Обозначение сварки на чертежах по гост: ГОСТ 2.312-72 Единая система конструкторской документации (ЕСКД). Условные изображения и обозначения швов сварных соединений (с Изменением N 1), ГОСТ от 10 мая 1972 года №2.312-72
alexxlab | 23.06.2019 | 0 | Разное
Обозначение сварных швов на чертежах по ГОСТу
Общепринятые сокращения и аббревиатуры не относятся к числу популярных терминов. Это можно сказать и о ГОСТе – не самое любимое слово. Разве что среди читателей есть сварщик, который претендует получить статус профессионала. В таком случае даже при всей своей нелюбви к официозу он должен, как минимум, относиться к аббревиатуре ГОСТ уважительно.
Честно говоря, этого недостаточно. Нужно не просто уважать, но и хорошо разбираться в тонкостях государственных стандартов, которые имеют отношение к сварочной индустрии. С чем связано такое утверждение? С тем, что если приходиться сваривать металлы вне пределов своей дачи, а, скажем, на производстве, то почти гарантированно придется иметь дело с рабочими чертежами. И без знания специфической топологии прочитать их будет невозможно.
Без знания спецификации и условных обозначений понять эти документы будут не проще, чем письмена племен Майя. Ведь современные сварочные технологии включают множество различных методов, которые отличаются техническими нюансами и требованиями. Все они нашли свое отображение в государственном стандарте.
Обозначения на технологических чертежах на первый взгляд могут показаться устрашающими. Однако, если внимательно изучить три главные ГОСТы по сварочным технологиям, то все обозначения превратятся в понятный и важные источник информации. Правильное чтение и понимание чертежа значительно упрощают выполнение поставленной задачи.
Виды сварочных швов
Прежде всего нужно дать определение еще одной важной аббревиатуре – ЕСДК. Это – Единая Система Конструкторской Документации, в которую входит полный комплекс самых разных стандартов. Они регламентируют порядок выполнения технических чертежей, включая и документацию по сварочным работам.
В систему входят и интересующие нас стандарты:
- ГОСТ 2.312-72. Прописаны условные варианты отображения и обозначение сварочных швов на чертежах.
- ГОСТ 5264-80 . Изложена исчерпывающая информация обо всех видах сварных соединений и швов, выполненных дуговой ручной сваркой.
- ГОСТ 14771-76. Детальная информация о сварке в инертной среде; типах швов и соединений, получаемых в таких условиях.
Прежде чем детально изучить примеры обозначения на чертежах, нужно проработать информацию об их видах. Лучше всего это сделать на практике. Пусть на чертеж будет выведено следующее изображение:

Нагромождение цифр и непонятных символов никак не добавляет оптимизма. Но на самом деле не все так печально. На самом деле в столь длинной строке зашита логическая цепочка, в которой совсем несложно разобраться. Сначала нужно выражение разбить на составляющие блоки:

Настало время рассмотреть все составные элементы, разбитые по квадратам:
- вспомогательный символ, который информирует специалиста о виде стыка: замкнутая линия или монтажное соединение;
- номер стандарта, соответственно которому здесь приводятся условные обозначения;
- буквенное или номерное обозначение типа соединения со всеми конструктивными элементами;
- метод выполнения сварочных работ соответственно стандарту;
- тип конструктивного элемента и его размеры;
- длина непрерывного участка;
- символ, характеризующий тип соединения;
- описание соединения при помощи вспомогательных знаков.
Далее рассмотрим каждый из элементов условного обозначения отдельно. в первом квадрате изображен овал, который символизирует круговое соединение. Его альтернативой является флажок, который информирует о монтажном типе соединения стыка. Односторонняя стрелка информирует о шовной линии. С ней связана специфическая особенность, которая выражается в наличии полки. Нередко на графических чертежах встречается такой знак:

Визуально он похож на символ корня квадратного из области математики. Видимая на рисунке полка является полем для размещения разных условных обозначений о характеристиках шовной линии.
Если информация расположена под так называемой «полкой», то это говорит о том, что сварной шов расположен с обратной стороны и является невидимым с лицевой части. Как определить, какая из сторон считается лицевой, а какая – изнаночной? При одностороннем соединении сделать это несложно. Лицевой будет считаться та сторона, с которой нужно работать. А вот при двухстороннем соединении с неодинаковыми кромками лицевой считается та сторона, на которой размещено основное сварочное соединение. При одинаковых кромках лицевой или изнаночной может быть любая из сторон.

Ниже представлена таблица с наиболее часто используемыми в чертежах символами и их значениями:

Читайте также: Виды сварных соединений
Виды швов по ГОСТам (квадраты 2 и 3 примера)
Возможные способы соединения двух элементов вплотную рассматриваются в ГОСТах 14771-76 и 5264-80. Есть такие виды сварочных соединений:
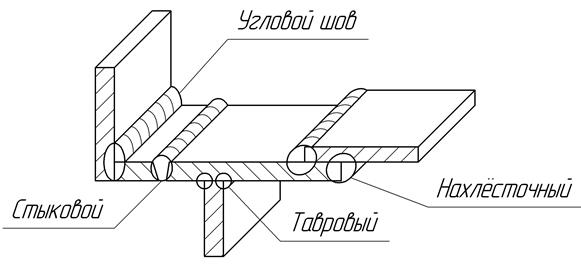
- С – стыковой шов. Два соединяемые элемента находятся в одной плоскости и на одном и том же уровне. Они состыкуются между собой смежными торцами. Это один из наиболее востребованных вариантов соединения. Его особенность заключается в том, что механические характеристики сварного шва очень высоки, а внешний вид готовой конструкции эстетичен. Наряду с положительными сторонами есть и отрицательные. Такой вид соединения остается сложным в техническом плане. Качественно он может быть исполнен только опытными специалистами.
- Т – тавровый шов. Подразумевается соединение двух элементов, расположенных один относительно другого под углом 90 градусов, а место соединения имеет Т-образную конфигурацию. Это наиболее жесткий вариант соединения из всех рассматриваемых. Поэтому его не применяют в случаях, когда для готовой конструкции важна некоторая эластичность.
- Н – нахлесточный шов. Две заготовки располагаются параллельно, но не в одной плоскости. Они соприкасаются с некоторым перекрыванием плоскости. Достаточно прочный и надежный способ соединения, но по жесткости уступает тавровому варианту.
- У – угловой шов. Две заготовки торцами располагаются под углом 90 градусов. Плавятся торцы, в результате чего образуется достаточно прочное и жесткое соединение.
- О – особые типы. Так обозначаются все другие варианты сваривания заготовок, которые не описаны в стандарте.
Оба упомянутые в начале раздела ГОСТа имеют общие черты и перекликаются между собой. Для ручного дугового соединения по ГОСТу 5264-80:
- С1 – С40 стыковые;
- У1 – У10 угловые;
- Н1 – Н2 нахлесточные;
- Т1 – Т9 тавровые.
Выполнение сварочных работ в инертной среде по ГОСТу 14771-76:
- У1 – У10 угловые;
- С1 – С27 стыковые;
- Н1 – Н4 нахлесточные;
- Т1 – Т10 тавровые.

