Обозначение швов: Обозначение сварных швов на чертежах: таблица, расшифровка документации
alexxlab | 28.04.2023 | 0 | Разное
КЛАССИФИКАЦИЯ ШВОВ. ГРАФИЧЕСКОЕ И УСЛОВНОЕ ИЗОБРАЖЕНИЯ, КОДОВОЕ ОБОЗНАЧЕНИЕ ШВОВ (Шитье и крой) — Журнал Вдохновение Рукодельницы
Рубрика: Уроки кройки и шитья, ШИТЬЕ И КРОЙ
Огромная благодарность автору: Ирина Ворошилова
Швы это то, с чего начинают обучение будущих швей и портных специальности в технологических колледжах. Швея умеет виртуозно выполнять эти швы и работает на швейной фабрике, а портной выполняет швы и разумно применяет их при шитье изделия.
Так как в домашнем шитье приходится делать и то и другое, то есть быть швейным виртуозом, знать швы, уметь хорошо их выполнять и знать в каких случаях применять тот или иной шов.
Это сравни искусству, требует чутья и вкуса, но с практикой выполнимо каждым желающим уметь хорошо шить.
Чтобы разговаривать на одном профессиональном языке, уметь зарисовывать и прочитывать швы придуманы термины и обозначения швов.
Глядя на картинку можно представить себе тот или иной шов.
СТАНДАРТИЗАЦИЯ
Как и в других промышленностях в швейной тоже есть свои ГОСТы, отраслевые стандарты и технические условия на изготовление швейной продукции.
Например, классификация машинных швов по государственному стандарту «ГОСТ 12807-2003 Изделия швейные. Классификация стежков, строчек и швов» введённому в действие в качестве национального стандарта Российской Федерации с 01.01. 2006 года.
ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт устанавливает классификацию, условные и графические изображения и кодовые обозначения стежков, строчек и швов, применяемых при изготовлении швейных изделий.
Классификацию стежков, строчек и швов применяют при выборе способов соединения деталей и узлов швейных изделий, средств технологической оснастки, разработке карт инженерного обеспечения
Здесь приведены лишь интересные выдержки из стандарта. Полностью его можно прочесть и скачать ТУТ
ГРУППОВЫЕ НАИМЕНОВАНИЯ СТРОЧЕК
Таблица 2 — Групповые наименования строчек
КЛАССИФИКАЦИЯ ШВОВ
