Оборудование своими руками для хромирования: Оборудование для хромирования и технологии металлизации
alexxlab | 20.04.2023 | 0 | Разное
Основные виды оборудования для хромирования
Для придания внешнему виду автомобиля яркости, уникальности, защиты от коррозии часто автовладельцы прибегают к методу нанесения на поверхность металла хрома, используя для этого различное оборудование для хромирования. На авто хром используют для того, чтобы выделить элементы кузова, полностью весь автомобиль, а также для тюннинга салона. Кроме того, хромированный металл обладает большей прочностью и стойкостью к износу. Любая золочёная деталь или хромированный элемент автомобиля добавляют ему стильность и индивидуальность, выделяя среди прочих транспортных средств.
Требования к установке декоративного золочения и хромирования
Условно хром тюнинг можно разделить на виды.
- Покраска транспортного средства хром краской.
- Использование зеркальной плёнки.
- Установка молдингов в салоне и снаружи.
- Хромирование отдельных деталей и элементов автомобиля.
- Хром проволока как элемент декора.


Оборудование для выполнения хромирования достаточно простое в применении. Для декоративного золочения и хромирования автомобильных аксессуаров применяется специальная установка. Она должна соответствовать следующим условиям:
- полностью покрывать изделия малых размеров и габаритные;
- не иметь в составе вредных тяжёлых металлов и химреагентов;
- система наполнения материалом должна иметь конструкцию замкнутого типа для лёгкого и быстрого наполнения посуды реагентом;
- установка должна обеспечивать возможность визуального контроля расхода рабочего материала;
- она должна легко чиститься после завершения процесса золочения и серебрения.
Обычно такая полная установка стоит достаточно дорого, поэтому мастеровитые автовладельцы используют для хромирования оборудование, сделанное своими руками.
Хромирование своими руками
Если процесс хромирования осуществлять своими руками, то можно будет обойтись без посещения автомастерской и сэкономить достаточно большую сумму денег. Для этого потребуется специальное оборудование, которое тоже можно сделать своими руками. Технология, по которой проводится этот процесс, довольно проста и не требует специфических знаний.
Для этого потребуется специальное оборудование, которое тоже можно сделать своими руками. Технология, по которой проводится этот процесс, довольно проста и не требует специфических знаний.
Но для начала, поверхность следует правильно подготовить к нанесению хрома. Особенности выполнения работ смотрите в таблице ниже.
| Этапы подготовки | Последовательность выполнения работ |
| Обработка поверхности | Металл обрабатывается шлифовальной машинкой. Поверхность зачищается от неровностей. Чтобы в результате получилась ровная и гладкая поверхность, в процессе надо менять насадки. |
| Обезжиривание | Поверхность следует обезжирить бензином. Если необходимо, то металл подвергают травлению и обработке щелочью. |
Далее переходят к нанесению хром покрытия своими руками. Технология процесса проста. В качестве ванночки может использоваться стеклянная ёмкость. Ещё понадобится пластмассовый таз, куда эту ёмкость надо будет установить. Чтобы создать «термос» своими руками, надо взять деревянный ящик и обить его стеклотканью. Как нагревательный элемент подойдёт ТЭН.
В качестве ванночки может использоваться стеклянная ёмкость. Ещё понадобится пластмассовый таз, куда эту ёмкость надо будет установить. Чтобы создать «термос» своими руками, надо взять деревянный ящик и обить его стеклотканью. Как нагревательный элемент подойдёт ТЭН.
Понадобятся «крокодилы» в качестве катода для присоединения к минусу, пластинчатый или стержневой анод. Для нанесения равномерного покрытия на металл необходим держатель для деталей. Далее надо сделать электролит своими руками. Для этого вам нужен хромовый ангидрид, 250 грамм на 1 литр воды, и серная кислота, 2,5 грамма на 1 литр.
Подогретую до 60 градусов дистиллированную воду залить в ёмкость. Добавить хромовый ангидрид, размешать. Залить серную кислоту. Состав в течение 2,5-3,5 часов прогонять через ток до тех пор, пока он не приобретёт бордовый цвет. Сила тока рассчитывается как 6,5 А на 1 литр состава.
