Обозначение резьбы наружной: Как обозначается на чертеже резьба различного назначения
alexxlab | 02.08.2023 | 0 | Разное
Статьи
Промышленные рукава в ассортиментном портфеле компании.
В ассортиментном портфеле по промышленным рукавам у нас сосредоточены только известные мировые производители.
Рукава Parker Gambrinus для оснащения молочных производств
Рассказываем о не самом заурядном применении рукавов Parker.
Не только о высоком…
…но мы также можем рассказать вам и о низком давлении. Представляем подробный обзор серии рукавов Push-Lok от Parker.
Стандартные испытания гидравлических рукавов и фитингов Parker
В данной статье мы расскажем об основных методах испытания рукавов высокого давления Parker, и вы поймете, почему качество РВД Parker бесспорно.
Parker продолжает программу по сокращению устаревших линеек РВД

1000 и 1 способ обработки поверхностей
Рассказываем о методах профессиональной очистки поверхностей. Что такое бластинг, джеттинг, для чего все это надо и какая продукция есть в нашем ассортименте, чтобы успешно справиться с задачей.
Диагностика – разумное вложение средств для их экономии
Представляем линейку продуктов Parker SensoControl – эффективного инструмента для диагностики и профилактики проблем гидравлических систем.
Монолитная гарантия качества
В этой статье подробно рассказываем о применении и технических свойствах рукавов для подачи бетона POWERMASTER.
В любой среде – на высоте
Рассказываем об особенностях термопластиковых рукавов для окраски VERSO.
Расшифровываем лэйлайн РВД Parker
А вы обращали внимание на маркировку ваших гидравлических рукавов?
PARKER бросает вызов холодам
Делимся секретом о том, как сэкономить на простоях мобильной техники. Особенно при ее эксплуатации в сложных температурных условиях.
Особенно при ее эксплуатации в сложных температурных условиях.
8 причин выхода из строя РВД
В статье рассказывается о наиболее распространенных причин отказа РВД и способах защиты от них.
Технология Parkrimp No-Skive от Parker: безопасное соединение рукавов и муфт
Правильная комбинация рукава и арматуры должна обеспечивать надлежащий контакт между муфтой и оплеткой после обжима, чтобы гарантировать безопасность и герметичность при длительном сроке службы.
Будущее за термопластиковыми рукавами