Классификация швов, применяемых при изготовлении швейных изделий, содержит восемь классов. Основным классификационным признаком соединяемых материалов является расположение слоев.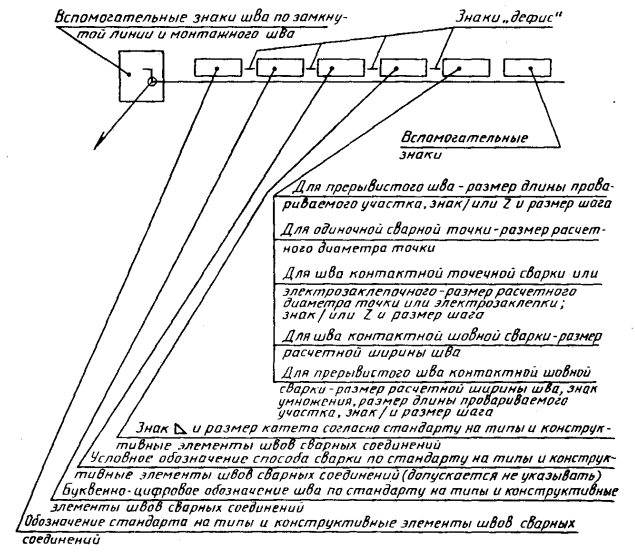
ГРАФИЧЕСКОЕ И УСЛОВНОЕ ИЗОБРАЖЕНИЯ, КОДОВОЕ ОБОЗНАЧЕНИЕ ШВОВ
Таблица 3 — Графическое и условное изображения, кодовое обозначение швов
ПОСМОТРИТЕ ЕЩЕ НА ЭТУ ЖЕ ТЕМУ:
Как зашить дырку – 15 способов. Швейные хитрости
Как сшить юбку без выкройки (Шитье и крой)
Нежная блузка из шифона — ЛЕГКО! (Вязание спицами)
Выкройки. Зимняя детская куртка (Шитье и крой)
Шьем трикотаж на швейной машине. Пришиваем резинку (Шитье и крой)
Шикарное вечернее платье – выкройка на все размеры (Шитье и крой)
Выкройка жакета женского (Шитье и крой)
РУБАШКА ДЛЯ ОТДЫХА СВОБОДНОГО СИЛУЭТА (Шитье и крой)
🔥Из отходов кроя получилась милая вещица)))🔥
Нетривиальные переделки одежды
20 удачных идей обновить блузу или футболку за копейки
Строю блузку сразу на ткани (Шитье и крой)
Эти трусики шьются элементарно – 10 минут и все готово (Шитье и крой)
ОБРАБОТКА РУКАВА РЕГЛАН.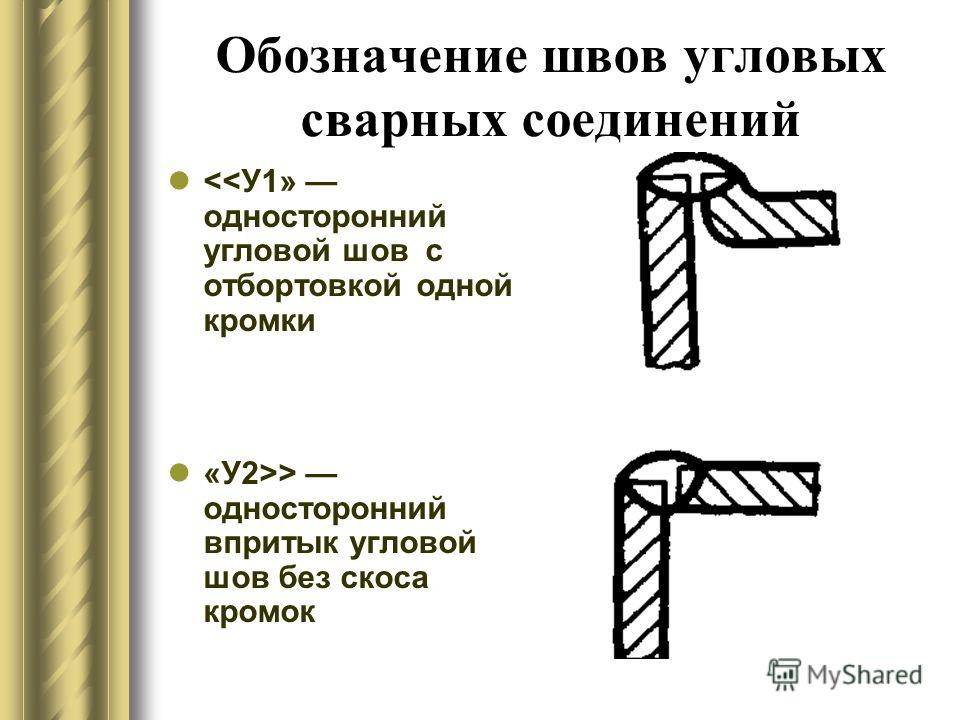 МАСТЕР-КЛАСС (Шитье и крой)
МАСТЕР-КЛАСС (Шитье и крой)
Эту красоту можно шить бесконечно! (Шитье и крой)
Платье без выкройки за 5 минут (Шитье и крой)
Обработка V-образного выреза с кружевной вставкой (Шитье и крой)
Как сшить пуховик-одеяло с дополнительным утеплением своими руками (Шитье и крой)
РИШЕЛЬЕ НА ОБЫЧНОЙ ШВЕЙНОЙ МАШИНКЕ (Шитье и крой)
СОВРЕМЕННЫЙ БОМБЕР ПО РЕТРО – ВЫКРОЙКЕ! (Шитье и крой)
6 вещей, которые вы не знали о швейной линейке. Хитрости и секреты профессионалов (Шитье и крой)
Как сшить ШАРФ-СНУД платок БЕЗ ОВЕРЛОКА, из трикотажа, как носить такой платок (Шитье и крой)
Замена молнии в куртках (Шитье и крой)
Выкройка летнего сарафана на размеры евро 36-56 (Шитье и крой)
ТУНИКИ ЛЮБОГО РАЗМЕРА — ШЬЕМ БЫСТРО И ЛЕГКО (Шитье и крой)
Как сшить манишку быстро и без выкройки (Шитье и крой)
Бандана 2 в 1/без выкройки за 10 минут (Шитье и крой)
В каком месте начнется полоска другого цвета в изделиях стиля Колорблок (Шитье и крой)
