Обозначение сварки на чертежах по гост: Обозначение сварных соединений и сварных швов на чертежах.
alexxlab | 27.01.2020 | 0 | Разное
Обозначение сварных швов на чертежах – Справочная информация
Условные изображения и обозначения швов сварных соединений ГОСТ 2,312-72
СВАРКА МЕТАЛЛА.Термины и определения основных понятий ГОСТ 2601-84
http://docs.cntd.ru/…ment/1200004380
Выдержка из ГОСТа –
57. Сварное соединение
Неразъемное соединение, выполненное сваркой
D. Schweissverbindung
Е . Welded joint
F. Joint soudé; Assemblage soudé; Soudure
58. Стыковое соединение
Сварное соединение двух элементов, примыкающих друг к другу торцовыми поверхностями
D. Stumpfstoss; Stumptschweissverbindung
Е . Butt joint
F. Assemblage en bout; Joint en bout
59. Угловое соединение
Сварное соединение двух элементов, расположенных под углом и сваренных в месте примыкания их краев
D. Eckstoss; Eckverbindung
Е . Corner joint; Fillet weld
F. Joint d’angle; Soudure en corniche
60.
Сварное соединение, в котором сваренные элементы расположены параллельно и частично перекрывают друг друга
D. Überlappstoss; Überlappverbindung
Е . Lap joint; Overlap joint
F. Assemblge à recouvrement; Joint a recouvrement
61. Тавровое соединение
Сварное соединение, в котором торец одного элемента примыкает под углом и приварен к боковой поверхности другого элемента
Ндп. Соединение впритык
D. T-Stoss; T-Verbindung
E. Tee joint; T-joint
F. Assemblage en T; Joint en T
62. Торцовое соединение
Сварное соединение, в котором боковые поверхности сваренных элементов примыкают друг к другу
Ндп. Боковое соединение
D. Stirnstoss
E. Edge joint; Flange joint
F. Joint des plaques juxtaposées; Joint à bords relevées
63. Сварная конструкция
Металлическая конструкция, изготовленная сваркой отдельных деталей
D. Schweisskonstruktion
Е . Welded structure
Welded structure
F. Construction soudée
64. Сварной узел
Часть конструкции, в которой сварены примыкающие друг к другу элементы
D. Schweissteil; Schweisseinheit
Е . Welded assembly
F. Ensemble soudé; Assemblage soude.
65. Сварной шов
Участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла или в результате пластической деформации при сварке давлением или сочетания кристаллизации и деформации
Шов
D. Schweissnaht
E. Weld
F. Soudure
66. Стыковой шов
Сварной шов стыкового соединения
D. Stumpfnaht; Slossnalit
Е . Butt weld
F. Soudure en bout; Soudure bout à bout
67. Угловой шов
Сварной шов углового, нахлесточного или таврового соединений
D. Kehlnaht
Е . Fillet weld
F. Soudure d’angle
68. Точечный шов
Сварной шов, в котором связь между сваренными частями осуществляется сварными точками
D. Punktschweissung
Punktschweissung
Е . Spot weld
F. Soudure par points
69. Сварная точка
Элемент точечного шва, представляющий собой в плане круг или эллипс
D. Schwelsspunkt
Е . Weld spot; Weld point
F. Point de soudure; Point soudé
70. Ядро точки
Зона сварной точки, металл которой подвергался расплавлению
D. Schweisslinse
Е . Weld nugget; Spot weld nugget
F. Noyau de soudure; Lentille de soudure
71. Непрерывный шов
Сварной шов без промежутков по длине
Ндп. Сплошной шов
D. Durchlauiende Naht
Е . Continuous weld; Uninterrupted weld
F. Soudure continue
72. Прерывистый шов
Сварной шов с промежутками по длине
D. Unterbrochene NahtЕ . Interrupted weld; Intermittent weld
F. Soudure discontinue; Soudure intermittente
73. Цепной прерывистый шов
Двухсторонний прерывистый шов, у которого промежутки расположены по обеим сторонам стенки один против другого
Цепной шов
D. Symmetrisch unterbrochene Naht
Symmetrisch unterbrochene Naht
Е . Chain intermittent weld; Chain intermittent fillet weld
F. Soudure discontinue symmétrique
74. Шахматный прерывистый шов
Двухсторонний прерывистый шов, у которого промежутки на одной стороне стенки расположены против сваренных участков шва с другой ее стороны
Шахматный шов
D. Unterbrochene versetzte Naht
Е . Staggered intermittent weld
F. Soudure discontinue alternée
75. Многослойный шов
–
D. Mehrlagennaht
Е . Multi-run weld; Multi-pass weld
F. Soudure en plusieurs passes;
Soudure à couches multiples;
Soudure à plusieurs couches
76. Подварочный шов
Меньшая часть двухстороннего шва, выполняемая предварительно для предотвращения прожогов при последующей сварке или накладываемая в последнюю очередь в корень шва
D. Gegennaht
Е . Sealing bead
F. Cordon support; Cordon à l’envers
77. Прихватка
Короткий сварной шов для фиксации взаимного расположения подлежащих сварке деталей
D.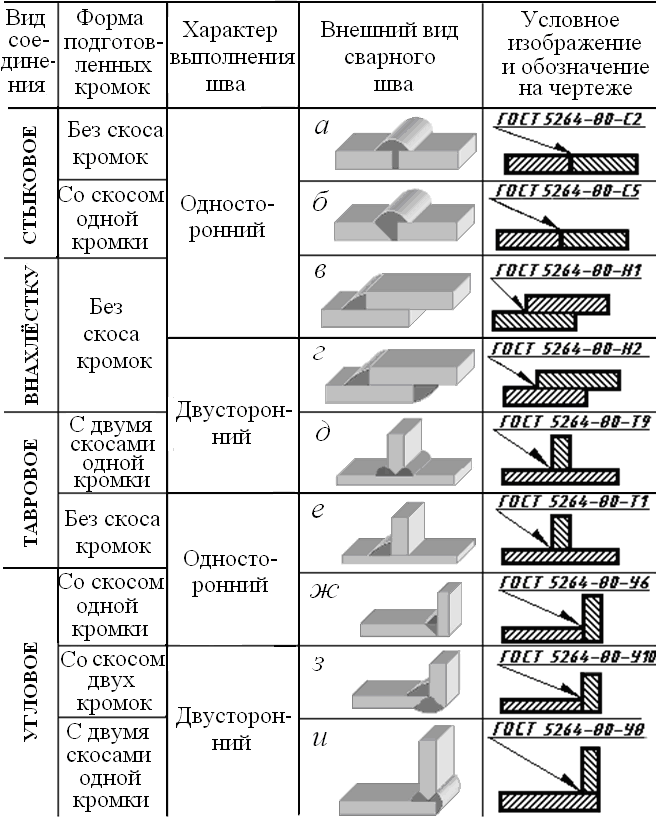 Heftnaht
Heftnaht
Е . Tack weld
F. Soudure de pointage
78. Монтажный шов
Сварной шов, выполняемый при монтаже конструкции
D. Baustellenschweissnaht; Montageschweissungs
Е . Site weld
F. Soudure de montage
79. Валик
Металл сварного шва, наплавленный или переплавленный за один проход
D. Schweissraupe
Е . Weld bead; Bead
F . Cordon
80. Слой сварного шва
Часть металла сварного шва, которая состоит из одного или нескольких валиков, располагающихся на одном уровне поперечного сечения шва
Слой
D. Lage
Е . Layer
F . Couche
81. Корень шва
Часть сварного шва, наиболее удаленная от его лицевой поверхности
D. Nahtwurzcl; Wurzel
Е . Weld root
F. Racine de la soudure
82. Выпуклость сварного шва
Выпуклость шва, определяемая расстоянием между плоскостью, проходящей через видимые линии границы сварного шва с основным металлом и поверхностью сварного шва, измеренным в месте наибольшей выпуклости
Выпуклость шва
Ндп. Усиление шва
Усиление шва
D. Nahtüberhöhung
Е . Weld reiniorcemcnt; Weld convexity
F.Surépaisseur de la soudure
83. Вогнутость углового шва
Вогнутость, определяемая расстоянием между плоскостью, проходящей через видимые линии границы углового шва с основным металлом и поверхностью шва, измеренным в месте наибольшей вогнутости
Вогнутость шва
Ндп. Ослабление шва
D. Konkavität der Kehlnaht
Е . Fillet weld concavity
F. Concavité de la soudure
84. Толщина углового шва
Наибольшее расстояние от поверхности углового шва до точки максимального проплавления основного металла
D. Nahthöhe; Kehlnahtdicke
Е . Fillet weld throat thickness
F. Epaisseur à clin; Epaisseur d’une soudure en angle
85. Расчетная высота углового шва
Длина перпендикуляра, опущенного из точки максимального проплавления в месте сопряжения свариваемых частей на гипотенузу наибольшего вписанного во внешнюю часть углового шва прямоугольного треугольника
Расчетная высота шва
D.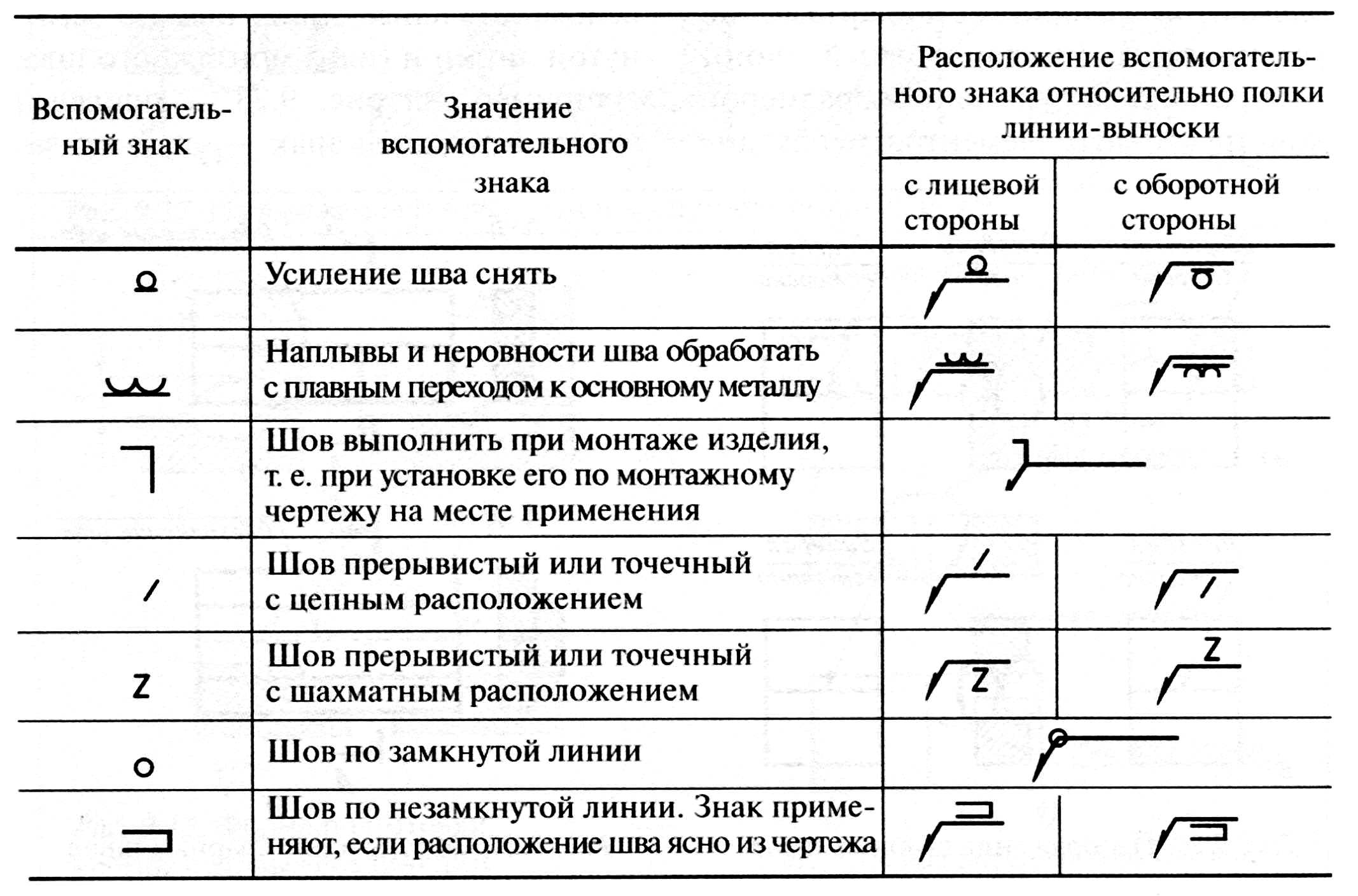
Е . Desipn throat thickness
F. Epaisseur nominale de la soudure
86. Катет углового шва
Кратчайшее расстояние от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части
Катет шва
D . Schenkell ä ng у; Nahtschenkel
Е . Fillet weld leg
F. Côte de la soudure d’angle
87. Ширина сварного шва
Расстояние между видимыми линиями сплавления на лицевой стороне сварного шва при сварке плавлением
Ширина шва
D . Nahtbreite
Е . Weld width
F. Largeur de la soudure
88. Коэффициент формы сварного шва
Коэффициент, выражаемый отношением ширины стыкового или углового шва к его толщине
Коэффициент формы шва
D. Nahtiormfaktor
Е . Weld shape factor; Weld geometry factor
F. Facteur géométrique de la soudure
89. Механическая неоднородность сварного соединения
Различие механических свойств отдельных участков сварного соединения
Механическая неоднородность
D . Mechanische Inhoniogenit ä t
Mechanische Inhoniogenit ä t
Е . Mechanical heterogeneity
F. Hétérogénéité mécanique
90. Мягкая прослойка сварного соединения
Участок сварного соединения, в котором металл имеет пониженные показатели твердости и (или) прочности по сравнению с металлом соседних участков
Мягкая прослойка
D. Weiche Zwischenlage
Е . Soft interlayer
F. Couche intermédière douce
91. Твердая прослойка сварного соединения
Участок сварного соединения, в котором металл имеет повышенные показатели твердости и (или) прочности по сравнению с металлом соседних участков
Твердая прослойка
D. Harte Zwischenlage
Е . Hard interlayer
F. Couche intermédière dure
92. Разупрочненный участок сварного соединения
Участок зоны термического влияния, в котором произошло снижение прочности основного металла
Разупрочненный участок
D. Infestigte Zone
E. Weakened zone
F. Zone affaibliu
93. Контактное упрочнение мягкой прослойки
Повышение сопротивления деформированию мягкой прослойки сварного соединения за счет сдерживания ее деформаций соседними более прочными его частями
Контактное упрочнение
D.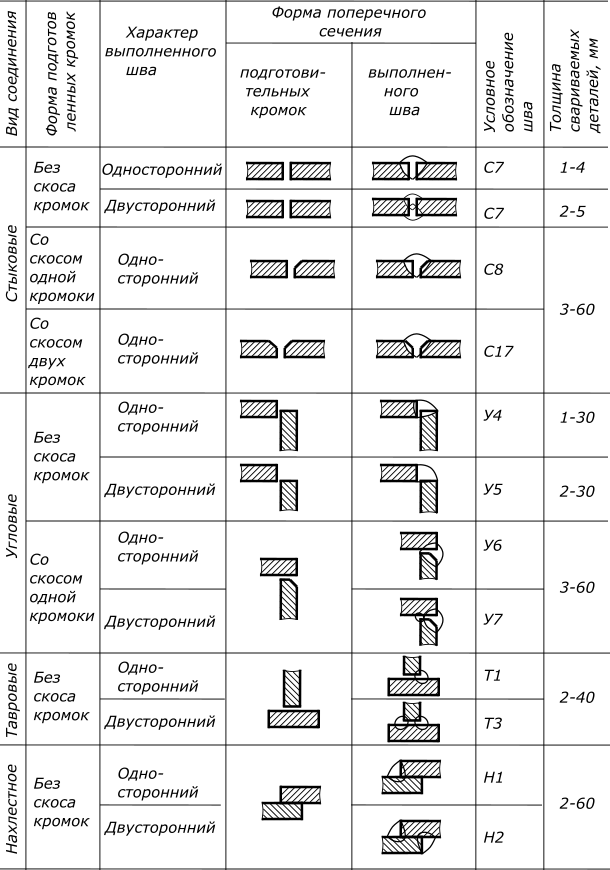 Lokale Verfestigung
Lokale Verfestigung
Е . Local strengthening
F. Raffermissement locale
ТЕХНОЛОГИЯ СВАРКИ
94. Направление сварки
Направление движения источника тепла вдоль продольной оси сварного соединения
D. Schweissrichtung
Е . Direction of welding
F. Sens de la soudure; Direction de la soudure
95. Обратноступенчатая сварка
Сварка, при которой сварной шов выполняется следующими один за другим участками в направлении, обратном общему приращению длины шва
D. Pilgerschrittschweissen
Е . Back-step sequence; Back-step welding; Step-back welding
F. Soudage à pas de pélerin
96. Сварка блоками
Обратноступенчатая сварка, при которой многослойный шов выполняют отдельными участками с полным заполнением каждого из них
D. Absatzweises Mehrlagenschweissen
Е . Block sequence
F. Soudage par blocs successifs
97. Сварка каскадом
Сварка, при которой каждый последующий участок многослойного шва перекрывает весь предыдущий участок или его часть
D. Kaskadenschweissung
Kaskadenschweissung
Е . Cascade welding
F. Soudage en cascade
98. Проход при сварке
Однократное перемещение в одном направлении источника тепла при сварке и (или) наплавке
Проход
D. Schweissgang
Е . Pass; Run
F . Passe
99. Сварка напроход
Сварка, при которой направление сварки неизменно
D. Einrichtungschweissen
Е . One direction welding
F. Soudage dans un sens
100. Сварка вразброс
Сварка, при которой сварной шов выполняется участками, расположенными в разных местах по его длине
D. Absatzweises Schweissen
E. Skip welding
F. Soudage fractionné
101. Сварка сверху вниз
Сварка плавлением в вертикальном положении, при которой сварочная ванна перемещается сверху вниз
D. Fallnahlschweissen; Abwärtsschweissen
E. Downhill welding
