Обозначение внутренней резьбы на чертеже: Обозначение резьбы на чертеже согласно ГОСТ
alexxlab | 25.01.1970 | 0 | Разное
2.1.2. ОБОЗНАЧЕНИЕ РЕЗЬБЫ
В общем случае в обозначение резьбы входят :
1. буквенный знак резьбы;
2. номинальный размер в миллиметрах или дюймах;
3. размер шага;
4. для многозаходной резьбы – значение хода с указанием шага;
5. буквы LH для левой резьбы;
6. буквенно-цифровое обозначение поля допуска или буквенное обозначение класса точности;
7. цифровое значение или буквенное обозначение длины свинчивания, если она отличается от нормальной.
Условное обозначение метрической резьбы регламентирует ГОСТ 8724-81. Оно состоит из буквы М (символа метрической резьбы), номинального диаметра резьбы, шага и направления резьбы (если она левая). Многозаходные метрические резьбы обозначают (после номинального диаметра) буквами Рh, значением хода резьбы, буквой
 Пример
обозначения трехзаходной левой метрической резьбы с номинальным диаметром 24 мм, с шагом 1 мм и значением хода 3 мм: М24´Рh4Р1-LH.
Пример
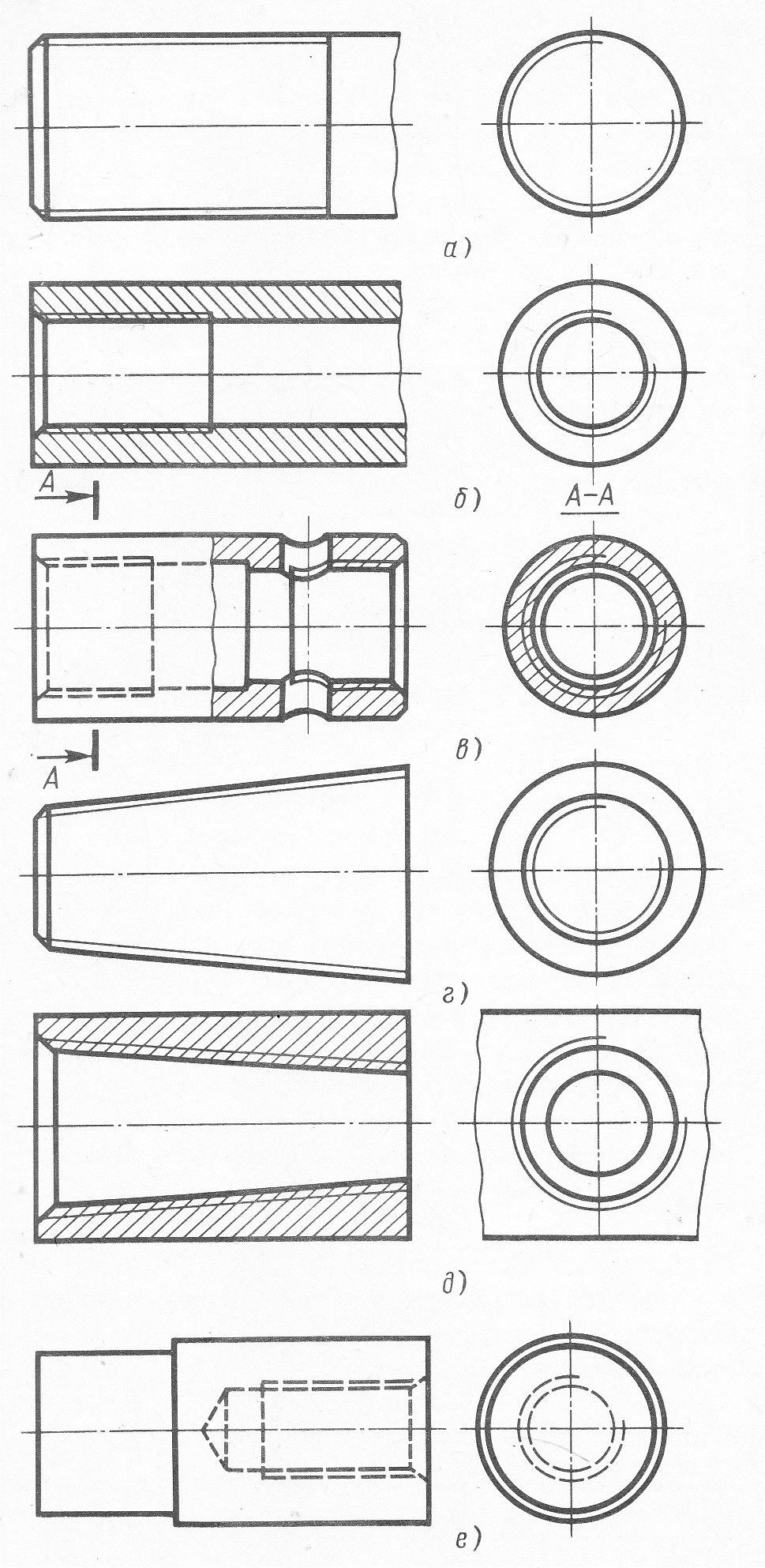
обозначения трехзаходной левой метрической резьбы с номинальным диаметром 24 мм, с шагом 1 мм и значением хода 3 мм: М24´Рh4Р1-LH.Примеры обозначения метрической резьбы и варианты его нанесения на чертеже приведены на рис. 2.14. Варианты нанесения обозначений на рис. 2.14, а и 2.14, в предпочтительней.
Условное обозначения метрической конической резьбы (ГОСТ 25229-82) включает буквенное обозначение (МК), диаметр резьбы в основной плоскости, шаг и направление (если оно левое). Обозначение наносят, как показано на рис. 2.15, 2.16 . Варианты нанесения обозначения на рис. 2.15, а и 2.16, а предпочтительней.
Условное обозначение
трубной цилиндрической резьбы регламентирует ГОСТ 6357-81. Оно состоит
из буквы G и условного размера – внутреннего диаметра трубы в дюймах. Обозначение наносится на изображение, как показано на рис. 2.17, 2.18. Варианты
нанесения обозначения на рис. 2.17, а
и 2.18, а предпочтительней.
Обозначение наносится на изображение, как показано на рис. 2.17, 2.18. Варианты
нанесения обозначения на рис. 2.17, а
и 2.18, а предпочтительней.
Условное обозначение трубной конической резьбы (ГОСТ 6211-81) состоит из буквенного обозначения R (наружная резьба) и Rс (внутренняя резьба), диаметра резьбы в основной плоскости в дюймах (рис. 2.19 и 2.20). Варианты нанесения обозначения на рис. 2.19, а и 2.20, а предпочтительней.
Условное обозначение
трапецеидальной резьбы.
Обозначение однозаходной трапецеидальной резьбы (ГОСТ 9484-81) состоит из букв Tr, наружного диаметра и шага (рис. 2.21 и 2.22). Варианты нанесения
обозначения на рис. 2.21, а и 2.22, а предпочтительней.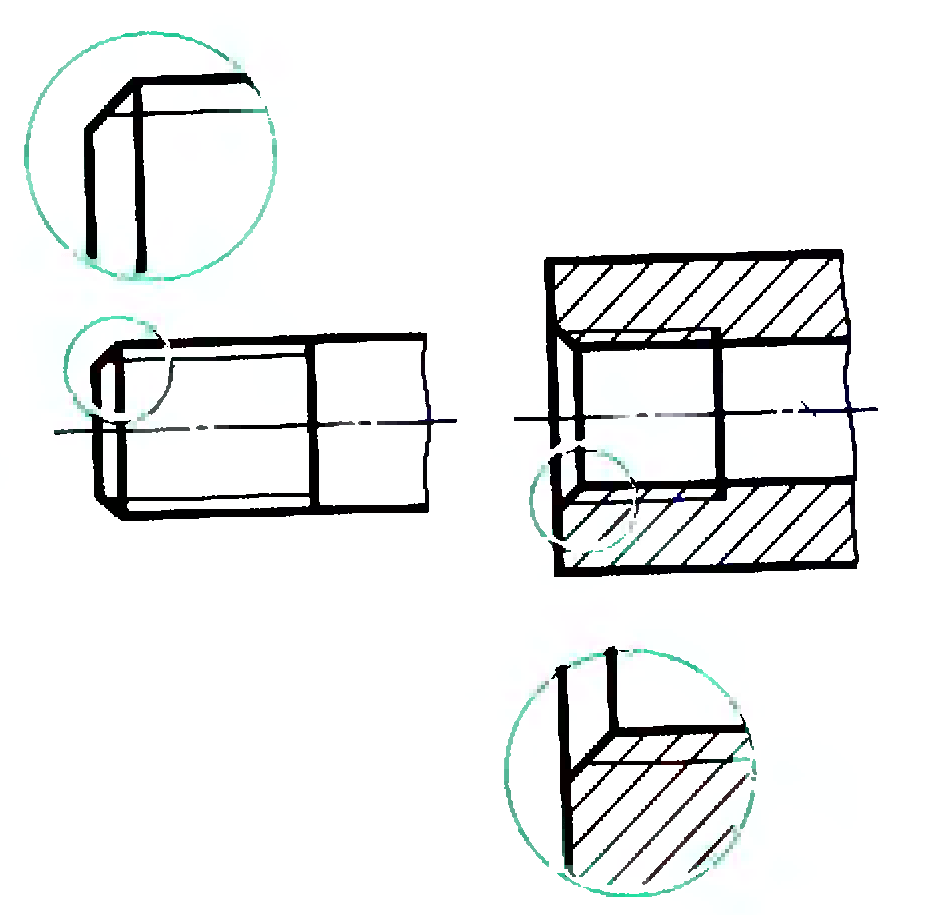
Обозначение многозаходной трапецеидальной резьбы (ГОСТ 24739-81) состоит из букв Tr, наружного диаметра, хода и шага (рис. 2.23 и 2.24). Варианты нанесения обозначения на рис. 2.23, а и 2.24, а предпочтительней.
Условное обозначение упорной резьбы (ГОСТ 10177-82) состоит из буквы S, наружного диаметра и шага резьбы: S28×5. Для многозаходной резьбы обозначение состоит из буквы S, наружного диаметра, хода и шага: S28×10(Р5)LH. Варианты нанесения обозначения на рис. 2.25, а и 2.26, а предпочтительней.
Условное обозначение круглой резьбы для электротехнической арматуры по ГОСТ
28108-89 состоит из букв Е (серия) и
наружного диаметра, например, Е27 (рис.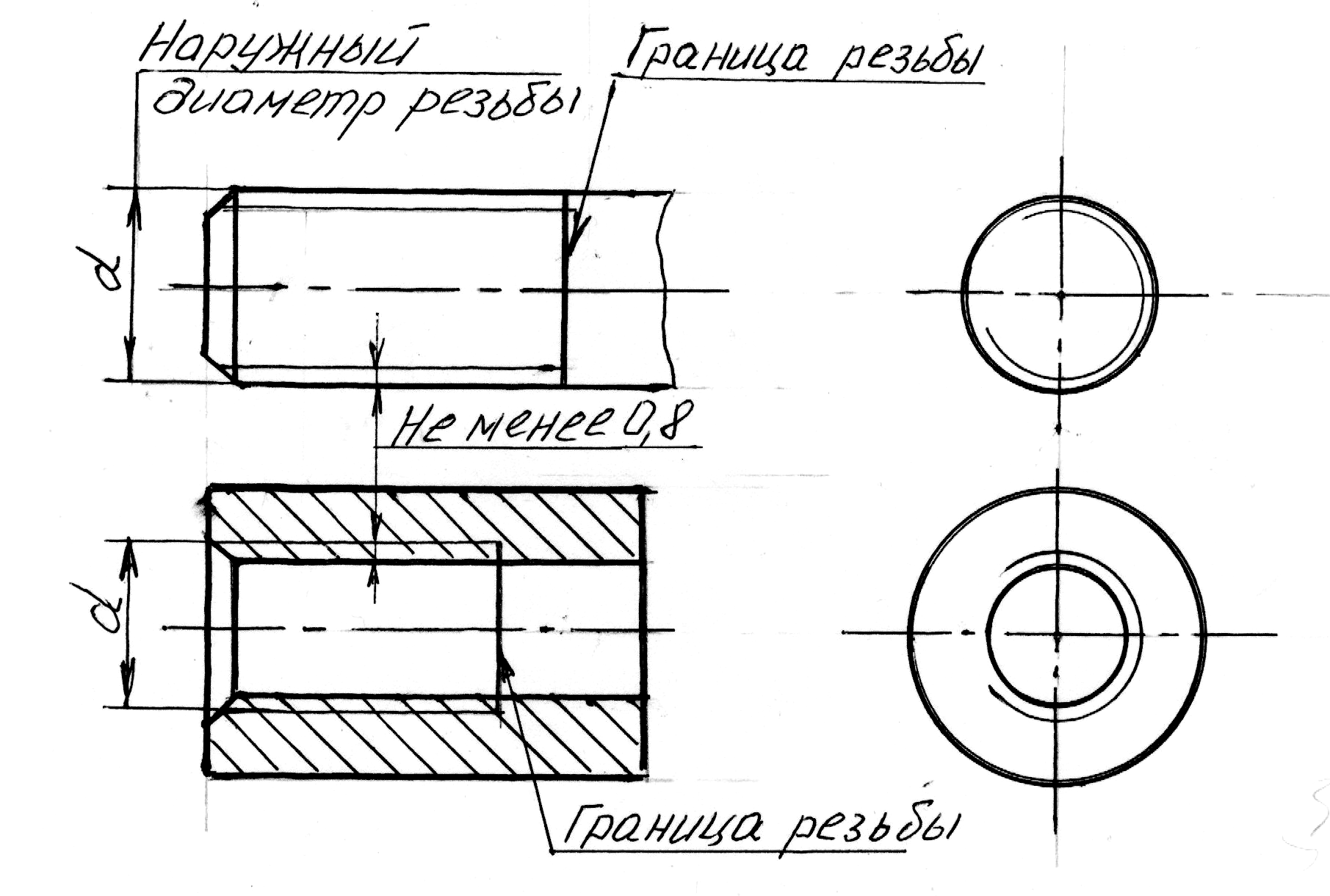 2.27).
2.27).
Резьба прямоугольная не стандартизованная на чертежах задается всеми конструктивными размерами: наружным и внутренним димаметрами, шагом, шириной зуба. Варианты нанесения размеров резьбы с прямоугольным профилем показаны на рис. 2.28,
Обозначение резьбы на чертеже согласно ГОСТ
Самое большое распространение получили крепежные изделия, которые имеют резьбовую поверхность. За счет определенного сочетания витков и впадин обеспечивается надежное крепление, выдерживающее большое давление. Существует просто огромное количество различных крепежей, все они характеризуются определенными эксплуатационными характеристиками.
Обозначение резьбыКлассификация резьбы
Резьбовая поверхность может классифицироваться по достаточно большому количеству различных признаков. Применяемые обозначения позволяют определить основные параметры, за счет чего упрощается выбор подходящих крепежных элементов. В зависимости от того, какая поверхность обрабатывается, выделяют наружную и внутреннюю резьбу. Для внутренней и наружной резьбы свойственны свои одинаковые характеристики. Кроме этого, выделяют следующие типы соединений:
Применяемые обозначения позволяют определить основные параметры, за счет чего упрощается выбор подходящих крепежных элементов. В зависимости от того, какая поверхность обрабатывается, выделяют наружную и внутреннюю резьбу. Для внутренней и наружной резьбы свойственны свои одинаковые характеристики. Кроме этого, выделяют следующие типы соединений:
- Метрические.
- Метрические конического типа.
- Трубные цилиндрического типа.
- Конические трубные.
- Конические двойные.
- Упорная резьба.