Чтобы шланг не вышел из строя раньше времени он должен выдерживать не только воздействие высоких температур, но и окружающей среды. Если сравнить обычные резиновые рукава высокого давления с термопластиковыми аналогами, мы сможем увидеть разницу.
На 40% гибче, чем рукава типа SN
Под брендом VERSO разрабатываются и производятся рукава высокого давления, которые отлично приспособлены к нуждам требовательного современного рынка.
Что необходимо делать, чтобы оборудование для опрессовки рукавов служило долго?
Почему важно обслуживать оборудование для опрессовки РВД и как это делается?
Почему CAST стоит дешевле?
Почему фитинги и трубные соединения CAST стоят дешевле, чем продукция других итальянских производителей.
Преимущества организации опрессовочного участка
Как экономить ресурсы и повысить производительность предприятия.
Uniflex Германия – оборудование для РВД
Надежность и длительность безаварийной эксплуатации трубопроводов любого вида находятся в прямой зависимости от качества применяемых материалов и точности выполнения технологических операций.
Быстроразъемное соединение камлок
Сamlock или камлоки – быстроразъемные соединения для подключения промышленных шлангов к трубопроводу или для соединения между собой.
1 2 3
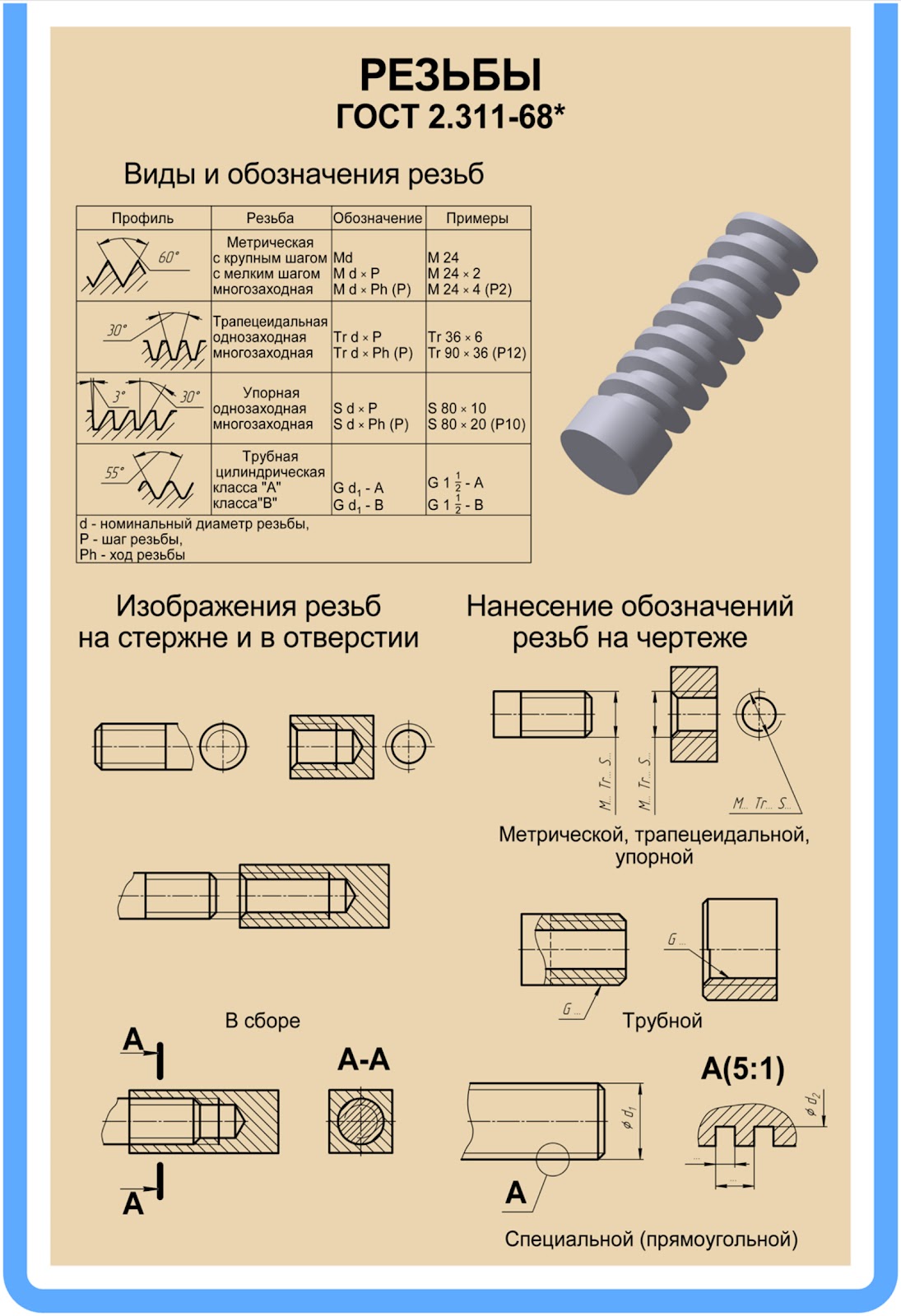
Классификация резьбы, виды резьбы.
Большинство выпускаемых современной промышленностью конструкций, выполненных из дерева, пластика, металла и других материалов, скрепляются посредством соединений резьбового типа. Совокупность таких факторов, как надежность и простота не в ущерб эффективности, обусловила их широкое распространение в промышленном производстве, начиная от строительной сферы, включая машино- и автомобилестроение, и заканчивая прокладкой трубопроводов. Резьбовые соединения, кроме того, активно используются в бытовых целях. В целом, резьба выглядит в виде гребней и впадин однородного сечения спиралевидной конфигурации. Витки могут накатываться на наружную поверхность цилиндра, либо на поверхность внутреннюю предварительно проделанного отверстия. Рассмотрим подробнее существующие виды резьбы.
Резьба метрическая
В машиностроительной отрасли чаще всего используется резьба именно данного типа.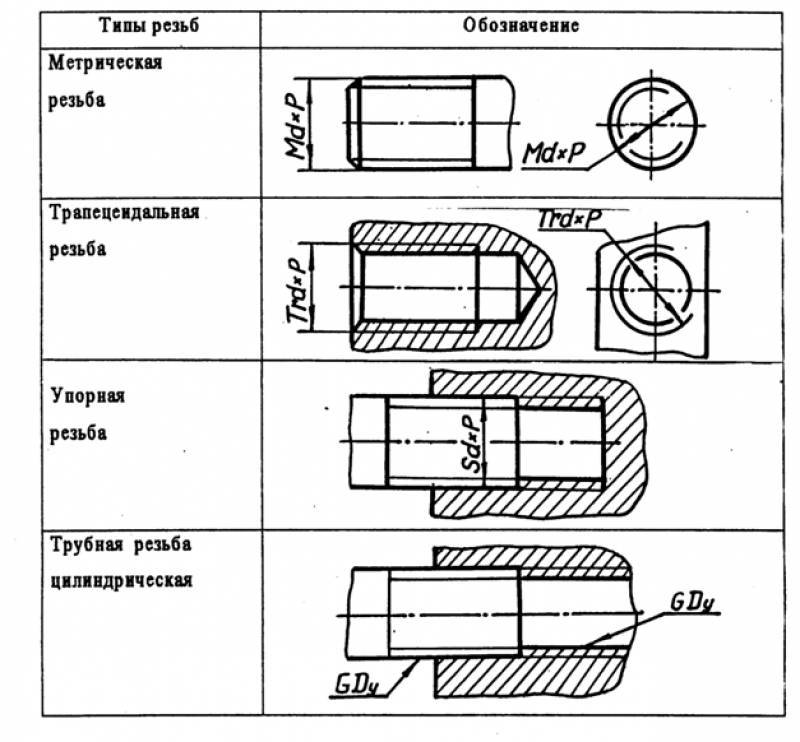 Свое название – «метрическая» – она получила по причине измерения в миллиметрах ее технических характеристик. Профиль резьбовой нарезки выполнен в виде треугольника. Углы при его вершинах равны 60°.