Электролит готов к применению после того, как отстоится в течение суток. После проведения подготовительных работ начинается нанесение покрытия на металл. Для этого детали авто опускаются в подготовленный состав, температура которого должна быть на уровне 50-55 градусов, через время подается напряжение. После выдержки в растворе электролита, детали и элементы следует тщательно вымыть водой и хорошо просушить.
Для этого детали авто опускаются в подготовленный состав, температура которого должна быть на уровне 50-55 градусов, через время подается напряжение. После выдержки в растворе электролита, детали и элементы следует тщательно вымыть водой и хорошо просушить.
В последние годы, из-за возрастающих экологических требований, на смену гальваническому пришло хромирование методом напыления. В этом случае на подготовленную деталь наносятся специальные составы при помощи краскопульта.
Использование хром тюнинга и метода хромирования для восстановления деталей
Уникальный элемент для тюнинга авто – хромированная проволока. Материал позволяет получить огромный ассортимент самых разнообразных изделий. Хром проволока популярна благодаря своим характеристикам:
- высокая прочность материала;
- эффектный внешний вид изделий;
- хромированная проволока отличается износостойкостью;
- огромное разнообразие выбора.
И при всём этом хром проволока имеет достаточно невысокую стоимость. Её широко используют для изготовления различных аксессуаров для авто, К ним относятся:
Её широко используют для изготовления различных аксессуаров для авто, К ним относятся:
- шторки для стёкол машины;
- различная фурнитура;
- элементы декора.
Хромированная проволока придаёт изделиям яркость и индивидуальность. Разнообразные аксессуары из зеркальной проволоки помогут создать уникальный интерьер салона вашего авто.
Многие автовлюбители предпочитают хром покрытие на внешних пластиковых деталях машины. Для этого пластиковая фурнитура окрашивается чёрной краской и тщательно полируется при помощи полировальной машинки. Затем мягкой тряпочкой наносится специальный раствор, поверхность нагревается строительным феном. Методом распыла наносится хром.
Другой способ – фурнитура красится под лак. Наносится чёрная основа, которую после высыхания надо залакировать. При появлении шагрени следует сделать полировку. Для получения зеркального блеска важно, чтобы лак полностью высох.
Часто при ремонте элементов авто применяется восстановление деталей хромированием. В отличие от хромирования декоративного или антикоррозийного, хромированный таким образом металл имеет большую прочность и износостойкость, повышенную устойчивость к коррозии и низкий коэффициент трения.
Хромированный элемент не нагревается, отсутствуют структурные изменения его металла.
Предыдущая
ОборудованиеКакие виды инструментов используются при кузовном ремонте
Следующая
ОборудованиеВыбор и применение валика для покраски
Хромирование
Химико-термические процессы насыщения поверхности деталей хромом называют хромированием. Различают твёрдое и декоративное хромирование. В первом случае обогащённый хромом слой создаёт износостойкую подложку, наличие которой увеличивает твёрдость и износостойкость основного материала. Декоративное нанесение хрома на предметы своими руками больше используется дома, поскольку улучшает визуальное состояние объекта, придаёт ему блестящий вид.
Тэги:Химико-термическая обработка
Цели хромирования
В промышленности такая обработка заменяет металлизацию – поверхностное покрытие деталей и инструментов. Среди них:
- Сопловые устройства;
- Пильные цепи;
- Подвижные детали насосов и компрессоров;
- Детали автомобилей, прядильного оборудования;
- Паросиловая арматура;
- Штампы для холодной штамповки.
Подобные технологии распространены в автомобилестроении, авиакосмической промышленности, строительстве, используются при производстве мебели (см. рис. 1).
Для хромирования идеально подходят части оборудования, подвергающиеся воздействию едких элементов. Хромсодержащая поверхность снижает риск образования ржавчины и повышает прочность основного материала, улучшает смазывающую способность. Хром не только предотвращает износ машин, но и обеспечивает дополнительную производительность, поскольку меньшее трение устраняет риск перегрева длительно работающих деталей.
