Обозначение трапецеидальной резьбы: Резьба трубная. Классификация, обозначение – статья от компании ООО Стандарт
alexxlab | 04.02.2023 | 0 | Разное
1.3.2. Условное изображение резьбы в отверстии
Рис.1.3.2.1
Внутренняя резьба – изображается сплошной основной линией по внутреннему диаметру и сплошной тонкой – по наружному. Если при изображении глухого отверстия, конец резьбы располагается близко к его дну, то допускается изображать резьбу до конца отверстия. Резьбу с нестандартным профилем следует изображать.
1.3.3. Условное изображение резьбы в сборе
Рис.1.3.3.1
На разрезах резьбового соединения в изображении на плоскости, параллельной его оси в отверстии, показывают только ту часть резьбы, которая не закрыта резьбой стержня.
Штриховку в разрезах и сечениях проводят до сплошной основной линии, т.е. до наружного диаметра наружной резьбы и внутреннего диаметра внутренней.
1.4. Условное изображение резьб
Таблица
1. 4.1
4.1
Тип резьбы | Условное обозначение типа резьбы | Размеры, указываемые на чертеже | Обозначение резьбы на чертежах | |||
на изображениях в плоскости, параллельной оси резьбы | на изображениях в плоскости, перпендикулярной оси резьбы | |||||
на стержне | В отверстии | на стержне | В отверстии | |||
Метрическая с крупным шагом ГОСТ 9150-81 | M | Наружный диаметр (мм) | ||||
Метрическая с мелким шагом ГОСТ 9150-81 | M | Наружный диаметр и шаг резьбы (мм) | ||||
Трапецеидальная однозаходная ГОСТ 9484-81 (СТ СЭВ 146-78) | Tr | Наружный диаметр и шаг резьбы (мм) | ||||
Трубная цилиндрическая ГОСТ 6357-81 (СТ СЭВ 1157-78) | G | Условное обозначение в дюймах | ||||
Коническая дюймовая ГОСТ 6111-52 | K | Условное обозначение в дюймах | ||||
Трубная коническая ГОСТ 6211–81 (СТ СЭВ 1159–78): наружная и внутренняя | R Rc | Условное обозначение в дюймах | ||||
Для
обозначения резьб пользуются стандартами
на отдельные типы резьб. Для всех резьб,
кроме конических и трубной цилиндрической,
обозначения относятся к наружному
диаметру и проставляются над размерной
линией, на ее продолжении или на полке
линии-выноски. Обозначения конических
резьб и трубной цилиндрической
наносят только на полке линии-выноски.
Для всех резьб,
кроме конических и трубной цилиндрической,
обозначения относятся к наружному
диаметру и проставляются над размерной
линией, на ее продолжении или на полке
линии-выноски. Обозначения конических
резьб и трубной цилиндрической
наносят только на полке линии-выноски.
Резьбу на чертеже условно обозначают в соответствии со стандартами на изображение, диаметры, шаги и т. д.
Метрическая резьба обозначается в соответствии с ГОСТ 9150–81.
Метрическая резьба подразделяется на резьбу с крупным шагом, обозначаемой буквой М с указанием номинального диаметра цилиндрической поверхности, на которой резьба выполнена, например М12, и резьбу с мелким шагом, обозначаемой указанием номинального диаметра, шага резьбы и поля допуска, например М242–6g или М121–6Н.
При обозначении левой резьбы после условного обозначения ставят LH.
Многозаходные
резьбы обозначаются, например
трех-заходная, М24З(P1)LH,
где М – тип резьбы, 24 – номинальный диаметр,
3 – ход резьбы, P1
– шаг резьбы. Приведенные обозначения
левой и многозаходной резьб могут быть
отнесены ко всем метрическим резьбам.
Приведенные обозначения
левой и многозаходной резьб могут быть
отнесены ко всем метрическим резьбам.
Метрическая коническая резьба обозначается в соответствии с ГОСТ 25229–82. В обозначение резьбы включаются буквы МК. Применяются соединения внутренней цилиндрической резьбы с резьбой наружной конической. Размеры элементов профиля конической и цилиндрической резьб принимаются по ГОСТ 9150–81. Соединение такого типа должно обеспечивать ввинчивание конической резьбы на глубину не менее 0,8 l (где l – длина резьбы без сбега). Обозначение внутренней цилиндрической резьбы состоит из номинального диаметра, шага и номера стандарта (например: М201,5 ГОСТ 25229–82).
Рис.1.4.1
Соединение
внутренней цилиндрической резьбы с
наружной конической (рис.1.4.1) обозначается
дробью М/МК, номинальным диаметром,
шагом и номером стандарта: М/МК 201,5LH
ГОСТ 25229–82. При отсутствии особых
требований к плотности соединений
такого рода или при применении уплотнений
для достижения герметичности таких
соединений номер стандарта в обозначении
соединений опускается, например: М/МК
201,5
LH.