В приведенном примере есть рассмотренные только что цифры. Во втором квадрате размещена информация по использованному стандарту – 14771-76. В третьем квадрате изложен способ соединения – тавровый двусторонний без скоса кромок.
Способы сварки (квадрат 4)
В требованиях по стандартизации описаны и способы сварки. Самыми распространенными из них являются:
- А – автоматическая. Проводится с использования флюса, но без прокладок и подушек;
- Аф – тоже автоматическая. Но в этом случае на подушке;
- ИН – выполняется в инертной среде с применением вольфрамового электрода без присадок;
- ИНп – такой же самый способ, как и предыдущий с той лишь разницей, что присадки применяются;
- ИП – соединение металлом проводится в инертной среде с использованием плавящегося электрода;
- УП – все то же самое, что и ИП, только вместо инертной среды применяется углекислая.
В данном случае в четвертом квадрате стоят символы УП. Это значит, что сваривание выполнялось в углекислой среде плавящимися электродами.
Размеры шва (пятый квадрат)
В приведенном примере было удобнее всего обозначить длину катета, поскольку рассматривается тавровое соединение с размещением заготовок под углом в 90 градусов. Определяется катет в зависимости от значения текучести. Необходимо обратить внимание на то, что если чертежом указывается соединение стандартных размеров, то указывать катет не нужно. В приведенном примере катет будет равен 6 мм.
Виды дополнительных соединений:
- SS – односторонне. Дуга или электрод в таком случае передвигается с одной стороны;
- BS – двухстороннее. В таком случае источник плавления передвигается с обеих сторон.
Согласно ГОСТу 2.312-72 швы делятся на видимые (на чертеже отображаются сплошной линией) и невидимые (пунктир).
Самое время вернутся к рассматриваемому примеру и подать информация простым понятным языком. Речь идет о тавровом двустороннем шве, который выполнен методом ручной дуговой сварки в углекислой среде (газ). Кромки стыков не имеют скосов. Шов прерывистый, нанесен шахматным способом. Размер катета шва составляет 6мм, длина проваренного участка – 50 мм. Шаг составляет 100 мм. Поверхность стыка необходимо выровнять по завершению сварочных работ.
Обозначение сварки на чертежах по ГОСТ: примеры и расшифровка таблицы
На чтение 7 мин. Просмотров 86.3k. Опубликовано
Если вы скажете, что – ваше любимое слово, вам вряд ли кто-нибудь поверит. Но если вы занимаетесь сваркой и претендуете на статус профессионала высокого класса, вам придется это слово если не полюбить, то относиться со всем уважением.
Его нужно не просто уважать, а хорошо разбираться в положенных государственных стандартах, касающихся типологии сварочных способов. Почему? Потому что, если вы работаете с чем-то серьезнее, чем старый тазик на даче, вы обязательно столкнетесь с рабочими чертежами, где будут в огромных количествах значки, буквы и аббревиатуры.
Все верно, без технических спецификаций и стандартных обозначений – никуда. Современные сварочные технологии – это широкий набор самых разных методов со своими требованиями и техническими нюансами. Все они укладываются в несколько стандартов, по которым мы сейчас пройдемся и рассмотрим самым внимательным образом.
Обозначения сварки на чертежах по ГОСТу на первый взгляд выглядят устрашающе. Но если разобраться и запастись оригинальными версиями трех главных ГОСТов по видам и обозначениям , обозначения станут понятными и информативными, а ваша работа точной и профессиональной.
Виды сварочных швов
 Виды сварных соединений.
Виды сварных соединений.Сначала ЕСКД – это Единая Система Конструкторской Документации, если проще – комплекс всевозможных стандартов, согласно которым должны выполняться все современные технические чертежи, в том числе документация по сварочным работам.
В составе этой системы есть несколько стандартов, которые нас интересуют:
- ГОСТ 2.312-72 под названием «Условные изображения и обозначения швов сварных соединений».
- ГОСТ 5264-80 «Ручная дуговая сварка. Соединения сварные», в котором исчерпывающе описаны все возможные виды и обозначения сварных швов.
- ГОСТ 14771-76 “Швы сварных соединений, сварка в защитных газах”.
Чтобы разобраться с условными обозначениями сварочных способов в инженерных чертежах, нужно разобраться и с их видами. Предлагаем взглянуть на пример обозначения на чертеже:

Выглядит громоздко и устрашающе. Но мы не будем нервничать и не спеша во всем разберемся. В это длинной аббревиатуре есть четкая логика, начнем двигаться по этапам. Разобьем этого монстра на девять составных частей:

Теперь эти же составные элементы по квадратам:
- Квадрат 1 – вспомогательные знаки для обозначения: замкнутая линия или монтажное соединение.
- Квадрат 2 – стандарт, по которому приведены условные обозначения.
- Квадрат 3 – обозначение буквой и цифрой типа соединения с его конструктивными элементами.
- Квадрат 4 – способ сварки согласно стандарту.
- Квадрат 5 – тип и размеры конструктивных элементов по стандарту.
- Квадрат 6 – характеристика в виде длины непрерывного участка.
- Квадрат 7 – характеристика соединения, вспомогательный знак.
- Квадрат 8 – вспомогательный знак для описания соединения или его элементов.
 А теперь разберём в деталях каждый элемент нашей длинной аббревиатуры.
А теперь разберём в деталях каждый элемент нашей длинной аббревиатуры.
В квадрате №1 находится кружок – одна из дополнительных характеристик, символ кругового соединения. Альтернативным символом является флажок, обозначающий монтажный вариант вместо кругового.
Специальная односторонняя стрелка показывает шовную линию. С этой стрелкой связана еще одна специфическая особенность сварочных чертежей. У этой стрелки с односторонним оперением есть симпатичная особенность под названием «полка». Полка играет роль настоящей полки – все условные обозначения могут располагаться на полке, если указано видимое соединение.
Или под полкой, если это шов невидимый и расположен с обратной стороны, т.е. с изнанки. Что считать лицевой стороной, а что изнанкой? Лицевая сторона одностороннего соединения – всегда та, с которой производится работа, это просто. А вот в двустороннем варианте с несимметричными кромками лицевой стороной будет та, где идет сварка основного соединения. А если кромки симметричные лицевой и изнанкой могут любые стороны.
А вот самые популярные вспомогательные знаки, используемые в чертежах со сваркой:

