.
 На схеме указано правильное подключение баллонов к резаку.
На схеме указано правильное подключение баллонов к резаку.Начало работы
Как нужно резать металл газовым резаком — выполнив подготовку, исполнитель приоткрывает вентиль пропана, зажигает струю газа, при этом сопло изделия упирается в поверхность металла. Теперь нужно произвести настройку силы пламени, попеременно добавляя пропан и кислород. После установки оптимальной силы струи горящей смеси, изделие располагается под прямым углом к поверхности детали, сопло располагается не ближе 5 мм.
Если разрез начинается в середине листа, то точку старта устанавливают в начале разреза. Поверхность разогревается до температуры не менее 1000 0C, с виду она как бы намокает, затем увеличивается подача кислорода для образования мощной узконаправленной струи.
Особенности резки
Резак надо вести плавно вдоль линии разреза и следить за углом наклона, который отклоняется на 5—6 градусов против движения инструмента. При толщине металла более 0,95 м отклонение увеличивают, прорезав металл на глубину около 20 мм, угол отклонения опять уменьшается. Как резать резаком, чтобы срез был ровным, мы уже подробно объясняли в предыдущем разделе.
Сколько расходуется газа
Расход газов при резке металла пропаново-кислородным резаком, зависит от толщины конструкции и конфигурации разреза. Для наглядности приводим расположенную ниже таблицу:
| Размер заготовки (толщина), мм | Время на отверстие, сек | Размер разреза (ширина), мм | Расход, на м3 реза | |
| пропана | кислорода | |||
| 4,0 | 5—8 | 2,5 | 0,035 | 0,289 |
| 10,0 | 8—13 | 3,0 | 0,041 | 0,415 |
| 20,0 | 13—18 | 4,0 | 0,051 | 0,623 |
| 40,0 | 22—28 | 4,5 | 0,071 | 1,037 |
| 60,0 | 25—30 | 5,0 | 0,087 | 1,461 |
Расход газов существенно снижается, когда выполняется наплавка или пайка.
Нюансы
Главная задача исполнителя — правильно выдерживать скорость:
- нормальный режим — искры летят под прямым углом относительно поверхности заготовки;
- малая скорость — разлет от исполнителя и угол менее 85 градусов.
После окончания процесса вначале перекрывается подача кислорода, а пропан — отключают в последнюю очередь.
Т. Н. Ишкулов, образование: ПТУ, специальность: сварщик пятого разряда, опыт работы: с 2005 года: «Исполнителям, впервые выполняющим резку при помощи кислородного оборудования, надо помнить, что начинать новый разрез после внезапной остановки надо с другой точки, а не там, где был процесс окончен».Негативная деформация
 Начинающих сварщиков волнует вопрос, как надо правильно пользоваться резаком пропан кислород, чтобы не произошло коробления поверхности детали. Вначале нужно разобраться — какие же факторы способствуют возникновению этих дефектов:
Начинающих сварщиков волнует вопрос, как надо правильно пользоваться резаком пропан кислород, чтобы не произошло коробления поверхности детали. Вначале нужно разобраться — какие же факторы способствуют возникновению этих дефектов:- при неравномерном нагреве поверхности;
- была выбрана высокая скорость движения резака;
- произошло резкое охлаждение места нагревания.
Чтобы исключить возникновение перечисленных факторов на заготовки, их предварительно надежно закрепляют и прогревают, а скорость наращивают постепенно. Если же коробление всё-таки произошло, то вернуть первоначальную форму можно при помощи обжига или отпуска, а листы править на вальцах.