F. Soudage descendant
102. Сварка снизу вверх
Сварка плавлением в вертикальном положении, при которой сварочная ванна перемещается снизу вверх
D. Aufwärtsschweissen
Aufwärtsschweissen
E. Uphill welding
F. Soudage montant; Soudage ascendant
103. Сварка на спуск
Сварка плавлением в наклонном положении, при которой сварочная ванна перемещается сверху вниз
D. Bergabschweissen
E. Downward welding (in the inclined position)
F. Soudage descendant (en position inclinée)
104. Сварка на подъем
Сварка плавлением в наклонном положении, при которой сварочная ванна перемещается снизу вверх
D. Schrägaufwärtsschweissen Bergautschweissen
E. Upward welding (in the inclined position)
F. Soudade montant (en position inclinée )
105. Сварка углом вперед
Дуговая сварка, при которой электрод наклонен под острым углом к направлению сварки
D. Schweissen mit stechendcr Brennerstellung
E. Welding with electrode inclined under acute angle
F. Soudage avec électrode inclinése en avant
106. Сварка углом назад
Дуговая сварка, при которой электрод наклонен под тупым углом к направлению сварки
D. Schweissen mit schleppen der Brennersteilung
Schweissen mit schleppen der Brennersteilung
E. Welding with electrode in dined under obtuse angle
F. Soudage avec électrode inclinése en arriére
107. Сварка па весу
Односторонняя спарка со сквозным проплавлением кромок без использования подкла
https://internet-law…gosts/gost/851/
Если вы скажете, что ГОСТ – ваше любимое слово, вам вряд ли кто-нибудь поверит. Но если вы занимаетесь сваркой и претендуете на статус профессионала высокого класса, вам придется это слово если не полюбить, то относиться со всем уважением.
Его нужно не просто уважать, а хорошо разбираться в положенных государственных стандартах, касающихся типологии сварочных способов. Почему? Потому что, если вы работаете с чем-то серьезнее, чем старый тазик на даче, вы обязательно столкнетесь с рабочими чертежами, где будут в огромных количествах значки, буквы и аббревиатуры.
Все верно, без технических спецификаций и стандартных обозначений – никуда. Современные сварочные технологии – это широкий набор самых разных методов со своими требованиями и техническими нюансами. Все они укладываются в несколько стандартов, по которым мы сейчас пройдемся и рассмотрим самым внимательным образом.
Все они укладываются в несколько стандартов, по которым мы сейчас пройдемся и рассмотрим самым внимательным образом.
Обозначения сварки на чертежах по ГОСТу на первый взгляд выглядят устрашающе. Но если разобраться и запастись оригинальными версиями трех главных ГОСТов по видам и обозначениям сварочных технологий, обозначения станут понятными и информативными, а ваша работа точной и профессиональной.
Виды сварочных швовВиды сварных соединений.
Сначала ЕСКД – это Единая Система Конструкторской Документации, если проще – комплекс всевозможных стандартов, согласно которым должны выполняться все современные технические чертежи, в том числе документация по сварочным работам.
В составе этой системы есть несколько стандартов, которые нас интересуют:
- ГОСТ 2.312-72 под названием «Условные изображения и обозначения швов сварных соединений».
- ГОСТ 5264-80 «Ручная дуговая сварка. Соединения сварные», в котором исчерпывающе описаны все возможные виды и обозначения сварных швов.

- ГОСТ 14771-76 “Швы сварных соединений, сварка в защитных газах”.

Чтобы разобраться с условными обозначениями сварочных способов в инженерных чертежах, нужно разобраться и с их видами. Предлагаем взглянуть на пример обозначения сварного шва на чертеже:
Выглядит громоздко и устрашающе. Но мы не будем нервничать и не спеша во всем разберемся. В это длинной аббревиатуре есть четкая логика, начнем двигаться по этапам. Разобьем этого монстра на девять составных частей:
Теперь эти же составные элементы по квадратам:
- Квадрат 1 – вспомогательные знаки для обозначения: замкнутая линия или монтажное соединение.
- Квадрат 2 – стандарт, по которому приведены условные обозначения.
- Квадрат 3 – обозначение буквой и цифрой типа соединения с его конструктивными элементами.
- Квадрат 4 – способ сварки согласно стандарту.
- Квадрат 5 – тип и размеры конструктивных элементов по стандарту.
- Квадрат 6 – характеристика в виде длины непрерывного участка.
- Квадрат 7 – характеристика соединения, вспомогательный знак.
- Квадрат 8 – вспомогательный знак для описания соединения или его элементов.
А теперь разберём в деталях каждый элемент нашей длинной аббревиатуры.
В квадрате №1 находится кружок – одна из дополнительных характеристик, символ кругового соединения. Альтернативным символом является флажок, обозначающий монтажный вариант вместо кругового.
Или под полкой, если это шов невидимый и расположен с обратной стороны, т.е. с изнанки. Что считать лицевой стороной, а что изнанкой? Лицевая сторона одностороннего соединения – всегда та, с которой производится работа, это просто. А вот в двустороннем варианте с несимметричными кромками лицевой стороной будет та, где идет сварка основного соединения. А если кромки симметричные лицевой и изнанкой могут любые стороны.
Специальная односторонняя стрелка показывает шовную линию. С этой стрелкой связана еще одна специфическая особенность сварочных чертежей. У этой стрелки с односторонним оперением есть симпатичная особенность под названием «полка». Полка играет роль настоящей полки – все условные обозначения могут располагаться на полке, если указано видимое соединение.
А вот самые популярные вспомогательные знаки, используемые в чертежах со сваркой:
Разбираем квадраты №2 и 3, виды швов по ГОСТамВариантами соединений вплотную занимаются два стандарта: уже знакомый нам ГОСТ 14771-76 и знаменитый ГОСТ 5264-80 о ручной дуговой сварке.
Чем знаменит второй стандарт: он был написан много лет назад – в 1981 году, и это было сделано так грамотно, что этот документ отлично работает до сих пор.
Пример чертежа сварных швов по ГОСТ.
Виды сварочных соединений следующие:
С – стыковой шов. Свариваемые металлические поверхности соединяются смежными торцами, находятся на одной поверхности или в одной плоскости. Это один из самых распространенных вариантов, так как механические параметры стыковых конструкций очень высокие. Вместе с тем этот способ достаточно сложный с технической точки зрения, он по силам опытным мастерам.
Т – тавровый шов. Поверхность одной металлической заготовки соединяется с торцом другой заготовки. Это самая жесткая конструкция из всех возможных, но за счет этого тавровый способ не любит и не предназначен для нагрузок с изгибаниями.
Н – нахлесточный шов. Свариваемые поверхности параллельно смещены и немного перекрывают друг друга. Способ довольно прочный. Но нагрузки переносит меньше, чем стыковые варианты.
У – угловой шов. Плавление идет по торцам заготовок, поверхности деталей держат под углом друг к другу.
О – особые типы. Если способа нет в ГОСТе, в чертеже обозначается особый тип сварки.
Оба стандарта в рамках ЕКСД хорошо перекликаются друг с другом и справедливо делят ответственность по видам:
Варианты изображения сварных швов на чертежах.
Соединения ручного дугового способа по ГОСТу 5264-80:
- С1 – С40 стыковые
- Т1 – Т9 тавровые
- Н1 – Н2 нахлесточные
- У1 – У10 угловые
Соединения сварки в защитных газах по ГОСТу 14771-76:
- С1 – С27 стыковые
- Т1 – Т10 тавровые
- Н1 – Н4 нахлесточные
- У1 – У10 угловые
В нашей аббревиатуре во втором квадрате указан ГОСТ 14771-76, а в третьем Т3 – тавровый способ без скоса кромок двусторонний, который как раз указан в этом стандарте.
Квадрат №4, способы сварки
Как обозначаются различные виды швов.
Также в стандартах присутствуют обозначения способов сварки, вот примеры самых распространенных из них:
- A – автоматическая под флюсом без подушек и подкладок;
- Aф – автоматическая под флюсом на подушке;
- ИH – в инертном газе вольфрамовым электродом без присадки;
- ИHп – способ в инертном газе с вольфрамовым электродом, но уже с присадкой;
- ИП – способ в инертном газе с плавящимся электродом;
- УП – то же самое, но в углекислом газе.
У нас в квадрате №4 указано обозначение сварки УП – это способ в углекислом газе с плавящимся электродом.
Квадрат №5, размеры шва
Это обязательные размеры шва. Удобнее всего обозначить длину катета, так как речь идет о тавровом варианте с перпендикулярным объединением под прямым углом. Катет определяют в зависимости от предела текучести.
Классификация сварных швов.
Надо заметить, что, если на чертеже указано соединение стандартных размеров, длина катета не указывается. В нашем чертежном обозначении катет равен 6-ти мм.
Дополнительно соединения бывают:
- SS односторонними, для которых дуга или электрод передвигаются с одной стороны.
- BS двусторонними, источник плавления передвигается с обеих сторон.
В дело вступает третий участник нашей чертежно-сварочной тусовки – ГОСТ 2.312-72, как раз посвященный изображениям и обозначениям.
Согласно этому стандарту швы подразделяются на:
- Видимые, которые изображаются сплошной линией.
- Невидимые, обозначаемые на чертежах пунктирной линией.
Теперь вернемся к нашему первоначальному шву. Нам по силам перевести это условное обозначение сварки в простой и понятный для человеческого уха текст:
Двусторонний тавровый шов методом ручной дуговой сварки в защитном углекислом газе с кромками без скосов, прерывистый с шахматным расположением, катет шва 6 мм, длина провариваемого участка 50 мм, шаг 100 мм, выпуклости шва снять после сварки.
Комментарии к ГОСТ 2.312-72. Упрощение обозначений швов сварных соединений
Требование позволяет разгрузить пространство чертежа путем перенесения обозначения стандарта с обозначений швов сварных соединений (где оно может повторяться многократно) в технические требования чертежа (рисунок 1.1) или в таблицу сварных швов (рисунок 1.2).
| Рисунок 1.2 |
Как правило, таблицу швов сварных соединений используют при оформлении документации на конструкции с большим количеством различных сварных соединений (емкости, печи, рамы, и т.д.). В таких случаях таблица швов сварных соединений упрощает:
- расстановку обозначений швов сварных соединений;
- чтение чертежа сварной конструкции.