Разбираем квадраты №2 и 3, виды швов по ГОСТам
Вариантами соединений вплотную занимаются два стандарта: уже знакомый нам ГОСТ 14771-76 и знаменитый ГОСТ 5264-80 о .
[box type=”fact”]Чем знаменит второй стандарт: он был написан много лет назад – в 1981 году, и это было сделано так грамотно, что этот документ отлично работает до сих пор.[/box] Пример чертежа сварных швов по ГОСТ.
Пример чертежа сварных швов по ГОСТ.Виды сварочных соединений следующие:
С – стыковой шов. Свариваемые металлические поверхности соединяются смежными торцами, находятся на одной поверхности или в одной плоскости. Это один из самых распространенных вариантов, так как механические параметры стыковых конструкций очень высокие. Вместе с тем этот способ достаточно сложный с технической точки зрения, он по силам опытным мастерам.
Т – тавровый шов. Поверхность одной металлической заготовки соединяется с торцом другой заготовки. Это самая жесткая конструкция из всех возможных, но за счет этого тавровый способ не любит и не предназначен для нагрузок с изгибаниями.
Н – нахлесточный шов. Свариваемые поверхности параллельно смещены и немного перекрывают друг друга. Способ довольно прочный. Но нагрузки переносит меньше, чем стыковые варианты.
У – угловой шов. Плавление идет по торцам заготовок, поверхности деталей держат под углом друг к другу.
О – особые типы. Если способа нет в ГОСТе, в чертеже обозначается особый тип сварки.
Оба стандарта в рамках ЕКСД хорошо перекликаются друг с другом и справедливо делят ответственность по видам:
 Варианты изображения сварных швов на чертежах.
Варианты изображения сварных швов на чертежах.Соединения ручного дугового способа по ГОСТу 5264-80:
- С1 – С40 стыковые
- Т1 – Т9 тавровые
- Н1 – Н2 нахлесточные
- У1 – У10 угловые
Соединения сварки в защитных газах по ГОСТу 14771-76:
- С1 – С27 стыковые
- Т1 – Т10 тавровые
- Н1 – Н4 нахлесточные
- У1 – У10 угловые
В нашей аббревиатуре во втором квадрате указан ГОСТ 14771-76, а в третьем Т3 – тавровый способ без скоса кромок двусторонний, который как раз указан в этом стандарте.
Квадрат №4, способы сварки
 Как обозначаются различные виды швов.
Как обозначаются различные виды швов.Также в стандартах присутствуют обозначения способов сварки, вот примеры самых распространенных из них:
- A – автоматическая под флюсом без подушек и подкладок;
- Aф – автоматическая под флюсом на подушке;
- ИH – в инертном газе вольфрамовым электродом без присадки;
- ИHп – способ в инертном газе с вольфрамовым электродом, но уже с присадкой;
- ИП – способ в инертном газе с плавящимся электродом;
- УП – то же самое, но в углекислом газе.
У нас в квадрате №4 указано обозначение сварки УП – это способ в углекислом газе с плавящимся электродом.
Квадрат №5, размеры шва
Это обязательные размеры шва. Удобнее всего обозначить длину катета, так как речь идет о тавровом варианте с перпендикулярным объединением под прямым углом. Катет определяют в зависимости от предела текучести.
Надо заметить, что, если на чертеже указано соединение стандартных размеров, длина катета не указывается. В нашем чертежном обозначении катет равен 6-ти мм.
 Классификация сварных швов.
Классификация сварных швов.Дополнительно соединения бывают:
- SS односторонними, для которых дуга или передвигаются с одной стороны.
- BS двусторонними, источник плавления передвигается с обеих сторон.
В дело вступает третий участник нашей чертежно-сварочной тусовки – ГОСТ 2.312-72, как раз посвященный изображениям и обозначениям.
Согласно этому стандарту швы подразделяются на:
- Видимые, которые изображаются сплошной линией.
- Невидимые, обозначаемые на чертежах пунктирной линией.
Теперь вернемся к нашему первоначальному шву. Нам по силам перевести это условное обозначение сварки в простой и понятный для человеческого уха текст:
Двусторонний тавровый шов методом ручной дуговой сварки в защитном углекислом газе с кромками без скосов, прерывистый с шахматным расположением, катет шва 6 мм, длина провариваемого участка 50 мм, шаг 100 мм, выпуклости шва снять после сварки.
Обозначение сварных швов | Сварка и сварщик
Сварные конструкции характеризуются широким диапазоном применяемых толщин, форм и размеров соединяемых элементов, а также многообразием взаимного расположения свариваемых деталей. В зависимости от взаимного расположения свариваемых деталей различают пять типов сварных соединений (согласно ГОСТ 5264-80 “Швы сварных соединений, ручная дуговая сварка” и ГОСТ 14771-76 “Швы сварных соединений, сварка в защитных газах”):
- стыковое – “С”
- торцевое – “С”
- нахлесточное – “Н”;
- тавровое – “Т”;
- угловое – “У”.
В стыковом (С) сварном соединение поверхности свариваемых элементов располагаются в одной плоскости или на одной поверхности, а сварка выполняется по смежным торцам.
Стыковое соединение обеспечивает наиболее высокие механические свойства сварной конструкции, поэтому широко используется для ответственных конструкций. Однако, оно требует достаточно точной подготовки деталей и сборки.
Торцовое (С) соединение сваривается по торцам соединяемых деталей, боковые поверхности которых примыкают друг к другу.
Такие соединения используют, как правило, при сварке тонких деталей во избежание прожога.
В нахлесточном (Н) сварном соединении поверхности свариваемых элементов располагаются параллельно так, чтобы они были смещены и частично перекрывали друг друга.
Нахлесточные соединения менее чувствительны к погрешностям при сборке, но хуже чем стыковые работают при нагрузках, особенно знакопеременных.
Тавровое (Т) сварное соединение получается, когда торец одной детали под прямым или любым другим углом соединяется с поверхностью другой.
Тавровые соединения обеспечивают высокую жесткость конструкции, но чувствительны к изгибающим нагрузкам.
Угловым (У) называют соединение, в котором поверхности свариваемых деталей располагаются под прямым, тупым или острым углом и свариваются по торцам.
Все сварные соединения могут быть выполнены:
| односторонними (SS)*, когда источник нагрева перемещается с одной стороны соединения; | |
| двусторонними (BS)*, когда источник нагрева перемещается с двух сторон соединения. В таком сварном соединении корень стыкового шва находится внутри сечения. |
* – обозначения, принятые в международных стандартах.
При сварке плавлением для обеспечения необходимой глубины проплавления выполняют разделку кромок. Форма разделки кромок, а также размеры параметров разделки (угол раскрытия кромок, величина зазора, притупление и др.) зависит от материала, толщины, способа сварки. На рисунке ниже приведены примеры некоторых разделок кромок.
Условное изображение сварных швов на чертежах согласно ГОСТ 2.312-72 “Условные изображения и обозначения швов сварных соединений”
В соответствии со стандартом ГОСТ 2.312-72 для условного изображения сварного шва независимо от способа сварки используется два типа линий: сплошная, если шов видимый или штриховая, если шов невидимый.
На линию шва указывает односторонняя стрелка.
Стрелка может выполняться с полкой для размещения условного обозначения шва и при необходимости вспомогательных знаков. Условное обозначение размещают над полкой, если стрелка указывает на лицевую сторону сварного шва (т.е. если он видимый), или под полкой, когда шов расположен с обратной стороны (т.е. если шов невидим). При этом, за лицевую сторону одностороннего шва сварного соединения принимают сторону, с которой производят сварку. За лицевую сторону двухстороннего шва сварного соединения с несимметрично подготовленными кромками принимают сторону, с которой производят сварку основного шва. За лицевую сторону двухстороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона.
Вспомогательные знаки.
На приведенной ниже схеме показана структура условного обозначения стандартного сварного шва.
Буквенно–цифровое обозначение шва по соответствующему стандарту представляет собой комбинацию состоящую из буквы определяющей тип сварного соединение и цифры указывающей вид соединения и шва, а также форму разделки кромок. Например: С1, Т4, Н3.
Для обозначения сварных соединений используются следующие буквы:
- С – стыковое;
- У – угловое;
- Т – тавровое;
- Н – нахлесточное;
- О – особые типы, если форма шва не предусмотрена ГОСТом.
Условные обозначения швов для некоторых способов сварки представлены в таблице:
| Стандарт | Соединение | Условные обозначения швов |
|---|---|---|
| ГОСТ 5264-80. Швы сварных соединений, ручная дуговая сварка | Стыковое | С1 – С40 |
| Тавровое | Т1 – Т9 | |
| Нахлесточное | Н1 – Н2 | |
| Угловое | У1 – У10 | |
| ГОСТ 14771-76. Швы сварных соединений, сварка в защитных газах | Стыковое | С1 – С27 |
| Тавровое | Т1 – Т10 | |
| Нахлесточное | Н1 – Н4 | |
| Угловое | У1 – У10 |
Обозначения способа сварки (А, Г, УП и другие) указывается в стандарте, по которому выполняется указанный на чертеже процесс сварки.
Условные обозначения некоторых способов сварки представлены ниже, например:
- А – автоматическая сварка под флюсом без применения подкладок и подушек и подварочного шва;
- Аф – автоматическая сварка под флюсом на флюсовой подушке;
- ИН – сварка в инертных газах вольфрамовым электродом без присадочного металла;
- ИНп – сварка в инертных газах вольфрамовым электродом, но с присадочным металлом;
- ИП – сварка в инертных газах плавящимся электродом;
- УП – сварка в углекислом газе плавящимся электродом.
Примеры обозначения сварных швов.
Пример 1.
| Форма поперечного сечения шва | а) стрелка указывает на лицевую сторону шва | б) стрелка указывает на обратную сторону шва |
Шов стыкового соединения с криволинейным скосом одной кромки, двусторонний выполняемый дуговой ручной сваркой (С13 по ГОСТ 5264 – 80) при монтаже изделия (). Усиление снято с обеих сторон (). Параметр шероховатости поверхности шва: с лицевой стороны – Rz 20 мкм; с оборотной стороны – Rz 80 мкм.
Пример 2.
| Форма поперечного сечения шва | а) стрелка указывает на лицевую сторону шва | б) стрелка указывает на обратную сторону шва |
Шов углового соединения без скоса кромок, двусторонний (У2 по ГОСТ 11533–75) выполняемый автоматической дуговой сваркой под флюсом (А по ГОСТ 11533–75) по замкнутой линии.
Пример 3.
| Форма поперечного сечения шва | а) стрелка указывает на лицевую сторону шва | б) стрелка указывает на обратную сторону шва |
Шов стыкового соединения без скоса кромок, односторонний, на остающейся подкладке (C3 по ГОСТ 16310–80), выполняемый сваркой нагретым газом с присадкой (Г по ГОСТ 16310–80).
Пример 4.
Шов таврового соединения без скоса кромок, двусторон-ний прерывистый с шахматным расположением (Т3 по ГОСТ 14806-80) выполняемый дуговой ручной сваркой в защитных газах неплавящимся металлическим электродом (РИНп по ГОСТ 14806-80). Катет шва 6 мм (Δ6 ), длина провариваемого участка 50 мм, шаг 100 мм (Z).
t ш – длинна провариваемого участка шва
t пр – длинна участка шага прерывистого шва
Пример 5.
Шов соединения внахлестку без скоса кромок, односторонний (Н1 по ГОСТ 14806-80), выполняемый дуговой сваркой в защитных газах плавящимся электродом (ПИП по ГОСТ 14806-80). Шов по незамкнутой линии (). Катет шва 5 мм (Δ5).
Пример 6.
Шов соединения внахлестку без скоса кромок, односторонний (Н1 по ГОСТ 14806-80), выполняемый дуговой полуавтоматической сваркой в защитных газах плавящимся электродом (ПИП по ГОСТ 14806-80) . Шов по замкнутой линии (круговой шов ). Катет шва 5 мм (Δ5).
При наличии на чертеже нескольких одинаковых швов условное обозначение шва указывается только у одного из них, а применительно к остальным одинаковым швам указывается только их порядковые номера (на месте где должно быть расположено условное обозначение шва). При этом, на линии выноске, имеющей полку с нанесенным обозначением шва также, допускается указывать количество одинаковых швов (26, как показано на этом примере).
Швы считаются одинаковыми, если:
- одинаковы их типы и размеры конструктивных элементов в поперечном сечении;
- к ним предъявляются одни и те же технические требования.
Если для шва сварного соединения установлен контрольный комплекс или категория контроля шва, то их обозначение допускается помещать под линией выноской.
Обозначение чистоты механически обработанной поверхности шва (шероховатости) наносят после условного обозначения шва, или приводят в технических требованиях чертежа.
| а) стрелка указывает на лицевую сторону шва | б) стрелка указывает на обратную сторону шва |
Шов, размеры конструктивных элементов которого стандартами не установлены (нестандартный шов), изображают с указанием размеров конструктивных элементов, необходимых для выполнения шва по данному чертежу.
В результате неравномерного нагрева сварного соединения при сварке возникает остаточная пластическая деформация укорочения, приводящая к образованию остаточных напряжений. Характер распределения этих напряжений зависит от многих факторов (геометрических размеров сварного соединения, режима сварки и др.). В зависимости от толщины свариваемых элементов в сварном соединении может иметь место плоское или объемное напряженное состояние.
При сварке небольших толщин, как правило, имеет место плоское напряженное состояние. Принято компоненты такого напряженного состояния называть продольными (действующими вдоль оси шва) и поперечными (действующими перпендикулярно оси шва).
