Обработка конических поверхностей на токарном станке: обработка конических поверхностей детали в Санкт-Петербурге. Компания Спектр
alexxlab | 05.01.2023 | 0 | Разное
обработка конических поверхностей детали в Санкт-Петербурге. Компания Спектр
| Главная → Металлообработка на заказ → Токарные работы ЧПУ → Обработка конических поверхностей Существует несколько способов обработки наружных конусов и конических отверстий, каждый из которых наделён своими преимуществами и недостатками:
Сущность методов обработки конических поверхностей Обработка заготовки поворотом верхней части суппорта применяется в тех случаях, когда необходимо изготовить короткие наружные и внутренние конические поверхности с большим уклоном. Особенность этого способа заключается в том, что суппорт поворачивается под углом наклона конуса, и резец подается вручную (за исключением усовершенствованных токарных станков с механической подачей). Точение конических поверхностей смещением корпуса задней бабки позволяет обрабатывать длинные детали с пологой конусностью. Изготавливают их путем поперечного перемещения резца по вращающейся заготовке с использованием механической подачи. Во время выполнения токарных работ необходимо следить за тем, чтобы угол наклона резца к оси центров совпадал с углом наклона конуса. Конусная линейка применяется для обтачивания конусов с углом уклона менее 10—12°. Она представляет собой специальное приспособление, закрепляемое на станке (современные модели оборудования сразу оснащаются конусной линейкой). Для обработки внутренних и наружных конических поверхностей также может применяться широкий резец. Главная режущая кромка резца устанавливается под углом, соответствующим уклону конуса при продольном и поперечном перемещении. Длина заготовки должна быть не более 20 мм во избежание вибрации деталей и инструмента и, как следствие, его порчи. Обработка конических отверстий при проведении токарных работ Обработка конических отверстий требует большего мастерства, чем точение наружных конусов, так как является одной из самых трудоемких токарных работ. Существует два способа обработки конических отверстий: растачивание детали резцом с поворотом верхней части суппорта и с помощью конусной линейки. Как правило, выполняется в несколько этапов. Так, для получения отверстия в сплошном материале заготовку сначала сверлят, затем зенкеруют или растачивают, а после обрабатывают развертками. Смотрите также: Виды токарных работ, выполняемых нами. |



Технология обработки конических поверхностей – методы и способы точения конуса на токарном станке, контроль конусности детали
Общие понятия о конусностиПоверхность конуса состоит из следующих величин (рис. 1): сечение D – большее и сечение d – меньшее. Между двумя поверхностями, образованными сечениями D и d, имеется расстояние I. α – угол уклона конуса, 2α – угол конуса.
Рис. 1. Геометрия конуса
Соотношение K=(D – d)/I показывает конусность предмета. При написании его обозначают со значком деления, либо десятичной дробью. Например: 1:20, 1:50 или 0,05, 0,02.
Соотношение Y=(D – d)/(2I) = tgα имеет название уклон.
Обработка поверхностей с конусностью
В производстве часто приходится производить обработку валов, у которых конструктивно заложены конические переходы между диаметрами шеек.
Чтобы снизить деформации плоскости, образующей конус, ликвидировать погрешности, влияющие на угол уклона конуса, кромку резания режущего инструмента закрепляют вдоль оси заготовки. Если режущая кромка резца имеет длину, превышающую 15 мм, при обработке появляются вредные вибрации.
Вибрации увеличиваются при следующих условиях:
- увеличение длины заготовки;
- уменьшение диаметра обрабатываемой детали;
- меньше угол уклона конуса;
- близкое расстояние конуса к центру заготовки;
- увеличение вылета резца;
- слабое закрепление резца в штатном положении.
Воздействие вредных вибраций негативно сказывается на качестве обработки. На поверхности возникают следы, неровности, шероховатости. Благодаря использованию резцов с широкой режущей частью вибраций удается избежать. В этом случае радиально направленное усилие при резании способно нарушить настройки резца, изменив угол уклона.
На поверхности возникают следы, неровности, шероховатости. Благодаря использованию резцов с широкой режущей частью вибраций удается избежать. В этом случае радиально направленное усилие при резании способно нарушить настройки резца, изменив угол уклона.
Конуса со значительными наклонами обрабатываются с поворотом верхних салазок суппорта и держателя резца на угол α (рис. 2). Он равняется углу конуса, который обрабатывается. Рукояткой салазок перемещается резец. Ручная подача имеет свои недостатки. Главный из них – неравномерность движения.
Иногда из-за этого на поверхностях возникают шероховатости. Чистота обработки зависит от квалификации исполнителя. Данный способ приемлем для конусов с длинами, равнозначными ходу верхних салазок.
Рис. 2. Обработка конической поверхности путем поворота верхних салазок суппорта:
2α – угол конуса; α – угол наклона конуса
Смещением задней бабки станка производится обработка конусных плоскостей с углом α=8…10˚ и увеличенными длинами (рис. 3).
3).
Рис. 3. Обработка конической поверхности путем смещения задней бабки:
d и D – меньший и больший диаметры; l – расстояние между плоскостями; L – расстояние между центрами: h – смещение заднего центра; α – угол уклона конуса
H=Lsinα.
Если углы небольшие, sinα ≈ tgα.
h≈L(D-d)/(2I), где L – промежуток между центрами, D – большое сечение, d – малое сечение, I – промежуток между поверхностями.
В случае, если L=I, то h=(D-d)/2.
Сдвиг задней бабки контролируется по градуировке на краю плиты опоры напротив маховика. С торца задней бабки также имеются метки. Каждое деление равно 1 мм. Если шкала отсутствует, сдвиг рассчитывают по обыкновенной линейке, которую прикладывают к плите опоры.
Чтобы достичь соответствия конусности для потока изделий, которые обрабатываются данным методом, параметры деталей и отверстия для центровки должны иметь минимум погрешностей. Смещающиеся центры станка при работе провоцируют износ центровочных отверстий обрабатываемых деталей.
Смещающиеся центры станка при работе провоцируют износ центровочных отверстий обрабатываемых деталей.
Рекомендуется сначала подвергнуть обработке плоскости конусов, после этого поправить отверстия для центровки. В конце окончательно проточить заготовку чистовым способом. Чтобы избежать разбивания отверстий для центровки и снижения износа центров, целесообразно работать, используя закругление вершин.
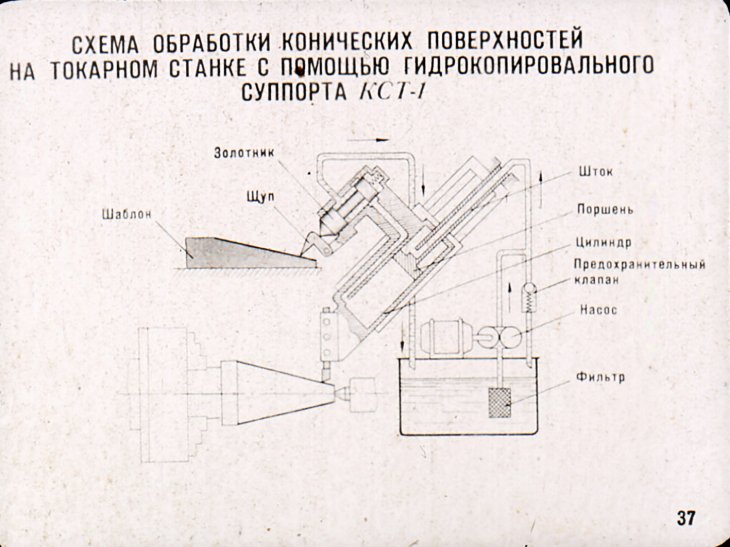
Регулярно использованным методом обработки конических плоскостей являются копиры. Плита 7 с копировальной линейкой 6 (рис. 4) закрепляется на станине. По линейке двигается ползун 4. Тягой 2 при помощи зажима 5 он подсоединен к суппорту 1. Чтобы суппорт без труда передвигался поперек, откручивается болт поперечной подачи.