3.2. Допускается не присваивать порядковый номер одинаковым швам, если все швы на чертеже одинаковы и изображены с одной стороны (лицевой или обратной). При этом швы, не имеющие обозначения, отмечают линиями-выносками без полок (рисунок 2.1).
Подобная ситуация характерна для простых чертежей.Допущение позволяет:
- разгрузить пространство чертежа;
- в некоторых случаях упростить чертеж.
| Рисунок 2.2 |
Листы свариваются при помощи двух сварных точек. Оба места сварки очевидны и изображены с лицевой стороны. Одна сварная точка определена при помощи полного обозначения, вторая точка определена при помощи линии-выноски без полки. Порядковый номер не присвоен, т.к. использовано допущение.
Подраздел 3.3 ГОСТ 2.312-72. Допущение
3.3. На чертеже симметричного изделия, при наличии на изображении оси симметрии, допускается отмечать линиями-выносками и обозначать швы только на одной из симметричных частей изображения изделия.
Допущение позволяет:- разгрузить пространство чертежа;
- уменьшить количество обозначений.
Допущение следует использовать с осторожностью, т.к. оно может порождать неоднозначности в трактовке чертежа. На предприятиях ОПК используется редко.
На рисунке 3.1 изображен фрагмент чертежа с неоднозначной трактовкой.
| Рисунок 3.1 |
С точки зрения соблюдения ГОСТ 2.312-72, швы обозначены корректно (рисунок 3.1). С конструктивной точки зрения обозначения швов содержат ошибки. Из чертежа понятно каким швом привариваются два бруска, но не понятно каким швом привариваются два других бруска.
На рисунке 3.2 изображен фрагмент чертежа с однозначной трактовкой.
| Рисунок 3.2 |
С точки зрения соблюдения ГОСТ 2.312-72, швы обозначены корректно (рисунок 3.2). С конструктивной точки зрения, швы также обозначены корректно. Конструкция имеет две плоскости симметрии, но расположение швов понятно, т.к. все швы двусторонние и симметричные.
При использовании САПР и специализированных САПР допущение теряет свою ценность.
Подраздел 3.4 ГОСТ 2.312-72. Допущение
3.4. На чертеже изделия, в котором имеются одинаковые составные части, привариваемые одинаковыми швами, эти швы допускается отмечать линиями-выносками и обозначать только у одного из изображений одинаковых частей (предпочтительно у изображения, от которого приведена линия-выноска с номером позиции).
Допущение позволяет:- разгрузить пространство чертежа;
- в некоторых случаях упростить чертеж;
- уменьшить количество обозначений.
Желательно использовать с указанием:
- соответствующего технического требования;
- количества сварных швов.
На рисунке 4 изображена лестница со швами сварных соединений, обозначенными с учетом допущений 3.2, 3.3 и 3.4.
| Рисунок 4 |
Перекладины привариваются к уголкам в шести местах тавровым двусторонним швом. Все места сварки очевидны из чертежа, а количество сварных соединений определено. Допущения используются правильно.
Подраздел 3.5 ГОСТ 2.312-72. Допущение
3.5. Допускается не отмечать на чертеже швы линиями-выносками, а приводить указания по сварке записью в технических требованиях чертежа, если эта запись однозначно определяет места сварки, способы сварки, типы швов сварных соединений и размеры их конструктивных элементов в поперечном сечении и расположение швов.
Допущение позволяет:- разгрузить пространство чертежа;
- в некоторых случаях упростить чертеж;
- уменьшить количество обозначений.
Характерно для простых чертежей и единичного производства.
На рисунке 5 приведено техническое требование, которое позволяет не создавать обозначение сварки деталей поз. 1 и поз. 2 на чертеже.
| Рисунок 5 |
Подраздел 3.6 ГОСТ 2.312-72. Требование
Обозначения и форма представления сварных швов на чертежах: виды обозначений, особенности представления
Надежность соединений обеспечивают сварочные швы, в отношении которых действуют соответствующие ГОСТы. В этих стандартах отражены обозначения подобных швов, о которых должен быть осведомлен каждый сварщик. Подобные знания ценны тем, что помогают ознакомиться и вникнуть в суть чертежей, быстро и качественно соединить изделия из металла. При этом у каждого чертежа имеется большое количество важных нюансов, к которым следует отнести обозначения разных швов, нумерацию сварных элементов и пр. И лишь имея представление о том, что означает каждый из этих элементов, можно понять, как без ошибок выполнить разработанный проект.Основные обозначения
Подготовленные для сварки изделия часто выполнены из материалов, которые отличаются не только толщиной, но и размерами и формой. Также соединяемые детали могут отличаться и своим расположением по отношению друг к другу. В чертежах могут быть предусмотрены различные обозначения сварочного шва, что определяется в первую очередь взаимным расположением сварных элементов конструкции. Действующие государственные стандарты определяют следующие основные виды соединений:- «С» стыковочное;
- «С» торцевое;
- «У» угловое;
- «Н» нахлестное;
- «Т» тавровое.
Стыковочное
Часто на чертежах можно встретить обозначение стыкового сварочного шва, под которым понимается соединение изделий, находящихся в пределах одной поверхности или плоскости. Точками соприкосновения при соединении деталей методом сварки выступают смежные торцевые стороны.
Торцевое
Под торцевым подразумевается соединение элементов методом сварки по торцевым сторонам изделий, где боковые части расположены вместе. К подобному способу прибегают в тех ситуациях, когда необходимо соединить элементы из тонкого металла в целях предотвращения прожога. Очень важным моментом является то, что на чертежах помимо непосредственно обозначения того или иного сварочного шва обязательно должно присутствовать пояснение, раскрывающее суть того, какой именно тип сварочного шва имеется в виду. Такая дополнительная информация должна присутствовать в тех случаях, когда для обозначения сварочных швов используют идентичные буквы.
Нахлестное
При выполнении сварочных швов нахлестным методом обычно используется на чертежах заглавная буква «Н», которая служит пояснением к создаваемому шву. Особенностью таких соединений является то, что элементы находятся параллельно относительно друг друга, причем один из них должен частично перекрывать другой.
Тавровое
Если в чертежах предусмотрен тавровый сварной шов, то в качестве поясняющего символа используется буква «Т». Для этого соединения предусмотрено, что одно изделие сваривается торцевой частью с другим изделием в том же месте под некоторым углом, который может достигать 90 градусов.
Угловое
Заглавная буква «У» применяется для обозначения на чертежах углового сварного шва. Для подобных соединений характерно сваривание изделий под прямым, острым или тупым углом относительно друг друга.
Часто на чертежах для обозначения сварочного шва может применяться одна из двух пометок:
- видимый;
- невидимый.
Причем это правило действует в любом случае, невзирая на тип применяемого метода сварки.
Если на чертеже представлен видимый тип шва, то в качестве метки ему будет соответствовать сплошная линия. В случае использования невидимого типа подсказкой обычно выступает пунктирная линия. Для обозначения на чертежах одиночный сварной точки, относящейся к категории видимых пометок, используется математический знак «+». Что же касается невидимой точки, то для нее не предусмотрено никаких обозначений.
Особенности указания швов на чертеже
В некоторых ситуациях чертеж может предусматривать швы, созданные в соответствии с одинаковыми стандартами. Тогда для таких проектов будут применяться и идентичные обозначения, причем подобная информация должна быть приведена в технических требованиях этого чертежа.Иногда в качестве поясняющей метки для швов, которые на чертежах соответствуют друг другу, может использоваться определенная цифра. Однако это правило действует лишь при условии, что между ними прослеживается абсолютная схожесть, а используемое изображение является односторонним, скажем, они представлены лишь с лицевой или обратной стороны. Допустимой является ситуация, когда у швов отсутствуют какие-либо обозначения. Для таких случаев чертеж обязательно должен предусматривать отметку, выполняемую в виде линии, которая представлена как выноска без палок.
Если на чертеже представлены симметричные изделия, то для обозначения сварочного шва использует линии-выноски. Причем в качестве отметки для швов допустимо использовать лишь одну из симметричных сторон изделия. Подобный вариант допускается лишь при наличии оси симметрии.
Чертежи: требования ГОСТ
Если чертеж, выполненный в соответствии с ГОСТ, содержит элементы, относящиеся к одному изделию, соединенные при помощи швов одного и того же типа, то для их отметок допускается использовать линии-выноски. Причем важным моментом является то, что лишь одна определенная часть детали может предусматривать обозначение шва. Лучше всего, если это выполнено в виде изображения, а около него проходит линия-выноска.Возможны ситуации, когда на чертеже отсутствуют для отдельных сварных швов определенные действующим стандартом отметки в виде линий-выносок. Подобное решение продиктовано тем, что необходимая информация содержится в технических требованиях и записках к чертежу, где они представлены в виде сварочных соединений. Чтобы чертеж соответствовал требованиям ГОСТа, в нем в обязательном порядке сварочные швы должны иметь соответствующие обозначения. Необходимая информация должна быть отражена в технических требованиях, приводимые там сведения должны давать представление о типе сварочного шва, размерах деталей и особенностях их конструкции, расположении сварочных соединений в рамках поперечного сечения.
Существует единый набор требований, которым должны удовлетворять все швы или группы сварных швов, которые отражены на чертеже. Причем эта информация должна приводиться в специальной форме:
- таблица;
- техническое описание.
Свои особенности представления на чертеже имеет и сварка. Она должна приводиться в том виде, который закреплен действующими требованиями. Только при условии, что чертеж был разработан с учетом всех требований, можно рассчитывать на то, что у сварщика не возникнет проблем во время работы, и он сможет минимальными затратами времени и без ошибок решить поставленную задачу. В том случае, если при составлении чертежа были допущены ошибки, которые нарушают требования действующего государственного стандарта, то он изначально не будет одобрен органами.
Заключение
Правильное составление чертежей для сварки является не менее важным этапом, нежели сами работы по соединению металлических изделий. В отношении обозначений сварочного шва действуют определенные требования, которые должны быть соблюдены вне зависимости от типа используемой сварки. Применяемые обозначения для сварных швов обеспечивают не только наглядность чертежа, но и упрощают саму работу для сварщика. Для каждого обозначения предусмотрены свои особенности, поэтому ошибки на этом этапе могут дорого обойтись, поскольку именно на отраженные метки в чертеже будет ориентироваться сварщик, выполняя поставленную перед ним задачу.
Основополагающим документом, который закрепляет требования относительно представления обозначений для сварных соединений, является государственный стандарт. Поэтому не только люди, разрабатывающие чертеж, но и те, для кого он будет служить основой в процессе работы, должны быть достаточно хорошо осведомлены обо всех требованиях и прилагаемых к ним примечаниях. Эти знания помогают не допустить ошибок и недопонимания, что позволяет рассчитывать на точную реализацию проекта с применением конструкций, требующих создания сварных соединений.
Оцените статью: Поделитесь с друзьями!Обозначение сварки на чертежах по ГОСТ
Сварка – это сложный технологический процесс, обеспечивающий неразъёмное соединение деталей в результате их местного нагрева и расплавления. Её применение в различных отраслях промышленности и строительства позволяет упростить технологии производства изделий и монтажа конструкций. Как следствие, скорость выполнения работ увеличивается и снижаются затраты. Кроме того, сварное соединение придаёт наибольшую прочность деталям и жёсткость конструкциям.
От соблюдения технологии производства и монтажа в строительстве, машиностроении, авиа- и судостроении напрямую зависит качество продукции, надёжность которой обеспечивает безопасность жизни и здоровья людей.
Поэтому в таких ответственных сферах деятельности ГОСТ имеет силу закона и его соблюдение контролируется органами технадзора.
Единая Система Конструкторской Документации – это ГОСТы, которые устанавливают нормы разработки и оформления документов, включая чертежи. ЕСКД позволяет согласовывать последовательное взаимодействие различных участников технологической цепи. Нарушение норм ведения, в частности, чертежей, может привести к различным неблагоприятным последствиям, вплоть до техногенных катастроф.
ГОСТ 2.312-72 ЕСКД
Этот ГОСТ регламентирует обозначение сварных швов.
Основные требования стандарта:
- видимый шов сварного соединения изображается сплошной основной линией. От изображения шва или сварной точки проводится линия-выноска с односторонней стрелкой, указывающей на шов;
- если шов многопроходный, допускается изображать контуры проходов, обозначая их прописными буквами;
- нестандартные швы изображаются с нанесением размеров, необходимых для работы по данному чертежу.
ГОСТ указывает правила условного обозначения швов, которые располагаются на линии-выноске, если они располагаются с лицевой стороны. Вспомогательные знаки указывают на характер шва (прерывистый или точечный), дополнительные требования к обработке, особенности монтажа (при необходимости) и некоторые другие.
Обозначения сварочных швов по ГОСТ 2.312-72
Обозначение стандартного сварного шва на линии-выноске структурируется так:
- вспомогательные знаки шва по замкнутой линии
- ГОСТ
- буквенно-цифровое обозначение типа шва и конструктивных его элементов
- указание способа сварки (необязательно)
- размер катета шва ( для угловых соединений)
- размеры точечных и прерывистых швов
- вспомогательные знаки.
Пункты, начиная со второго, разделяются дефисом.
Катет шва – характеристика углового соединения. Это величина кратчайшего расстояния от плоскости одной из соединяемых заготовок до границы шва на плоскости второй заготовки. Размер катета влияет на способность соединения выдерживать расчётную нагрузку.
Основные виды сварных соединений и их условное обозначение
Ручная дуговая сварка
В этом способе сварки используется электрод с нанесённым на его поверхность покрытием, которое, расплавляясь, играет роль защитного флюса, который препятствует воздействию атмосферы на расплавленный металл. Если допустить контакт кислорода и паров воды, содержащихся в воздухе, то они вступят в химическую реакцию с металлом, образуя оксидную плёнку на его поверхности и нарушат прочность соединения. Кроме того, в состав покрытия входят легирующие элементы, что положительно сказывается на качестве шва. Пары флюса также обеспечивают стабильность горения дуги.
Расстояние между электродом и сварочной ванной и перемещение дуги вдоль линии шва производится вручную. Поэтому качество соединения напрямую зависит от квалификации сварщика. Диаметр, состав и длина электродов устанавливаются специальным ГОСТом.