- Круглая.
- Трапецеидальная.
Классификация резьбы
Витки могут быть левыми и правыми. Распространение левой резьбы довольно большое, она служит для крепления обычных и ответственных деталей.
Профили и параметры резьбы
Наибольшее распространение получил метрический профиль. Для регламентирования основных параметров был принят ГОСТ 9150-81, который затем сменился ГОСТ 9150-2002 . Среди особенностей подобной поверхности можно отметить следующие моменты:
- Витки напоминают равносторонний треугольник, угол профиля 60 градусов.
 Наружные витки обладают несколько иным углом притупления витков и впадин Основными параметрами считаются номинальный диаметр и шаг расположения витков.
Наружные витки обладают несколько иным углом притупления витков и впадин Основными параметрами считаются номинальный диаметр и шаг расположения витков. - Варианты исполнения с мелким шагом применяются в случае, когда нужно обеспечить высокую герметичность получаемого соединения.
- При обозначении применяется буква «М», после которой указывается диаметр. Допуски и другая информация отображается на чертеже только в случае, когда он используется для получения высокоточных и качественных изделий.
- Профили резьбы
- Профили и обозначения резьбы с примерами
Меньшее распространение получил дюймовый тип крепежных изделий. Сегодня на территории СНГ практически отсутствуют стандарты, регламентирующие основные параметры подобной поверхности. Дюймовые варианты исполнения, как правило, применяются при проведении ремонта. Особенность подобного варианта исполнения заключается в выражении основных размеров в дюймах.
Скачать ГОСТ 9150-2002
Трубная цилиндрическая резьба характеризуется профилем, который свойственен метрической.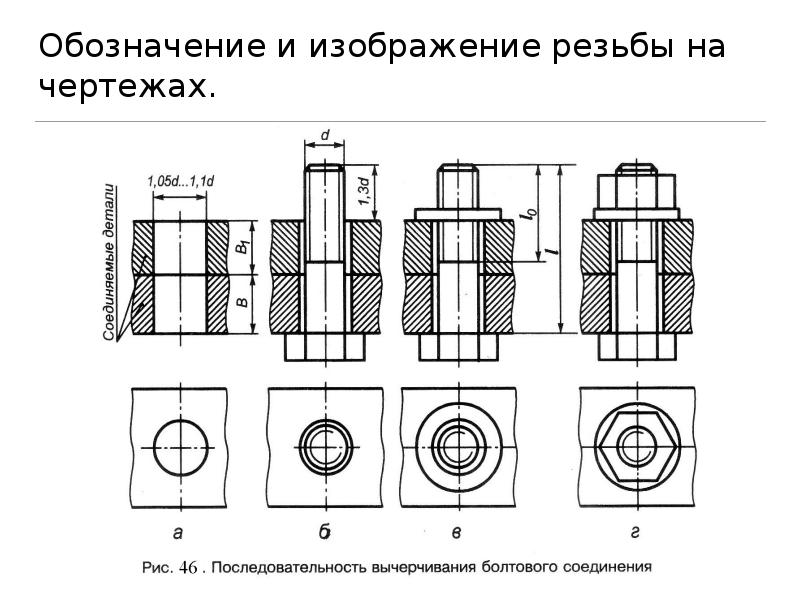 Поверхность образуется за счет треугольников с равными сторонами и углом при вершине 55 градусов. В качестве стандартов был принят ГОСТ 6367-81. Применяется она для соединения труб и тонкостенных цилиндрических изделий. Для конической был разработан собственный ГОСТ 6211-81, профиль в этом случае соответствует дюймовой. Трубные варианты исполнения встречаются сегодня крайне часто. Процесс их нарезания был существенно упрощен за счет появления специальных инструментов и оборудования.
Поверхность образуется за счет треугольников с равными сторонами и углом при вершине 55 градусов. В качестве стандартов был принят ГОСТ 6367-81. Применяется она для соединения труб и тонкостенных цилиндрических изделий. Для конической был разработан собственный ГОСТ 6211-81, профиль в этом случае соответствует дюймовой. Трубные варианты исполнения встречаются сегодня крайне часто. Процесс их нарезания был существенно упрощен за счет появления специальных инструментов и оборудования.
Трубная цилиндрическая резьба
Встречается крепежный элемент в виде трапеции. В этом случае профиль напоминает равнобокую трапецию, угол между отдельными сторонами составляет 30 градусов. Применяется подобная форма в случае, если заготовка имеет диаметр от 10 до 640 мм. Обозначения и многие другие моменты указываются в ГОСТ 9481-81. Область применения – передача вращения.
Упорная стандартизирована ГОСТ 24737-81. Форма в этом случае напоминает неравнобокую трапецию, одна из сторон накланяется на угол 3 градуса.
Каждый крепежный элемент характеризуется своими определенными особенностями, от которых зависит и их предназначение.
Параметры резьбы
В нормативной документации можно встретить все распространенные обозначения и размеры, требующиеся для определения размеров и других качеств резьбовой поверхности.
Назначение резьбы и ее элементы
Назначение рассматриваемого крепежного элемента заключается в соединении и фиксации отдельных элементов. Рассматриваемые изделия могут быть предназначены для передачи вращения или некоторых усилий. Основными элементами можно назвать:
- Профиль рассматривается в сечении, которое образуется при прохождении через ось. Другими словами, создаваемая ось рассекает изделие по полам, в результате чего отображается определенная форма. На основе полученного изображения можно определить некоторые другие наиболее важные параметры.

- Витком называют часть поверхности, которая образуется при полном обороте. В некоторых случаях указывается число витков рабочей части. Определить этот показатель можно при делении протяженности рабочей части на показатель шага.
- Угол профиля образуется между боковыми сторонами. В некоторых случаях этот параметр указывается на чертежах. Для обозначения угла применяется плоскость, проходящая через ось изделия.
- Шаг резьбы считается наиболее важным параметром, который указывается в технической документации и на чертежах. Подобный параметр определяет расстояние между параллельными точками двух рядом лежащих впадин. В метрических указанное расстояние обозначается в миллиметрах.
- Высота профиля считается также важным параметром. Он учитывается при проектировании различных изделий. Высота профиля – расстояние, которое образуется между вершиной витков и основанием. С увеличением этого параметра существенно повышается прочность получаемого соединения, но усложняется процесс свинчивания.

- Наружный, средний и внутренний диаметр. На чертежах и в другой технической документации, как правило, указывается наружный диаметр – диаметральный размер, который описывает около резьбовую поверхность. Другие показатели учитываются крайне редко, но также заносятся в специальные таблицы.
- Элементы резьбы
- Схематическое изображение элементов резьбы
Некоторые из приведенных выше параметров указываются на чертежа специальными обозначениями, другие можно найти в специальной технической документации. При нарезании витков уделяется информация наружному диаметру и шагу их расположения.
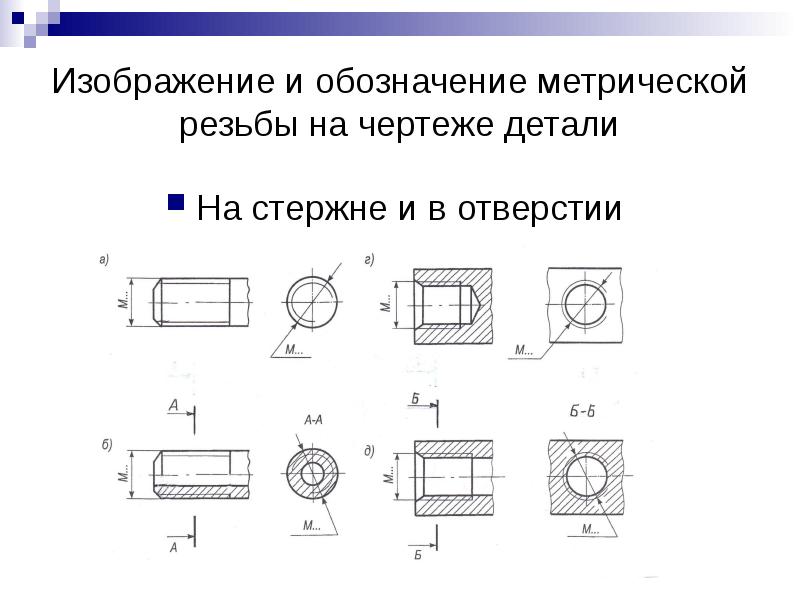
Изображение и обозначение резьбы на чертежах
Резьбовая поверхность представлена сложной формой, которая образуется при винтовом движении плоского контура. Подобное соединение сегодня применяется крайне часто. Именно поэтому были приняты определенные стандарты по их обозначению на чертеже. Для упрощения задачи по созданию проектной документации сложный профиль обозначается условно. Обозначение резьбы можно охарактеризовать следующим образом:
Обозначение резьбы можно охарактеризовать следующим образом:
- Зачастую при отображении разреза применяется тонкая линия, которая немного заходят на штриховку. Для обозначения подобного соединения на выносных размерных линиях указывается тип соединения (к примеру, «М» указывает на метрическую). Следующая цифра отображает диаметральный размер.
- В некоторых случаях применяется условное обозначение резьбы, связанное с отображением профиля. Подобная выноска требуется для обозначения угла между отдельными витками.
- При создании ответственных и высокоточных изделий указывается допуск размеров. Как правило, для этого отображается выносная полка или обычные размерные линии.
- Шероховатость образующейся поверхности также имеет важное значение при создании качественных и ответственных крепежных элементов.
Схематическое обозначение конической резьбы практически не отличается от метрической. В некоторых случаях витки изображаются в оригинальном виде. Однако, изобразить ее довольно сложно, поэтому чаще всего применяется условное обозначение.
Крепежные резьбы
Наибольшее распространение получили крепежные изделия. Их предназначение заключается в свинчивании и закреплении отдельных деталей. Среди особенностей отметим следующие моменты:
- Витки должны быть рассчитаны на большое усилие. Для этого уменьшается шаг или увеличивается высота профиля.
- Если получаемое изделие должно обладать высокой герметичностью, то уделяется внимание форме вершин витков и впадин. Они должны идеально подходит друг к другу.
- Уделяется внимание твердости применяемого материала при изготовлении, так как при воздействии осевой нагрузки часто происходит срезание рабочей части.
Крепежные элементы рассматриваемого типа характеризуются надежностью и практичностью в применении.
Крепежные и ходовые резьбы
Ходовые резьбы
В некоторых случаях предназначение рассматриваемой поверхности заключается в не креплении деталей, а обеспечении плавного хода в определенном диапазоне. К особенностям подобных изделий можно отнести следующие моменты:
- Профиль имеет форму, которая обеспечивает плавный ход.
 Для этого создается поверхность с наименьшим количеством углов.
Для этого создается поверхность с наименьшим количеством углов. - Как правило, рабочая часть длинная, в начале и в конце есть ограничители хода.
- Применяемый материал при создании заготовки должен обладать высокой износостойкостью.
Встречаются подобные изделия сегодня крайне редко, так как их надежность и срок службы относительно невысокие.
Размеры согласно ГОСТ 6211-81
Рассматриваемый ГОСТ применяется для обозначения трубной конической резьбы. В таблице отображается следующая информация:
- Шаг.
- Диаметр в основной плоскости.
- Длина рабочей части.
Скачать ГОСТ 6211-81
В технической документации также могут указывать допуски и некоторые другие параметры. Для каждого значения применяются свои условные обозначения, которые можно выбрать из специальных таблиц.
Для каждого значения применяются свои условные обозначения, которые можно выбрать из специальных таблиц.
Изображение и обозначение резьбы на чертежах – Работа по чертежу и технологической карте с точностью обработки до 0,1 мм – Комплексные работы
Резьбу на стержнях изображают по наружному диаметру сплошными основными линиями, а по внутреннему — сплошными тонкими.
Изображение резьбы на стержне винта
Основные элементы метрической резьбы (наружный и внутренний диаметры, шаг резьбы, длину и угол резьбы) вы изучали в пятом классе. На рисунке указаны некоторые эти элементы, но на чертежах таких надписей не делают.
Резьбу в отверстиях изображают сплошными основными линиями по внутреннему диаметру резьбы и сплошными тонкими по наружному.
Изображение резьбы в отверстии
Условное обозначение резьбы показано на рисунке. Читать надо так: резьба метрическая (М) с наружным диаметром 20 мм, третьего класса точности, правая, с крупным шагом — «Резьба М20 кл.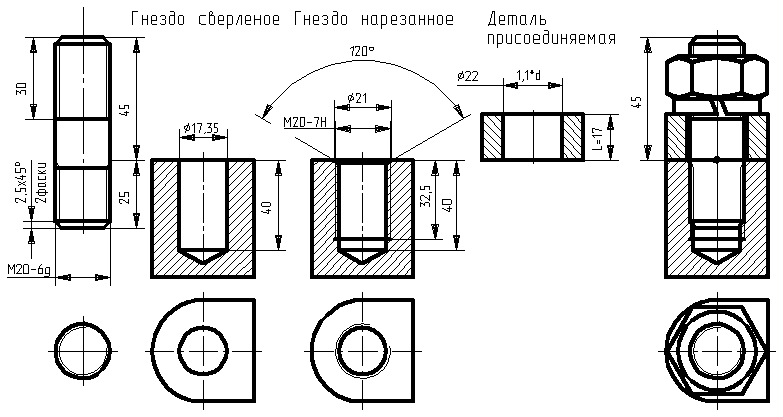 3».
3».
Обозначение правой резьбы с крупным шагом
На рисунке обозначение резьбы «М25Х1,5 кл. 3 левая» следует читать так: резьба метрическая, наружный диаметр резьбы 25 мм, шаг 1,5 мм, мелкая, третьего класса точности, левая.
Обозначение левой резьбы
Вопросы
- Какими линиями изображают резьбу на стержне?
- Какими линиями показывают резьбу в отверстии?
- Как обозначают резьбу на чертежах?
- Прочитайте записи «М10Х1 кл. 3» и «М14Х1,5 кл. 3 левая».
Рабочий чертеж
Каждое изделие — машина или механизм — состоит из отдельных, соединенных между собой, деталей.
Детали обычно изготовляют литьем, ковкой, штамповкой. В большинстве случаев такие детали подвергают механической обработке на металлорежущих станках — токарных, сверлильных, фрезерных и других.
Чертежи деталей, снабженные всеми указаниями для изготовления и контроля, называют рабочими чертежами.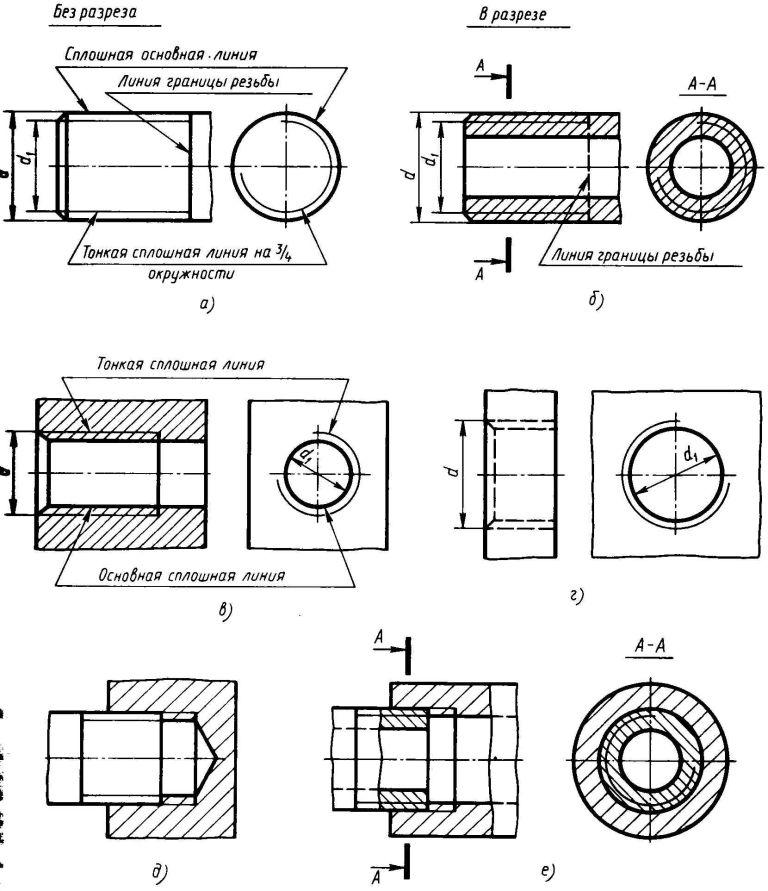
На рабочих чертежах указывают форму и размеры детали, материал, из которого ее надо изготовить. На чертежах проставляют чистоту обработки поверхностей, требования к точности изготовления — допуски. Способы изготовления и технические требования к готовой детали указывают надписью на чертеже.