Обеспечивая лучшую функциональность, покрытие снижает вероятность заклинивания машины, а также восстанавливает размер изношенных деталей, в некоторых случаях возвращая им первоначальные размеры. Твёрдость и долговечность слоя являются залогом повышенной долговечности изделий, даже в условиях жёсткого механического контакта и износа.
Поверхность после обработки устойчива к коррозии, что делает её пригодной для использования в суровых условиях или там, где другие материалы/покрытия не отличаются требуемыми показателями износостойкости.
Для хромирования дома годятся любые стали (в том числе, нержавеющие), большинство чёрных и цветных металлов и сплавов. Исключениями являются магний, алюминий и титан, которые обычно требуют подслоя из цинка, меди или никеля, а также специальных методов покрытия. В последние годы новые процессы позволяют покрыть хромом изделия из пластика.
Технологии хромирования
Наибольшее распространение получили два вида процессов – диффузионный (см. рис. 2)
рис. 2)
и хромированиегальваникой(см. рис. 3).
Цель – осаждение хрома гальванически на поверхности других материалов, прежде всего металлов, реализуется при преобразовании электрической энергии, подводимой к электродам в растворе (состоящем преимущественно из хромовой кислоты), в химическую энергию с образованием металлического хрома. Чтобы нанести хромовый слой на заготовку, необходимо подать электрический заряд к ванне или контейнеру, которые содержат хромовый ангидрид. Электрический заряд запускает химическую реакцию, при которой металл осаждается на объекте.
Хромирование можно сделать сплошным или прерывистым.Прерывистые отложения образуются путем осаждения хрома на микропористую никелевую пластину. Выбор вида покрытия зависит от требуемого уровня коррозионной стойкости. Выход из строя блестящей хромированной пластины часто происходит из-за коррозии, начинающейся в случайных трещинах или порах на поверхности хрома (см. рис. 4).
Поскольку эти трещины или поры расположены относительно широко, ток, развиваемый парой хром/никель, концентрируется в нескольких точках. В этих точках образуются глубокие микрополости, которые быстро проникают через никелевое покрытие и подложку компонента. Создание несплошностей на поверхности приводит к распространению тока коррозии и замедлению скорости коррозии.
В этих точках образуются глубокие микрополости, которые быстро проникают через никелевое покрытие и подложку компонента. Создание несплошностей на поверхности приводит к распространению тока коррозии и замедлению скорости коррозии.
Для хромирования электролитическим способом обычно используется электролиз:
- Шестивалентным хромом;
- Сульфатными катализаторами;
- Сульфатно-фторидными катализаторами;
- Сульфатно-фторидно-органическими катализаторами;
- Саморегулирующимися высокоскоростными катализаторами.
Основные характеристики электрохимического процесса:
- Концентрация окиси хрома, г/л – от 180 до 500.
- Соотношение количества окиси хрома к объёму серной кислоты – от 100:1 до 300:1.
- Температура обработки, 0С – 100…115.
- Катодная плотность тока, А/дм2 – 60…110.
С ростом этих показателей качество улучшается.
В последнее время эффективно внедряется в производство вакуумное хромирование, КПД которого увеличивается из-за отсутствия потерь и загрязнений электролита. В домашних условиях часто используют химическую обработку, которую можно проводить при комнатной температуре.
В домашних условиях часто используют химическую обработку, которую можно проводить при комнатной температуре.
Этапы проведения и используемое оборудование
Хромирование начинается с очистки и обезжиривания заготовки (см. рис. 5).
После того, как изделие тщательно очищено от загрязнений, его помещают в ванну/контейнер, наполненный ангидридом хрома. Затем к контейнеру прикладывается электрический заряд, тем самым запуская химическую реакцию, в результате которой хром осаждается или диффундирует в поверхность материала. В некоторых случаях, в зависимости от требований, покрытие далее шлифуют и полируют.
