Обозначение вольфрам: Обозначение вольфрама на чертеже
alexxlab | 08.12.1994 | 0 | Разное
Вольфрам В (ВА) / Auremo
Вольфрам В (ВА) Вольфрам ВМ Сплав ВНЖ 7-3 Сплав ВНЖ-90 Сплав ВНЖ-95 Сплав ВНЖ-97 (ВНЖ 97,5) Сплав ВНМ 3-2 Вольфрам ВРН Вольфрам ВТ-10 Вольфрам ВТ-15 Вольфрам ВТ-30 Вольфрам ВТ-50 Вольфрам ВТ-7 Сплав СВИ-1
Обозначения
| Название | Значение |
|---|---|
| Обозначение ГОСТ кириллица | В |
| Обозначение ГОСТ латиница | B |
| Транслит | V |
| По химическим элементам | В |
| Название | Значение |
|---|---|
| Обозначение ГОСТ кириллица | ВА |
| Обозначение ГОСТ латиница | BA |
| Транслит | VA |
| По химическим элементам | В |
Описание
Вольфрам В применяется: для производства методом порошковой металлургии тянутых и кованых прутков, применяемых для изготовления изделий электронной техники, экранов высокотемпературных печей; проволоки для источников света.
Стандарты
| Название | Код | Стандарты |
|---|---|---|
| Проволока из цветных металлов и их сплавов | В74 | ГОСТ 19671-91 |
| Прутки | В55 | TУ 11-77 |
| Листы и полосы | В53 | TУ 48-19-106-91 |
| Цветные металлы, включая редкие, и их сплавы | В51 | TУ 48-19-153-83 |
Химический состав
| Стандарт | Si | Fe | Al | Mo | Ca | W |
|---|---|---|---|---|---|---|
| TУ 11-77 | – | – | – | – | – | ≥99.95 |
| ГОСТ 19671-91 | 0.001-0.006 | ≤0.005 | 0.001-0.004 | ≤0.03 | ≤0.005 | ≥99.95 |
W – основа.
По ТУ 11-77 Яе0.021.056 ТУ содержание вольфрама указано включая содержание оксида тория.
По ГОСТ 19671-91 химический состав приведен для вольфрама марки ВА.
Механические характеристики
| Сечение, мм | σB, МПа |
|---|---|
| Проволока в состоянии поставки по ГОСТ 19671-91. Диаметр сечения проволоки указан в мкм | |
| 17.5-25.5 | 2671-4165 |
| 127-250 | 1871-3430 |
| 25.5-50 | 2156-4108 |
| 50-77 | 2058-3773 |
| 77-128 | 1871-3577 |
Описание механических обозначений
| Название | Описание |
|---|---|
| Сечение | Сечение |
| σB | Предел кратковременной прочности |
Маркировка вольфрамовых электродов по цветам и составу
Маркировка вольфрамовых электродов по цветам и составу
Сварка вольфрамовым электродом применима для очень широкого диапазона толщин металла (0,1—60 мм), сварку металла больших толщин выполняют в несколько слоев. По международному стандарту EN 26848 вольфрамовые электроды должны иметь короткое буквенно-цифровое обозначение и цветовую пометку. Буквенная часть маркировки говорит о составе электрода. Первой буквой является W вольфрам. Вторая буква означает оксид элемента, входящего в состав электрода. |

Обозначения основных легирующих оксидов
- C (Ce церий) – оксид церия;
- Z (Zr цирконий) – оксид циркония;
- L (La лантан) – оксид лантана;
- T (Th торий) – оксид тория;
- P (иногда не указывается) – чистый вольфрам без добавок.
Число, следующее за буквенным обозначением, показывает каков процент добавки в составе электрода в десятых долях процента. Например, 20 означает, что в составе электрода содержится около 2% легирующего оксида.