Чистота обработки поверхности. На обработанных поверхностях всегда остаются следы обработки, неровности. Эти неровности, или, как говорят, шероховатость поверхности, зависят от инструмента, которым обрабатывают.
Например, поверхность, обработанная драчёвым напильником, будет более шероховатой (неровной), чем после обработки личным напильником. Характер шероховатости зависит также от свойств материала изделия, от скорости резания и величины подачи при обработке на металлорежущих станках.
Для оценки качества обработки установлено 14 классов чистоты поверхностей. Классы обозначают на чертежах одним равносторонним треугольником (∆), рядом с которым проставляют номер класса (например, ∆ 5).
Способы получения поверхностей разной чистоты и их обозначения на чертежах. Чистота обработки одной детали бывает не везде одинаковая; поэтому на чертеже указывают, где и какая требуется обработка.
Условное обозначение чистоты поверхности на чертеже
Знак со вверху чертежа указывает, что для грубых поверхностей требований к чистоте обработки не предъявляют. Знак ∆ 3 в правом верхнем углу чертежа, взятый в скобки, ставят, если к обработке поверхности детали предъявляют одинаковые требования. Это поверхность со следами обработки драчёвыми напильниками, обдирочными резцами, абразивным кругом.
Знаки ∆ 4 — ∆ 6 — получистая поверхность, с малозаметными следами обработки чистовым резцом, личным напильником, шлифовальным кругом, мелкой шкуркой.
Знаки ∆ 7 — ∆ 9 — чистая поверхность, без видимых следов обработки. Такой обработки достигают шлифованием, опиливанием бархатным напильником, шабрением.
Знак ∆ 10 — очень чистая поверхность, достигнутая тонким шлифованием, доводкой на оселках, опиливанием бархатным напильником с маслом и мелом.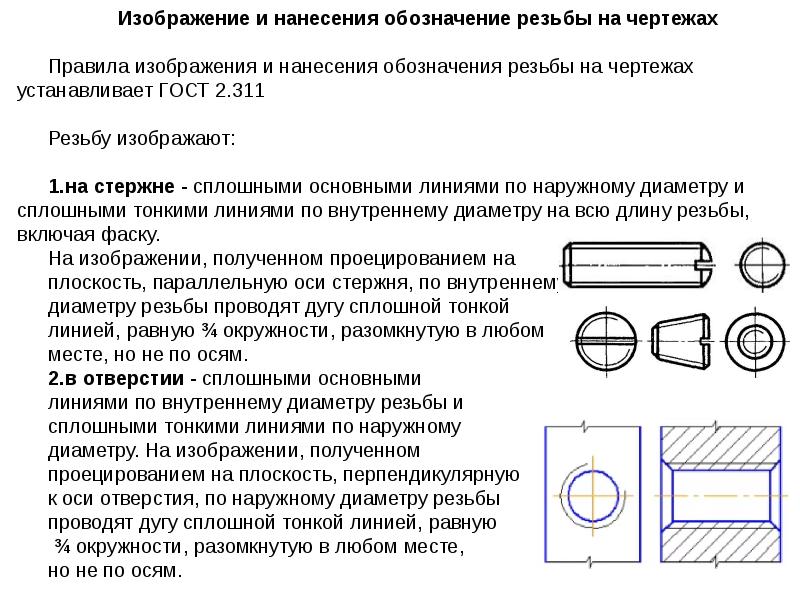
Знаки ∆ 11 — ∆ 14 — классы чистоты поверхности, достигают специальными обработками.
Способы изготовления и технические требования к готовой детали на чертежах указывают надписью (например, притупить острые кромки, закалить, воронить, сверлить отверстие вместе с другой деталью и другие требования к изделию).
Вопросы
- Какими значками обозначают чистоту обработки поверхности?
- После какого вида обработки можно получить чистоту поверхности ∆ 6?
Задание
Прочитайте чертеж на рисунке и ответьте письменно на вопросы по предлагаемой форме.
| Вопросы для чтения чертежа | Ответы |
| 1. Как называется деталь? | – |
| 2. Где ее применяют? | – |
3. Перечислите технические требования к детали Перечислите технические требования к детали | – |
| 4. Как называется вид чертежа? | – |
| 5. Какие условности имеются на чертеже? | – |
| 6. Какова общая форма и габарит детали? | – |
| 7. Какая резьба нарезана на стержне? | – |
| 8. Укажите элементы и размеры детали | – |
Чертеж винта
«Слесарное дело», И.Г.Спиридонов,
Г.П.Буфетов, В.Г.Копелевич
Резьба, изображение и обозначение резьб.
1. Виды резьб
Резьбы и резьбовые соединения широко распространены в технике. К их достоинствам относятся удобство сборки и разборки, простота изготовления.
Резьбы классифицируются по следующим признакам. В зависимости от формы поверхности, на которой нарезана резьба, они подразделяются на цилиндрические и конические.
По расположению на поверхности стержня или отверстия они подразделяются на наружные и внутренние.
В зависимости от формы профиля различают резьбы треугольного, прямоугольного, трапецеидального, круглого и других профилей.
По эксплуатационному назначению резьбы делятся на крепежные (метрические, дюймовые), крепежно-уплотнительные (трубные, конические) и ходовые (трапецеидальные, упорные, прямоугольные).
В соответствии с ГОСТ 11708-66 основные элементы и параметры резьбы имеют следующие определения.
Правая резьба образована контуром, вращающимся по часовой стрелке и перемещающимся вдоль оси в направлении от наблюдателя.
Левая резьба образована контуром, вращающимся против часовой стрелки и перемещающимся вдоль оси в направлении от наблюдателя.
Профиль резьбы – контур сечения резьбы в плоскости, проходящей через ее ось.
Угол профиля – угол между боковыми сторонами профиля.
Шаг резьбы P – расстояние между соседними одноименными боковыми
сторонами в направлении, параллельном оси резьбы.
Ход резьбы Ph – расстояние между ближайшими одноименными боковыми сторонами профиля, принадлежащими одной и той же винтовой поверхности, в направлении, параллельном оси резьбы. Ход резьбы – величина относительного осевого перемещения винта (гайки) за один оборот.
Между ходом резьбы Ph и шагом P существует зависимость: Ph = P • n,
где n – число заходов.
Так как в однозаходной резьбе n = 1, то Ph = P.
Наружный диаметр резьбы (d – для болта, D – для гайки) – диаметр воображаемого цилиндра, описанного вокруг вершин наружной резьбы или впадин внутренней резьбы.
2. Условное изображение резьбы
Правила изображения резьбы на чертежах устанавливает ГОСТ 13536-68. Все резьбы изображаются одинаково.
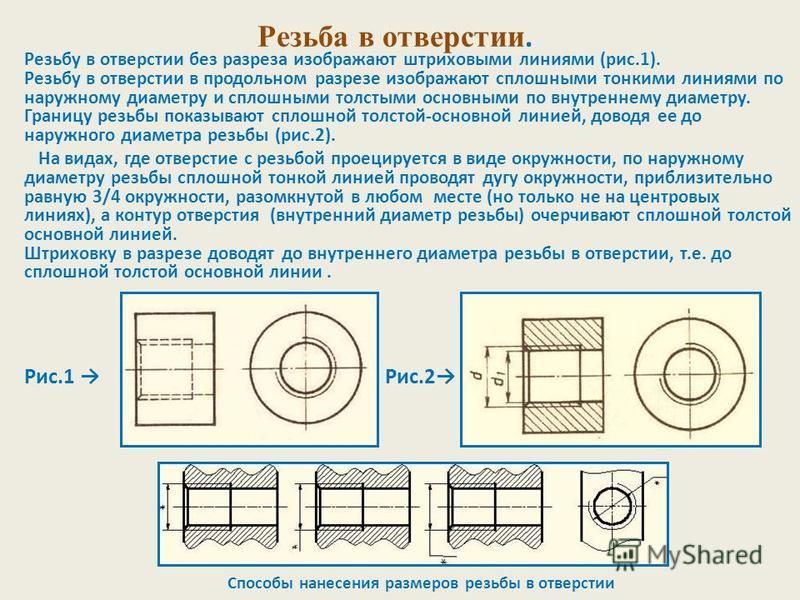
На стержне резьба (наружная) изображается сплошными основными, толстыми линиями – по наружному диаметру и тонкими линиями – по внутреннему (рис. 1, а). На виде, где стержень с резьбой проецируется в окружность, контур его вычерчивают сплошной толстой основной линией, а внутренний контур изображают дугой окружности, проведенной тонкой линией приблизительно на 3/4 окружности, у которой разрыв может располагаться в любом месте, но концы дуги не разрешается располагать на осях. Тонкую сплошную линию при изображении резьбы проводят на расстоянии не менее 0,8 мм от сплошной толстой основной линии и не более, чем на величину шага резьбы.
1, а). На виде, где стержень с резьбой проецируется в окружность, контур его вычерчивают сплошной толстой основной линией, а внутренний контур изображают дугой окружности, проведенной тонкой линией приблизительно на 3/4 окружности, у которой разрыв может располагаться в любом месте, но концы дуги не разрешается располагать на осях. Тонкую сплошную линию при изображении резьбы проводят на расстоянии не менее 0,8 мм от сплошной толстой основной линии и не более, чем на величину шага резьбы.
Резьбу в отверстии в продольном разрезе изображают сплошными тонкими линиями по наружному диаметру и сплошными толстыми линиями по внутреннему диаметру. Границу резьбы показывают сплошной толстой основной линией (рис. 1, б).
На виде, где отверстие с резьбой проецируется в окружность, проводят по наружному диаметру резьбы тонкой линией дугу окружности, приблизительно равную 3/4 окружности, разомкнутую в любом месте (концы дуг не рекомендуется располагать на осях). Внутреннюю окружность, диаметр которой равен внутреннему диаметру резьбы, проводят сплошной толстой основной линией. Если отверстие с резьбой глухое, то его показывают так, как на рис. 1, б. Длина части глухого отверстия без резьбы на чертежах принимается равной половине наружного диаметра резьбы. Конец отверстия из-под сверла имеет форму конуса с углом при вершине, равным 1200. На чертежах величину этого угла не наносят.
Если отверстие с резьбой глухое, то его показывают так, как на рис. 1, б. Длина части глухого отверстия без резьбы на чертежах принимается равной половине наружного диаметра резьбы. Конец отверстия из-под сверла имеет форму конуса с углом при вершине, равным 1200. На чертежах величину этого угла не наносят.
На чертежах, по которым резьбу не выполняют, конец глухого резьбового отверстия допускается изображать так, как на рис. 2.
Фаски на стержне с резьбой и в отверстии с резьбой, не имеющие специального конструктивного назначения на плоскости, перпендикулярной оси, условно не изображаются.
Чертеж резьбового соединения слагается из изображений составляющих его деталей. На рисунке 3 представлены две детали: стержень с резьбой и деталь с глухим резьбовым отверстием. На этом же рисунке детали показаны в соединении (в разрезе). Считается, что стержень с резьбой закрывает резьбу в отверстии, поэтому резьбу в отверстии показывают только там, где она не закрыта концом стержня.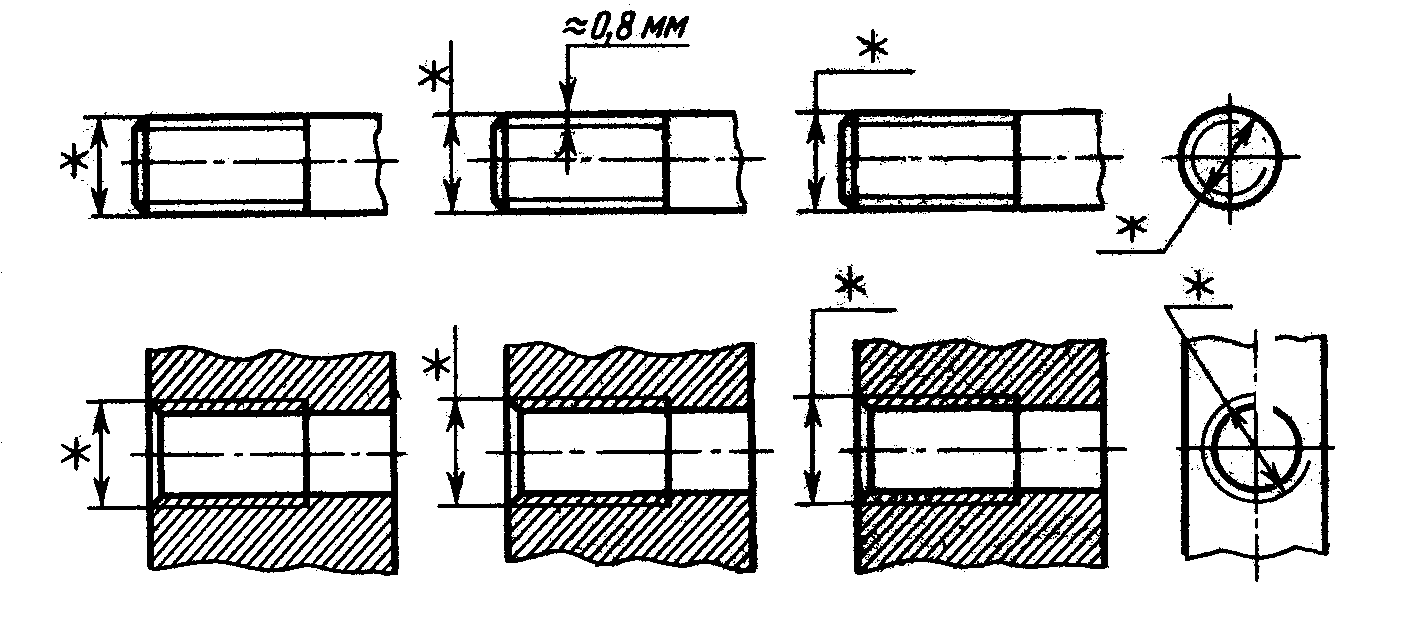 Сплошные толстые основные линии, соответствующие наружному диаметру резьбы на стержне, переходят в сплошные тонкие линии, соответствующие наружному диаметру резьбы в отверстии. И наоборот, сплошные тонкие линии, соответствующие внутреннему диаметру резьбы на стержне, переходят в сплошные толстые основные линии, соответствующие внутреннему диаметру резьбы в отверстии. Особое внимание следует обратить на штриховку: линии штриховки доходят до сплошных толстых основных линий как на стержне, так и в отверстии.
Сплошные толстые основные линии, соответствующие наружному диаметру резьбы на стержне, переходят в сплошные тонкие линии, соответствующие наружному диаметру резьбы в отверстии. И наоборот, сплошные тонкие линии, соответствующие внутреннему диаметру резьбы на стержне, переходят в сплошные толстые основные линии, соответствующие внутреннему диаметру резьбы в отверстии. Особое внимание следует обратить на штриховку: линии штриховки доходят до сплошных толстых основных линий как на стержне, так и в отверстии.