Ниже рассмотрены эпюры распределения остаточных напряжений в типовых сварных соединениях. При сварке встык достаточно широких небольшой толщины пластин характер распределения остаточных напряжений представлен на рисунке справа. Как это видно, остаточные продольные напряжения распределены в поперечном сечении по ширине неравномерно. В сварном шве и прилегающей к нему зоне действуют напряжения растяжения, а в остальной части сечения действуют напряжения сжатия. Причем, как правило, максимальные напряжения в зоне сварного шва достигают значения, равного значению предела текучести (σт) металла. Таким образом, в продольном направлении в стыковом сварном соединении можно выделить две зоны: зона действия напряжений растяжения и зона действия напряжений сжатия.
Поперечные напряжения также распределены неравномерно. Срединная часть испытывает напряжения растяжения, а концевые участки – напряжения сжатия. Величина максимальных напряжений σу зависит от длины шва и, как правило, не превышает значения 0,3 σт. Поэтому их не всегда принимают во внимание.
При сварке встык пластин большой толщины имеет место объемное напряженное состояние.
Как показали исследования и опыт эксплуатации сварных конструкций при действии остаточного напряжения остаточные сварочные напряжения не оказывают влияния на прочность, если материал изделия достаточно пластичный, что является характерным для большинства металлов. При действии переменных нагрузок остаточные сварочные напряжения сжатия повышают усталостную прочность, а напряжения растяжения, складываясь с рабочими напряжениями в месте их концентрации, существенно снижают сопротивляемость усталостному разрушению.
Поскольку напряжения не являются физической величиной непосредственное их определение не возможно. Их можно определить через измерение какой-либо физической величины, которая связана с напряжением расчетной зависимостью. Такой величиной может быть упругое линейное изменение, т.е. деформация. Связь между напряжениями и упругими деформациями описывается законом Гука. Таким образом, под термином измерение напряжений следует понимать его определение путем измерения деформации (это так называемый механический метод. Существуют и другие методы, например, оптический, магнито-упругий, ультразвуковой и т.д.). Следовательно, все сводится к измерению упругой деформации в направлениях соответствующего вида напряженного состояния. Линейное – в одном направлении, плоское – в двух, объемное – в трех.
| На главную | База 1 | База 2 | База 3 |
| Поиск по реквизитамПоиск по номеру документаПоиск по названию документаПоиск по тексту документа |
| Искать все виды документовДокументы неопределённого видаISOАвиационные правилаАльбомАпелляционное определениеАТКАТК-РЭАТПЭАТРВИВМРВМУВНВНиРВНКРВНМДВНПВНПБВНТМ/МЧМ СССРВНТПВНТП/МПСВНЭВОМВПНРМВППБВРДВРДСВременное положениеВременное руководствоВременные методические рекомендацииВременные нормативыВременные рекомендацииВременные указанияВременный порядокВрТЕРВрТЕРрВрТЭСНВрТЭСНрВСНВСН АСВСН ВКВСН-АПКВСПВСТПВТУВТУ МММПВТУ НКММПВУП СНЭВУППВУТПВыпускГКИНПГКИНП (ОНТА)ГНГОСТГОСТ CEN/TRГОСТ CISPRГОСТ ENГОСТ EN ISOГОСТ EN/TSГОСТ IECГОСТ IEC/PASГОСТ IEC/TRГОСТ IEC/TSГОСТ ISOГОСТ ISO GuideГОСТ ISO/DISГОСТ ISO/HL7ГОСТ ISO/IECГОСТ ISO/IEC GuideГОСТ ISO/TRГОСТ ISO/TSГОСТ OIML RГОСТ ЕНГОСТ ИСОГОСТ ИСО/МЭКГОСТ ИСО/ТОГОСТ ИСО/ТСГОСТ МЭКГОСТ РГОСТ Р ЕНГОСТ Р ЕН ИСОГОСТ Р ИСОГОСТ Р ИСО/HL7ГОСТ Р ИСО/АСТМГОСТ Р ИСО/МЭКГОСТ Р ИСО/МЭК МФСГОСТ Р ИСО/МЭК ТОГОСТ Р ИСО/ТОГОСТ Р ИСО/ТСГОСТ Р ИСО/ТУГОСТ Р МЭКГОСТ Р МЭК/ТОГОСТ Р МЭК/ТСГОСТ ЭД1ГСНГСНрГСССДГЭСНГЭСНмГЭСНмрГЭСНмтГЭСНпГЭСНПиТЕРГЭСНПиТЕРрГЭСНрГЭСНсДИДиОРДирективное письмоДоговорДополнение к ВСНДополнение к РНиПДСЕКЕНВиРЕНВиР-ПЕНиРЕСДЗемЕТКСЖНМЗаключениеЗаконЗаконопроектЗональный типовой проектИИБТВИДИКИМИНИнструктивное письмоИнструкцияИнструкция НСАМИнформационно-методическое письмоИнформационно-технический сборникИнформационное письмоИнформацияИОТИРИСОИСО/TRИТНИТОсИТПИТСИЭСНИЭСНиЕР Республика КарелияККарта трудового процессаКарта-нарядКаталогКаталог-справочникККТКОКодексКОТКПОКСИКТКТПММ-МВИМВИМВНМВРМГСНМДМДКМДСМеждународные стандартыМетодикаМетодика НСАММетодические рекомендацииМетодические рекомендации к СПМетодические указанияМетодический документМетодическое пособиеМетодическое руководствоМИМИ БГЕИМИ УЯВИМИГКМММНМОДНМонтажные чертежиМос МУМосМРМосСанПинМППБМРМРДСМРОМРРМРТУМСанПиНМСНМСПМТМУМУ ОТ РММУКМЭКННАС ГАНБ ЖТНВННГЭАНДНДПНиТУНКНормыНормы времениНПНПБНПРМНРНРБНСПНТПНТП АПКНТП ЭППНТПДНТПСНТСНЦКРНЦСОДМОДНОЕРЖОЕРЖкрОЕРЖмОЕРЖмрОЕРЖпОЕРЖрОКОМТРМОНОНДОНКОНТПОПВОПКП АЭСОПНРМСОРДОСГиСППиНОСНОСН-АПКОСПОССПЖОССЦЖОСТОСТ 1ОСТ 2ОСТ 34ОСТ 4ОСТ 5ОСТ ВКСОСТ КЗ СНКОСТ НКЗагОСТ НКЛесОСТ НКМОСТ НКММПОСТ НКППОСТ НКПП и НКВТОСТ НКСМОСТ НКТПОСТ5ОСТНОСЭМЖОТРОТТПП ССФЖТПБПБПРВПБЭ НППБЯПВ НППВКМПВСРПГВУПереченьПиН АЭПисьмоПМГПНАЭПНД ФПНД Ф СБПНД Ф ТПНСТПОПоложениеПорядокПособиеПособие в развитие СНиППособие к ВНТППособие к ВСНПособие к МГСНПособие к МРПособие к РДПособие к РТМПособие к СНПособие к СНиППособие к СППособие к СТОПособие по применению СППостановлениеПОТ РПОЭСНрППБППБ-АСППБ-СППБВППБОППРПРПР РСКПР СМНПравилаПрактическое пособие к СППРБ АСПрейскурантПриказПротоколПСРр Калининградской областиПТБПТЭПУГПУЭПЦСНПЭУРР ГазпромР НОПРИЗР НОСТРОЙР НОСТРОЙ/НОПР РСКР СМНР-НП СРО ССКРазъяснениеРаспоряжениеРАФРБРГРДРД БГЕИРД БТРД ГМРД НИИКраностроенияРД РОСЭКРД РСКРД РТМРД СМАРД СМНРД ЭОРД-АПКРДИРДМРДМУРДПРДСРДТПРегламентРекомендацииРекомендацияРешениеРешение коллегииРКРМРМГРМДРМКРНДРНиПРПРРТОП ТЭРС ГАРСНРСТ РСФСРРСТ РСФСР ЭД1РТРТМРТПРУРуководствоРУЭСТОП ГАРЭГА РФРЭСНрСАСанитарные нормыСанитарные правилаСанПиНСборникСборник НТД к СНиПСборники ПВРСборники РСН МОСборники РСН ПНРСборники РСН ССРСборники ценСБЦПСДАСДАЭСДОССерияСЗКСНСН-РФСНиПСНиРСНККСНОРСНПСОСоглашениеСПСП АССП АЭССправочникСправочное пособие к ВСНСправочное пособие к СНиПСправочное пособие к СПСправочное пособие к ТЕРСправочное пособие к ТЕРрСРПССНССЦСТ ССФЖТСТ СЭВСТ ЦКБАСТ-НП СРОСТАСТКСТМСТНСТН ЦЭСТОСТО 030 НОСТРОЙСТО АСЧМСТО БДПСТО ВНИИСТСТО ГазпромСТО Газпром РДСТО ГГИСТО ГУ ГГИСТО ДД ХМАОСТО ДОКТОР БЕТОНСТО МАДИСТО МВИСТО МИСТО НААГСТО НАКССТО НКССТО НОПСТО НОСТРОЙСТО НОСТРОЙ/НОПСТО РЖДСТО РосГеоСТО РОСТЕХЭКСПЕРТИЗАСТО САСТО СМКСТО ФЦССТО ЦКТИСТО-ГК “Трансстрой”СТО-НСОПБСТПСТП ВНИИГСТП НИИЭССтП РМПСУПСССУРСУСНСЦНПРТВТЕТелеграммаТелетайпограммаТематическая подборкаТЕРТЕР Алтайский крайТЕР Белгородская областьТЕР Калининградской областиТЕР Карачаево-Черкесская РеспубликаТЕР Краснодарского краяТЕР Мурманская областьТЕР Новосибирской областиТЕР Орловской областиТЕР Республика ДагестанТЕР Республика КарелияТЕР Ростовской областиТЕР Самарской областиТЕР Смоленской обл.ТЕР Ямало-Ненецкий автономный округТЕР Ярославской областиТЕРмТЕРм Алтайский крайТЕРм Белгородская областьТЕРм Воронежской областиТЕРм Калининградской областиТЕРм Карачаево-Черкесская РеспубликаТЕРм Мурманская областьТЕРм Республика ДагестанТЕРм Республика КарелияТЕРм Ямало-Ненецкий автономный округТЕРмрТЕРмр Алтайский крайТЕРмр Белгородская областьТЕРмр Карачаево-Черкесская РеспубликаТЕРмр Краснодарского краяТЕРмр Республика ДагестанТЕРмр Республика КарелияТЕРмр Ямало-Ненецкий автономный округТЕРпТЕРп Алтайский крайТЕРп Белгородская областьТЕРп Калининградской областиТЕРп Карачаево-Черкесская РеспубликаТЕРп Краснодарского краяТЕРп Республика КарелияТЕРп Ямало-Ненецкий автономный округТЕРп Ярославской областиТЕРрТЕРр Алтайский крайТЕРр Белгородская областьТЕРр Калининградской областиТЕРр Карачаево-Черкесская РеспубликаТЕРр Краснодарского краяТЕРр Новосибирской областиТЕРр Омской областиТЕРр Орловской областиТЕРр Республика ДагестанТЕРр Республика КарелияТЕРр Ростовской областиТЕРр Рязанской областиТЕРр Самарской областиТЕРр Смоленской областиТЕРр Удмуртской РеспубликиТЕРр Ульяновской областиТЕРр Ямало-Ненецкий автономный округТЕРррТЕРрр Ямало-Ненецкий автономный округТЕРс Ямало-Ненецкий автономный округТЕРтр Ямало-Ненецкий автономный округТехнический каталогТехнический регламентТехнический регламент Таможенного союзаТехнический циркулярТехнологическая инструкцияТехнологическая картаТехнологические картыТехнологический регламентТИТИ РТИ РОТиповая инструкцияТиповая технологическая инструкцияТиповое положениеТиповой проектТиповые конструкцииТиповые материалы для проектированияТиповые проектные решенияТКТКБЯТМД Санкт-ПетербургТНПБТОИТОИ-РДТПТПРТРТР АВОКТР ЕАЭСТР ТСТРДТСНТСН МУТСН ПМСТСН РКТСН ЭКТСН ЭОТСНэ и ТЕРэТССЦТССЦ Алтайский крайТССЦ Белгородская областьТССЦ Воронежской областиТССЦ Карачаево-Черкесская РеспубликаТССЦ Ямало-Ненецкий автономный округТССЦпгТССЦпг Белгородская областьТСЦТСЦ Белгородская областьТСЦ Краснодарского краяТСЦ Орловской областиТСЦ Республика ДагестанТСЦ Республика КарелияТСЦ Ростовской областиТСЦ Ульяновской областиТСЦмТСЦО Ямало-Ненецкий автономный округТСЦп Калининградской областиТСЦПГ Ямало-Ненецкий автономный округТСЦэ Калининградской областиТСЭМТСЭМ Алтайский крайТСЭМ Белгородская областьТСЭМ Карачаево-Черкесская РеспубликаТСЭМ Ямало-Ненецкий автономный округТТТТКТТПТУТУ-газТУКТЭСНиЕР Воронежской областиТЭСНиЕРм Воронежской областиТЭСНиЕРрТЭСНиТЕРэУУ-СТУказУказаниеУказанияУКНУНУОУРврУРкрУРррУРСНУСНУТП БГЕИФАПФедеральный законФедеральный стандарт оценкиФЕРФЕРмФЕРмрФЕРпФЕРрФормаФорма ИГАСНФРФСНФССЦФССЦпгФСЭМФТС ЖТЦВЦенникЦИРВЦиркулярЦПИШифрЭксплуатационный циркулярЭРД |
| Показать все найденные Показать действующие Показать частично действующие Показать не действующие Показать проекты Показать документы с неизвестным статусом |
| Упорядочить по номеру документаУпорядочить по дате введения |
Обозначение сварных швов и соединений на чертежах согласно ГОСТ.
К сожалению, не все специалисты, связанные тем или иным образом со сваркой, не знают как на чертежах обозначаются сварные швы и соединения. А знать это необходимо. Для этого мы и создаем материал об условных обозначениях сварных швов на чертежах. Полезно всем гостям нашего проекта, от мала до велика.
Что такое сварка — можно узнать здесь!
 Пример обозначений
Пример обозначенийВсем известно, что техническая документация неотъемлемая часть любого проекта. Не неотъемлемая и очень важная, тем более если присутствуют сварные соединения. Если есть такие соединения, то должны быть и сварные швы. Для того, что бы все швы соответствовали нормам заложенных в проект, необходимо правильно понимать обозначения сварных швов на чертежах.
Обозначения сварных соединений
Практически в любой металлической конструкции присутствует как минимум два вида сварного соединения. А существует их немного больше.
- Стыковое (С ) — сварное соединение, при котором соединение свариваемых деталей находятся в одной плоскости.
- Торцевое (С ) — как правило, используется для сварки тонких металлов во избежании прожога. Торцы свариваемых деталей примыкают друг к другу.
- Нахлёсточное (Н ) — образуется в том случае, когда поверхности свариваемых деталей частично заходят друг на друга.
- Тавровое (Т ) — одна из поверхностей свариваемых деталей примыкает к другой торцевой стороной, в связи с чем, образуется угол в любом количестве градусов.
- Угловое (У ) — сварное соединение, при котором, две поверхности свариваемых деталей примыкают друг к другу торцевыми частями. Что образует угол.
 Наглядный пример сварных соединений
Наглядный пример сварных соединенийНа досуге, прочитайте о сварке полуавтоматом для «чайников».
Таким образом, можно заметить, что существует 5 основных видов сварных соединений. Каждое соединение может быть обварено как с одной стороны(SS), так и с обеих(BS). В скобках указанны условные обозначения, которые считаются международными.
Кстати, слышали об ЕСКД? Для тех, кто не слышал — Единая Система Конструкторской Документации. Это огромная база нормативов по формированию чертежей. В том числе и чертежи на сварные металлоконструкции.
- ГОСТ 2.312-72 — о том, как можно обозначить тот или иной сварной шов на чертеже вне зависимости от способа сварки.
- ГОСТ 5264-80 — обозначены сварные соединения и швы выполненные ручной дуговой сваркой(РДС).
- ГОСТ 14771-76 — соединения и швы с применением сварки в среде защитных газов( сварка полуавтоматом).
Обозначение сварных швов на чертежах
Начнем с обозначения сварных швов на чертежах согласно ГОСТу 2.312 — 72. Данный ГОСТ включает в себя обозначение сварных швов вне зависимости от способа сварки.
Первое, что нужно знать о рассматриваемом ГОСТе, так это то, что используется два вида линий — сплошная и пунктирная. Сплошной обозначаются швы которые видно, а штриховой которые не видно.
 Видимые и не видимые сварные швы на чертежах обозначение
Видимые и не видимые сварные швы на чертежах обозначениеКак правило, на линию шва указывает стрелка со специальной полкой. Полка необходима для указания дополнительных требований к указанному шву.
Обратите внимание. Если дополнительные требования указанны над полкой стрелки — шов видим, если под полкой, значит шов не видно с рассматриваемой на чертеже стороны.
Познакомьтесь с изображениями, которые мы подготовили специально для этого материала. На изображениях вы можете наблюдать дополнительные требования к сварному шву.
 Обозначение сварных швов 1
Обозначение сварных швов 1 продолжение
продолжениеТак же, обратите внимание на изображение ниже. Вы видите схему, рассказывающую о том, как устроено обозначение сварных швов на чертежах по ГОСТу.