Выкройки. Женское платье, туника Размеры 44-52 европейские (Шитье и крой)
Женское платье, туника Размеры 44-52 европейские (Шитье и крой)
Как сшить капор-снуд. Капор на меху (Шитье и крой)
Выкройка удобного трикотажного платья (Шитье и крой)
Выкройка жакета (Шитье и крой)
Элегантные блузы и футболки с легким кроем. Выкройки прилагаются (Шитье и крой)
КАК СШИТЬ МАНИШКУ ДЛЯ РЕБЕНКА ИЗ ФЛИСА (ШИТЬЕ И КРОЙ)
Простая выкройка блузы на каждый день (Шитье и крой)
УСТРАНЯЕМ САМЫЙ РАСПРОСТРАНЕННЫЙ ДЕФЕКТ ПОСАДКИ ЮБКИ (Шитье и крой)
ШИТЬЕ НА ОВЕРЛОКЕ: ПЯТЬ ЦЕННЫХ СОВЕТОВ! (Шитье и крой)
Как сшить маску в домашних условиях! (Шитье и крой)
Советов и хитростей, которые изменили мою жизнь (Шитье и крой)
Выкройка праздничного платья (Шитье и крой)
ГОСТ 28915-91 Сварка лазерная импульсная. Соединения сварные точечные.
1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры точечных сварных швов соединений из сталей, железоникелевых, никелевых и титановых сплавов, выполняемых импульсной лазерной сваркой твердотельными лазерами.
Требования настоящего стандарта являются обязательными.
2. Для конструктивных элементов сварных соединений приняты обозначения:
S и S1-толщина кромок свариваемых деталей;
dc-диаметр сварной точки;
b-зазор между кромками свариваемых деталей;
С и С1-ширина буртика;
l-высота буртика или отбортовки кромок.
3. Основные типы сварных соединений должны соответствовать приведенным в табл. 1.
4. Конструктивные элементы и их размеры должны соответствовать приведенным в табл. 2-15.
5. Выпуклость или вогнутость сварных точек не должны превышать 20% от толщины более тонкой детали, но не более 0,1 мм.
6. Смещение свариваемых кромок по высоте друг относительно друга до 20% от толщины более тонкой детали, но не более 0,1 мм.
7. Кромки деталей под сварку не притуплять.
8. При сварке деталей из однородных материалов смещение сварной точки относительно линии стыка деталей не должно превышать 0,2 dc. Для неоднородных материалов значение смещения устанавливается в технической документации, утверждаемой в установленном порядке.