Следует помнить, что хотя чертеж соединения (рис. 3) и содержит разрез, стержень с резьбой не заштрихован, т. к. секущая плоскость проходит вдоль сплошной (непустотелой) детали, которую разрезают, но не заштриховывают.
3. Обозначение резьб
Так как все резьбы на чертеже изображают одинаково, то тип резьбы и ее основные размеры указывают на чертежах особой надписью, называемой обозначением резьбы. Примеры условных обозначений резьб общего назначения приведены в табл. 1.
1.
Однозаходные метрические резьбы при одном и том же наружном диаметре могут иметь несколько значений шага. Шаг с максимальным значением называется крупным, а остальные – мелкими. Выбор значения крупного шага производится из условия, чтобы угол подъема винтовой нитки был не больше 2030/. Крупный шаг в условном обозначении не указывается.
Левые резьбы обозначаются латинскими буквами LH. Например, М20¥1,5LH – резьба метрическая, диаметр 20 мм, шаг мелкий – 1,5 мм, левая.
На чертежах наносится обозначение резьб: метрической, трапецеидальной, упорной (рис. 4), трубной (рис. 5). Так как прямоугольная резьба нестандартная, то у нее нет обозначения. На чертеже эта резьба изображается так, как показано на рис. 6.
Внутренняя резьба – характеристики, обозначение на чертеже, нарезка
Самым распространенным способом разъемного соединения деталей можно смело считать резьбовое. В этом соединении, принимают участие детали на поверхность одной из них нанесена внешняя, в теле другой выполнена внутренняя резьба. Примеры такого типа соединений мы можем наблюдать ежедневно.
Примеры такого типа соединений мы можем наблюдать ежедневно.
Геометрические параметры
Внутренняя резьба – это выполненная в форме винта определенной формы нарезка внутри отверстия. Форма определяет тип резьбы. В машиностроении применяют несколько типов. Чаще всего встречается метрическая. Кроме, нее применяют дюймовую, питчевую и другие виды. Перечисленные резьбы отличаются друг от друга профилем и применяемостью. Метрическая – имеет угол в плане 60 градусов, а дюймовая 50. Метрическая резьба применяется повсеместно, а дюймовую применяют для соединения трубопроводов и арматуры.
Номинальный размер внутренней резьбы обозначают буквой d. Для обозначения наружной – применяют букву D. Средний диаметр имеет обозначение d2, внутренний соответственно d1. Кстати, именно этот размер применяют для проведения расчетов силовых напряжений, которые создаются в детали.
Еще один параметр, характеризующий резьбу – шаг (P). Так, обозначают расстояние между впадинами соседних витков. В машиностроении применяют несколько типоразмеров шага. То есть, на детали с одним диаметром резьбы, может быть использовано несколько резьбовых шагов. То есть, отверстие с диаметром М12 может иметь шаг 1,25 мм или 1.
В машиностроении применяют несколько типоразмеров шага. То есть, на детали с одним диаметром резьбы, может быть использовано несколько резьбовых шагов. То есть, отверстие с диаметром М12 может иметь шаг 1,25 мм или 1.
Диаметр, шаг определяет инженер – конструктор исходя из силовых параметров, воздействующих на резьбовое соединение.
Нормативная документация
ГОСТ 8724
В этом документе определены параметры шага и диаметра метрической резьбы. Его требования распространяются на изделия с диаметрами от 0,25 до 600 мм. На сегодня имеет силу ГОСТ 8724-2002. Проектировщики, занимающиеся подбором метрической резьбы для деталей и узлов в любой отрасти должны руководствоваться требованиями этого документа.
Кроме указанного нормативного документа, проектировщики и технологи должны знать и применять на практике следующие нормативные документы:
- ГОСТом 9150 2002 – определяет параметры профиля метрической резьбы и левой, и правой;
- ГОСТ 16093 – нормирует предельные размеры диаметров и шагов, устанавливает допуски на них действующие;
Надо понимать, что все применяемые резьбы стандартизированы. Кроме того, существуют резьбы, параметры, которых определены в заводских нормалях (стандартах предприятия). Такие нормали, применяют в автомобильной и авиационной отраслях промышленности.
Кроме того, существуют резьбы, параметры, которых определены в заводских нормалях (стандартах предприятия). Такие нормали, применяют в автомобильной и авиационной отраслях промышленности.
Обозначение резьбы на чертежах рабочей документации
Внутренняя резьба обозначается в следующем порядке. Сплошной линией показывают внутренний диаметр, наружный показывают сплошной тонкой. На виде в плане, тонкую линию, обозначающую наружный диаметр показывают в виде дуги. Ее длина примерно равна ¾ от длины окружности. Саму резьбу на чертеже обозначают следующим образом – ØМ12х1,25 6H, где первый знак обозначает диаметр, буква и цифры показывают, что это метрическая резьба с номинальным диаметром 12 мм, последние обозначают допуск на изготовление нарезки.
При обозначении резьбы с нормальным шагом, размер последнего не указывают. Для обозначения многозаходной – обозначение будет записано следующим образом:
ØМ12х2(p1,25) 6H. Цифра перед скобками показывает количество заходов.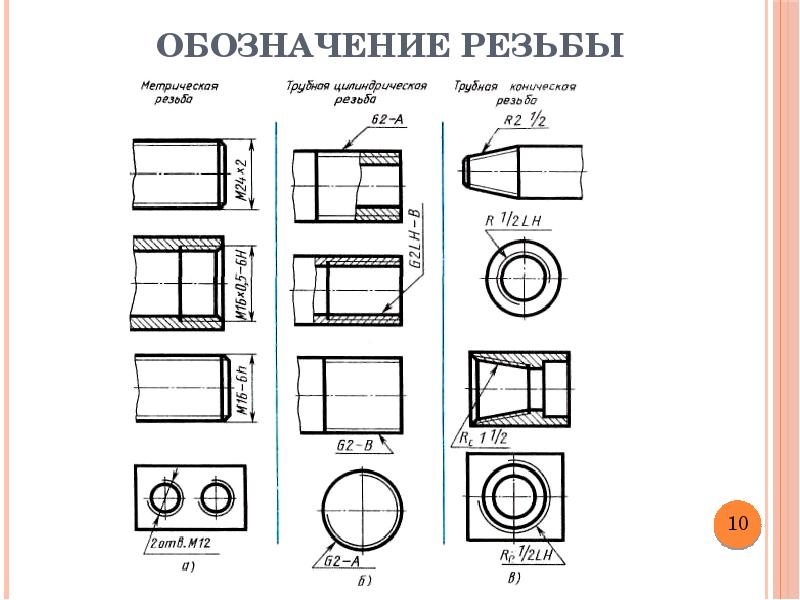 Для указания левой резьбы в конце добавляют LH.
Для указания левой резьбы в конце добавляют LH.
Отечественные стандарты определили и длину применяемой резьбы. Их всего три вида:
- длинная L;
- средняя N;
- короткая S.
Средняя, она же нормальная на чертежах и в рабочей документации не отображается. Индексы L и S проставляют за обозначением допуска и отделяют от него горизонтальной чертой.
Таблица значения диамеров метрической резьбы
Использование
Её нарезают в деталях, в которых будут останавливаться болты, шпильки и пр. Кроме этого, внутренняя – широко используется в сантехнике при прокладке трубопроводов подачи воды и тепла. Ее нарезают во внутренних полостях соединительных деталей типа муфта, тройник, крестовина. Для качества соединения резьбового соединения применяют вспомогательные материалы, например, фум-ленту.
Изготовление внутренней резьбы
Для производства внутренней нарезки – применяют инструмент (резцы, метчики, раздвижные метчики, групповые фрезы, накатные ролики), выпускаемый на серийных инструментальных заводах. Изготовление специального режущего инструмента осуществляют в инструментальных цехах крупных производственных объединений.
Изготовление специального режущего инструмента осуществляют в инструментальных цехах крупных производственных объединений.
Самый распространенный способ это нарезание с помощью метчиков. Резьбу можно нарезать в ручную и на станках разного типа. В серийном производстве применяют автоматы для нарезания в гайках, примером такого оборудования может стать станок МН 63. Его применяют для нарезания резьбы от М12 до М20 с разными шагами. В качестве режущего инструмента применяют метчики с изогнутым хвостовиком. Мощность установленного двигателя позволяет обрабатывать и цветные металлы, и высоколегированные стали.
В условиях массового производства гаек применяют так называемые автоматы для накатки. Они сконструированы таким образом, что позволяют выполнять нарезку на гайках разного размера от М5 до М60 с разной производительностью, от нескольких до десятков штук в минуту, и назначения, например, предназначенных для фиксации анкеров.
Для нарезания в корпусных деталях применяют многошпиндельные агрегаты, позволяющие обрабатывать несколько отверстий сразу.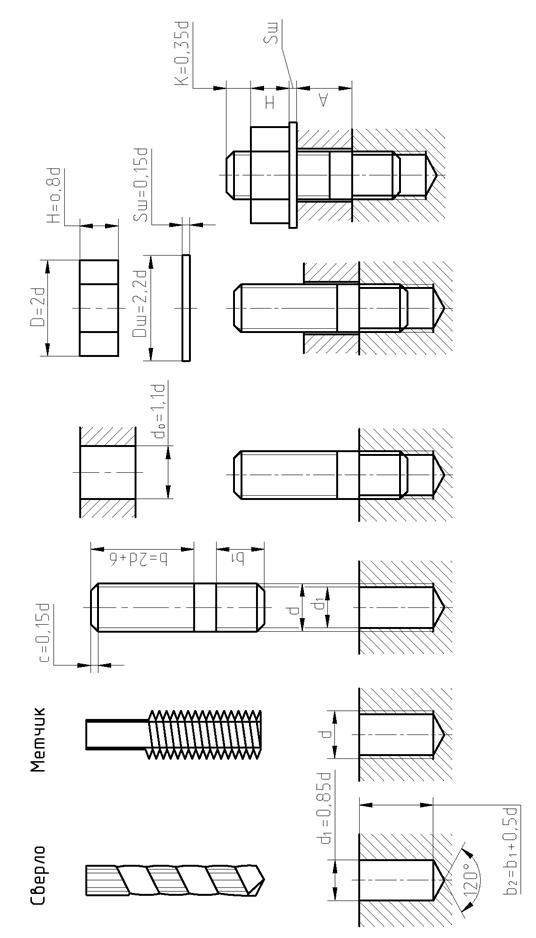 Подобное оборудование применяют при обработке двигательных установок для автомобильной и тракторной техники.
Подобное оборудование применяют при обработке двигательных установок для автомобильной и тракторной техники.
Нарезание внутренней резьбы это довольно тяжелый процесс, во время которого и инструмент, заготовка испытывают серьезные нагрузки, приводящие к повышению температуры. Для этого применяют смазывающе – охлаждающие жидкости (СОЖ).
При ручном получении применяют, например, касторовое масло.
Особенности
Для производства стандартного крепежа применяют материалы общего назначения – стали типа Ст10, Ст35 и пр. Ответственные резьбовые соединения производят из легированных материалов типа 40Х, 30ХГСА и их аналогов. В зависимости от назначения, для защиты от коррозии, повышения износостойкости на резьбу может быть нанесено защитное покрытие, например, слой цинка, никеля и многие другие.
Между тем, во время эксплуатации резьбовое соединение может выйти из строя. Как правило, у происходит смятие профиля или ее срыв.
Причин тому может быть несколько:
- Использование в резьбовом соединении материалов, не предназначенных для передачи расчетных усилий.
- Несоблюдение технологического режима нарезания внутренней резьбы, в результате чего не происходит формирование полного профиля.
Во избежание подобных ошибок необходимо тщательно выполнять требуемые расчеты и при выборе размера использовать нормативы, регламентируемые в ГОСТ. При проведении работ по нарезанию необходимо строго соблюдать технологические нормативы.
Оцените статью:Рейтинг: 0/5 – 0 голосов
Резьба.Изображение и обозначение резьбы на чертеже. ГОСТ
Всем доброго дня! Вот мы и добрались до темы правильного отображения резьбовой поверхности на чертеже. Изображение и обозначение резьбы это достаточно интересная тема и я постараюсь увлечь вас в этот прекрасный мир конструирования деталей машин.
Изображение и обозначение резьбы. Что это?
Сидел дома скучал и вдруг у меня появилась интересная идея для написания поста. Обозначения резьб заводит в тупик даже бывалых инженеров. Причем они допускают ошибки не только в процессе чтения технологических чертежей, но и при разработке конструкторской документации.
Один мой товарищ по институту всегда ошибался при разработке чертежа, когда дело доходило до обозначения этого элемента черчения. То линию не до конца отведет, то расстояние от контурной линии сделает меньше чем положено. Но потом из него вышел не плохой инженер-конструктор (как не странно).
И ведь тут дело совсем ни в том, кто как разбирается в тонкостях черчения, просто кто то хочет учится и развиваться, а кто то нет. Мы с вами будем учится и развиваться. Самое смешное, что изображение и обозначение резьбы на валах и в отверстиях практически не менялось со времен ее первого изображения на бумаге. Ладно давайте ближе к делу.
Изображение и обозначение резьбы на чертежах валов (стержней) и отверстий.
Вы думаете, а в чем разница между изображение или обозначение? Изображение — это то как она прочерчивается на чертеже самой детали, а обозначение говорит о том какая она (метрическая, дюймовая и др.). Вроде понятно, а то так закрутил. В процессе рассмотрения темы все станет понятно.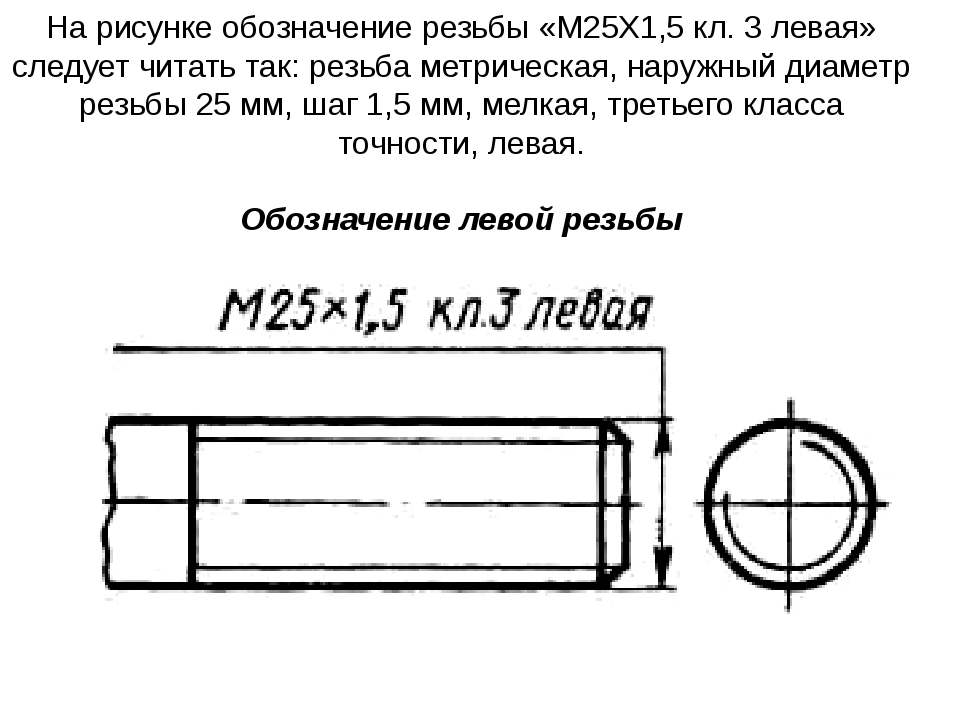
Изображение резьбы на валах. Наружная резьба.