От движения суппорта 1 вдоль станка резец приобретает двойное перемещение: поперек за линейкой-копиром и вдоль за суппортом. На движение в поперечном направлении влияет угол поворота линейки 6 по отношению к оси 5 поворота. Поворотный угол копира контролируют по шкале плиты 7, крепя линейку с помощью винтов 8.
Поворотный угол копира контролируют по шкале плиты 7, крепя линейку с помощью винтов 8.
Подачу резца на нужную глубину врезания осуществляют с помощью ручки передвижения салазок суппорта вверху. Внешние конические плоскости подвергают обработке проходными резцами.
Рис. 4. Обработка конической поверхности с применением копирных устройств:
а – при продольном перемещении суппорта: 1 – суппорт; 2 – тяга; 3 – зажим; 4 – ползун; 5 – ось; 6 – копирная линейка; 7 – плита; 8 – болт;
б – при поперечном перемещении суппорта: 1 – приспособление; 2 – копир; 3 – копирный ролик; 4 – внутренняя коническая поверхность; α – угол поворота копирной линейки
Методы изготовления внутренних конусных плоскостей
Внутри детали выборка конических плоскостей 4 (рис. 4) осуществляется с помощью копира 2, который закрепляется в пиноль задней бабки либо в револьверную головку. В держателе резца поперечного суппорта крепится устройство 1, имеющее ролик для копирования и проходной резец с остроконечным профилем.
В держателе резца поперечного суппорта крепится устройство 1, имеющее ролик для копирования и проходной резец с остроконечным профилем.
Когда суппорт передвигается в поперечном направлении, ролик для копирования 3, соответствующий профилю копира 2 перемещается в продольной плоскости. Через устройство 1 движение передается на резец. Внутри конических поверхностей обработка производится с помощью расточных резцов.
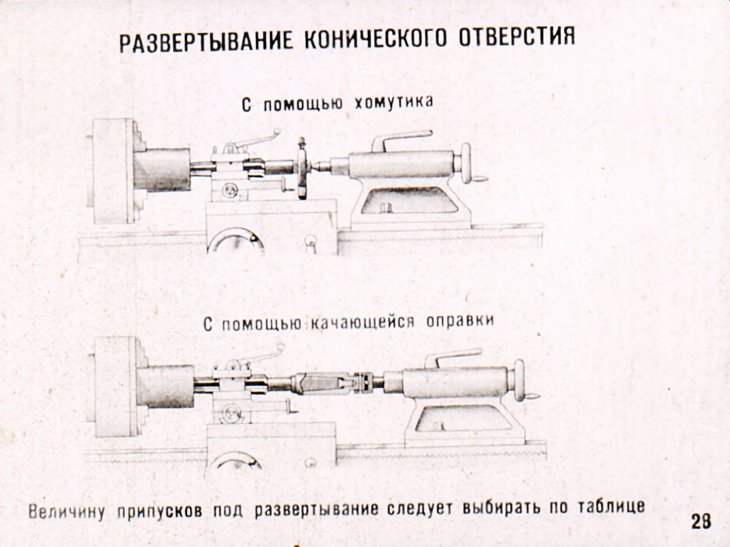
Чтобы получить отверстие с конической конфигурацией в металле со сплошной структурой, в заготовке сверлят, растачивают, развертывают отверстия. Комплектами конических разверток производят дальнейшую обработку. Сечение заранее заготовленного отверстия должно быть меньше на 0,5…1 мм, чем заходное сечение развертки.
Изготавливая высокоточное коническое отверстие, перед осуществлением развертки производится обработка коническим зенкером. С этой целью в металле со сплошной структурой просверливается отверстие сечением на 0,5 меньше готового сечения конуса и обрабатывается зенкером. Припуск для зенкера уменьшают использованием ступенчатых сверл с различными сечениями.
Припуск для зенкера уменьшают использованием ступенчатых сверл с различными сечениями.
Цикл изготовления и ремонта валов предусматривает наличие центровальных отверстий на их торцах. Эти технологические углубления необходимы для качественного крепления и избежание биений при вращении вала. Центровальные отверстия изготавливаются особо тщательно, с соблюдением высоких технологий.
Отверстия для центровки располагаются строго на одной оси. Оба конусных отверстия на их торцах должны быть абсолютно одного размера, какими бы ни были сечения шеек на краях вала. В противном случае снижается качество обработки и повышается износ отверстий для центровки.
Рис. 5. Центровые отверстия:
а – незащищенные от повреждений;
б – защищенные от повреждений
Образец центровальных отверстий показан на рис.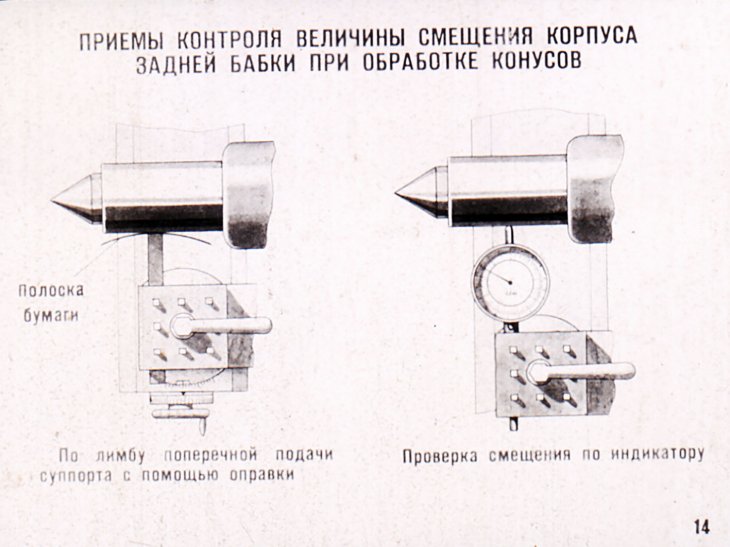 5. Максимальную популярность получили центровки, где угол конуса равняется 60˚. При изготовлении тяжелых валов применяют отверстия с углами 75˚ либо 90˚. Во избежание упирания вершины центра в обрабатываемую деталь, в центровальных отверстиях вытачивают цилиндрические выточки диаметром d.
5. Максимальную популярность получили центровки, где угол конуса равняется 60˚. При изготовлении тяжелых валов применяют отверстия с углами 75˚ либо 90˚. Во избежание упирания вершины центра в обрабатываемую деталь, в центровальных отверстиях вытачивают цилиндрические выточки диаметром d.
Фаска, выполненная под углом 120˚, защищает центровые отверстия, используемые много раз, от повреждений и забоев (рис. 5, б). Центровые отверстия небольших деталей обрабатывают различными способами. Заготовка вала крепится в патроне с самоцентровкой, в пиноль задней бабки помещают патрон для сверления, имеющий центровочный инструмент.