Поле допуска среднего диаметра внутренней цилиндрической резьбы должно соответствовать 6Н по ГОСТ 16093–81, а предельное отклонение внутреннего диаметра и среза впадин внутренней цилиндрической резьбы принимается в пределах: верхнее предельное отклонение (+0,12) -г- (+0,15), а нижнее предельное отклонение равняется 0.
Трубная цилиндрическая резьба. Условное обозначение резьбы состоит из буквы G, обозначения размера резьбы, класса точности среднего диаметра (А или В). Для левой резьбы применяется условное обозначение LH. Например, G11/2LH–В–40 длина свинчивания, указываемая при необходимости.
Соединение внутренней трубной цилиндрической резьбы класса точности А с наружной трубной конической резьбой по ГОСТ 6211–81 обозначается следующим образом: например, G/R p–11/2–А.
При
обозначении посадок в числителе
указывается класс точности внутренней
резьбы, а в знаменателе — наружной. Например: G
11/2–А/В.
Например: G
11/2–А/В.
Трубная коническая резьба. В обозначение резьбы входят буквы: R – для конической наружной резьбы, Rc – для конической внутренней резьбы, Rp – для цилиндрической внутренней резьбы и обозначение размера резьбы. Для левой резьбы добавляются буквы LH. Условный размер резьбы, а также ее диаметры, измеренные в основной плоскости, соответствуют параметрам трубной цилиндрической резьбы, имеющей тот же условный размер. Поэтому детали с трубной конической резьбой достаточно часто применяются в соединениях с деталями с трубной цилиндрической резьбой, что обеспечивает достаточно высокую герметичность соединений. Резьбовые соединения обозначаются в виде дроби, в числителе которой указывается буквенное обозначение внутренней резьбы, а в знаменателе – наружной. Пример обозначения:
— внутренняя
трубная цилиндрическая резьба класса
точности А по ГОСТ 6357–81.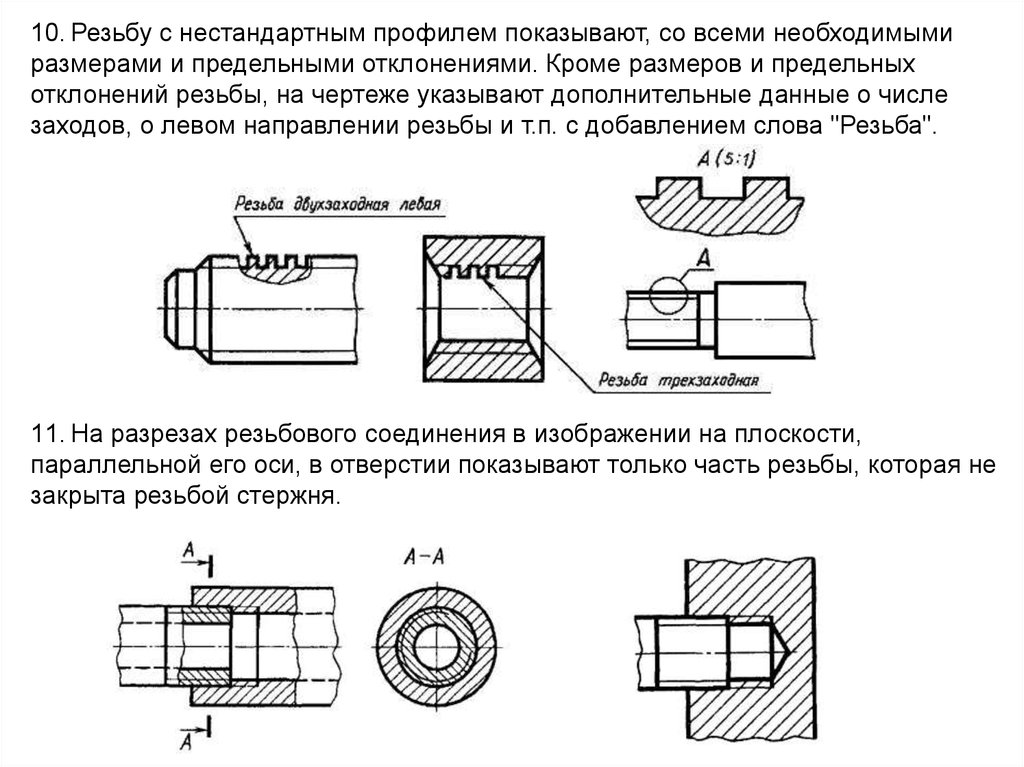
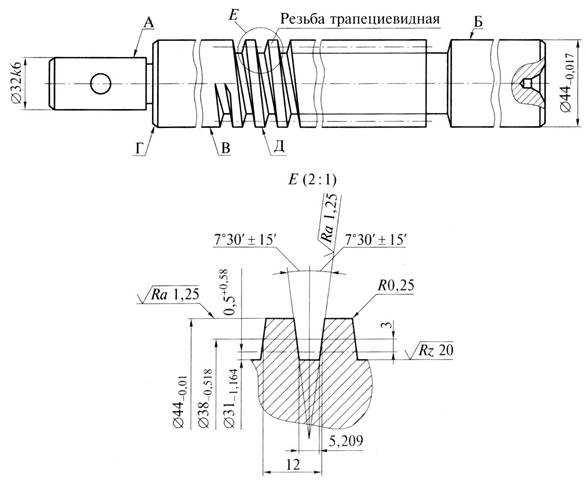
Трапецеидальная резьба. Условное обозначение трапецеидальной резьбы состоит из букв Тr, номинального диаметра, хода Рn и шага Р. Например: Tr204LH–8H, где LH – обозначение левой резьбы, 8Н – основное отклонение резьбы.