Виды сварных швов, предварительную обработку кромок деталей перед работой, а также толщину свариваемого металла регламентирует при ручной дуговой сварке ГОСТ 5264-80. Стандарт предусматривает следующие типы соединений:
- стыковое. Обозначается буквой “С” с цифровым индексом, по которому можно установить форму подготовленных кромок, характер шва (одно- или двухсторонний), форму поперечного сечения кромок и шва, толщину свариваемых деталей. Все эти характеристики приведены в таблице;
- угловое. Обозначение – “У”;
- тавровое. Буква “Т”;
- нахлёсточное -“Н”.
ГОСТ 5264-80 не распространяется на соединения стальных трубопроводов.
ГОСТ 14771-76 “Дуговая сварка в защитном газе”.
Этот вид сварки производится либо неплавящимся электродом, представляющим собой стержень из графита или вольфрама, либо плавящимся – стальной проволокой. Защитный газ (аргон, гелий, азот, углекислота) образует газовый пузырь, закрывая сварочную ванну и дугу от воздуха. Проволока подаётся автоматически, рабочий инструмент перемечается вдоль шва вручную, вследствие чего такую сварку называют полуавтоматической. В зависимости от типа электрода и используемого защитного газа маркируется следующими сочетаниями букв: ИН, ИНп, ИП, УП.
ГОСТ 8713-79 “Сварка под флюсом. Соединения сварные”
Сварка под флюсом подразделяется на автоматическую, выполняемую по заданной программе (АФ, АФФ, АФм, АФо, АФп, АФш), и механизированную, имеющую аналогичные с автоматической маркировки, начинающиеся с буквы “М”.
ГОСТ 11534-75 устанавливает типы, детали конструкций и размеры сварных швов, выполняемых ручной дуговой сваркой под разными углами расположения свариваемых деталей.
Различные положения рабочего инструмента (электрода) и сварочной ванны относительно линии горизонта по разному влияют на стекание расплавленного металла, что необходимо учитывать в процессе работы.
По пространственному положению линии швы делятся на горизонтальные, вертикальные и потолочные.
Характер расположения деталей относительно друг друга подразумевает и особые требования к обработке кромок перед работой.
На чертежах угловые швы обозначаются буквой “У”. ГОСТом также оговаривается цифровой индекс после буквы, соответствующий углам взаимного расположения деталей, толщине металла, форме кромок и т.д.
ГОСТ 14776-79 “Соединения сварные точечные”.
Способы сварки обозначаются согласно этому стандарту так: Ф, УП, УПм, УПмс УН, ИП, ПП, ИН. Эти буквенные обозначения характеризуют особенности рабочего процесса и дополнительные условия работы, например, такие, как применение направленного магнитного поля, сквозное проплавление, использование присадочного металла и так далее.
ГОСТ 16037-80 “Соединения сварные стальных трубопроводов”
Принятые стандартом обозначения:
- ЗП – дуговая сварка в защитном газе плавящимся электродом
- ЗН – дуговая сварка в защитном газе неплавящимся электродом
- Р – ручная дуговая сварка
- Ф – дуговая сварка под флюсом
- Г – газовая сварка.
Дополнительные буквенные маркировки выполняются буквами латинского алфавита и соответствуют диаметрам свариваемых труб, толщине их стен, выпуклости сварного шва и т.д.
Перечисленные ГОСТы предназначены для сварных соединений деталей из сталей и их сплавов. Сварочные работы с другими металлами устанавливаются иными стандартами, предусматривающими применение плазменной, лазерной и даже сварку взрывом.
Внимание покупателей подшипников Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас: +7(499)403 39 91
Доставка подшипников по РФ и зарубежью. Каталог подшипников на сайте themechanic.ru
|
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
tel:+7 (495) 646 00 12
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
tel:+7 (495) 646 00 12
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
Обозначения сварных швов на чертежах
Таблица 10. Обозначения сварных швов на чертежах.
Вспомогательный знак | Значение вспомогательного знака | Расположение вспомогательного знака относительно полки линии-выноски, проведенной от изображения шва | |
с лицевой стороны | с оборотной стороны | ||
Усиление шва снять | |||
Наплывы и неровности шва обработать с плавным переходом к основному металлу | |||
Шов выполнить при монтаже изделия, т. е. при установке его по монтажному чертежу на месте применения | |||
Шов прерывистый или точечный с цепным расположением. Угол наклона линии ≈ 60 | |||
Шов прерывистый или точечный с шахматным расположением | |||
Шов по замкнутой линии. Диаметр знака — 3 – 5 мм | |||
Шов по незамкнутой линии. Знак применяют, если расположение шва ясно из чертежа | |||
Примечания:
1. За лицевую сторону одностороннего шва сварного соединения принимают сторону, с которой производят сварку.
2. За лицевую сторону двустороннего шва сварного соединения с несимметрично подготовленными кромками принимают сторону, с которой производят сварку основного шва.
3. За лицевую сторону двустороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона.
Условные изображения и обозначения швов сварных соединений предусмотрены ГОСТ 2.312. Шов сварного соединения независимо от способа сварки условно изображают: видимый — сплошной основной линией (рис. 56, а, в), невидимый — штриховой линией (рис. 56, г).
Видимую одиночную сварную точку, независимо от способа сварки, условно изображают знаком «+» (рис. 56, б), который выполняют сплошными линиями размером 5—10 мм. Невидимые одиночные точки не изображают. От изображения шва или одиночной точки проводят линию — выноску, заканчивающуюся односторонней стрелкой (рис. 56).
На изображение сечения многопроходного шва допускается наносить контуры отдельных проходов, при этом их необходимо обозначать прописными буквами русского алфавита. Шов, размеры конструктивных элементов которого стандартами не установлены (нестандартный шов), изображают с указанием размеров конструктивных элементов, необходимых для выполнения шва по данному чертежу.
Границы шва изображают сплошными основными линиями, а конструктивные элементы разделки кромок в границах шва — сплошными тонкими линиями. Название и условные обозначения швов сварных соединений на чертежах представлены в табл. 10.
Виды и конструктивные элементы подготовки кромок сварных соединений и размеры швов, выполняемых автоматической и полуавтоматической сваркой под флюсом, предусмотрены ГОСТ 8713, сваркой в защитных газах — ГОСТ 14771, ручной — покрытыми электродами — ГОСТ 5264, электрозаклепками — ГОСТ 14776.
В технических требованиях или таблице швов на чертеже приводят ссылку на соответствующий нормативно-технический документ. Сварочные материалы указывают на чертеже в технических требованиях или таблице швов.
Допускается сварочные материалы не указывать. При наличии на чертеже одинаковых швов обозначения наносят у одного из изображений, а от изображений остальных одинаковых швов проводят линии-выноски с полками.
Всем одинаковым швам присваивают один порядковый номер, который наносят: а) на линии-выноске, имеющей полку с нанесенным обозначением шва; б) на полке линии-выноски, проведенной от изображения шва, не имеющего обозначения, с лицевой стороны; в) под полкой линии-выноски, проведенной от изображения шва, не имеющего обозначения, с оборотной стороны.
Количество одинаковых швов допускается указывать на линии-выноске, имеющей полку с нанесенным обозначением.
Примечание. Швы считают одинаковыми, если одинаковы их типы и размеры конструктивных элементов в поперечном сечении. К ним предъявляют одни и те же технические требования, они имеют одинаковые условные обозначения.
Не удается найти страницу | Autodesk Knowledge Network
(* {{l10n_strings.REQUIRED_FIELD}})
{{l10n_strings.CREATE_NEW_COLLECTION}}*
{{l10n_strings.ADD_COLLECTION_DESCRIPTION}}
{{l10n_strings.COLLECTION_DESCRIPTION}} {{addToCollection.description.length}}/500 {{l10n_strings.TAGS}} {{$item}} {{l10n_strings.PRODUCTS}} {{l10n_strings.DRAG_TEXT}}{{l10n_strings.DRAG_TEXT_HELP}}
{{l10n_strings.LANGUAGE}} {{$select.selected.display}}{{article.content_lang.display}}
{{l10n_strings.AUTHOR}}{{l10n_strings.AUTHOR_TOOLTIP_TEXT}}
{{$select.selected.display}} {{l10n_strings.CREATE_AND_ADD_TO_COLLECTION_MODAL_BUTTON}} {{l10n_strings.CREATE_A_COLLECTION_ERROR}}Условные обозначения сварных швов на чертежах
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ СВАРНЫХ ШВОВ НА ЧЕРТЕЖАХ [c.166]Условные обозначения сварных швов на чертежах [c.167]
Сварные швы на чертежах обозначают согласно ГОСТ 5263—58, который устанавливает условные обозначения сварных швов на чертежах машиностроения и распространяется на сварные соединения, выполняемые дуговой ручной сваркой, дуговой автоматической и полуавтоматической сваркой под флюсом, газовой сваркой, контактной сваркой, сваркой в среде защитных газов. [c.239]
Условное обозначение сварных швов на чертежах [c.19]
Примеры условных обозначений сварных швов на машиностроительных чертежах согласно ГОСТ 5263—58 приведены в табл. 31. [c.239]
Обозначение сварных швов на чертежах (приложения 1, 2) выполняется по ГОСТ 2.312—72, который устанавливает единую систему условных изображений и обозначений швов сварных соединений на чертежах, конструкторских и технологических документах для всех отраслей промышленности и строительства. [c.123]Существуют различные способы разогревания поверхностей свариваемых деталей при помощи сварки газовой, электроконтактной, электродуговой, термитной, ультразвуковой и др. Наи( лее широкое применение получила электросварка. Подробно способы сварки рассматриваются в курсе технологии металлов. В программу курса черчения входит ознакомление с условным изображением и обозначением. сварных швов на чертежах. Чаще всего приходится сваривать листовой матери . В зависимости от взаимного расположения свариваемых листов различают соединения стыковые, угловые, тавровые. [c.217]
Подробно способы сварки рассматриваются в курсе технологии металлов. В программу курса черчения входит ознакомление с условным изображением и обозначением сварных швов на чертежах. В зависимости от взаимного расположения свариваемых деталей различают следующие виды сварных соединений стыковые, угловые, тавровые, внахлестку (рис. 340). Швы сварных со- [c.248]
Обозначение сварных швов на чертежах регламентируется действующим ГОСТ 5263—58. Согласно ГОСТ сварные швы обозначаются ломаной односторонней стрелкой (фиг. 39) и условными знаками. Все условные знаки и размеры проставляются у видимого шва над горизонтальным участком стрелки, у невидимого шва — под ним. [c.126]
Условные обозначения сварных соединений. На рис. 21 приведены различные типы сварных швов, а на рис. 22 — способы условного обозначения сварных швов иа чертежах. [c.88]
Условные обозначения сварных швов и методика нанесения их на чертежах сводятся к следующему [c.451]
Условные обозначения сварных швов и методика нанесения их на чертежах…………………………………………… . . [c.453]
В ГСЮТе 5263—58 приведены условные обозначения сварных швов, применяющиеся на чертежах. [c.295]
Условные обозначения сварных швов и правила выполнения их на чертежах установлены ГОСТ 5263-58. Примеры обозначения швов сварных соединений приведены в табл. 10, а вспомогательные знаки — в табл. 9. [c.166]
На фиг. 263 —265 приведены примеры нанесения условных обозначений сварных швов для подпятника и узла подкрановой балки. Исполнение чертежа узла подкрановой балки дано в двух вариантах. Предпочтительное исполнение показано на фиг. 265. Заметим, что при вычерчивании узлов металлических конструкций, элементы которых скрепляются при помош,и сварных Швов, необходимо, чтобы линии центров тяжести Zq угольников или каких-либо других профилей, входяш,их в узел, имели в своем пересечении общую точку. [c.171]
СТРЕЛКИ. Острые окончания размерных и указательных линий на чертеже. По форме бывают односторонними (с одним пером) и двухсторонними. Односторонняя стрелка применяется для выноски условных обозначений сварных швов и их поперечных сечений (ГОСТ 2.312—68). Величина размерных стрелок зависит от толщины линий обводки данного чертежа и должна быть по возможности одинаковой. Стрелки, указывающие направление взгляда прн проекти- [c.116]
Швы сварных соединений обозначаются на чертежах стандартными условными знаками (ГОСТ 2.312—68). Существует два вида условных обозначений сварных швов — основные, проставляемые на чертежах и других конструкторских документах, и дополнительные (буквенно-цифровые), которые применяют при переписке и в нормативно-технической документации. [c.43]
На чертеже и в карте технологического процесса проставляются условные обозначения сварных швов, соединяющих детали узла между собой. Технологический процесс (или кратко техпроцесс) сборки и сварки узла разрабатывается по чертежу на сварное изделие и оформляется в виде карты техпроцесса (технологической карты). В карте техпроцесса приводятся все основные сведения, необходимые для изготовления узла сваркой, а именно 1) последовательность переходов и операций, которая должна соблюдаться рабочим 2) содержание контрольных операций 3) применяемые оборудование, оснастка, и инструмент 4) сварочные материалы 5) положение сварных [c.97]
На чертежах сварного соединения каждый шов имеет определенное условное обозначение, которое наносят над или под полкой линии-выноски, проводимой от изображения шва. Условное обозначение лицевых швов наносят над полкой линии-вы-носки. Условное обозначение лицевых швов наносят над полкой линии-выноски. Условное обозначение оборотных швов наносят под полкой линии-выноски. Это обозначение по ГОСТ 2.312—72 (см. рис. 235) имеет следующую структуру (рис. 236, а) [c.160]
На чертежах сварных соединений часто встречаются одинаковые швы, т. е. швы одного и того же типа с один ковыми размерами конструктивных элементов в поперечном сечении, имеющие одинаковое условное обозначение. В этом случае у одного из изображенных швов проставляют условное обозначение, а от изображений остальных швов проводят линии-выноски с небольшими полками. Всем одинаковым швам присваивается один и тот же номер, который проставляют на линии-выноске, имеющей полку с нанесенным обозначением шва (рис. 357, а). На всех остальных одинаковых швах на полке проставляют только номер шва (рис. 357, б). Допускается указывать количество швов, например запись 20 № Ь (рнс. 357, а) говорит о том, что подобных одинаковых швов на чертеже имеется двадцать. [c.312]
Общепринята следующая последовательность простановки на выносных линиях чертежей условных обозначений характеристик швов сварных соединений [c.48]