Опасность обратного удара
При неправильном режиме горения струи происходит хлопок и пламя втягивается вовнутрь изделия, что приводит к взрыву, т. к. огонь распространяется по шлангам и доходит до емкостей с газами. Чтобы предотвратить опасную ситуацию, резак оборудуется обратным клапаном, который отсекает пламя и не допускает его распространения.
Правила использования
Они аналогичны технике безопасности при проведении сварки, но имеют специфические дополнения:
- Средствами защиты пренебрегать не рекомендуется, т. к. это приводит к получению травм в виде ожога кожи или повреждения роговицы глаз разлетающимися искрами, поэтому обязательны очки и перчатки с длинными раструбами до локтя.
- Одежда и обувь исполнителя изготавливается из негорючего материала.
- Баллоны с газами располагаются не ближе пяти метров от места проведения резки.
- Пламя резака направляется только в противоположную от шлангов сторону.
- Резка производится в помещениях, оборудованных сильной вентиляцией или на открытых площадках.
При длительном простое оборудования нужно провести профилактические работы, прежде чем использовать резак по назначению.
Техника безопасности
Оборудование относится к категории взрывоопасных, поэтому место выполнения работ нужно снабдить следующими принадлежностями:
- огнетушитель;
- ящик с песком;
- пожарный стенд с соответствующими инструментами.
Каждый исполнитель должен иметь комплект защитной одежды.
Не допускается наличие под защитой одежды из легко возгораемого материала, например, из синтетик, а края рукавов должны плотно облегать тело, чтобы внутрь не попали искры.
Выводы
Перед началом работы исполнители обязаны пройти инструктаж с записью в специальный журнал, к работе допускаются только лица, сдавшие зачеты по знанию теории процесса и практического исполнения резки.
svarka.guru
Газовая резка металла – технология и оборудование
Газовая резка металла представляет собой трудоёмкий процесс, предполагающий нагревание определённых металлических деталей при помощи пламени газа. Происходит данный процесс под воздействием определённой температуры.
Металл в ходе газовой резки воспламеняется, образуя окислы, которые потом просто сдуваются под воздействием струи кислорода.
При таком типе резки металлических заготовок, температура плавления всегда превосходит тот показатель, при котором данный металл может воспламеняться в кислороде. Иначе металл просто не будет подвержен сгоранию. А температура плавления окислов всегда меньше аналогичных показателей металла. Это не даёт возможности окислам покрывать всю поверхность обрабатываемого металла, что сделало бы процесс резки невозможным.
Область применения газовой резки металлов
Применение резки газом очень разнообразно: строительные, сельскохозяйственные, бытовые, ремонтные работы и т. п. Данный тип обработки металлов не требует наличия какого-то сложного профессионального оборудования или каких-либо источников энергии. К тому же, оборудование легко перемещается.
При помощи газовой резки свариваются трубы различных диаметров, материалы из алюминия, бронзы, свинца, чугуна. Могут заготавливаться также металлические изделия самой различной формы.
С помощью газового оборудования можно осуществлять резку не только вручную, но и в автоматическом режиме. В автоматическом режиме разрешается использовать изделия диаметром не больше 120 см.