Так же, на чертежах принято указывать и способ сварки, например под флюсом, автоматическая, ручная и прочее.
- ИП — сварка в защитных, инертных газах с использованием сварочной проволоки.
- УП — полуавтоматическая сварка в среде углекислого газа.
- ИНп — процесс сварки в защитных газах, с использованием не плавящихся электродов с присадочной проволокой.
- ИН — в защитных газах, вольфрамовым электродом без присадки.
- А — сварка в автоматическом режиме, под слоем флюса, без использования стартовых косынок, подушек и прочего…
- Аф — авто. сварка под слоем флюса с использованием флюсовой подушки.
Примеры обозначения сварных швов и соединений на чертежах
Пришло время ознакомиться с примерами обозначения сварных швов на чертеже. Так как информации мы уже получили достаточно, осталось только посмотреть и разобрать как это выглядит.
 Пример
ПримерСоединение стыковое, шов двусторонний, сварка производится ручником, разделка кромок выполнена с одной стороны, одной кромки. Шов выполняется при монтаже конструкции или изделия. Необходимо снять усиления шва с обеих сторон, а так же, указанна шероховатость шва с одной и обратной сторон.
Вместо заключение
Только что, мы с вами разобрались с темой обозначения сварных швов и соединений на чертежах. Тема важная и интересная! Если вы все еще здесь, вы на верном пути!
Уважаемые читатели, среди вас достаточно коллег, товарищей и наших гостей. Всех вас просим, не забывайте делиться ссылкой на статью в соц. сетях с помощью кнопок ниже, так вы помогаете нашему ресурсу набирать обороты. Сегодня нашему сайту почти 2 месяца, мы рады что можем делиться с вами полезной информацией и помогать развиваться в профессиональном плане.
Появились вопросы по теме? Не стесняйтесь задавать их в комментариях, ответим на каждый!
Как читать обозначение сварных швов на чертежах
Современные виды сварки открывают множество возможностей перед мастером, позволяя профессионалам и любителям воплотить свои задумки. С помощью аргонодуговой сварки можно соединить разнородные металлы, а с помощью бюджетного инвертора — сварить забор на даче. Но порой сварочного оборудования и комплектующих к ним недостаточно для полноценной работы, важно научиться делать и понимать сварочные чертежи. В них вы сможете узнать всю исчерпывающую информацию о металле, который нужно сварить, его толщине, характеристиках и местах будущих стыков.