При необходимости вслед за основным отклонением резьбы указывается длина свинчивания L (в мм). Например: Тг406–8g–85; 85 – длина свинчивания.
Резьба упорная. Обозначение резьбы состоит из буквы S, номинального диаметра, шага и основного отклонения S8010–8Н.
Для левой резьбы после условного обозначения резьбы указывают буквы LH.
Для многозаходной резьбы вводят дополнительно значение хода совместно с буквой Р и значение шага. Так, двухзаходная резьба с шагом 10 мм обозначается S802(P10).
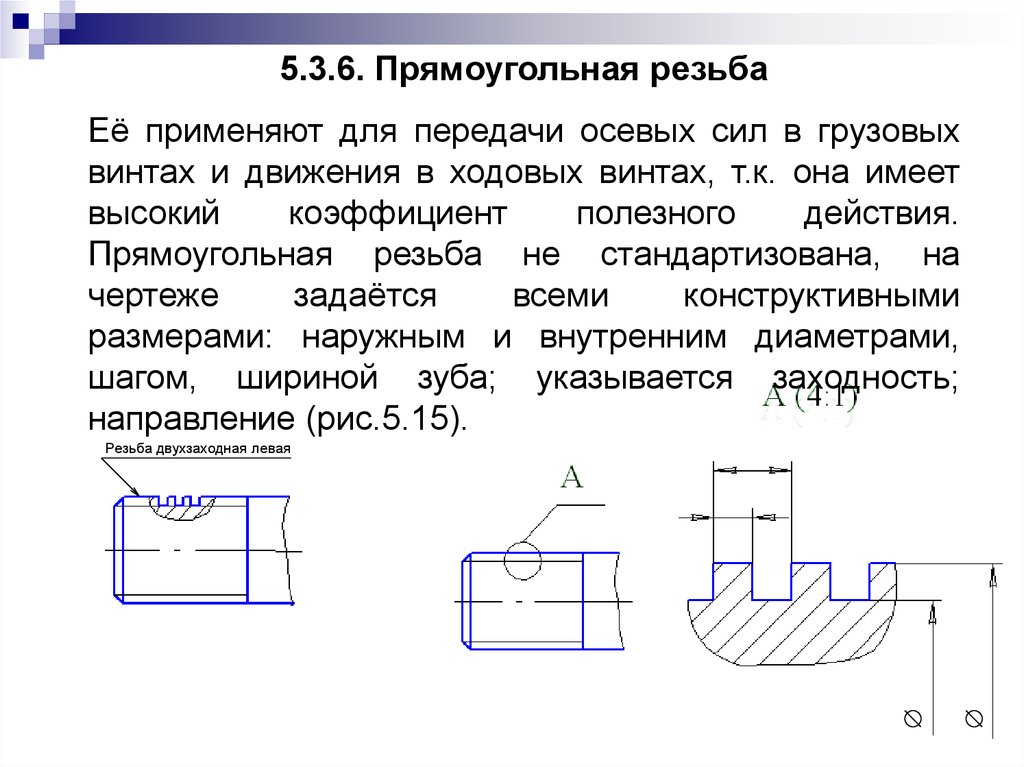
Прямоугольная
резьба не
стандартизована. При изображении
прямоугольной резьбы рекомендуется
вычерчивать местный разрез, на котором
проставляют необходимые размеры.
Специальные резьбы. Если резьба имеет стандартный профиль, но отличается от соответствующей стандартной резьбы диаметром или шагом, то резьба называется специальной. В этом случае к обозначению резьбы добавляется надпись Сп, а в обозначении резьбы указываются размеры наружного диаметра и шага резьбы, например: Сп.М191Д Резьба с нестандартным профилем изображается так, как это представлено в п.9 табл.1, с нанесением размеров, необходимых для изготовления резьбы.