Какое оборудование применяется для резки газом?
Газовая резка металла (оборудование):
- шланги;
- газовая горелка;
- регулятор давления;
- смеситель;
- газовые баллоны.
С помощью такой установки производится не только обрезка металлических изделий, но и утилизация отходов и иные действия, которые не требуют особой точности.
Горелка газовой резки состоит из нескольких сопел. Внешние сопла предназначены для подачи защитного газа (смесь кислорода и ацетилена), а центральная – для подачи кислорода во время резки. Смесь кислорода с ацетиленом используется для предварительного нагревания изделия.
Аппаратура, которая нужна для осуществления резки газом, должна обязательно включать в себя вентили для баллонов и редукторы. Вентили обычно изготавливаются из стали или латуни, и в целях безопасности имеют отличия между собой. Редукторы, отвечающие за поддержание постоянного уровня давления газа, бывают двух типов: одно- и двухкамерные. Более надёжным признан редуктор с 2-мя камерами, так как его работа последовательна, и он не подвергается замерзанию.
Газовая резка металла (оборудование) должна также иметь два баллона (топливо и кислород), откуда газ подаётся по рукавам (шлангам), состоящим из нескольких слоёв резины и специального каркаса (хлопчатобумажной нити). Рабочая температура рукавов – до -35оС.
Технологический процесс
Современная газовая резка металла (технология) несколько отличается от той, которая была ранее. В нынешних оборудованиях кислород подаётся к месту резки под очень высоким давлением (12 атмосфер). Под таким давлением можно повредить даже кожу на руках!
Образовывающийся флюс может выбрасываться пламенем в сторону или же полностью прожигаться через весь металл изделия. При правильной подаче кислорода «рваного» шва образовываться не должно. Если при этом использовать ещё и «трафареты», то рез может получиться практически без изъянов.
ВАЖНО: резка металлов газом не может быть применена к изделиям, которые плавятся ниже 600оС. Если использовать такой металл, то кислород будет просто удалять верхний слой материала, но не разрезать его.
При использовании таких металлов можно применять дополнительно мобильные нагреватели (баллончики со смесью сжатого газа с соплом на конце трубки).
В технологии кислородной резки используется направляющий резак из двух трубок с подачей кислорода и топлива. Расход кислорода зависит от температуры нагревания и толщины металла. При стандартном нагревании израсходуется примерно 10 м3 кислорода и до 0,7 м3 ацетилена (пропана).