Свое название – «метрическая» – она получила по причине измерения в миллиметрах ее технических характеристик. Профиль резьбовой нарезки выполнен в виде треугольника. Углы при его вершинах равны 60°.
Особенности
Резьба метрическая изготавливается и с мелким, и с широким/крупным шагом. На ниже размещенном рисунке этот параметр обозначен буквой «Р».Отметим основные особенности применения резьбовых шагов обоих видов.
- Мелкий используется в диаметрах, изменяющихся в диапазоне 1,0 мм ≤d≤ 600,0 мм, а крупный – в диаметрах 1,0 мм ≤d≤ 68,0 мм.
-
Мелкая нарезка актуальна для формирования соединений с повышенной герметичностью.
-
Крупная резьба подходит для соединений, подверженных ударным нагрузкам.
-
 Причина – небольшое расстояние, отделяющее соседние витки, облегчает процедуру модификации параметров
Причина – небольшое расстояние, отделяющее соседние витки, облегчает процедуру модификации параметров
Назовем основные.
-
Гребни дюймовых соединений характеризуются большей длиной, но они менее широкие. Форма витков метрической резьбы более сбалансированная – их длина меньше, и они шире.
-
Разница профиля не позволяет осуществить соединение деталей, на поверхности которых накатана дюймовая и метрическая резьба. Скрепление получится хрупким, и что не менее критично – негерметичным. При транспортировке это может обусловить протекание жидкостей.
Резьба цилиндрическая трубная
Согласно положениям ГОСТа 6357-81 профиль резьбы трубной цилиндрической совпадает с профилем ранее рассмотренной дюймовой резьбы. Используется не только в самих трубах, но и в сопрягаемых элементах трубного типа (тройниках, муфтах, сгонах и т. д.). При этом нужно знать один важный момент. Заключается он в следующем: нарезка резьбы осуществляется на трубах с диаметром не больше 6″. Изделия с диаметром, превышающим 6 дюймов, обычно свариваются, что обеспечивает более высокий уровень герметичности и надежности.
д.). При этом нужно знать один важный момент. Заключается он в следующем: нарезка резьбы осуществляется на трубах с диаметром не больше 6″. Изделия с диаметром, превышающим 6 дюймов, обычно свариваются, что обеспечивает более высокий уровень герметичности и надежности.
Особенности
Одной из особенностей резьбы цилиндрической трубной является требование выполнения ее с закруглениями. Объясняется это видом наиболее часто транспортируемых веществ – обычно это жидкости. Скругление гребней и впадин призвано упростить герметизацию соединений. На острых вершинах все наиболее популярные уплотнительные материалы – и лен, и даже лента-герметик – при плотном затягивании режутся. А если создавать резьбовые соединения без применения краски, они обычно протекают.
Впрочем, в ГОСТе 6357-81 по этому поводу имеется одна оговорка. Звучит она так: выполнение внутренней резьбы цилиндрической трубной с плоским срезами допускается, когда возможность сопряжения с резьбой конической наружной исключена.
Резьба коническая трубная
Профиль резьбы конической трубной такой же, как в предыдущем варианте, но отличие кроется в уменьшении диаметра по мере продвижения от начала нарезки к торцу трубного элемента. В вышеуказанном ГОСТе четко сказано, что применяется резьба такого типа, когда требуется обеспечить герметичность трубопроводной магистрали, работающей под высоким давлением.
Особенности
Одна из ключевых особенностей – требование к углу отклонения оси трубы от обрамляющей поверхности конуса. Независимо от диаметра он должен формировать уклон в пропорции 1:16. Это значит, что угол φ (см. рис.) должен составлять 1 градус, 47 минут и 24 секунды.
Из других особенностей резьбы конической трубной можно выделить:
-
количество витков на одном дюйме зависит от величины диаметра изделия. В частности, на отрезке 25,4 мм может быть накатано минимум 11 витков, а максимум – 28;
-
шаг резьбы лежит в пределах 0,907 мм ≤Р≤ 2,309 мм;
-
длина общего резьбового отрезка на поверхностях сопрягаемых элементов после вкручивания одного в другой (параметр l2 на рисунке): при минимальной резьбе 1/16″ – 4,0 мм; когда диаметр резьбы максимальный 6″ – 28,6 мм.

Резьба трапецеидальная
Резьба трапецеидальная является одной из разновидностей резьбы метрической. Отличается она профилем, имеющем нестандартную конфигурацию, сечение которого напоминает трапецию. Широко используется в механизмах, осуществляющих трансформирование вращательного движения в возвратно-поступательное.
Особенности
Трапецеидальная резьба с углом подъема, равным 30°, является самотормозящей. Наличие этого свойства препятствует деформации заготовки при воздействии на нее значительных нагрузок. По сравнению с трубной резьбой ей присуща лучшая износоустойчивость. Возможностью обеспечения умеренных показателей осевого перемещения обрабатываемой детали характеризуются резьбы трапецеидального типа, выполненные со средним шагом.