Резьбы. Стандартные крепёжные детали – презентация онлайн
1. Лекция Тема: Резьбы. Стандартные крепёжные детали
2. Вопросы
1. Резьбы1.1. Параметры резьбы
1.2. Классификация резьб
1.3. Метрическая резьба
1.4. Трубная резьба
1.5. Трапецеидальная резьба
1.6. Упорная резьба
1.7. Прямоугольная резьба
1.8. Изображение резьб на чертежах
2. Крепежные резьбовые изделия
3. 1. Резьбы
Резьба– это винтовые, одинаковые по форме и
размерам, выступы и канавки на цилиндрической
(цилиндрическая резьба) или конической (коническая
резьба) поверхности детали.
 Она может быть наружной и
Она может быть наружной ивнутренней. Поверхность резьбы образуется при винтовом
перемещении
плоского
контура
(треугольного,
трапецеидального,
прямоугольного
и
др.)
по
соответствующей поверхности (рис. 1). Часть винтового
выступа, образованная производящим контуром за один
оборот вокруг оси цилиндра или конуса, называют витком
резьбы.
4. Рис. 1. Схематическое изображение резьб: а – треугольной; б -трапецеидальной; в – прямоугольной
Рис. 1. Схематическое изображение резьб:а – треугольной; б -трапецеидальной; в прямоугольной
6. 1.1. Параметры резьбы
Профиль резьбы – профиль выступа и канавки вплоскости осевого сечения резьбы.
Наружный диаметр цилиндрической резьбы (d – для
наружной резьбы, D – для внутренней резьбы) – диаметр
воображаемого цилиндра, описанного вокруг наружной или
впадин внутренней цилиндрической резьбы.
Внутренний диаметр цилиндрической резьбы (d1 – для
наружной резьбы, D1 –для внутренней резьбы) – диаметр
воображаемого цилиндра, вписанного во впадины нуружной
или вершины внутренней цилиндрической резьбы.
Средний диаметр цилиндрической резьбы (d2 – для
наружной резьбы, D2 – для внутренней резьбы) – диаметр
воображаемого, соосного с резьбой прямого цилиндра,
каждая образующая которого пересекает профиль резьбы
таким образом, что ее отрезки, образованные при
пересечении с канавкой, равны половине номинального
шага.
Шаг резьбы Р – расстояние между соседними
одноименными
боковыми
сторонами
профиля
в
направлении, параллельном оси резьбы.
Ход резьбы Рh – расстояние между ближайшими
одноименными
боковыми
сторонами
профиля,
принадлежащими одной и той же винтовой поверхности, в
направлении, параллельном оси резьбы. Ход резьбы есть
величина относительного осевого перемещения винта
(гайки) за один оборот.
Длина резьбы – длина участка, на котором резьба имеет
полный профиль.
Сбег резьбы – участок неполного профиля в зоне
перехода резьбы к гладкой поверхности детали.
Правая резьба
– резьба, образованная выступом,
вращающимся по часовой стрелке и перемещающимся
вдольоси в направлении от наблюдателя.

Левая резьба – резьба, образованная выступом,
вращающимся против часовой стрелки и перемещающимся
вдоль оси в направлении от наблюдателя.
Однозаходная резьба – резьба, образованная одним
выступом.
Многозаходная
резьба
резьба,
образованная
несколькими выступами.
Основная плоскость – плоскость, перпендикулярная к
оси резьбы, в которой задаются номинальные размеры
наружного (d, D), внутреннего (d1, D1) и среднего (d2, D2)
диаметров конической резьбы. Положение этой плоскости
определяется размерами l1 и l2, которые задаются стандартом
на резьбы.
10. 1.2. Классификация резьб
Классификационный признакТип и виды резьбы
1
2
Назначение
Крепежная
Кинематическая
Крепежно-уплотнительная
Специальная
Форма поверхности
Цилиндрическая
Коническая
Расположение поверхности
Наружная
Внутренняя
1
Форма профиля
Величина шага
2
Треугольная
Трапецеидальная
Упорная
Прямоугольная
Круглая
Специальная
Крупная
Мелкая
Специальная
Направление винтовой линии Правая
Левая
Число заходов
Однозаходная
Многозаходная
12.
 1.3. Метрическая резьбаРис. 3. Профиль метрической цилиндрической
1.3. Метрическая резьбаРис. 3. Профиль метрической цилиндрическойрезьбы
Рис.4. Профиль метрических конических резьб
14. Условные обозначения метрической конической резьбы
Обозна ХарактерисПараметры,
чение
тика
указываемые в
типа
резьбы
обозначении резьбы
резьбы
Правая
Наружный диаметр в
основной плоскости,
МК
мм; шаг, мм
Левая
Наружный диаметр в
основной плоскости,
мм; шаг, мм;
латинские буквы LH
Пример
обозначения
МК20 х 1,5
МК20 х 1,5LH
15. 1.4. Трубная резьба
Рис.5. Профиль трубной цилиндрической резьбы16. Условные обозначения трубной цилиндрической резьбы
Обозначениятипа резьбы
Характеристи
ка резьбы
Правая
G
Левая
Параметры,
указываемые
в обозначении
резьбы
Условный
проход трубы,
дюймы
Условный
проход трубы,
дюймы;
латинские
буквы LH
Пример
обозначения
G1 ½
G1 ½ LH
17.