Сверлом для цилиндрических отверстий выполняют начальный этап изготовления центровых отверстий больших сечений (рис. 6, а). Последующие этапы обработки выполняются однозубой (рис. 6, б) либо многозубой зенковкой (рис. 6, в). Центровые отверстия сечением 1,5…5 мм изготавливаются с помощью комбинированных сверл. Они могут быть либо с предохранительной фаской, либо без нее (рис. 6, г, д).
6, г, д).
Рис. 6. Центровые инструменты:
а – цилиндрическое сверло; б – однозубая зенковка; в – многозубая зенковка; г – комбинированное сверло без предохранительной фаски; д – комбинированное сверло с предохранительной фаской
Обрабатывая вал на предмет изготовления центровых отверстий, его подвергают вращению. Подача осуществляется ручным способом. Предварительно подрезается с помощью резца обрабатываемый торец. Размер углубления для центровки контролируют инструментами: шкалой пиноли либо лимбом маховика задней бабки.
Предварительной разметкой на валу добиваются соосности изготавливаемых центровых отверстий. Если заготовка длинная, в момент зацентровки ее поддерживают с помощью люнета. Разметку центровых отверстий производят с помощью угольника. Разметив заготовку, накернивают места для центровых отверстий.
Валы с сечениями шеек, не превышающими 40 мм, накернивают при помощи специального устройства (рис.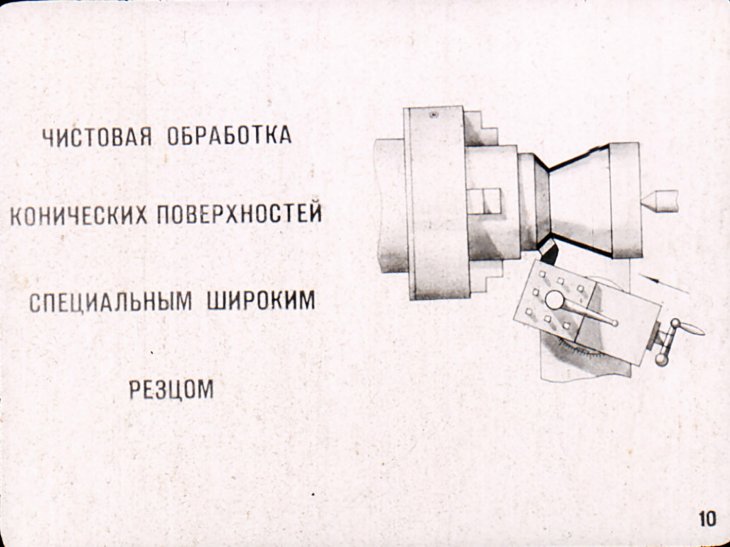 7), не используя предварительную разметку. Корпус 1 одной рукой ставят на торец вала 3. Ударяя молотком по кернеру 2, получают отметку центра отверстия.
7), не используя предварительную разметку. Корпус 1 одной рукой ставят на торец вала 3. Ударяя молотком по кернеру 2, получают отметку центра отверстия.
Рис. 7. Приспособление для накернивания центровых отверстий без предварительной разметки:
1 – корпус; 2 – кернер; 3 -вал
Центровые отверстия с неравномерным износом либо с повреждениями подвергаются исправлениям с помощью резца. Для осуществления операции каретка суппорта станка, находящаяся сверху, поворачивается на угол конуса.
Как осуществлять контроль изготовления конических поверхностей
Внешние конуса измеряются с помощью универсального угломера либо специального шаблона. Калибр-втулки служат для проверки точных параметров конуса. Кроме угла конуса, они показывают и его сечения. Карандашом наносят на обработанную поверхность несколько меток. Калибр-втулку помещают сверху на контрольный конус.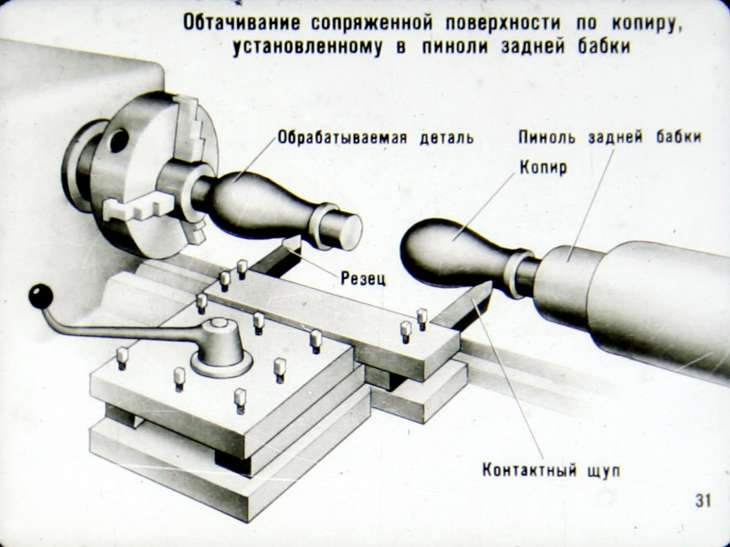
Рис. 8. Калибр-втулка для проверки наружных конусов (а) и пример ее применения (б):
A, B – метки
Поворачивая инструмент в разные стороны и легко нажимая на него, добиваются, что метки на качественно обработанном конусе стираются полностью. Конец конусной детали должен быть расположен между отметками А и В.
Контроль конических отверстий осуществляют калибром-пробкой. Качество отверстия показывает плотность прилегания калибра к обработанной поверхности. Нанесением тонкого слоя красящего вещества на пробку калибра, можно определить: если краска исчезнет возле большого сечения – угол конуса занижен, если возле малого – увеличен.
Настройка процесса токарной обработки и сопутствующие вопросы, требующие внимания
- Домашний
- Инсайты
- Знания
- Процедура настройки процесса токарной обработки и связанные с этим вопросы, требующие внимания
Знания
Процесс токарной обработки заключается в том, чтобы придать материалу желаемую форму путем удаления материала, а его точность обработки высока и нет ограничений формы. Но стоимость производства высока, а скорость обработки низкая.
Но стоимость производства высока, а скорость обработки низкая.
Опубликовано: 30 августа 2022 г.
- Что такое токарная обработка?
- Что такое грубый поворот?
- Что такое полное точение?
- Что такое поворот плеча?
- Что следует учитывать при повороте
Что такое токарная обработка?
Токарная обработка означает, что токарная обработка является частью механической обработки. Токарная обработка в основном использует токарные инструменты для поворота вращающейся заготовки. Токарные станки в основном используются для обработки валов, дисков, втулок и других деталей с вращающимися поверхностями и являются наиболее широко используемыми станками в машиностроении и ремонтных предприятиях.
Используйте вращательное движение заготовки и линейное или криволинейное движение инструмента для изменения формы и размера заготовки и обработки ее в соответствии с требованиями чертежа. Энергия резания при токарной обработке в основном обеспечивается заготовкой, а не инструментом. Токарная обработка является самым основным и распространенным методом резки и играет очень важную роль в производстве. Точение подходит для обработки вращающихся поверхностей. Методами токарной обработки можно обрабатывать большинство заготовок с вращающимися поверхностями, таких как внутренние и наружные цилиндрические поверхности, внутренние и наружные конические поверхности, торцы, канавки, резьбы, ротационные формообразующие поверхности. Используемые инструменты – токарные инструменты.