Нормами ГОСТа 9484-81 установлены следующий диапазон изменения основных рабочих параметров рассматриваемой резьбы:
-
шаг: минимальный 1,5 мм; максимальный 48 мм;
-
высота воображаемого треугольника, вершины которого – это точки пересечения визуального продолжения соседних граней рядом расположенных гребней: от 1,4 мм до 44,784 мм;
-
расстояние между рядом расположенными выступами по внутреннему резьбовому диаметру: min 0,549 мм; max 17,568 мм.

Резьба упорная
Резьба упорная характеризуется профилем, выполненным в виде неравносторонней трапеции. Его рабочая сторона наклонена по отношению к вертикальной оси под углом, составляющим 3 градуса, а угол между другой стороной и вертикалью равен 30 градусов. Применяется резьба упорная для сопряжения элементов, которые в ходе эксплуатации подвергаются воздействию значительных односторонних нагрузок. Самый наглядный пример – домкрат.
Особенности
Значения технических характеристик резьбы однозаходной упорной установлены нормами ГОСТа 10177-82. Диапазоны изменений основных параметров, отображенных на рисунке, выглядят так:
Резьба круглая
Профиль резьбы данной разновидности формируют дуги, объединенные между собой отрезками прямой линии. Численное значение угла при вершине пересечения продолжений сторон витков составляет 30°. Применение круглой резьбы носит ограниченный характер. В частности, ею оснащается водопроводная арматура, в том числе шпиндели вентилей смесителей.
В частности, ею оснащается водопроводная арматура, в том числе шпиндели вентилей смесителей.
Особенности
Требования к резьбе круглой устанавливают нормы ГОСТа 13536-68.
Особенности круглого профиля обеспечиваю продолжительный период эксплуатации накатки за счет значительной сопротивляемости воздействию внешних нагрузок. Витки не стираются даже при частых процедурах закручивания/вывинчивания. С успехом применяется круглая резьба в конструкциях, при работе подвергающихся воздействию негативных факторов загрязненной окружающей среды. Например, она используется при сцепке Ж/Д вагонов.
Вышеуказанным ГОСТом утверждено только одно значение номинального диаметра резьбы данного вида – 12,0 мм. Что же касается ее шага (обозначение на рисунке литерой «Р»), то этим стандартом предусмотрен тоже один размер – 2,540 мм.
Прямоугольная резьба
Прямоугольная резьба входит в категорию резьб кинематического типа. Используется для выполнения функции, связанной с передачей движения. Высокий КПД – вот основное преимущество этой резьбы. Недостаток – сложный технологический процесс изготовления и невысокая прочность.
Используется для выполнения функции, связанной с передачей движения. Высокий КПД – вот основное преимущество этой резьбы. Недостаток – сложный технологический процесс изготовления и невысокая прочность.
Особенности
По состоянию на начало 2021 года нет действующего Государственного стандарта, устанавливающего значения основных технических характеристик резьбы прямоугольной. Для назначения допусков, размеров шагов и диаметров используются соответствующие шкалы ГОСТов на резьбу трапецеидальную.
В большинстве случаев профиль зуба прямоугольной резьбы имеет квадратную конфигурацию, как это показано на рисунке.Но ряд производителей применяют расширенную полку горизонтального фрагмента. Такое конструктивное решение способствует улучшению прочностных характеристик резьбового соединения. Наиболее часто реализуемый диапазон изменений внешнего диаметра накатки такой – от 8,0 мм до 40,0 мм. Шаг резьбы варьируется в пределах:
-
крупный: min 2,0 мм; max 10,0 мм;
-
мелкий: минимальный 0,75 мм; максимальный 7,0 мм.
Заключение
Подводя итоги, следует отметить, что существуют т.н. специальные резьбы. К данной категории относятся те, которые характеризуются стандартным профилем, но при этом размер их шага и диаметра, не прописан ни в одном из действующих нормативных документов. Ну и, конечно же, к данному типу относятся резьбы, отличающиеся нестандартным профилем. Их изготовление проводится по индивидуально подготовленным чертежам, содержащим все необходимые параметры резьбы. С одним из представителей данной группы мы уже знакомы. Специальной считается прямоугольная резьба.
Please enable JavaScript to view the comments powered by Disqus.comments powered by DisqusДопуск резьбы | Tameson.com
Рис. 1: Соединители с внешней и внутренней резьбой.
Допуск резьбы определяет, насколько резьба может отклоняться от основного профиля и обеспечивать правильное соединение. Массовое производство резьбовых крепежных изделий требует эффективности, поэтому резьба идеального размера (с точностью до микрометра) маловероятна. Однако для общих целей поток не обязательно должен быть идеального размера, чтобы работать должным образом. Данные о допусках на резьбу предоставляют производителям информацию, необходимую им для обеспечения того, чтобы производимая ими резьба соответствовала допустимому диапазону. Высокий допуск на резьбу информирует потребителей о том, что резьбовое крепление предназначено для общего использования. С другой стороны, низкий допуск резьбы информирует потребителей о том, что резьба предназначена для специального использования, например, в аэрокосмической промышленности, где требуется высокая точность.