 Рис.6. Профиль трубной конической колбы
Рис.6. Профиль трубной конической колбы18. Условные обозначения трубной конической резьбы
Обозначени Характеристя типа
ика резьбы
резьбы
R
Параметры, указываемые в
обозначении резьбы
Наружная,
правая
Условный диаметр в основной
плоскости, дюйм
Наружная,
левая
Условный диаметр в основной
плоскости, дюйм; латинские
буквы LH
Внутренняя, Условный диаметр в основной
правая
плоскости, дюйм
Rc
Внутренняя, Условный диаметр в основной
левая
плоскости, дюйм; латинские
буквы LH
Пример
обозначения
R1
R1LH
Rc1
Rc1LH
19. 1.5. Трапецеидальная резьба
Рис. 7. Профиль трапецеидальной резьбы20. Условные обозначения трапецеидальной резьбы
Обозначе Характеристиние типа
ка резьбы
резьбы
1
Tr
Параметры
Пример
указываемые в
обозначения
обозначении
резьбы
2
3
4
Однозаходная, Наружный диаметр,
правая
мм; шаг, мм
Tr40 x 6
Однозаходная, Наружный диаметр,
левая
мм; шаг, мм;
Tr40 x 6LH
латинские буквы
LH
1
Tr
2
3
Многозаходная Наружный
(двухзаходная), диметр, мм; ход,
правая
мм; обозначение
шага Р; шаг, мм
4
Tr20 x 8/P4/
Многозаходная Наружный
(двухзаходная), диаметр, мм; ход,
левая
мм; обозначение Tr20x8(P4)LH
шага P; шаг, мм;
латинские буквы
LH
22.
 1.6. Упорная резьбаРис. 8. Профиль упорной резьбы
1.6. Упорная резьбаРис. 8. Профиль упорной резьбы23. Условные обозначения упорной резьбы
Обозначе Характеристиние типа
ка резьбы
резьбы
1
S
Параметры,
Пример
указываемые в
обозначения
обозначении
резьбы
2
3
4
Однозаходная, Наружный диаметр,
правая
мм; шаг, мм
S80 x 10
Однозаходная, Наружный диаметр,
левая
мм; ход, мм;
S80 x 10LH
обозначение шага
Р; шаг, мм
1
S
2
3
4
Многозаходная Наружный
(двухзаходная), диаметр, мм;
правая
ход, мм;
S80 x 20(Р10)
обозначение
шага Р; шаг, мм
Многозаходная Наружный
(двухзаходная), диаметр, мм;
левая
ход, мм;
S80 x 20(P10)LH
обозначение
шага Р; шаг, мм;
латинские буквы
LH
25. 1.7. Прямоугольная резьба
Рис. 9. Профиль прямоугольной резьбыРис. 10. Варианты изображения с нестандартным профилем
27. 1.8. Изображение резьб на чертежах
31.
 2. Крепежные резьбовые изделияБолт
2. Крепежные резьбовые изделияБолтШпилька
Винт
Гайка
Шайба
Калькулятор метрической трапециевидной резьбы
Калькулятор трапециевидной резьбы для определения размеров метрической трапециевидной резьбы одинарных и многозаходные трапециевидные резьбовые стержни и гайки для различных классы точности делительного диаметра.
Профиль метрической трапециевидной резьбы ISOпредставляет собой форму резьбы с углом резьбы 30 °, которая используется для ходовых винтов (силовых винтов). Размеры и допуски для метрической трапециевидной резьбы определены в ИСО 2901:1993, ISO 2902:1977, ISO 2903:1993 и ISO 2904:1977. Калибр и калибр для метрической трапециевидной резьбы ISO определены в стандарте DIN 103-9:1985.
Калькулятор метрической трапециевидной резьбы:
| ВХОДНЫЕ ПАРАМЕТРЫ | |||
| Выбор номинального диаметра |
| ||
| Номинальный диаметр | 8101216202428323640444852607080 | 120140160180200220240260280300||
| Выбор шага 1 | 1,5 | ||
| Класс точности шага резьбы стержня 2 | 7e8e8c9c | ||
| Класс точности шага резьбы гайки 2 | 7H8H9H | ||
| Количество стартов 3 | 12345 | ||
Примечание 1. См. раздел «Результаты» для предпочтительного значения шага для выбранной номинальной
диаметр.
См. раздел «Результаты» для предпочтительного значения шага для выбранной номинальной
диаметр.
Примечание 2. Рекомендуемые классы точности см. в разделе «Определения».