Таблица 1
| Тип соединения |
Форма подготовленных кромок | Характер выполненного шва | Форма поперечного сечения | Толщина свариваемых деталей, мм | ||
| подготовленных кромок | поперечного шва | |||||
| Стыковое | Без скоса кромок |
Односторонний с полным проплавлением | 0,1-0,5 | C1 | ||
| Односторонний с неполным проплавлением | Более 0,8 | С2 | ||||
| Односторонний замковый | 0,1-0,9 | С3 | ||||
| Двусторонний | 0,4-1,8 | С4 | ||||
| С одним буртиком | Односторонний замковый | 0,1-0,9 | С5 | |||
| С отбортовкой двух кромок | Односторонний | 0,1-0,5 | С6 | |||
| С двумя буртиками | Не ограничена | С7 | ||||
| Тавровое | Без скоса кромок |
Односторонний | не менее 0,2 | Т1 | ||
| Двусторонний | Т2 | |||||
| Угловое | Без скоса кромок |
Односторонний | 0,2-0,8 | У1 | ||
| Односторонний замковый | 0,2-0,8 | У2 | ||||
| С отбортовкой одной кромки | Односторонний | 0,1-0,5 | У3 | |||
| С одним буртиком | Односторонний | Не ограничена | У4 | |||
| Нахлесточное | Без скоса кромок |
Односторонний с полным проплавлением | 0,1-0,5 | Н1 | ||
| Односторонний с неполным проплавлением | 0,1-0,7 | Н2 | ||||
| Односторонний | 0,2-0,7 | Н3 | ||||
| Двусторонний | 0,2-0,8 | Н4 | ||||
| Торцовое | Без скоса кромок |
Односторонний | 0,1-0,6 | Тр1 | ||
Таблица 2
Размеры, мм
| Условное обозначение сварного соединения | Конструктивный элемент | S |
b, не более |
dc |
||
| подготовленных кромок свариваемых деталей | сварного шва | номин. |
пред. откл. | |||
| C1 | S1=(0,9-1,1)S | 0,10-0,20 0,21-0,30 0,31-0,50 0,51-1,0 |
0,02 0,04 0,06 0,10 |
0,40 |
±0,15 |
|
Таблица 3
Размеры, мм
| Условное обозначение сварного соединения | Конструктивный элемент | S |
b, не более |
dc |
||
| подготовленных кромок свариваемых деталей | сварного шва | номин. |
пред. откл. | |||
| C2 | S1=(0,9-1,1)S | Более 0,80 | 0,10 | 0,90 |
±0,30 |
|
Таблица 4
Размеры, мм
| Условное обозначение сварного соединения | Конструктивный элемент | S |
b, не более |
dc |
||
| подготовленных кромок свариваемых деталей | сварного шва | номин. | пред. откл. | |||
| C3 | S1≥S+0,5 | 0,10-0,20 0,21-0,30 0,31-0,50 0,51-0,90 |
0,02 0,04 0,06 0,10 |
0,40 |
±0,15 |
|
Таблица 5
Размеры, мм
| Условное обозначение сварного соединения | Конструктивный элемент | S |
b, не более |
dc |
||
| подготовленных кромок свариваемых деталей | сварного шва | номин. |