Однако для общих целей поток не обязательно должен быть идеального размера, чтобы работать должным образом. Данные о допусках на резьбу предоставляют производителям информацию, необходимую им для обеспечения того, чтобы производимая ими резьба соответствовала допустимому диапазону. Высокий допуск на резьбу информирует потребителей о том, что резьбовое крепление предназначено для общего использования. С другой стороны, низкий допуск резьбы информирует потребителей о том, что резьба предназначена для специального использования, например, в аэрокосмической промышленности, где требуется высокая точность.
Наиболее частым применением допусков резьбы является резьба с покрытием. На самом деле, стандарт допуска метрической резьбы (ISO 965) обсуждает только покрытие резьбы как причину допуска резьбы. В этой статье подробно объясняются классы допусков для метрической и унифицированной стандартной резьбы (UTS). Чтобы узнать больше о резьбовых креплениях, прочитайте наши статьи о конструкции резьбы и стандартах на резьбу.
Содержание
- Обозначение допуска резьбы
- Рекомендуемые классы точности
- Часто задаваемые вопросы
краны
резьбовые плашки
воротки и плашки
наборы метчиков и матриц
Обозначение допуска резьбы
Обозначения резьбы имеют дополнительную комбинацию цифр и букв после типичного обозначения для обозначения допуска резьбы. Пример типичного обозначения – М10 х 1. Буква М обозначает метрическую резьбу, 10 – номинальный диаметр в миллиметрах, а х 1 – шаг резьбы 1 миллиметр. Ознакомьтесь с нашим обзором стандартов на метрические резьбы, чтобы узнать больше о метрических резьбах и их обозначениях.
Формат обозначения допуска резьбы соответствует следующим правилам:
- Буквы: Допуск метрической резьбы использует заглавные буквы для внутренней резьбы и строчные буквы для внешней резьбы.
 Эти буквы также обозначают позицию допуска. Для винтовой резьбы UTS A означает внешнюю, а B означает внутреннюю.
Эти буквы также обозначают позицию допуска. Для винтовой резьбы UTS A означает внешнюю, а B означает внутреннюю. - Цифры: Цифры обозначают степень допуска.
- Заказ: Допуск на средний диаметр предшествует допуску на основной диаметр.
Буквенное обозначение допуска
Метрическая резьба
Буквы A-H в метрической системе допусков. Внутренние резьбы используют только G и H, а внешние резьбы используют a-h. Как видно на рисунке 2, H описывает допуск с нулевым отклонением от базового профиля, а G описывает допуск с отклонением выше базового профиля. Как видно на рисунке 3, h описывает допуск с нулевым отклонением от основного профиля, а g-a описывает допуск с отклонением ниже основного профиля, который является теоретическим профилем резьбы. Размеры наружной резьбы всегда должны быть равны или меньше основного профиля. Размеры внутренней резьбы всегда должны быть больше или равны базовому профилю.
Рис. 2: Положения отклонения допуска внутренней метрической резьбы H (нулевое отклонение) и G (положительное отклонение).
Рис. 3: Положения отклонения допуска на наружную метрическую резьбу h (нулевое отклонение) и g-a (отрицательное отклонение).
Некоторые примеры значений отклонений приведены в таблице 1. Полное описание см. в ISO 965.
Шаг | Основное отклонение (мкм) | |||||||||
Внутренняя резьба | Наружная резьба | |||||||||
| Г | Н | и | б | с | д | и | ф | г | ч | |
| 0,5 | +20 | 0 | – | – | – | – | -50 | -36 | -20 | 0 |
| 1 | +26 | 0 | -290 | -200 | -130 | -85 | -60 | -40 | -26 | 0 |
| 2 | +38 | 0 | -315 | -225 | -150 | -105 | -71 | -52 | -38 | 0 |
Таблица 1: Примеры основных отклонений для внутренней и наружной метрической резьбы.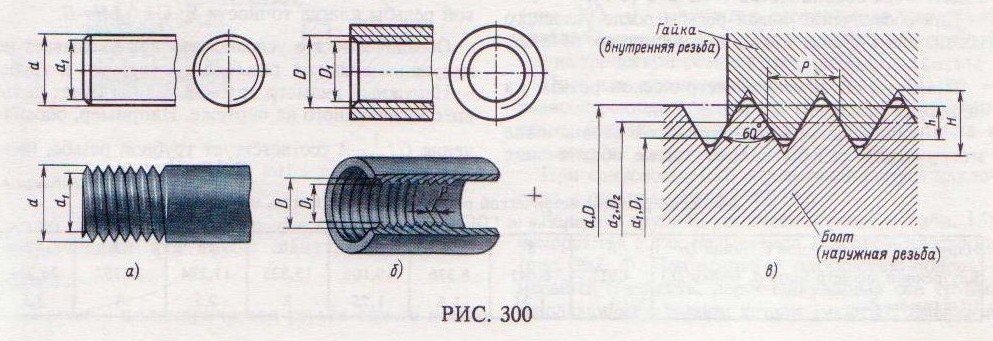
Резьба UTS
В обозначении допуска резьбы UTS используются только две буквы, A и B. Буква A обозначает наружную резьбу, а буква B обозначает внутреннюю резьбу.