Примечание 3. Допуски для многозаходной резьбы такие же, как и для однозаходной. резьбы, за исключением допусков по шагу. Допустимые значения T д2 и Т Д2 для однократного запуска умножаются на следующие коэффициенты; Количество пусков – Фактор : 2 – 1,12 , 3 – 1,25 , 4 – 1,4 , 5 – 1,6
| РЕЗУЛЬТАТЫ | |||
| Параметр | Значение | ||
| Обозначение | — | — | |
| Номинальный диаметр [d] | — | мм | |
| Выбранная высота звука [P] | — | ||
Предпочтительный шаг для выбранного диаметра. [P преф ] 1 [P преф ] 1 | 1,5 | ||
| Свинец [л] | — | ||
| Нормальная продолжительность помолвки 2 | > | ≤ | |
| — | — | ||
| ПРЕДЕЛЫ РАЗМЕРОВ ДЛЯ ТРАПЕЦИОНАЛЬНОЙ РЕЗЬБЫ (ВНЕШНЯЯ) | |||
| Класс допуска большого диаметра | 4ч | — | |
| Максимальный большой диаметр [d max ] | — | мм | |
| Минимальный большой диаметр [d мин ] | — | ||
| Класс допуска диаметра делительной окружности | — | — | |
| Максимальный диаметр делителя [d 2max ] | — | мм | |
| Минимальный диаметр шага [d 2 мин ] | — | ||
| Класс допуска малого диаметра | — | — | |
| Максимальный малый диаметр [d 3макс ] | — | мм | |
| Минимальный малый диаметр [d 3 мин ] | — | ||
| ПРЕДЕЛЫ РАЗМЕРОВ ДЛЯ ТРАПЕЦИОНАЛЬНОЙ РЕЗЬБОВОЙ ГАЙКИ (ВНУТРЕННЕЙ) | |||
| Минимальный большой диаметр [D 4 мин ] | — | мм | |
| Класс допуска диаметра делительной окружности | — | — | |
| Максимальный диаметр делительной окружности [D 2max ] | — | мм | |
| Минимальный диаметр делителя [D 2 мин ] | — | ||
| Класс допуска малого диаметра | 4H | — | |
| Максимальный малый диаметр [D 1max ] | — | мм | |
| Минимальный внутренний диаметр [D 1 мин ] | — | ||
| ОСНОВНЫЕ РАЗМЕРЫ | |||
| Большой диаметр для наружной резьбы [d] | — | мм | |
| Делительный диаметр для внешней резьбы [d 2 ] | — | ||
| Внутренний диаметр для внешней резьбы [d 3 ] | — | ||
| Высота перекрытия [H 1 ] | — | ||
| Высота внутренней резьбы [H 4 ] | — | ||
| Высота внешней резьбы [h 3 ] | — | ||
| Большой диаметр для внутренней резьбы [D 4 ] | — | ||
| Делительный диаметр для внутренней резьбы [D 2 ] | — | ||
| Внутренний диаметр для внутренней резьбы [D 1 ] | — | ||
| Зазор на гребне [a с ] | — | ||
Максимум. Радиус-1 [R 1max ] Радиус-1 [R 1max ] | — | ||
| Максимум. Радиус-2 [R 2max ] | — | ||
Примечание 1 : Предпочтительное значение шага для выбранного номинального диаметра трапециевидной метрической резьбы.
Примечание 2 : Если длина зацепления превышает этот диапазон, длина зацепления классифицируется как длинная. См. раздел «Определения» для предпочтительных допуски на диаметр шага в зависимости от длины зацепления.
Определения:
Базовый профиль: Теоретический профиль резьбы в осевой плоскости, определяемый теоретическими размерами и углами общий для внутренней и внешней резьбы
Форма метрической трапециевидной резьбы
Гребень: Поверхность в верхней части гребня, соединяющая две его стороны.
Манометры и контрольно-измерительные приборы: Детали для изготовление и использование калибров для проверки метрических трапециевидных винтов ISO резьбы указаны в стандарте DIN 103-9:1985. В нем указаны особенности типов калибров (резьбовые калибры-пробки и калибры-кольца, калибры-пробки и калибры-кольца, пробка для контроля износа и калибр-кольцо и т. д.), которые рекомендуется проверять стержни с трапециевидной резьбой и гайки.
Ведущий: Расстояние до гайки продвигается за один оборот трапециевидного резьбового стержня.
Основной диаметр: Максимальный диаметр резьбы, который является диаметром гребня наружной резьбы или корня женская нить.