Токарная обработка является самым основным и распространенным методом резки и играет очень важную роль в производстве. Точение подходит для обработки вращающихся поверхностей. Методами токарной обработки можно обрабатывать большинство заготовок с вращающимися поверхностями, таких как внутренние и наружные цилиндрические поверхности, внутренние и наружные конические поверхности, торцы, канавки, резьбы, ротационные формообразующие поверхности. Используемые инструменты – токарные инструменты.
Заготовка обычно обрабатывается на токарном станке по двум причинам: чтобы обрезать ее по размеру и получить точный диаметр. Заготовки, которые должны быть обрезаны по размеру и иметь одинаковый диаметр по всей длине, предполагают параллельные токарные операции. Многие факторы определяют количество материала, которое можно удалить на токарном станке. Диаметр следует нарезать в два прохода: черновой и чистовой. Чтобы иметь одинаковый диаметр на каждом конце заготовки, центр токарного станка должен быть на одной линии.
Для установки точной глубины резания:
- Установите упор на 30 градусов.
- Установите инструмент для черновой или чистовой обработки. При подаче седла к передней бабке используйте правый токарный инструмент.
- Переместите держатель ножа к левой стороне составной опоры и установите головку ножа в правый центр высоты.
- Установите токарный станок на правильную скорость и подачу для диаметра и типа обрабатываемого материала.
- Запустите токарный станок и слегка отрежьте около 0,005 дюйма и 0,250 дюйма на правом конце заготовки.
- Остановите токарный станок, но не перемещайте рукоятку винта подачи.
- Поверните маховик каретки, чтобы переместить инструмент к концу (правой стороне) заготовки.
- Измерьте заготовку и рассчитайте количество удаляемого материала.
- Поверните кольцо весов на половину количества удаляемого материала. Например, если необходимо удалить 0,060 дюйма, кольцо шкалы следует повернуть на 0,030 дюйма, поскольку выемка удаляется по окружности заготовки.

- На каждую тысячную глубины резания диаметр заготовки уменьшается на две тысячные.
Что такое черновая обработка?
Черновые токарные операции используются для удаления как можно большего количества металла за минимальное время. В этой операции точность и чистота поверхности не важны. Поэтому рекомендуется максимальная глубина 0,030 дюйма и подача от 0,020 до 0,030 дюйма. Заготовка обычно подвергается черновой обработке с точностью до 0,030 дюйма от конечного размера за максимально возможное количество проходов.
- Установите токарный станок на правильную скорость и подачу для типа и размера обрабатываемого материала.
- Отрегулируйте быстросменный редуктор на подачу от 0,010 до 0,030 дюйма в зависимости от глубины резания и состояния станка.
- Переместите держатель ножа влево от составного держателя и установите головку ножа на нужную высоту по центру.
- Затяните держатель инструмента, чтобы он не двигался во время обработки.
- Сделайте небольшой пробный пропил длиной примерно 0,250 дюйма на правом конце заготовки.
- Измерьте заготовку и отрегулируйте наконечник для необходимой глубины резания.
- Отрежьте около 0,250 дюйма, остановите токарный станок и проверьте диаметр на предмет размера. Диаметр должен быть примерно на 0,030 дюйма выше поверхности.
- При необходимости отрегулируйте глубину резания.

Что такое полная токарная обработка?
Токарная обработка выполняется на токарном станке и после черновой токарной обработки обеспечивает гладкую поверхность и обрезает заготовку до точных размеров. Такие факторы, как состояние режущей кромки, жесткость станка и заготовки, а также скорость и подача токарного станка, могут влиять на качество получаемой поверхности.
- Убедитесь, что на режущей кромке режущей головки нет зазубрин, прожогов и т. д. Рекомендуется установить режущую кромку в исходное положение перед выполнением тонкого реза.
- Установите токарный станок на рекомендуемую скорость и подачу. Используемая скорость подачи зависит от желаемой чистоты поверхности.
- Сделайте легкий пробный надрез длиной около 0,250 дюйма на правом конце заготовки, чтобы получить истинный диаметр, установите режущий инструмент на нужный диаметр, а кольцо шкалы на правильный диаметр.
- Остановите токарный станок и измерьте диаметр.
- Установите глубину резания равной половине количества удаляемого материала.
- Отрежьте 0,250″, остановите токарный станок и проверьте диаметр.
- При необходимости отрегулируйте глубину резания и завершите диаметр токарной обработки. Для получения максимально точного диаметра заготовку доводят до желаемого размера. Если для завершения диаметра требуется покрытие или полировка, не оставляйте при этой операции зазор более 0,002–0,003 дюйма.

Что такое поворот плеча?
При точении нескольких диаметров заготовки. Изменение диаметра или шага называется плечом. Три распространенных типа плеч: квадратные, закругленные и конические.
Изменение диаметра или шага называется плечом. Три распространенных типа плеч: квадратные, закругленные и конические.
- Установите заготовку на токарный станок и расположите выступы с обработанного конца заготовки. В случае закругленного плеча все достаточные длины позволяют сформировать надлежащий радиус на готовом плече.
- Поместите кончик режущей головки на эту отметку и вырежьте небольшую канавку по окружности, чтобы отметить длину.
- Используя токарную головку, выполните черновую и чистовую обработку заготовки примерно на 0,063 дюйма до желаемой длины.
- Настройте торцевой инструмент. Наметьте мелом небольшой диаметр заготовки, затем поднимите режущий инструмент, пока он не удалит следы мела.
- Обратите внимание на показания на кольце шкалы ручки подачи.
- Под прямым углом к плечу используйте ручную подачу, чтобы отрезать по линии.
- Для непрерывной резки верните рукоятку поперечной подачи в то же положение, что и кольцо шкалы.

Если требуется скругление, используйте наконечник с таким же радиусом для обработки уступа. Наклонную или скошенную кромку можно получить, установив режущую кромку режущей головки на желаемый угол фаски и подав ее к уступу, или установив составной держатель инструмента на нужный угол.
Что следует учитывать при токарной обработке:
- Разумный выбор количества резания:
Для высокоэффективной резки металла обрабатываемый материал, режущий инструмент и условия резания являются тремя основными элементами. Они определяют время обработки, стойкость инструмента и качество обработки. Экономичный и эффективный метод обработки должен заключаться в разумном выборе режимов резания. Три элемента условий резания: скорость резания, подача и глубина резания напрямую вызывают повреждение инструмента. С увеличением скорости резания температура режущей кромки будет повышаться, что приведет к механическому, химическому и термическому износу. Увеличение скорости резания на 20% снижает срок службы инструмента на 1/2. Взаимосвязь между условиями подачи и износом позади инструмента находится в очень небольшом диапазоне. Но скорость подачи велика, температура резания повышается, а задний износ велик. Это оказывает меньшее влияние на инструмент, чем скорость резания. Хотя влияние глубины резания на инструмент не так велико, как скорость резания и подача, при резании с малой глубиной резания на обрабатываемом материале будет образовываться закаленный слой, что также повлияет на срок службы инструмента. инструмент. Пользователь должен выбрать используемую скорость резания в зависимости от обрабатываемого материала, твердости, состояния резания, типа материала, скорости подачи, глубины резания и т. д. Выбор наиболее подходящих условий обработки основан на этих факторах. Регулярный, устойчивый износ на всю жизнь – идеальное состояние. Однако на практике выбор срока службы инструмента связан с износом инструмента, изменениями размеров, которые необходимо обработать, качеством поверхности, шумом резания, теплом обработки и т. д. При определении условий обработки необходимо изучить фактическую ситуацию. Для труднообрабатываемых материалов, таких как нержавеющая сталь и жаропрочные сплавы, можно использовать охлаждающие жидкости или жесткие режущие кромки. - Разумный выбор инструментов:
- При черновой токарной обработке следует выбирать инструмент с высокой прочностью и долговечностью, чтобы удовлетворить требования большого количества ножей и большой подачи при черновой токарной обработке.