Основные требования безопасности труда
Газовая резка металла (технология) должна быть подготовлена соответствующим образом:
- помещение, где планируется производить резку, должно быть хорошо проветриваемым и вентилируемым;
- должны присутствовать вытяжные зонты, которые в процессе резки будут удалять продукты сгорания;
- производить резку газом разрешается на расстоянии не менее 5 м от расположения газовых баллонов;
- газовые баллоны должны быть установлены на специальную тележку (носилки) во избежание взрывов при транспортировке;
- работать с газовой резкой необходимо в специальной маске и очках, огнеупорной одежде;
- во время перерыва процесса резки необходимо каждый раз гасить пламя горелки, а также во избежание утечек плотно закручивать вентили на баллонах.

Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
swarka-rezka.ru
Технология и оборудование для газовой резки металла
Что такое газовая резка и для каких целей она используется?
Газовая резка металла – это процесс, который предполагает нагревание необходимых деталей пламенем газа определенной температуры. После этого металл воспламеняется и образует окислы, которые впоследствии выдуваются струей кислорода. Газовая сварка обладает целым рядом несомненных достоинств: она достаточно легко производится, не требует наличия сложного оборудования, а также не нуждается в каких-либо источниках энергии.  технология газорезки металлов
технология газорезки металлов
При этом данный тип обработки металла предполагает, что температура плавления заготовок по определению превышает показатель, при котором они воспламеняются в кислороде. В противном случае металл не подвергнется сгоранию. В то же время температура плавления окислов должна быть меньше соответствующих показателей металла. Дело в том, что в иначе оксиды покроют все поверхность материала и сделают процесс резки просто невозможным. Важно также, чтобы теплопроводность металла была достаточно невысокой – так его легче было воспламенить.
Что касается использования газовой сварки своими руками, область применения такого вида обработки металла достаточно широка: это всевозможные сельскохозяйственные, строительные, ремонтные работы. С ее помощью заготавливаются металлические детали самой различной формы, свариваются трубы большого и среднего диаметра, а также изделия из алюминия, латуни, высокопрочного чугуна, свинца, бронзы. При этом газовая резка труб может осуществлять как в ручном, так и в автоматизированном режиме, при этом в последнем случае максимальный диаметр изделия может составлять не более 1200 миллиметров.
Оборудование для резки газом
Самое простое оборудование для газовой резки металла, с помощью которого производится ручная обрезка и утилизация отходов, а также другие виды не требующих особой точности работ, включает в себя газовую горелку, регулятор давления, шланги, газовые баллоны и смеситель. Горелка в свою очередь состоит из находящейся под углом 90 или 60 градусов головки, которая имеет несколько сопел, одно из которых представляет собой центральное отверстие для выхода кислорода во время резки. Внешние сопла используются для подачи смеси кислорода и ацетилена, которые предварительно нагревают металлический лист.
Технология газовой резки металлов предполагает использование топлива, в роли которого чаще всего применяется ацетилен, и окислителя, однако их смесь требуется только на первом этапе процесса – при нагреве и загорании листа, далее необходим лишь сохраняющий тепло и производящий выдувание кислород. Стоит отметить, что для создания сложных фигурных деталей различного диаметра существуют специальные машинные установки. Например, разработана портативная газовая резка с ЧПУ, которая оснащена специальной программой, осуществляющей точный чертеж будущей детали.
Для газовой резки необходимо иметь два баллона, в одном из которых находится кислород, а во втором – топливо.
Для их подачи используются шланги для газовой сварки и резки, которые часто называют рукавами. Они состоят из двух слоев резины, между которыми располагается специальный каркас в виде хлопчатобумажной нити. Как правило, шланги для газовой сварки имеют диаметр от 6 до 12 миллиметров и способны работать при температуре до минус 35 градусов.
Необходимая аппаратура
Аппаратура для газовой сварки и резки должна включать в себя такие необходимые элементы, как редукторы для сжатых газов и вентили для баллонов. Редукторы понижают давление газа и поддерживают его на постоянном уровне. Про своей конструкции они бывают однокамерными и двухкамерными, во втором случае прибор менее подвержен замерзанию и работает более последовательно и надежно. Что касается вентилей для баллонов, они, как правило, изготавливаются из латуни или стали. При этом в целях безопасности устройство вентилей на двух баллонах имеет некоторые отличия.
При помощи холодной сварки металла можно соединять между собой самые различные детали.Перед ремонтом автомобиля посредством сварки, необходимо досконально изучить информацию. Подробнее читайте в этой статье.
Варить металлы можно различными способами. О самых популярных читайте по https://elsvarkin.ru/texnologiya/drugie-vidy-svarki/ ссылке.
Техника безопасности при резке металла
Рабочее место, где осуществляется процесс обработки металла кислородом, который еще называют пост газовой резки, должно быть должным образом подготовлено. Так, помещение обязано хорошо вентилироваться и проветриваться. Также необходимо установить вытяжные зонты, удаляющие продукты горения, а сам процесс обработки металла должен проходить на расстоянии не меньше 5 метров от того места, где находятся газовые баллоны для сварки и резки, содержащие кислород и топливо. Чтобы избежать взрыва баллонов, необходимо переносить их только на носилках или тележках, а также не допускать попадания в них масла и горючих газов. С этой целью запрещается работать с баллонами, в которых давление кислорода ниже того уровня, установленного его редуктором.
Работать с газовой сваркой нужно в специальных очках, маске и огнеупорной одежде. В процессе сварки пламя горелки должно быть повернуто в противоположную от источника газа сторону, а рукава необходимо расположить сбоку от работника – их нельзя перегибать, держать в руках или зажимать между ногами. Кроме того, перед подачей газа следует проверить состояние шланга. Во время перерыва необходимо погасить пламя горелки, а также плотно закрутить вентили на баллонах.
Газовая сварка: обратный удар
Иногда в процессе сварки может произойти вспышка или небольшой взрыв пламени, который называют обратным ударом.
Во избежание таких весьма опасных ситуаций, необходимо соблюдать следующие правила безопасности:
- Не допускать утечки газа из шланга или регулятора. В результате этого на определенном участке происходит понижение давления и газ, имеющий более высокий показатель, начинает двигаться в обратном направлении.
- Нельзя зажигать два открытых вентиля горелки, если закрыт один из баллонов.
- Не стоит перекрывать наконечник горелки.
- Обратный удар может произойти, если при установке регулятора на новый кислородный баллон происходит резкое открывание вентиля.
elsvarkin.ru
Газовая резка металла оборудование
пер.Каштановый 8/14 51100 пгт.Магдалиновка