пред. откл. | |||
| C4 | S1=(0,9-1,1)S | 0,40-0,50 0,51-1,80 |
0,08 0,10 |
0,80 |
±0,20 |
|
Таблица 6
Размеры, мм
| Условное обозначение сварного соединения | Конструктивный элемент | S |
b, не более |
c | dc |
||
| подготовленных кромок свариваемых деталей | сварного шва | номин. | пред. откл. | ||||
| C5 | l=(0,9-1,1)S | 0,10-0,20 0,21-0,30 0,31-0,50 0,51-0,90 |
0,02 0,04 0,06 0,10 |
0,30-0,40 0,40-0,50 0,50-0,70 0,50-0,70 |
0,60 |
±0,20 |
|
Таблица 7
Размеры, мм
| Условное обозначение сварного соединения | Конструктивный элемент | S |
b, не более |
l | dc |
||
| подготовленных кромок свариваемых деталей | сварного шва | номин. |
пред. откл. | ||||
| С6 | S1=(0,9-1,1)S | 0,10-0,20 0,21-0,30 0,31-0,50 |
0,02 0,04 0,06 |
0,20-0,30 0,30-0,50 0,40-0,70 |
0,30 |
±0,10 |
|
Таблица 8
Размеры, мм
| Условное обозначение сварного соединения | Конструктивный элемент | с |
b, не более |
l | dc |
||
| подготовленных кромок свариваемых деталей | сварного шва | номин. |
пред. откл. | ||||
| С7 | С1=(0,9-1,1)С | 0,40-0,50 0,51-0,70 |
0,08 0,10 |
0,40-0,60 0,50-0,80 |
0,80 |
±0,20 |
|
Таблица 9
Размеры, мм
| Условное обозначение сварного соединения | Конструктивный элемент | S, не менее |
S1, не менее |
b, не более | dc |
||
| подготовленных кромок свариваемых деталей | сварного шва | номин. |
пред. откл. | ||||
| T1 | 0,20 | 0,20 | 0,04 | 0,80 |
±0,20 |
||
| T2 | 0,20 | 0,20 | 0,04 | 0,80 |
±0,20 |
||
Таблица 10
Размеры, мм
| Условное обозначение сварного соединения | Конструктивный элемент | S |
b, не более |
dc |
||
| подготовленных кромок свариваемых деталей | сварного шва | номин. | пред. откл. откл. |
|||
| У1 | S1=(0,9-1,1)S | 0,20-0,30 0,31-0,50 0,51-0,80 |
0,04 0,06 0,10 |
0,50 |
±0,10 |
|
Таблица 11
Размеры, мм
| Условное обозначение сварного соединения | Конструктивный элемент | S |
b, не более |
dc |
||
| подготовленных кромок свариваемых деталей | сварного шва | номин. | пред. откл. откл. |
|||
| У2 | S1=(0,9-1,1)S | 0,20-0,30 0,31-0,50 0,51-0,80 |
0,04 0,06 0,10 |
0,50 |
±0,10 |
|
Таблица 12
Размеры, мм
| Условное обозначение сварного соединения | Конструктивный элемент | S |
b, не более |
l | dc |
||
| подготовленных кромок свариваемых деталей | сварного шва | номин. |
пред. откл. | ||||
| У3 | S1=(0,9-1,1)S | 0,10-0,20 0,21-0,30 0,31-0,50 |
0,02 0,04 0,06 |