Чертеж — это полноценный документ, выдаваемый на одну конкретную деталь или целую металлоконструкцию. Он содержит всю информацию, которая может понадобиться сварщику. Профессиональное чтение сварочных чертежей — обязательный навык для любого сварщика, желающего построить карьеру в этой профессии. В нашей статье вы узнаете, что необходимо для расшифровки швов в чертежах и какие знаки используются для этого, также мы приведем несколько примеров.
Содержание статьи
Типы швов и их расшифровка
ГОСТы по ручной дуговой сварке и сварке в среде газа выделяют различные типы сварных швов и их расшифровки. Виды сварных соединений обозначаются буквами для более удобной записи и экономии места. Есть стыковой шов (обозначается буквой «С»), торцевой (тоже буква «С»), нахлесточный («Н»), тавровый («Т») и угловое («У»). Давайте подробнее остановимся на каждом типе соединения.
Стыковое сварное соединение выполняется по смежным торцам, а свариваемые детали находятся в одной плоскости. Такой тип шва наиболее прочный и долговечный, он широко применяется при сварке особо ответственных металлических конструкций. Перед сваркой необходимо тщательно подготовить поверхность металла и убедиться, что все детали будут сварены в соответствии с чертежом.

Торцевой шов, исходя из названия, формируется по торцам деталей. Боковые поверхности деталей надежно соединяются друг с другом. Торцевой шов зачастую используется при сварке тонких металлов.

Нахлесточный шов менее требовательный к качеству работы, чем предыдущие. Но при этом он не обладает такими хорошими прочностными характеристиками и хуже переносит нагрузки. Чтобы сделать нахлесточный шов расположите детали параллельно, но с небольшим смещением в сторону и частичным перекрыванием друг друга.

Тавровое сварное соединение — одно из самых жестких и долговечных, но плохо переносящих нагрузки на изгиб. Чтобы сделать тавровый шов расположите одну деталь горизонтально, а вторую вертикально и сварите с первой торцом к поверхности.

Угловой шов используется не так часто, как другие типы соединений. Такой шов относительно надежный и долговечный. Одна деталь относительно другой может быть повернуть торцом и располагаться под разным углом, в зависимости от чертежа.

Любые сварные соединения, вне зависимости от их типа, могут быть односторонними (или как их еще называют «SS»; эта аббревиатура используется в чертежах по всему миру) или двусторонними (аббревиатура «BS»). Односторонние швы получаются при сварке с одной стороны детали, а двусторонние — при сварке с обеих сторон.
Если вам нужно сварить детали методом плавления, то необходимо разделать кромки. Существует множество форм раздела кромок, они характеризуются разными показателями угла, величины зазора и так далее. Выбор формы разделки зависит от толщины металла и метода сварки. Мы привели некоторые примеры раздела кромок на изображении. Вы можете использовать любой, как на картинке ниже.

Изображение сварных швов на чертеже
Теперь перейдем к условным изображениям и знакам, которые характеризуют швы на чертежах. Сварные соединения могут быть видимыми и невидимыми. Если шов невидимый, то он показывается штриховой линией. Если видимый — сплошной линией. Невидимым называют шов, который расположен с обратной стороны детали, а видимым — шов на лицевой поверхности. Если шов односторонний и сварка производится швом наверх, то такое соединение тоже называется лицевым. Если шов двусторонний, то лицевым считается то соединение, которое было сделано первым. Если кромки симметричны, то любая из сторон может быть названа лицевой.

Односторонняя стрелка показывает, где линия шва. На самой стрелке может быть специальная «полка», где указывается вспомогательный знак или буква обозначения шва. Где располагать обозначения — под «полкой» или над ней? Это так же зависит от типа шва. Если шов невидим, то под полкой, и соответственно над ней, если видим.
Вспомогательные знаки

Помимо стрелок и букв могут использоваться вспомогательные знаки для обозначения сварных швов. Ниже вы можете видеть стандартную структуру условного обозначения, его «скелет», на котором затем должны появиться «мышцы» в виде букв или иных знаков.

К вспомогательным знакам относятся буквенно-числовые комбинации, которые содержат в себе информацию о типе шва и виде соединения. Звучит довольно запутанно, но вот небольшой пример: у нас есть обозначение С1 и оно обозначает «стыковой шов односторонний». С — буква, обозначающая тип шва, а 1 — цифра, указывающая на строну сварки. Двусторонняя сварка обозначается цифрой 2.
Ниже вы можете видеть условные обозначения швов и соединений для некоторых способов сварки.