Что касается цветовых отметок, то они соответствуют определенным маркам следующим образом:
- зеленый WP (чистый вольфрам)
- серый WC 20 (с оксидом церия 2%)
- черный WL 10 (с оксидом лантана 1%)
- золотой WL 15 (с оксидом лантана 1,5%)
- синий WL 20 (с оксидом лантана 2%)
- белый WZ 8 (с оксидом циркония 0,8%)
- желтый WT 10 (с оксидом тория 1%)
- красный WT 20 (с оксидом тория 2%)
- фиолетовый WT 30 (с оксидом тория 3%)
- оранжевый WT 40 (с оксидом тория 4%)
Следует отметить, что использование марок WT30 и WT40 не рекомендуется, т. к. торий является радиоактивным элементом и его повышенное содержание в составе электрода может нанести вред здоровью и окружающей среде.
к. торий является радиоактивным элементом и его повышенное содержание в составе электрода может нанести вред здоровью и окружающей среде.
Теперь перейдем к использованию неплавящихся электродов и их сравнительным характеристикам:
Тип WP, или W (зеленый)
Применяется для аргонодуговой сварки переменным током алюминия, алюминиевой бронзы, магния, никеля и их сплавов. Сравнительные характеристики: Зажигаемость очень плохо Срок службы плохо Нагружаемость током плохо Безопасность для здоровья отлично
Тип WС 20 (серый)
Применяется для аргонодуговой сварки постоянным током прямой полярности нержавеющих и др. высоколегированных сталей, высокосплавляющихся металлов (молибден и т.п.), медь, бронза, никель, титан и их сплавов.
Сравнительные характеристики:
- Зажигаемость – очень хорошо
- Срок службы – очень хорошо
- Нагружаемость током – очень хорошо
- Безопасность для здоровья – отлично
Тип WL (черный)
Применяется для плазменной сварки/напыления переменным током и постоянным током прямой полярности деталей малой толщины, высолегированных сталей.
Сравнительные характеристики:
- Зажигаемость – удовлетворительно
- Срок службы – очень хорошо
- Нагружаемость током – хорошо
- Безопасность для здоровья – отлично
Тип WZ 8 (белый)
Применяется для аргонодуговой сварки переменным током алюминия, алюминиевой бронзы, магния, никеля и их сплавов.
Сравнительные характеристики:
- Зажигаемость – удовлетворительно
- Срок службы – хорошо
- Нагружаемость током – хорошо
- Безопасность для здоровья – отлично
Тип WT 20 (красный)
Применяется для аргонодуговой сварки постоянным током прямой полярности нержавеющих и др. высоколегированных сталей, высокосплавляющихся металлов (молибден и т.п.), медь, бронза, никель, титан и их сплавов.
Сравнительные характеристики:
- Зажигаемость – очень хорошо
- Срок службы – хорошо
- Нагружаемость током – очень хорошо
- Безопасность для здоровья – удовлетворительно
Карбид вольфрама Марки
Идет загрузка. .. Пожалуйста, подождите…
.. Пожалуйста, подождите…
Карбид вольфрама Марки
Наш информационный бюллетень
Из книги Building Superior Brazed Tools Купить книгу
Всестороннего сравнения карбида вольфрама между поставщиками карбида вольфрама не проводилось. Большая часть проблемы заключается в огромном количестве поставщиков, сортов и торговых наименований. Существует не менее 5000 различных марок карбида вольфрама, продаваемых под более чем 1500 различными торговыми наименованиями более чем 1500 различными компаниями. Дополнительную информацию о твердосплавных материалах см. в нашем указателе карбидов и усовершенствованных материалов.
Настоящего стандарта не существует. Обозначение США «C», обозначение ISO и другие обозначения не обязательно имеют значение. Карбид вольфрама от двух разных производителей может иметь одинаковое обозначение, но сильно различаться практически во всех мыслимых отношениях, включая характеристики.
Классы C
Первоначальная концепция заключалась в том, чтобы классифицировать карбиды вольфрама в зависимости от выполняемой ими работы. Если бы у вас была конкретная работа, вы бы указали марку карбида вольфрама «С», и вы могли бы купить его у кого угодно. Это привело к ситуации, когда карбид вольфрама C-7 может быть практически любым, если он работает в стиле C-7. Согласно Machinery’s Handbook, он может составлять от 0 до 75% карбида вольфрама, от 8 до 80% карбида вольфрама титана, от 0 до 10% кобальта и от 0 до 15% никеля. Проблема в том, что два наконечника C-7 от двух производителей почти наверняка будут работать по-разному в двух разных приложениях.