0,20-0,30 0,30-0,50 0,40-0,70 |
0,30 |
±0,10 |
|
Таблица 13
Размеры, мм
| Условное обозначение сварного соединения | Конструктивный элемент | с |
b, не более |
l | dc |
||
| подготовленных кромок свариваемых деталей | сварного шва | номин. |
пред. откл. | ||||
| У4 | S1=(0,9-1,1)С | 0,20-0,30 0,31-0,40 0,41-0,70 |
0,04 0,06 0,08 |
0,40-0,50 0,50-0,70 0,50-0,70 |
0,50 |
±0,10 |
|
Таблица 14
Размеры, мм
| Условное обозначение сварного соединения | Конструктивный элемент | S |
b, не более |
dc |
||
| подготовленных кромок свариваемых деталей | сварного шва | номин. |
пред. откл. | |||
| Н1 | S1=1·S | 0,10-0,20 0,21-0,50 |
0,02 0,04 |
0,80 |
±0,20 |
|
| Н2 | 0,10-0,20 0,21-0,30 0,31-0,70 |
0,02 0,04 0,06 |
0,80 0,80 0,80 |
±0,20 ±0,20 ±0,20 |
||
| Н3 | 0,20-0,30 |
0,04 0,06 0,06 |
0,50 0,60 0,80 |
±0,10 ±0,15 ±0,20 |
||
| Н4 | 0,20-0,30 |
0,04 0,06 0,06 |
0,50 0,60 0,80 |
±0,10 ±0,15 ±0,20 |
||
Таблица 15
Размеры, мм
| Условное обозначение сварного соединения | Конструктивный элемент | S |
b, не более |
dc |
||
| подготовленных кромок свариваемых деталей | сварного шва | номин.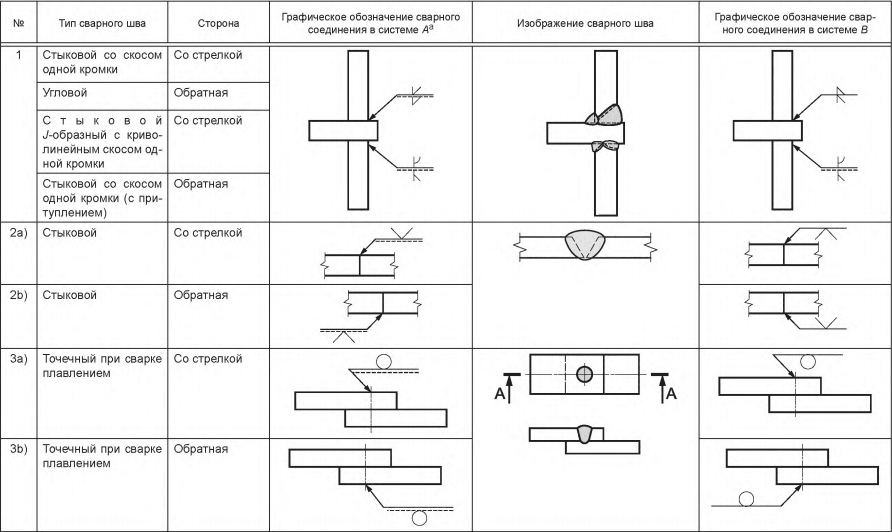 |
пред. откл. | |||
| Тр1 | 0,10-0,20 0,21-0,30 0,31-0,40 0,41-0,60 |
0,02 0,04 0,06 0,08 |
0,30 |
±0,10 |
||
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством электротехнической промышленности и приборостроения СССР
РАЗРАБОТЧИКИ: И. Ю. Ходыревская (руководитель темы), Е. С. Баткин
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 25.02.91 № 162
3. Срок первой проверки – 1996 г.
Периодичность проверки – 5 лет
4. ВВЕДЕН ВПЕРВЫЕ
ВВЕДЕН ВПЕРВЫЕ
Извините – Пальто
В качестве альтернативы вы можете просмотреть следующие разделы
- О нас
- Информационный центр
- Инвесторы
- устойчивость
- Инновации
- Композитный мир
Резьба
Резьба
Промышленные нити, оптимизирующие производительность шитья и повышающие качество продукции.
Посмотреть все
Пряжа
Пряжа
Технические нити с высокими эксплуатационными характеристиками, которые можно использовать в самых разных отраслях промышленности.
Посмотреть все
Молнии
Молнии
Широкий выбор застежек Opti zip для производителей одежды, обуви и многих других отраслей.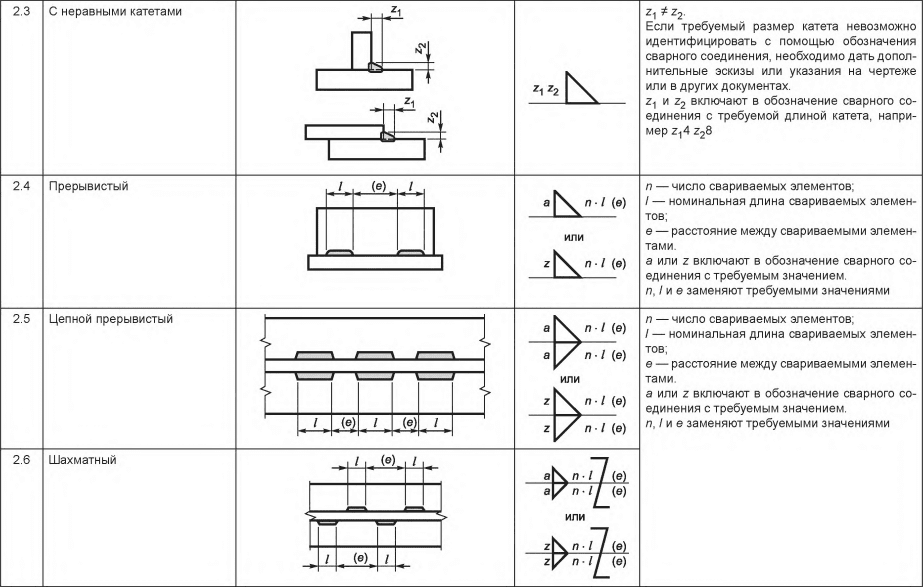
Посмотреть все
Отделка
Накладки
Ассортимент высококачественных прокладок, светоотражающих лент, застежек-липучек и матрацных лент.