Наружная резьба как видите обозначается в виде тонкой линии которая проходит на расстоянии 0,8 мм от основной линии. Я скажу так, если вы чертите от руки (простым карандашом), то в вашем арсенале должен быть со специальной тонкой заточкой карандаш. Да золотые времена учебы в колледже. У меня при оформлении чертежей всегда лежали несколько карандашей один для основных линий, второй для обозначений, третий для штриховки и тд.
Сегодня молодежь не пользуется услугами простых карандашей и это очень хорошо. На компьютере любые обозначение специальных элементов на чертеже можно сделать быстро и очень красиво.
Обратите внимание на то, что резьба идет не по всей поверхности вала. Она чертится на определенное расстояние. Она не может быть нарезана по всей длине вала. Ведь должен быть участок обеспечивающий выход инструмента.
Если посмотреть с торца детали, то резьба обозначается в виде незаконченного круга который пересекает 3 из 4 кусков осевой линии.
ВАЖНО! Размерная линия с обозначения резьбы по ГОСТ прочерчивается от наружного диаметра вала, а не от линии обозначения резьбовой части.
Изображение резьбы в отверстиях деталей. Внутренняя резьба.
В отверстии резьба выглядит так же как и на валах. Только тут есть небольшая особенность — граница резьбы обозначается жирным (контурным) шрифтом и выходит за пределы контура отверстия. Торцевой вид резьбы ни чем не отличается от вала, да это и видно на эскизе.
Сейчас вот смотрю на эти эскизы и понимаю, что они не совсем правильные (как я не заметил). Но переделывать не хочется да и наглядно будет показана основная ошибка при изображении резьбы на чертеже. Увидели ее?
Да именно тонкая линия должна всегда идти от наружного диаметра фаски, а на данном эскизе задано от балды, простите не заметил.
А вообще для правильного обозначения элементов на чертеже ГОСТ вам в помощь. Его номер (ГОСТа) кстати зависит от вида резьбы, но об этом читайте дальше.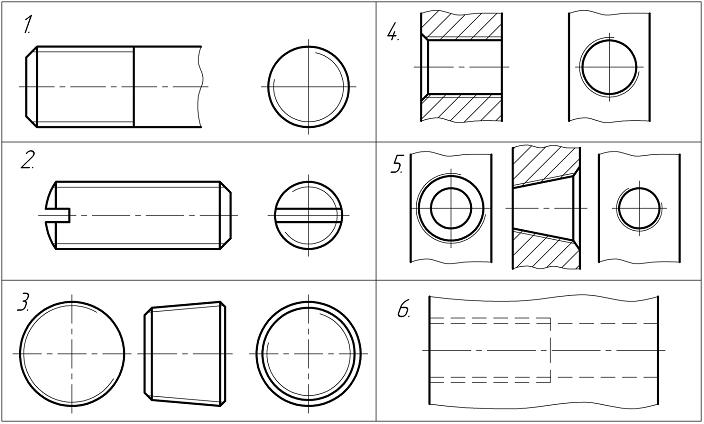
Нет все таки решил для наглядности исправить чертеж резьбы. Тут изображена правильно красным цветом и указывает на резьбовую линию зеленая стрелочка.
Обозначение резьбы на чертеже. ГОСТ и примеры.
В разделе выше мы рассмотрели классические примеры изображения резьб на чертеже. Ни чего сложного в этом нет. Теперь двигаем дальше и рассмотрим как обозначаются различные вариантов на чертежах деталей.
ОБРАТИТЕ ВНИМАНИЕ! При чтении чертежа если вместо привычных числовых значений вы видите буквы и цифры, то это скорее всего обозначена резьба.
1. Метрическая резьба. ГОСТ 9150—81
Обозначается следующим образом.
М 10 х 1,5 — метрическая с наружным диаметром 20 мм и шагом 1,5 мм. Бывает еще приставка в виде 6h или 6Н, что обозначает класс точности получаемой поверхности. Если эта конструкция имеет вид МК 10х1,5, то это метрическая-коническая резьба.
2.
 Цилиндрическая. Дюймовая. ГОСТ 6111-52
Цилиндрическая. Дюймовая. ГОСТ 6111-52У буржуев обозначение начинается с буквы G и имеет следующий вид.
G 1 1/2 RH A 50 — расшифруем. G — дюймовая цилиндрическая (условное обозначение), 1 1/2 — размер (наружный диаметр), RH — направление витков левое или правое (в нашем случае правая R соответственно левая L), A — класс точности , 50 — длинна свинчивания. Этот вид вы сможете удивить в чертежах европейской и американской техники и механизмов.
3. Трубная цилиндрическая. ГОСТ 6357—81.
Как мы уже говорили ранее, трубная резьба тоже измеряется в дюймах. Имеет следующий вид:
G 1/2;Rc 1 — где G — это условное обозначение. 1, 1/2 — диаметр трубы на котором она нарезана. Rc — внутренняя или R — наружная.
4. Трапецеидальная. ГОСТ 9484—81.

Трапецеидальная резьба имеет обозначение схоже с метрической, но со своими прибамбасами.
Тr 100 x 30 (P 10) LH — , где мы видим Tr — обозначение условное. 100 х 30 — диаметр наружный 100 имеет 3 захода, та как Р 10 — шаг , получаем 30/10 = 3 захода. LH — левая.
5. Упорная. ГОСТ 10177—82.
Уперлись мы в упорную резьбу. Что то я устал, очень тяжело писать все эти обозначения . Думаю вы меня поблагодарите своим нажатием на кнопочки социальных сетей. Такой тип обозначается буковкой S.
S 150 x 10 — где S — принадлежность к упорной резьбе. 150 — диаметр на котором она нарезана. 10 — шаг.
Для закрепления материала по теме изображение и обозначение резьбы посмотрим видео. Там вроде не плохо рассказывают и показывают.
Ну вот пожалуй на сегодня все. Тема изображение и обозначение на чертеже деталей получилась хоть и не такая объемная зато по существу. Если у вас остались ко мне вопросы смело задавайте в своих комментариях.
ДА! Чуть не забыл завтра самый светлый праздник весны 8 марта! С ПРАЗДНИКОМ ДОРОГИЕ ЖЕНЩИНЫ!!! УРА!
С вами был Андрей! ПОКА!
Изображение и обозначение резьбы
Правила изображения резьбы и нанесения ее обозначений на чертежах устанавливает ГОСТ 2.311-68.
Резьбу на стержне изображают сплошными основными линиями по наружному диаметру (выступам) и сплошными тонкими линиями по внутреннему диаметру (впадинам). Сплошную тонкую линию проводят на всю длину резьбы без сбега. Эта линия пересекает фаску (рис. 6.4, а). Для изображения на плоскости, перпендикулярной оси стержня, по внутреннему диаметру резьбы проводят дугу, примерно равную 3/4 окружности, разомкнутую в любом месте (рис. 6.4, а, б). Сплошную тонкую линию при изображении резьбы наносят на расстоянии не менее 0,8 мм от основной линии и не более величины шага резьбы.
Рис. 6.4. Изображение резьбы на стержне
Коническую резьбу на виде со стороны меньшего основания конуса изображают окружностями внутреннего и наружного диаметров резьбы меньшего основания и окружностей диаметра большего основания (рис. 6.4, б).
Резьбу в отверстии изображают сплошными линиями по внутреннему диаметру и сплошными тонкими линиями – по наружному (рис. 6.5). На изображениях, полученных проецированием на плоскость, перпендикулярную оси отверстия, по наружному диаметру проводят дугу, приблизительно равную 3/4 окружности, разомкнутую в любом месте (рис. 6.5, б, в). Фаски, не имеющие специального конструктивного назначения, в проекции на плоскость, перпендикулярную оси резьбы, не изображают.
Рис. 6.5. Изображение резьбы в отверстии
Линию, определяющую границу резьбы, наносят на стержне и в отверстии с учетом длины резьбы без сбега. Ее проводят до линии наружного диаметра резьбы сплошной основной линией (см. рис. 6.4 и 6.5, а, б). Размер длины резьбы на стержне и в отверстии указывают без сбега (см. рис. 6.4, а и 6.5, а). Резьбу, показываемую как невидимую, изображают штриховыми линиями одной толщины по наружному и внутреннему диаметрам. Границу резьбы в этом случае проводят штриховой линией (рис. 6.6).
Рис. 6.6. Изображение невидимой резьбы
При изображении резьбы в разрезах и сечениях штриховку проводят до сплошной основной линии, т. е. до линии наружного диаметра резьбы на стержне и до линии внутреннего диаметра в отверстии (см. рис. 6.5).
На чертежах, по которым резьба не изготавливается, например, на сборочных, изображение резьбы показывают на всю глубину сверления. Размер глубины сверления наносят на чертеже только с учетом цилиндрической части.
Резьбу нестандартного профиля показывают со всеми ее размерами и дополнительными надписями (рис. 6.7). Кроме размеров и предельных отклонений резьбы, на чертеже указываются дополнительные данные о числе заходов, о левом направлении резьбы с дополнением слова «Резьба».
Рис. 6.7. Изображение резьбы нестандартного профиля
В соединениях резьба условно изображается на стержне, а в отверстии – только та часть резьбы, которая не закрыта стержнем (рис. 6.8, а).
Условное изображение резьбы не дает полного представления о ней, так как все резьбы обозначаются одинаково. Поэтому изображение стандартной резьбы дополняется условным обозначением, в котором указывается:
– буквенное обозначение, определяющее тип резьбы;
– номинальный диаметр резьбы;
– шаг и ход резьбы;
– направление резьбы;
– условное обозначение поля допуска и класса точности;
– номер стандарта.
Рис. 6.8. Изображение резьбы в соединениях и её условное обозначение
На учебных чертежах допускается не указывать поле допуска и класс точности при обозначении резьбы.
Обозначение резьбы на цилиндрических стержнях и в отверстиях относят к наружному диаметру, проставляя значение над размерной линией, на ее продолжении или на полке (рис. 6.8, б). Обозначение конической и трубной цилиндрической резьбы относят к контуру резьбы посредством линий-выносок с полкой, над которой пишут обозначение резьбы (рис. 6.8, в). В условном обозначении трубной цилиндрической резьбы указывается внутренний диаметр трубы в дюймах (1“ = 25,4 мм), на внешней поверхности которой выполняется данная резьба. В условном обозначении конической резьбы указывается наружный диаметр в среднем (приблизительно) сечении по длине резьбы в дюймах.
При обозначении метрической и дюймовых резьб с крупным шагом шаг резьбы не указывается.
В обозначение многозаходных резьб входит ход резьбы, а шаг проставляется в скобках. Направление указывается только для левой резьбы буквами LH.
Примеры обозначения резьб (см. рис. 6.8):
– М20 – метрическая резьба с наружным диаметром 20 мм и крупным шагом резьбы;
– М20×2 – метрическая резьба с наружным диаметром 20 мм и мелким шагом 2 мм;
– S30×3LH – упорная резьба однозаходная с наружным диаметром 30мм, шагом 3мм, левая;
– Тr20×8(Р4) – трапецеидальная резьба двухзаходная с наружным диаметром 20 мм, ходом 8 мм, шагом 4 мм;
– G7/8 – трубная цилиндрическая резьба с размером внутреннего диаметра трубы 7/8.;
– R3/4 – наружная трубная коническая резьба с размером наружного диаметра 3/4. в среднем (приблизительном) сечении по длине резьбы.
Болты
Болт представляет собой цилиндрический стержень с резьбой на одном конце и головкой на другом, чаще всего в виде шестигранной призмы. В большинстве конструкций болтов на его головке имеется фаска, сглаживающая острые края и облегчающая наложение гаечного ключа при свинчивании.
Существуют различные типы болтов, отличающиеся друг от друга по форме и размерам головки и стержня, по форме стержня, по шагу резьбы, по точности изготовления, характеру исполнения. В зависимости от условий работы и назначения, головки болтов могут иметь шестигранную, полукруглую и потайную формы.
Болты с шестигранной головкой имеют несколько исполнений (рис. 6.9):
– исполнение 1 – без отверстий в головке и в стержне;
– исполнение 2 – с отверстиями в стержне;
– исполнение 3 – с двумя отверстиями в головке болта.
Рис. 6.9. Изображение болта в 3-х исполнениях
Каждому диаметру резьбы болта d соответствуют определенные размеры его головки. При одном и том же диаметре резьбы болт может изготавливаться различной длины l, которая стандартизирована.
Обычно резьбовые крепежные изделия на чертежах располагаются так, что их ось расположена горизонтально. Все необходимые размеры для вычерчивания болтов приведены в соответствующих таблицах ГОСТов. Чертеж болта выполняется в двух видах с указанием необходимых размеров (рис. 6.10).
Рис. 6.10. Изображение элементов болта
Так, на рис. 6.10 показана простановка размеров элементов болта: d –диаметр болта; l0 – длина резьбы; l – длина болта; D1 – диаметр описанной окружности головки; D – диаметр фаски головки болта; h – высота головки болта; S – размер под ключ.
При вычерчивании болта наибольшее затруднение вызывает изображение фаски на шестигранной головке. Рассмотрим последовательность ее выполнения (рис. 6.11).
Рис.6.11. Построение фаски головки болта
Построим шестигранник в двух проекциях по размерам S, D, h, с торцевой окружностью диаметра D1 = 0,95S, где S – размер под ключ. На виде слева она изображается окружностью, пересекающей вертикальную осевую линию в точках 1 и 2 , а на главном виде – отрезком 12 22.
Через точки 12 и 22 проведем проекции образующих конуса под углом 30° к проекции основания призмы. На главном виде получаются точки А2 и В2 – проекции точек пересечения боковых ребер призмы с поверхностью конуса. Ребра призмы располагаются симметрично относительно её оси, поэтому точки пересечения всех ребер с поверхностью конуса будут располагаться на одной высоте от основания призмы.
Фаска представляет собой поверхность усеченного конуса. При пересечении граней шестигранника с конической поверхностью фаски образуют гиперболы, которые с целью упрощения построения заменяют дугами окружностей радиусов R и r.
Проведя из точки А2 прямую параллельно основанию призмы, получим С2 и Е2 – точки пересечения ребер с поверхностью конуса. Фронтальную проекцию грани А2С2 делим пополам, к линии 12А2 (фаске) в точке А2 проводим перпендикуляр, который пересечет линию, делящую фронтальную проекцию грани пополам в точке О* и ось головки болта в точке О . Из точки О радиусом R = ОС2 и из точек О* и О** радиусом r = О*А2 проводим три дуги окружностей. На этом построение фаски завершено.
Рассмотренный способ построения является универсальным при изображении фасок с углом 30° на любых гранных деталях, в том числе и при изображении гайки. Под чертежом болта следует выполнить надпись условного обозначения болта чертежным шрифтом.
Для крепежных деталей, к которым относятся болты, винты, шпильки, гайки, установлены технические требования (ГОСТ 1759-70), которые включают в себя классы прочности (для изделий из легированных сталей) или группы прочности (для изделий из специальных сталей и цветных металлов), классы точности (допуски размеров), виды покрытий и т. д.
Классы прочности. Для крепежных изделий установлены классы прочности 3.6, 4.6, 4.8, 5.8, 6.6, 6.8, 8.8, 9.8, 10.9 и 12.9. Обозначение состоит из двух цифр, первая соответствует номинальному значению временного сопротивления разрыву (Н/мм2), вторая – отношению номинального значения предела текучести к временному сопротивлению в процентах.
Класс точности. Для крепежных изделий установлены три (А, В, С) класса точности. Для классов А и В – поля допусков внутренней резьбы – 6Н, наружной – 6g; для класса С – наружной – 8g, внутренней – 7Н.