Обозначение класса точности
Метрическая резьба
Метрическая резьба использует номера 3-9для обозначения класса допуска. Чем выше число, тем слабее допуск. Существует четыре группы классов точности:
- Малый диаметр внутренней резьбы: 4, 5, 6, 7, 8
- Наружный диаметр резьбы: 4, 6, 8
- Шаг внутренней резьбы: 4, 5, 6, 7, 8
- Начальный диаметр наружной резьбы: 3, 4, 5, 6, 7, 8, 9
В следующих таблицах приведены примеры этих четырех классов допуска. См. ИСО 965 для полных таблиц.
Шаг (мм) | Класс точности (мкм) | ||
| 4 | 6 | 8 | |
| 0,3 | 48 | 75 | – |
| 1 | 112 | 180 | 280 |
| 2 | 180 | 280 | 450 |
Таблица 2: Допуски на большой диаметр наружной резьбы
Шаг (мм) | Класс точности (мкм) | ||||
| 4 | 5 | 6 | 7 | 8 | |
| 0,25 | 45 | 56 | – | – | – |
| 0,75 | 118 | 150 | 190 | 236 | – |
| 1,5 | 190 | 236 | 300 | 375 | 475 |
Таблица 3: Допуски на наружный диаметр внутренней резьбы
Основной диаметр | Шаг (мм) | Класс точности (мкм) | |||||||
| Свыше (мм) | До (мм) включительно | 3 | 4 | 5 | 6 | 7 | 8 | 9 | |
| 0,99 | 1,40 | 0,30 | 28 | 36 | 45 | 56 | – | – | – |
| 5,60 | 11.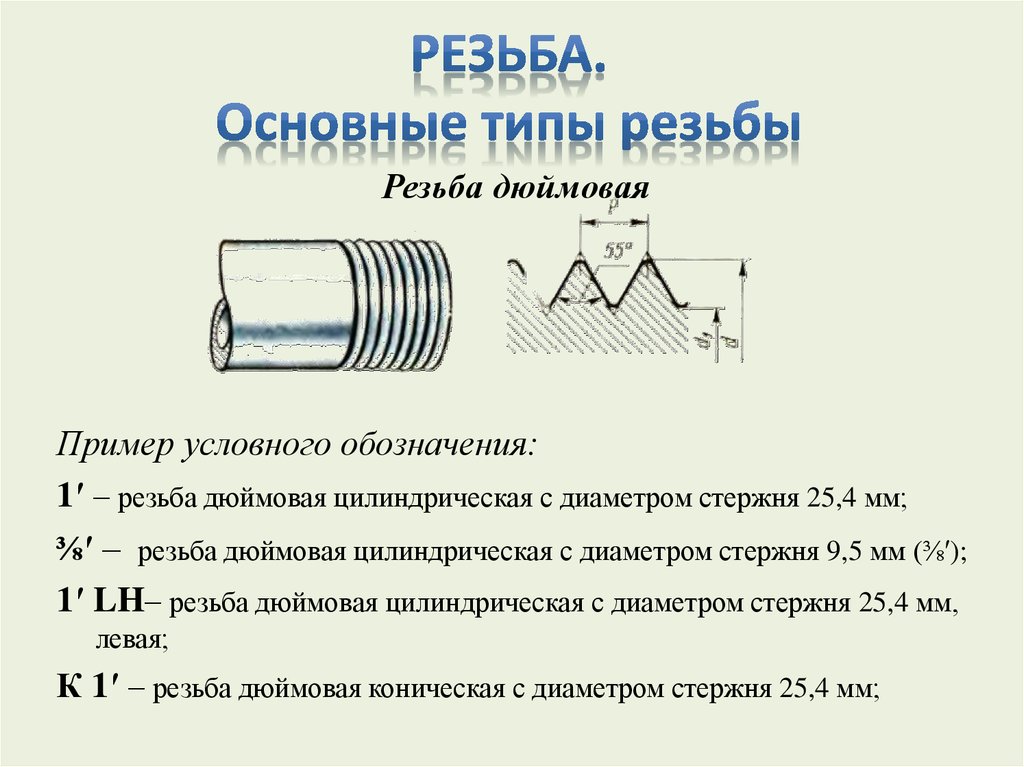 20 20 | 1,25 | 60 | 75 | 95 | 118 | 150 | 190 | 236 |
| 22,40 | 45 | 2 | 85 | 106 | 132 | 170 | 212 | 265 | 335 |
Таблица 4: Допуски на диаметр шага наружной резьбы
Основной диаметр | Шаг (мм) | Класс точности (мкм) | |||||
| Свыше (мм) | До (мм) включительно | 4 | 5 | 6 | 7 | 8 | |
| 1,40 | 2,80 | 0,20 | 42 | – | – | – | – |
| 2,80 | 5,60 | 0,35 | 56 | 71 | 90 | – | – |
11. 20 20 | 22.40 | 1 | 100 | 125 | 160 | 200 | 250 |
Таблица 5: Допуски на диаметр шага внутренней резьбы
Резьба UTS
Хотя UTS имеет пять классов (аналогично классам ISO), только три из них используются регулярно:
- Класс 1: Допуск на неплотную посадку резьбы для простоты использования даже в загрязненной среде.
- Класс 2: Допуск Класса 2 является наиболее распространенным и обеспечивает максимальную прочность.
- Класс 3: Резьба с допуском Класса 3 имеет среднюю посадку для высококачественной работы.