Состав оборудования для хромирования определяется видом процесса – декоративное или твёрдое, в зависимости от размеров слоя, содержащего хром.Захромировать с декоративными целями можно на толщину 0,05… 0,5 мкм. Слой диффузионного происхождения значительно толще своего декоративного аналога, и может достигать 1…3 мм.
Растворы обычно содержатся в резервуарах с ПВХ-футеровкой и нагреваются либо с помощью погружных электронагревателей с кварцевым или тефлоновым слоем, либо паровыми змеевиками.
Используются аноды из оловянно-свинцового сплава. В резервуаре они служат двум целям: в качестве положительного электрода, и для поддержания удовлетворительного баланса раствора по условию повторного окисления трёхвалентного хрома до хромовой кислоты. Площадь анода должна покрыть всю гальваническую нагрузку. При условии пропускания тока через раствор хрома происходит выделение газов на анодах, которые покрываются плёнкой темно-шоколадного цвета.
Источники питания обычно рассчитываются на напряжение до 15 В. Важно сделать хорошую изоляцию всех токопроводящих материалов от внешнего источника питания, чтобы снизить риск образования блуждающих токов. Исключение можно сделать для пластика (см. рис. 6).
Ограничения и дефекты
Компоненты, используемые в рассматриваемых процессах, токсичны, поэтому в составе промышленного оборудования должны входить устройства, обеспечивающие улавливание испарений (см. рис. 7).
Во время электролиза хромовой кислоты образуется туман, который необходимо контролировать с помощью средств подавления тумана, в сочетании с местной вытяжной вентиляцией.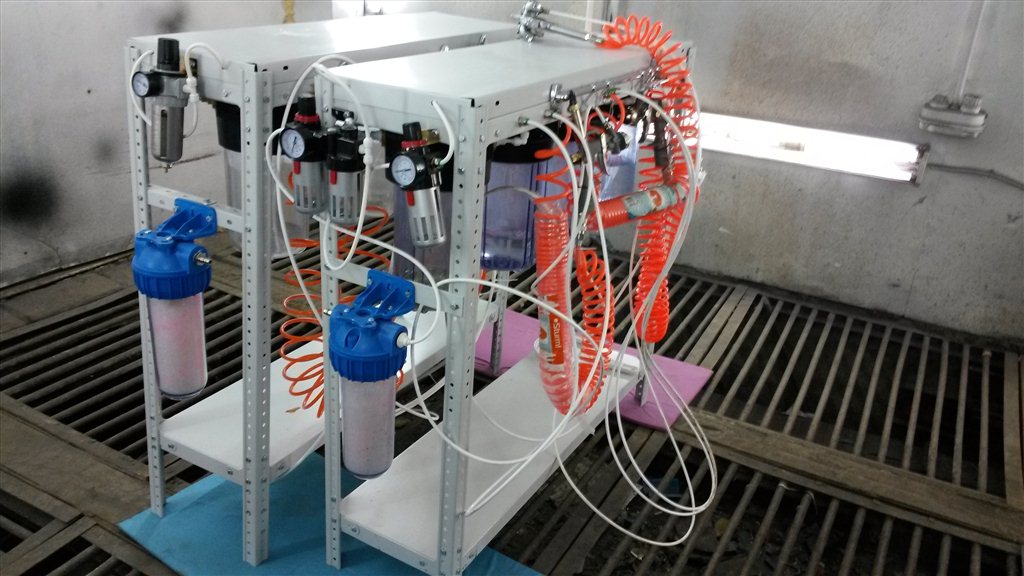 Запатентованные химические средства подавления тумана обычно основаны на перфтороктановых сульфонатах. Однако сами эти материалы также токсичны из-за их стойкости в окружающей среде и эффекта биоаккумуляции у млекопитающих.
Запатентованные химические средства подавления тумана обычно основаны на перфтороктановых сульфонатах. Однако сами эти материалы также токсичны из-за их стойкости в окружающей среде и эффекта биоаккумуляции у млекопитающих.