Покрытия. Крепежные изделия поставляют или без покрытия, или с покрытием, которое указывают цифрами, например: 01 – цинковое хроматирование, 02 – кадмиевое хроматирование, 03 – многослойное медно-никелевое и т. д.
Пример условного обозначения болта исполнения 1 с диаметром резьбы d = 12 мм, с размером под ключ S = 18 мм, длиной l = 60 мм, с крупным шагом резьбы, с полем допуска 6g, класса точности 5.8 (точку между цифрами не ставят), без покрытия:
Болт М12 – 6g×60.58 (S18) ГОСТ 7798-70.
Гайки
Гайкой называют изделие, имеющее резьбовое отверстие для навинчивания на болт, шпильку и др. Гайки классифицируют по форме поверхности, характеру исполнения, шагу резьбы, точности изготовления. По форме поверхности различают гайки шестигранные, круглые, гайки-барашки, колпачковые.
Наибольшее распространение получили шестигранные гайки, которые изготавливаются повышенной, грубой и нормальной точности. Последние изготавливаются в трех исполнениях (рис. 6.12):
– исполнение 1 – с двумя коническими фасками;
– исполнение 2 – с одной конической фаской;
– исполнение 3 – без фасок, но с коническим выступом с одного торца (нет на чертеже).
Чертеж гайки выполняется в двух изображениях. На плоскости проекций, параллельной оси гайки, соединяем половину вида с половиной фронтального разреза и изображаем вид слева со стороны фаски. Все необходимые размеры для вычерчивания гаек приведены в соответствующих таблицах ГОСТов. Способ вычерчивания гайки с фаской одинаков с построением головки болта (см. рис. 6.11). Под чертежом гайки наносят ее условное обозначение.
Например: гайка исполнения 1 диаметром резьбы d = 12 мм, размером под ключ S =18 мм, крупным шагом резьбы, полем допуска 6Н, класса прочности 5.8, без покрытия:
Гайка М12 – 6Н.58 (S18) ГОСТ 5915–70.
Рис. 6.12. Изображение гайки
Шайбы
Шайбой называют изделие, имеющее форму диска с цилиндрическим отверстием под болт. Это деталь, которую устанавливают для предохранения материала детали от задиров и смятия при затяжке гайки и более равномерного распределения давления на соединяемые детали, а также, чтобы исключить возможность самоотвинчивания крепежной детали. Шайбы разделяют на круглые, косые, пружинные, стопорные и др.
Круглые обычные шайбы изготавливают в двух исполнениях (рис. 6.13):
– исполнение 1 – без фаски;
– исполнение 2 – с фаской.
По величине эти шайбы разделяются на нормальные и увеличенные. Форму круглой шайбы определяет одно изображение. Чертеж шайбы выполняют с фронтальным разрезом. Все необходимые размеры для вычерчивания шайб приведены в соответствующих таблицах ГОСТов.
Рис. 6.13. Изображение шайбы
Пример условного обозначения шайбы исполнения 1 для крепежной детали с диаметром резьбы d =14 мм, толщиной, установленной в стандарте, изготовленной из стали марки 08 кп, с цинковым покрытием (01), толщиной 16 мкм:
Шайба 14.01.08кп. 0.16 ГОСТ 11371-78.
Шпильки
Шпилькой называется крепежная деталь, представляющая собой цилиндрический стержень, оба конца которого имеют резьбу. Конструкция и размеры шпилек стандартизированы.
Шпильки общего назначения предназначены для соединения деталей как с резьбовыми, так и гладкими отверстиями. Одним концом, называемым ввинчиваемым, шпилька завертывается в резьбовое отверстие одной из скрепляемых деталей. На другой резьбовой конец, называемый гаечным, навинчивается гайка. Шпильки выпускаются двух классов точности в двух исполнениях. При изображении шпильки вычерчивают только один вид на плоскости, параллельной оси шпильки, и указывают размеры резьбы d, длину шпильки l (рис. 6.14).
Рис. 6.14. Изображение шпильки
Длина ввинчиваемого конца l1 определяется материалом детали, в которую он завинчивается (см. ГОСТ 22032-76, 22034-76, 22038-76, 22040-76).
Длина гаечного конца l0 определяется из ГОСТов в зависимости от диаметра резьбы d и длины шпильки l. Под длиной шпильки понимают длину стержня без длины ввинчиваемого резьбового конца l1.
Например: шпилька с ввинчиваемым концом длиной d, класса точности В (полем допуска 6g), исполнения 1, с диаметром резьбы d =20 мм, крупным шагом Р = 2,5 мм, длиной l = 150 мм, класса прочности 5.8, без покрытия обозначается так:
Шпилька М20 – 6g×150.58 ГОСТ 22032-76.
Узнать еще:
Определение резьбы
Одним из наиболее важных элементов при проектировании и производстве прецизионных изделий является резьба. Выбор стандартных конструкций и размеров резьбы помогает получить удовлетворительную деталь по экономичной цене. Для специальной резьбы требуются специальные инструменты и калибры.
Информацию о формах резьбы, размерах, большом, малом и делительном диаметрах и допусках для резьбы США, Канады и метрической резьбы можно получить в Американском национальном институте стандартов.Стандарты резьбы для федеральных служб описаны в Стандартах винтовой резьбы H-28 для федеральных служб, которые можно получить в Национальной службе технической информации.
Стандартный метод обозначения винтовой резьбы заключается в последовательном указании номинального размера, количества витков резьбы на дюйм, обозначения серии резьбы и обозначения класса резьбы, необязательно дополненных диаметром деления и его допуском. Пример обозначения внешней резьбы и его значение:
1/4 – 20 – UNC – 2A
Где 1/4 = | Номинальный размер |
20 = | Количество резьб на дюйм (шаг) |
UNC = | Обозначение серии резьбы |
2A = | Обозначение класса резьбы |
PD 0.2175 – 0,2147 (необязательно – требуется, если специальная резьба) PD .xxxx “- .xxxx” Перед нанесением покрытия. PD .xxxx “- .xxxx” После нанесения покрытия – необходимо для проверки
Метрическая резьбаобозначается последовательным указанием заглавной буквы ” M “для метрической системы, за которой следует размер резьбы в миллиметрах,” x “для отделения размера от шага, шаг в миллиметрах, тире, а затем символ допуска шага (для обозначения степени допуска и положения допуска) и основного диаметра символ допуска (для обозначения класса допуска и положения допуска).Тогда внешняя резьба будет показана как:
M – 6X – 0,75 – 5g – 6g
Где M = | Метрическая резьба |
6X = | номинальный размер в миллиметрах |
0,75 = | количество витков на миллиметр |
5 = | класс допуска диаметра шага |
g = | положение допуска диаметра шага |
6 = | Класс допуска основного диаметра |
g = | Положение допуска основного диаметра |
При нанесении внутренней или внешней резьбы важен правильный размер эффективной (годной) резьбы или полной резьбы.Не менее важно отметить, допускаются ли на детали частично сформированная резьба или следы инструмента. Длина без резьбы также должна быть рассчитана, особенно когда это важно для функционирования детали.
См. Чертеж № 31, где показан пример резьбы с правильным размером.
Винтовая резьба и условные изображения
Резьба винтовая
Чаще всего спираль применяется для винтовой резьбы, которая повторяет траекторию спирали.Резьба винтов может быть левой или правой, и они показаны на рис. 15.1. Обратите внимание на наклон нити и положение указательных пальцев на каждой руке. Левая резьба используется для специальных применений, а правая резьба обычно используется для гаек и болтов. Показанная резьба имеет V-образное сечение.
Участок №
Miwi
Левая резьба Рис. 15.1
Участок
Правая резьба
С винтовой резьбой связаны следующие термины:
Шаг резьбы – это расстояние между соответствующими точками на соседних резьбах.Измерения необходимо проводить параллельно оси резьбы.
Главный диаметр или внешний диаметр – это диаметр по гребням резьбы, измеренный под прямым углом к оси резьбы.
Гребень – это самая выступающая часть резьбы, внутренняя или внешняя.
Корень лежит на дне канавки между двумя соседними резьбами.
Боковая сторона резьбы – это прямая сторона резьбы между вершиной и корнем.
Меньший диаметр, диаметр основания или диаметр стержня – это наименьший диаметр резьбы, измеренный под прямым углом к оси резьбы.
Эффективный диаметр измеряется под прямым углом к оси резьбы и представляет собой диаметр, при котором ширина промежутков равна ширине резьбы.
Шаг резьбы – это осевое перемещение винта за один оборот.
Термины показаны на рис. 15.2.
Участок 2
Крест
Участок 2
Crest
- Рис. 15.2 Внешний вид для иллюстрации условий резьбы
Метрическая резьба ISO
Рисунок 15.3 показана форма метрической резьбы ISO для гайки (внутренней) и болта (внешней). В случае ореха корень на практике округляется. Для ответного болта вершина резьбы может быть закруглена в пределах максимального контура, как показано, а корень – закруглен до заданного размера. Как наружная, так и внутренняя резьба подлежат производственным допускам, и для получения полной информации следует обратиться к BS 3643-1.
BS 3643-2 определяет две серии диаметров с градуированными шагами для общего использования в гайках, болтах и резьбовых соединениях: одна серия с крупным шагом, а другая с мелким шагом.Выдержка из стандарта, приведенная в Таблице 15.1, дает размеры резьбы от 1,6 до 24 мм в диаметре. Обратите внимание, что указаны первый, второй и третий варианты основных диаметров, чтобы ограничить количество размеров в каждом диапазоне.
На чертеже резьба обозначается буквой M, за которой следует размер номинального диаметра и требуемый шаг, например M10 x 1
Если размер резьбы рассчитывается без привязки к шагу, например M16, то предполагается, что требуется грубая резьба.
1 2 3 | 4 | 5 | 6 | 7 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 |
Основные основные диаметры | Крупная серия с шагами | |||||||||||
Выбор | Штраф | серии | с постоянным шагом | |||||||||
1-я 2-я 3-я | 6 | 4 | 3 2 | 1.5 | 1,25 | 1 | 0,75 | 0,5 | 0,35 | 0,25 | 0,2 | |
1,6 | 0,35 | – | – | – – | – | – | – | – | – | – | – | 0.2 |
1,8 | 0,35 | – | – | – – | – | – | – | – | – | – | – | 0,2 |
2 | 0,4 | – | – | – – | – | – | – | – | – | – | 0.25 | – |
2,2 | 0,45 | – | – | – – | – | – | – | – | – | – | 0,25 | – |
2,5 | 0.45 | – | – | – – | – | – | – | – | – | 0,35 | – | – |
3 | 0,5 | – | – | – – | – | – | – | – | – | 0.35 | – | – |
3,5 | 0,6 | – | – | – – | – | – | – | – | – | 0,35 | – | – |
4 – – | 0.7 | – | – | – – | – | – | – | – | 0,5 | – | – | – |
4,5 | 0,75 | – | – | – – | – | – | – | – | 0.5 | – | – | – |
5 | 8,8 | – | – | – – | – | – | – | – | 0,5 | – | – | – |
5.5 | – | – | – | – – | – | – | – | – | 0,5 | – | – | – |
6 | 1 | – | – | – – | – | – | – | 0.75 | – | – | – | – |
7 | 1 | – | – | – – | – | – | – | 0,75 | – | – | – | – |
8– | 1.25 | – | – | – – | – | – | 1 | 0,75 | – | – | – | – |
9 | 1,25 | – | – | – – | – | – | 1 | 0.75 | – | – | – | – |
10 – – | 1,5 | – | – | – – | – | 1,25 | 1 | 0,75 | – | – | – | – |
– – 11 | 1.5 | – | – | – – | – | – | 1 | 0,75 | – | – | – | – |
12 – – | 1,75 | – | – | – – | 1.5 | 1,25 | 1 | – | – | – | – | – |
–14– | 2 | – | – | – – | 1,5 | 1,25 * | 1 | – | – | – | – | – |
15 | – | – | – | – – | 1.5 | – | 1 | – | – | – | – | – |
16 | 2 | – | – | – – | 1,5 | – | 1 | – | – | – | – | – |
17 | – | – | – | – – | 1.5 | – | 1 | – | – | – | – | – |
18 | 2,5 | – | – | 2 | 1,5 | – | 1 | – | – | – | – | – |
20 | 2.5 | – | – | 2 | 1,5 | – | 1 | – | – | – | – | – |
22 | 2,5 | – | – | 2 | 1.5 | – | 1 | – | – | – | – | – |
24 | 3 | – | – | 2 | 1,5 | – | 1 | – | – | – | – | – |
Примечание.Предпочтительно выбирать диаметры, указанные в столбце 1. Если они не подходят, выберите из столбца 2 или, наконец, из столбца 3. * Шаг 1,25 мм для диаметра 14 мм должен использоваться только для свечей зажигания.
Рис. 15.3 Метрическая резьба ISO
H = 0,86603P, H = 0,21651P, 3H = 0,32476P 4 8
Рис. 15.3 Метрическая резьба ISO
H = 0,86603P, H = 0,21651P, 3H = 0,32476P 4 8
5 H = 0,54127P, где P – шаг резьбы 8
Читать дальше: унифицированная резьба
Была ли эта статья полезной?