- При чистовой токарной обработке следует выбирать инструменты с высокой точностью и долговечностью, чтобы обеспечить требования к точности обработки.
- Чтобы сократить время смены инструмента и облегчить настройку инструмента, следует как можно чаще использовать ножи и лезвия с механическим зажимом.
- Разумный выбор приспособлений:
- Старайтесь использовать обычные приспособления для зажима заготовки и избегайте использования специальных приспособлений.
- База позиционирования деталей совпадает, чтобы уменьшить ошибку позиционирования.
- Старайтесь использовать обычные приспособления для зажима заготовки и избегайте использования специальных приспособлений.
- Определить маршрут обработки:
Маршрут обработки — это траектория движения и направление инструмента относительно детали в процессе обработки станка с индексным управлением.- Должен быть в состоянии обеспечить требования к точности обработки и шероховатости поверхности.
- Маршрут обработки должен быть максимально сокращен, чтобы сократить время простоя инструмента.
- Связь между маршрутом обработки и припуском на обработку:
В настоящее время, при условии, что токарный станок с числовым программным управлением еще не получил широкого использования, как правило, необходимо установить избыточный припуск на заготовку, особенно припуск, содержащий кованые и литые твердые слои кожи, подлежащие обработке на обычном токарном станке. Если его необходимо обрабатывать на токарном станке с ЧПУ, необходимо обратить внимание на гибкую компоновку программы. - Точки установки приспособления:
В настоящее время соединение между гидравлическим патроном и гидравлическим зажимным цилиндром осуществляется с помощью тяги. Основные моменты зажима гидравлического патрона следующие: сначала снимите гайку на гидроцилиндре с помощью гаечного ключа, снимите тяговую трубку и вытащите ее из заднего конца главного вала, после чего можно снять патрон. гаечным ключом отвернув винты крепления патрона.
 Взаимосвязь между условиями подачи и износом позади инструмента находится в очень небольшом диапазоне. Но скорость подачи велика, температура резания повышается, а задний износ велик. Это оказывает меньшее влияние на инструмент, чем скорость резания. Хотя влияние глубины резания на инструмент не так велико, как скорость резания и подача, при резании с малой глубиной резания на обрабатываемом материале будет образовываться закаленный слой, что также повлияет на срок службы инструмента. инструмент. Пользователь должен выбрать используемую скорость резания в зависимости от обрабатываемого материала, твердости, состояния резания, типа материала, скорости подачи, глубины резания и т. д. Выбор наиболее подходящих условий обработки основан на этих факторах. Регулярный, устойчивый износ на всю жизнь – идеальное состояние. Однако на практике выбор срока службы инструмента связан с износом инструмента, изменениями размеров, которые необходимо обработать, качеством поверхности, шумом резания, теплом обработки и т.
Взаимосвязь между условиями подачи и износом позади инструмента находится в очень небольшом диапазоне. Но скорость подачи велика, температура резания повышается, а задний износ велик. Это оказывает меньшее влияние на инструмент, чем скорость резания. Хотя влияние глубины резания на инструмент не так велико, как скорость резания и подача, при резании с малой глубиной резания на обрабатываемом материале будет образовываться закаленный слой, что также повлияет на срок службы инструмента. инструмент. Пользователь должен выбрать используемую скорость резания в зависимости от обрабатываемого материала, твердости, состояния резания, типа материала, скорости подачи, глубины резания и т. д. Выбор наиболее подходящих условий обработки основан на этих факторах. Регулярный, устойчивый износ на всю жизнь – идеальное состояние. Однако на практике выбор срока службы инструмента связан с износом инструмента, изменениями размеров, которые необходимо обработать, качеством поверхности, шумом резания, теплом обработки и т. д. При определении условий обработки необходимо изучить фактическую ситуацию. Для труднообрабатываемых материалов, таких как нержавеющая сталь и жаропрочные сплавы, можно использовать охлаждающие жидкости или жесткие режущие кромки.
д. При определении условий обработки необходимо изучить фактическую ситуацию. Для труднообрабатываемых материалов, таких как нержавеющая сталь и жаропрочные сплавы, можно использовать охлаждающие жидкости или жесткие режущие кромки.

Опубликовано 30 августа 2022 г. Источник: openoregon
Дополнительная литература
- Что такое фреза и ее классификация?
- Что такое процесс гибки?
- В чем разница между токарным, фрезерным, сверлильным, шлифовальным, сверлильным, строгальным станком, перфоратором?
- Обзор интеллектуального производства в Сингапуре и тенденции развития станкостроения
- Что такое торцевая операция в механической обработке?
- Что такое пятиосевой контроллер?
- Что такое процесс фрезерования?
- Что такое пятиосевой станок?
- Что такое процесс производства токарного станка? Понимание методов обработки и компонентов токарных станков
- Каковы типы материалов для режущих инструментов и их применение?
- Бизнес-возможности для электромобилей, создание автомобильных компонентов нового поколения и новая промышленная планировка
Актуальная тема
Вас также может заинтересовать .
 ..
..Заголовок
Знания
Технология высокоскоростной передачи данных — универсальная последовательная шина 4
Спрос на высокоскоростную передачу данных растет день ото дня, что способствовало быстрому развитию технологии USB (универсальной последовательной шины) в последние годы. Появление центрального процессора (ЦП), поддерживающего USB4, символизирует начало новой эры технологии USB.
Заголовок
Знания
Каковы классификации абразивов?
Абразивы — общий термин для абразивов и абразивных инструментов, включая абразивные изделия и абразивные изделия.
Заголовок
Знания
Что такое Силовые машины?
Производство, эксплуатация и техническое обслуживание наземных, морских и воздушных транспортных средств относятся к отрасли энергетического машиностроения.
Заголовок
Знания
Техническая одежда: технический текстиль
Одним из самых простых способов классификации является классификация текстиля, кроме текстиля для одежды и предметов интерьера, в качестве технического текстиля. Давайте посмотрим, что такое так называемый технический текстиль.
Заголовок
Знания
Что такое Текстильная промышленность?
Предшественником цепи текстильной промышленности является нефтехимическое сырье. После изготовления нейлонового волокна, полиэфирного волокна, вискозного волокна, углеродного волокна и других продуктов из человеческого волокна, оно превращается в пряжу, затем вплетается в ткань, а затем отбеливается, окрашивается, печатается. Процедуры окрашивания и отделки, такие как покрытие, отделка, пошив и пошив швейных изделий или других сопутствующих текстильных изделий. Процесс производства текстиля можно разделить на четыре этапа: волокно, текстиль, крашение и отделка, готовая одежда / домашний текстиль, среди которых текстиль можно разделить на два этапа: прядение и ткачество: прядение – это преобразование ровницы в крученая пряжа. После отправки на фабрику пряжа вставляется в рабочую ось стола текстильной машины, а стол текстильной машины тянет пряжу вверх и отправляет ее на текстильную машину; следующий шаг – шаг ткачества, на этом этапе в текстильной машине используется челнок. Он непрерывно перемещается взад и вперед и, наконец, сплетает его в кусок ткани. После отделки тканевой ткани (включая хлопок, шерсть, синтетическое волокно и т.