Из-за плохой рассеивающей способности растворов для твердого хромирования обычным явлением считается использование вспомогательных анодов и экранов. Все варианты требуют наличия оборудования для экстракции. Дело в том, что твёрдое хромирование очень неэффективно с электрохимической точки зрения и генерирует значительное количество газообразного водорода на катоде. Для снижения поверхностного натяжения приходится применять поверхностно-активные вещества, которые неблагоприятно воздействуют на окружающую среду.
Все растворы хрома накапливаются в загрязняющих веществах, и важно свести их концентрацию к минимуму, поскольку они отрицательно влияют на качество покрытия и снижают его проводимость. Это приводит к увеличению напряжения, необходимого для поддержания плотности тока.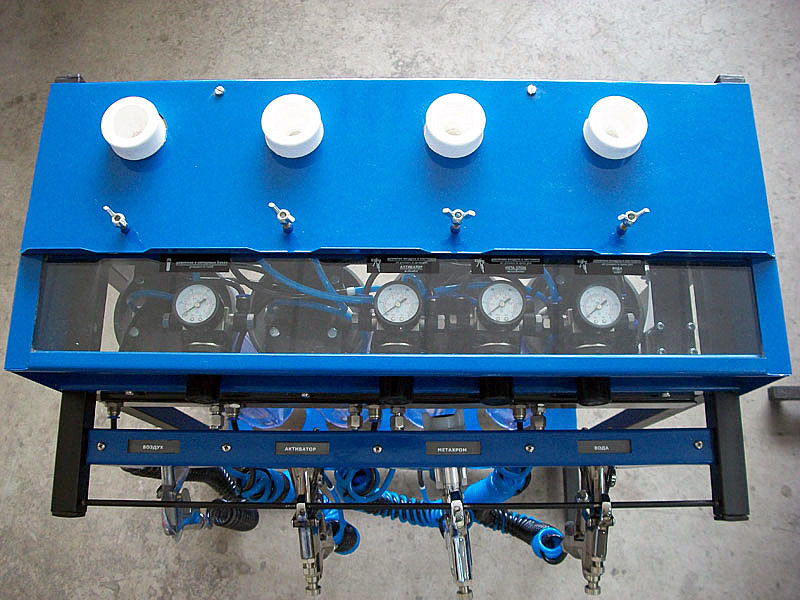 Данный недостаток в большей степени относится к твердому, чем к декоративному хромированию.
Данный недостаток в большей степени относится к твердому, чем к декоративному хромированию.
Удаление металлических загрязнений можно сделать с помощью технологии пористых ёмкостей, электродиализа или ионного обмена. Ионный обмен необходимо использовать только с разбавленным раствором, чтобы избежать воздействия на покрытие ванны. Очищенный раствор затем возвращают в резервуар.
Недостатками процесса являются также:
- Ограничение по размерам обрабатываемых деталей;
- Энергозатратность;
- Цена.
Хромирование в домашних условиях
Хромирование своими руками можно выполнить несколькими способами. Самый простой — применение аэрозольной краски, которая содержит металлический хром, которой следует равномерно покрыть объект (например, фару или приборы). Другой вариант — приобрести набор, который включает деионизированную воду и состав для хромирования. Важно знать, что в обоих вариантах используются ядовитые химические вещества, поэтому дома следует соблюдать меры предосторожности и работать в хорошо вентилируемом помещении. В частности, обязательны маска, защитные очки и перчатки из кислотостойкой резины.
В частности, обязательны маска, защитные очки и перчатки из кислотостойкой резины.
Этапы работ:
- Сделать промывку объекта под струёй холодной воды.
- Подготовка – обезжиривание и очистка от загрязнений.
- Полировка поверхности при помощи жёсткой губки.
- Распыление (согласно инструкции) хромсодержащего компонента из аэрозольного баллончика на поверхность.
- Сушка на открытом воздухе. Через 2…3 часа хромированный предмет следует перевернуть.
Хромированная поверхность, созданная своими руками, обычно сохраняет стойкость в течение 6…8 месяцев, после чего объект можно вновь подвергать хромированию.