Посмотреть все
Композиты
Композиты
Инновационная легкая конструкция конструкционных композитных компонентов по низкой цене.
Посмотреть все
Ткани
Ткани
Ассортимент тканей, включая огнестойкие и светоотражающие ткани.
Посмотреть все
Handy Notions: Направляющие для швов
Если вы только учитесь шить, обучаете новичков шитью или просто нуждаетесь в дополнительной безопасности, чтобы сделать ровные швы, есть руководство по швам, которое поможет вам в этом процессе.
Помимо стачивания швов, направляющие также полезны для равномерного наложения обрезков на одинаковом расстоянии от края, подгибки, декоративной строчки или отстрочки. В то время как край прижимной лапки машины является хорошей направляющей для небольших расстояний, подвижная направляющая шва может перемещаться в любом месте на основании машины для увеличения расстояния слева или справа от лапки.
Посмотрите на игольную пластину машины, так как на большинстве машин есть маркировка для различных расстояний от иглы, часто до 1 дюйма, иногда с обеих сторон лапки, а иногда и в метрических обозначениях. Но если этих отметок недостаточно, чтобы держать вас на прямой и узкой дороге, рассмотрите другие варианты.
Magnetic Appeal
Одной из наиболее распространенных направителей швов является приподнятая форма края, которая магнитно прилипает к основанию машины. Поскольку его легко снять, вы можете использовать его только тогда, когда это необходимо для конкретной задачи.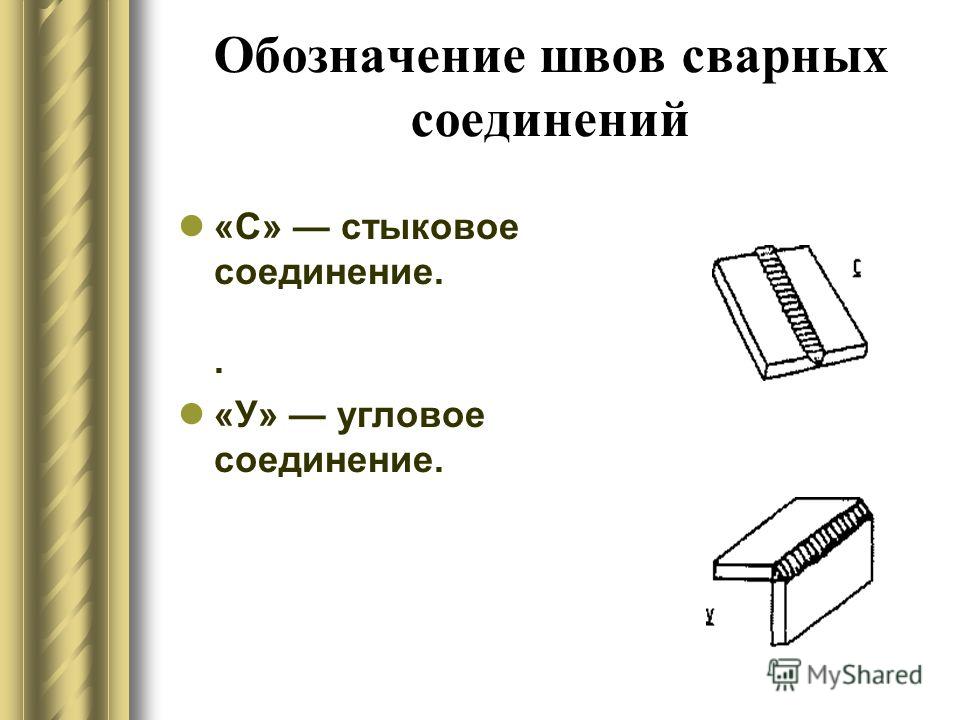 Одно руководство можно использовать на нескольких компьютерах, если оно предназначено для занятий или путешествий. Магнитный направитель шва
Одно руководство можно использовать на нескольких компьютерах, если оно предназначено для занятий или путешествий. Магнитный направитель шва
Магнитные направители шва бывают разных форм и размеров: одни предназначены для изогнутых краев, другие — для углов, а третьи — для прямых швов.