Если бы у вас была конкретная работа, вы бы указали марку карбида вольфрама «С», и вы могли бы купить его у кого угодно. Это привело к ситуации, когда карбид вольфрама C-7 может быть практически любым, если он работает в стиле C-7. Согласно Machinery’s Handbook, он может составлять от 0 до 75% карбида вольфрама, от 8 до 80% карбида вольфрама титана, от 0 до 10% кобальта и от 0 до 15% никеля. Проблема в том, что два наконечника C-7 от двух производителей почти наверняка будут работать по-разному в двух разных приложениях.
Распространенное заблуждение состоит в том, что существует прямая последовательность от C-1 до C-14 или куда-то еще. Распространено мнение, что каждый более высокий сорт содержит меньше кобальта в связующем и, следовательно, тверже и с большей вероятностью ломается. Следуя этому направлению мысли, мы верим, что чем выше число C, тем тверже и лучше износостойкость. Это все равно, что классифицировать автомобили по размеру от мопеда до восемнадцатиколесного полуприцепа. Это понятно и удобно, но, к сожалению, это неправда.
Это понятно и удобно, но, к сожалению, это неправда.
C Классификация классов
C-1 до C-4 являются общими оценками чугунных, нерухозных и неметаллических материалов
C-1 Грубание
C-2 Общая цель
C-3 отделка
C-4 Precision
Сталь и стальные сплавы – эти марки устойчивы к точечной коррозии и деформации
C-5 Черновая обработка
C-6 Общее назначение7 90 3 2 C-0033
C-8 Precision
износ поверхности
C-9 NO SHOCK
C-10 Световой удар
C-11 Тяжелый удар
Управление
C-12 Лам 14 тяжелый
Разное
C-15 световой среза, снятие горячей вспышки сварки
C-15A тяжелый срез, горячее сварное сварное сварное сварное сварное сварное сварное сварка
C-16 Bits
C-17 Dies
C-18 при повышенных температурах и/или стойкость к химическим реакциям
C-19 Радиоактивная защита, противовесы и кинетические приложения
Каждая задача с использованием карбида вольфрама отличается.
вольфрамовые электроды – CK Worldwide
☰ Меню
2% Токус (красный) EWTH -2/WT20Принцид: 1,7–2,2% оксид торию
Радио. Лучше всего подходит для использования в приложениях постоянного тока (D / C) с использованием трансформаторных источников питания постоянного тока. Лучше всего подходит для использования на коррозионностойких сталях, титановых сплавах, никелевых сплавах, медных сплавах. Хорошее начало и стабильность дуги постоянного тока, средняя скорость эрозии, средний диапазон силы тока, средняя склонность к разбрызгиванию.
0,8% ЦИРКОНИЙ (БЕЛЫЙ) EWZr-8/WZ8Основной оксид: 0,7–0,9% оксид циркония
Нерадиоактивный.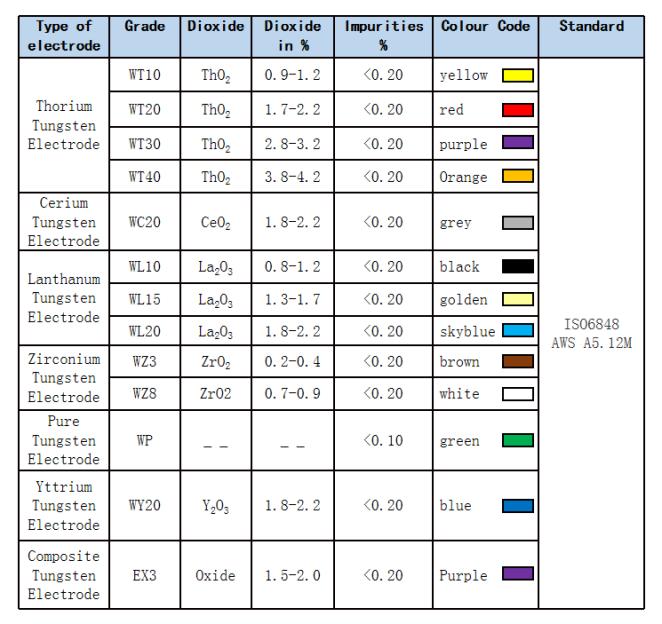 Лучше всего подходит для использования с переменным током (A/C) для алюминиевых и магниевых сплавов с использованием инверторных или трансформаторных источников питания постоянного тока. Хорошо шарит, выдерживает более высокую силу тока, чем чистый вольфрам, с меньшим количеством точечной коррозии, лучшим запуском дуги и стабильностью дуги, чем чистый вольфрам.