Spectra Chrome-Advanced “Spray-On” Chrome Technology
Аэропорт Хьюстона (IAH) ≫ от HGI & Riddell ≫Architectural
New Resort& Casino Complebr Гарантированно
Never Yellow ≫
Серия Netflix
КрестSanto Domingo ≫ 0003 Костюмирование символов ≫ 30 -й годовщины сборка ≫ Супер адгезия 8 ≫
Spray Chrome любого цвета
Spray Chrome любого цвета
над чем угодно!
Компания Spectra Chrome усовершенствовала процесс напыления хрома — и мы можем это доказать! Более 10 лет исследований и разработок позволили добиться характеристик покрытия, которым доверяют самые взыскательные компании мира, в огромном диапазоне рыночных применений.
Пожалуйста, позвольте нам заработать на вашем бизнесе и показать вам, как это делается — посетите наши сертифицированные курсы обучения во Флориде или Калифорнии. Узнайте, как применять эту отделку от профессиональных тренеров, которые проведут вас через каждый шаг процесса.
Позвольте нам показать вам, почему Spectra Chrome является мировым лидером в области напыления хрома!
КАК ЭТО РАБОТАЕТ?
ШАГ 1:
БАЗОВОЕ ПОКРЫТИЕДетали сначала покрываются специальным белым базовым покрытием Spectra Chrome. Самовыравнивающаяся формула ложится гладко, ровно и блестит — идеальная основа для эффектного хромового покрытия.
ШАГ 2:
МЕТАЛЛИЧЕСКИЙ РАСПЫЛИТЕЛЬ Далее наносится уникальный раствор серебра на водной основе с помощью специально разработанного пистолета-распылителя с двойным соплом. Серебряный туман ложится ровно и создает отражающую способность до идеального зеркального блеска.
Серебряный туман ложится ровно и создает отражающую способность до идеального зеркального блеска.
ШАГ 3:
ПОКРЫТИЕСверхпрочный автомобильный прозрачный лак запечатывает серебристую отделку и обеспечивает невероятную устойчивость к ультрафиолетовому излучению и непревзойденную долговечность. Это прозрачное верхнее покрытие можно тонировать в любой оттенок спектра!
Spectra Chrome — это , которому доверяют самые известные компании мира. Наша отделка является синонимом бескомпромиссного качества и непревзойденной долговечности – список наших известных клиентов говорит сам за себя! Взгляните, что отличает Spectra Chrome от других:
ЛУЧШИЕ В ОТРАСЛИ
ОБОРУДОВАНИЕ И ПРИНАДЛЕЖНОСТИ
Наши запатентованные системы хромирования методом распыления, разработанные и изготовленные вручную с использованием компонентов высочайшего качества, задают отраслевой стандарт. Мы предлагаем полный спектр систем; позволяя нашим клиентам воспользоваться преимуществами любого рынка.
Мы также разработали ряд полезных аксессуаров, специально созданных для процесса Spectra Chrome; чтобы помочь нашим клиентам максимально повысить эффективность процесса напыления хрома.
Подробнее ≫
ИННОВАЦИОННАЯ ХИМИЯ:
НЕПРЕВЗОЙДЕННАЯ ЭФФЕКТИВНОСТЬ
Наша запатентованная химия обеспечивает безупречное покрытие, рассчитанное на долгий срок службы! Spectra Chrome так же долговечен, как автомобильная отделка OEM — он будет держаться так же, как краска на вашем автомобиле. И самое удивительное, Spectra Chrome — единственный существующий хромированный продукт, который остается полностью гибким на виниле и полипропилене.
Проверенные составы верхнего покрытия, устойчивые к ультрафиолетовому излучению, означают, что Spectra Chrome никогда не пожелтеет и не выцветет на солнце, а удивительная адгезия внутри слоя предотвращает скалывание, отслаивание или отслаивание. Мы прошли через все испытания, какие только могли придумать, и результаты говорят сами за себя!