Второстепенный диаметр: Минимальный
диаметр резьбы, который является диаметром основания наружной резьбы или гребня
женская нить.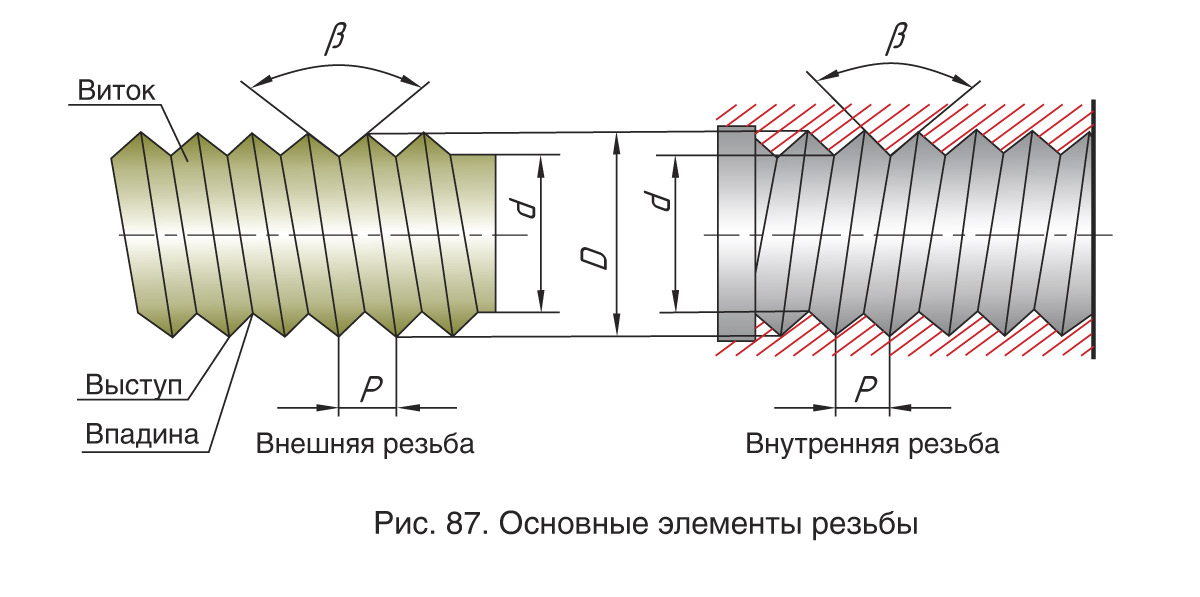
Рекомендуемые классы точности для делительного диаметра: Для общего инженерного использования выберите качество со средним допуском. Для случаев, когда существуют производственные трудности, можно выбрать грубый допуск качества. Если фактическая длина зацепления резьбы неизвестна, используйте «нормальную» длину помолвка .
| Качество допуска | Допуски на делительный диаметр | |
| Нормальный | Длинный | |
| Рекомендуемые классы допуска для гайки с резьбой | ||
| Средний | 7ч | 8H |
| Грубая | 8H | 9Н |
| Рекомендуемые классы точности для резьбовых стержней | ||
| Средний | 7е | 8e |
| Грубая | 8с | 9с |
Допуски для большого и малого диаметра: Положение допуска для малого диаметра D и
наружный диаметр D 4 резьбы гайки всегда
H, т. е. с нулевым фундаментальным отклонением. Толерантность
положение для большого диаметра d и малого диаметра
д 3 резьбового стержня во всех случаях h, т.е. с нулем
фундаментальное отклонение, и оно не зависит от
положение допуска делительного диаметра.
е. с нулевым фундаментальным отклонением. Толерантность
положение для большого диаметра d и малого диаметра
д 3 резьбового стержня во всех случаях h, т.е. с нулем
фундаментальное отклонение, и оно не зависит от
положение допуска делительного диаметра.
Допуски Марки: Следующие классы допуска указаны для элементов в стандарте ISO.
| Функция | Толерантность 9 класс0011 | ||
| Внутренний диаметр резьбы гайки [D 1 ] | 4 | ||
| Наружный диаметр резьбы стержня [d] | 4 | ||
| Делительный диаметр резьбы гайки [D 2 ] | 7 | 8 | 9 |
| Делительный диаметр стержневой резьбы [d 2 ] | 7 | 8 | 9 |
| Внутренний диаметр резьбы стержня [d 3 ] | 7 | 8 | 9 |
Класс точности для малого диаметра (d 3 )
резьбовой стержень всегда такой же, как и для делительного диаметра
(д 2 ).
Дополнения:
- Калькуляторы резьбы и таблицы
- Схема трапециевидной резьбы
Артикул:
- ISO 2901: 1993, Метрическая трапециевидная резьба ISO – базовый профиль и максимальный профиль материала
- ISO 2902: 1977, Метрическая трапециевидная резьба ISO – Общий план
- ISO 2903: 1993, Метрическая трапециевидная резьба ISO. Допуски
- ISO 2904: 1977, Метрическая трапециевидная резьба ISO. Основные размеры
Трапециевидные ходовые винты — BT Precision
Трапециевидная резьба с профилем резьбы 30 градусов — наиболее распространенная форма, используемая для ходовых и силовых винтов. Они отличаются высокой прочностью и простотой изготовления. Как правило, они используются там, где требуются большие нагрузки. Доступны правосторонние и левосторонние варианты со стандартными фланцевыми бронзовыми гайками, доступными на полке.
Доступны правосторонние и левосторонние варианты со стандартными фланцевыми бронзовыми гайками, доступными на полке.