После изготовления нейлонового волокна, полиэфирного волокна, вискозного волокна, углеродного волокна и других продуктов из человеческого волокна, оно превращается в пряжу, затем вплетается в ткань, а затем отбеливается, окрашивается, печатается. Процедуры окрашивания и отделки, такие как покрытие, отделка, пошив и пошив швейных изделий или других сопутствующих текстильных изделий. Процесс производства текстиля можно разделить на четыре этапа: волокно, текстиль, крашение и отделка, готовая одежда / домашний текстиль, среди которых текстиль можно разделить на два этапа: прядение и ткачество: прядение – это преобразование ровницы в крученая пряжа. После отправки на фабрику пряжа вставляется в рабочую ось стола текстильной машины, а стол текстильной машины тянет пряжу вверх и отправляет ее на текстильную машину; следующий шаг – шаг ткачества, на этом этапе в текстильной машине используется челнок. Он непрерывно перемещается взад и вперед и, наконец, сплетает его в кусок ткани. После отделки тканевой ткани (включая хлопок, шерсть, синтетическое волокно и т. д.) в коробку ее можно отправить производителям для последующей обработки, чтобы сформировать цепочку текстильной промышленности.
д.) в коробку ее можно отправить производителям для последующей обработки, чтобы сформировать цепочку текстильной промышленности.
Заголовок
Знания
Автоматический метод определения общего содержания углеводородов в воздухе
Суммарные нефтяные углеводороды представляют собой смесь многих различных соединений. Люди могут подвергаться воздействию нефтяных углеводородов несколькими способами, включая топливные насосы, разлитое на дороге масло и использование химикатов на работе или дома. Некоторые общие нефтяные углеводороды могут воздействовать на нервную систему, вызывая головные боли и головокружение.
Заголовок
Знания
Подводная робототехника – наука и техника для подводных исследований
Подводная робототехника используется не только в спасательных и поисковых работах, она уже применялась при разведке морских ресурсов, топографической съемке морского дна, строительстве и обслуживании морских инженерных сооружений.
Заголовок
Знания
Что такое процесс формования углеродного волокна?
Композитные материалы из углеродного волокна необходимо обрабатывать с использованием процесса формования от препрега до конечной детали. С развитием технологии углеродного волокна процесс формования композитных материалов из углеродного волокна также постоянно совершенствуется. Тем не менее, различные процессы формования композитных материалов из углеродного волокна не существуют для обновления и устранения, и часто различные процессы сосуществуют для достижения наилучшего эффекта в различных условиях и различных ситуациях.
Заголовок
Знания
Что такое конденсатор?
Конденсаторы используются в цепях переменного тока и импульсных цепях.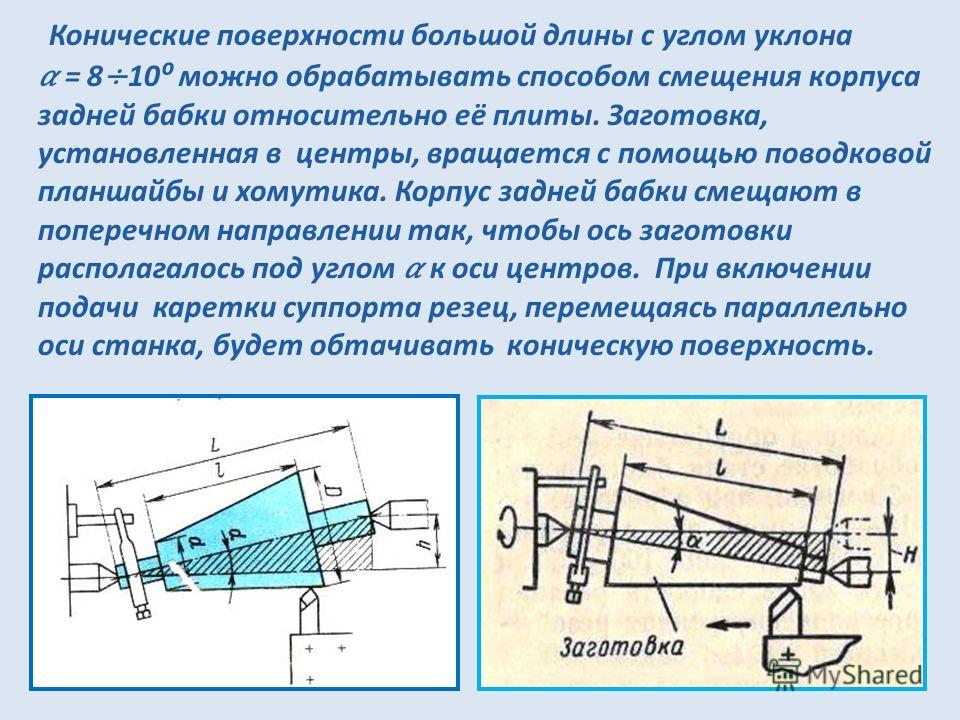 В цепях постоянного тока конденсаторы обычно играют роль блокировки постоянного тока.
В цепях постоянного тока конденсаторы обычно играют роль блокировки постоянного тока.
Заголовок
Знания
Что такое толщиномер?
Толщиномеры — это инструменты, используемые для измерения толщины материалов и объектов, чтобы удовлетворить различные потребности в высокоточных измерениях и испытаниях.
Заголовок
Знания
Что такое инструмент CBN?
Токарные инструменты из CBN плотно спечены из нитрида бора и карбида вольфрама. Твердость нитрида бора близка к PCD. Он обладает превосходной химической стабильностью и не вызывает сродства с железом, кобальтом и металлами на основе никеля. Поэтому он особенно подходит для деформационного упрочнения стали с твердостью выше 45 HRC. Подходят также закаленный чугун и жаропрочная сталь (инконель).
Поэтому он особенно подходит для деформационного упрочнения стали с твердостью выше 45 HRC. Подходят также закаленный чугун и жаропрочная сталь (инконель).
Заголовок
Знания
Различные функции обычных ключей
Гаечный ключ — это инструмент, используемый для закручивания болтов, гаек и других предметов, которые трудно поворачивать вручную. Гаечный ключ — это инструмент, который использует принцип рычага в качестве исполнительного механизма.