Nikolaenko Dmitrij
Газовая резка металла оборудование
 Газовая резка металла оборудование
Газовая резка металла оборудование
Газовая резка металла оборудование включает в себя газовую горелку, специальный регулятор давления, газовые баллоны, смеситель, шланги. Головки горелки имеют угол уклона 600 или 900, имеет несколько сопел, центральный служит для выхода кислорода при резке, внешние служат для подачи горючей смеси, чтобы нагреть поверхность. Газовая резка металла оборудование имеет два баллона — в одном кислород, а в другом топливо. Шланги, которые используют для подачи газов, называют рукавами, имеют диаметр 6-12 мм. и способны работать при температуре 350 С.
Одним из распространенных оборудований является ручной резак Р1 — 01, с соплом, имеющим инжектор, благодаря которому создается высокое давление и металл режется мягко. Модели Р2 — 01, Р3 — 01 более мощные. Они отличаются размером сопла, рабочим давлением кислорода в системе и давлением подачи нагревательной смеси. Имеется газовое оборудование, которое режет металл в автоматическом режиме, без оператора.
Оборудование для газовой резки и сварки металла включает в себя редукторы для сжатых газов. Редукторы поддерживают стабильность давления газов на нужном уровне. Редукторы по конструкции бывают однокамерные и двухкамерные. Двухкамерные — морозостойкие и работают более надежно и последовательно. Для безопасности, устройство вентиля на баллонах имеет отличие. Оборудование для газовой резки и сварки металла классифицируют газовые редукторы на ацетиленовый БАО — 5ДМ, кислородный БКО — 4ДМ, пропановый БПО — 5ДМ. Среди современных видов оборудования имеются « Смена-2М», предназначенная для кислородной резки листовой стали, газ-пропан; «Огонек»- шарнирно-консольный тип; «Орбита», переносная машина, которая режет трубы, кромки под сварку под углом 0 — 400 С.
58
Опубликовано/отредактировано: 2019-03-19
metallsmaster.ru
Газовая резка металлов: особенности технологии, оборудование, портативные резаки
Резка газом – один из наиболее популярных видов резки углеродистых и низколегированных сталей, поскольку оборудование является мобильным и не нуждается в источнике электропитания. Этот способ термической резки основан на свойстве металла сгорать в струе технически чистого кислорода.
Сущность процесса
Требуются два вида газа: кислород, с его помощью происходит разделение металла, и газ для нагрева (ацетилен, пропан, природный, коксовый, пиролизный и другие).
Этапы резки
- С помощью горючего газа, смешивающегося с кислородом, температуру обрабатываемой поверхности доводят до +1000…+1200°C.
- Подается кислородная струя.
- При контакте с нагретой поверхностью кислород воспламеняется и разрушает металл по линии реза. Подогрев поверхности не прекращается до завершения процесса.
- На финальном этапе из полости реза выдувается расплавленный шлак.
Внимание! Окисление железа происходит только в зоне, где он взаимодействует с кислородом.
По характеру процесса различают следующие его виды:
- Разделительный. Осуществляется сквозной рез, с помощью которого заготовка разделяется на требуемое количество частей.
- Поверхностный. Используется для снятия поверхностного слоя металла с целью изготовления канавок, шлицов и других углублений.
- Резка копьем. Позволяет получать сквозные или глубокие глухие отверстия.
В каких случаях способ газовой резки наиболее эффективен:
- При резке углеродистых и низколегированных сталей. Не применяется для легированных сталей и цветных металлов из-за образования на их поверхности при нагреве тугоплавких оксидов.
- При работе с толстыми листами. При резке тонкого металла (до 5 мм) происходит оплавление краев заготовки.
Оборудование для газовой резки
Комплект оборудования для газовой резки включает:
- газовые баллоны;
- регулятор давления;
- горелку;
- смеситель;
- шланги.
Главный компонент горелки – головка с несколькими соплами. Через внешние сопла происходит подача смеси кислорода и горючего газа, при горении которых разогревается поверхность. Основным является центральное сопло, через которое подается струя кислорода для резки.
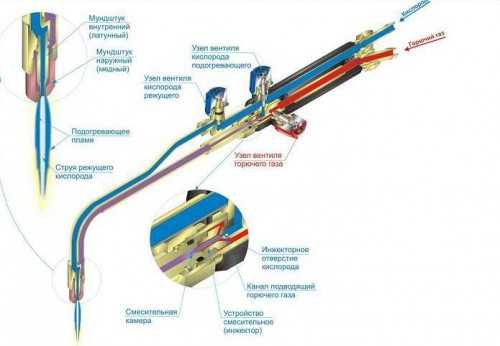
Процесс работы резака:
- Из кислородного баллона газ направляется в редуктор и через рукав попадает в корпус.
- Через вентиль часть кислорода отправляется в инжектор. Оттуда кислород выходит с большой скоростью, смешиваясь с горючим газом.
- Смесь горючего газа и кислорода интенсивно горит с образованием пламени, подогревающего поверхность металла.
- Кислород, направленный по второму каналу, попадает в трубку и образует режущую струю.
Оборудование для газорезки в промышленных объемах
В условиях средних и крупных производств используют оборудование, которое может не просто резать, а вырезать отверстия, диски, производить одновременно прямолинейную резку с изготовлением фаски, вырезать детали по шаблону, работать с фасонным прокатом – швеллером и двутавром.
Некоторые модели промышленных резаков:
- Машина серии GG2-150 является шарнирно-копировальным агрегатом, работающим по копиру. Востребована в судостроении для раскроя стального листового проката.
- Специализированные модели (например, машина Minimantis, производство Японии). Используются для автоматизированной резки двутавра. Агрегат перемещается без участия оператора с помощью электродвигателя. Рез может осуществляться не только перпендикулярно продольной оси двутавра, но и под углом 45°.
- Модели для вырезки кругов, фланцев и отверстий из листового проката толщиной до 100 мм.
Портативные резаки
Для использования в домашних и полевых условиях востребованы портативные резаки двух типов: инжекторные и безинжекторные.
Инжекторные
Главное достоинство – высокая температура пламени. Это оборудование требует двух баллонов: с кислородом и горючим газом. Для этой цели используют баллоны объемом 2-5 л. Такая конструкция является достаточно громоздкой, но вполне может перемещаться одним человеком.
Внимание! Для правильного выбора портативного резака следует обратить внимание на материал, из которого изготовлено сопло. Согласно ГОСТу, оно должно производиться из меди или хромистой бронзы. В целях экономии эту деталь могут изготавливать из менее долговечной латуни.
Безинжекторные