Также свое условное обозначение есть и у способов сварки. Они тоже маркируются буквой, это указывается в нормативных документах. Опираясь на нормативы как раз и выполняется указанный на сборочном чертеже процесс сварки.
Ниже вы можете видеть основные способы сварки и их обозначение:
- Автоматическая сварка под флюсом, без использования флюсовых подушек и подкладок во время работы (обозначается буквой «А»).
- Автоматическая сварка под флюсом с применением флюсовой подушки («Аф»).
- Сварка в среде защитного газа с использованием вольфрамовых стержней и без проволоки («ИН»).
- Сварка в среде защитного газа с использованием вольфрамовых стержней и с использованием проволоки (ИНп).
- Сварка в среде защитного газа с использованием плавящихся стержней («ИП»).
- Сварка плавящимися стержнями в среде углекислого газа («УП»).
Примеры условных обозначений
Чтобы вам было понятнее, и вы смогли быстрее разобраться во всех обозначениях, мы приведем несколько простых и наглядных примеров. Итак, начнем.
Пример №1

На картинке выше вы видите стыковой шов, у которого одна кромка имеет криволинейный скос. Само соединение двустороннее, сделано методом ручной дуговой сварки. С обеих сторон нет усиления. С лицевой стороны шероховатость шва равна Rz 20 мкм, а с оборотной —Rz 80 мкм.
Пример №2

Здесь вы можете видеть, что шов угловой и двусторонний, у него нет ни скосов, ни кромок. Это соединение выполнено автоматической сваркой и с использованием флюса.
Пример №3

Тут у нас снова стыковой шов, но уже без скосов или кромок. Соединение одностороннее, с подкладкой. Выполнен шов с использованием нагретого газа и сварочной проволоки.
Пример №4


В четвертом примере шов тавровый, не имеет скосы или кромки. Он прерывистый и выполнен двусторонним методом. Шов как бы в шахматном порядке. Работа выполнена с помощь РДС в среде газа и с использованием неплавящегося металлического стержня. Катет шва равен 6 миллиметров, а длина шва составляет 50 миллиметров, с шагом в 100 миллиметров (обозначается буквой «Z»). t ш — это протяженность шва, а t пр — протяженность шага прерывистого соединения.
Пример №5

В нашем последнем примере шов выполнен нахлестом, не имеет скосов и кромок. Он также односторонний и выполняется ручной дуговой сваркой в среде защитного газа и с применением плавящегося стержня. Сварное соединение выполнено по незамкнутой линии. Катет шва равен 5 миллиметрам.
Вместо заключения
Вот и все, что мы хотели рассказать вам про условные обозначения сварочных швов. Надеемся, что теперь вы знаете, как читать обозначения на чертежах. Сначала новичкам трудно запомнить все знаки и буквы, используемые как условные обозначения швов для сварки. Поэтому не бойтесь использовать в работе тетрадь с выписанными тезисами из этой статьи.
С опытом вы научитесь расшифровывать все знаки и сможете довольно быстро прочесть даже самые замысловатые чертежи. А на крупном производстве папка с чертежами может быть весьма объемной, поэтому важно уметь быстро и качественно читать все документы на металлоконструкцию. Опытные мастера могут поделиться своим опытом чтения чертежей в комментариях, чтобы начинающим сварщикам было проще понять все нюансы и особенности. Желаем удачи в работе!
[Всего: 8 Средний: 3/5]Обозначение сварного шва на строительных чертежах по ГОСТ
Условные обозначения сварных швов металлических конструкций приведены в действующем ГОСТ 21.502-2016 «Система проектной документации для строительства (СПДС). Правила выполнения рабочей документации металлических конструкций».
Данный ГОСТ устанавливает состав и правила выполнения рабочей документации строительных металлических конструкций чертежей марки КМ. ГОСТ 21.502 не распространяется на выполнение деталировочных чертежей металлических конструкций марки КМД. (Примечание: КМ — раздел проектирования металлических конструкций, КМД — раздел конструкции металлические деталировочные).
Согласно п.4.8 ГОСТ 21.502-2016:
- Условные изображения и обозначения швов сварных соединений должны соответствовать указанным в таблице А.2 (приложение А). Обозначение швов в этом случае допускается указывать без выносных линий, помещая их непосредственно над или под изображением соответствующего сварного шва вне зависимости от того, является ли сварной шов видимым или невидимым.
- Допускается выполнять условные изображения и обозначения швов сварных соединений по ГОСТ 2.312-72 «Единая система конструкторской документации (ЕСКД). Условные изображения и обозначения швов сварных соединений»
Согласно таблицы А.2 приложения А ГОСТ 21.502-2016 сварные швы обозначаются следующим способом:
Таблица А.2 — Условные изображения и обозначения швов сварных соединений
Наименование | Изображение сварного шва | Размеры, мм | |
Заводского | Монтажного | ||
1 Шов сварного соединения стыкового-сплошной | |||
a) с видимой стороны b) с невидимой стороны |
|
|
|
2 Шов сварного соединения стыкового-прерывистый | |||
a) с видимой стороны b) с невидимой стороны |
|
|
|
3 Шов сварного соединения углового, таврового или внахлестку-сплошной: | |||
a) с видимой стороны b) с невидимой стороны |
|
|
|
4 Шов сварного соединения углового, таврового или внахлестку-прерывистый: | |||
a) с видимой стороны b) с невидимой стороны | 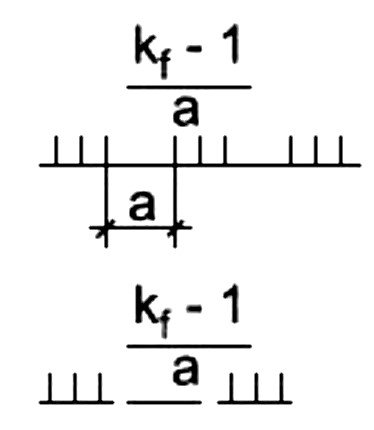 |
|
|
5 Шов сварного соединения внахлестку, контактный, точечный |
| — |
|
6 Шов сварного соединения электрозаклепочный внахлестку (с круглым отверстием) |
| — |
|
| |||