ПромышленностьЧеловекПаукЧеловекПаукЧеловекПаукЧеловекПаукЧеловекПаукЧеловекПаукРосомахаКапитан АмерикаЛюди ИксКрокодил
ТемаЧеловекПаукРосомахаКапитан АмерикаЛюди ИксКрокодил
AreaAfghanistanAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntigua & BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBonaireBosnia & HerzegovinaBotswanaBrazilBritish Indian Ocean TerBruneiBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCanary IslandsCape VerdeCayman IslandsCentral African RepublicChadChannel IslandsChileChinaChristmas IslandCocos IslandColombiaComorosCongoCook IslandsCosta RicaCote DIvoireCroatiaCubaCuracaoCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEast TimorEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFalkland IslandsFaroe IslandsFijiFinlandFranceFrench GuianaFrench PolynesiaFrench Southern TerGabonGambiaGeorgiaGermanyGhanaGibraltarGreat BritainGreeceGreenlandGrenadaGuadeloupeGuamGuatemalaGuineaGuyanaHaitiHawaiiHondurasHong KongHungaryIcelandIndonesiaIndiaIranIraqIrelandIsle of ManIsraelItalyJamaicaJapanJordanKazakhstanKenyaKiribatiKo rea NorthKorea SouthKuwaitKyrgyzstanLaosLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacauMacedoniaMadagascarMalaysiaMalawiMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMidway IslandsMoldovaMonacoMongoliaMontserratMoroccoMozambiqueMyanmarNambiaNauruNepalNetherland AntillesNetherlands (Holland, Europe)NevisNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorwayOmanPakistanPalau IslandPalestinePanamaPapua New GuineaParaguayPeruPhilippinesPitcairn IslandPolandPortugalPuerto RicoQatarRepublic of MontenegroRepublic of SerbiaReunionRomaniaRussiaRwandaSt BarthelemySt EustatiusSt HelenaSt Kitts-NevisSt LuciaSt MaartenSt Pierre & MiquelonSt Vincent & GrenadinesSaipanSamoaSamoa AmericanSan MarinoSao Tome & PrincipeSaudi ArabiaSenegalSeychellesSierra LeoneSingaporeSlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSpainSri LankaSudanSurinameSwazilandSwedenSwitzerlandSyriaTahitiTaiwanTajikistanTanzaniaThailandTogoTokelauTongaTrinidad & T obagoТунисТурцияТуркменистанТёркс и КайкосТувалуУгандаВеликобританияУкраинаОбъединённые Арабские ЭмиратыСоединенные Штаты АмерикиУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамВиргинские острова (Британия)Виргинские острова (США)Остров УэйкОстров Уоллис и ФутанаЙеменЗаирЗамбияЗимбабве
Приостановить тристик арку Лорем ипсум Долор сит амет
Мори лакус авг скалярный Сед Ронкус максимус
Идентификатор Nunc ниси коммодо Проин ут гной
Прозрачный
Применить
10 токарных операций, которые необходимо знать — специалисты Swiss-Turning
На токарных станках создаются сложные детали для медицинских, военных, электронных, автомобильных и аэрокосмических приложений.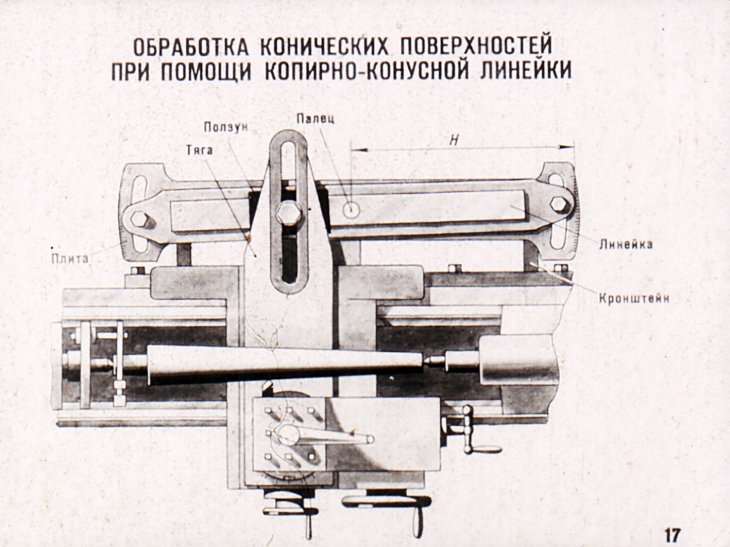 Читайте дальше, чтобы узнать 10 основных операций обработки, выполняемых на токарном станке.
Читайте дальше, чтобы узнать 10 основных операций обработки, выполняемых на токарном станке.
Токарный станок способен выполнять многочисленные операции обработки для получения деталей с желаемыми характеристиками. Токарная обработка – это популярное название обработки на токарном станке. Тем не менее, токарная обработка — это всего лишь один из видов токарной обработки.
Изменение концов инструмента и кинематическая связь между инструментом и заготовкой приводят к различным операциям на токарном станке. Наиболее распространенными токарными операциями являются токарная обработка, торцевание, нарезание канавок, отрезка, нарезание резьбы, сверление, расточка, накатка и нарезание резьбы.
Токарная обработка является наиболее распространенной операцией токарной обработки. В процессе токарной обработки режущий инструмент удаляет материал с внешнего диаметра вращающейся заготовки. Основной целью токарной обработки является уменьшение диаметра заготовки до желаемого размера.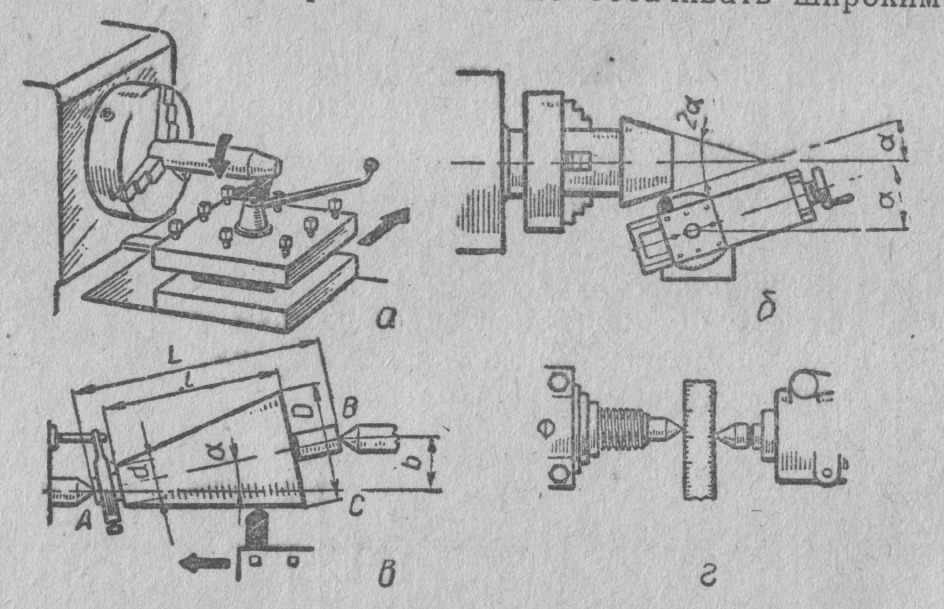 Существует два вида токарной обработки: черновая и чистовая.
Существует два вида токарной обработки: черновая и чистовая.
Операция черновой токарной обработки направлена на обработку детали до заданной толщины путем удаления максимального количества материала в кратчайшие сроки без учета точности и чистоты поверхности. Чистовая токарная обработка обеспечивает гладкую поверхность и получение заготовки с окончательными точными размерами.
Разные сечения точеных деталей могут иметь разные наружные размеры. Переход между поверхностями с двумя разными диаметрами может иметь несколько топологических признаков, а именно ступеньку, конусность, фаску и контур. Для создания этих элементов может потребоваться несколько проходов при малой радиальной глубине резания.
Ступенчатая токарная обработка
Ступенчатая токарная обработка создает две поверхности с резким изменением диаметра между ними. Последняя особенность напоминает ступеньку.