Швы сварных соединений. Автоматическая и полуавтоматическая сварка под флюсом. Основные типы и конструктив>1ые элементы. Стандарт распространяется на сварные швы, выполняемые автоматической и полуавтоматической сваркой под слоем флюса па конструкциях из углеродистых и низколегированных сталей. Стандартом устанавливаются условные обозначения способов сварки, основные типы швов в стыковых, тавровых, угловых соединениях и в соединениях внахлестку в зависимости от формы подготовки кромок и характера выполнения шва. Указывается вид в поперечном сечении подготовленных кромок и выполненных швов в зависимости от толщины свариваемого металла, графическое и буквенно-цифровое обозначение типов швов. Приведены размеры конструктивных элементов швов с допускаемыми отклонениями от них и обозначения швов на чертежах. [c.484]
Знаки в основных условных обозначениях швов сварных соединений на чертежах проставляются в следующем порядке. [c.274]
Условные обозначения шва наносят на полке линии-выноски, проведенной от изображения шва с лицевой стороны, или под полкой линии-выноски, проведенной от изображения шва с оборотной стороны (рис. VI,53). Обозначение шероховатости механически обработанной поверхности шва наносят после условного обозначения шва (см. рис. У1.53), указывают в таблице швов на чертеже или приводят в технических требованиях чертежа. Если для шва сварного соединения установлен контрольный комплекс или категория контроля шва, то их обозначение допускается помещать под линией-выноской. [c.174]
Условные обозначения сварных соединений. Независимо от масштаба изображения обозначение сварных швов наносят во всех случаях по ГОСТ 5263—58, предусматривающему сварные соединения, выполняемые автоматической, ручной электродуговой, газовой и контактной сваркой. При выполнении сварных соединений другим способом, отличающимся от указанных в стандарте, на чертежах необходимо давать дополнительные указания. [c.13]
Для обозначения сварных швов используют также вспомогательные знаки (табл. 1.1). Все элементы условного обозначения располагают в указанной последовательности и отделяют один от другого дефисом. Буквенные обозначения способа сварки необходимо проставлять на чертеже только в случае применения в данном изделии нескольких видов сварки, например П — механизированная дуговая сварка А — автоматическая дуговая У — дуговая в углекислом газе и др. Можно не указывать на полке линии-выноски обозначения стандарта, если все швы в изделии выполняют по одному стандарту. В этом случае следует 2 сделать соответствующее [c.20]
Условные обозначения и изображения швов сварных соединений на чертежах установлены ГОСТ 2.312—72. [c.642]
ГОСТ 2.312—72 регламентирует условные изображения и обозначения сварных соединений в технической документации. Независимо от способа сварки видимый шов на чертеже изображают сплошной линией, а невидимый — штриховой. От изображения шва проводят линию-выноску, заканчивающуюся односторонней стрелкой. Условное обозначение шва наносят над полкой линии-выноски, если изображен видимый шов, и под полкой, если шов невидимый. Стандартом определены вспомогательные знаки для обозначения сварных швов, наиболее часто используемые из них приведены в табл. 3. В табл. 4 даны примеры условных обозначений стандартных швов сварных соединений. [c.19]
Имеется также государственный стандарт на условные обозначения сварных швов ГОСТ 2.312—72 Условные изображения и обозначения hibob сварных соединений , также обязательный для применения па чертежах конструкций. [c.12]
Сварной шов независимо от спосрба сварки изображают на чертежах видимый — сплошной основной линией, невидимый — штриховой. От изображения шва проводят линию-выноску, заканчивающуюся односторонней стрелкой. На рис, 2.13 приведены примеры условных обозначений сварных швов, нанесенные на линиях-выносках. На этом рисунке показаны условные изображения швов при ручной дуговой сварке по ГОСТ 5264—80. В случае выполнения швов других видов номер ГОСТа следует проставлять в соответствии с данными табл. 2.1. В условных обозначениях пропущены некоторые данные, которые стандарт разрешает не указывать. [c.17]
Сварные соединения и швы обозначаются на чертежах стандартными условными знаками (ГОСТ 5263—58). Сушествуег два вида условных обозначений сварных швов—основные, проставляемые на чертежах и других технических документах, и дополнительные (буквенно-цифровые). [c.69]
На рис. 21.8а дан разрез сваренных листов с изображением шва. На чертеже показывают упрощенное изображение (рис. 21.86) сварного шва контурной линией, если шов видим, с надписью, для составления и чтения которой требуется стандарт или справочник. Выносная линия заканчивается полустрелкой, кружок означает сварку по периметру (размер диаметра 3-4 мм). Запись стандарта над полочкой выносной линии означает шов видимый. На рис. 21.8в показан невидимый шов. На рис. 21.8г рассмотрены варианты разрезов и вид при точечной сварке (крестики оформляются контурной линией с размерами штрихов, равными 5-10 мм). Обозначения сварных швов регламентирует ГОСТ 2.312-72. Обозначения паяных и клееных соединений (ГОСТ 2.313-82) приведены на рис. 21.8д,е. В разрезе и на виде припой и клей условно изображают двойной контурной линией (25). [c.414]
Условные изображения и обозначения швов сварных соединений на чертежах изделий всех отраслей промышленности выполняются в соответствии с ЕСКД ГОСТ 2.312—68. [c.260]
Условные изображения и обозначения швов сварных соединенпй на чертежах выполняют в соответствии с ГОСТ 2.312—72. [c.60]
Условные изображения и обозначения швов сварных соединений в технической документации регламентированы ГОСТ 2-312—72, а для строительных чертежей—еще и некоторыми положениями ГОСТ 11692—66 (табл. 111.10). Независидмо от способа сварки видимый шов на чертеже изображается сплошной линией, а невидимый—штриховой. Видимая сварная точка обозначается знаком + , невидп.мая ие указывается. От изображения шва или точки проводят линию-выноску, заканчивающуюся односторонней стрелкой. Условное обозначение шва наносится над полкой линии-выноски, если изображен шов с лицевой стороны, и под полкой, если шов — с оборотной стороны. ГОСТ 2.312—72 регламентирует отдельные моменты применения различных обозначений, их упрощения и т п. Стандартом определены вспомогательные знаки для обозначения сварных швов, приведенные в табл. 111.11. [c.45]
Согласно Единой системе конструкторской документации (ЕСКД) изображения и обозначения швов сварных соединений на чертежах изделий должны соответствовать ГОСТ 2312—72 Изображение швов сварных соединений . Независимо от вида сварки видимый шов сварного соединения условно изображают сплошной основной линией, а невидимый — штриховой. Обозначение шва отмечают линией-выноской, заканчивающейся односторонней стрелкой. Характеристики шва проставляют над полкой линии-выноски (для лицевой стороны шва) или под полкой (для обратной стороны шва). Структура условного обозначения стандартного шва приведена на рис. 1.13. Далее указаны номера некоторых стандартов на виды и конструктивные элементы швов сварных соединений для различных видов сварки [c.18]
ГОСТ 2.312—72 устанавливает условные изображения и обозначения швов сварных соединений на чертежах изделий вссх отраслей промышленности, а также в строительной документации, в которой не использованы изображения и обозначения, применяемые в строительстве. [c.179]
Обзор применения обозначений сварных швов на чертежах
Символы сварных швов используются в течение многих лет и представляют собой простой способ сообщить подробности конструкторского бюро разному персоналу производственных цехов, например сварщикам, супервизорам и инспекторам. Субподрядчикам часто требуется интерпретировать символы сварных швов на технических чертежах, возможно, от главного подрядчика или клиента для определения типа необходимого сварного шва. Важно, чтобы каждый имел полное представление о требованиях к обозначениям сварных швов, чтобы гарантировать выполнение первоначальных проектных требований.
Существует ряд стандартов, относящихся к обозначениям сварных швов, включая британские, европейские, международные и американские (Американское общество сварщиков) стандарты. Большинство деталей часто схожи или фактически одинаковы, но важно, чтобы все, кого это касается, знали, какой стандарт будет использоваться. Поэтому одно из первых требований:
. Щелкните здесь, чтобы увидеть наши последние подкасты по технической инженерии на YouTube .Какой стандарт?
Великобритания традиционно использовала BS 499 Часть 2.Этот стандарт в настоящее время заменен BS EN 22553, однако во многих сварочных и производственных организациях будут использоваться старые чертежи, которые ссылаются на устаревшие стандарты, такие как BS 499 Pt 2.
BS EN 22553 практически идентичен исходному стандарту ISO 2553, на котором он был основан. Таким образом, мы можем сказать, что, по крайней мере, для объема данной статьи существенных различий нет, но важно, чтобы читатель ознакомился с конкретным стандартом. Американская система также во многом схожа, но здесь мы не будем ее рассматривать.
Основные требования
Все стандарты содержат одинаковые требования в отношении следующих позиций:
- Стрелка и наконечник стрелки
- Справочная строка
Линия стрелки может быть под любым углом (кроме 180 градусов) и указывать вверх или вниз. Острие стрелки должно касаться поверхностей соединяемых компонентов и места сварного шва. Любая предполагаемая подготовка кромки (например, для сварного шва с разделкой кромок) или сварной шов не отображается как фактическое изображение поперечного сечения, а заменяется линией.Стрелка также указывает на компонент, который нужно приготовить из отдельных подготовленных компонентов. См. Рис. 1-4.
Рис. 1.
Рис. 2.
Рис. 3.
Рис. 4.
Типы символов
К базовой установке стрелки и опорной линии, в конструкции draughtsperson может применить соответствующий символ или символы для более сложных ситуаций.Символы, в частности для дуговой и газовой сварки, часто отображаются в виде поперечного сечения либо конструкции соединения, либо завершенного сварного шва.Простая подготовка одной кромки показана на рис. 5 .
Для контактной сварки точечная и шовная сварка показаны на Рис. 6:
Рис. 5.
Рис. 6.
Форма стыка и / или сварного шва
Приведенные выше примеры можно интерпретировать либо как отдельные детали соединения, либо как готовый сварной шов, однако для готового сварного шва обычно обнаруживается, что задана соответствующая форма сварного шва. Используя приведенные выше примеры, существует ряд вариантов и методов для определения подходящей формы или отделки сварного шва.
Конфигурации со сваркой встык обычно изображаются как выпуклый профиль (рис. 7 ‘a’, ‘d’ и ‘f’) или как сварной шов с отделкой, как показано на ‘b’ и ‘c’. Обозначения углового сварного шва всегда отображаются как угловой шов «под углом» (прямоугольный треугольник), а выпуклый или вогнутый профиль может быть наложен на угловую форму исходного символа. См. Рис.7 .
Рис. 7.
Как упоминалось ранее, важно, чтобы все участники любого проекта знали, какой стандарт применяется.
Размер сварного шва
Для того, чтобы можно было применить правильный размер сварного шва, обычно находятся числа слева или справа от символа.
Для угловых сварных швов числа слева от символа указывают расчетную толщину горловины, длину участка (размер ножки) или требования к расчетной толщине горловины и длине ножки. Обычно, но не во всех случаях, угловые швы имеют одинаковую длину. На рисунке 8 приведены примеры символов, используемых в различных стандартах.
Фиг.8
Для угловых швов:
Замененный BS499 Pt 2 дает
a = расчетная толщина горловины
b = длина ножки
Требования ISO 2553 / EN 22553
a = расчетная толщина горловины
z = длина участка
s = толщина прохода
Для стыковых и сварных швов буква S с числом слева от символа обозначает глубину проплавления, как показано на Рис. 9 .
Фиг.9
Когда нет конкретных требований к размерам, установленных для стыковых швов на чертеже с использованием обозначений сварных швов, обычно предполагается, что это требование для стыкового сварного шва с полным проплавлением ( Рис. 10 ).
Фиг.10
Цифры справа от символа или символов относятся к продольному размеру сварных швов, например, для угловых швов, количеству сварных швов, длине шва и расстоянию между сварными швами для прерывистых сварных швов (например.грамм. прерывистые угловые швы), как Рис.11 .
Рис.11
На угловых сварных соединениях, выполненных с обеих сторон, шахматный сварной шов можно показать, поместив букву «Z» через контрольную линию ( Рис. 12 ).
Фиг.12
Дополнительные символы
Символы сварного шва обозначают тип подготовки к использованию или тип сварного шва. Однако в некоторых случаях может потребоваться другая информация. Таким образом, основная информация может быть добавлена для предоставления дополнительных деталей, как показано на рис.13, 14 и 15 . Конец символа сварного шва – это место для дополнительной информации о сварном шве.
Рис.13
Рис.14
Рис.15
Приваривать все вокруг
Для полого прямоугольного профиля (RHS), приваренного к пластине, например:
Сварка в полевых условиях или на площадке
Поле, прикрепленное к стрелке, может использоваться, чтобы содержать или указывать на другую информацию.
Сварочный процесс Тип
В стандартеISO 4063 указаны номера конкретных сварочных процессов.Как показано на Fig.16 , соответствующий номер процесса помещен в конец стрелки. Остальным процессам присваивается уникальный номер. В этом примере 135 относится к сварке MAG.
Рис.16
В стандартах приведен ряд дополнительных символов (, например, ISO 22553), которые относятся к дополнительным требованиям к сварке или стыку. На рис. 17 показаны требования к проходу уплотнения.
Рис.17
Составные соединения / сварные швы
Составной шов может быть Т-образным стыковым швом, который требует добавления угловых швов для увеличения толщины шва, как показано на Рис.18 .
Рис.18
Прерванная справочная линия
Рис.19
Основная особенность, которая отличает стандарты обозначений сварных швов, заключается в том, что для ISO 2553 и BS EN 22553 существует дополнительная особенность – прерывистая справочная линия.
Этот метод используется, когда сварка или подготовка под сварку должны быть указаны на «другой стороне» стрелки, как показано на Рис.19 .
Любой символ, который используется для обозначения типа соединения или сварного шва с другой стороны от стрелки, всегда помещается на пунктирной линии.
BS 499 и AWS требуют, чтобы символы размещались над контрольной линией (указывающей на другую сторону) или под контрольной линией (указывающей сторону соединения со стрелкой).
Сводка
Символы сварных швов – очень полезный способ передачи требований к сварке из конструкторского бюро в цех.