Класс 4 — это теоретический класс, который в настоящее время устарел, поскольку с ним пересекается класс 3. Резьба класса 5 представляет собой резьбу с натягом, что означает, что для ее затягивания необходим гаечный ключ.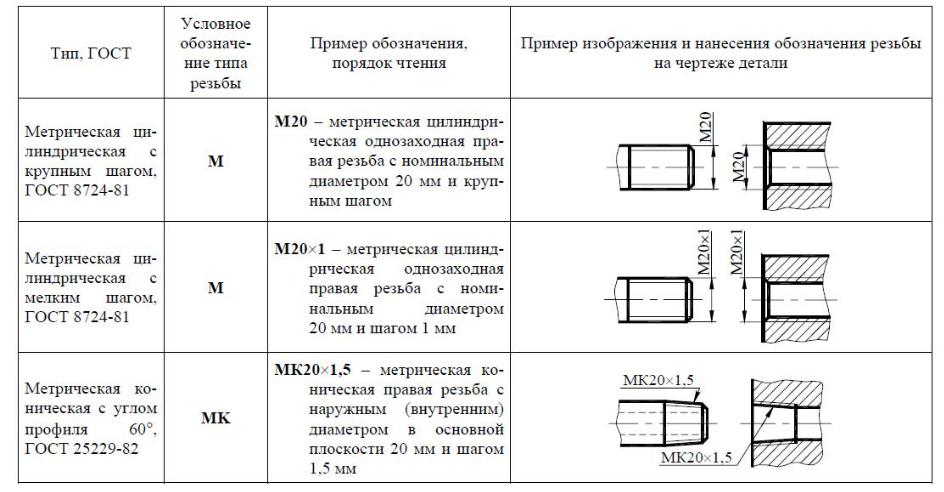 Резьба класса 5 должна быть постоянной или полупостоянной.
Резьба класса 5 должна быть постоянной или полупостоянной.
Заказ обозначения допуска
Метрическая резьба
В случае обозначения допуска, описывающего посадку резьбы (внешней и внутренней), сначала идет внутренняя. Косая черта разделяет внутреннее и внешнее обозначения. Например, 5H/5g6g.
В случае двух обозначений допусков для наружной или внутренней резьбы на первом месте стоит средний диаметр. Например, 5g6g означает, что класс делительного диаметра равен 5g, а класс допуска по основному диаметру — 6g.
В случае одного обозначения допуска для наружной или внутренней резьбы средний диаметр и номинальный диаметр совпадают. Например, 5H означает, что допуск на диаметр шага внутренней резьбы равен 5H, а минимальный допуск на диаметр также равен 5H.
Резьба UTS
Порядок обозначения упрощен для допуска резьбы UTS. Это всегда число, за которым следует буква. Например, 1В или 2А.
Рекомендуемые классы точности
ISO 965 дает конкретные рекомендации по классам точности, основанные на шероховатости резьбы и длине резьбового зацепления.
- Шероховатость резьбы: мелкая, средняя и грубая
- Длина зацепления резьбы: короткая, нормальная и длинная
Обозначение длины зацепления резьбы основано на больших диаметрах и шагах наружной и внутренней резьбы. ISO 965 дает более точную информацию об этих переменных. Для обычного использования ISO 965 рекомендует резьбу 6H и 6g или 6H/6g средней и нормальной длины.
Стандарт резьбы UTS рекомендует классы допуска в зависимости от области применения. Класс 1 для приложений со свободными требованиями, класс 2 для большинства приложений и класс 3 для высококачественных приложений.
Часто задаваемые вопросы
Что такое допуск резьбы 6H и 6g?
Допуск резьбы 6H является рекомендуемым допуском для метрических внутренних резьб. Допуск резьбы 6g является рекомендуемым допуском для метрических наружных резьб.
Как обозначается допуск резьбы?
Допуск резьбы представляет собой комбинацию числа и буквы после типичного обозначения основного диаметра и шага резьбы. Например, M8 x 1,75 – 6H означает внутреннюю резьбу с допуском 6H.
Например, M8 x 1,75 – 6H означает внутреннюю резьбу с допуском 6H.
краны
резьбовые плашки
воротки и плашки
наборы метчиков и матриц
ISO 965-1 Аэрокосмический стандарт Размеры и характеристики резьбы MJ
Винтовая резьба MJ предназначена для деталей с метрической резьбой в аэрокосмической отрасли и для других применений с высокими нагрузками, требующих высокой температуры или высокой усталостной прочности, или для применений без допусков. Резьба профиля MJ является жесткой метрической версией
аналогично дюймовым стандартам UNJ, ANSI/ASME B1.15 и MIL-S-8879 . Резьба профиля MJ имеет контролируемый радиус корня от 0,15011P до 0,180424P в наружной резьбе, а внутренний диаметр укорочен.
чтобы приспособиться к максимальному радиусу корня внешней резьбы. Американский национальный стандарт ANSI/ASME B1.21M-1997 , впервые выпущенный в 1978 году, устанавливает базовый треугольный профиль для формы резьбы MJ; дает систему обозначений;
перечислены стандартные серии комбинаций диаметр-шаг для диаметров от 1,6 до 200 мм; и определяет предельные размеры и допуски. Изменения включены в 1997 добавлены классы допуска 4G6G и 4G5G/4g6g.