Лучше всего подходит для использования с переменным током (A/C) для алюминиевых и магниевых сплавов с использованием инверторных или трансформаторных источников питания постоянного тока. Хорошо шарит, выдерживает более высокую силу тока, чем чистый вольфрам, с меньшим количеством точечной коррозии, лучшим запуском дуги и стабильностью дуги, чем чистый вольфрам.
Основной оксид: 1,3–1,7 % оксида лантана
Нерадиоактивный. Лучше всего подходит для использования в постоянном токе (D / C) в качестве альтернативы 2% торированному с использованием инверторных или трансформаторных источников питания постоянного тока. Лучше всего подходит для коррозионностойких сталей, сплавов титана, сплавов никеля, сплавов меди. Наилучшее начало и стабильность дуги постоянного тока, низкая скорость эрозии, широкий диапазон силы тока, отсутствие разбрызгивания.
2% CERIATED (СЕРЫЙ) БЫВШЕ ОРАНЖЕВЫЙ EWCe-2/WC20Основной оксид: 1,8–2,2 % оксида церия
Нерадиоактивный. Лучше всего подходит для использования в приложениях переменного тока (A/C) или постоянного тока (D/C) с использованием инверторных или трансформаторных источников питания постоянного тока. Хорошо подходит для низколегированных сталей, нержавеющих сталей, алюминиевых сплавов, магниевых сплавов, титановых сплавов, никелевых сплавов, медных сплавов. Хорошие свойства зажигания и повторного зажигания, длительный срок службы, отличная стабильность дуги. Низкая скорость эрозии, лучше всего при низком диапазоне силы тока, отсутствие разбрызгивания, хороший запуск дуги постоянного тока и стабильность.
Лучше всего подходит для использования в приложениях переменного тока (A/C) или постоянного тока (D/C) с использованием инверторных или трансформаторных источников питания постоянного тока. Хорошо подходит для низколегированных сталей, нержавеющих сталей, алюминиевых сплавов, магниевых сплавов, титановых сплавов, никелевых сплавов, медных сплавов. Хорошие свойства зажигания и повторного зажигания, длительный срок службы, отличная стабильность дуги. Низкая скорость эрозии, лучше всего при низком диапазоне силы тока, отсутствие разбрызгивания, хороший запуск дуги постоянного тока и стабильность.
Основной оксид: нет
НЕРАДИОАКТИВНЫЙ. Подходит для использования в системах переменного тока (A/C) для алюминиевых сплавов и магниевых сплавов в приложениях с низкой и средней силой тока, используя только трансформаторные источники питания постоянного тока. Шары легкие, имеет тенденцию плеваться при более высоких токах. Используется только для некритических сварных швов.
Используется только для некритических сварных швов.
Основной оксид: 1,8–2,2% оксид лантана
Нерадиоактивный. Лучший электрод общего назначения как для переменного тока (A/C), так и для постоянного тока (D/C) с использованием инверторных или трансформаторных источников питания постоянного тока. Хорошо подходит для низколегированных сталей, нержавеющих сталей, алюминиевых сплавов, магниевых сплавов, титановых сплавов, никелевых сплавов, медных сплавов. Хорошее начало и стабильность дуги, диапазон силы тока от среднего до высокого, низкая скорость эрозии.
ЛаЙЗр™ (CHARTREUSE) EWGОсновные оксиды: 1,5% лантана, 0,8% оксиды иттрия, 0,8% циркония
Нерадиоактивный. Лучше всего подходит для автоматизированных или роботизированных приложений с переменным током (A/C) или постоянным током (D/C) из-за низкого допустимого напряжения (изменения расстояния между наконечником и заготовкой) с использованием инверторных или трансформаторных источников питания постоянного тока.