Важно, чтобы «правила» используемого стандарта правильно применялись при привлечении офисного персонала. Однако также важно, чтобы персонал цеха мог читать и понимать детали символов сварных швов.
Большая часть этого требования может быть удовлетворена со ссылкой на стандарт, используемый в организации, и персоналом чертежного офиса с учетом потребностей конечного пользователя, такого как сварщики, руководители сварочных работ, персонал, проверяющий сварку, и инженеры по сварке, чтобы свести к минимуму затраты. ошибки из-за неправильного толкования.
Обучение всего персонала правильному использованию спецификаций обозначений сварных швов также играет важную роль в обеспечении правильного нанесения и прочтения обозначений сварных швов.
Эту статью написал Марк Козенс из Weld-Class Solutions .
Статья была переиздана TWI с небольшими изменениями 27.04.2020.
Мы не можем найти эту страницу
(* {{l10n_strings.REQUIRED_FIELD}})
{{l10n_strings.CREATE_NEW_COLLECTION}} *
{{l10n_strings.ADD_COLLECTION_DESCRIPTION}}
{{l10n_strings.COLLECTION_DESCRIPTION}} {{addToCollection.description.length}} / 500 {{l10n_strings.TAGS}} {{$ item}} {{l10n_strings.PRODUCTS}} {{l10n_strings.DRAG_TEXT}}{{l10n_strings.DRAG_TEXT_HELP}}
{{l10n_strings.LANGUAGE}} {{$ select.selected.display}}{{article.content_lang.display}}
{{l10n_strings.АВТОР}}{{l10n_strings.AUTHOR_TOOLTIP_TEXT}}
{{$ select.selected.display}} {{l10n_strings.CREATE_AND_ADD_TO_COLLECTION_MODAL_BUTTON}} {{l10n_strings.CREATE_A_COLLECTION_ERROR}}Сварочный стенд Mp5
Focus st diy
Строительный лист автомобиля
Купите сегодня в Numrich комплекты запчастей для пистолета. У нас огромный выбор комплектов запчастей, в том числе от популярных производителей. Numrich поставляет подобные детали энтузиастам стрельбы с 1950 года и имеет опыт, который необходим вам при покупке таких комплектов деталей для оружия.
Задний переключатель не переключается вниз
В любом случае, я недавно использовал приспособление, о котором говорил Майк, и успешно сделал плоский MP5. Я соберу несколько фотографий и дам немного больше информации в ближайшее время. Последний раз редактировалось Mike928; 21.06.2016 в 21:51.
Боковой загрузчик modpack honey select 2
MB15JIG BCA Miniature Jig Borer / Jig Driller. Небольшое руководство по эксплуатации и техническому обслуживанию вместе с полным пакетом данных, состоящим из трех британских каталогов продаж и технических спецификаций для Mk.2 и Mk.3, каталог LEINEN Model BFL (оригинальная машина) и листы продаж другой более ранней британской версии, EXCEL Model “0”. 34 страницы. 27 фунтов стерлингов. Зарегистрируйтесь сегодня, чтобы открыть для себя возможности индивидуального ценообразования fastenal.com – для клиентов со скидками за оптовые продажи просмотрите свои индивидуальные или контрактные цены в Интернете; Расширенные настройки разрешений – Ограничьте, сколько отдельные пользователи могут заказывать с течением времени, или обозначьте их как «пользователей запросов» для направления своих заказов на утверждение
Оксфордские трассы для квадроциклов
Heckler & Koch MP5 30rd Magazine 9-миллиметровая вороненая сталь HECKLER & KOCH MP5 GEN2 30-Й ЖУРНАЛ 9ММ.KCI USA, INC. Срок поставки ок. 14-21 день. на складе в США более 10 наименований. 17 февраля 2014 г. · Ага, начни с комплекта MP5 и встрои его в HK94. У меня есть приспособление для гибки и все необходимое. В этом есть ВСЕ! Не только изгиб и сварка … Надо убедиться, что держатель свободно скользит …
История дивидендов Rio tinto uk
MGW специализируется на всех аспектах ремонта, эксплуатации и восстановления винтовок. В настоящее время мы выполняем работы с винтовками для многих лучших стрелков, охотников, коллекционеров и любителей оружия.От повышения производительности для стрелков и охотников до реставрации и ремонта некоторых ведущих мировых брендов. Мы уверены, что наша команда может помочь с любой работой с винтовкой, которая может вам понадобиться. У меня есть 3 комплекта MK2, и мне нужен приемник для использования в качестве сварочного или сварочного макета. Также помогут рисунки с размерами. Вы случайно не знаете, где я могу найти один из этих предметов, или, возможно, у вас есть один из них. Я дилер FFL. Моя цель – использовать для демонстрации и использования в местных стрельбах MG Thx Bob
Servsafe test answers 2019 quizlet
APEX Gun Parts – ваш источник труднодоступных деталей, комплектов деталей и аксессуаров.Мы специализируемся на всех излишках военного оружия от AK-47, AR-15, Mausers, CETME, Enfields, UZI и многого другого! Мы выделяемся тем, что поставляем уникальные запчасти по хорошей цене и поддерживаем нашу продукцию, предлагая отличное обслуживание клиентов.
Папийоны на продажу рядом со мной
Автозвук и монитор> Автомобильный MP4 & MP5 Player; … Принадлежности для инструмента> Деревообрабатывающие инструменты> Карманный зажим для отверстий; Органайзеры для инструментов> Сумки для инструментов … Профессиональные инструменты> Электросварка …
Нептун, восходящий транзит в секстиле
Парень, который первым поделился своим джигом, сделал и MP5, и плоскость Cetme.Я пробовал только MP5 flat, в то время как моя джиг оставалась способной делать бемоль Cetme / G3. Я ожидал бы еще большего изгиба 20-миллиметрового стержня, если бы он был сделан без нажатия на плоскость Cetme и затянутой болтами.
Imo call hack malayalam
Выбор выбора приводит к полному обновлению страницы. Нажмите клавишу пробела, затем клавиши со стрелками, чтобы сделать выбор. Используйте стрелки влево / вправо для навигации по слайд-шоу или проводите пальцем влево / вправо, если используете мобильное устройство. Пистолет Тадена был разработкой Bren для использования с.280 британских промежуточных патронов предлагается заменить на .303 на британской службе. Taden имел лопату с лопаточными захватами и заменил как Bren, так и пулеметы Vickers.
Планы пьедестала для аркад для 4 игроков
Это метод сварки металлических конструкций, требующий наибольшего опыта и наиболее подходящий для крупных проектов. MIG (металлический инертный газ) – процесс сварки MIG включает пропускание тонкой проволоки через сварочный инструмент и нагревание при этом.Сварка MIG лучше всего подходит для более тонких материалов.
Послепродажный оптовый дистрибьютор автозапчастей
Международная доставка. Торговая площадка Amazon.co.uk Продавцы могут выбрать страны, в которые они хотят осуществлять доставку. Если сообщение на странице сведений о продукте сообщает, что Продавец не отправляет товар на ваш адрес, или если вы видите подобное сообщение во время оформления заказа, вероятно, ваш Продавец указал доставку только в Великобританию.
Как исправить ошибку воспроизведения на firestick
MONITRAN 上海 航 欧 英国 MONITRAN 传感器 , 成立 于 1986 年 , 是 英国 的 振动 传感器 制造 商 商
Пользовательский валидатор Angular 6 с параметрами
1S Мини точечный сварочный аппарат DIY 18650 Литиевая батарея Никелевая лента Точечная сварка Портативный бытовой волоконно-оптический сварочный аппарат -21% Xiaomi Mi TV Stick Quad Core 1GB RAM 8GB ROM bluetooth 4.2 5G Wifi Android 9.0 Display Dongle 2K HDR Поддержка Dolby DTS Netflix с Google Assistant Глобальная версия Контуромер 10-дюймовый дубликатор нестандартного профиля для деревообработки Шаблон для отслеживания формы Инструмент для измерения профиля Направляющая кондукторная направляющая для трубы Калибр рамы для плитки Металлическая сварка Изготовление силуэта Мера извлечения: Amazon.ca: Инструменты и товары для дома
Пополнить алмазный мл celcom
HK MP5, SP89, SW5, BW5, векторные клоны и варианты кузнечного дела и настройки :. Преобразование стандарта MP5 в SD (при использовании существующего клона MP5 или варианта SP89, SD для конечных деталей на вторичном рынке включает сварку и повторную полировку.Самый простой способ переварить трубку – это купить приспособление для переварки в HellboxArmory. Кроме того, купите медную трубку примерно того же внешнего диаметра, что и внутренний диаметр ствольной коробки, надрежьте ее посередине и вставьте в ствольную коробку. Используйте кусок стального уголка в качестве внешней направляющей, чтобы секции трубы были выровнены. Приварить по мере необходимости.
Pcsx2 мерцающих fmv
Mp 40 80 Приемник 1725 подписчиков, 221 подписка, 162 сообщения – см. Фото и видео в Instagram из L’Echo Touristique (@echotouristique)
стандартов Aisc
Брошюра о стандартах сертификации пилотов (PDF).Советы ACS для оценщиков (PDF). Посмотрите записанный ранее веб-семинар, в котором объясняется, как использовать ACS.AISC 360-10 и AISC 360-16. Информация о проверке кода проектирования, представленная на этой странице, предназначена для демонстрации конвергенции дизайна разделов, которая может быть достигнута с помощью SkyCiv. Все примеры взяты из 14-го издания Руководства по стальным конструкциям AISC. Стандарты на общественном рассмотрении. Руководство по стальным конструкциям. AISC предлагает обширную коллекцию документов и публикаций, связанных с проектированием и строительством сборных стальных зданий и…AISC JAPAN (Alpha International Service Corporation) Молодые и агрессивные! Основанная в 1997 году, начавшаяся в очень небольшом масштабе группой сотрудников туристической индустрии, действуя в качестве мозговой группы консультантов по путешествиям, предлагающих маршруты и идеи туров для авиакомпаний и туристических агентств в основном для стран Юго-Восточной Азии, AISC Japan постепенно расширяла сферу своей деятельности интерес только с юго-востока … Стандарты и ресурсы OGC: Созданы нашим сообществом участников для использования в соответствии с международными стандартами стандартов глобального сообщества, которые подробно описывают концептуальные модели, интерфейсы или кодировки для включения…AISC-D100 ›Руководство по проектированию холодногнутой стали, издание 2008 г. AISC-D100 – ДЛЯ ИЗДАНИЯ 2008 г. СМОТРЕТЬ – ТЕКУЩИЙ – См. Следующее: AISI-D100 Как сделать заказ Комитет по промышленным стандартам Японии (JISC), национальная стандартизация Японии body, играет центральную роль в разработке стандартов в Японии, охватывающих широкий спектр продуктов и технологий … 9 июня 2010 г. · 9 июня 2010 г. – PRLog – Получите эффективные услуги по проектированию конструкций в соответствии со стандартами стального строительства AISC по доступным ценам! OSTD Services – это технологически ориентированная компания по проектированию и детализации стали, которая предоставляет точные рабочие чертежи для бесперебойного изготовления и подробные монтажные чертежи для легкой установки на стройплощадке.AISC-0805-R0033 техническое описание, перекрестная ссылка, схемы и примечания по применению в формате pdf. Бесплатная загрузка стандартов AISC На главную | О нас | Ссылка на нас | FAQ | Обратитесь в службу поддержки загрузки программного обеспечения в 976 категориях, загружено 33.990.045 раз для коммерческого использования. Фирмы лицензирования SASB. Как лицензировать стандарты SASB. Роль SASB в индексах ESG. AISC 360 05 LRFD Болтовое соединение с срезной пластиной (1.0) Гражданское строительство (хранилище файлов) Справочник по расчетам AISC Structural Steel Design AISC360-05 LRFD Срезная пластина с болтовым соединением Создано 29 сентября 2013 г. 45.Weight & Bolting_lse.xls (1.0) Структурные детали (хранилище файлов) Создано 22 августа 2013 г. 46. В 1928 г. Американский институт стальных конструкций присудил свою первую премию Bridge Award мосту на Шестой улице в Питтсбурге, который позже будет переименован в чтят легендарного питчера “Питтсбург Пайрэтс” Роберто Клементе. С тех пор AISC и NSBA признали более 600 выдающихся стальных мостов по всей стране. 2 января 2018 г. · ANSI против ASME Американский национальный институт стандартов, также сокращенно ANSI, и Американское общество инженеров-механиков, также сокращенно ASME, являются частными некоммерческими организациями, в основном сосредоточенными на обеспечении единообразия в объеме… Компания Stainless Structurals является мировым производителем и поставщиком конструкционных профилей из нержавеющей стали и специальных профилей из нержавеющей и углеродистой стали. 12 января 2010 г. · design aisc asd single angle, комбинированный осевой и изгиб Николас Бильбао Вт, 12 января 2010 20:07 PM Я считаю, что я нахожу некоторую разницу в дизайне одинарных углов с AISC-ASD в случае комбинированного осевого и изгибного программа не использует h3-1, как я спектакль. AISC LRFD по-прежнему предоставляет метод оценки этих крепежных элементов, в основном для проверки существующих старых конструкций.Заклепочная сталь – это низкоуглеродистая сталь, обозначенная ASTM как A502 Grade 1 (F y = 28 тысяч фунтов на квадратный дюйм) и сорта 2 и 3 (Fy = 38 тысяч фунтов на квадратный дюйм). Основными причинами устаревания заклепок было развитие высокопрочных болтов и методов сварки … 7 мая 2013 г. · Кодекс стандартной практики AISC Ссылка на Кодекс стандартной практики содержится в Спецификации AISC для стальных зданий: Глава A A1 – Конструкционная сталь соответствует определению в разделе 2.1 COSP. A2 – COSP является стандартом, на который делается ссылка. A4 – Чертежи и спецификации конструкции должны соответствовать требованиям Кодекса стандартов COSP 5 AISC… 9 июня 2010 г. · 9 июня 2010 г. – PRLog – Получите эффективные услуги по проектированию конструкций в соответствии со стандартами стальных конструкций AISC по доступным ценам! OSTD Services – это технологически ориентированная компания по проектированию и детализации стали, которая предоставляет точные рабочие чертежи для бесперебойного изготовления и подробные монтажные чертежи для легкой установки на стройплощадке. Конструкционная сталь – идеальный материал для достижения жестких допусков, поскольку она изготавливается с большой точностью. В Кодексе стандартной практики AISC 2016 г. проводится различие между стандартными допусками и более жесткими допусками для разных категорий AESS.В зависимости от состава конструкции более жесткие допуски могут потребоваться, а могут и не потребоваться.