Газовый цанговый аппарат (рис) – наиболее дешевое оборудование. Состоит из газового баллона объемом 0,5 л, к которому посредством цангового соединения крепится горелка с соплом.
Преимущества портативного цангового аппарата:
- компактность и портативность, масса составляет всего 0,7 кг;
- универсальность – такой минирезак можно использовать не только по прямому назначению, но и для отогрева замков и в роли паяльной лампы;
- простота применения – для начала работы достаточно нажать кнопку с пьезоэлементом.
Недостатков у таких моделей тоже немало:
- пламя легко сбивается, поскольку пропан подается интенсивно, а кислород – слабо;
- высокие эксплуатационные расходы;
- относительно невысокая температура пламени.
Для мелких работ производители разработали модели ультрапортативных резаков под цанговый разъем со шлангом высокого давления и аппараты со встроенным резервуаром для топлива.
www.navigator-beton.ru
Газовая сварка и резка металлов: технология и материалы
Газовая сварка и резка металлов позволяют соединять между собой детали металлических конструкций в промышленности и быту. Это такой технологический процесс, при котором горючее газовое вещество с чистым кислородом под влиянием высоких температур сцепляет кромки поверхностей. Расстояние между ними заливают расплавленным материалом, источником которого является присадочная проволока.
Преимущества и недостатки газовой сварки
Газовая сварка – довольно простая технология, имеющая много положительных аспектов:
- Возможность проводить сварочные работы в автономном режиме. Для этого не нужен мощный источник энергии.
- Наличие простого негабаритного оборудования, которое легко поддается транспортировке.
- Процесс сварки регулируемый. Газовая горелка позволяет варьировать рабочую высокую температуру, скорость нагрева и угол наклона огня.
А также большие возможности использования: обработка применяется для соединения элементов изделий из углеродистой стали, свинца, меди, чугуна, латуни, бронзы, силумина, алюминия и его сплавов.
Есть и недостатки при проведении сварочных работ:
- Большая площадь нагрева, создающая условия для деформации соседних элементов.
- Газосварочный процесс относится к работам повышенной опасности. Сжатый кислород, и горючие смеси требуют соблюдения мер предосторожности.
- Газовая сварка предназначена для металлов толщиной до 5 мм.
- Отсутствие автоматизации газовой горелки.
- Высокие требования к профессии сварщика.