% PDF-1.4 % 183 0 объект ноль эндобдж 184 0 объект ноль эндобдж 181 0 объект ноль эндобдж 182 0 объект ноль эндобдж 187 0 объект ноль эндобдж 188 0 объект ноль эндобдж 185 0 объект ноль эндобдж 186 0 объект ноль эндобдж 180 0 объект ноль эндобдж 174 0 объект ноль эндобдж 175 0 объект ноль эндобдж 172 0 объект ноль эндобдж 173 0 объект ноль эндобдж 178 0 объект ноль эндобдж 179 0 объект ноль эндобдж 176 0 объект ноль эндобдж 177 0 объект ноль эндобдж 200 0 объект ноль эндобдж 201 0 объект ноль эндобдж 198 0 объект ноль эндобдж 199 0 объект ноль эндобдж 204 0 объект ноль эндобдж 205 0 объект ноль эндобдж 202 0 объект ноль эндобдж 203 0 объект ноль эндобдж 197 0 объект ноль эндобдж 191 0 объект ноль эндобдж 192 0 объект ноль эндобдж 189 0 объект ноль эндобдж 190 0 объект ноль эндобдж 195 0 объект ноль эндобдж 196 0 объект ноль эндобдж 193 0 объект ноль эндобдж 194 0 объект ноль эндобдж 149 0 объект ноль эндобдж 150 0 объект ноль эндобдж 147 0 объект ноль эндобдж 148 0 объект ноль эндобдж 153 0 объект ноль эндобдж 154 0 объект ноль эндобдж 151 0 объект ноль эндобдж 152 0 объект ноль эндобдж 146 0 объект ноль эндобдж 140 0 объект ноль эндобдж 141 0 объект ноль эндобдж 138 0 объект ноль эндобдж 139 0 объект ноль эндобдж 144 0 объект ноль эндобдж 145 0 объект ноль эндобдж 142 0 объект ноль эндобдж 143 0 объект ноль эндобдж 166 0 объект ноль эндобдж 167 0 объект ноль эндобдж 164 0 объект ноль эндобдж 165 0 объект ноль эндобдж 170 0 объект ноль эндобдж 171 0 объект ноль эндобдж 168 0 объект ноль эндобдж 169 0 объект ноль эндобдж 163 0 объект ноль эндобдж 157 0 объект ноль эндобдж 158 0 объект ноль эндобдж 155 0 объект ноль эндобдж 156 0 объект ноль эндобдж 161 0 объект ноль эндобдж 162 0 объект ноль эндобдж 159 0 объект ноль эндобдж 160 0 объект ноль эндобдж 251 0 объект ноль эндобдж 252 0 объект ноль эндобдж 249 0 объект ноль эндобдж 250 0 объект ноль эндобдж 255 0 объект ноль эндобдж 256 0 объект ноль эндобдж 253 0 объект ноль эндобдж 254 0 объект ноль эндобдж 248 0 объект ноль эндобдж 242 0 объект ноль эндобдж 243 0 объект ноль эндобдж 240 0 объект ноль эндобдж 241 0 объект ноль эндобдж 246 0 объект ноль эндобдж 247 0 объект ноль эндобдж 244 0 объект ноль эндобдж 245 0 объект ноль эндобдж 268 0 объект ноль эндобдж 269 0 объект ноль эндобдж 266 0 объект ноль эндобдж 267 0 объект ноль эндобдж 272 0 объект ноль эндобдж 273 0 объект ноль эндобдж 270 0 объект ноль эндобдж 271 0 объект ноль эндобдж 265 0 объект ноль эндобдж 259 0 объект ноль эндобдж 260 0 объект ноль эндобдж 257 0 объект ноль эндобдж 258 0 объект ноль эндобдж 263 0 объект ноль эндобдж 264 0 объект ноль эндобдж 261 0 объект ноль эндобдж 262 0 объект ноль эндобдж 217 0 объект ноль эндобдж 218 0 объект ноль эндобдж 215 0 объект ноль эндобдж 216 0 объект ноль эндобдж 221 0 объект ноль эндобдж 222 0 объект ноль эндобдж 219 0 объект ноль эндобдж 220 0 объект ноль эндобдж 214 0 объект ноль эндобдж 208 0 объект ноль эндобдж 209 0 объект ноль эндобдж 206 0 объект ноль эндобдж 207 0 объект ноль эндобдж 212 0 объект ноль эндобдж 213 0 объект ноль эндобдж 210 0 объект ноль эндобдж 211 0 объект ноль эндобдж 234 0 объект ноль эндобдж 235 0 объект ноль эндобдж 232 0 объект ноль эндобдж 233 0 объект ноль эндобдж 238 0 объект ноль эндобдж 239 0 объект ноль эндобдж 236 0 объект ноль эндобдж 237 0 объект ноль эндобдж 231 0 объект ноль эндобдж 225 0 объект ноль эндобдж 226 0 объект ноль эндобдж 223 0 объект ноль эндобдж 224 0 объект ноль эндобдж 229 0 объект ноль эндобдж 230 0 объект ноль эндобдж 227 0 объект ноль эндобдж 228 0 объект ноль эндобдж 137 0 объект ноль эндобдж 86 0 объект ноль эндобдж 85 0 объект ноль эндобдж 88 0 объект ноль эндобдж 87 0 объект ноль эндобдж 84 0 объект ноль эндобдж 81 0 объект ноль эндобдж 80 0 объект ноль эндобдж 83 0 объект ноль эндобдж 82 0 объект ноль эндобдж 89 0 объект ноль эндобдж 96 0 объект ноль эндобдж 95 0 объект ноль эндобдж 98 0 объект ноль эндобдж 97 0 объект ноль эндобдж 94 0 объект ноль эндобдж 91 0 объект ноль эндобдж 90 0 объект ноль эндобдж 93 0 объект ноль эндобдж 92 0 объект ноль эндобдж 67 0 объект ноль эндобдж 66 0 объект ноль эндобдж 69 0 объект ноль эндобдж 68 0 объект ноль эндобдж 65 0 объект ноль эндобдж 62 0 объект ноль эндобдж 61 0 объект ноль эндобдж 64 0 объект ноль эндобдж 63 0 объект ноль эндобдж 70 0 объект ноль эндобдж 77 0 объект ноль эндобдж 76 0 объект ноль эндобдж 79 0 объект ноль эндобдж 78 0 объект ноль эндобдж 75 0 объект ноль эндобдж 72 0 объект ноль эндобдж 71 0 объект ноль эндобдж 74 0 объект ноль эндобдж 73 0 объект ноль эндобдж 124 0 объект ноль эндобдж 123 0 объект ноль эндобдж 126 0 объект ноль эндобдж 125 0 объект ноль эндобдж 122 0 объект ноль эндобдж 119 0 объект ноль эндобдж 118 0 объект ноль эндобдж 121 0 объект ноль эндобдж 120 0 объект ноль эндобдж 127 0 объект ноль эндобдж 134 0 объект ноль эндобдж 133 0 объект ноль эндобдж 136 0 объект ноль эндобдж 135 0 объект ноль эндобдж 132 0 объект ноль эндобдж 129 0 объект ноль эндобдж 128 0 объект ноль эндобдж 131 0 объект ноль эндобдж 130 0 объект ноль эндобдж 105 0 объект ноль эндобдж 104 0 объект ноль эндобдж 107 0 объект ноль эндобдж 106 0 объект ноль эндобдж 103 0 объект ноль эндобдж 100 0 объект ноль эндобдж 99 0 объект ноль эндобдж 102 0 объект ноль эндобдж 101 0 объект ноль эндобдж 108 0 объект ноль эндобдж 115 0 объект ноль эндобдж 114 0 объект ноль эндобдж 117 0 объект ноль эндобдж 116 0 объект ноль эндобдж 113 0 объект ноль эндобдж 110 0 объект ноль эндобдж 109 0 объект ноль эндобдж 112 0 объект ноль эндобдж % PDF-1.4 % 274 0 объект > эндобдж 292 0 obj> поток xb“b“`a“Sge @
Рисование винтовой резьбы
предыдущий следующий
Ваш браузер может не поддерживать возможность воспроизведения файлов mp3 с веб-страницы.
Щелкните здесь, чтобы загрузить и прослушать аудиофайл на вашем компьютере.
Есть три метода изображения резьбы на чертеже.
- Детально
- Схема
- Упрощенное
Представленное в этой главе изображение резьбы винта соответствует стандарту ASME Y14.6-2001 стандарт .
Подробное представление
Подробное изображение является близким приближением внешнего вида реальной винтовой резьбы.
Каковы, по вашему мнению, плюсы и минусы этого типа представительства? (Добавить интерактивность)
Ваш браузер может не поддерживать возможность воспроизведения файлов mp3 с веб-страницы.
Щелкните здесь, чтобы загрузить и прослушать аудиофайл на вашем компьютере.
Схематическое изображение
В схематическом представлении схемы используются линии, расположенные в шахматном порядке, для обозначения впадин и вершин резьбы.
Каковы, по вашему мнению, плюсы и минусы этого типа представительства? (Добавить интерактивность)
Ваш браузер может не поддерживать возможность воспроизведения файлов mp3 с веб-страницы.
Щелкните здесь, чтобы загрузить и прослушать аудиофайл на вашем компьютере.
Упрощенное представление
В упрощенном представлении используются видимые и скрытые линии для представления большого и малого диаметров.
Каковы, по вашему мнению, плюсы и минусы этого типа представительства? (Добавить интерактивность)
Ваш браузер может не поддерживать возможность воспроизведения файлов mp3 с веб-страницы.
Щелкните здесь, чтобы загрузить и прослушать аудиофайл на вашем компьютере.
Рисунок винтовой резьбы
Таблицы потоков в приложении к книге Engineering Graphics Essentials можно использовать для поиска значений;
- Шаг
- Малый диаметр
- Диаметр сверла для метчика
Если таблицы винтовой резьбы недоступны, малый диаметр может быть приблизительно равен 75% от основного диаметра.
предыдущий следующий
Допуск резьбы
Ранее было сказано, что существенный принцип состоит в том, что фактический профиль резьбы как гайки, так и болта никогда не должен пересекать или выходить за рамки теоретического профиля. Практически, чтобы сделать резьбу, должны применяться допуски, чтобы гарантировать, что это всегда применяется существенный принцип.Допуск винтовой резьбы осложняется сложной геометрической природой винта форма резьбы. К основному профилю необходимо нанести зазоры. резьбы, чтобы можно было ввинтить резьбу болта в ореховая резьба. Для того, чтобы резьба была сделана практически, необходимо быть допусками, применяемыми к основным элементам резьбы.Обычно резьба гайки имеет допуск, применяемый к основной профиль так, что теоретически возможна резьба гайки профиль должен быть равен теоретическому профилю.Болтовая резьба обычно имеют промежуток между основным и фактическим профилями резьбы. Этот зазор называется припуском с дюймовой резьбой и принципиальное отклонение с метрической резьбой. Терпимость впоследствии наносится на резьбу. Поскольку для резьбы с покрытием допуски относятся к резьбам с по покрытие (если не указано иное), зазор заполняется толщина покрытия.После покрытия фактический профиль резьбы не должен выходить за рамки основного профиля резьбы.
Полное обозначение метрической резьбы включает информацию не только по диаметру и шагу резьбы, но и по обозначению для класса допуска резьбы. Например, поток, обозначенный поскольку M12 x 1 – 5g6g означает, что резьба имеет номинальный диаметром 12 мм и шагом 1 мм.5g указывает на класс допуска для делительного диаметра и 6g – допуск класс по большому диаметру.
Посадка между резьбовыми частями обозначается резьбой гайки обозначение допуска, за которым следует допуск резьбы болта обозначение через косую черту. Например: M12 x 1 – 6H / 5g6g указывает класс допуска 6H для гайки (внутренней) резьбы и класс допуска 5g для делительного диаметра с 6g класс точности по большому диаметру.
Класс допуска состоит из двух частей: класс допуска и позиция допуска.
Установлен ряд классов допуска для диаметры шага и гребня (диаметр гребня – второстепенный диаметр в случае резьбы гайки и наибольший диаметр в случае болтовой резьбы. Представлены классы допуска цифрами, чем меньше число, тем меньше допуск.Оценка 6 используется для качества средней точности и нормального качества. длина зацепления резьбы. Оценки ниже 6 предназначены для точных допусков и / или малой длины резьбы помолвка. Классы выше 6 предназначены для грубых допусков. качество и / или большая длина зацепления резьбы.
Имеется:
5 классов допуска (классы 4-8) для несовершеннолетних.
диаметр резьбы гайки.
3 класса точности (классы 4,6 и 8) по большому диаметру
резьбы болта.
5 классов допуска (классы 4-8) на делительный диаметр
допуск на резьбу гайки.
7 классов допуска (классы с 3 по 9) на делительный диаметр
допуск резьбы болта.
Положения допуска обозначаются буквами, заглавными буквами
для резьбы гаек и строчных букв для резьбы болтов.В
позиция допуска – это расстояние допуска от
базовый размер профиля резьбы.
Для резьбы гайки есть два положения допуска, H с нулевое основное отклонение (расстояние от позиции допуска от базового размера) и G с положительным фундаментальным отклонением.
Для резьбы болтов имеется четыре положения допуска, h имеет нулевое фундаментальное отклонение и отрицательное фундаментальное отклонение e, f и g отклонения.(Положительное фундаментальное отклонение указывает на то, что размер элемента резьбы будет больше основного размер. Отрицательное фундаментальное отклонение указывает на то, что размер элемента резьбы будет меньше основного размер.
Одна практическая проблема, с которой часто сталкиваются, – это то, какой поток допуск для резьбового отверстия. Стандартный допуск классы 6g для резьбы болта и 6H для резьбы гайки обычно включаются в чертеж по умолчанию.Проблема что иногда происходит, так это то, что при зацеплении длинной резьбы (что часто используются для резьбовых отверстий в мягких материалах) может быть натяг между резьбой гайки и винта резьбы, когда винт ввинчивается в резьбовое отверстие. Там может быть небольшое несоответствие шага резьбы между внутренняя резьба и внешняя резьба, требующие гаечного ключа повернуть застежку до низа резьбы i.е. Это не может свободно вращаться. Применяются стандартные классы допуска строго только при относительно небольшой продолжительности взаимодействия используется (например, с гайкой, которая обычно составляет 0,8d, где d – размер резьбы). Допуск диаметра деления должен быть способность компенсировать ошибки по тангажу и углу фланга, которые могут иногда только путем изменения положения допуска скажем, от H до G для внутренней резьбы (поскольку стандарт винты – 6g – желательно использовать).Неспособность изменить положение допуска может привести к заеданию резьбы и повреждению особенно если для затяжки используются высокоскоростные инструменты. процесс.
Пример такой проблемы с захватом проиллюстрирован ниже:
Шаг резьбы – обзор
5 Обсуждение
После завершения всех тестов по установке винтов, сбора данных, анализа данных и представления данных окончательные результаты можно рассматривать и интерпретировать в более широком контексте некоторых важных клинических, биомеханических и / или технологические соображения, как указано ниже.
Тормозной момент не измеряется во время ортопедической операции. Вместо этого хирурги используют ручную хирургическую отвертку с «субъективным ощущением» для адекватной затяжки. Хирурги достигают соотношения крутящего момента остановки / снятия от 66–92%; таким образом, винты могут быть недостаточно или слишком затянуты. 1–4 В качестве альтернативы можно выполнить предоперационное сканирование МПК пациента, чтобы позволить инженерные прогнозы момента снятия изоляции, а затем использовать цифровую динамометрическую отвертку для достижения надлежащего момента остановки.
Момент снятия изоляции можно спрогнозировать для стандартного винта, резьба которого идеально входит в изотропный однородный материал. 7 Предположим, что это предел прочности на разрыв основного материала, L – длина винтовой резьбы в зацеплении, D – диаметр шага винта = D o – 0,6495 p , D o – внешний диаметр винта, p – шаг резьбы винта и f – коэффициент трения между винтом и материалом основы. Таким образом, снятие крутящего момента.
Момент снятия изоляции связан с силой, необходимой для вытягивания или выталкивания винта в кости. 7–10 Теоретически это можно рассчитать как момент снятия изоляции T = FD AVG (1/ t + fD AVG ) / (2 D AVG – 2 f / t ), где F – усилие отрыва, D AVG – среднее значение внешнего и внутреннего диаметра винта, f – коэффициент трения между винтом и костью, и т – количество резьб на единицу длины. 7 Экспериментально, например, тесты пилы с кортикальным винтом диаметром 4,5 мм могут дать соотношение F / T = исходное усилие отрыва / исходный момент зачистки = 0,498 мм −1 в диапазоне плотностей . 8
Моменты снятия изоляции имеют широкий диапазон значений. 1,3,4,9,11 Тесты кортикальных винтов дали 1089–2173 Н · мм (диафиз плечевой кости человека), 1126-2179 Н · мм (диафиз бедренной кости человека), 3265 Н · мм (диафиз большеберцовой кости человека), 1612–2331 Н · мм (пилообразный стержень плечевой кости) и 2012 Н · мм (пилообразный стержень бедренной кости).Тесты на губчатые винты показали 308–1176 Н · мм (головка плечевой кости человека), 554–2710 Н · мм (мыщелки бедренной кости человека) и 1594–1675 Н · мм (головка плечевой кости с пилой).
Соотношение крутящего момента остановки / снятия остается постоянным в широком диапазоне плотности для данного типа кости, когда операция выполняется одним и тем же хирургом-ортопедом. Например, в тестах на пилообразных бедрах и бедрах человека одно исследование сообщает о соотношении 80,6 ± 6,6% (кортикальные винты в пилообразных бедрах), 76,8 ± 6,4% (губчатые винты в пилообразных бедрах), 66.6 ± 10,4% (кортикальные винты в бедрах человека) и 84,5 ± 9,7% (губчатые винты в бедрах человека). 3
Соотношение крутящего момента остановки / снятия остается постоянным для разных типов кости при оценке одним и тем же хирургом-ортопедом. Тесты кортикального винта в пяти группах плечевой кости не показали статистической разницы в соотношении крутящего момента между свежезамороженным человеком, забальзамированным человеком, высушенным / обезвоженным человеком, «нормальной» пилой и «остеопоротической» пилой ( P = 0,1), в то время как губчатые тесты также не показывают статистической разницы для 9 из 10 сравнений между группами ( P > 0.05). 4
Конструкция винта может изменить качество контакта между винтом и костью и момент установки винта и, таким образом, может повлиять на работу хирурга-ортопеда. Конструкция винта может быть определена количественно как коэффициент формы резьбы TSF = 0,5 + 0,57735 d / p , где d – глубина резьбы винта, а p – шаг резьбы винта. 12 Глубина резьбы и шаг резьбы влияют на общий угол резьбы. Это означает, что более глубокие нити, которые захватывают кость с лучшим «прикусом», могут «чувствовать» более плотными для хирурга-ортопеда.