по ANSI/ASME B1.15 (резьба UNJ) ; добавление класса точности 6H/6g по сравнению с ANSI/ASME B1.13M ; и изменения в процедуре округления, как указано в ANSI/ASME B1.30M .
Изменения включены в 1997 добавлены классы допуска 4G6G и 4G5G/4g6g.
по ANSI/ASME B1.15 (резьба UNJ) ; добавление класса точности 6H/6g по сравнению с ANSI/ASME B1.13M ; и изменения в процедуре округления, как указано в ANSI/ASME B1.30M .
4h6h Темы 4H6H;4H5H Резьба
Предельные размеры для резьбы 4х6h под болты
| Обозначение резьбы | Наружный диаметр d | Делительный диаметр d2 | Внутренний диаметр d3 | ||||||
|---|---|---|---|---|---|---|---|---|---|
| й | й3 | й4 | |||||||
| макс. | мин. | (6 ч) и | макс. | мин. | (4 часа) и | макс. | мин. | ||
| MJ1,6 х 0,35-4х6х | 1600 | 1515 | 85 | 1373 | 1333 | 0,04 | 1196 | 1135 | 61 |
| MJ2 х 0,4-4х6х | 2000 | 1905 | 95 | 1740 | 1698 | 42 | 1538 | 1472 | 66 |
| MJ2,5 х 0,45-4х6х | 2,5 | 2,4 | 0,1 | 2208 | 2163 | 45 | 1980 | 1908 | 72 |
| MJ3 х 0,5-4х6х | 3000 | 2894 | 106 | 2675 | 2627 | 48 | 2423 | 2345 | 78 |
| MJ3,5 х 0,6-4х6х | 3500 | 3375 | 125 | 3110 | 3057 | 53 | 2807 | 2718 | 89 |
| MJ4 х 0,7-4х6х | 4,00 | 3,86 | 0,14 | 3545 | 3489 | 56 | 3192 | 3094 | 98 |
| MJ5 х 0,8-4х6х | 5,00 | 4,85 | 0,15 | 4,48 | 4,42 | 0,06 | 4076 | 3968 | 108 |
| MJ6 x 1-4х6х | 6,00 | 5,82 | 0,18 | 5350 | 5279 | 71 | 4845 | 4713 | 132 |
| MJ7 x 1-4х6х | 7,00 | 6,82 | 0,18 | 6350 | 6279 | 71 | 5845 | 5713 | 132 |
| MJ8 x 1-4х6х | 8,00 | 7,82 | 0,18 | 7350 | 7279 | 71 | 6845 | 6713 | 132 |
| MJ10 х 1,25-4х6х | 10000 | 9788 | 212 | 9188 | 9113 | 75 | 8557 | 8406 | 151 |
| MJ12 х 1,25-4х6х | 12000 | 11788 | 212 | 11188 | 11103 | 85 | 10557 | 10396 | 161 |
| MJ14 х 1,5-4х6х | 14000 | 13764 | 236 | 13026 | 12936 | 0,09 | 12268 | 12087 | 181 |
| MJ16 х 1,5-4х6х | 16000 | 15764 | 236 | 15026 | 14936 | 0,09 | 14268 | 14087 | 181 |
| MJ18 х 1,5-4х6х | 18000 | 17764 | 236 | 17026 | 16936 | 0,09 | 16268 | 16087 | 181 |
| MJ20 х 1,5-4х6х | 20000 | 19764 | 236 | 19026 | 18936 | 0,09 | 18268 | 18087 | 181 |
| MJ22 х 1,5-4х6х | 22000 | 21764 | 236 | 21026 | 20936 | 0,09 | 20268 | 20087 | 181 |
| MJ24 x 2-4х6х | 24,00 | 23,72 | 0,28 | 22701 | 22595 | 106 | 21691 | 21464 | 227 |
| MJ27 x 2-4х6х | 27,00 | 26,72 | 0,28 | 25701 | 25595 | 106 | 24691 | 24464 | 227 |
| MJ30 x 2-4х6х | 30,00 | 29,72 | 0,28 | 28701 | 28595 | 106 | 27691 | 27464 | 227 |
| MJ33 x 2-4х6х | 33,00 | 32,72 | 0,28 | 31701 | 31595 | 106 | 30691 | 30464 | 227 |
| MJ36 x 2-4х6х | 36,00 | 35,72 | 0,28 | 34701 | 34595 | 106 | 33691 | 33464 | 227 |
| MJ39 х 2-4х6х | 39,00 | 38,72 | 0,28 | 37701 | 37595 | 106 | 36691 | 36464 | 227 |
| |||||||||
Предельные размеры резьбы 4H6H для гаек диаметром от MJ1,6 до MJ5 и предельные размеры резьбы 4H5H для гаек диаметром от MJ6 до MJ39
| Обозначение резьбы | Майор D3 | Делительный диаметр D2 907:30 | Внутренний диаметр D1 | |||||
|---|---|---|---|---|---|---|---|---|
| т3 | й2 | |||||||
макс. | ||||||||