Газовая сварка металлов и труб
Виды используемых газов
Газовая сварка и резка металлов направлены на локальное плавление участка детали. В качестве горючего материала используют разные виды. Их выбор определен многими факторами. Основные из них – температура огня и количество тепла при сгорании. При сварке применяют несколько химических веществ.
Кислород
Важнейший элемент для пайки и резки. Он используется в качестве катализатора, необходимого для активизации процессов обработки металлов. Для него характерно отсутствие цвета и запаха, плохая растворимость в воде и спирте. Кислород является активным химическим соединением. Его содержат в специальных емкостях под постоянным давлением. Для кислородной сварки используют технический газ трех сортов. Каждый вид зависит от чистоты кислорода. Это свойство влияет на качество обработки деталей.
Ацетилен
Наиболее распространенный вид, так как обеспечивает высокую температуру по сравнению с другими воспламеняющимися веществами. Он образуется на основе углеродистого кальция с водой. Химическое вещество поглощает влагу из атмосферы и расщепляется под ее влиянием, поэтому соединение хранят в закрытых барабанах. Ацетилен взрывоопасный. Однако это качество исчезает, если смесь растворить в жидкости.

Ацетилен – один из самых распространенных газов
Водород
Не имеет запаха и цвета. При контакте с воздухом становится взрывоопасным. Химический элемент хранят в стальных баллонах под давлением.
Коксовый газ
Образуется посредством переработки каменного угля. Это бесцветная смесь горючих веществ с выраженным сероводородным запахом, которую транспортируют по трубопроводам.

Природный газ
Используют на основе метана, добываемый из недр Земли.

Бензин и керосин
Продукты нефтеперерабатывающей отрасли. Имеют вид бесцветных жидкостей с запахом, которые легко испаряются. Газовая горелка подает их через испарители для образования пара.

Пиролизный газ
Подвергается очистке, так как состоит из углеводородов и угарного газа. Это побочный продукт предприятий по переработке нефти.

Материалы, подходящие для газовой сварки

Фото устройства горелок для газовой сварки
Газовая сварка незаменима в промышленности, строительстве, сельском хозяйстве. Она позволяет скреплять большое количество металлов.
Сварка чугуна необходима для устранения дефектов, трещин, распавшихся частей изделия. Газовая горелка при этом должна быть с небольшим пламенем, чтобы избежать зернистости сварочного шва.
Пайка бронзы предполагает использование восстановительного пламени. В работе используют проволоку, идентичную свариваемому материалу.
Обработка меди не предусматривает наличия зазора между краями. Это обусловлено текучестью материала, что может затруднять газосварочный процесс.
Углеродистые стали можно соединять разными методами сварки. Швы становятся крупнозернистыми благодаря использованию стальной проволоки с низким уровнем углерода.
Необходимое оборудование для газосварки
Газосварочное оборудование применяется с целью соединения или резки металлических элементов под действием высокой температуры. Оно предполагает использование разных видов приборов и аксессуаров, в зависимости от вида проводимых работ. Для обработки металла используются несколько компонентов.
Водяной, или жидкостный затвор
Защищает части устройств от обратного удара сварочного пламени. Это может случиться тогда, когда скорость подачи газа меньше скорости возгорания, или в случае засорения каналов мундштука горелки. Таким предохранительным устройством оснащены все генераторы.

Баллоны с газом
Специальные цилиндрические резервуары с вентилями для хранения и транспортировки химического вещества. Определить, какой в них содержится вид, можно по цвету.

Баллоны с газом для сварки
Редуктор
Снижает давление газа или держит его на определенном уровне. Устройство бывает прямого и обратного действия. Это важный элемент газобаллонного оборудования, который определяет работоспособность всей системы. Есть разные виды устройств, среди которых – кислородный редуктор. Он приспособлен к агрессивной среде и имеет голубую маркировку.

Для газовой сварки, как правило, используются простейшие однокамерные редукторы
Газовый шланг
Обеспечивает подачу горючих жидкостей. Он сделан по особой технологии. Это многослойное изделие, выдерживающее агрессивную среду, с внутренним диаметром не больше 16 мм. В зависимости от категории, шланги маркируют красным, желтым и синим цветом.
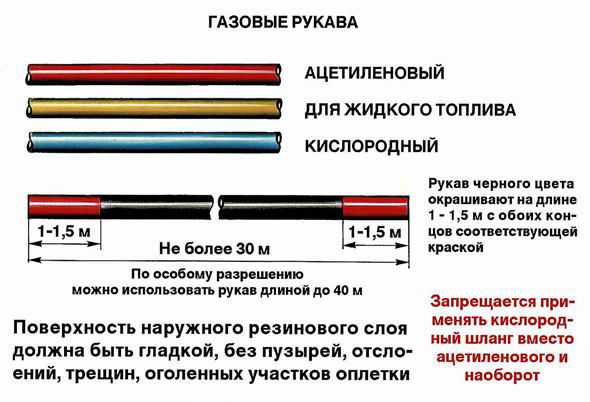
Газовые рукава
Газовая горелка
Является основной частью сварочного оборудования. Она образует пламя, необходимо для нагревания и плавления металла. По конструкции изделие бывает двух видов: инжекторного и безинжекторного. Газовая горелка работает на разных мощностях. Выбор зависит от количества газа, подаваемого в единицу времени.