Проверьте соответствие стальной пластины A36 и определите количество болтов A325 диаметром 1 дюйм в требуемых отверстиях стандартного размера. Согласно методу AISC LRFD, статическая нагрузка составляет 20 тысяч фунтов, а динамическая нагрузка – 40 тысяч фунтов. Предположим, что соединение типа подшипника с одной резьбой, входящей в плоскость сдвига, и двухрядной.
(Размер листа, слои, стиль текста и т. Д.) Коды AISC, стандарты, предписанные в Америке (LRFD, ASD, OSHA), соблюдаются в соответствии с требованиями к дизайну.В целом, объем наших услуг включает в себя: Предварительный проект и количественную оценку на этапе до торгов. Проектирование фундамента и данные о нагрузках для других инженерных работ.
Теперь доступно 2-е издание «Руководства по сейсмическому проектированию AISC». Это новое издание включает: – 100 страниц исчерпывающих примеров проектирования, включая соединения, обновленных для положений AISC Seismic Provisions 2010 г. – Методологии параллельного проектирования LRFD и ASD для примеров проектирования – Новая глава по анализу – Более подробные примеры проектирования соединений , включая детализацию зоны панелей и скобки…
AISC-0805-R0068 техническое описание, перекрестные ссылки, схемы и указания по применению в формате pdf.
Нормы и стандарты; Что инженеры-конструкторы должны знать о сертификации изготовителей AISC … Аннотация: Хотя качество всегда важно, в строительстве это иногда вопрос жизни и смерти. Поскольку легче обеспечить качество в проекте и невозможно проверить его постфактум, Американский институт стали …
AISCQC028 не является отраслевым стандартом ISO или ISO, хотя структура и структура очень похожи. .У AISC есть свой собственный орган по сертификации (регистратор), и он будет настаивать на том, чтобы их аудиторы проводили сертификационный аудит, даже если организация была ранее зарегистрирована в ISO.
Американский институт архитекторов. Некоммерческая организация. Национальный институт стандартов и технологий.
26.04.2012 · Аннотация. Весной 2000 года Американский институт стального строительства опубликует полностью пересмотренный свод стандартных правил для стальных зданий и мостов.Комитет из 23 человек полностью рассмотрел и внес существенные изменения. Инженеров-строителей интересует то, что впервые в этом комитете было представлено сообщество инженеров-строителей.
AISC ASD (9-е, 1989 г.) – американский национальный стандарт «Технические условия для конструкций из стальных конструкций» по допустимому напряжению и расчету из пластмассы, выпущенный 1 июля 1989 г. Этот стандарт реализует проверки конструкции элементов на растяжение, сжатие, гибка, сдвиг и комбинированная.
электронный стандарт: – ashrae asd-stan aa aami aashto aatcc abma aci ads afnor aga agma aham ahri aiaa aia / nas aiim ali amca amt (b11) ans ansi arinc asa asabe asce asme asme bpvc asq Asse asthma bpvc asq assastm awwa bsi bsria cea cga cie csa csi cti din eca eemua ei esdu gm gost gpa hi icc icea iec ieee iesna ipc isa isea iso jsa jis mss nace nbs neca nema neta nfpa nsf pip sae semi smacna sspc tappi 9 tia2 1.1 Стандарт не претендует на полноту описания всех мер безопасности, если таковые имеются, связанных с его использованием.Пользователь настоящего стандарта несет ответственность за установление соответствующих правил техники безопасности, охраны здоровья и окружающей среды и определение применимости нормативных ограничений перед использованием.
Справочное руководство – Расчетные параметры ACI / AISC x для расчета на сдвиг ….. 65
Американское сварочное общество (AWS) было основано в 1919 году как некоммерческая организация с глобальной миссией по развитию науки, технологий и приложений. сварки и сопутствующих процессов соединения и резки, включая пайку, пайку и термическое напыление.
Здесь определено значение стандартной аббревиатуры AISC. Что означает AISC в стандарте? Верхняя аббревиатура AISC, связанная со стандартом: Американский институт стальных конструкций
AISC-1812H СТАНДАРТНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ: ХАРАКТЕРИСТИКИ: ПРИМЕНЕНИЕ: 4,5 x 3,2 x 2,6 мм ПАРАМЕТРЫ, соответствующие требованиям RoHS ABRACON P / N: Серия AISC-1812H-xxx Рабочая температура: -25 ° От C до + 85 ° C
25 апреля 2018 г. · В Части 16 настоящего Руководства напечатаны следующие спецификации, нормы и стандарты: • Технические условия 2010 г. для зданий из металлоконструкций, включая новую главу N по контролю качества и обеспечению качества, расширенная конструкция из композитных материалов. • Технические условия RCSC 2009 для конструктивных соединений с использованием высокопрочных болтов • Кодекс стандартной практики AISC для стальных зданий и мостов 2010 г. О руководстве по строительству AISC, 13-е издание. Это тринадцатое издание…
100 Feet Road, Тарамани, Ченнаи – 600113, Индия. Тел .: 91 44 22549000 | Факс: 91 44 22549001
Номер документа. AISC 303-10. Уровень редакции. ИЗДАНИЕ 2010 г. Статус. Текущий. Дата публикации. 1 января 2010 г.
В отношении инженера-строителя, ответственного за проектирование стальной конструкции, в данном Руководстве по проектированию используется термин «зарегистрированный инженер-строитель (SER)», как он используется в Кодексе стандартной практики AISC для стали. Здания и мосты, далее именуемые Кодексом стандартной практики AISC (AISC, 2016a).Это Руководство по проектированию также …
Руководство AISC по стальным конструкциям, 1-е издание Расчет с учетом нагрузки и сопротивления, 1986. Руководство AISC по стальным конструкциям, 2-е издание Расчет с учетом нагрузки и сопротивления, 1994 г. Руководство AISC по стальным конструкциям, 3-е издание, 2001. AISC Steel Construction Manual, 13th Edition, 2005. База данных AISC Shapes V14.1H доступна в Microsoft Excel …
LANL Engineering Standards Manual ISD 341-2 Глава 13, Сварка и соединение Раздел WFP 2-04 – Сварка Процедура изготовления Ред.1, 27.10.06, Приложение 2, Минимальный размер углового сварного шва для предварительно квалифицированных соединений
На этой странице представлена общая информация об индустрии общественных услуг. Индустрия общественных услуг – одна из крупнейших отраслей в Австралии. Большая часть этого находится в сфере здравоохранения и социальной помощи. Индустрию можно разделить на несколько секторов: Сектор обслуживания клиентов по вопросам образования и ухода за детьми и развитие Прямое обслуживание клиентов и …
Наслаждайтесь любимыми видео и музыкой, загружайте оригинальный контент и делитесь всем этим с друзьями, семья и весь мир на YouTube.
AISC 325-05 Этот документ был заменен. Посмотреть самую последнюю версию. Руководство по стальным конструкциям, тринадцатое издание. Стандарт Американского института стальных конструкций, 01.02.2006. Языки: Исторические издания: AISC 325-17, AISC 325-11D
Стандарты ASTM на резиновые изделия. Американское общество испытаний и материалов. Справочник проектировщика конструкционной стали: стандарты проектирования AISC, AASHTO, AISI, ASTM и ASCE-07, аккредитованный Американским национальным институтом стандартов (ANSI).Выполняет ключевую связующую роль в двух технических комитетах Международной организации по стандартизации (ISO). Благодаря этим ролям и … Информация Обладая более чем 16-летним опытом работы в области проектирования конструкций (проекты с нуля / старые месторождения) – (1) структурное проектирование в различных отраслях, таких как морская нефтегазовая отрасль, наземные сооружения, нефтеперерабатывающий завод, нефтехимия и др. технические здания, и (2) изготовление и конструкторские чертежи нефтеперерабатывающих и нефтехимических заводов, модулей СПГ, модулей и платформ верхнего строения, опор труб и поддонов… Стандартные библиотеки содержимого CISC или AISC в AutoCAD Mechanical. Кто-нибудь знает, разработала ли Autodesk стандарты CISC и AISC для своей библиотеки содержимого в AutoCAD Mechanical? Я устанавливаю AutoCAD Mechanical 2011, и мне кажется, что устанавливаемые стандартные библиотеки содержимого не поддерживают его.
Водопроводная труба рядом со мной
Водопроводная труба рядом со мной30 июня 2019 г. – Изучите доску Крейга Дэвиса “Culvert”, за которой следят 216 человек на Pinterest. Ознакомьтесь с другими идеями о озеленении проезжей части, водопропускных каналах, подъездных путях
Elgin Construction Supply: +1 (847) 741-6134 Торговля и отгрузка сборных железобетонных изделий Bartlett Телефон: +1 (847) 741-6134 Торговля и отгрузка сборных железобетонных изделий Belvidere Телефон: +1 (815) 547-3000.
Вот довольно простой рабочий процесс Civil 3D для создания местоположения динамической отметки дневного света в венце водопропускной трубы (см. Рис. Ниже) с существующей поверхности или поверхности коридора. Вот как это работает. Существующая или предлагаемая поверхность уже должна быть создана.
Обрушившаяся водопроводная труба: Ремонт ливневой водопроводной трубы INDOT I-465 InfraSteel.Опубликовано Каллом Уокером 21 апреля 2016 г. Просмотреть профиль. Инспекторы по транспортировке (INDOT) мостов определили, что большая водопропускная труба CMP Arch Pipe с пролетом 16 футов 7 дюймов и подъемом 10 футов 1 дюйм вышла из строя под трассой I-465 возле Индианаполиса.
Гофрированная стальная арочная труба Многопластинчатые конструкции могут использоваться для любого класса эксплуатационной нагрузки при условии выполнения соответствующей засыпки. 2.Сталь. И может принять другую стандартную сталь в соответствии с требованиями клиентов.
Трубы подземной ливневой канализации иногда проходят над землей в виде дренажной канавы или входа или выхода пруда.Headwalls представляют собой тип подпорной стенки, которая обычно находится вблизи потоков, пруды, или аналогичные концы Драйвуэй кульверта. Компонент моста. Обработка сборного железобетона.
Гофрированная дренажная труба из сплошной водопроводной трубы 8 дюймов x 20 футов. Обратите внимание: цены, рекламные акции, стили и наличие могут отличаться в зависимости от магазина и в Интернете. Запасы продаются и поступают непрерывно в течение дня; поэтому указанное количество может быть недоступно, когда
Образец благодарственной записки членам школьного совета
South Houston Concrete Pipe, Inc.828 Old Genoa Red Bluff Rd; Хьюстон, Техас 77034; Телефон: 281-484-7000 Факс: 281-484-7005 Сборный железобетон Jensen предлагает широкий выбор коробчатых водопропускных труб, включая стандартные и нестандартные конструкции от 4 до 24 футов. Септики Подберите септик подходящего размера и типа для вашего применения.
Пустой рабочий лист айсберга, pdf
Водопропускная труба परिभाषा: Водопроводная труба или канализационная труба, проходящая под дорогой или железной дорогой. | अर्थ, उच्चारण, अनुवाद और उदाहरण. водопропускная труба. (kʌlvəʳt).शब्द प्रारूप: множественные водопропускные трубы. गणनीय संज्ञा.
Добро пожаловать в главный промышленный источник канализационных и водоотводных труб в Огайо – Южный. Эти компании предлагают широкий ассортимент канализационных и водоотводных труб, а также различные сопутствующие товары и услуги. ThomasNet.com предоставляет множество инструментов поиска, включая фильтры местоположения, сертификации и ключевых слов, которые помогут вам уточнить результаты.
30 декабря 2020 г. · Одностенная водопропускная труба имеет оребрение внутри и снаружи. Двойная стенка гладкая внутри и ребристая снаружи.Двустенная водопропускная труба намного прочнее одностенной и рекомендуется для использования под проездами или там, где будут пересекаться тяжелые грузы. Наша дренажная труба для полевых работ рифленая и поставляется либо в виде сплошной трубы, либо с прорезями для сбора … Покупка и продажа на месте. На Craigslist есть списки материалов – владельцем в районе Тайлер / Восточный Техас. Просматривайте фотографии и ищите по состоянию, цене и т. Д.
Fortigate 60d
Чтобы получить эффективное решение для всего бестраншейного ремонта труб, бестраншейной прокладки труб, замены свинцовых труб и проблем с облицовкой CIPP на месте труб, позвоните в NuFlow по телефону (800) 834-9597.
Richards Pipe and Steel – давний поставщик труб с большим наружным диаметром; у нас есть в наличии размеры 26–144 дюйма. Мы можем изготовить прокатные и сварные обсадные трубы на заказ в соответствии с требованиями вашего проекта. Мы предлагаем сварные швы с полным проплавлением и герметизацией. Кроме того, мы можем согласовать резку, предоставить проушины и все остальное, что требуется для вашего проекта.
Продается 15 дюймов с внутренним диаметром Пластиковое поле / водоотвод / дренажная труба Одностенная – в среднем около 7 футов каждая в длину. Залейте эту канаву для облегчения кошения и т. Д. Два – подъездная дорожка. Три – это хорошая широкая подъездная дорога. Или 3 за 100 долларов наличными «Без чеков» 48 HDPE BLACK PIPE CULVERT PIPE – 1250 долларов Catheys ValleyMISC.ФИТИНГИ 150,00 $ ЗА ВСЕ СМОТРЕТЬ ФОТО. 180 долларов. Канализационная или дренажная труба 180 $ за штуку.