Коническая токарная обработка
Конусное точение создает наклонный переход между двумя поверхностями с разными диаметрами из-за углового движения между заготовкой и режущим инструментом.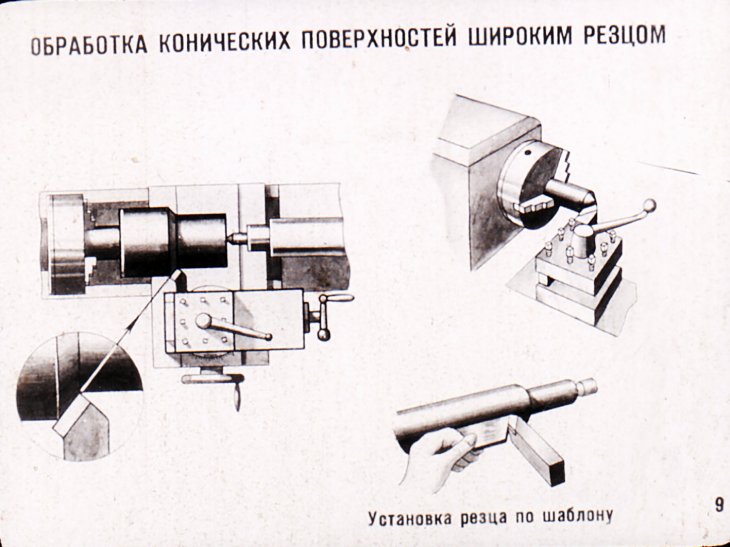
Токарная обработка фаски
Подобно ступенчатой токарной обработке, токарная обработка фаски создает угловой переход в остальном прямоугольной кромки между двумя поверхностями с разными диаметрами токарной обработки.
Точение по контуру
При точении по контуру режущий инструмент следует в осевом направлении траектории с заданной геометрией. Для создания желаемых контуров на заготовке необходимо несколько проходов контурного инструмента. Однако инструменты формы могут создавать ту же форму контура за один проход.
Во время обработки длина заготовок немного больше, чем должна быть конечная деталь. Торцевание — это операция обработки торца заготовки, перпендикулярного оси вращения. Во время торцевания инструмент перемещается по радиусу заготовки, чтобы получить нужную длину детали и гладкую поверхность торца за счет удаления тонкого слоя материала.
Нарезание канавок — это токарная операция, при которой в заготовке создается узкий разрез, «канавка».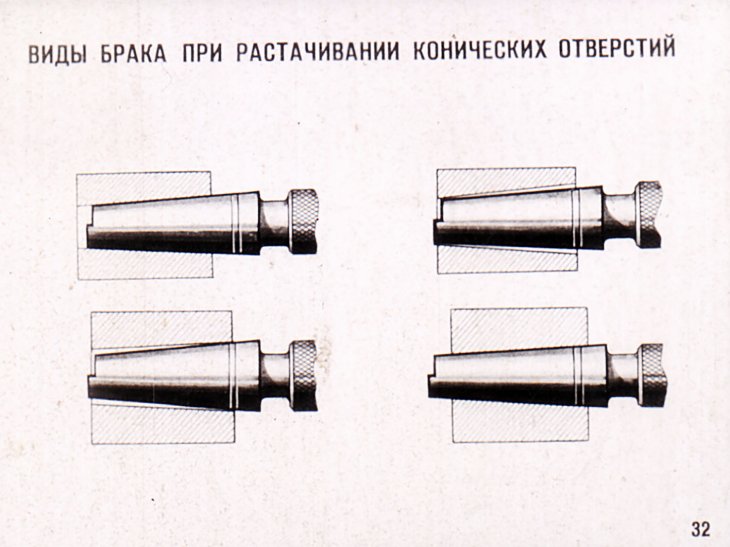 Размер реза зависит от ширины режущего инструмента. Для обработки более широких канавок необходимо несколько проходов инструмента. Существует два типа операций по нарезке канавок: наружная и торцевая. При обработке наружных канавок инструмент перемещается радиально в сторону заготовки и удаляет материал вдоль направления резания. При нарезании торцевых канавок инструмент обрабатывает канавку на лицевой стороне заготовки.
Размер реза зависит от ширины режущего инструмента. Для обработки более широких канавок необходимо несколько проходов инструмента. Существует два типа операций по нарезке канавок: наружная и торцевая. При обработке наружных канавок инструмент перемещается радиально в сторону заготовки и удаляет материал вдоль направления резания. При нарезании торцевых канавок инструмент обрабатывает канавку на лицевой стороне заготовки.
Отрезка — это операция механической обработки, которая приводит к отрезанию детали в конце цикла обработки. В этом процессе используется инструмент определенной формы, который входит в заготовку перпендикулярно оси вращения и выполняет поступательный рез во время вращения заготовки. После того, как край режущего инструмента достигает центра заготовки, заготовка падает. Улавливатель деталей часто используется для захвата снятой детали.
Нарезание резьбы — это токарная операция, при которой инструмент перемещается вдоль боковой поверхности заготовки, нарезая резьбу на внешней поверхности. Резьба представляет собой равномерную винтовую канавку заданной длины и шага. Более глубокие резьбы требуют нескольких проходов инструмента.
Резьба представляет собой равномерную винтовую канавку заданной длины и шага. Более глубокие резьбы требуют нескольких проходов инструмента.
Операция накатки создает зазубренные узоры на поверхности детали. Накатка увеличивает трение захвата и внешний вид обрабатываемой детали. В этом процессе обработки используется уникальный инструмент, состоящий из одного или нескольких цилиндрических колес (накаток), которые могут вращаться внутри держателей инструмента. Накатка содержит зубья, которые прокатываются по поверхности заготовки, образуя зазубренные узоры. Наиболее распространенная накатка пясти представляет собой ромбовидный узор.
Операция сверления удаляет материал изнутри заготовки. В результате сверления получается отверстие диаметром, равным размеру используемого сверла. Сверла обычно располагаются либо на задней бабке, либо на держателе инструмента токарного станка.
Развёртывание — это размерная операция, которая увеличивает отверстие в заготовке. При развертывании развертка входит в заготовку в осевом направлении через конец и расширяет существующее отверстие до диаметра инструмента. Расширение удаляет минимальное количество материала и часто выполняется после сверления, чтобы получить как более точный диаметр, так и более гладкую внутреннюю поверхность.
При развертывании развертка входит в заготовку в осевом направлении через конец и расширяет существующее отверстие до диаметра инструмента. Расширение удаляет минимальное количество материала и часто выполняется после сверления, чтобы получить как более точный диаметр, так и более гладкую внутреннюю поверхность.
При растачивании инструмент входит в заготовку в осевом направлении и удаляет материал вдоль внутренней поверхности, чтобы либо создать другую форму, либо увеличить существующее отверстие.
Нарезание резьбы — это процесс, при котором инструмент для нарезания резьбы входит в заготовку в осевом направлении и нарезает резьбу в существующем отверстии. Отверстие соответствует соответствующему размеру биты, которая может вместить нужный инструмент для нарезания резьбы. Нарезание резьбы также используется для нарезания резьбы на гайках.
Токарные станки могут обрабатывать детали сложной формы. Конечные элементы детали получаются за счет использования различных инструментов и изменения кинематической связи между фрезой и заготовкой.