Схема устройства газовой горелки
Специальный стол
Повышает удобство работы сварщика, так как выполняет несколько функций:
- фиксирует рабочие заготовки;
- хранит вспомогательный инструмент;
- является контуром заземления.
В конструкции может быть поворотная или статичная столешница.
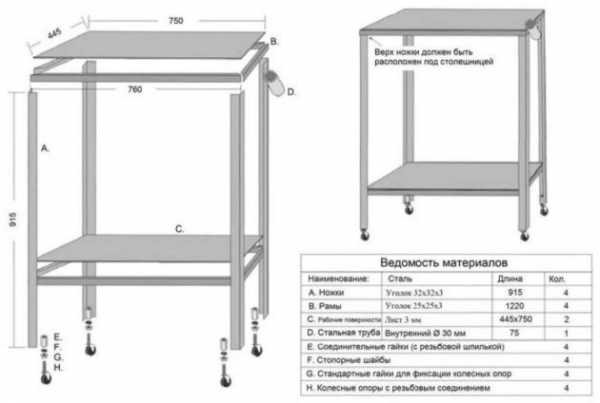
Схема стола для сварки
Газовые резаки
Демонтаж металлоконструкции и раскрой проката невозможен без газового резака. Модели такого устройства имеют одинаковый принцип работы, но отличаются между собой размерами, конструкцией, наличием дополнительных деталей. С помощью газового резака можно выполнять работы с заготовками большой толщины. Резка происходит за счет того, что температура горения меньше температуры плавления.
Процесс условно разделяется на периоды:

Резак газовый
- Обрабатываемая зона разогревается до нужной температуры. Для получения факела пламени кислород смешивают с горючим веществом в определенной дозировке.
- Кислород способствует раскислению металла, продукты горения удаляются из рабочей зоны.
Конструкция газового резака бывает двух видов:
- Инжекторная – двухтрубная, когда технический кислород разделяется на два потока.
- Безинжекторная, или трехтрубная, при которой кислородный и газовый поток движется по разным трубкам, смешиваясь внутри головки.
Технологический процесс газовой резки
При изготовлении металлических конструкций используется не только газовая сварка, но и резка металлов. Она позволяет работать с такими заготовками:
Газовая резка
- диски, кольца;
- контурные элементы, сочетающие прямые и изогнутые линии из стали толщиной до 200 мм:
- детали сложной конфигурации;
- листы толщиной более 4 мм;
- швеллеры от №16;
- двутавровые балки от №20.
Чтобы получить высококачественный рез, поверхность металла предварительно очищается от грязи, краски, масла или ржавчины. Резка металлов – это термический способ обработки, разделенный на этапы:
- Нагреватель доводит температуру до 1100 0С.
- Газовая горелка подает в рабочую зону кислород.
- Струя, соприкасаясь с металлом, воспламеняется. Ядро пламени должно располагаться на расстоянии от 1 до 1,5 мм от обрабатываемой поверхности.
- В условиях стабильной подачи газа поток легко разрезает заготовку. Скорость струи зависит от химического состава разрезаемого материала.

Способы сварки
Техника безопасности
Газовая сварка и резка не обходятся без соблюдения правил техники безопасности. Во время работы сварщик подвергается всевозможным потенциальным опасностям. Меры предосторожности комплексные:
От поражения электротоком нужна такая защита:
Инструкции по технике безопасности
- Заземление аппарата.
- Изоляция токопроводящих частей оборудования.
- Сухая, неповрежденная одежда.
- Исключение работ в мокрую погоду.
Защита зрения требует использования специальной маски со светофильтрами.
Газовая сварка – это угроза ожогов, взрывов пожаров. Избежать аварийной ситуации помогут:
- Экипировка в спецодежду.
- Отсутствие в местах проводимых работ открытых горючих, легковоспламеняющихся веществ.
- Наличие средств пожаротушения.
- Соблюдение технологического режима.
Против отравления ядовитыми парами используют:
- Респираторы.
- Эффективную вентиляцию в помещении.
- Маски, схожие с противогазами.
Видео по теме: Работа резака и обучение резки металла
promzn.ru