Машина для испытания на кручение может улучшить согласованность между испытаниями, вставляя винты с фиксированной скоростью изгиба, как описано в стандартизированной методике ASTM. 2,13–15 Этот подход полезен для определения свойств костного материала (т. Е. Момента снятия изоляции). Однако это не повторяет клиническую практику, в которой хирурги закручивают винты «на ощупь» с помощью хирургической отвертки. Этот последний метод более полезен при имитации клинических условий (например, при остановке крутящего момента).
Как определить размер резьбы болта – прочность и конструкция резьбы болта
О резьбе болтаМожет быть необычным думать о болтах и гайках как о передовой технологии, но по крайней мере 1800 лет эти крепежные элементы были ничем иным. До промышленной революции шесть классических машин отвечали за каждое механическое преимущество. Из шести оригинальных машин винты, вероятно, были изобретены последними, но также и самыми революционными.
Их можно использовать для линейной транспортировки объектов или для перекачивания жидкостей, как в знаменитом винтовом насосе Архимеда. Винты были эффективны как редукторы в червячных передачах. Самое главное, они умели и надежно собирали материалы.
Легко утверждать, что болты и гайки сегодня столь же высокотехнологичны. В конце концов, большинство сложных машин – это гибриды простых машин. Теперь, после столетий практики металлообработки, резьбовые крепежи производятся с точностью до допусков и должны отвечать строгим требованиям сегодняшнего рынка высокой эффективности и производительности.Таким образом, болты становятся все более специализированными и стандартизированными, и конца этому не видно.
Различия между современными болтами и гайками выходят далеко за рамки размеров. Знаете ли вы разницу между накатанной резьбой и нарезанной резьбой? А как насчет классов подгонки резьбы? Метрическая резьба против унифицированного стандарта резьбы? Или грубая или мелкая нить?
Что еще более важно, знает ли ваш поставщик разницу и может ли он разработать оборудование для ваших конкретных приложений? Мы делаем это в Bayou City Bolt, и позвольте нам помочь вам и вашей компании с любыми вашими потребностями в болтах.От, винты с головкой под торцевой ключ, шестигранные и тяжелые болты с шестигранной головкой и многое другое.
Производство резьбыДаже на техническом языке часто не делается различия между винтами и болтами. На самом деле эти термины использовались до появления резьбовых крепежных изделий с механической обработкой, поэтому они часто используются как взаимозаменяемые. Органы по стандартизации пришли к выводу, что эти застежки различаются не спецификациями или методами производства; скорее так, как они используются.Как указано в Справочнике Machinery и ASME B18, винты представляют собой крепежные детали с внешней резьбой, которые сопрягаются с внутренней резьбой или могут проходить сквозь материалы для сборки компонентов. Чтобы установить или удалить винт, к головке крепежа прикладывают крутящий момент. Болты также имеют внешнюю резьбу, но они удерживаются на месте при приложении крутящего момента к гайке. Совместимая внутренняя резьба должна иметь ту же геометрию, что и резьба на болте.
Невооруженным глазом может показаться, что все резьбы застежек созданы одинаково.Фактически, есть два метода изготовления резьбы – накатка и нарезка, которые влияют на функциональность крепежа. Для резки требуется пустой стержень, диаметр которого точно соответствует спецификации болта, а излишки материала срезаются с заготовки для создания резьбы. Это приводит к увеличению диаметра перед заправкой резьбы. Все стандартные размеры болтов и типы резьбы могут быть изготовлены путем нарезания. Как правило, болты и винты с нарезанной резьбой имеют лучшую прочность на сдвиг, но также являются более сложными в производстве и более дорогими.
Для изготовления накатанной резьбы используется заготовка, диаметр которой немного меньше заданного конечного диаметра. Заготовка деформируется штампами для создания спиральных выступов и впадин, которые охватывают стержень болта. Это создает крепеж с более гладкой резьбой, который также весит меньше, чем нарезанные болты того же размера. Эти застежки обработаны холодным способом, отчего нити упрочняются. В целом прокатка – это быстрый, эффективный и менее затратный метод нарезания резьбы на заготовках. Существуют некоторые ограничения, такие как ограничения на длину резьбы и диаметры болтов, а некоторые материалы слишком твердые для холодной обработки штампами.Два типа конструкционных болтов, A325 и A490, не могут быть прокатаны из-за этих ограничений.
Эти условия означают, что накатанная резьба подходит для большинства применений, поскольку она дешевле и в среднем на 7% прочнее нарезанной резьбы. В то время как холодная обработка приводит к упрочнению минимального диаметра, резка истирает его и ослабляет поверхность материала. Как правило, единственный случай, когда явно требуется резьба нарезки, – это когда указанные материалы слишком трудно наматывать.
Стандартизация крепежных изделийВ 19, и годах индустриализация и достижения в области механической обработки привели к массовому производству и распространению крепежных изделий.Конкурирующие болты одного размера с несовместимой резьбой приводили к проблемам взаимодействия, особенно с импортным оборудованием. Потребовалось глобальное событие грандиозных масштабов (Вторая мировая война), чтобы способствовать международному сотрудничеству в области стандартизации болтов. Канада, Соединенные Штаты и Соединенное Королевство не смогли отремонтировать танки и машины друг друга во время войны, поэтому в 1949 году они приняли Унифицированный стандарт резьбы (UTS), который определял критерий резьбы с использованием дюймовых размеров. Между тем, метрическая система набирала популярность в Европе и Азии, что привело к тому, что Великобритания отказалась от UTS и вместо этого приняла метрическую систему.Сегодня Канада и США остаются единственными рынками с высокой концентрацией оборудования UTS. Согласно ISO, мировая популярность оборудования делится на 60% в метриках, 31% на UTS и 9% на другие категории.
Имея самую большую долю рынка, метрические болты определить легче всего. Номиналы начинаются с буквы М, а цифра сразу после нее указывает диаметр болта в миллиметрах. Метрическая резьба крепежа также указывается в соответствии с шагом резьбы, который представляет собой расстояние между соседними витками резьбы, опять же в миллиметрах.Это представлено последней цифрой в обозначении метрического болта. Например, болт с маркировкой M10 x 1,5 представляет собой метрический болт с диаметром 10 мм и 1,5 мм между резьбами.
Таблица размеров резьбыПодгонка резьбы определяет допуски между выступами и впадинами (вершинами и впадинами) сопрягаемых резьбовых деталей. В метрических описаниях посадка резьбы классифицируется по цифровой и буквенной системе; меньшие числа обозначают резьбу с более высокой точностью, а буквы обозначают положение допуска.В некоторых случаях оборудование может быть помечено двумя наборами размеров резьбовой посадки. Первая метка представляет собой делительный диаметр (воображаемый диаметр, при котором резьба обрезается наполовину – расстояние равно большому и меньшему диаметрам), а вторая представляет собой диаметр вершины, который является меньшим диаметром на внутренней резьбе и большим диаметром. на внешней резьбе. Например, болт 4G5G будет иметь внутреннюю резьбу с шагом 4 и гребенчатую внутреннюю резьбу класса 4. Когда уровни высоты тона и гребня одинаковы, обозначения упрощаются; болт 4G4G вместо этого будет обозначен как 4G.Резьба с более высоким допуском устанавливается быстрее и лучше подходит для покрытия таких покрытий, как фиксатор резьбы.
Диаметр Тип | Внутренняя резьба | Наружная резьба |
Участок | Пять типов: 4-й, 5-й, 6-й, 7-й, 8-й классы | Семь типов: степень 3, степень 4, степень 5, степень 6, степень 7, степень 8, степень 9 |
Крест | Пять типов: 4 класс, 5 класс, 6 класс, 7 класс, 8 класс | Три типа: 4 класс, 6 класс, 8 класс |
Дополнительно позиции допуска могут быть следующих типов.Строчные буквы обозначают внешнюю резьбу, а прописные буквы обозначают внутреннюю резьбу.
Нить | Классы позиции допуска |
Внутренний | G, H |
Внешний | E, F, G, H |
По сравнению с UTS, метрическая резьба 6g будет очень похожа на болт 2A UTS с точки зрения посадки резьбы.
Для болтовUTS диаметром менее 1/4 дюйма предусмотрены номера калибров, но размеры в дюймах используются между размерами от 1/4 до 1 дюйма. Второе число болта UTS обозначает резьбу на дюйм (TPI). Болты UTS размером от №0 до №10 имеют две возможные конфигурации TPI (грубую и мелкую), а диаметры №12 и выше могут иметь две или три конфигурации TPI (грубую, мелкую и сверхтонкую). Например, болт UTS, обозначенный № 3-48, представляет собой болт калибра 3 или винт с 48 резьбой на дюйм, а винт 1 / 4-20 имеет диаметр 1/4 дюйма и 20 витков резьбы на дюйм.
Посадка резьбы также важна для винтов и болтов UTS. Оборудование с неплотной посадкой лучше подходит для приложений, требующих быстрой сборки и разборки, но прецизионная посадка (класс 3) лучше всего подходит для высокоточных, высокопрочных соединений и суровых условий, таких как болты с головкой под торцевой ключ в двигателе. Потоки класса A используются для внешних потоков, а потоки класса B – для внутренних потоков.
Класс резьбы | Допуск | Приложение |
1A | 1.50% делительный диаметр | Только для быстрой и легкой сборки и разборки; редко используемый. |
1Б | 1,50% делительного диаметра | Только для быстрой и легкой сборки и разборки; редко используемый. |
2А | 1,10% делительный диаметр | Приемлемо для большинства применений: наиболее распространенный болт UTS класса |
2Б | 1.10% делительный диаметр | Приемлемо для большинства применений: наиболее распространенный болт UTS класса |
3A | 0,80% делительного диаметра | Высокоточные, высокопрочные приложения; безопасность. |
3Б | 0,80% делительного диаметра | Высокоточные, высокопрочные приложения; безопасность. |
Органы стандартизации потратили огромные усилия на классификацию шага резьбы, поскольку он определяет область растягивающего напряжения резьбы, которую можно определить с помощью этого уравнения. Напряжение коррелирует с TPI болта.
As = π / 4 X (D – (.938194 X p)) ²
Где:
As: зона растягивающего напряжения
D: диаметр болта
p: 1 / ниток на дюйм (TPI)
Например, сравним площадь растягивающего напряжения двух винтов.Первый – винт 3 / 4-10 UNC.
.3382 = π / 4 X (.75- (938194 x (1/10))) ²
Второй винт имеет такой же диаметр, но другой TPI; это винт 3 / 4-16 UNF.
,3754 = π / 4 x (0,75 – (0,938794 x (1/16))) ²
Как показывает уравнение, именно винт с большим TPI имеет большую площадь растягивающего напряжения.
Как определить толщину резьбыНаконец, резьба как на метрических, так и на UTS-крепежах также подразделяется на грубую, тонкую и сверхтонкую.Типы резьбы UTS обычно обозначаются как UNC (Unified Coarse), UNF (Unified Fine) или (Unified Extra Fine (UNEF). Нет разницы в качестве изготовления между грубыми, мелкими и сверхтонкими типами резьбы, но есть различия в том, как они трудоустроены.
Грубая резьба толще и прочнее, чем метизы с мелкой резьбой. Крепежи с крупной резьбой также можно установить быстрее. Например, 3 / 4-10 UNC требует 10 оборотов для установки 1 дюйма оси болта, а 3 / 4-16 UNF потребует 16 оборотов.Крупная резьба обеспечивает зазор для покрытия резьбы и снижает вероятность истирания. Маловероятно, что эти резьбы откроются, если болт изготовлен из мягкого материала.
Тонкую и сверхтонкую резьбу можно исследовать вместе. Их меньший шаг и больший TPI означают лучшую прочность на разрыв, а больший малый диаметр обеспечивает лучшую прочность на сдвиг. Меньшие углы спирали резьбы также обеспечивают превосходную устойчивость к вибрации в крепежных изделиях с мелкой резьбой, что очень важно. Тонкие материалы подходят для тонкой и сверхтонкой резьбы.Они также более полезны для точных приложений.
На основании этих подробных стандартов 91% резьбовых крепежных изделий относятся к одному из этих обозначений.
Метрическая система | ||
Диаметр (мм) | Крупный шаг | Мелкий шаг (и сверхмелкий, если применимо) |
1 | .25 | ,2 |
1,2 | ,25 | ,2 |
1,4 | ,3 | ,2 |
1,6 | ,35 | .2 |
1,8 | ,35 | ,2 |
2 | ,4 | ,25 |
2,5 | ,45 | ,35 |
3 | .5 | ,35 |
3,5 | ,6 | ,35 |
4 | ,7 | ,5 |
5 | ,8 | .5 |
6 | 1 | ,75 |
7 | 1 | ,75 |
8 | 1,25 | 1 (0,75) |
10 | 1.5 | 1,25 (1) |
12 | 1,75 | 1,5 (1,25) |
14 | 2 | 1,5 |
16 | 2 | 1.5 |
18 | 2,5 | 2 (1,5) |
20 | 2,5 | 2 (1,5) |
22 | 2,5 | 2 (1,5) |
24 | 3 | 2 |
27 | 3 | 2 |
30 | 3.5 | 2 |
33 | 3,5 | 2 |
36 | 4 | 3 |
39 | 4 | 3 |
42 | 4.5 | 3 |
45 | 4,5 | 3 |
48 | 5 | 3 |
52 | 5 | 4 |
56 | 5.5 | 4 |
60 | 5,5 | 4 |
64 | 6 | 4 |
ОТС | |||
Диаметр (номер калибра или дюйм) | Грубое | Тонкий TPI | Экстра тонкий TPI |
# 0 | н / д | 80 | н / д |
# 1 | 64 | 72 | н / д |
# 2 | 56 | 64 | н / д |
# 3 | 48 | 56 | н / д |
# 4 | 40 | 48 | н / д |
# 5 | 40 | 44 | н / д |
# 6 | 32 | 40 | н / д |
# 8 | 32 | 36 | н / д |
# 10 | 24 | 32 | н / д |
# 12 | 24 | 28 | 32 |
1/4 | 20 | 28 | 32 |
5/16 | 18 | 24 | 32 |
3/8 | 16 | 24 | 32 |
16/7 | 14 | 20 | 28 |
1/2 | 13 | 20 | 28 |
9/16 | 12 | 18 | 24 |
5/8 | 11 | 18 | 24 |
3/4 | 10 | 16 | 20 |
7/8 | 9 | 14 | 20 |
1 | 8 | 12 | 20 |
Этот документ может стать бесценным ориентиром при выборе крепежа, но нет необходимости сохранять его в памяти.Вся эта информация основана на опыте опытных инженеров и представителей Bayou City Bolt, которые могут помочь вашей организации отслеживать изнурительные вариации резьбовых винтов, болтов и гаек.
На протяжении почти двух тысячелетий аппаратное обеспечение с поддержкой потоков поддерживало некоторые из самых важных инноваций в истории человечества. Теперь у вашей компании есть шанс использовать высокотехнологичные преимущества современных аппаратных решений.
Скачать PDF
.