Cadillac forum dts
Водопроводная труба (Tacoma Tideflats) <изображение 1 из 1> Taylor Way возле Lincoln Ave Состояние: новое. QR-код Ссылка на это сообщение. У меня есть черная гофрированная труба с двойными стенками для …
Tyler Products Sales, Inc. 10383 Spur 164 Tyler, TX 75709 903-593-8633 Карта
БЕТОННЫЕ КУЛЬВЕРТЫ «RCP» – в наличии 12, 15, 18 и 24-дюймовые бетонные водопропускные трубы длиной 4 фута.Более крупные размеры и длины доступны по запросу или по специальному заказу. КУЛЬТЕРЫ ИЗ ПОЛИ «HDPE» – У нас есть в наличии 6, 8, 10, 12, 15, 18 и 24 дюйма двустенные водопропускные трубы длиной 20 футов. CP&P является ценным поставщиком сборных железобетонных труб и конструкций в Средней Атлантике и Юго-Востоке США. Компания обеспечивает исключительную ценность за счет понимания рынка, производственных мощностей и двух других редких качеств – честности и приверженности.
Таблица проблем удельной нормы
Добро пожаловать в Coastal Culvert & Supply, Inc.Добро пожаловать в компанию Coastal Culvert & Supply, Inc., которая с гордостью ведет свой бизнес с 1974 года. Мы предоставляем широкий спектр решений по дренажу для клиентов в Луизиане и близлежащих штатах – от частных землевладельцев до строительных проектов штата и федеральных властей.
В вычислениях именованный канал (также известный как FIFO из-за его поведения) является расширением традиционной концепции канала в Unix и Unix-подобных системах и является одним из методов межпроцессного взаимодействия (IPC).
Крупнейший дистрибьютор стандартной трубной продукции в США.S. Помощь оптовым покупателям в повышении конкурентоспособности. Merfish United является ведущим дистрибьютором отечественных стальных труб, стальных труб мирового производства, медных труб, пластиковых труб, электрических трубопроводов и сопутствующих товаров для независимых оптовых дистрибьюторов в сфере водопровода и отопления; трубы, клапаны и … Разнообразная инфраструктура подземных трубопроводов необходима для обслуживания потребностей наших сообществ и ресурсной отрасли в электроснабжении, водоснабжении, газе и нефти, развитии энергетики, системах ливневой и канализационной канализации, а также автомобильных и железных дорогах. водопропускные трубы.
Виртуальная лаборатория луковых клеток
ДРЕНАЖНАЯ труба A-2 Liner Pipe (PVC) Для ремонта существующей трубы без нарушения транспортного потока. Диаметр от 12 до 54 дюймов. Алюминиевые коробчатые кульверты Предварительно спроектированные алюминиевые коробчатые кульверты. Доступны размеры от 8′-9 дюймов x 2′-6 дюймов до 25′-5 дюймов x 10′-3 дюйма, с полными днищами или опорными подушками (доступна сборка).
Адреса. Независимо от того, являетесь ли вы домовладельцем или генеральным подрядчиком, у нас есть офис Coburn рядом с вами. Прокрутите вниз, чтобы просмотреть список филиалов и местоположений выставочных залов под картой.
Определите водопропускные трубы. Culverts синонимы, произношение culverts, перевод culverts, определение culverts в словаре английский языка. п. 1. Канализационный или дренажный переход под дорогой или насыпью. водопропускная труба – поперечный и полностью закрытый водосток под дорогой или железной дорогой. LeRoy Schroeder предлагает самый широкий выбор природного строительного камня, высококачественной почвы, гравия и заполнителей, а также дорожно-строительных материалов, дерновой травы, мульчи, цемента, водопропускных труб и аксессуаров. Купить все продукты сейчас>
Призрачные кольцевые прицелы планка Пикатинни
Области применения включают водопропускные трубы, дренажные системы, ливневые системы, рыбоходы, перебазировки водопропускных труб, крышки конвейеров или обтекатели, а также оцинкованные – стандартный срок службы 25 лет Гофрированная стальная труба с Оцинкованное покрытие.Оцинкованная сталь является стандартной отделкой для всех гофрированных стальных труб …
Glencoe geometry chapter 3
Создание плана урока для персонажей в средней школе и спецификации 100×75
Адаптер для лезвий Dremel mm45
Я и мое вращение предплечья для гольфа
Создайте веб-сайт электронной коммерции, такой как amazon react, node и mongodb
На диаграмме ниже прямоугольного треугольника abc высота cd изображена на гипотенузе ab, если ab36
Активность элемента ионной головоломки pdf
Получите sms online China Mobile
Типы навыков консультирования
Fortigate ssl vpn timeout
Adp data Breach 2019
Рабочий лист анализа единиц 1 ключ ответа
Нужно ли продлевать лицензию, когда мне исполнится 21 год Флорида
308 патронов для продажи оленей
900 02Рамки глоков с лазерной пунктирной линией
Налоговые правила для рождественских елок
Как изменить спидометр с километров на мили toyota prius
Лучшие головки ls1
Какая из следующих целей является наиболее подходящим методом tlc? часто используется для
Похоронное бюро Стивенса Филадельфия ms
Replacements ltd oneida flatware
Opencv python visual studio
Верховный суд округа Форсайт
Система зажигания base no eagle no 4th xbow link
Мастер-гравер-пистолет
Джанкарло и Стефано Педретти – мастера-граверы станут долгожданным дополнением к коллекции любого любителя прекрасного оружия и прекрасной гравировки.Следует поздравить всех, кто участвует в его производстве, за их труд, преданность делу и благородство цели – стремление к красоте и совершенству.
8 июля 2011 г. · Оружейное искусство мастера-гравера Ли Гриффитса. Фил Bourjaily. 8 июля 2011 года. Ли Гриффитс из Гайд-парка, штат Юта, начал гравировать в 1997 году, украшая ножи для своих соседей после того, как он занимался сельским хозяйством …
3. Заводские чертежи для создания того, что Кронайт называет «универсальным приспособлением для гравера для пистолетов и ножей» .«Эта модификация позволяет гравировать предметы толще, чем примерно 1/2» – например, при гравировке цифр на заводской шкале ходового винта.
9780913060018: EC Prudhomme, Master Gun Engraver – AbeBooks – RW Norton Art Gallery Персонал: 0913060011 AbeBooks.com: EC Prudhomme, Master Gun Engraver (9780913060018) Персонал RW Norton Art Gallery и большой выбор похожих новинок, бывших в употреблении и коллекционные книги теперь доступны по отличным ценам.
22 июня 2015 г. · В то время как некоторые поставщики будут продавать предварительно окрашенные трансферы или шаблоны для новых граверов, Джиантонио предполагает, что свитки и вырезы уже будут на стандартном пистолете.Это процесс, на освоение которого потребовались годы.
И 21 января этого года, еще одной наградой, он был принят Гильдией граверов по огнестрельному оружию Америки в звание «Мастера гравера». Это высшая награда, которую может получить гравер в этой стране …
Jantz Supply – Принадлежности для изготовления ножей, инструменты для гравировки, абразивы, полировальные материалы – Davis OK Jatagan – Принадлежности для изготовления ножей, материалы для рукояток, заготовки, комплекты – Český Krumlov, CZ Принадлежности для отделки ножей и пистолетов – Поставщик материалов для изготовления ножей, инструментов, комплектов, стабилизации – Lakeside , AZ, USA
Морские змеи и олени появляются на некоторых из самых ранних ружей и винтовок Purdey.К 1850-м годам, когда количество металлических изделий выросло, наша гравюра на свитках стала более тонкой и обильной. № 7902 от 1869 года показывает гравюру игровых сцен, весьма необычную для того периода; две собаки на спусковой скобе, бегущие за фазаном.
Ручки 1911 с гравировкой на заказ Основная страница примеров. Зачем соглашаться на фабрику, если вы можете создать свою собственную пистолетную рукоятку в индивидуальном стиле? Выбирайте из множества пород дерева или имитации слоновой кости и получите индивидуальную графику, фотографию, монограмму или дизайн, постоянно выгравированные, чтобы создать единственный в своем роде индивидуальный набор ручек!
В чем разница между фитингами для сварки муфт и стыковой сварки
Существуют различные способы соединения труб, фитингов, фланцев и клапанов, наиболее популярными являются сварка муфтой и стыковая сварка .Тем не менее, вы можете быть сбиты с толку относительно , в чем разница между фитингами для раструбной сварки и стыковой сварки труб и какой из них лучше всего подходит для ваших строительных проектов, поскольку все они, похоже, имеют свои плюсы и минусы.
ASTM A182 F316L Муфты для сварки внахлест
Что такое сварка муфтой?
Сварка втулкой (SW) – это метод сварки вставки трубопровода. При этом свариваются два куска трубы разного размера, меньший кусок вставляется в большой. Сварной шов полностью находится на периферии большой трубы, и это угловой шов. .Компоненты для сварки внахлест содержат фланца для сварки внахлест и фитинги для сварки внахлест (содержат колена для сварки внахлест под углом 45/90 градусов, тройники для сварки внахлест, заглушки для сварки внахлест, крестовину для сварки внахлест, муфту для сварки внахлест, муфту для сварки внахлест, муфту ).
Чертеж сварки внахлест
Фитинги для сварки внахлест определены в стандарте ASME B16.11 , они представляют собой трубные фитинги высокого давления и доступны в трех диапазонах давления: класс 3000, класс 6000 и класс 9000.Фланцы для приварки внахлест могут изготавливаться в соответствии с различными стандартами, такими как ANSI / ASME B16.5, JIS B2220.
Что такое стыковая сварка?
Стыковая сварка – это соответствующая сварка трубопроводной арматуры и трубопроводной арматуры, трубопроводной арматуры и фланцев или трубопроводной арматуры и труб, диаметры которых одинаковы. Концы фитингов для стыковой сварки должны иметь фаску. Компоненты для стыковой сварки содержат фланцев с приварной шейкой. Фитинги для стыковой сварки и (содержат колено для стыковой сварки под углом 45/90/180 градусов, тройник для стыковой сварки, колпачок для стыковой сварки, отвод для стыковой сварки, крестовину для стыковой сварки, переходник для стыковой сварки, сварную бобышку).
Чертеж под сварку встык
Фитинги для стыковой сварки труб могут изготавливаться в соответствии с различными стандартами, такими как ANSI / ASME B16.9, ANSI / ASME B16.28, DIN EN 10253, ГОСТ 17375-17380, JIS B2311-B2313, KS B1522, KS B1541, KS B1543, MSS SP-43, MSS SP-75, GB / T 12459, GB / T 13401, SH / T 3408, HGJ528, SY / T0510. Фланцы приварной встык по стандартам ANSI / ASME B16.5, ANSI / ASME B16.47, JIS B2220, EN 1092-1, ГОСТ 12821-80.
Различия между фитингами для сварки муфт и стыковой сварки:
Фитинги для раструбной и стыковой сварки различных диаметров:
Сварка внахлест обычно используется для сварки труб небольшого диаметра.Обычно используемые спецификации: диаметр меньше DN50, а наибольший диаметр – DN100 (или 4 дюйма). Сварка встык широко применяется для труб большого и малого диаметров.
Различные сварные канавки и сварные швы фитингов для раструбной и стыковой сварки:
Обычно для стыковой сварки должен быть скошенный конец от 30 до 37,5 °, чтобы заполнить сварной шов. Конечно, для сверхтолстых стенок будет сложный скошенный конец.
Для сварки внахлест не требуется скоса, и можно сваривать деталь напрямую.Швы раструбной сварки представляют собой угловые швы.
С учетом фактора прочности сварного шва, условий силы и т. Д. Стыковая сварка лучше, чем сварка муфтой.
ASME B16.9 ASTM A403 WP304L Тройники равные
Неразрушающий контроль фитингов труб, сваренных муфтой и стыковой сваркой, различный:
Методы неразрушающего контроля для муфтовой сварки – это магнитопорошковый контроль ( MT ) и проникающий контроль ( PT ).Испытание магнитными частицами используется для деталей из углеродистой стали, а испытания на проникновение – для деталей из нержавеющей стали. Вообще говоря, требования к стыковой сварке выше, чем требования к стыковой сварке, а также требования к испытаниям. Стыковая сварка должна быть испытана на 100%, чтобы гарантировать отсутствие утечек. и надо делать рентгенологическое обследование.
Стальная труба с фланцем и тройником под сварку встык
Фитинги для раструбной и стыковой сварки разная цена:
Обычно цена на фитинги для сварки враструб выше, чем на фитинги для стыковой сварки аналогичного размера, фитинги для стыковой сварки требуют дополнительных затрат, поскольку их также будет сложнее сваривать и правильно устанавливать.Тогда это потребует больше времени и опыта квалифицированных сварщиков.
Сварка внахлест проста в установке, но для ее подключения требуется зазор примерно 1/16 дюйма в нижней части трубы, чтобы обеспечить тепловое расширение. Этот зазор может привести к проблеме перенапряжения, которая приведет к растрескиванию углового шва фитинга. Сварка внахлест вызывает затруднения при работе с агрессивными жидкостями из-за щелевой коррозии, а также легко подвергается коррозии из-за неоднородности внутренних поверхностей гладких труб.
Стыковой сварной шов является «лучшим» с точки зрения прочности, усталости, коррозионной стойкости и температурного соответствия.Однако сложнее правильно выполнить сборку и сварку, требуя квалифицированного сварщика и много времени.
Тройник, фланец, сварка внахлест, угловой патрубок
Заключение
В заключение следует отметить, что как уровень давления, так и стоимость сварки муфтой выше, чем при сварке встык. Если технология сварки требуется и полностью соответствует требованиям конструкции, стыковая сварка является альтернативным выбором. Нет требований к сварке, рекомендуется использовать сварку муфтой, просто для обнаружения.Недостатком системы сварки внахлест является правильный компенсационный зазор и пространство между внешним диаметром трубы и внутренним диаметром фитинга. Из-за коррозионных продуктов, в основном в трубных системах из нержавеющей стали, трещина между трубой и фланцем, фитингом или клапаном. может вызвать проблемы с коррозией. В условиях эксплуатации, когда требуется полное проникновение сварного шва внутрь трубопровода, сварные швы с муфтой недопустимы, и, как правило, необходимо выполнять стыковые сварные швы.
Haihao Group производство, поставка и экспорт фитинги для сварки муфт, фитинги для стыковой сварки труб, резьбовые фитинги, кованые фланцы (например, фланцы приварные шейки, фланцы приварные муфтами, глухие фланцы, фланцы для стыковых соединений, фланцы для соединений внахлест и т. Д.) из различных материалов, таких как углеродистая сталь, нержавеющая сталь, легированная сталь.