Обозначения трапециевидной однозаходной резьбы представляют собой буквы «TR», за которыми следует основной диаметр в мм, а затем шаг в мм, разделенный знаком «X». Так, трапециевидная резьба TR 14 x 3 имеет наружный диаметр 14 мм и шаг 3 мм.
Трапециевидные винты и гайки Acme
Ходовые винты и гайки с трапециевидной резьбой аналогичны винтам серии Acme, но имеют метрические размеры и стандарты. Трапециевидные ходовые винты выглядят как винты Acme, имеют такую же прочную форму резьбы и такие же прочные и долговечные характеристики, как и винты серии Acme.
Одно тонкое, но важное различие между резьбой ACME и трапециевидной резьбой заключается в боковом угле. Резьба Acme имеет углы по бокам 14 1/2 градусов (включая 29 градусов), тогда как трапециевидные резьбы имеют углы по бокам 15 градусов (включая 30 градусов). Это означает, что одноточечный инструмент, используемый для изготовления трапециевидной резьбы, как внутренней, так и наружной, нельзя использовать для изготовления трапециевидной резьбы и наоборот. Пользователи должны быть осторожны при измерении всех элементов резьбы, чтобы определить, является ли данный образец трапециевидным или ACME, поскольку их легко спутать. Например, 1–5 ACME имеет большой диаметр 25,4 мм и шаг 5,08 мм. Очень легко спутать этот размер с TR 25 x 5 Trapezoidal. Визуальный осмотр не был бы достаточно точным, чтобы различить эти два размера – необходимо было бы провести измерения штангенциркулем, микрометром или компаратором резьбы.
Пользователи должны быть осторожны при измерении всех элементов резьбы, чтобы определить, является ли данный образец трапециевидным или ACME, поскольку их легко спутать. Например, 1–5 ACME имеет большой диаметр 25,4 мм и шаг 5,08 мм. Очень легко спутать этот размер с TR 25 x 5 Trapezoidal. Визуальный осмотр не был бы достаточно точным, чтобы различить эти два размера – необходимо было бы провести измерения штангенциркулем, микрометром или компаратором резьбы.
Преимущества и особенности
Накатанная резьба BT, трапециевидная Ходовые винты и высокопроизводительные трапециевидные гайки в сочетании обеспечивают оптимальную производительность, доступную для этого типа силового винта. Полированная поверхность винта и гайки из бронзы и пластика с низким коэффициентом трения обеспечивают более гладкое и менее абразивное действие, чем обычные трапециевидные винты. Улучшенные свойства износа и поверхности гарантируют пользователям более длительный срок службы и более тихую работу, требующую меньше энергии в самых разных областях применения.
Материалы и процессы
Все трапециевидные ходовые винты BT Precision изготовлены из низкоуглеродистой стали особого качества. Альтернативные материалы винтов – нержавеющая сталь типа 304.
Трапециевидные ходовые винты изготовлены методом холодной штамповки с использованием уникального высокоточного процесса накатки резьбы, который гарантирует получение гладкой высококачественной резьбы. Процесс накатки резьбы устраняет прерывистый поток зерен обычной нарезанной резьбы, тем самым увеличивая предел текучести, предел прочности и усталостную прочность.
Selection
Компания BT Precision предлагает более 20 типоразмеров в правосторонней и левосторонней версиях трапециевидных ходовых винтов различных диаметров и шагов. Стандартные гайки предлагаются из бронзы и пластика. Бронзовые и пластмассовые гайки предлагаются с универсальной втулкой и с резьбовым креплением для сопряжения со стальными фланцами.
Выбор гайки
При выборе правильной гайки для конкретного применения необходимо помнить о нескольких вещах. Бронзовые гайки обеспечивают превосходную работу при высоких рабочих нагрузках. Они должны быть хорошо смазаны высококачественной противозадирной (EP) смазкой, совместимой с рабочей средой. Пластиковые гайки можно использовать без смазки, и они популярны при низких нагрузках.
Бронзовые гайки обеспечивают превосходную работу при высоких рабочих нагрузках. Они должны быть хорошо смазаны высококачественной противозадирной (EP) смазкой, совместимой с рабочей средой. Пластиковые гайки можно использовать без смазки, и они популярны при низких нагрузках.
Самостопорящиеся
Большинство трапециевидных винтов имеют угол подъема 5° или менее, что делает их самостопорящимися. Трапециевидные винты не будут вращаться в обратном направлении в большинстве случаев. Это устраняет необходимость в тормозах или других удерживающих устройствах для удержания нагрузки после их позиционирования. Для всех других винтов, кроме серии Acme, требуются тормозные устройства для предотвращения обратного завинчивания.
Низкая стоимость
Трапециевидные винты всех размеров производятся в больших объемах, а их широкая популярность делает их наименее дорогостоящими из всех силовых винтов.
КПД
Механический КПД трапециевидных ходовых винтов составляет от 20% до 40% в зависимости от угла подъема, коэффициента трения и материала гайки.