Катеты сварных швов согласно СП 16.13330
Техника безопасности при дуговой сварке по СНиП и ГОСТ
Мы не можем найти эту страницу
(* {{l10n_strings.REQUIRED_FIELD}})
{{l10n_strings.CREATE_NEW_COLLECTION}} *
{{l10n_strings.ADD_COLLECTION_DESCRIPTION}}
{{}} L10n_strings.COLLECTION_DESCRIPTION {{AddToCollection.description.length}} / 500 {{l10n_strings.TAGS}} {{$ Пункт}} {{}} l10n_strings.PRODUCTS {{}} L10n_strings.DRAG_TEXT{{l10n_strings.DRAG_TEXT_HELP}}
{{}} L10n_strings.LANGUAGE {{$ Select.selected.display}}{{article.content_lang.display}}
{{}} L10n_strings.AUTHOR{{l10n_strings.AUTHOR_TOOLTIP_TEXT}}
{{$ Выбора.selected.display}} {{}} L10n_strings.CREATE_AND_ADD_TO_COLLECTION_MODAL_BUTTON {{}} L10n_strings.CREATE_A_COLLECTION_ERROR ,
,Обозначение резьбы – технический чертеж
Обозначение резьбы
Стандартная резьба показана на чертежах точно так же. По условному изображению нельзя определить, какой тип резьбы следует разрезать на части.
Тип резьбы и ее основные размеры указывают на чертежах специальной надписью под названием , обозначение резьбы (см. Рисунки 7.3, 7.7 и т. Д.).
Перед нанесением обозначения резьбы следует провести контурные и размерные линии.
Обозначения резьбы, кроме трубной и конической, пишутся над размерной линией.
Выносные линии для построения размерной линии проводятся от внешнего диаметра резьбы. Чтобы не ошибиться при проведении выносных линий, следует помнить, что наружный диаметр всегда равен большему диаметру резьбы, от которой следует проводить выносные линии. Обозначения трубной и конической резьбы размещаются на полках выноской, оканчивающейся стрелкой.Линия-выноска подводится к контуру нити.
Для всех стандартных резьб символы построены по следующей общей схеме (рисунок 7.14). Последовательность расположения элементов обозначений, указанных на данной схеме, устанавливается стандартами и не должна нарушаться.
Примеры условных обозначений для резьбы общего назначения и некоторых специальных приведены в таблице. 7.1.
Рис.7.14. Общая схема нарезания резьбы
Метрическая резьба с большим шагом в обозначениях не указывается. Это потому, что при одинаковом диаметре для резьбы с большим шагом она единственная. Для ниток с маленькими шагами стандарт предусматривает несколько разных размеров шага, поэтому вам нужно указать, какой из них выбрать.
Размеры трубной и конической резьбы, указанные в обозначениях, являются условными, так как они в большинстве случаев относятся к внутреннему диаметру труб, а не к внешнему диаметру резьбы.Например, если обозначение для трубчатой цилиндрической резьбы – 2 дюйма (2 дюйма), то внешний диаметр резьбы по стандарту для размеров трубной резьбы будет 59,616 мм, а внутренний диаметр трубы – 50 мм.
Согласно ГОСТ 16093-2004 точность метрической резьбы обозначается полем допуска, в обозначении которого цифра указывает степень точности, а буква – базовое отклонение. Например, для резьбы на стержне: 4 ч; 6 г; 8g, и в лунке: 6H, 7H.
Для резьбы на стержне доступны следующие обозначения полей допусков (предпочтительные) по ГОСТ 16093-81:
• точное – 4 к,
• среднее – 6 ч; 6 г, 6е; 6 д;
• черновая – 8ч; 8г.
Для резьбы в отверстии существуют следующие обозначения полей допуска (предпочтительно):
• точное – 4Х5Н;
• средний – 5H6H; 6Н; 6 G;
• Крупный – 7H; 7 г.
Детали с резьбой, как правило, должны иметь одинаковую точность резьбы. Отметьте стыковочные резьбы следующим образом: точный класс – стержень Ач, отверстие 4H5H; штанга среднего класса 6г, отверстие 6Н; грубый класс – штанга 8г, лунка 7Н. Примеры связанных потоков показаны на рис. 7.15.
Рис. 7.15. Примеры изображений и обозначения резьбы (для сопрягаемых деталей):
а – метрическая; b – трапециевидный; дюйм – труба
В обозначения резьбы не входят самые общие данные: правильное направление поворота и однооборотное.Например, Tr80 x 10-6H нужно понимать при чтении чертежей: резьба трапецеидальная с номинальным диаметром 80 мм, шагом 10 мм, полем допуска 6H, однопроходная правая.
Таблица 7.1
Обозначение резьбы
№ п / п | Тип резьбы и стандартный номер | По алфавиту обозначение Нитки | Составляющие обозначения | Пример обозначения |
1 | Метрическая ГОСТ 8724-81 с большим шагом | м | Диаметр наружный, мм | M1 2 – 6g (внешний) M12 – 6Y (внутренний) |
с пологим уступом | Диаметр и шаг наружный, мм | Ml 2 × 1 6 г M 12 x 1 – 6H | ||
многопроходный | Диаметр наружный, ход, обозначение шага ( P ) и шаг, мм | M20 × 3 (P1) до 6g | ||
слева | Латинские буквы LH добавлены | M12LH – 6g M20 × 3 ( P1 ) LH – 6g | ||
2 | Метрическая коническая ГОСТ 25229-82 | МК | Номинальный диаметр и шаг | MK20 × MK20 1.5 |
Внутренний цилиндрический | м | Добавить стандартный номер | М20 × 1,5 ГОСТ 25229-82 | |
слева | Латинские буквы LH добавлены | MK20 × MK20 1,5 LH MK20 × MK20 1.51Н ГОСТ 25229-82 | ||
3 | Трапециевидный однопроходный ГОСТ 24738-81 | Тр | Диаметр и шаг наружный, мм | Tr40 × 7 – 8e (внешний) Tr40 × 7 – 8 H (внутренний) |
многоходовой ГОСТ 24739-81 | Диаметр наружный, ход, обозначение шага ( P ) и шаг, мм | Tr20 × 8 (P4) -8e (внешний) Tr20 × 8 ( P4 ) – 8H (внутренний) | ||
слева | Латинские буквы LH добавлены | Tr40 × 7 LH-8e Tr20 × 8 ( P4 ) LH – 8H | ||
4 | Стойкая ГОСТ 10177-82 однопроходная | Ю | Большой диаметр и шаг, мм | 580 × 10 – 6g (внешний) 580 x 10 – 6H (внутренний) |
многопроходный | Диаметр наружный, ход, обозначение шага ( P ) и шаг, мм | 580 × 20 (P10) -6H | ||
слева | Латинские буквы Ø | 580 × 10 LH-6g 580 x 20 (P10) LH-6Y | ||
5 | Труба цилиндрическая ГОСТ 6357-81 | г | Обозначение размера резьбы в дюймах (без знака) и класс точности среднего диаметра | G1 и frac12; – A (класс точности A ) |
слева | Латинские буквы LH добавлены | G1 и frac12; LH – B (класс точности B ) | ||
6 | Труба коническая ГОСТ 6211-81 внешняя (левая) | Р | Обозначение размера резьбы в дюймах (без знака) | D & frac34; (R & frac34; LH ) |
внутренний (левый) | Rc | RC и frac34; (Rc & frac34; LH ) | ||
внутренний цилиндрический (левый) | Rp | рупий и frac34; ( Rp & frac34; LH ) | ||
7 | Дюйм конический с углом профиля 60 °, ГОСТ 6111-52 | К | Обозначение размера резьбы в дюймах, стандартный номер | K1 & frac12; ГОСТ 6111-52 . |
8 |
Мы не можем найти эту страницу
(* {{l10n_strings.REQUIRED_FIELD}})
{{l10n_strings.CREATE_NEW_COLLECTION}} *
{{l10n_strings.ADD_COLLECTION_DESCRIPTION}}
{{}} L10n_strings.COLLECTION_DESCRIPTION {{AddToCollection.description.length}} / 500 {{l10n_strings.TAGS}} {{$ Пункт}} {{}} l10n_strings.PRODUCTS {{}} L10n_strings.DRAG_TEXT{{l10n_strings.DRAG_TEXT_HELP}}
{{}} L10n_strings.LANGUAGE {{$ Select.selected.display}}{{article.content_lang.display}}
{{}} L10n_strings.AUTHOR{{l10n_strings.AUTHOR_TOOLTIP_TEXT}}
{{$ Выбора.selected.display}} {{}} L10n_strings.CREATE_AND_ADD_TO_COLLECTION_MODAL_BUTTON {{}} L10n_strings.CREATE_A_COLLECTION_ERROR ,Виды сварных соединений | Геометрия стыкового шва | Расположение элементов обозначения сварки
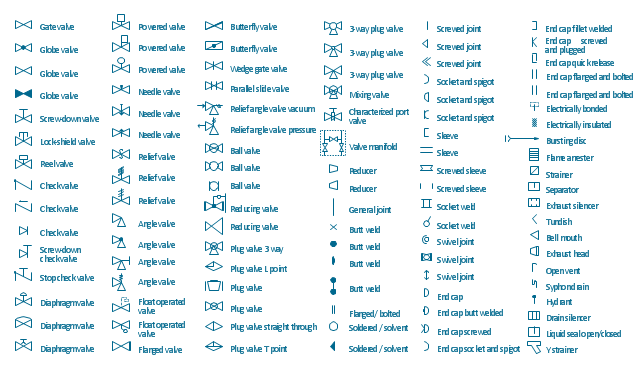
Библиотека векторных трафаретов «Клапаны и фитинги» содержит 104 символа компонентов клапана.
Используйте эти значки для рисования промышленных трубопроводных систем; технологические, вакуумные и жидкостные трубопроводы; трубопроводы гидравлики; трубопроводы воздуха и газа; распространение материалов; и системы перекачки жидкости.
“Клапан – это устройство, которое регулирует, направляет или контролирует поток текучей среды (газов, жидкостей, псевдоожиженных твердых веществ или суспензий) путем открытия, закрытия или частичного перекрытия различных проходов.Клапаны технически являются арматурой, но обычно рассматриваются как отдельная категория. В открытом клапане жидкость течет в направлении от более высокого давления к более низкому.
Самый простой и очень древний клапан – это просто свободно откидывающаяся заслонка, которая опускается, препятствуя потоку жидкости (газа или жидкости) в одном направлении, но толкается потоком в противоположном направлении. Это называется обратным клапаном, поскольку он предотвращает или «контролирует» поток в одном направлении. …
Клапаны
используются практически во всех промышленных процессах, включая обработку воды и сточных вод, горнодобывающую промышленность, производство электроэнергии, переработку нефти, газа и нефти, производство продуктов питания, химическое и пластиковое производство и многие другие области….
Клапанами можно управлять вручную с помощью ручки, рычага, педали или колеса. Клапаны также могут быть автоматическими, приводимыми в действие изменениями давления, температуры или расхода. Эти изменения могут воздействовать на диафрагму или поршень, который, в свою очередь, приводит в действие клапан. Примерами клапана этого типа обычно являются предохранительные клапаны, установленные в системах горячего водоснабжения или бойлерах.
Более сложные системы управления, использующие клапаны, требующие автоматического управления на основе внешнего входа (т. Е. Регулирование потока через трубу до изменяющейся уставки), требуют привода.Привод будет перемещать клапан в зависимости от его входа и настройки, позволяя точно позиционировать клапан и позволяя контролировать множество требований ». [Valve. Wikipedia]
Пример «Элементы дизайна – Клапаны и фитинги» был создан с использованием программного обеспечения для построения диаграмм и векторных изображений ConceptDraw PRO, дополненного решением для химической и технологической инженерии из области инженерии в ConceptDraw Solution Park.
Обозначения клапанов и фитингов
 ,
,