Подробнее ≫
МИРОВОЙ КЛАСС
ПОДДЕРЖКА И ИНСТРУКЦИЯ
Мы гордимся качеством нашей поддержки клиентов. До, во время и особенно после продажи; мы здесь, чтобы помочь вам добиться успеха! Приезжайте во Флориду и посетите практический курс обучения, проводимый нашими опытными инструкторами, которые каждый день распыляют Spectra Chrome.
До, во время и особенно после продажи; мы здесь, чтобы помочь вам добиться успеха! Приезжайте во Флориду и посетите практический курс обучения, проводимый нашими опытными инструкторами, которые каждый день распыляют Spectra Chrome.
Если вы не можете отправиться в путешествие, мы предлагаем наш удивительный, всеобъемлющий онлайн-тренинг . И если вы хотите персонализированное обучение один на один в вашем собственном магазине; наши мастера-тренеры могут даже отправиться в любую точку мира, чтобы приехать к вам .
Подробнее ≫
Часто задаваемые вопросы
Ознакомьтесь с нашими часто задаваемыми вопросами, чтобы узнать все о процессе Spectra Chrome!
Часто задаваемые вопросы о Spectra Chrome ≫
Есть вопросы?Свяжитесь с нами сегодня – наши дружелюбные представители будут рады помочь!
Свяжитесь с нами ≫
Варианты финансирования Мы поможем вам получить необходимое оборудование с вариантами финансирования для любого бюджета.
Информация о финансировании ≫
Meadville Plating Co., Inc. | Блог
Сравнение твердого хромирования и химического никелирования
Ни для кого не секрет, что гальваническое покрытие машин, деталей и инструментов имеет большое значение для продления срока службы и увеличения производительности вашего оборудования. Защитное покрытие будет бороться с коррозией и износом, а также часто выглядит великолепно.
Производители чаще всего выбирают твердое хромирование или химическое никелирование, которые могут прилипать к большинству металлов. Они оба не имеют себе равных в своей способности равномерно покрывать множество поверхностей. Они твердые, долговечные и устойчивы к износу благодаря низкому трению.
Используя электрический ток для связывания с материалом, твердое хромирование отличается от того, что используется для отделки мотоциклов и автомобилей. Hard Chrome — это промышленный сорт, разработанный с учетом его твердости, долговечности и сопротивления трению.
Химическое никелирование – это просто химическое никелирование. Химическая реакция заставляет покрытие прилипать к поверхности. Он обладает превосходной коррозионной стойкостью и гладким однородным покрытием, ограничивающим взаимодействие с влагой.
Главное, на что следует обратить внимание при выборе подходящего покрытия, — это то, как вы собираетесь использовать оборудование и где вы собираетесь его использовать. Мы сравним их, чтобы у вас было лучшее представление о том, какой из них соответствует вашим потребностям.
Суровые условия — Знание того, где будет использоваться оборудование, имеет решающее значение при выборе правильного покрытия. Хотя твердый хром тверже никеля, никель меньше подвержен влиянию экстремальных температур и влажности. Твердый хром процветает в умеренных условиях, в то время как никель может выдерживать самые разные условия.
Долговечность – Твердое хромирование и химическое никелирование настолько популярны, потому что они доминируют в долговечности.
Из-за своей чрезвычайной твердости твердый хром немного более долговечен, чем никель. Как правило, он меньше изнашивается и лучше всего подходит для условий с высоким коэффициентом трения. Как указано выше, экстремальные условия влияют на твердость и долговечность Hard Chrome.Коррозионная стойкость – Хотя оба материала обладают превосходной устойчивостью к коррозии, никель имеет преимущество. Гладкая поверхность, полученная в результате химического процесса, делает практически невозможным проникновение воды в покрытие, не говоря уже о жизненно важных частях.
Неправильные формы – Другая причина, по которой твердое хромирование и химическое никелирование являются наиболее широко используемыми покрытиями, заключается в их способности равномерно наносить покрытие на объекты неправильной формы. Никель имеет преимущество неправильной формы и отверстий, так как твердый хром часто требует дополнительной полировки для достижения гладкой однородной поверхности.