Направляющие с клейкой основой
Вместо магнитной основы некоторые направители крепятся к машине с помощью перемещаемого клея. Они не повреждают поверхность машины, но их можно перемещать по мере необходимости. Некоторые предлагают изогнутые края для уверенного направления как внутренних, так и внешних изгибов.
Clover Needlecrafts Stick n Stitch Tool доступен на Amazon.
Направляющая для ввинчивания
В зависимости от марки и модели вашей машины в верхней части основания машины может быть отверстие для винта, в которое можно установить направитель для ввинчивания. Эти направляющие регулируются и скользят по винту, чтобы установить правильное расстояние от иглы, но это расстояние ограничено.
Направляющая для квилтинга
Дополнительная направляющая для квилтинга может быть дополнительным или стандартным аксессуаром для вашей машины, в зависимости от марки и модели. Несмотря на то, что он предназначен для расстановки линий квилтинга, его также можно использовать для сшивания и отстрочки на заданном расстоянии от края ткани. Направитель имеет регулируемый «рычаг», который выдвигается из стержня прижимной лапки и скользит, образуя направитель для равномерно расположенных стежков. Он закреплен в определенной настройке с помощью небольшого винта, чтобы он не соскальзывал с выбранного расстояния. Если вы ищете широкое расстояние, обязательно проверьте длину удлинителя.
Изображение направляющей для квилтинга предоставлено Bernina Изображение направляющей для квилтинга предоставлено BerninaПрижимные лапки
Некоторые машины работают с прижимной лапкой со встроенной регулируемой направляющей для шва. Из-за прикрепления к лапке направляющая кромка ограничена по расстоянию от положения иглы. Уточните у своего дилера, подходит ли эта лапка для вашей машины.
Из-за прикрепления к лапке направляющая кромка ограничена по расстоянию от положения иглы. Уточните у своего дилера, подходит ли эта лапка для вашей машины.
Основание с сеткой
Если небольшая дополнительная направляющая не дает вам достаточно «удачи», подумайте о том, чтобы добавить на поверхность вашей машины линейку, чтобы вы могли иметь размеры, простирающиеся с одной или обеих сторон прижимной лапки для надежного следования.
Перемещаемая направляющая для швов доступна на Amazon.При установке направителя не забудьте измерить необходимое расстояние от положения иглы, а не от края прижимной лапки.
Самодельные направители для швов
Вместо того, чтобы покупать отдельный аксессуар, многие люди выбирают всевозможные направители для швов, сделанные своими руками. Наиболее распространенным является приклеивание съемной ленты, не оставляющей следов, например, малярной ленты, к основанию машины на желаемом расстоянии от иглы. Его легко перемещать для различных задач, и вы можете писать на нем заметки; кроме того, у него было два параллельных края, поэтому любой из них можно использовать в зависимости от необходимой ширины строчки.
Его легко перемещать для различных задач, и вы можете писать на нем заметки; кроме того, у него было два параллельных края, поэтому любой из них можно использовать в зависимости от необходимой ширины строчки.
Еще один простой вариант – туго натянуть резинку вокруг свободного рукава швейной машины на нужном расстоянии от иглы. Кусок узкой резинки, завязанный вокруг руки, действует таким же образом.
Если у вас в офисе есть блокнот со стикерами, перенесите его в швейную комнату и прикрепите весь блокнот к основанию машины, чтобы получилась направляющая для шва с приподнятым краем. Склеенная сторона должна быть обращена к игле.
~Линда Грипентрог — владелица G Wiz Creative Services, она занимается написанием, редактированием и дизайном для компаний, работающих в сфере шитья, рукоделия и квилтинга. Кроме того, она сопровождает туры по магазинам тканей в Гонконг. Она живет на побережье Орегона со своим мужем Китом и тремя собаками: Йохну, Эбби и Лиззи. Свяжитесь с ней по *защищенной электронной почте*.